Филамент PETG от ABS Maker

- Цена: $16.5
- Перейти в магазин
Всем привет! Уже было несколько обзоров данного вида пластика, но ценник в 30$ смотрелся не очень гуманно. И вот недавно мне посоветовали попробовать PETG данного производителя(спасибо, Андрей), а менеджер любезно согласился предоставить несколько образцов для тестов. Вкратце: это наверное самый удобный филамент из тех, что я использовал. Отличная адгезия, практически нет запаха, усадки, а значит задирания уголков и расслоения. И все это по цене PLA. Под катом постараюсь максимально раскрыть особенности, так же посмотрим на результат печати и сравним с другими материалами.
Как и писал в шапке, оплатил я не весь заказ. Помимо петг обратил внимание на клей, но его рассмотрим позже на обычном стекле. Ну и подкинули еще пробников Wood материала, правда текущий обзор получился объемным, а материал со своими особенностями, так что о нем тоже расскажу отдельно.

Так как производитель местный, доставили сервисом boxberry за 10 дней.
Стоимость доставки 360 рублей, до МСК около тысячи км.
Температура стола: 75
Температура сопла: 230
Скорость печати: 50 мм/с
Использую стекло эникубик с адгезивным покрытием. При печати PLA и ABS его необходимо только обезжирить, но сейчас ничего делать не буду, только пыль протру =)
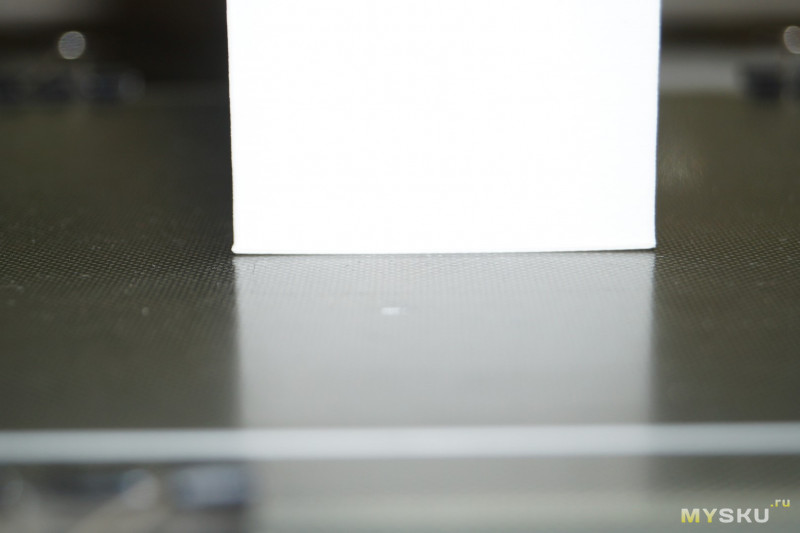
Все углы на месте
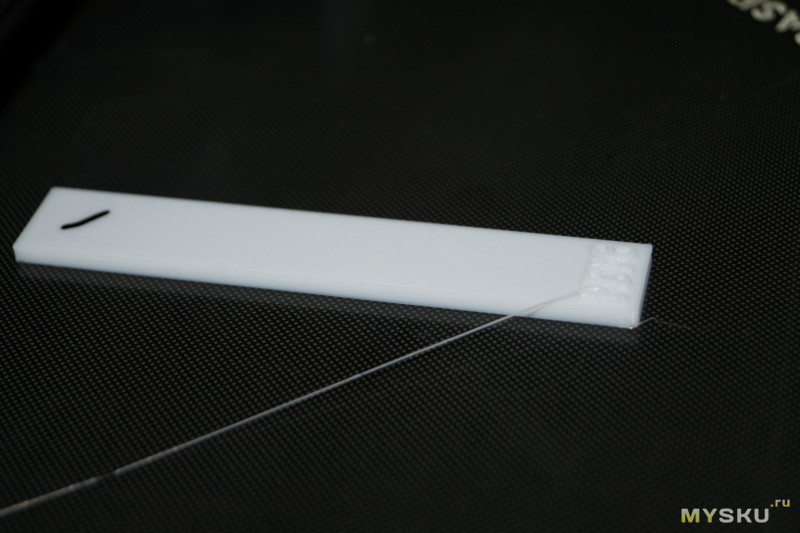
Модель прилипла намертво. Подкрасил маркером, 1 полоска означает заполнение 20%.
Модель самостоятельно отделилась при снижении температуры стола до 50 градусов цельсия.

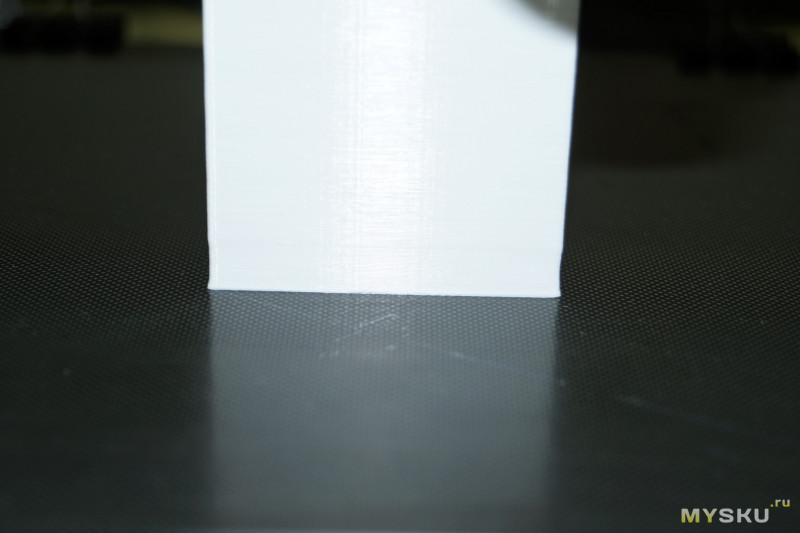
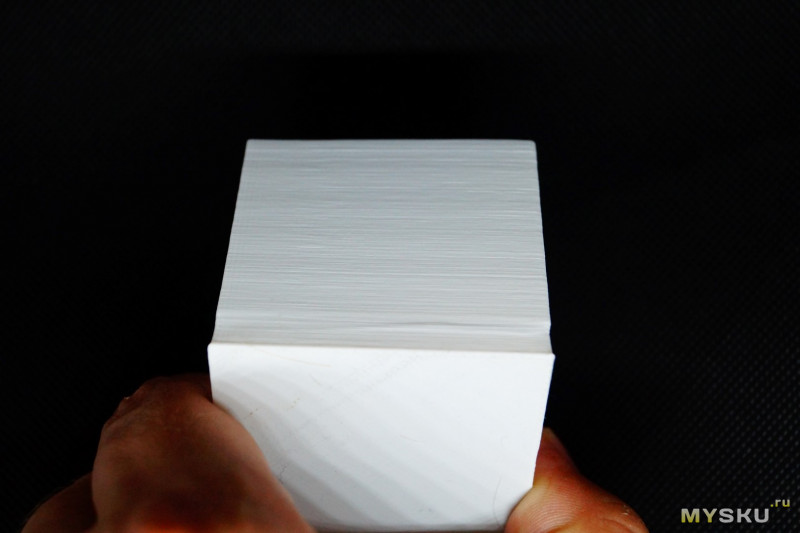
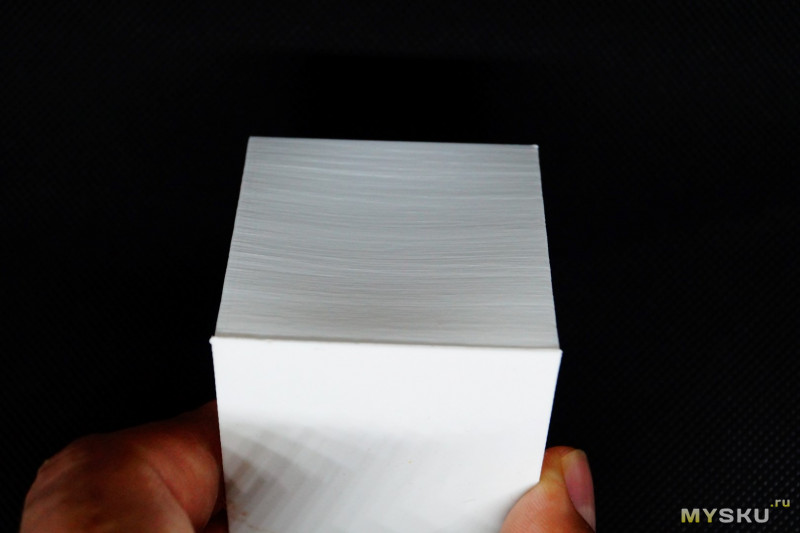
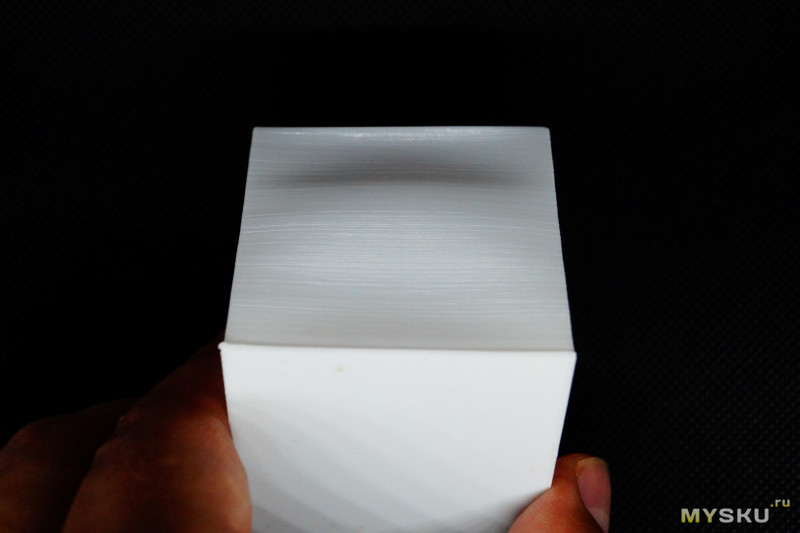
Далее пустотелый квадрат со сторонами 50х50 мм и одиночным периметром.
В качестве эксперимента печатал нижнюю часть модели со 100% обдувом, верхнюю без. Заметили переход?
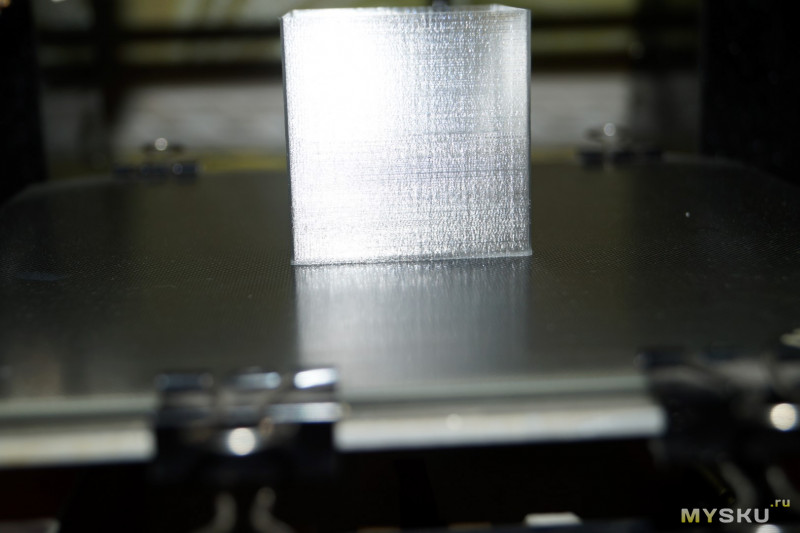
Так же углы на месте.
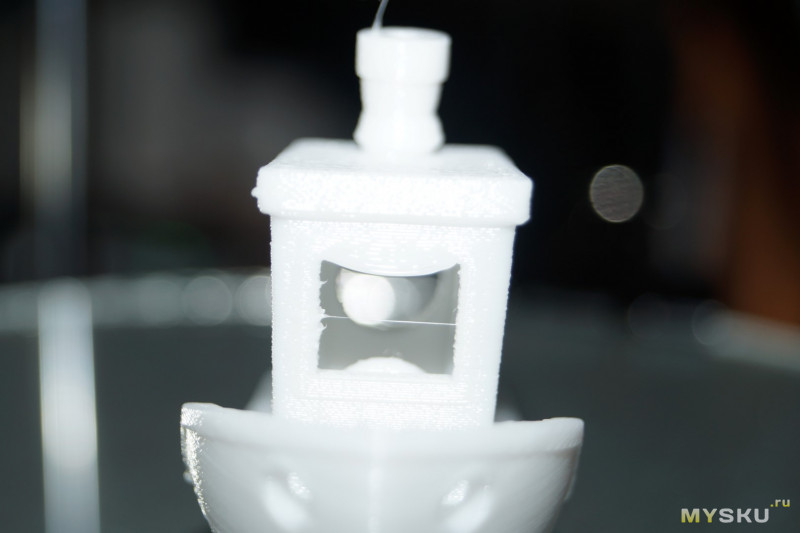
Вот еще для примера кораблик без обдува. Соплей немного, длинные мосты провисли — тут ABS бы справился лучше, но в отличие от него PETG можно охлаждать если не будет больших нагрузок в узких местах.
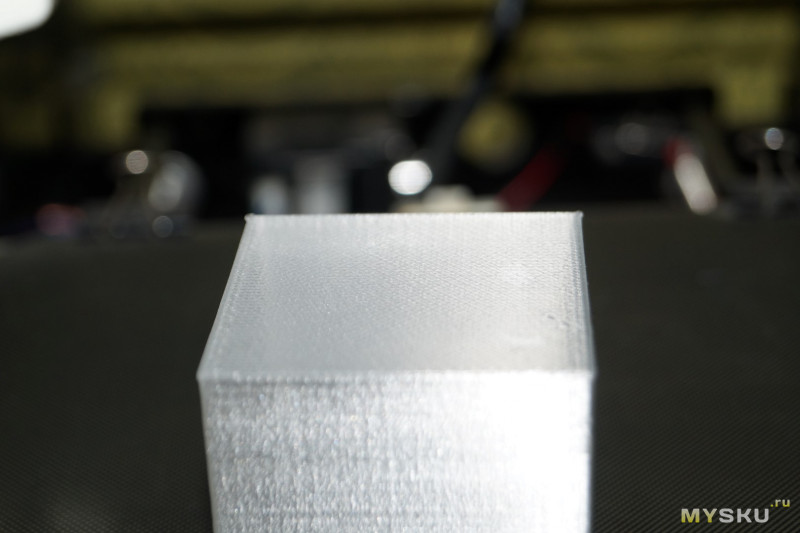
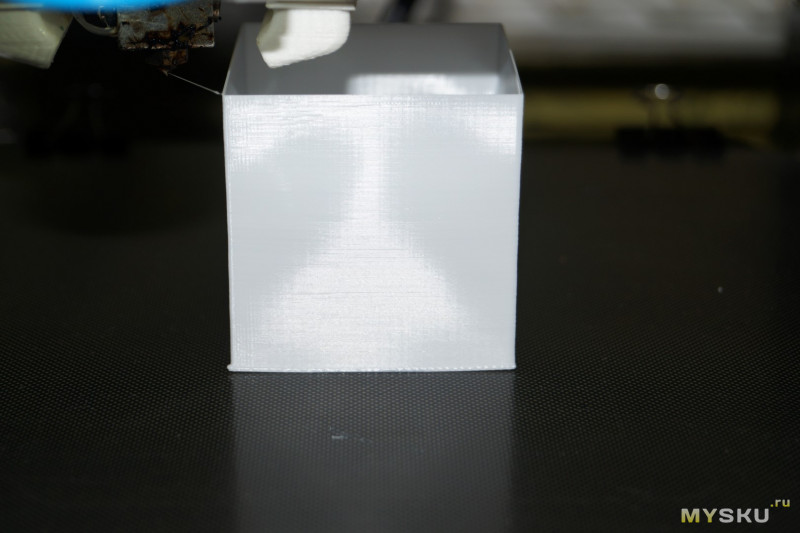
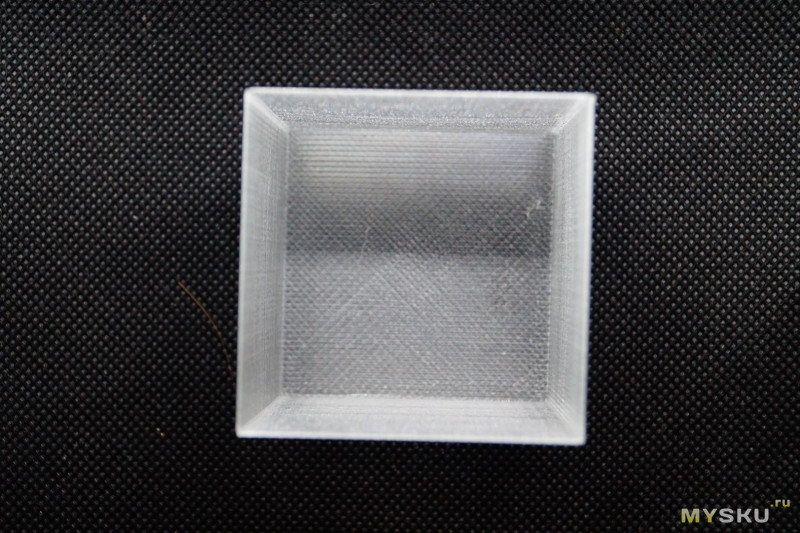
Кубик тоже без обдува. Слева видно, что нужно немного подтянуть ретракт, да и вершины Y немного просели.
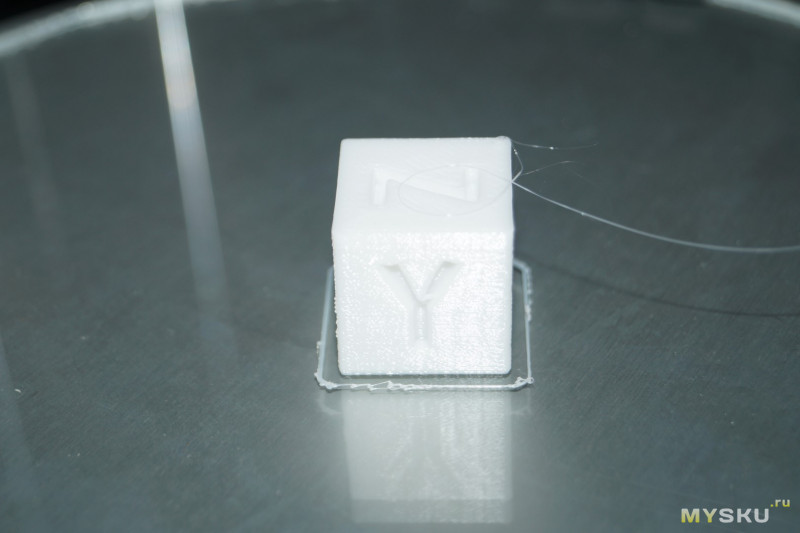
Как мне кажется, легкое охлаждение нисколько не вредит прочности, зато заметно повышает конечное качество. Смело можно выставлять процентов 20 после первых слоев на постоянной основе и повышать если будут мелкие детали.
Переходим к флуоресцентному пластику.
Напечатал вот такой циллиндр с одним периметром. Вначале печатал на скорости 30 мм/сек, потом поднял до 50. Видно образование пузырьков при перегреве, так что пластик надо подсушить если планируется печать моделей с мелкими деталями, иначе при снижении скорости будет аналогичный результат. Разная скорость печати никак не сказалась на геометрии детали.

Добавляем ультрафиолетовый фонарик
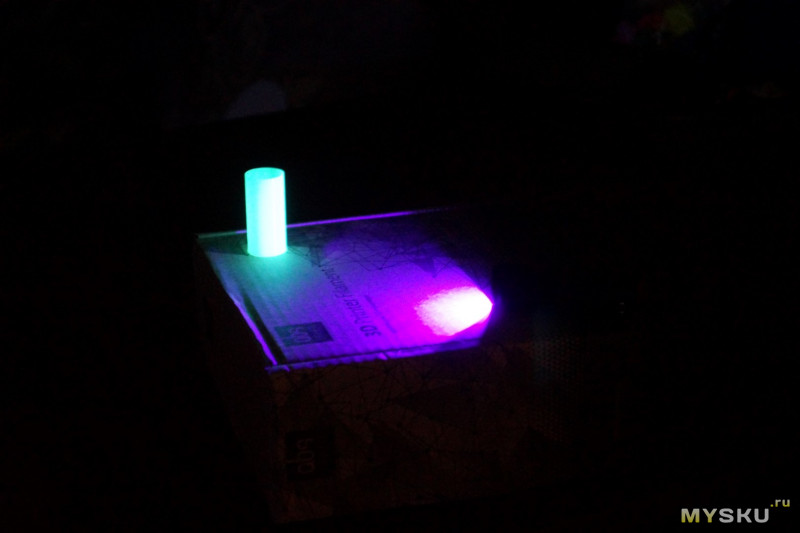
Накручиваем вместо родного безеля. Изначально думал сделать палку гаи, намотав черной изоленты вместо полос, но потом стало лень возиться. В УФ свете смотрится эффектно.
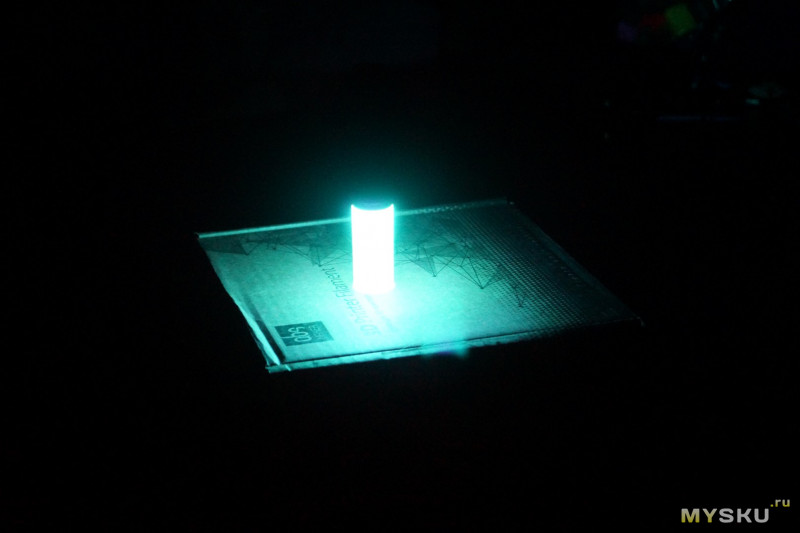
Кстати, не просто так рекомендуют скорость печати не выше 60. Я просушил пластик и напечатал еще один цилиндр, только скорость менял в диапазоне 30-100 мм/сек. Медленные слои без пробелов, но быстрые получились какие-то шершавые. Видимо или не успевает нормально схватиться из-за вязкости, или хотэнд из-за повышенной подачи не успевает плавить материал до нужной температуры. Выражено не сильно и слои держатся, но вид полупрозрачной модели портит.

Сравним с другими видами
PLA
Температура стола: 70
Температура сопла: 200
Скорость печати: 50 мм/с
Забыл включить обдув, в итоге стенки основания немного поплыли. Углы на месте
ABS
Температура стола: 105
Температура сопла: 235
Скорость печати: 50 мм/с
Вот тут покрытие сдалось. ABS без обезжиривания хорошо держаться не захотел, хотя удивлен что PLA смог.
SBS
Температура стола: 70
Температура сопла: 230
Скорость печати: 50 мм/с
Обдув включен
Тоже уголки отошли

Да и стенки повело больше, чем у остальных
Напомню, при обезжиривании отрывы углов на упомянутых выше пластиках не наблюдались.
PETGу вообще всё равно на что липнуть.
Еще раз по стенкам:
PETG
PLA
ABS
SBS
Самые ровные стенки у PETG, т.к. коэффициент усадки у него самый низкий.
Был еще TPU, но на дрыгостоле напечатать высокую тонкостенную модель просто невозможно

Были напечатаны пластинки 17х100х3 мм с заполнением 20 и 100% для каждого материала.
При толщине 3 мм без проблем ломается любой тип пластика, я буду сравнивать разницу в поведении.
20% заполнение
PLA — среднее усилие, изгиб небольшой
ABS — среднее усилие, изгиб чуть больше(это была половинка)
SBS — слабое усилие, порвались основание с крышкой, серединка осталась эластичной
PETG — поведение похоже на PLA, усилие для поломки слабее.

TPU тестировать на сгиб смысла нет, он очень эластичен.
100% заполнение
PLA — заметное усилие, изгиб чуть больше, чем при 20% заполнении.
ABS — заметное усилие, изгиб на излом так же больше

PETG — заметное усилие, деталь не сломалась, просто стала эластичнее в какой-то момент.

Давайте порвем однослойные кубики
PLA — легко рвется вдоль слоев и ломается при изломе
ABS — легко рвется вдоль слоев, излом выдерживает
PETG — строго вдоль слоев не рвется, идет обходными путями там где меньше адгезия.
Разрыв поперек модели выдерживает если не нарушена целостность крайних слоев.


Мелкие неровности легко убираются парами ацетона(баня), при долгом воздействии стенки детали сглаживаются. Пластик полностью растворяется в ацетоне и может использоваться как клей.
PLA — Самый неудобный материал(из тех что я видел). Механической обработке поддается слабо, при интенсивном воздействии оплавляется и скатывается на поверхности. На гифке осыпаются остатки ABS.
Растворяется в дихлорметане, так же им можно обрабатывать поверхность с помощью кисти или бани.
PETG — Обрабатывается лобзиком как ABS, но при увеличении интенсивности обработки, например наждаком на дремеле, начинает оплавляться и становится вязким как PLA.
Химически стоек ко многим типам растворителей и кислот, в дихлорметане размягчается, полного растворения нет(по крайней мере в моем случае). Но этого хватает для сглаживания слоев или избавления от мелких огрехов печати.
SBS — Довольно мягкий материал, при механическом воздействии слой снимается без труда, но остаются небольшие лохмотья. При интенсивном воздействии становится довольно вязким.
Неплохо обрабатывается дихлорметаном или более безопасным сольвентом.
Это самый простой для печати пластик.
+ Неприхотлив к покрытию и температуре стола.
+ Нет запаха. По крайней мере мои образцы ничем не пахли ни до, ни во время печати.
+ Отличная межслойная адгезия.
+ Можно использовать обдув.
+ Нет усадки, а значит отлипания уголков, расслоения и искажения геометрии моделей.
+ Механически и химически обрабатывается без особых проблем.
+ Ценник гуманный.
— Тонкостенные модели получаются более хрупкими, как и модели с мелкими деталями.
— Скорость печати ограничена 60 мм/с, дальше слои становятся «грубее».
— Не знаю, везде ли так, но мне пришлось просушить катушки для печати на медленных скоростях. При чем белый филамент нормально себя вел, но для профилактики и его закинул.
— Большинство оттенков пластика PETG, как бы это правильно назвать, полупрозрачные? На первых двух слоях того же белого филамента еще просматривается покрытие стола, но с увеличением толщины прозрачность уходит. Есть конечно и плюсы — можно оставлять полупрозрачные окошки для индикаторов в самодельных корпусах, но с другой стороны, не всегда это на руку. Чтобы деталь не просвечивала в фоновом свете при низком проценте заполнения, придется увеличивать количество периметров, что приведет к увеличению прочности, но снижению гибкости.
Теплостойкость находится на среднем уровне между ABS и PLA — размягчается при 80-90 градусах цельсия, запоминает форму при охлаждении. По износостойкости ближе к PLA.
Вроде всё расписал. Если что-то забыл, поправляйте — я дополню обзор. Всем добра =)
Как и писал в шапке, оплатил я не весь заказ. Помимо петг обратил внимание на клей, но его рассмотрим позже на обычном стекле. Ну и подкинули еще пробников Wood материала, правда текущий обзор получился объемным, а материал со своими особенностями, так что о нем тоже расскажу отдельно.
Так как производитель местный, доставили сервисом boxberry за 10 дней.
Стоимость доставки 360 рублей, до МСК около тысячи км.
Представительства есть во многих городах и не только в России
Казань
Саратов
Ставрополь
Москва
Ижевск
Кызыл
Новосибирск
Нижний Тагил
Севастополь и Республика Крым
Архангельск
Новокузнецк
Санкт-Петербург
Краснодар
Ярославль
Екатеринбург
Минск
Иркутск и Иркутская область
Мурманск и Мурманская область
Саратов
Ставрополь
Москва
Ижевск
Кызыл
Новосибирск
Нижний Тагил
Севастополь и Республика Крым
Архангельск
Новокузнецк
Санкт-Петербург
Краснодар
Ярославль
Екатеринбург
Минск
Иркутск и Иркутская область
Мурманск и Мурманская область
PETG. Теория.
PETG – это износостойкий сополиэфир. PET означает полиэтилентерефталат и из него делают пластиковые бутылки, а G значит гликоль, который добавляют для изменения свойств.
PETG очень прочный. Но в тоже время царапается легче, чем ABS, который тверже.
Менее гибкий, чем PLA или ABS, но в тоже время более мягкий. Если вам нужно что-то прочное, или вы печатаете какой-либо корпус, то PETG победит почти всех (кроме Nylon 12).
Он почти не сжимается, поэтому не перекашивается. Идеален для крупных распечаток.
Из пластика PETG получаются великолепные опорные структуры, так как он хорошо прилипает. Вследствие чего сцепление между слоями просто фантастическое, так что распечатки получаются долговечными.
Стоит обратить внимание, что пластик прилипает и к рабочему столу.
Этот пластик химически очень стоек, не боится щелочей, кислот, воды.
Не пахнет при печати
Но что это означает с практической точки зрения?
Для печати каких объектов PETG окажется идеальным выбором?
Особенно рекомендуют PETG в случаях, когда требуется напечатать что-то гибкое, а полностью эластичные материалы (такие как TPU, FLEX, PLA или NYLON) не очень подходят для опорных конструкций.
Какова температура стеклования PETG?
80 °C. Это полезно иметь в виду при принятии решения о выборе материала для будущего проекта. Это значительно ниже, чем у ABS, – 105 °C, но больше, чем у PLA, – 55 °C.
Вот пара цифр про PETG. Средние значения.
Плотность – 1,27 г/см3, т.е. чуть больше, чем у PLA, и примерно на 20% больше, чем у ABS.
Твердость по Роквеллу – R 106, что довольно много для PETG. (У самого твердого ABS твердость составляет R 110).
Есть еще один плюс в пользу перехода с традиционных материалов на PETG: им просто приятно печатать, а объекты из него получаются прочными и долго служат.
Как печатать PETG
Как и в случае с любыми другими материалами для 3D-печати, следует обратить внимание на его особенности и понимать, в чем может крыться причина тех или иных проблем. Это позволит напечатать вашу задумку с первого раза. Данный пластик предполагает, что при печати следует учитывать его некоторые особенности.
Иногда PETG может потребовать немного большое времени на общую и тонкую настройку параметров филамента. Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Зато, если все параметры выставлены правильно, вы сами увидите, что печать PETG – мечта “поэта”. Ничего нигде не перекашивает, никакого запаха при печати, а то, что слои отлично между собой сцепляются, – это вообще одно из самых замечательных свойств данного материала. Если вы используете полиэтиленовый филамент высокого качества, то, скорее всего, вам будет достаточно лишь выставить температуру PETG.
При печати PETG обычно оставляют дополнительный зазор в 0,2 мм
И как всегда, есть несколько моментов, которые помогут сделать переход на новый для вас филамент более безболезненным.
Давайте же посмотрим, что и как надо настроить, какие могут быть проблемы, и какие есть хитрости в связи с печатью PETG.
Настройки при печати PETG
1. Рекомендованная температура печати PETG примерно в 220-245 °C, в зависимости от используемого экструдера. Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
2. Вентилятор. В принципе, если вам нужно напечатать как можно более прочный объект, печатайте без обдува. Более высокая температура PETG способствует суперсильному сцеплению. Расплавленный PETG прилипает к предыдущему слою на удивление хорошо. Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Мы советуем печатать без охлаждения первый слой, возможно, еще и второй, после чего включить вентилятор на полную. Если же проблемы с некоторой волосистостью остаются, вы на свой страх и риск можете предоставить управление вентилятором автоматике, но это будет ваш выбор.
Печатайте немного медленнее, лучше на скорости около 55 мм/с или меньше; если выше 60 – то филамент может выкладываться недостаточно быстро.
PETG может оказаться чувствительным к переэкструдированию (забивание и т.п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
Едва ли вы столкнетесь со всеми этими проблемами сразу. Но тем не менее, как и у любого другого материала 3D-печати, у этого есть свои нюансы, требующие уточнения. Как только вы поймете причину каждой из проблем, и найдете её решение, вы увидите, как быстро все пойдет дальше.
Краткое сравнение PETG и ABS
PETG долговечнее, чем ABS, но ABS тяжелее и более жесткий.
У PETG более низкая температура стеклования, около 80 °C, – тогда как у ABS 105 °C.
ABS примерно на 20% более плотный, чем PETG.
PETG менее склонен к перекосам, чем ABS (если печатать неправильно), и, в целом, не имеет запаха.
PETG более химически стоек, так что сглаживание ацетоном, как в случае с ABS, здесь не работает.
Краткое сравнение PETG и PLA
PLA более хрупок, чем PETG, если только не попробовать его закалить (отпускать).
PLA и PETG имеют примерно равную плотность.
PETG требует подогрева рабочего стола, тогда как PLA можно печатать просто так.
Сцепление слоев PETG, как правило, беспрецедентно, объекты получаются очень прочными и долговечными
Подпорки, которые напечатаны PLA, удаляются обычно легко; у PETG с этим сложнее, но не невозможно
PETG очень прочный. Но в тоже время царапается легче, чем ABS, который тверже.
Менее гибкий, чем PLA или ABS, но в тоже время более мягкий. Если вам нужно что-то прочное, или вы печатаете какой-либо корпус, то PETG победит почти всех (кроме Nylon 12).
Он почти не сжимается, поэтому не перекашивается. Идеален для крупных распечаток.
Из пластика PETG получаются великолепные опорные структуры, так как он хорошо прилипает. Вследствие чего сцепление между слоями просто фантастическое, так что распечатки получаются долговечными.
Стоит обратить внимание, что пластик прилипает и к рабочему столу.
Этот пластик химически очень стоек, не боится щелочей, кислот, воды.
Не пахнет при печати
Но что это означает с практической точки зрения?
Для печати каких объектов PETG окажется идеальным выбором?
Особенно рекомендуют PETG в случаях, когда требуется напечатать что-то гибкое, а полностью эластичные материалы (такие как TPU, FLEX, PLA или NYLON) не очень подходят для опорных конструкций.
Какова температура стеклования PETG?
80 °C. Это полезно иметь в виду при принятии решения о выборе материала для будущего проекта. Это значительно ниже, чем у ABS, – 105 °C, но больше, чем у PLA, – 55 °C.
Вот пара цифр про PETG. Средние значения.
Плотность – 1,27 г/см3, т.е. чуть больше, чем у PLA, и примерно на 20% больше, чем у ABS.
Твердость по Роквеллу – R 106, что довольно много для PETG. (У самого твердого ABS твердость составляет R 110).
Есть еще один плюс в пользу перехода с традиционных материалов на PETG: им просто приятно печатать, а объекты из него получаются прочными и долго служат.
Как печатать PETG
Как и в случае с любыми другими материалами для 3D-печати, следует обратить внимание на его особенности и понимать, в чем может крыться причина тех или иных проблем. Это позволит напечатать вашу задумку с первого раза. Данный пластик предполагает, что при печати следует учитывать его некоторые особенности.
Иногда PETG может потребовать немного большое времени на общую и тонкую настройку параметров филамента. Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Зато, если все параметры выставлены правильно, вы сами увидите, что печать PETG – мечта “поэта”. Ничего нигде не перекашивает, никакого запаха при печати, а то, что слои отлично между собой сцепляются, – это вообще одно из самых замечательных свойств данного материала. Если вы используете полиэтиленовый филамент высокого качества, то, скорее всего, вам будет достаточно лишь выставить температуру PETG.
При печати PETG обычно оставляют дополнительный зазор в 0,2 мм
И как всегда, есть несколько моментов, которые помогут сделать переход на новый для вас филамент более безболезненным.
Давайте же посмотрим, что и как надо настроить, какие могут быть проблемы, и какие есть хитрости в связи с печатью PETG.
Настройки при печати PETG
1. Рекомендованная температура печати PETG примерно в 220-245 °C, в зависимости от используемого экструдера. Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
2. Вентилятор. В принципе, если вам нужно напечатать как можно более прочный объект, печатайте без обдува. Более высокая температура PETG способствует суперсильному сцеплению. Расплавленный PETG прилипает к предыдущему слою на удивление хорошо. Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Мы советуем печатать без охлаждения первый слой, возможно, еще и второй, после чего включить вентилятор на полную. Если же проблемы с некоторой волосистостью остаются, вы на свой страх и риск можете предоставить управление вентилятором автоматике, но это будет ваш выбор.
Печатайте немного медленнее, лучше на скорости около 55 мм/с или меньше; если выше 60 – то филамент может выкладываться недостаточно быстро.
PETG может оказаться чувствительным к переэкструдированию (забивание и т.п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
Едва ли вы столкнетесь со всеми этими проблемами сразу. Но тем не менее, как и у любого другого материала 3D-печати, у этого есть свои нюансы, требующие уточнения. Как только вы поймете причину каждой из проблем, и найдете её решение, вы увидите, как быстро все пойдет дальше.
Краткое сравнение PETG и ABS
PETG долговечнее, чем ABS, но ABS тяжелее и более жесткий.
У PETG более низкая температура стеклования, около 80 °C, – тогда как у ABS 105 °C.
ABS примерно на 20% более плотный, чем PETG.
PETG менее склонен к перекосам, чем ABS (если печатать неправильно), и, в целом, не имеет запаха.
PETG более химически стоек, так что сглаживание ацетоном, как в случае с ABS, здесь не работает.
Краткое сравнение PETG и PLA
PLA более хрупок, чем PETG, если только не попробовать его закалить (отпускать).
PLA и PETG имеют примерно равную плотность.
PETG требует подогрева рабочего стола, тогда как PLA можно печатать просто так.
Сцепление слоев PETG, как правило, беспрецедентно, объекты получаются очень прочными и долговечными
Подпорки, которые напечатаны PLA, удаляются обычно легко; у PETG с этим сложнее, но не невозможно
Распаковка и внешний вид
В таком виде забрал посылку из пункта выдачи. На каждой коробке есть информация о материале прутка, диаметре и рекомендуемых температурах сопла/стола. PLA это Wood.

Катушки в пакетах с силикагелем дабы пластик не нахватал влаги

На каждой присутствует наклейка с указанием рекомендуемыми температурами и скоростью печати.
Нет информации о материале, но в данный момент есть только PETG, так что не критично.

Даже не знаю как оценить внешний вид прутка. Похоже на мятый глянец )
Зеленый флуоресцентный

Добавим ультрафиолета

Близко сфотографировать не получилось — пересвечивает, так что вот для примера синий
Катушки в пакетах с силикагелем дабы пластик не нахватал влаги
На каждой присутствует наклейка с указанием рекомендуемыми температурами и скоростью печати.
Нет информации о материале, но в данный момент есть только PETG, так что не критично.
Даже не знаю как оценить внешний вид прутка. Похоже на мятый глянец )
Зеленый флуоресцентный
Добавим ультрафиолета
Близко сфотографировать не получилось — пересвечивает, так что вот для примера синий
Пробная печать, адгезия к столу и усадка
Температура стола: 75
Температура сопла: 230
Скорость печати: 50 мм/с
Использую стекло эникубик с адгезивным покрытием. При печати PLA и ABS его необходимо только обезжирить, но сейчас ничего делать не буду, только пыль протру =)
Все углы на месте
Модель прилипла намертво. Подкрасил маркером, 1 полоска означает заполнение 20%.
Модель самостоятельно отделилась при снижении температуры стола до 50 градусов цельсия.
Далее пустотелый квадрат со сторонами 50х50 мм и одиночным периметром.
В качестве эксперимента печатал нижнюю часть модели со 100% обдувом, верхнюю без. Заметили переход?
Так же углы на месте.
Вот еще для примера кораблик без обдува. Соплей немного, длинные мосты провисли — тут ABS бы справился лучше, но в отличие от него PETG можно охлаждать если не будет больших нагрузок в узких местах.
Кубик тоже без обдува. Слева видно, что нужно немного подтянуть ретракт, да и вершины Y немного просели.
Как мне кажется, легкое охлаждение нисколько не вредит прочности, зато заметно повышает конечное качество. Смело можно выставлять процентов 20 после первых слоев на постоянной основе и повышать если будут мелкие детали.
Переходим к флуоресцентному пластику.
Напечатал вот такой циллиндр с одним периметром. Вначале печатал на скорости 30 мм/сек, потом поднял до 50. Видно образование пузырьков при перегреве, так что пластик надо подсушить если планируется печать моделей с мелкими деталями, иначе при снижении скорости будет аналогичный результат. Разная скорость печати никак не сказалась на геометрии детали.
Добавляем ультрафиолетовый фонарик
Накручиваем вместо родного безеля. Изначально думал сделать палку гаи, намотав черной изоленты вместо полос, но потом стало лень возиться. В УФ свете смотрится эффектно.
Кстати, не просто так рекомендуют скорость печати не выше 60. Я просушил пластик и напечатал еще один цилиндр, только скорость менял в диапазоне 30-100 мм/сек. Медленные слои без пробелов, но быстрые получились какие-то шершавые. Видимо или не успевает нормально схватиться из-за вязкости, или хотэнд из-за повышенной подачи не успевает плавить материал до нужной температуры. Выражено не сильно и слои держатся, но вид полупрозрачной модели портит.
Сравним с другими видами
PLA
Температура стола: 70
Температура сопла: 200
Скорость печати: 50 мм/с
Забыл включить обдув, в итоге стенки основания немного поплыли. Углы на месте
ABS
Температура стола: 105
Температура сопла: 235
Скорость печати: 50 мм/с
Вот тут покрытие сдалось. ABS без обезжиривания хорошо держаться не захотел, хотя удивлен что PLA смог.
SBS
Температура стола: 70
Температура сопла: 230
Скорость печати: 50 мм/с
Обдув включен
Тоже уголки отошли
Да и стенки повело больше, чем у остальных
Напомню, при обезжиривании отрывы углов на упомянутых выше пластиках не наблюдались.
PETGу вообще всё равно на что липнуть.
Еще раз по стенкам:
PETG
PLA
ABS
SBS
Самые ровные стенки у PETG, т.к. коэффициент усадки у него самый низкий.
Был еще TPU, но на дрыгостоле напечатать высокую тонкостенную модель просто невозможно
Проверка на прочность
Были напечатаны пластинки 17х100х3 мм с заполнением 20 и 100% для каждого материала.
При толщине 3 мм без проблем ломается любой тип пластика, я буду сравнивать разницу в поведении.
20% заполнение
PLA — среднее усилие, изгиб небольшой
ABS — среднее усилие, изгиб чуть больше(это была половинка)
SBS — слабое усилие, порвались основание с крышкой, серединка осталась эластичной
PETG — поведение похоже на PLA, усилие для поломки слабее.
TPU тестировать на сгиб смысла нет, он очень эластичен.
100% заполнение
PLA — заметное усилие, изгиб чуть больше, чем при 20% заполнении.
ABS — заметное усилие, изгиб на излом так же больше
PETG — заметное усилие, деталь не сломалась, просто стала эластичнее в какой-то момент.
Давайте порвем однослойные кубики
PLA — легко рвется вдоль слоев и ломается при изломе
ABS — легко рвется вдоль слоев, излом выдерживает
PETG — строго вдоль слоев не рвется, идет обходными путями там где меньше адгезия.
Разрыв поперек модели выдерживает если не нарушена целостность крайних слоев.
Постобработка
ABS — Самый удобный материал. По податливости похож на сухую древесину. Подходят любые инструменты — надфили, пилки, весь набор насадок дремеля при разумных оборотах дабы избежать сильного перегрева.Мелкие неровности легко убираются парами ацетона(баня), при долгом воздействии стенки детали сглаживаются. Пластик полностью растворяется в ацетоне и может использоваться как клей.
PLA — Самый неудобный материал(из тех что я видел). Механической обработке поддается слабо, при интенсивном воздействии оплавляется и скатывается на поверхности. На гифке осыпаются остатки ABS.
Растворяется в дихлорметане, так же им можно обрабатывать поверхность с помощью кисти или бани.
PETG — Обрабатывается лобзиком как ABS, но при увеличении интенсивности обработки, например наждаком на дремеле, начинает оплавляться и становится вязким как PLA.
Химически стоек ко многим типам растворителей и кислот, в дихлорметане размягчается, полного растворения нет(по крайней мере в моем случае). Но этого хватает для сглаживания слоев или избавления от мелких огрехов печати.
SBS — Довольно мягкий материал, при механическом воздействии слой снимается без труда, но остаются небольшие лохмотья. При интенсивном воздействии становится довольно вязким.
Неплохо обрабатывается дихлорметаном или более безопасным сольвентом.
Итоги
Это самый простой для печати пластик.
+ Неприхотлив к покрытию и температуре стола.
+ Нет запаха. По крайней мере мои образцы ничем не пахли ни до, ни во время печати.
+ Отличная межслойная адгезия.
+ Можно использовать обдув.
+ Нет усадки, а значит отлипания уголков, расслоения и искажения геометрии моделей.
+ Механически и химически обрабатывается без особых проблем.
+ Ценник гуманный.
— Тонкостенные модели получаются более хрупкими, как и модели с мелкими деталями.
— Скорость печати ограничена 60 мм/с, дальше слои становятся «грубее».
— Не знаю, везде ли так, но мне пришлось просушить катушки для печати на медленных скоростях. При чем белый филамент нормально себя вел, но для профилактики и его закинул.
Подробнее
На самом деле в сушке нет ничего сложного. Если нет духовки или сушилки, можно положить в коробку катушку без пакета прямо на стол принтера, подкинув все найденные в других упаковках пакетики силикагеля, выставить температуру 80 градусов и пойти спать. К утру пластик уже будет готов к печати.
Но у меня была сушилка для фруктов. Наконец она оправдала свою покупку )
Правда емкости для сушки имели довольно низкие стенки, а на предложение сломать 2 из 6 у меня спросили какие самые важные агрегаты есть в 3д принтере. Намеки понимаю, поэтому было решено просто замотать щели пищевой пленкой

Главное не перекрыть вентиляцию

Так же ставил на ночь, хотя потрескивать катушки перестали через несколько часов(не уверен что это показатель).
После этой процедуры пузырики на низких скоростях флуоресцентного филамента пропали.
Но у меня была сушилка для фруктов. Наконец она оправдала свою покупку )
Правда емкости для сушки имели довольно низкие стенки, а на предложение сломать 2 из 6 у меня спросили какие самые важные агрегаты есть в 3д принтере. Намеки понимаю, поэтому было решено просто замотать щели пищевой пленкой
Главное не перекрыть вентиляцию
Так же ставил на ночь, хотя потрескивать катушки перестали через несколько часов(не уверен что это показатель).
После этой процедуры пузырики на низких скоростях флуоресцентного филамента пропали.
— Большинство оттенков пластика PETG, как бы это правильно назвать, полупрозрачные? На первых двух слоях того же белого филамента еще просматривается покрытие стола, но с увеличением толщины прозрачность уходит. Есть конечно и плюсы — можно оставлять полупрозрачные окошки для индикаторов в самодельных корпусах, но с другой стороны, не всегда это на руку. Чтобы деталь не просвечивала в фоновом свете при низком проценте заполнения, придется увеличивать количество периметров, что приведет к увеличению прочности, но снижению гибкости.
Теплостойкость находится на среднем уровне между ABS и PLA — размягчается при 80-90 градусах цельсия, запоминает форму при охлаждении. По износостойкости ближе к PLA.
Вроде всё расписал. Если что-то забыл, поправляйте — я дополню обзор. Всем добра =)
Самые обсуждаемые обзоры
| +25 |
636
30
|
| +73 |
3200
110
|
Дай Бог 3-5 % читателей этого сайта имеют дома 3Д принтеры — где тут „широкий круг“?
А, да тут ещё и пункт 18… По ходу менеджер не только автору обзора занёс?
За сегодня сайт посетило 270 000 человек. 3-5% это 8 000-13 000 пользователей. Разве мало?
Да и не очень удачное время публикации — у многих дела, кто-то в отпуске.
А обзоры купальников Вам нравятся? Платьев там?
Какому проценту пользователей полезна данная тематика? У многих есть на что их надевать? ;)
Давайте отвечу за Вас — большинству интересен процесс демонстрации, в частности примерка.
Мне вот был интересен процесс печати до того как купил принтер. Да и на обзор фрезерного станка не откажусь посмотреть несмотря на то что его у меня нет.
Насчет пренебрежения не соглашусь. На конечное качество довольно сильно влияют многие факторы, начиная от калибровки стола, заканчивая правильно подобранной температурой хотэнда. Это если не брать в учет механику — натяжку ремней, люфт подшипников, так что у двух разных людей на двух принтерах купленных в одном месте данные могут разительно отличаться по всей линейке расходников =)
Я имел ввиду, что ряд примеров на одном оборудовании более показательны, чем множество примеров на разном, только и всего =)
Это же не первый обзор от меня по данной тематике, в каждом можно посмотреть на поведение принтера и итоговые результаты, сравнит с текущими.
А обзор очень хороший.Спасибо!
P.S. Больше обзоров! Хороших и разных!
Сколько перепробовал PLA — мне кажется он у всех одинаковый )
Ну конечно если не нарушена технология изготовления прутка. С другой стороны наверное так и должно быть — исходный материал ведь один используется как правило.
Я остался от печати ПЭТГ-ом в восторге — минимум проблем и капризности.
А нависающие части в тестах печатались без обдува? Я в слайсере настроил печать мостов с максимальным обдувом, здорово помогает от провисаний :)
Все крупные модели кроме куба печатались без обдува для эксперимента. Мосты на максимуме, но я увеличил площадь для определения мостов, поэтому верх «лобового» окна печатался как периметр и просел. В мостах же не только обдув на максимуме, там и подача уменьшается, охлажденный пластик твердеет во время протяжки и фиксируется по краям, за счет этого уходят провисания. Еще заметил, что из-за обдува необходимо дополнительно уменьшать ретракт чтобы не было впадин на новых слоях, но это уже тонкости )
Дык а на коробке и катушке зачем эти цифры пишут? =)
Да и большинству дрыгостолов бОльшая скорость противопоказана.
С другой стороны, принтер, качественно печатающий на 100-120 мм/сек, мало у кого есть :)
В профильных форумах натыкался на экспертов, которые писали, что любой обдув противопоказан. На своем примере доказал обратное =)
мне тоже из всех пластиков петг нравится больше всего.
(ABS правда не пробовал ни разу. ибо принтер в кладовке без вентиляции и маленькая дочь — ну его нафик)
А так да, отсутствие запаха многих спасет зимой, когда на балконе уже не попечатаешь.
З.Ы.: Кстати, синим от их бренда печатал нормально. Зацепило скотское отношение к клиентам…