Филамент для 3Д печати ELEGOO MATTE PLA

- Цена: 1600 рублей
- Перейти в магазин
Продолжаем тестировать пластик производства ELEGOO и сегодня рассмотрим серию MATTE. Ранее для получения матовой поверхности, в пруток добавляли карбоновые волокна, но они были не полезны для латунного сопла, да и стоил такой филамент ощутимо дороже классического. Но прогресс не стоит на месте и появились составы, для которых не нужно докупать специальные комплектующие.
Характеристики исчерпывающие

Распаковка и внешний вид
Приходит в картонной коробке, сбоку есть окошко и наклейка с описанием содержимого.


Катушка находится в вакуумном пакете, на ней продублированы характеристики и рекомендуемые параметры печати, так же имеется мерная шкала, показывающая примерный остаток филамента.

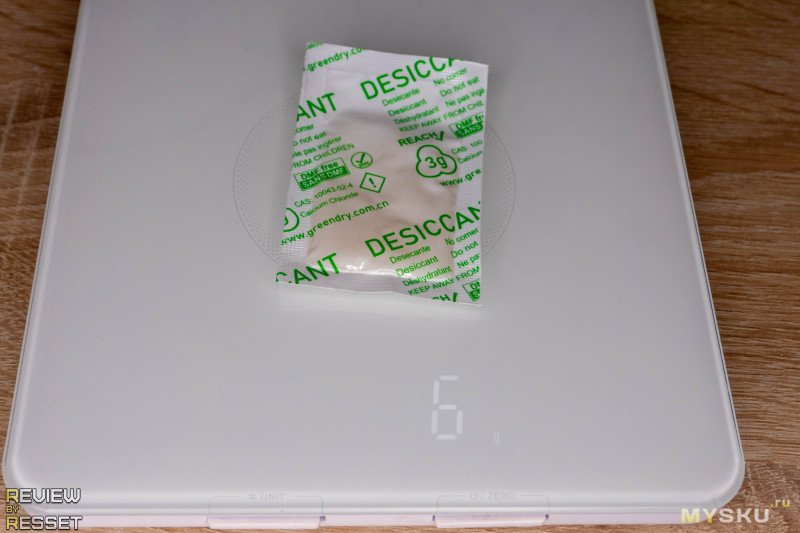
Пруток совсем не блестит, намотка аккуратная. Вместо силикагеля внутри используется хлорид кальция, который тоже отлично впитывает влагу, при этом превращаясь в желеобразную субстанцию по мере выработки своего ресурса.

Вот для примера свежий пакетик и полежавший в мастерской. Они заметно отличаются как внешне, так и по весу.

Тестирование
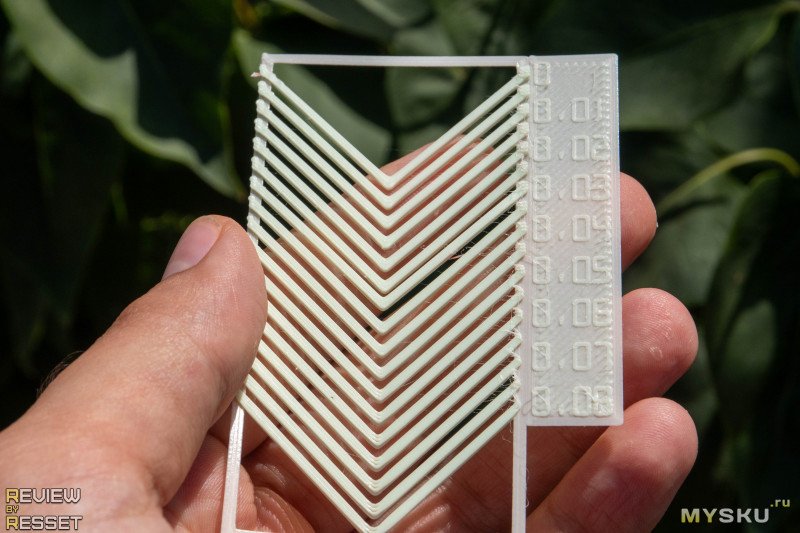
Для начала распечатал температурную башню 190℃-220℃. У данного филамента рекомендуемая температура выше, чем обычно, но при 220℃ медленные слои «плывут».


Разломал конструкцию, после 205℃ пришлось прикладывать приличное усилие. Так что 210-215℃ достаточно, выше уже может не хватить штатного обдува.

Pressure Advance можно поднять до 0.03-0.035.

Ну и конечно протестировал максимальную скорость потока с пределом 34мм3/c.

Как по мне, порядка 30 кубических миллиметров давит стабильно.

Вот нагляднее с другим освещением. В настройках с запасом выставил ограничение 25мм3/c, этого с головой хватит для печати на скорости до 300мм/с стандартным соплом и слоем 0.2мм.


Ну и вот такой профиль прутка получился для принтера FlashForge Adventurer 5M/Pro.

Примеры печати
Тестовая пластина по ощущениям получилась такая же, как при использовании классического PLA производства ELEGOO. Сопротивляется, но при полном складывании не разламывается, а растягивается в месте сгиба.

Слои спекаются хорошо, разделения на стыке нет.

Кораблик с текущими настройками получился нормально, без оплавления и соплей.

В этот раз напечатал дисковый пистолет попроще. Неплохая модель, которая печатается без поддержек, я забыл их отключить и две мелкие веточки проросли.

Постобработка не потребовалась, только пружину другого цвета установил, чтобы продемонстрировать работу механизма. Всё двигается и работает без проблем.

Поверхность деталей действительно получается матовой. Все фото делались с использованием яркого источника света и на них нет бликов, смотрится непривычно.

Кстати, даже одного периметра хватает, чтобы удерживать воду в ёмкости.

Ну и давайте напоследок напечатаем что-нибудь сложнее кораблика.

Не знаю как я раньше жил без древовидных поддержек. Отделяются легко и оставляют минимум следов на поверхности.

Просто убрал лишнее, ни наждачка, ни нож не пригодились.


Итоги
Неплохой PLA, который отлично печатает на рекомендуемых производителем настройках, пруток «сухой», намотан аккуратно, диаметр равномерный. Никаких проблем во время работы с ним не возникло, так что можно смело брать для чистовой печати и не переживать, что в процессе что-то пойдет не так.
Модели с матовой поверхностью смотрятся необычно и при этом нет необходимости ставить каленое сопло, да и по цене выходит дешевле композитов.
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
| +63 |
2592
105
|
| +47 |
2567
45
|
| +124 |
4104
57
|
Но и на зеленом видно, что он матовый, обычный намного сильнее блестит, особенно сильно выделяются грани объектов, для этого вазу и печатал. На ней нет намеков на блики как на картинке ниже.
Хороший пластик у Eryone, Creozone, Elegoo. Чуть дороже, чем у местных выходит, но зато беспроблемный.
Мы как то купили самодельный инструмент, который напечатан на принтере (инструмент для удобного отрезания куска края пленки) и нам очень понравилось качество этого инструмента. Хотим по возможности для собственных нужд разрабатывать/печатать девайсы для работы. Но те у кого мы купили этот девайс не делятся моделью принтера. Есть мысль, что на самом деле они отливают деталь (уж очень она качественная), но они молчат как партизаны и не дают обратную связь.
Ну и от пластика зависит. Тот же ультран отлично спекается, детали получаются как монолитные, а петг хоть и прочный, но блестит как будто паяльником стенки выравнивали )