Новая линейка филамента PLA от CREOZONE - шелк.

- Цена: $27.87
- Перейти в магазин
Всем привет! Креозон выпустил новый тип пластика, хотя наверное точнее будет написать вид, т.к. это все тот же PLA, но модель после печати имеет характерный шелку блеск. Существует несколько расцветок, я выбирал между белым и медным, но решил, что последний будет нагляднее, да и фотографировать проще. Параметры печати пришлось чуть поправить из-за особенностей материала, так что под катом поделюсь мыслями по оптимальной настройке и полученным результатом.
Тип филамента: PLA — шелк
Диаметр нити: 1,75 мм
Допуск: ±0,03 мм
Рекомендуемая температура стола: 60 °C
Рекомендуемая температура сопла: 195 °C-210 °C
Длина прутка: около 330 метров
Состав: 85% PLA, 15% добавок
Серый пакет

Традиционная черная коробка
Есть смотровое окошко и стикер с параметрами

Катушка запакована в вакуумный пакет, так что можно не переживать за влажность

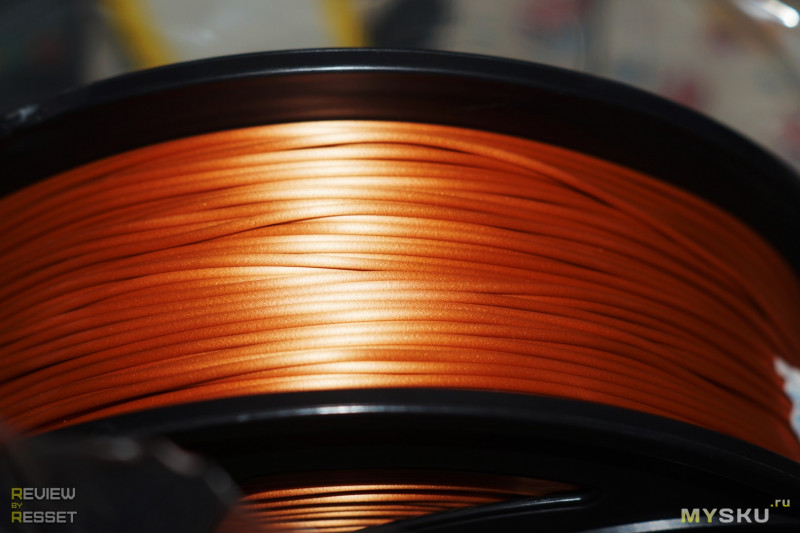
Даже без печати в глаза бросается необычный блеск прутка
На тестовой модели заметил, что состав выходит густоватый, так что пришлось поднять температуру сопла до 200 °C, так же скорость была снижена до 50 мм/сек, а множитель подачи до 0.95 иначе экструдер не мог протолкнуть нужное количество прутка, что сильно сказывалось на ретракте — давление не сбрасывалось до конца и образовывались «капли».
Первой фигуркой был будда. Ближе к середине печати видно пропуск слоя, но это кривая моделька попалась.

Ну и ретракт чуть напакостил

С другой стороны

Со спины вроде ничего так

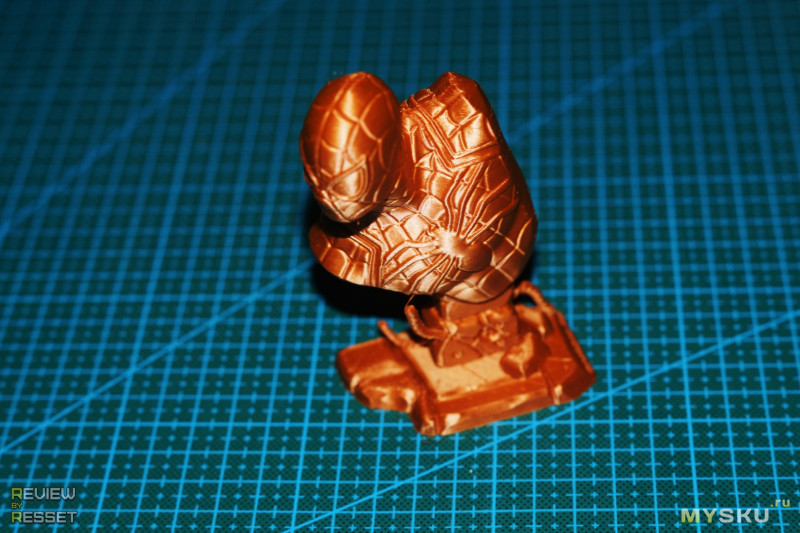
Немного повозился с ретрактом и человек-паук получился уже немного лучше. Никакой постобработки.
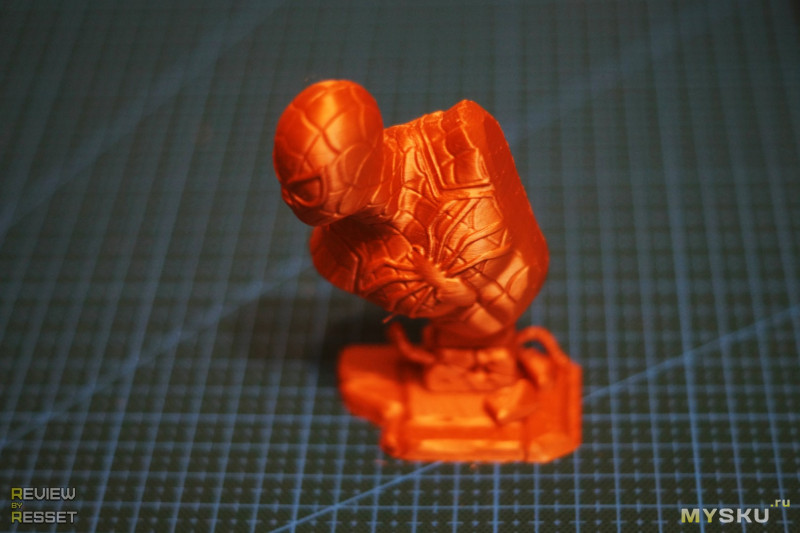
Но основная магия начинается если добавить немного света. Действительно похоже на шелк.
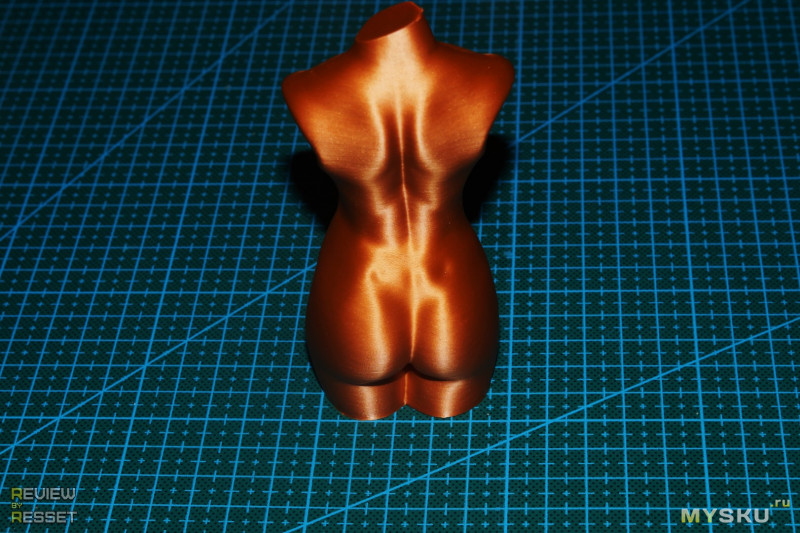
Затем подумал, принтеры же у всех разные и итоговое качество так же может отличаться, например, с директом о ретракте вообще думать не нужно, так что запустил печать в режиме вазы в один периметр, дабы исключить его. Как по мне, вышло отлично.
У меня боуден, трубка 30 см, сопло 0.4 мм, покрытие стола — обычное стекло.
Остановился на следующих основных настройках для Simplify3D:
Множитель подачи: 0.95
Дистанция ретракта: 10 мм
Скорость ретракта: 40 мм/сек
Температура стола: 70 °C
Температура сопла: 200 °C
Обдув: включен
Скорость печати: 50 мм/сек, периметры 60%, заполнение 80%
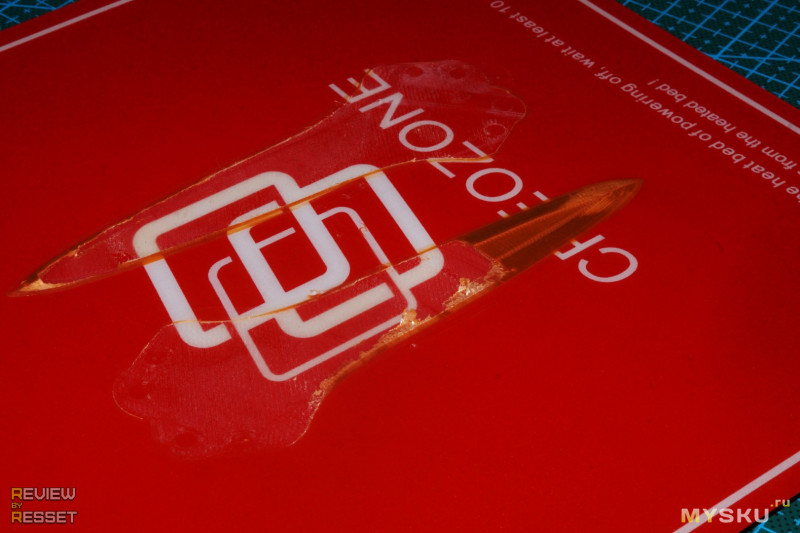
Так же заметил, что у этого пластика отличная адгезия, как межслойная, так и с покрытием. Даже от чистого стекла не оторвать, пока температура не упадет с 70°C до 30°C. У меня было покрытие от креозон и я по привычке пустил на печать довольно большую по площади модель. С АБС проблем не было — остыл стол до 40 градусов, деталь сама «отщелкнулась»

Но в этот раз что-то пошло не так )

В итоге даже после полного остывания не смог снять детали без потерь
В общем, это нужно иметь ввиду и сначала пробовать что-то мелкое, смотреть как будет отлипать и только после запускать что-то масштабное, иначе можно испортить и деталь и стол.
В остальном по механическим свойствам не отличается от классического PLA от CREOZONE.
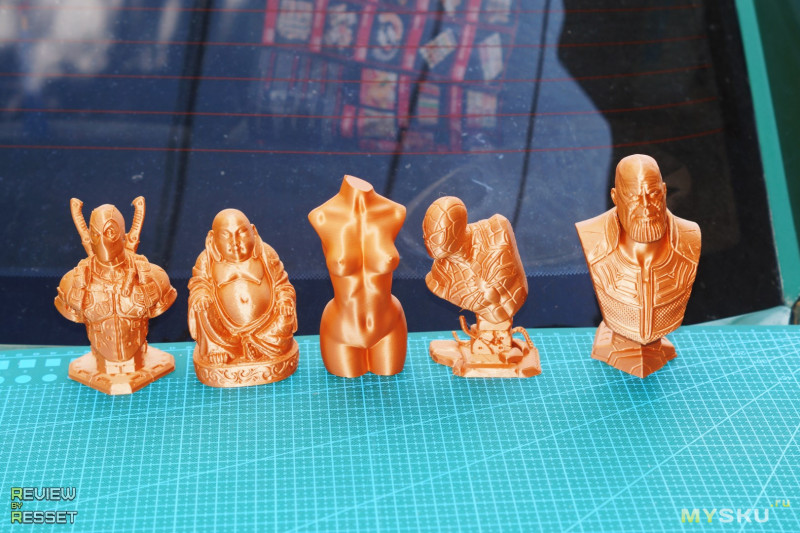
Для ускорения процесса все модельки были уменьшены в слайсере до 50% оригинального размера, поэтом некоторые детали и навесные части местами получились не очень удачно, но нам ведь главное посмотреть на то как ложатся и выглядят слои.
Дэдпул. Верхний ряд при естественном рассеянном освещении, нижний при падении прямых лучей.

Танос. Аналогично. Кстати, на заднем плане человек-паук творит непотребства со скульптурой(ветром повалило)

Торс. Надеюсь меня не кинут на премодерацию, это же считается искусством? )

Ну и вся «шайка». Фигурки печатались слоем 0.1 мм, постобработка не проводилась.
А вот поводил кисточкой с дихлорметаном по правой части фигурки. Фото делал после просушки. В обычном свете выглядит как глянец, но со вспышкой пропадает «шелковый» блеск, видимо такой эффект дают слои при преломлении, после сглаживания эффект пропадает. Возможно лак не будет портит отлив, но у меня нечем проверить.

В обзорах по п.18 плюсы и минусы не расписываю. Есть тесты, они не предвзяты.
Как обычно, приветствуется конструктивная критика в комментариях. Всем добра =)
P.S. Многим понравился торс. Я не помню где нашел модель, оптимизированную под режим «вазы», поэтому закинул архив в гуглодиск.
Характеристики
Тип филамента: PLA — шелк
Диаметр нити: 1,75 мм
Допуск: ±0,03 мм
Рекомендуемая температура стола: 60 °C
Рекомендуемая температура сопла: 195 °C-210 °C
Длина прутка: около 330 метров
Состав: 85% PLA, 15% добавок
Распаковка и внешний вид
Серый пакет
Традиционная черная коробка
Есть смотровое окошко и стикер с параметрами
Катушка запакована в вакуумный пакет, так что можно не переживать за влажность
Даже без печати в глаза бросается необычный блеск прутка
Особенности филамента и настройки печати
На тестовой модели заметил, что состав выходит густоватый, так что пришлось поднять температуру сопла до 200 °C, так же скорость была снижена до 50 мм/сек, а множитель подачи до 0.95 иначе экструдер не мог протолкнуть нужное количество прутка, что сильно сказывалось на ретракте — давление не сбрасывалось до конца и образовывались «капли».
Первой фигуркой был будда. Ближе к середине печати видно пропуск слоя, но это кривая моделька попалась.
Ну и ретракт чуть напакостил
С другой стороны
Со спины вроде ничего так
Немного повозился с ретрактом и человек-паук получился уже немного лучше. Никакой постобработки.
Но основная магия начинается если добавить немного света. Действительно похоже на шелк.
Затем подумал, принтеры же у всех разные и итоговое качество так же может отличаться, например, с директом о ретракте вообще думать не нужно, так что запустил печать в режиме вазы в один периметр, дабы исключить его. Как по мне, вышло отлично.
У меня боуден, трубка 30 см, сопло 0.4 мм, покрытие стола — обычное стекло.
Остановился на следующих основных настройках для Simplify3D:
Множитель подачи: 0.95
Дистанция ретракта: 10 мм
Скорость ретракта: 40 мм/сек
Температура стола: 70 °C
Температура сопла: 200 °C
Обдув: включен
Скорость печати: 50 мм/сек, периметры 60%, заполнение 80%
Так же заметил, что у этого пластика отличная адгезия, как межслойная, так и с покрытием. Даже от чистого стекла не оторвать, пока температура не упадет с 70°C до 30°C. У меня было покрытие от креозон и я по привычке пустил на печать довольно большую по площади модель. С АБС проблем не было — остыл стол до 40 градусов, деталь сама «отщелкнулась»
Но в этот раз что-то пошло не так )
В итоге даже после полного остывания не смог снять детали без потерь
В общем, это нужно иметь ввиду и сначала пробовать что-то мелкое, смотреть как будет отлипать и только после запускать что-то масштабное, иначе можно испортить и деталь и стол.
В остальном по механическим свойствам не отличается от классического PLA от CREOZONE.
Еще примеры печати
Для ускорения процесса все модельки были уменьшены в слайсере до 50% оригинального размера, поэтом некоторые детали и навесные части местами получились не очень удачно, но нам ведь главное посмотреть на то как ложатся и выглядят слои.
Дэдпул. Верхний ряд при естественном рассеянном освещении, нижний при падении прямых лучей.
Танос. Аналогично. Кстати, на заднем плане человек-паук творит непотребства со скульптурой(ветром повалило)
Торс. Надеюсь меня не кинут на премодерацию, это же считается искусством? )
Ну и вся «шайка». Фигурки печатались слоем 0.1 мм, постобработка не проводилась.
А вот поводил кисточкой с дихлорметаном по правой части фигурки. Фото делал после просушки. В обычном свете выглядит как глянец, но со вспышкой пропадает «шелковый» блеск, видимо такой эффект дают слои при преломлении, после сглаживания эффект пропадает. Возможно лак не будет портит отлив, но у меня нечем проверить.
Итоги
В обзорах по п.18 плюсы и минусы не расписываю. Есть тесты, они не предвзяты.
Как обычно, приветствуется конструктивная критика в комментариях. Всем добра =)
P.S. Многим понравился торс. Я не помню где нашел модель, оптимизированную под режим «вазы», поэтому закинул архив в гуглодиск.
Самые обсуждаемые обзоры
| +51 |
1469
51
|
| +80 |
3575
145
|
| +139 |
4747
60
|
Это вы уж слишком широко трактуете (в смысле по вертикали)
Кончно у него всегда были проблеммы с ногами, но и с попой тоже, а у вас(в смысле результате печати) она на месте
А как правильно?
Бизнес план: печать расчесок на 3d принтере! :)
ноль не лишний? (А то и оба) Это же полметра в секунду!
Какому у вас 3д принтер. Качество печати без постобработки очень даже хорошее.
Что за проблема с влажностью у пластика?
Качество печати довольно сильно зависит от пластика.
Если пруток будет неравномерным и влажным, отдельные слои будут сильно выделяться и получим своеобразные ступеньки с избытком пластика или его нехваткой на поверхности, которая должна быть ровной.
Многие типы пластика гигроскопичны. С прутка конечно не начинает капать вода, но при нагреве эта влага периодически создает повышенное давление в сопле, которое неравномерно выталкивает пластик.
и ключик золотой.
Я для монеток использую круговое заполнение — поверхность кажется более гладкой )
У самого первым принтером был А6.
Богато живёте! )
, в любом оффлайн-магазе — моток лёски для триммера 2,5 мм — 100р ±
а недавно у нас открылся — новый магаз. в нем эти мотки — на вес — по 29 р.
в смысле кг — 290!
а все ваши фигурки — как-то совсем не зашли… Пардоннн… Никчемушный порожняк киндерсюрпрайза бездельника… Почему в ТС не указан — Вес ?!
Чую, щас тапками запинают. — )
Это где продается PLA леска такой расцветки?
Кстати, искал в свое время нейлон — нет подходящего диаметра и равномерного прутка, поэтому детали получаются довольно грубые. Конечно если совсем прижимает и такое пойдёт, но в сравнение с нейлоном для печати леска не идёт.