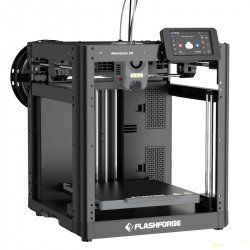
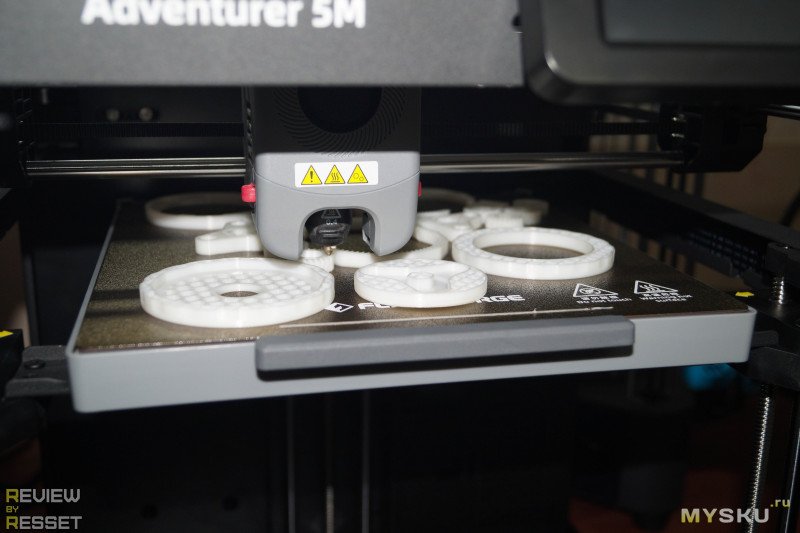
3Д принтер FLASHFORGE Adventurer 5M
- Цена: 32000 рублей
- Перейти в магазин
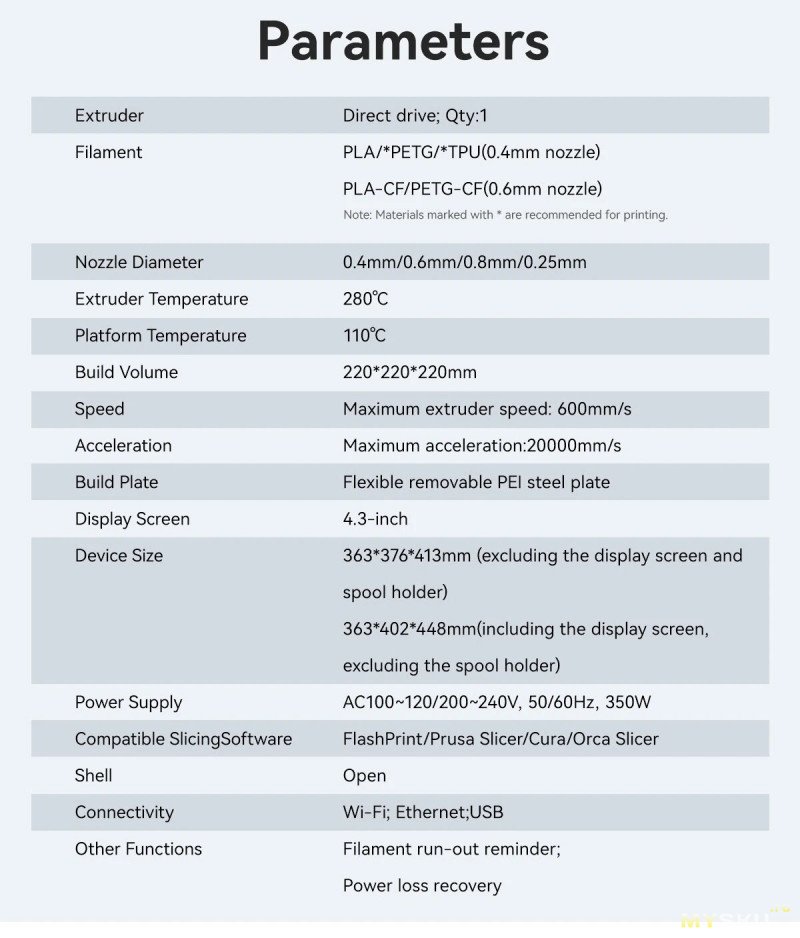
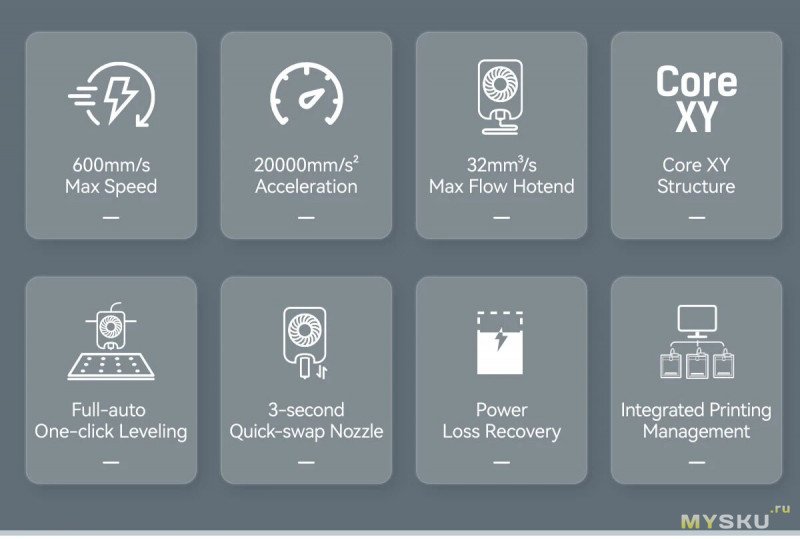
Купил я его во время распродажи почти за 27000 рублей и могу сказать, что он определенно стоит этих денег. Кинематика Core XY, стол перемещают три вала по четырем направляющим. Имеется автокалибровка уровня по 25 точкам и вибротест, по итогу которого в настройки вносится коррекция ускорений для каждой оси. Директ экструдер, керамический нагреватель сопла, драйверы и прошивка Klipper позволяют печатать со скоростью до 500мм/с в идеальных условиях, но в прошивке она ограничена 300мм/с для того же PLA.
Распаковка
Приходит принтер в большой увесистой коробке.

Он на 99% собран, нужно уделить буквально пару минут для окончательной сборки.


Среди вспененных вставок есть коробка с дополнительным инструментом, среди которых набор шестигранников с отверткой, кусачки, шило для чистки сопла, клей-карандаш, ручка для фиксации катушки филамента, кабель питания и небольшой моток PLA для тестовой печати.


Подготовка к работе подробно описана в инструкции.
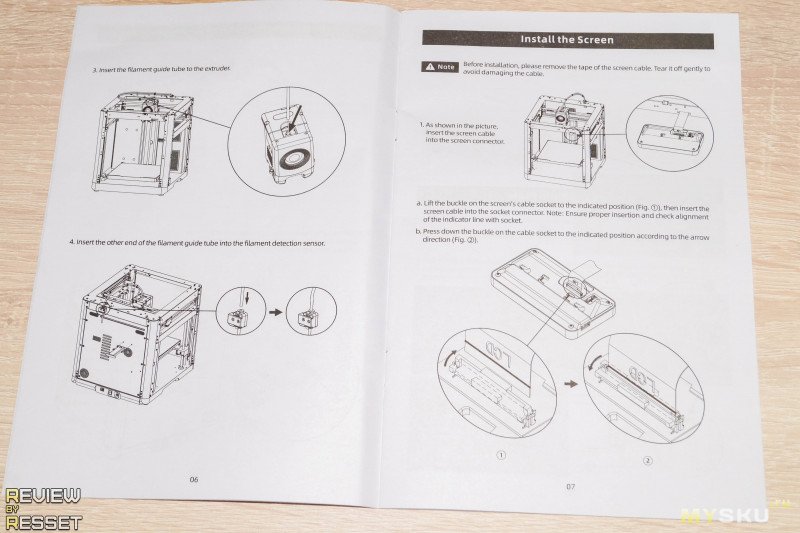
Необходимо извлечь всё лишнее, вставить трубку подачи филамента в корпус датчика филемента и экструдер, а так же прикрутить опору для катушки сзади, места крепления отмечены желтыми стрелками.


Желтыми стрелками помечены транспортировочные фиксаторы стола, их нужно выкрутить перед запуском. Я этого не сделал, т.к. торопился и не переворачивал страницу.


Далее отклеиваем скотч, который фиксирует шлейф дисплея и убираем всё лишнее с модуля.
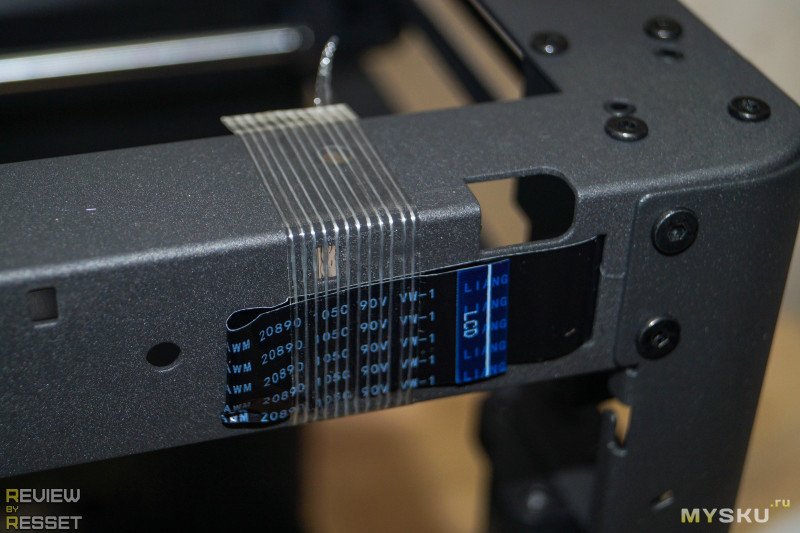

Сзади у него имеется дополнительный разъем для подключения камеры как в Pro версии и крепление на раме для нее так же имеется. Справа расположен USB разъем для флешки.


Зажимаем шлейф, прижимаем корпус в месте вырезов и сдвигаем влево. Готово.

Останется только подключить кабель питания, по желанию сеть и можно приступать к начальной настройке.

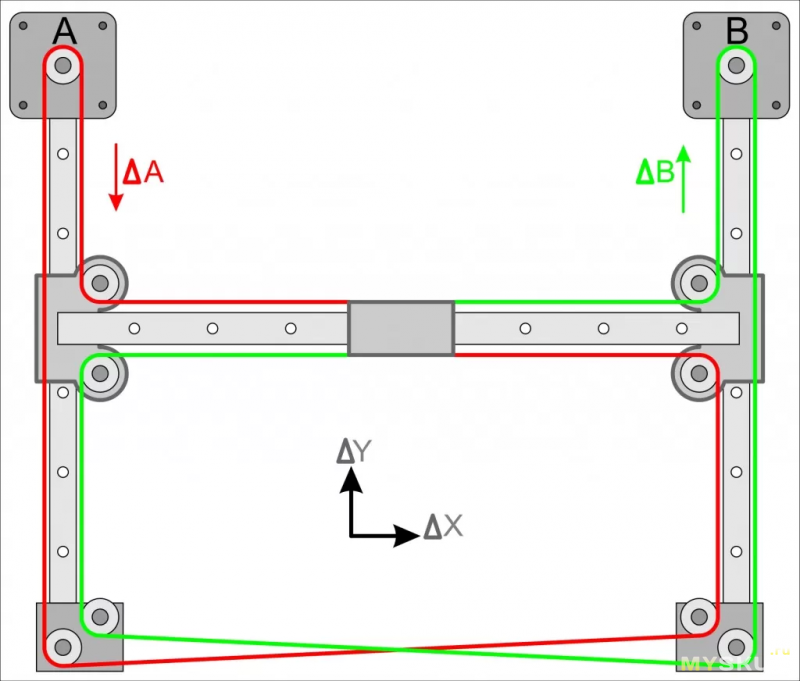
Давайте пройдёмся по особенностям данной модели. Кинематика тут Core-XY, это значит, что стол перемещается по оси Z вверх и вниз, а сопло только по осям X и Y с помощью вот такой замысловатой механики. В случае с FLASHFORGE Adventurer 5M двигатели поменяли местами с нижними шкивами и спрятаны сзади корпуса.
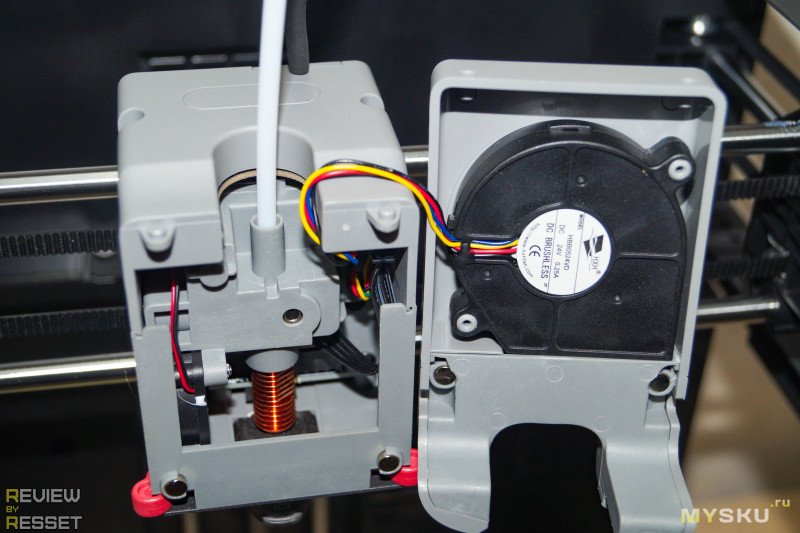
Экструдер с прямой подачей, многие жалуются, что пластиковый корпус выглядит не очень надежно, но я не знаю других способов его облегчить.

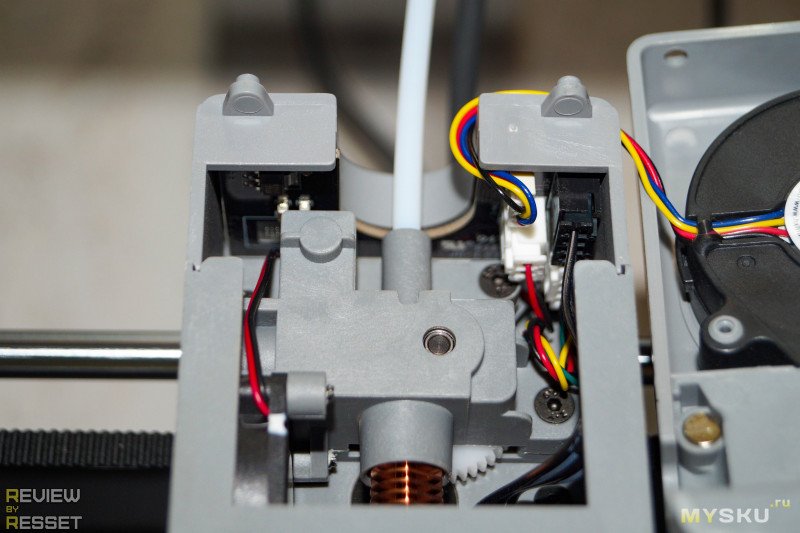
Передняя крышка держится на магнитах и при необходимости снимается. В неё встроен вентилятор обдува модели, направление двустороннее, поток дует аккурат в область сопла, так что сделано хорошо и доработок не требуется. В голове куча проводов и плат, ведь помимо нагрева нужно еще управлять подачей, двумя вентиляторами и следить за отклонениями траектории с помощью акселерометра.
Хотенд снимается легко, достаточно сжать пару рычажков на корпусе и потянуть его вниз. Нагревательный элемент керамический и встроен в корпус, так что для использования другого диаметра или типа, придется докупать весь модуль, который стоит порядка 3000 со скидкой.

У стола четыре направляющих и три вала, которые синхронизируются ремнем в «подвале», имеется механизм подтяжки. В принципе ничего критичного не заметил, валы на подшипниках, ремень натянут с завода хорошо. Единственный минус, это пластиковое основание, которое прилично усиливает шум во время подъема стола. Но во время печати, движения по Z минимальны, так что посторонних звуков не слышно.

Так же пластиком обшита и задняя стенка с внутренней стороны. Тут можно заметить несколько отсеков для фильтров, которые остались от PRO модификации с закрытым корпусом.


В качестве покрытия стола используется металлическая пластина с текстурированным PEI с двух сторон, которая очень хорошо держится на магнитном листе и это лучшее, что придумало человечество для FDM печати, но об этом позже. Для точного позиционирования установлена рамка с упорами, вроде мелочь, а сильно помогает.

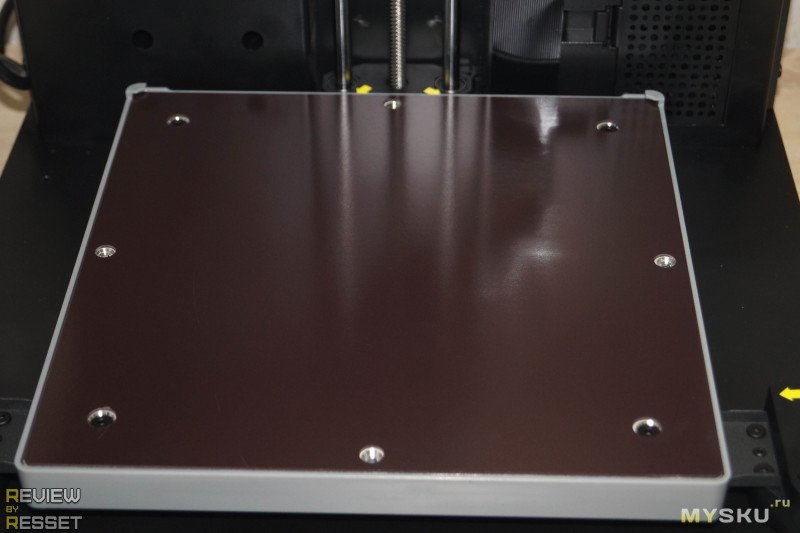
В комплекте есть тюбик клея и ума не приложу для чего он может понадобиться, т.к. я перепробовал кучу пластика и все модели отлично держались без него.


Подготовка к первой печати
На направляющих уже было некоторое количество смазки, но как-то скудно, возможно её добавили во время проверочного запуска. Открыл пакетик и распределил содержимое на валы и остальные трущиеся части, хуже от этого точно не будет.


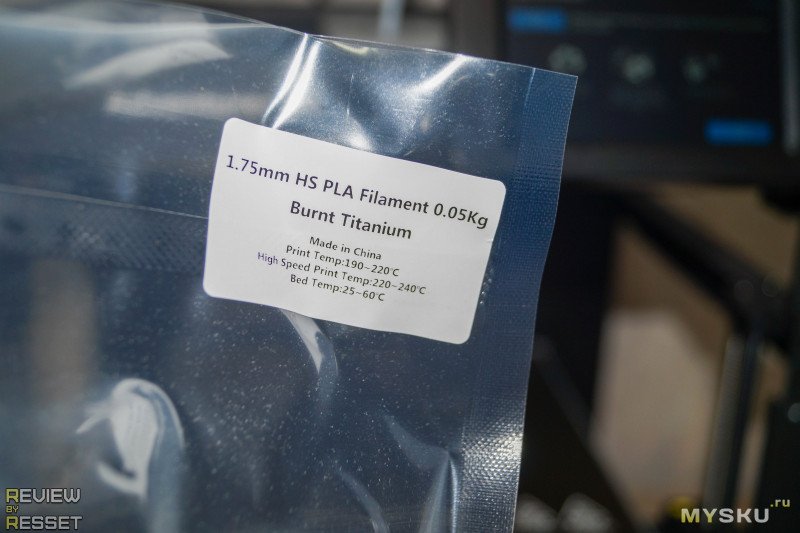
Комплектный пластик называется Burnt Titanium из серии HS PLA(высокоскоростной).

Повесил пучок вместо катушки, протянул через датчик филамента и заталкивал пока он не упёрся в хотенд. Чтобы не подталкивать пруток сзади принтера, можно приподнять трубку и подавать напрямую. На этом подготовка закончена, можно включать питание.


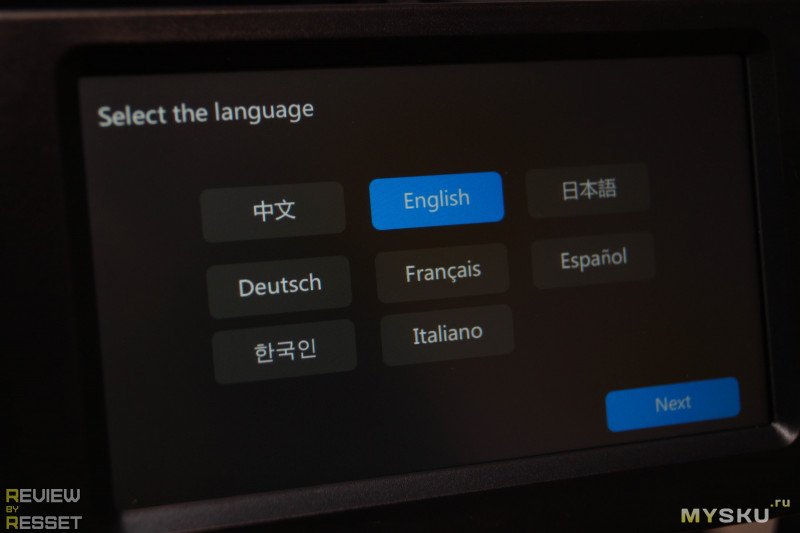
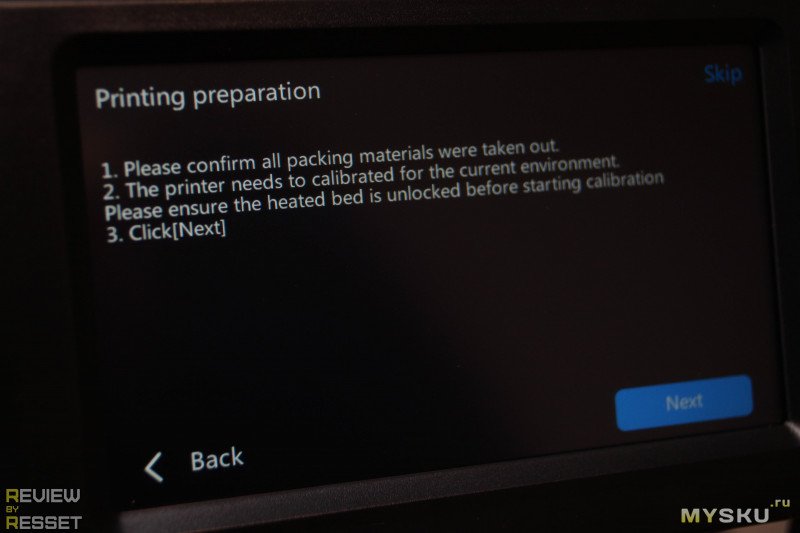
При первом запуске система предложит на выбор несколько языков и сообщит, что необходимо пройти несколько подготовительных этапов. Проверяем, чтобы внутри не осталось ничего, что может мешать печати, откручиваем транспортировочные винты и нажимаем «далее». При желании можно пропустить первоначальную настройку если уже есть опыт.
Следующими быстрыми этапами является парковка стола с экструдером и подготовка к их калибровке.
Следующим этапом является нагрев до рабочих температур, стол нагревается до 60 градусов за 2 минуты, а экструдер до 220 градусов за 50 секунд.


Затем происходит очистка сопла. Оно плотно прижимается к покрытию стола, лишний пластик стирается, нагрев отключается и в таком положении оно остается пока температура не упадет до 120 градусов, чтобы филамент не вытекал после подъема.

Далее по 25 зонам строится карта высот стола и в процессе печати электроника подстраивает ось Z для получения максимально равномерного слоя.

Насколько я понял, калибровка происходит по четырем тензодатчикам, на которых фиксируется стол. Они довольно чувствительные, данные слегка меняются от веса тестового кубика.

В корпусе экструдера установлен акселерометр, так что следующим производится вибротест, в ходе которого его трясёт сначала по оси X, затем по Y и в прошивку вносятся ограничения по максимальным ускорениям в зависимости от отклонений.
Затем начинается процесс заправки филамента, в ходе которого прогревается сопло и начинает подаваться пруток. Выдавливает его прилично, наверное сантиметров 10. Видно, что присутствовал пластик другого цвета, скорее всего проводятся тесты на этапе сборки.

Последним этапом начальной настройки является печать тестового кубика, но я его пропустил, т.к. комплектного пластика и так не очень много.
Пользовательский интерфейс
У Adventurer 5M прошивка клиппер, но слегка видоизмененная. Интерфейс упростили, но вместе с этим урезали и часть сетевых функций, видимо чтобы было не так удобно работать со сторонними слайсерами. Это исправляется, к концу статьи расскажу как. Сенсор резистивный, так что приходится нажимать на элементы с небольшим усилием, а не просто касаться.
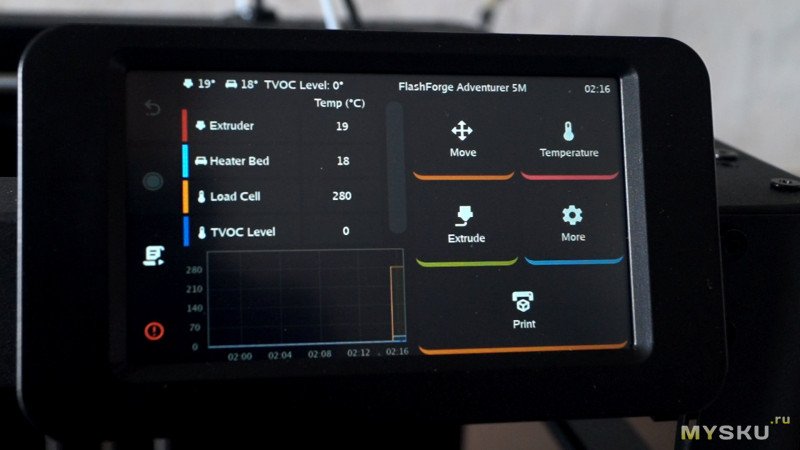
В первой вкладке отображается модель принтера, в правой части выводится температура стола и сопла, вверху красным выделяется элемент, который опасно трогать руками. правая нижняя кнопка выводит информацию о принтере, времени наработки и использованном филаменте.


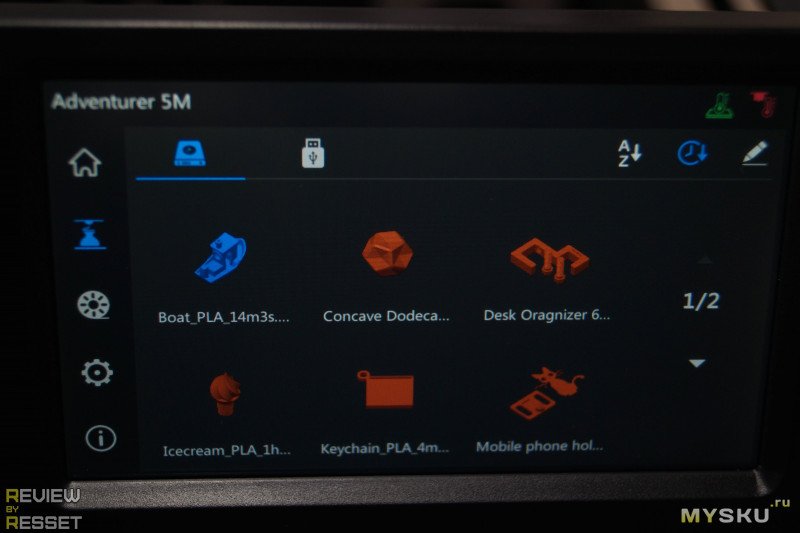
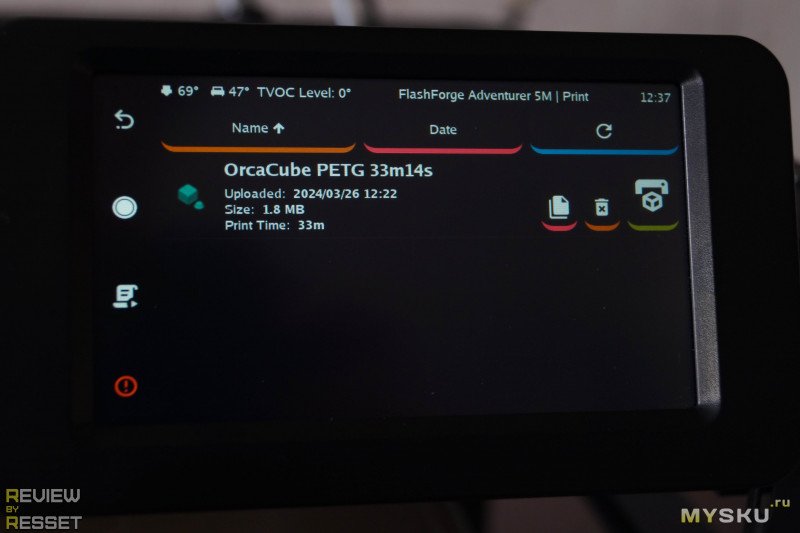
Во второй вкладке расположен список файлов во внутренней памяти и на флешке. Они сортируются по имени или по дате создания, что довольно удобно, там же можно скопировать модели с флешки во внутреннюю память и наоборот, а так же удалить лишнее. Перед печатью можно поставить галочку на повторной калибровке стола, это не занимает много времени, но убережет от проблем если во время предыдущей печати что-то пошло не так.

Во время печати можно посмотреть подробности процесса и отрегулировать скорость обороты вентилятора обдува модели и поправку оси Z.

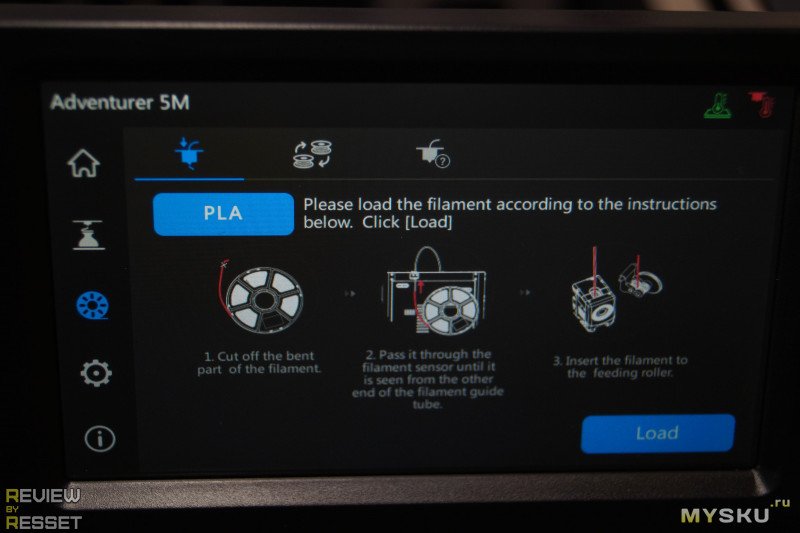
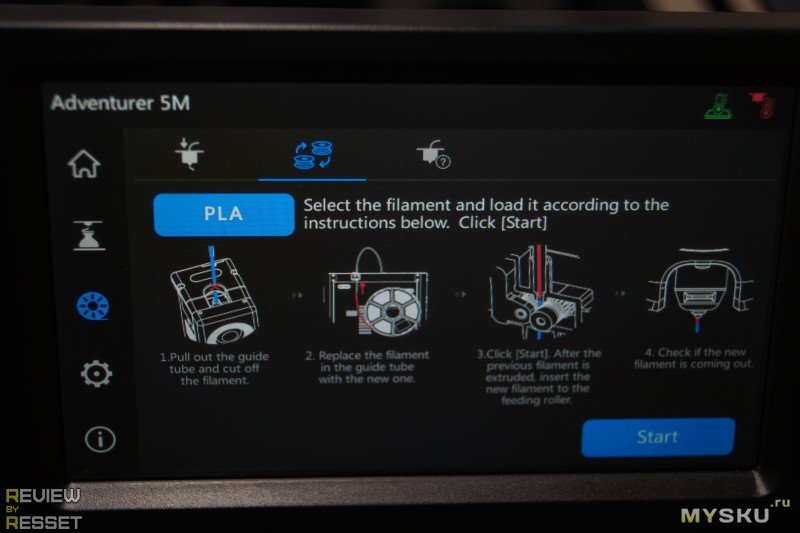
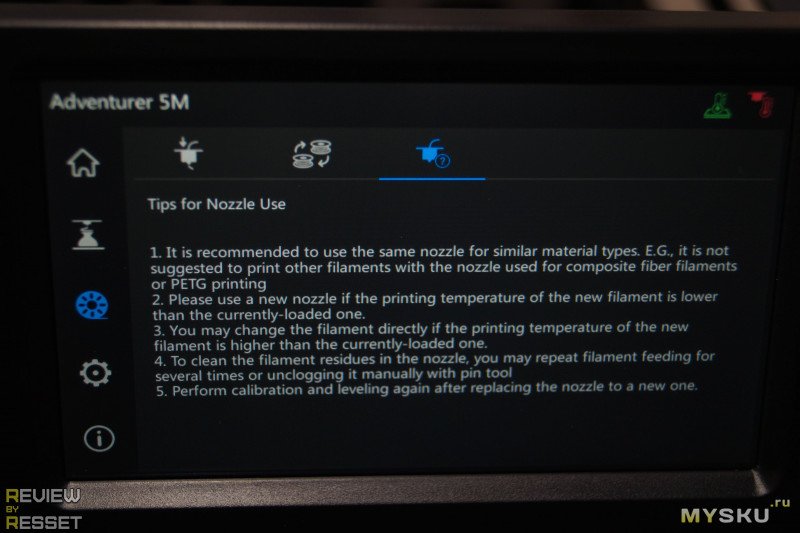
Следующая вкладка служит для заправки и смены филамента, всё пошагово расписано, так же есть памятка для пользователя по уходу за соплом и его замене.
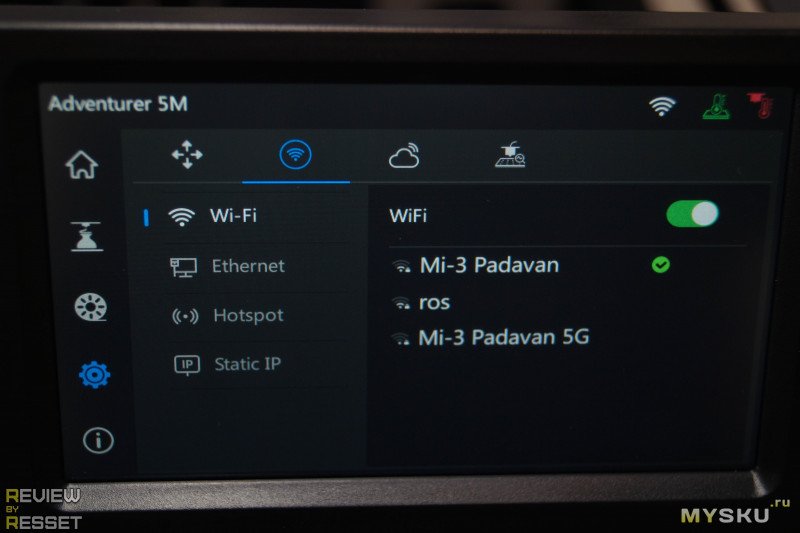
Далее следуют основные настройки системы. Здесь можно вручную перемещать платформу с экструдером, блокировать/разблокировать двигатели и сбросить ноль. Следующий пункт это настройка сети, я сразу без проблем подцепился к домашней сети WiFi.

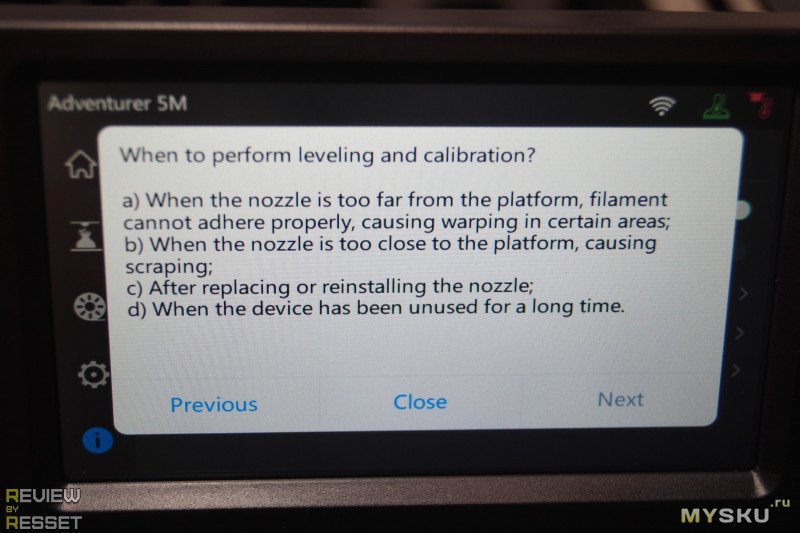
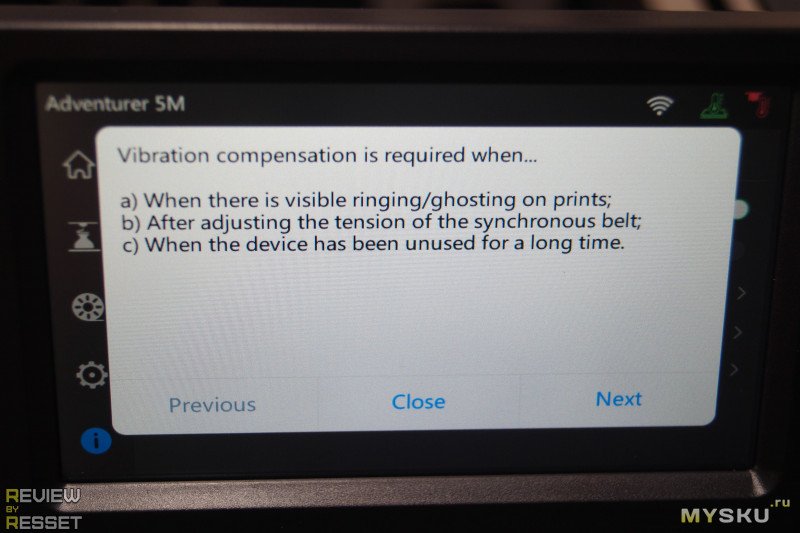
Можно авторизоваться в сервисах FlashCloud и Polar 3D, после чего сохранять модели и посылать их на печать напрямую. Последний пункт позволяет провести калибровку стола и вибротест.
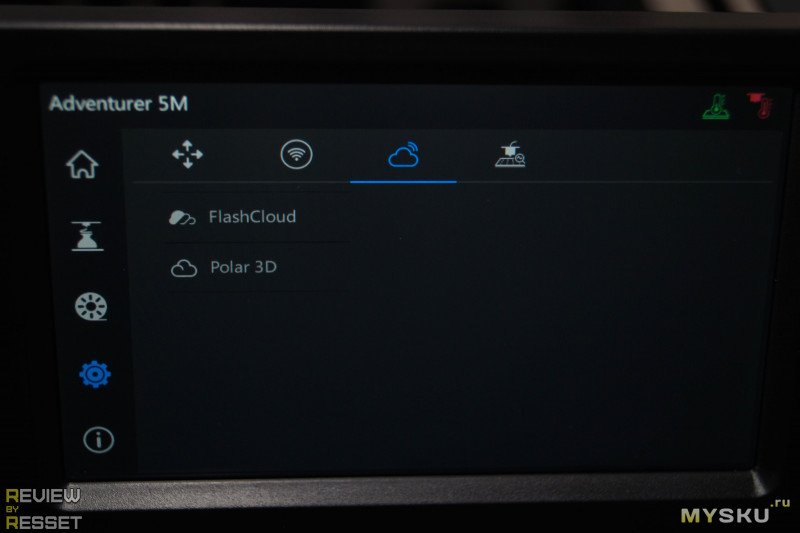
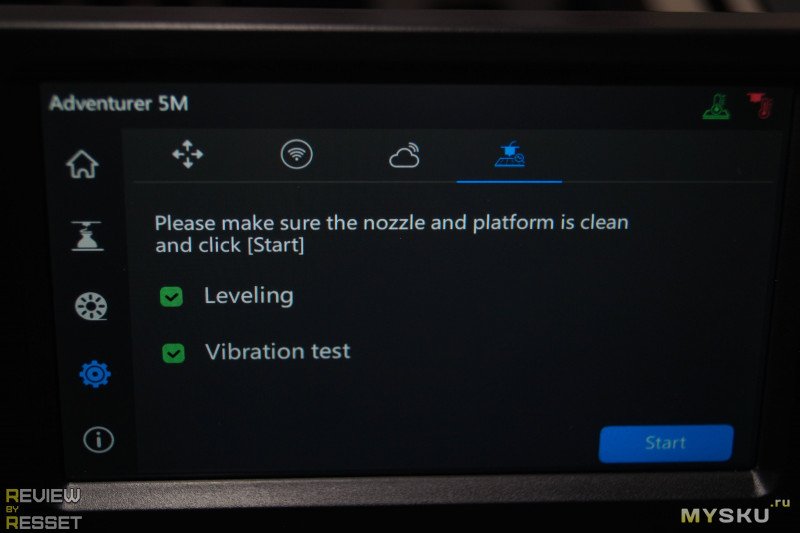
Есть руководство, в котором описывается в каких случаях необходимо запускать их повторно.
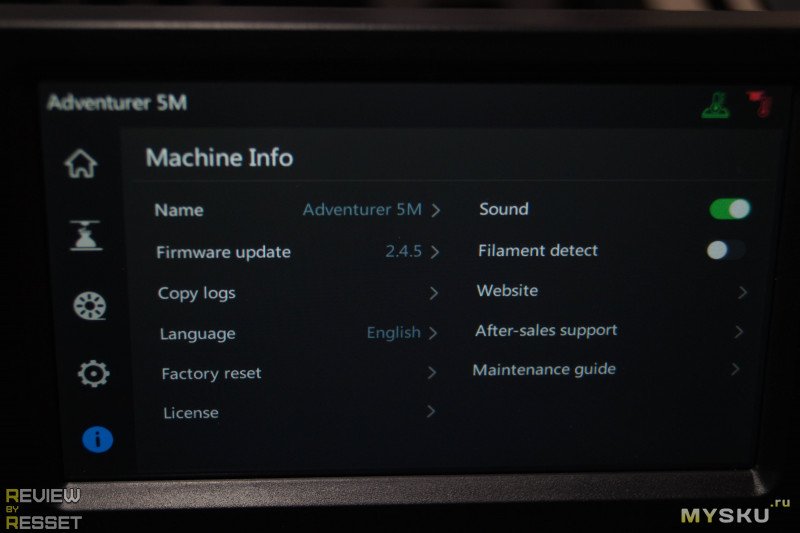
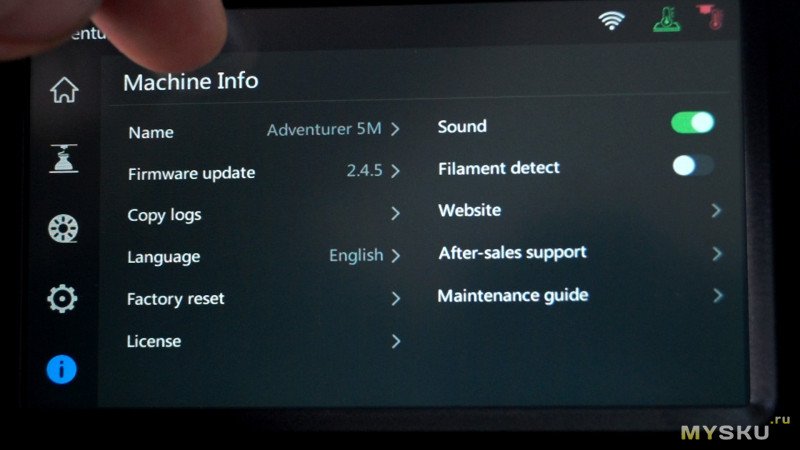
Ну и в последней вкладке отображается основная информация о принтере, прошивке, можно выключить звуки и датчик филамента, чтобы печать не прерывалась если он вдруг закончится. Если принтеров несколько, есть смысл изменить имя, которое будет показано в слайсере.
Тест печати
Ну, вроде всё разобрали, можно попробовать кинуть на печать тестовые модели, которые уже имеются во встроенной памяти и первым был кораблик. С задачей принтер справился за 15 минут с учетом подготовки. Реальная скорость печати на гифке справа. Как по мне, это очень быстро, даже страшно поначалу было, что чего-нибудь оторвёт нафиг ))

Учитывая, что я абсолютно ничего не настраивал, а только воткнул трубку подачи и освободил стол, от результата остался просто в восторге. Конечно до поверхности как при фотополимерной печати далеко, но для FDM принтера очень неплохо.


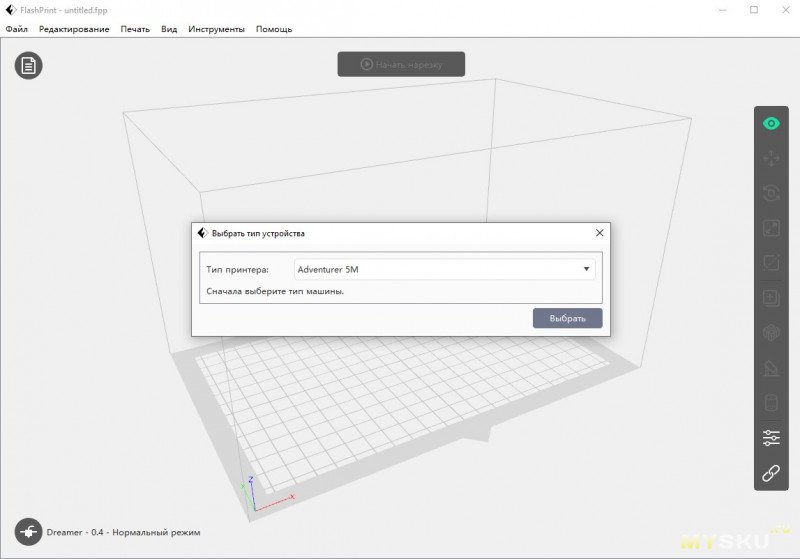
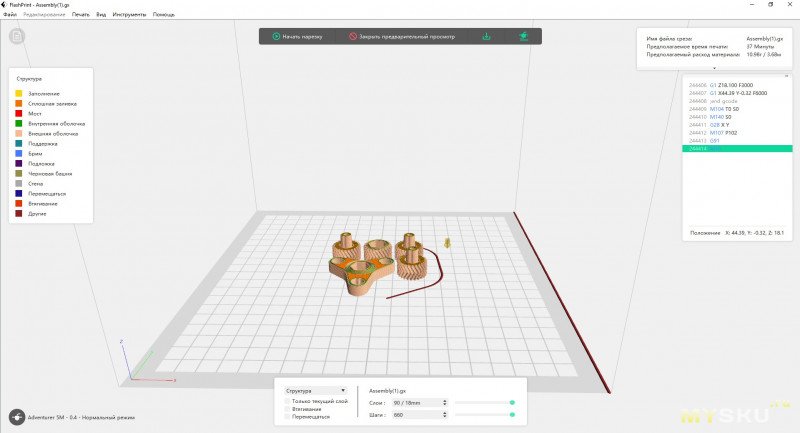
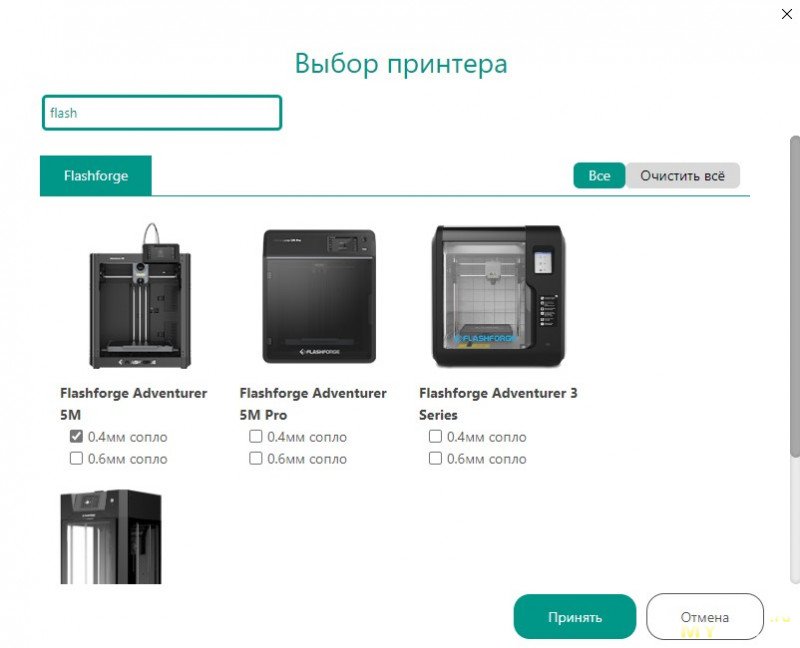
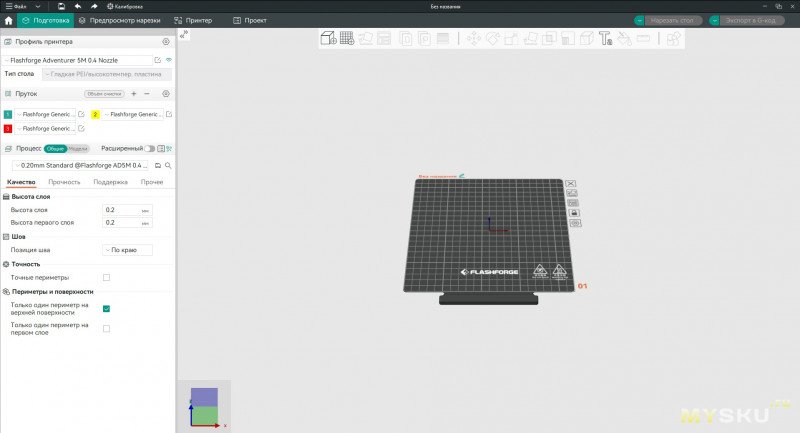
Но готовые модели это одно, а что будет если нарезать и закинуть свою? Производитель рекомендует использовать свой собственный слайсер FlashPrint 5 и он в принципе не плох. На старте просит выбрать модель принтера, имеются основные инструменты для размещения деталей.
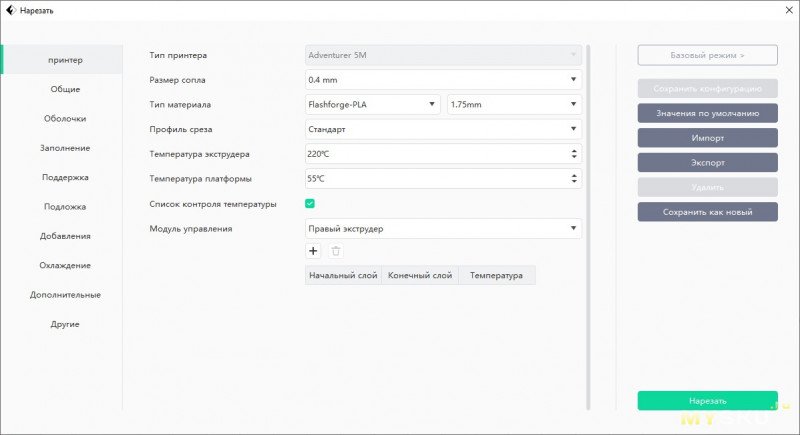
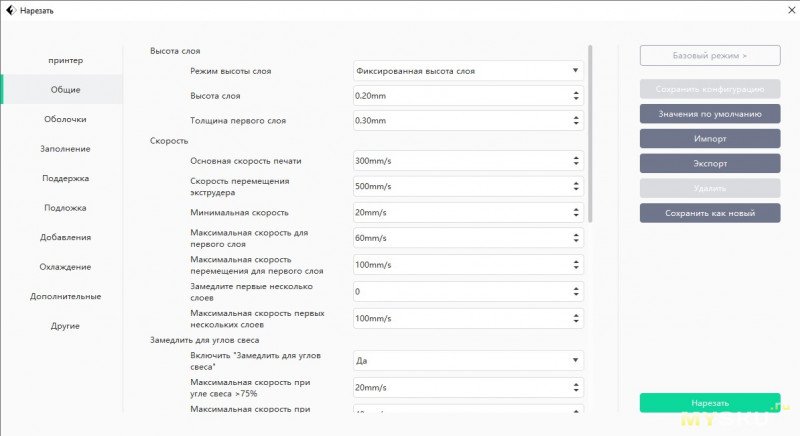
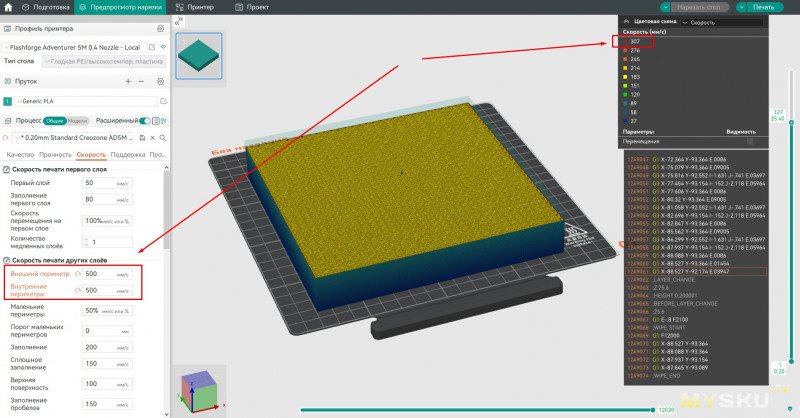
Но вот настройки после той же куры местами расположены в нелогичных местах, так что мне поначалу приходилось постоянно лазить по вкладкам перед нарезкой. думаю у новичков таких проблем не возникнет. Обратите внимание, максимальная скорость печати для PLA пластика по стоку ограничена 300мм/с и только перемещения разгоняются по полной. позже вернемся к этому нюансу.
Предпросмотр так же выглядит аккуратно, есть возможность выбрать представление по различным параметрам.
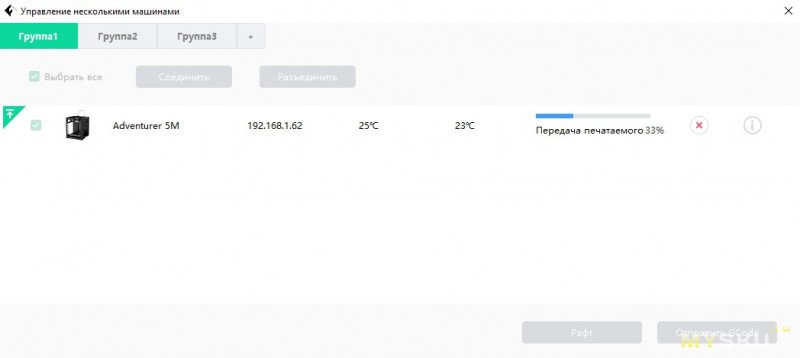
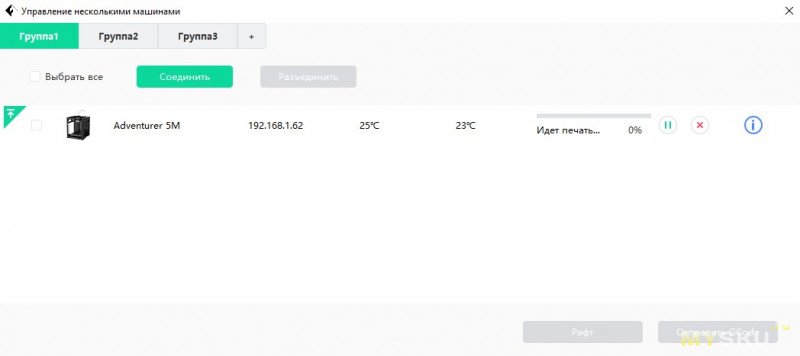
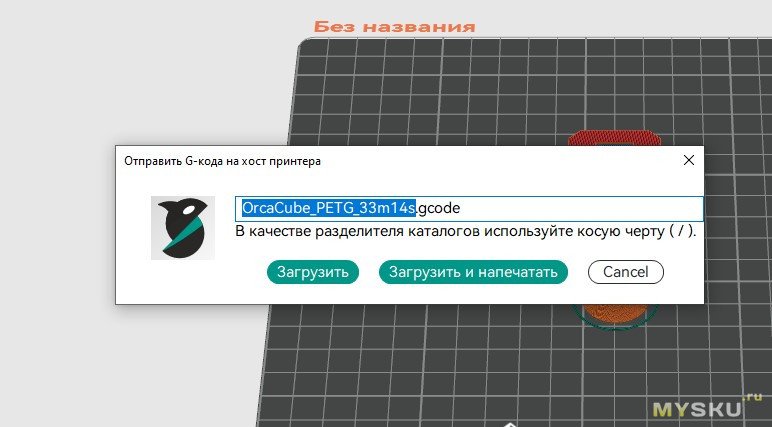
Ну и без проблем работает передача файлов, в том числе с дальнейшей печатью.
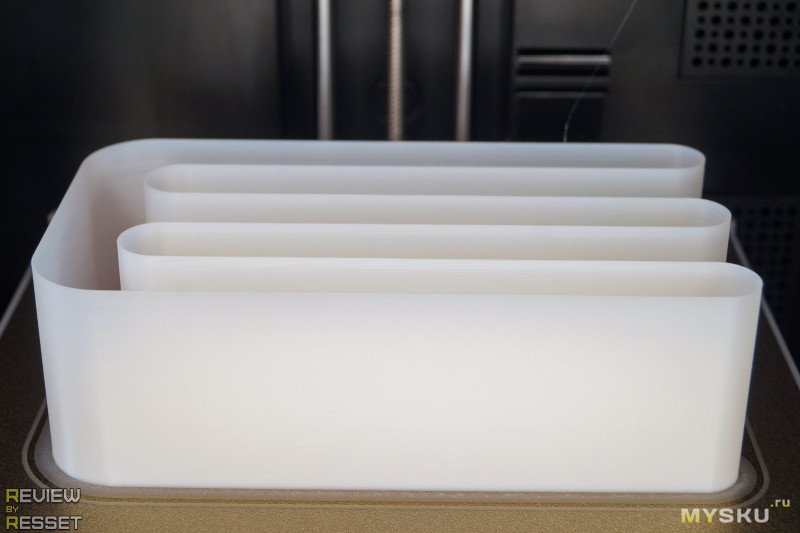
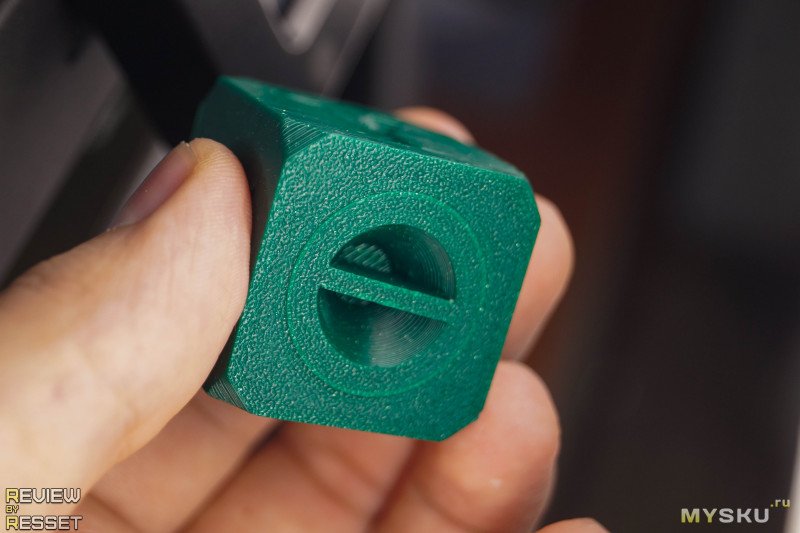
Пустил на печать тестовый кубик от Orca. 25 минут и готово.
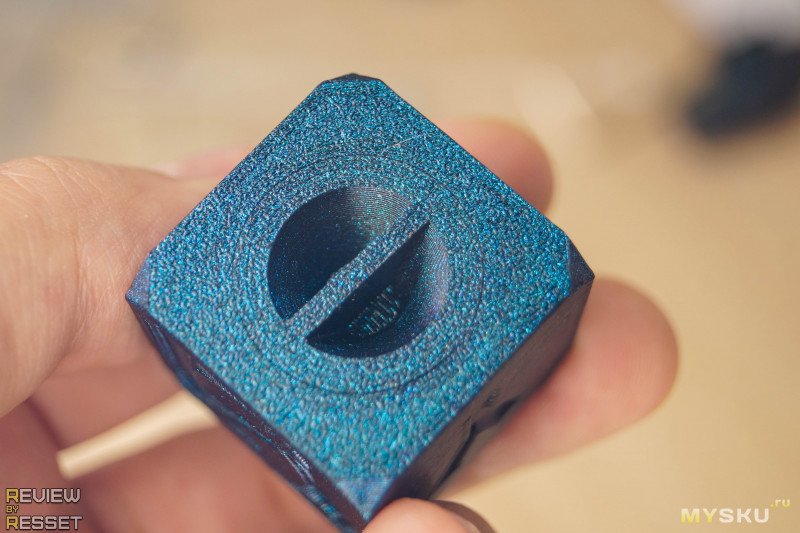
Результат так же порадовал. Есть очень мелкая ряюь на стенках по оси X и искажение на углах, но их видно только под определенным углом и тактильно они не ощущаются. Выделяются и внутренние и внешние углы, а значит нужно помучить Pressure Advance, который как раз и отвечает за подачу перед и после резкой смены направления движения.

Куб пустой внутри и заглушка служит для проверки точности подгонки деталей. В данном случае даже шов едва отличим, а значит деталь вкрутилась ровно настолько, настолько должна была.
А еще благодаря пластине, нижние слои получаются с вот такой шершавой текстурой, которая отлично маскирует первый слой. Выглядит намного лучше, чем при печати на стекле.
После нескольких тестов, комплектный пластик закончился и я установил катушку PLA, которая года три пролежало в зип-пакете. Места сзади хватило с запасом, но думаю более широкие уже скорее всего не влезут.

«Заправил», в очередной раз удивившись, сколько же пластика он переводит.

И сразу же поставил на печать пару крупных моделей. Что может пойти не так, верно? Первый слой намекнул, что это нифига не HS пластик и возможно он малость отсырел, но уже была глубокая ночь и назад пути нет, ну и интересно что из этого выйдет.

Периметры печатались со скоростью 250-270мм/мин, наглядно это выглядело как-то так.
А вот чего показывал принтер.
Поняв, что всё должно быть нормально, ушел спать, а наутро обнаружил во это.
Думал, что придется как-то аккуратно отдирать детали такой площади, но они спокойно снялись. Видим этому поспособствовала низкая температура в мастерской, ниже 20 градусов.
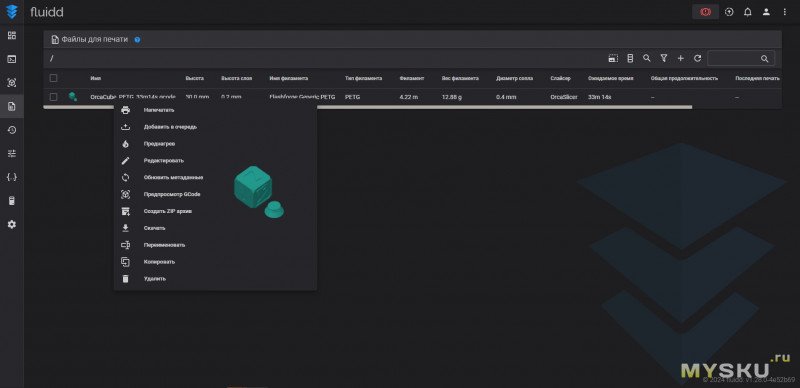
Хоть всё и было с виду хорошо, решил всё-таки откалибровать пластик, благо OrcaSlicer позволяет это сделать в пару кликов.
Принтер добавился без проблем, сразу подтянул профили распространенных пластиков.
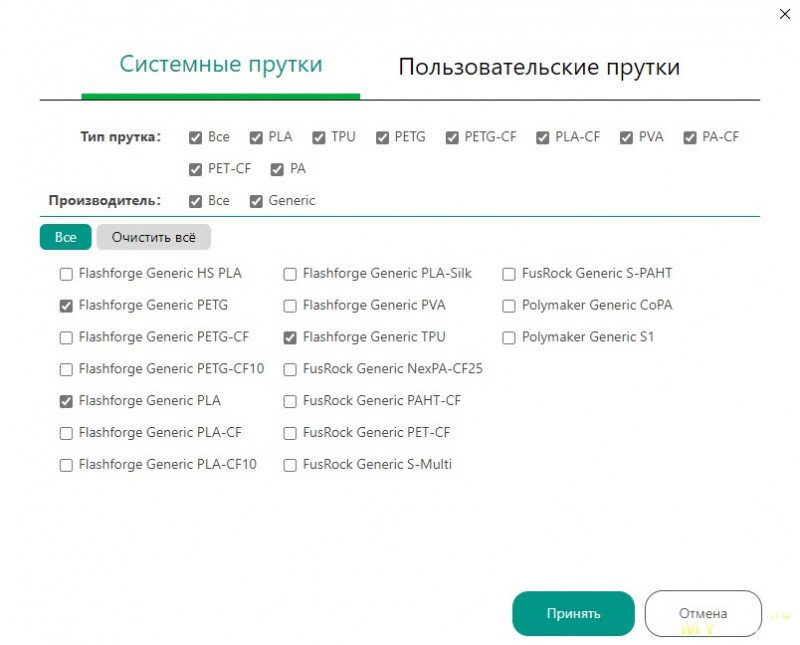
Орка мне нравится больше, чем кура и стоковый слайсер, но он немного сложнее в освоении для новичка, ведь перед глазами имеются далеко не все параметры печати даже с включенным режимом эксперта, тот же обдув модели и коэффициент экструзии задаются в профиле филамента, диаметр сопла, ретракты, ускорения и стартовый/конечный G-код и многое другое в профиле принтера. Так что я не буду расписывать особенности работы с ним, там материала будет на отдельную статью. Всё есть в ютубе, часик просмотра роликов и освоитесь.
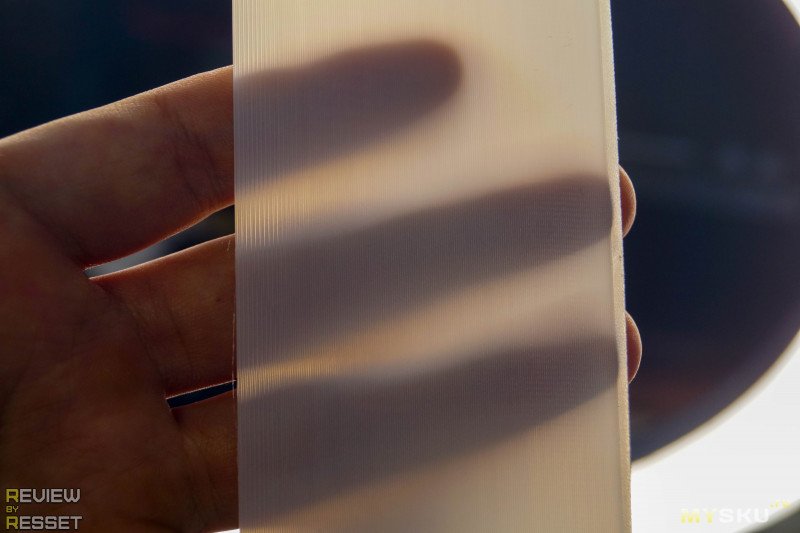
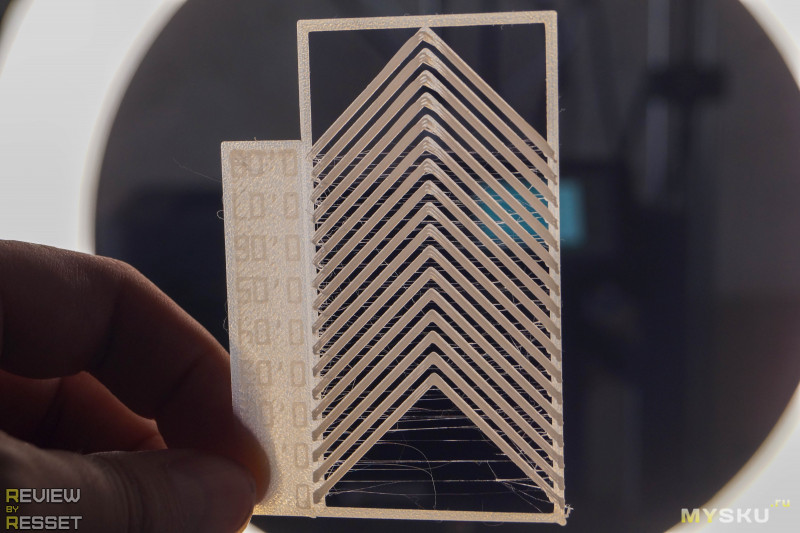
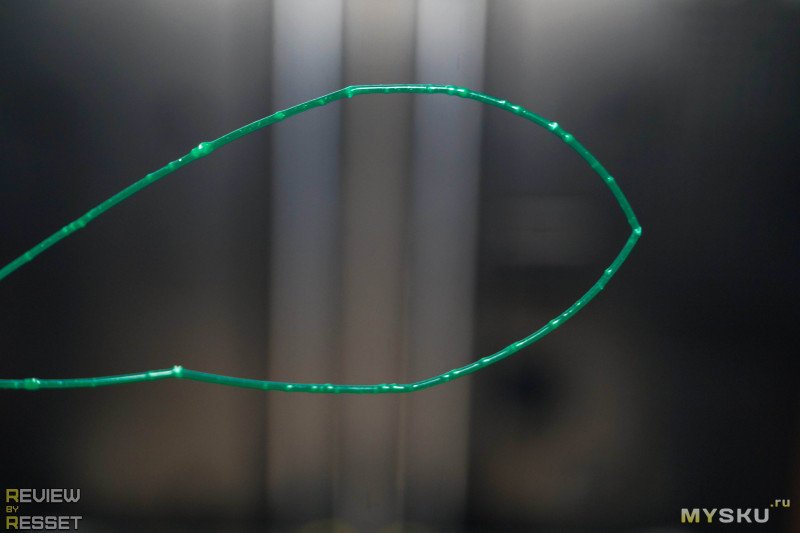
Вернемся к калибровкам. Для начала решил проверить скорость, с которой экструдер сможет выдавливать используемый пластик, ведь от этого напрямую будет зависеть максимальная скорость печати. Для этого формируется вот такой трек, на котором сопло наращивает слои в режиме вазы, постепенно повышая скорость прохода и подачи.
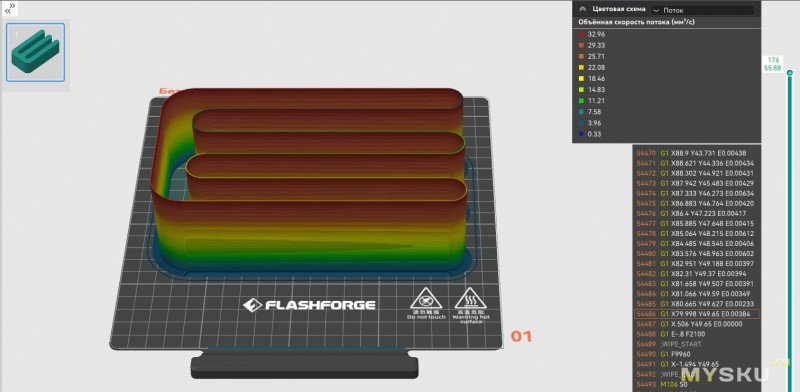
Поехали. В какой-то момент белого в кадре стало слишком много.
А вот реальная скорость на последних слоях, до максимума конечно не дотягивает, при ширине экструзии 0.7мм, она дошла где-то до 180мм/с.
С виду всё хорошо, но если посмотреть на просвет, станут заметны слои с недостаточной экструзией. Навскидку, это начало происходить где-то на 25мм3/с, а значит это предел для вязкости данного филамента.
Затем нужно зайти в настройки прутка и внести данные в последний пункт.
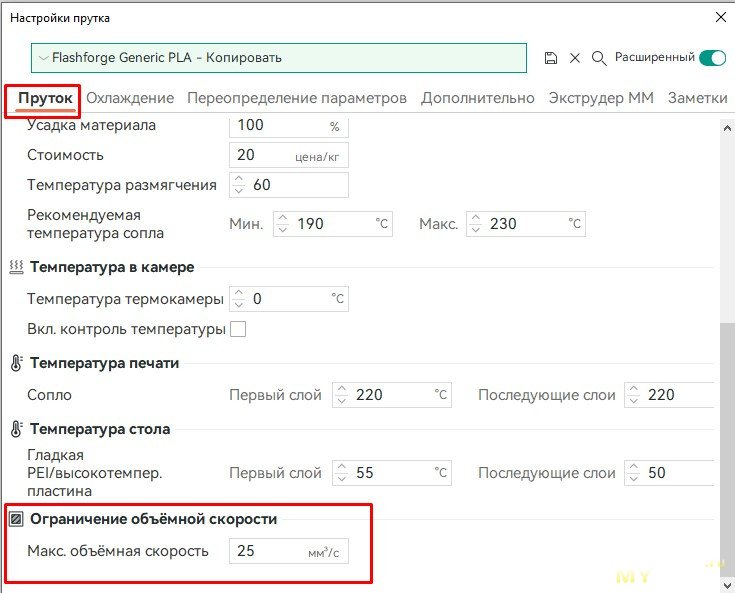
После чего даже при выставленной скорости 500мм/сек, максимальная будут ограничена производительностью экструдера и судя по всему, она упирается в 300мм/сек при слое 0.2мм. В стоковом слайсере именно это значение было максимальным, да и в орке тоже. Вносить изменения в настройки каждого прутка не обязательно, достаточно просто оставить стандартное ограничение в предустановленных профилях и проблем не будет.
Так же провел быстрый тест калибровки Pressure Advance. Смотрим на углы, выбираем какой больше понравился и вносим коррекцию в профиле прутка. В идеале калибровать желательно каждую катушку, в том числе перекалибровывать после долгого хранения, но это путь для тех, кому нужны идеальные углы на высокой скорости. Чем они ниже, тем меньше проявляется эффект даже без калибровки.

Вот, к примеру, кубик, который печатался на скорости 100мм/с еще на комплектном пластике после орки. Поверхность получилась отличной, углы все на месте.
Кстати, нашел еще несколько параметров, которые положительно повлияют на построение углов, но несколько замедлят процесс печати. В общем, инструментов достаточно.

Так же произвел тест допусков орки, ведь важно, чтобы детали попадали в заданные размеры и совмещались без необходимости допиливания. Печатается пластинка и шестигранник.

Если всё хорош, он должен свободно поместиться во всех отверстиях. В последнее вошел практически без зазора, но усилия прилагать не пришлось. Отлично.
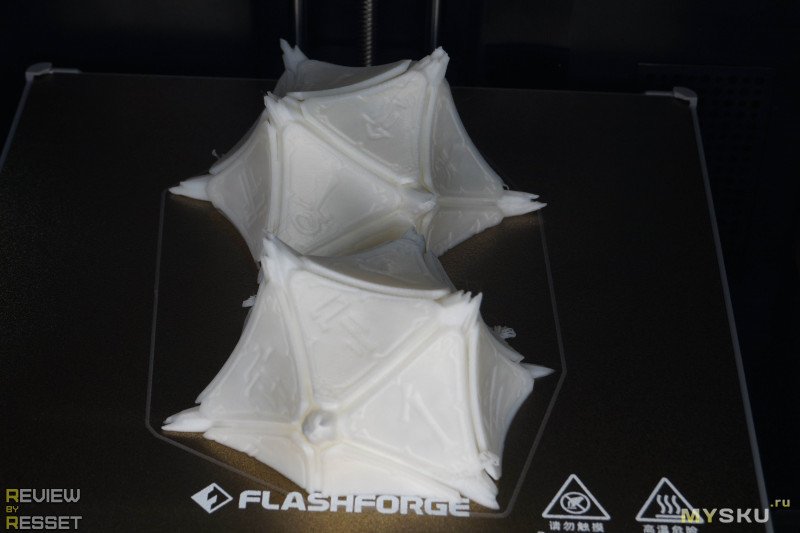
Значит можно закинуть большой проект пускового устройства для вертушек.

Всё напечаталось без проблем, ни одна деталь не отлипла несмотря на то, что они занимали всю платформу.

Не захотел ждать и решил снять пластину, чтобы она быстрее остыла, но при отделении она выгнулась и все модели поотлетали от поверхности. Колдунство, не иначе )
Для начала взял шестерни, они печатались одновременно с валами и всё должно вращаться. Зазоры небольшие, первые слои не расплющило и не спекло вместе, это хорошо. Ни одну деталь я не обрабатывал после печати.


Шестерня вращается без какого-либо усилия, отлично.
Собрал первую ступень редуктора. Красота, но ББ плохо из-за обилия белых предметов.

Собрал две ступени. Всё еще вращается пальцами

Корпус готов, ставим пропеллер и пробуем слегка прокрутить рукоять. Работает!

По корпусу не скажешь, что он был напечатан, качество отличное.

Слои едва отличимы под определенным углом, нижняя поверхность матовая.


А когда выходил из мастерской и выключил свет, понял, что печатал на светящемся в темноте пластике, а значит это потеряшка от Creozone. Скорее всего без наполнителя вязкость была бы еще ниже и можно было поднять скорость печати, ну да ладно.

После того как поиграли с сыном, стало понятно, что приносить улетевшие вертушки в руках друг другу не очень весело и нужно сделать еще одну пусковую установку. В этот раз использовал ПЕТГ. При чем надпись Eco говорит не об его экологичности, а о том, что он был переплавлен из отходов. Стоил копейки, да и печатал сносно.

Сушка еще не доехала, так что печатал как есть, сдув с катушки пыль и зацепив губку хомутом на входе, чтобы не засорить сопло. Получилось «волосато», хотя это скорее паутина, от которой я с легкостью избавился простой зажигалкой. Офигенный метод, такие тонкие нити удаляется абсолютно бесследно.


Зазоры сохранились, но чувствовалось, что они меньше, чем пир использовании PLA. Чуть позже я снизил коэффициент экструзии с 1 на 0.96, после чего стало заметно чище и свободнее.

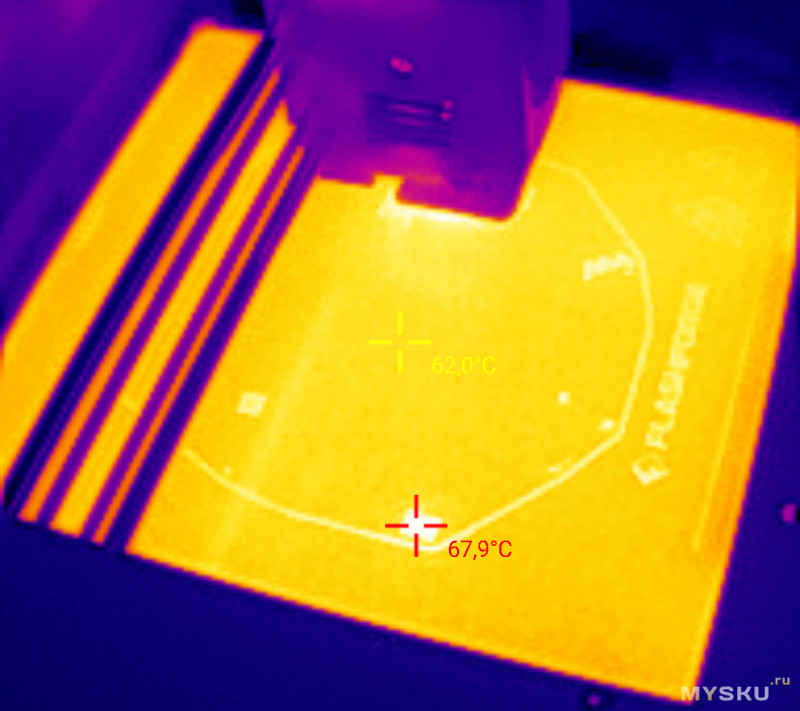
Во время печати проверил равномерность прогрева стола, придраться не к чему.
Печатал и крупные модели. Петг отлипает чуть хуже ПЛА, платформу пришлось снять и слегка выгнуть по краям, уперевшись большим пальцем в центре.
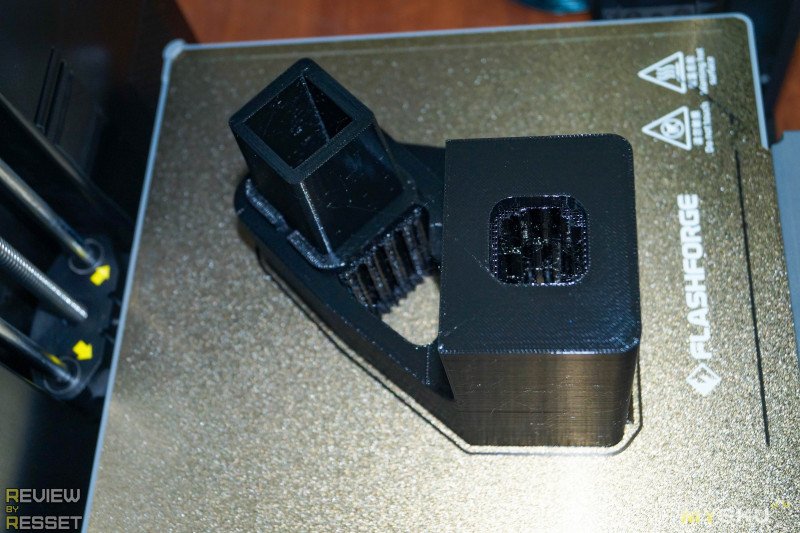
Снял поддержки и уже опробовал на Elegoo Saturn 3 после печати. Переходник стал отлично, смола с платформы стекает вся до последней капли.


Потом на глаза мне попалась катушка АБС. Без термокамеры им печатать такое себе, плюс воняет, но почему бы не попробовать. Филамент лежал в зип пакете, но я очень сомневаюсь в его герметичности, ну хоть не пыльный как ПЕТГ, еще и с блестяшками какими-то.

Выдавленные после процедуры смены излишки не внушали доверия, не понятно, то ли пруток слишком влажный, то ли наполнитель неравномерно выходит, еще и расширяется при нагреве.
В лучшем случае деталь отлипнет/лопнет, в худшем забьется сопло, которое нельзя снять с хотенда. Пфф, поехали. Процесс преднагрева растянулся на 7 с половиной минут, из которых почти 7 минут до 105 градусов грелся стол.
Пока шла печать, всё ждал когда детали начнет таскать по столу, но так и не дождался.
Отвлекся на другой стол и через некоторое время услышал небольшой щелчок. Решил, что детали доспели и можно снимать. Кубик просто сдвинулся без усилия, а вот заглушка немного сопротивлялась.
Из недостатков: остался след на панели даже от окантовки и очень долго снимался во время печати другими пластиками. Это не мешал процессу, но немного раздражало.

Вернёмся к кубику. Он получился отличного качества. На тот момент я уже поигрался с Pressure Advance, так что к углы уже не так выражены, слои без разрывов, но есть небольшие наплывы на сплошной стенке, так что пластик нужно сушить, ну или винить наполнитель. Так же из-за усадки видна окантовка посадочного места и заглушка выделяется на фоне основного корпуса.


И да, в комментариях наверняка напишут, что «кубик маленький, а ты попробуй чего-нибудь большое и высокое напечатать». Но и так очевидно, что без термокамеры такая модель из-за усадки при охлаждении периметров скорее всего треснет по шву и я удивлялся не целостности кубика, а что покрытие удержало его без всяких намазок. Печатаю сейчас и вспоминаю запах БФ2, разведенного со спиртом, который сначала воняет когда его наносишь, а потом когда стол греется. Так что для меня этот результат очень даже крутой.
Доработка
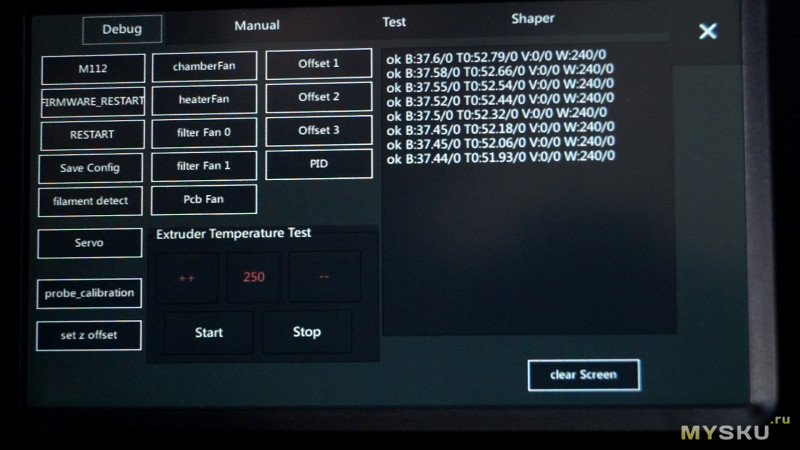
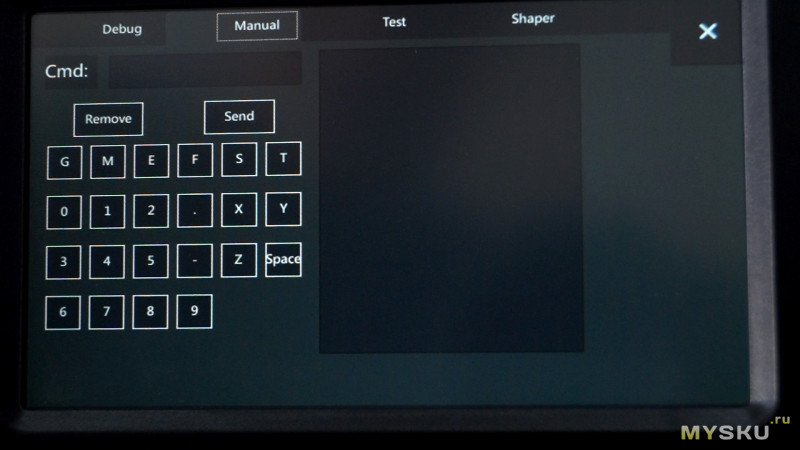
В стоковой прошивке есть инженерное меню, для этого нужно нажать на Machine Info и удерживать палец секунд 15-20.
После этого на экране появляются 4 вкладки: Debug, Manual, Test и Sharping. В теории глобальными настройками можно управлять с помощью терминала и выгрузки-правки-загрузки файла printer.base.cfg, но я в это не вникал и решил поставить мод прошивки.

На ранних прошивках OrcaSlicer мог передавать файлы в принтер, но в последней что-то сломали и такая возможность пропала. В версии 2.0 починили, добавив протокол FlashForge.
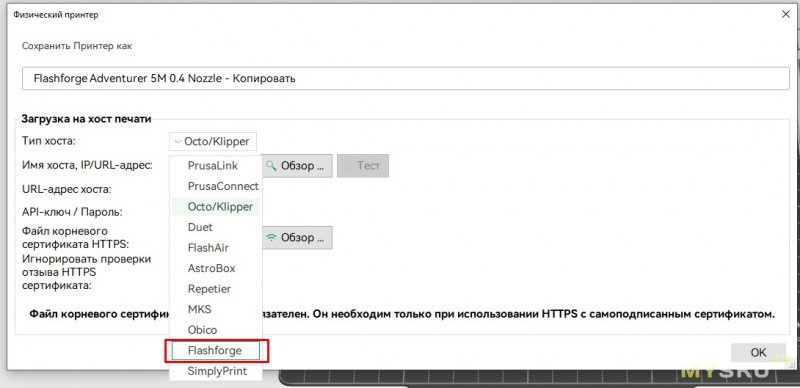
Но на момент написания обзора решением проблемы была только установка KipperMod, которая занимает 5 минут. В поведении принтера ничего не изменится, но появится возможность полноценно пользоваться другими слайсерами, управлять устройством с помощью дополнительных инструментов типа Флюида. Он же открывается и во вкладке «Принтер» Orcaslicer.
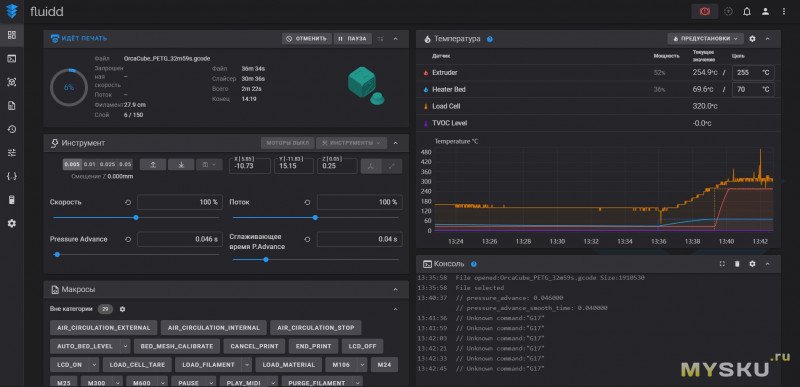
Так же начинает работать передача файлов напрямую из орки.
И при желании меняется интерфейс принтера если скачать мод с Klipper Screen.

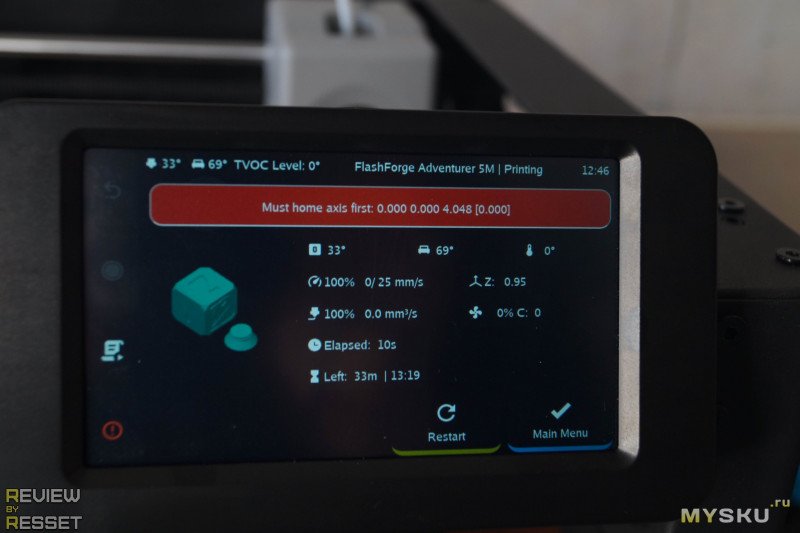
Во время печати можно нажать на любой из параметров, отображаемых на экране и изменить его. Всплывающая ошибка вылезла из-за одного параметра в слайсере.
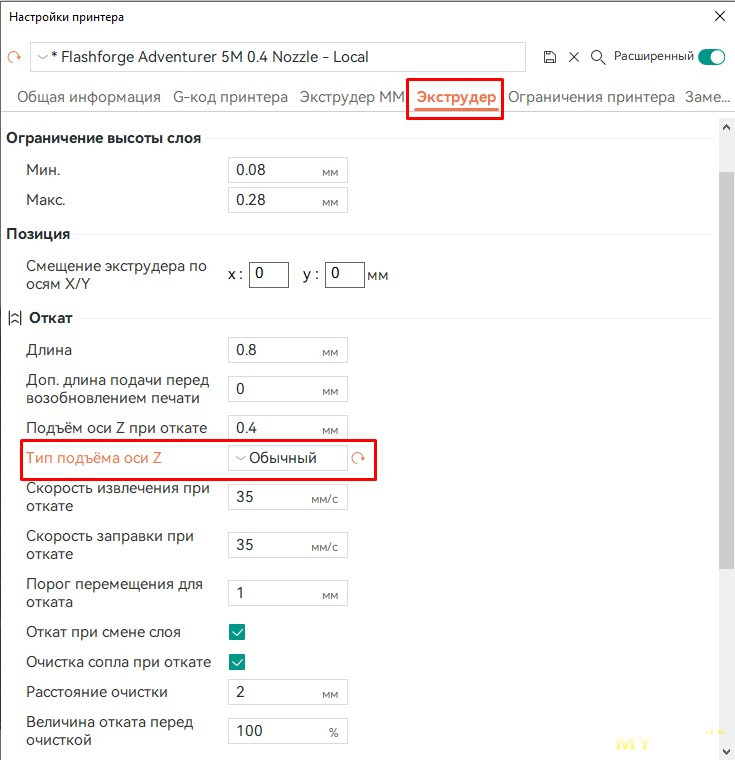
В профиле принтера во вкладке «Экструдер» нужно выбрать «Тип подъема оси Z» — «Обычный».
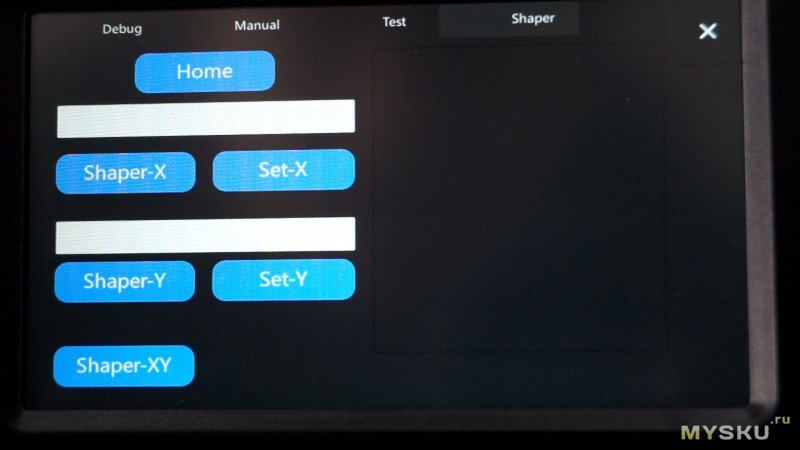
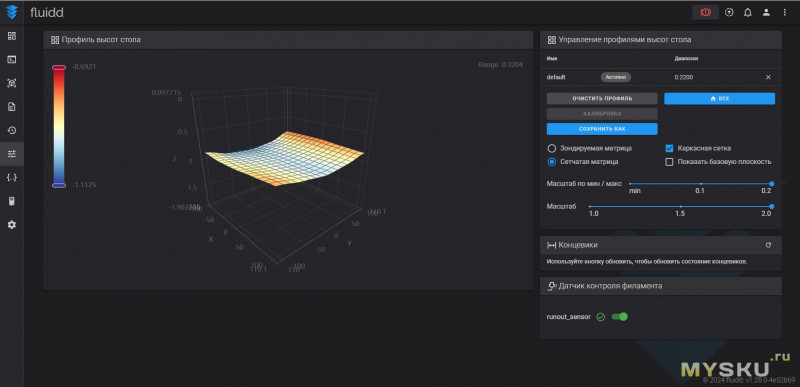
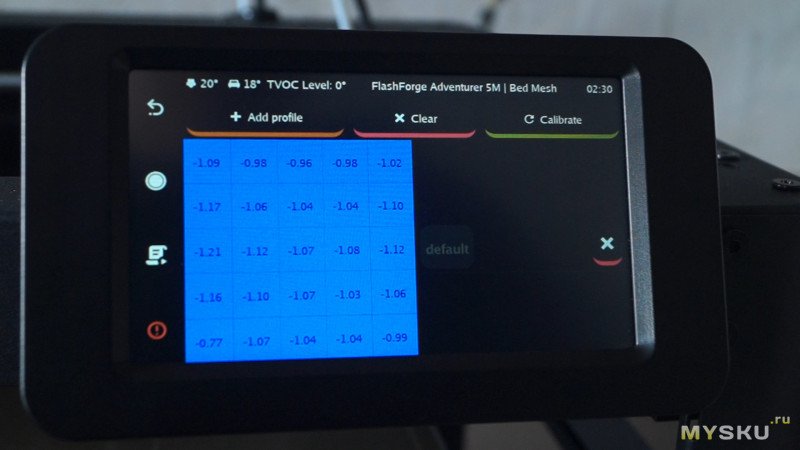
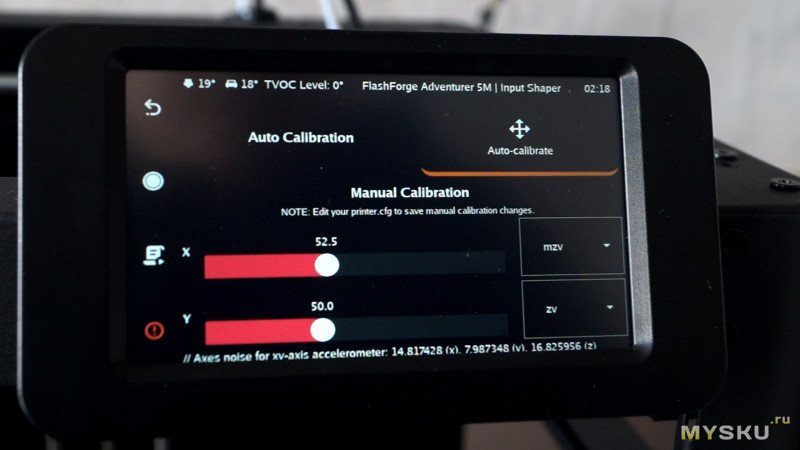
Калибровка стола и инпут шейпер стали нагляднее, отображаются перепады и показания акселерометра с подсчетом глобальных ограничений. Для стола можно создавать несколько профилей под разные сопла, чтобы не проводить калибровку после каждой смены.
Из минусов:
— Перестанет работать связь в слайсере FlashPrint 5, так что если вы новичок и всё устраивает, я бы остался на стоке.
— В орке нужно зайти в профиль принтера и во вкладке «экструдер» заменить «Тип подъема по оси Z» на «Обычный», иначе во время печати будет всплывать сообщения о некорректных командах и засорять лог.
— Так же в слайсерах нужно будет изменить стартовый и конечный G-код со стандартных команд на макросы, иначе принтер будет ругаться на необходимость парковки перед печатью и после оставит стол с соплом в последней точке, испортив крышку модели.
START_PRINT BED_TEMP=[bed_temperature_initial_layer_single] EXTRUDER_TEMP=[nozzle_temperature_initial_layer]END_PRINT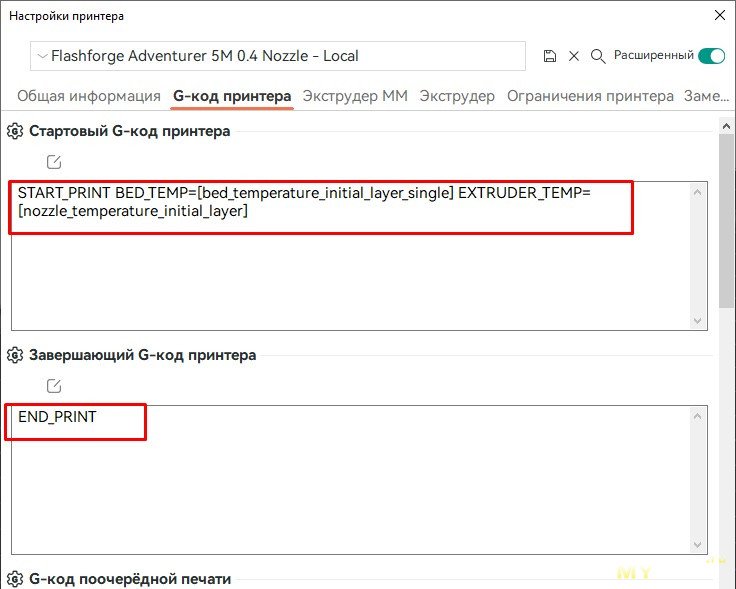
— Замену филамента придется делать вручную, активируя подачу на заданное расстояние с нужной скоростью. Не большая проблема, но новичков может запутать. В меню есть и пункт «загрузка», но я не понял как его отключить. Ну или может он сам остановится через пару десятков сантиметров, что не очень удобно.
— Невозможно подключиться к WiFi сети, в имени которой есть пробелы. Бился с этой проблемой пару дней, пока не зашел по SSH и не увидел какую ошибку выдает терминал на команду подключения.
— Ну и обилие настроек не всегда хорошо, т.к. будет соблазн влезть куда не надо и потом разбираться как всё вернуть на место.
Повторюсь, на стоке принтер печатает отлично, после прошивки его поведение не меняется, просто пользователю даётся больше свободы в настройке и мониторинге. Думаю большей части владельцев этого не нужно. Ну и возможно если не ставить клипперскрин, останется прежний интерфейс, я не проверял.
Что внутри
Ну и конечно я лазил под заднюю крышку. Разместили всё довольно компактно.

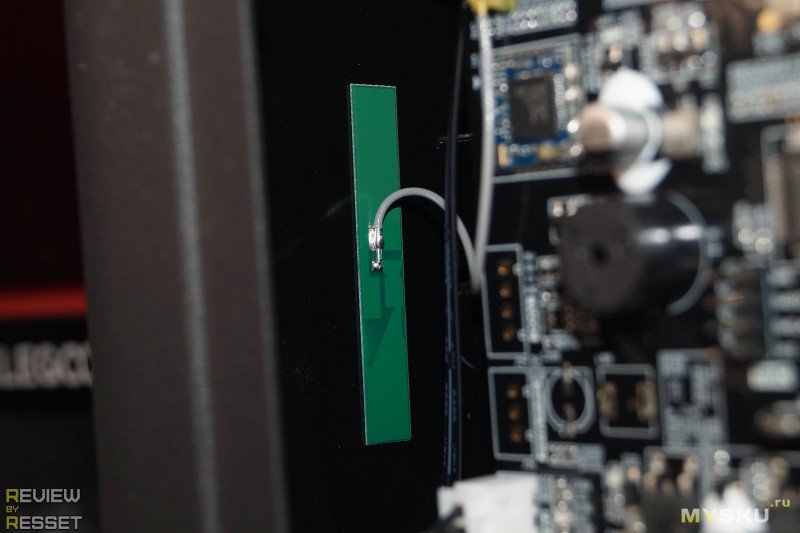
Антенна WiFi находится на пластиковой вставке с правой стороны корпуса, кстати, связь принтер держит отлично, уровень сигнала выше, чем в телефоне.
Основная плата поближе, маркировку не терли, думаю все элементы можно разглядеть.
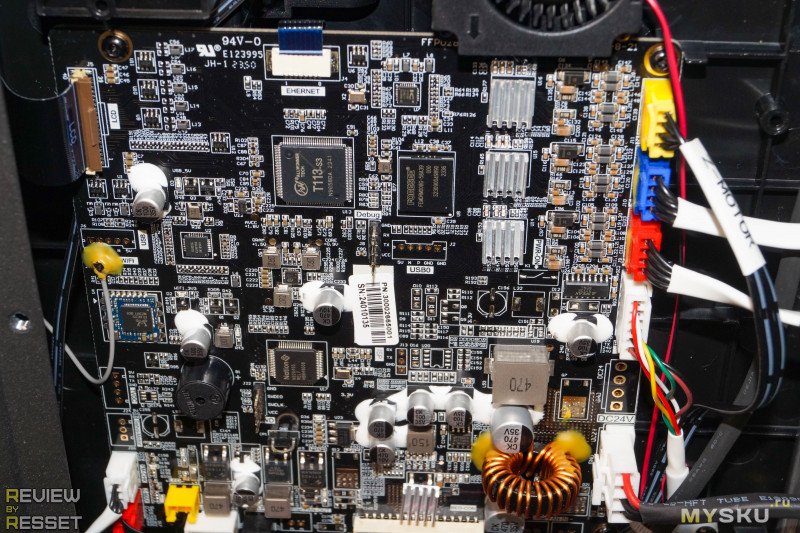
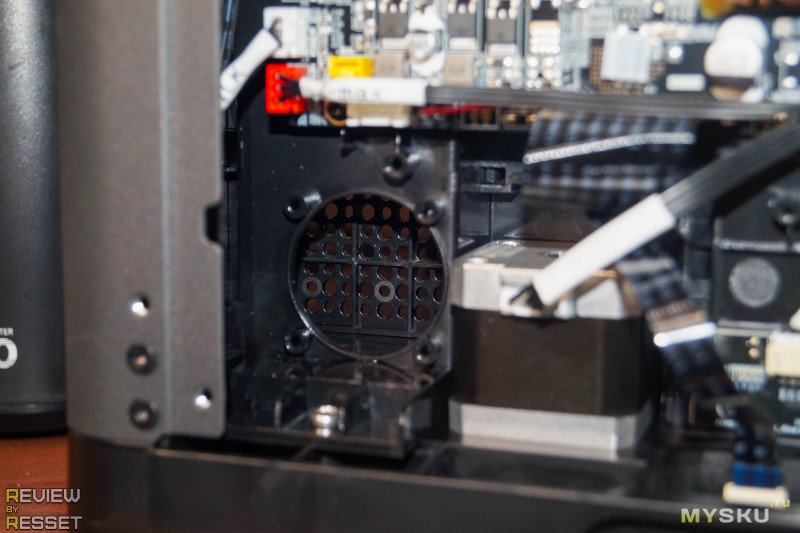
Драйверы не съемные, стоит отдельная улитка для их обдува.
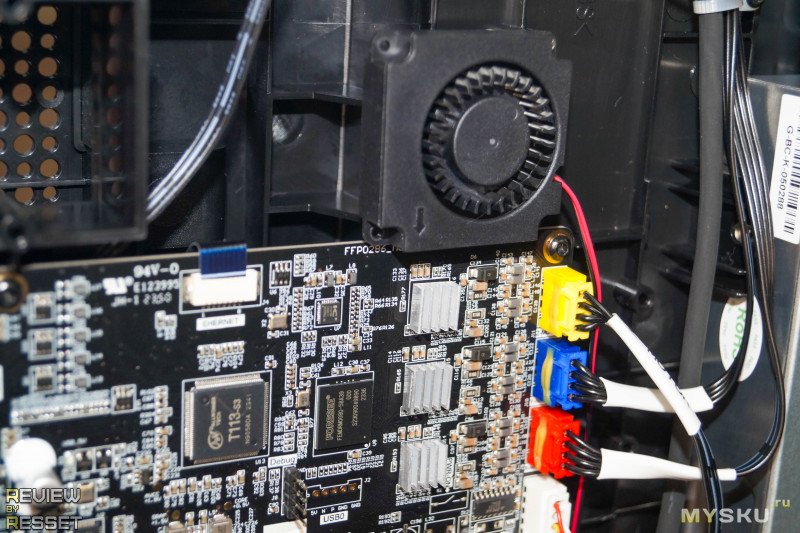
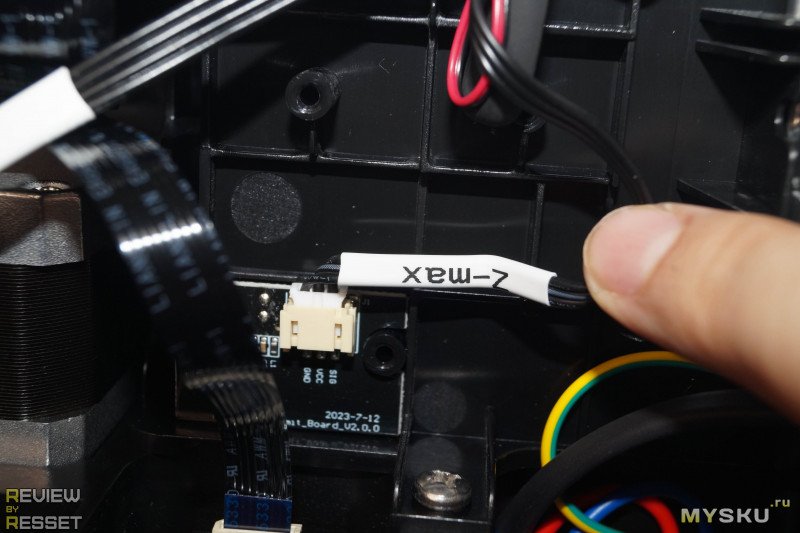
Остались свободные места и под вентиляторы вытяжки Про версии. Внизу по центру нашел плату концевика оси Z по которому паркуется стол. Не очень удобное решение, т.к. перед печатью ему постоянно приходится опускаться максимально вниз и затем подниматься, но возможно на то были свои причины.
Блок питания 24В 14.6А, в случае поломки можно будет легко найти замену.

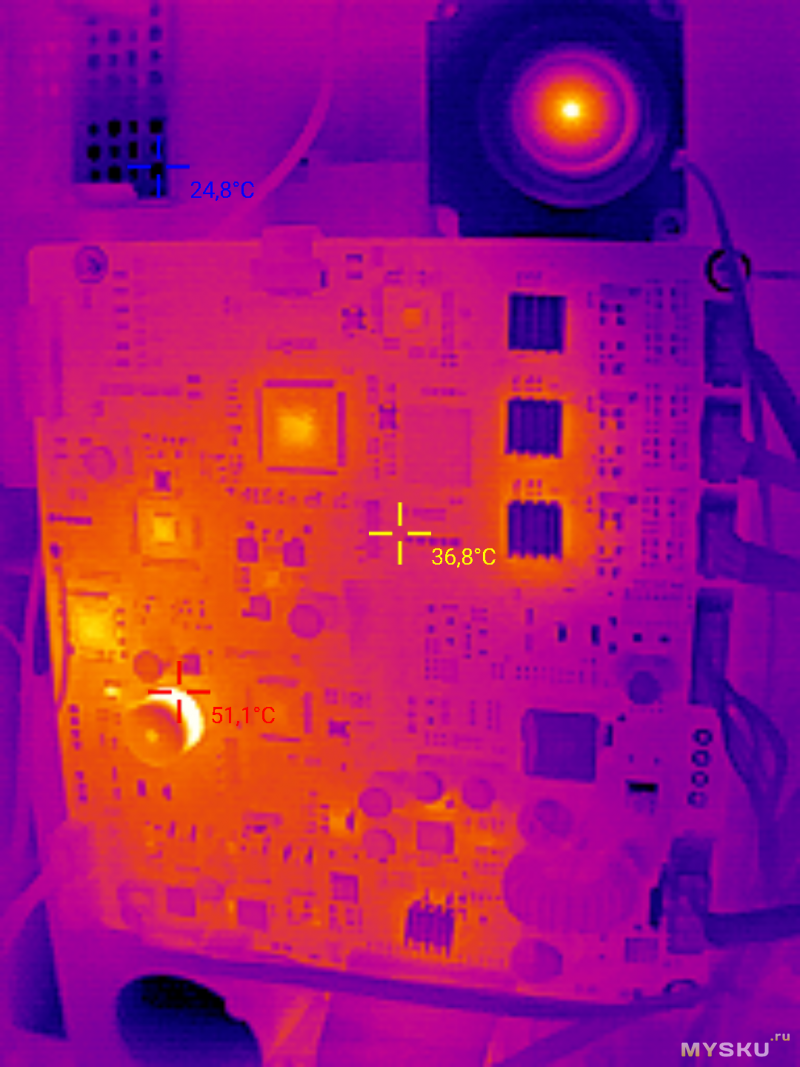
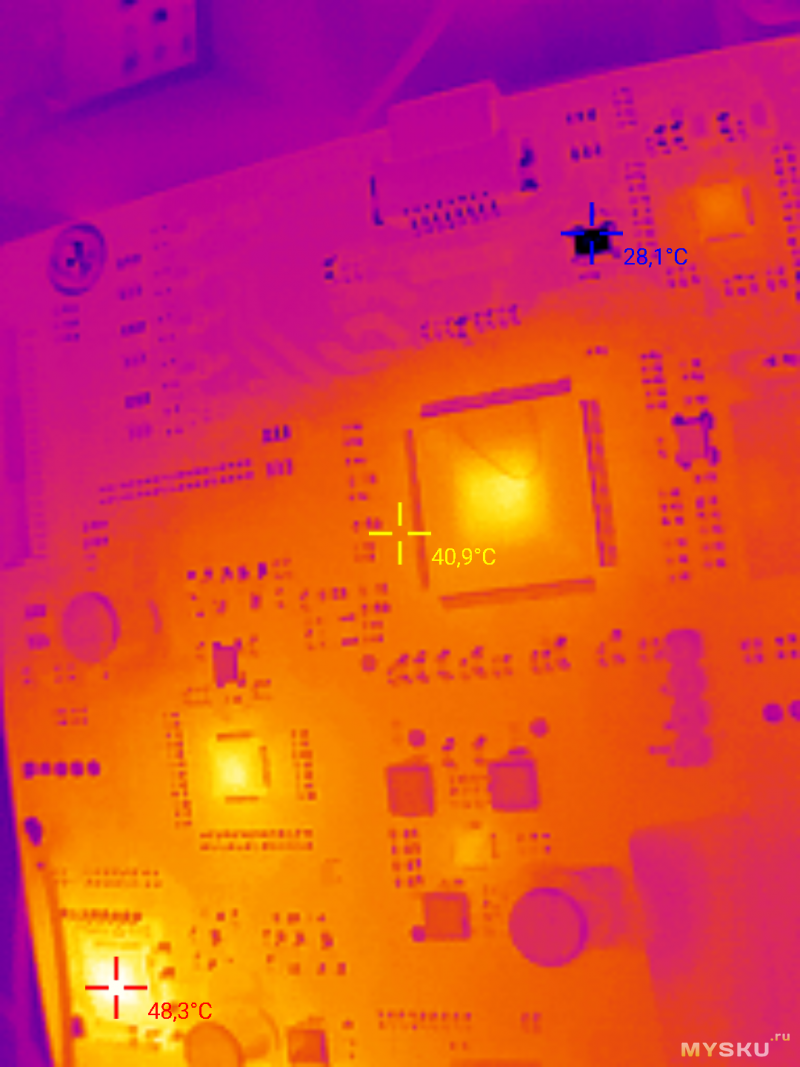
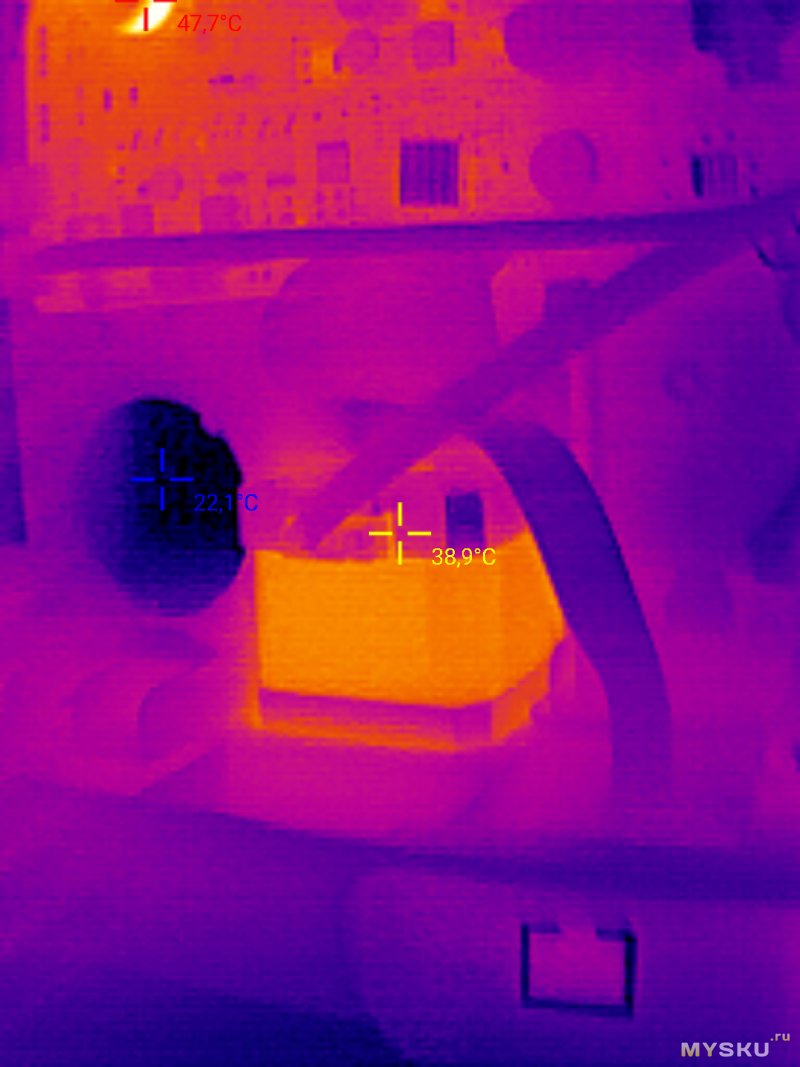
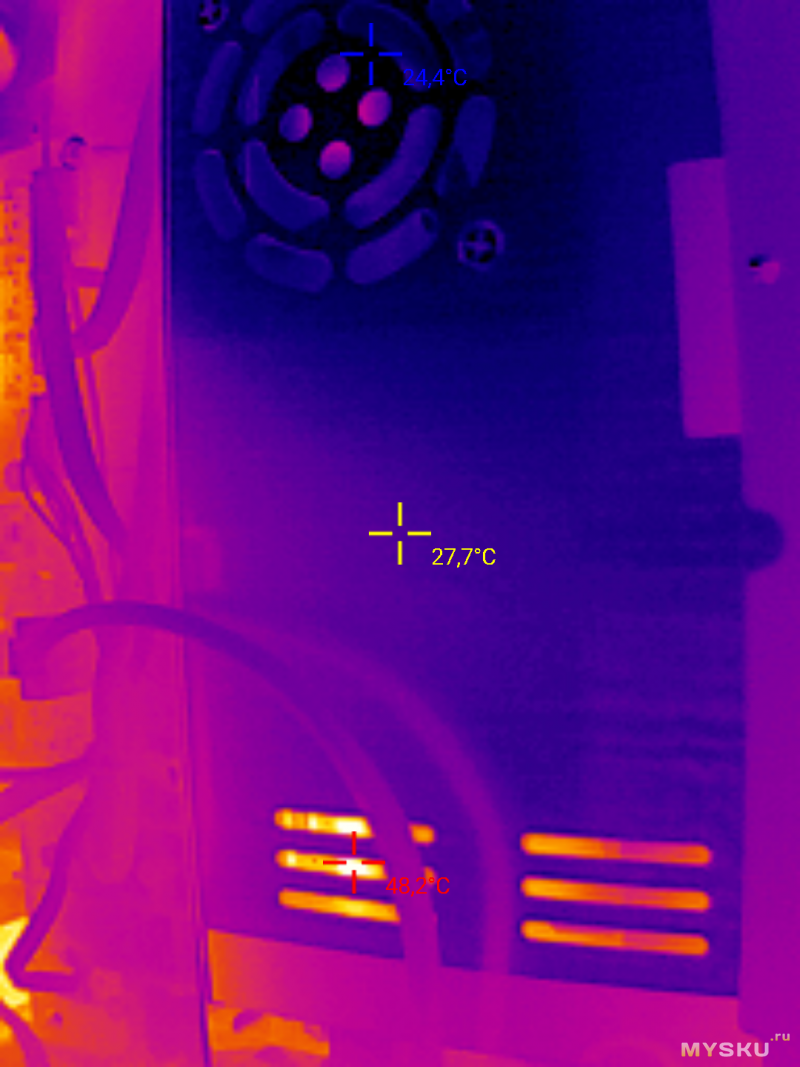
Немного термоснимков во время продолжительной печати. Больше всего выделяются двигатели X и Y, но выше 60 градусов нагрева не наблюдал, что для них вполне прохладно.
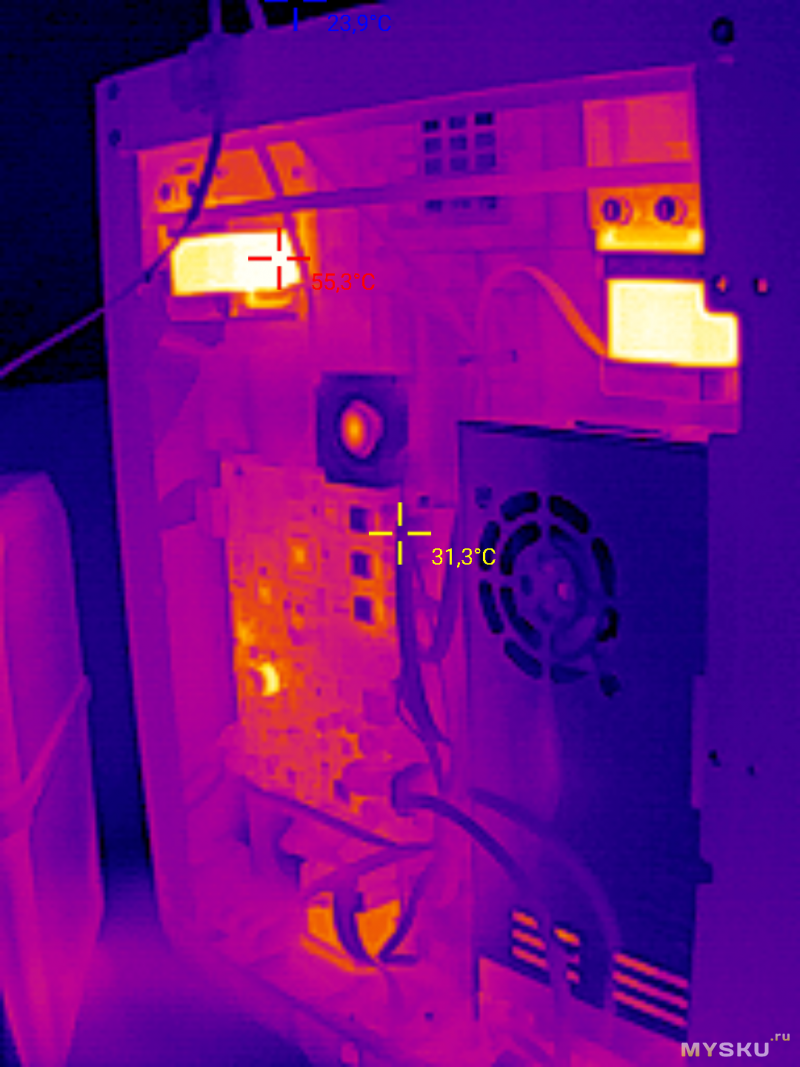


Контроллеры так же холодные, только пьезо излучатель что-то греется как не в себя. Может сзади его что-то припекает, но выглядит странно. Драйверы осей не греются.
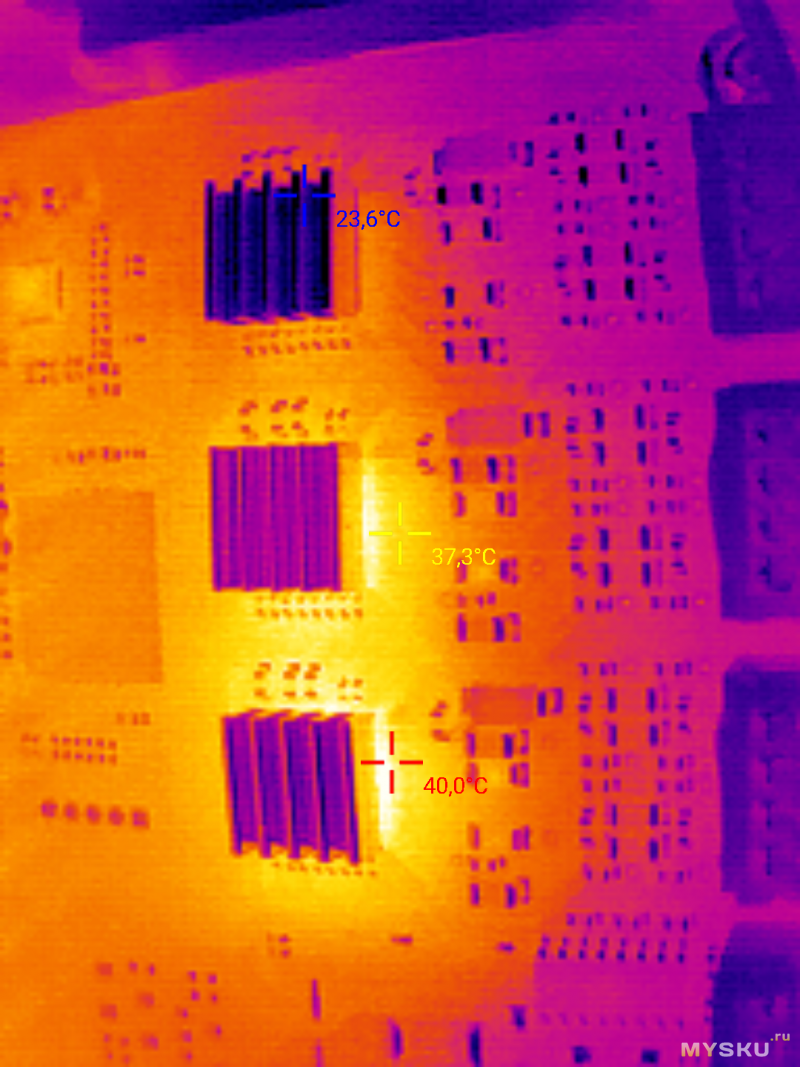
Кстати, двигатель по Z даже не сразу заметил, слился с местностью. В блоке питания через вентиляционные отверстия ничего критичного не заметил.
Что по шуму
Почему-то многие у меня это спрашивают, как будто планируют спать с принтером в обнимку. В любом случае он будет шуметь. Я уже писал о страшных звуках при быстром движении стола после парковки, так же заметно повышает его уровень вентилятор обдува модели. Постарался замерить показатели во время быстрой печати со включенным на всю обдувом с одного и двух метров от рабочего места. Думаю с закрытым корпусом будет значительно тише.


Закинул в ютуб отрезок с допечатыванием кораблика на максимальной скорости с полным обдувом, можно оценить шум в процессе и промотать в конец, где вентилятор отключается.
Доработки
На самом деле без них вполне можно было обойтись, но мне так стало удобнее пользоваться.
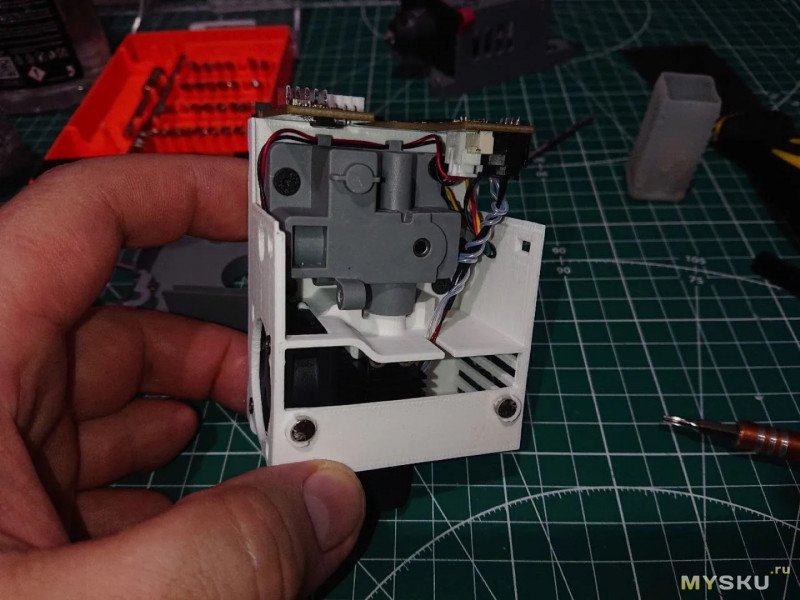
1. Переместил датчик филамента наверх и напечатал гибкий кабель-канал для провода как это сделано в Про версии, докупил метр фторопластовой трубки и нарастил так, чтобы она доставала от датчика до сушилки филамента. Таким образом на пруток не будет оседать пыль и он не будет ни обо что тереться.

2. В комментариях MoDMaN обратил внимание на люфт каретки, из-за которого у него был слышен дребезг во время печати. Я лишних шумов не наблюдал, её же еще по два ремня с каждой стороны таскают, но всё же снял задние пластинки и подкинул под них вспененную подложку(первое что нашел в гараже).


Вместо подшипников здесь используются втулки и пластины при установке прилегают недостаточно плотно к ним. Разницы в поведении не заметил, но хуже точно не будет.


Купон
Я попросил у продавца скидку для читателей муськи и он предоставил купон OQGZWUAW29C9, снижающий цену до 32000 рублей. Это конечно не так щедро как во время распродажи, но лучше, чем без него.
Итоги
При написании обзоров товаров, предоставленных по п.18, я держу себя в руках даже если мне очень понравилось. Но этот принтер я купил во время распродажи и могу не сдерживаться. А еще нужно учитывать, что я давно не обновлялся и особенности, которые для кого-то уже стали чем-то обыденным, для меня в новинку и вызывают восторг. Кроме меня во время распродажи эту модель купили еще несколько человек и судя по комментариям, так же остались крайне довольны )
Так вот, за 27-32 тысячи рублей FLASHFORGE Adventurer 5M просто подарок, как для новичков, так и опытных пользователей. Сомневаюсь, что кто-то предложит вариант лучше. Перед покупкой я мониторил рынок, рассматривал несколько моделей и что-то из более именитого с подобным функционалом стоило прям сильно дороже. Тут есть всё для комфортной печати из коробки без вмешательства в конструкцию, а при желании можно помучить прошивку, получив еще больше свободы в настройке. Давайте пройдемся по особенностям принтера:
+ Конструкция собрана на 99%, покупателю останется поставить на место дисплей, рукоять для катушек филамента и трубку. После включения система пошагово подготовит принтер к работе, так что вряд ли у кого-то возникнут проблемы на этом этапе. Ничего не натягивал и не подкручивал и первые модели получились отличные, разве что Pressure Adwance немного подстроил, но это не связано с механикой.
+ Кинематика Core XY. Сейчас и дрыгостолы могут хорошо работать на высоких скоростях, но на неподвижном гораздо удобнее печатать высокие узкие детали, особенно из эластичного филамента, ну и такой корпус проще прикрыть панелями для создания термокамеры. Стол фиксируется на четырех направляющих и двигается за счет трех валов с ременной синхронизацией. Проблем с ним никаких не было.
+ Прошивка клиппер в симбиозе с нормальной механикой и электроникой позволяет разгоняться до 600мм/с, в слайсерах по умолчанию свободные перемещения ограничены 500мм/с. Из-за вязкости филамента, печать упирается в 300мм/с в идеальных условиях, что тоже не очень мало, но и она будет уменьшаться в зависимости от выбранной модели, т.к. существует множество зависимостей, которые нужно соблюдать, чтобы получить хороший результат. Так что данная модель сможет печатать намного быстрее, чем ваш принтер с максималкой 100мм/с, но скорее всего не в 3 раза.
+ Поддержка проводной и беспроводной сети. Я только пару раз вставлял в него комплектную флешку когда копировал с неё калибровочные модели из орки, а после прошивки больше не брал её в руки. При чем его и прошивать бы не пришлось, если бы они не убрали поддержку сторонних слайсеров в последнем обновлении. В саппорте ответили, что это какой-то сбой и они работают над исправлением ошибки. Но кто знает, может на момент публикации обзора выкатят прошивку, в которой это исправят. Уже исправили.
+ Отдельного внимания заслуживает стол:
Автокалибровка по 25 точкам считывает все неровности стола и учитывает перепады при печати модели. Первые слои всегда получаются идеальными. Но я не удержался и всё таки выставил стол максимально ровно, подкрутив винты, спрятанные под пластиной. Снизу нужно будет фиксировать гайки и быть очень осторожными, т.к. основание крепится к тензодатчикам. В итоге максимальный перепад составил 0.2мм и даже во время печати крупных моделей я не замечаю зональную коррекцию по Z, которая была по стоку.
Почему владельцы принтеров не скинулись и не поставили памятник человеку, который придумал пластины с магнитной фиксацией и PEI покрытием? Это же чудо какое-то, липнет всё намертво, после охлаждения само отлипает, в особо тяжелых случаях нужно её снять и слегка изогнуть. Уже купил 3мм листы акрила, попробую аккуратно обшить корпус и можно будет свободно печатать АБС пластиком. Максимальная температура платформы 110 градусов.
+ Обдув модели продумали, поток направлен куда нужно и это хорошо, т.к. приколхозить что-то своё будет довольно проблематично. Вибротест позволяет обнаружить отклонения при резких движениях каретки и компенсировать их, снизив ускорения для безопасного уровня. Интересно, при чрезмерном ослаблении ремней или появлении люфта втулок, система сообщит о критичном состоянии или будет молча душить скорость? Ну и директ экструдер тоже несомненный плюс он обеспечивает более равномерную подачу и меньше проблем с ретрактами.
± С соплом ситуация спорная, его сделали несъемным и оно меняется целиком с хотендом и нагревательным элементом. Запасные при этом стоят не очень гуманно, так что остается надеяться, что ресурс у них будет хороший. По крайней мере я пока жалоб не находил. Но в остальном данный узел отличный, нагрев очень быстрый, максимальная температура 280 градусов. Это как пользоваться обычным паяльником и попробовать модель на Т12. Остается надеяться, что со временем модули подешевеют или их начнут подделывать, снижая цену. Сопло сделано из стали, а не латуни как у многих принтеров, так что износостойкость у него выше и даже некоторыми композитами без проблем можно печатать, но для агрессивных наполнителей нужно докупить 0.6мм, оно делается из закаленной стали.
Кто-то пишет, что эта модель шумная, но предыдущий мой принтер работал еще громче, правда там похоже блок питания с внешней стороны старался, а у 5М это обдув. То ли вентилятор такой, то ли выходные отверстия от потока воздуха громкие звуки издают. На флешке есть детали для печати закрытого корпуса, думаю это ощутимо приглушит звуки, издаваемые внутри камеры. Пластиковое основание еще шуршит во время парковки и поднятия стола, но это происходит один раз до печати, потом тихо себя ведет.
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
UPD ниже буду подкидывать ссылки на полезные модификации
Официальная модель корпуса для создания закрытого бокса
Переделка печатной головки под hotend от bamboolab
| +38 |
1776
45
|
| +115 |
6162
104
|
| +10 |
2087
73
|
| +25 |
2611
64
|
И да, стоит бесперабойник давно, БУ можно на авито неплохие варианты найти под несколько аккумуляторов, которых хватит на час печати. Даже как-то инвертер подключал к автомобильному аккумулятору, чтобы допечатать большую модель после того как ИБП помирать начал )
Хочу сравнить свой ghost 5 на стеройдах и 5M по времени печати одних и тех же деталей.
А то есть желание сменить, но пока с земноводным не договорился о причинах замены.
Принтер за свои деньги действительно неплохой, особенно, если брать как первый.
Собственно память на пределе — его главный недостаток. почитайе профильный чат, там народ придумывает как попроще туда внешний хост прикручивать и пока это задача с перепайкой контролера в голове на тот, что нормально шьется. в общем та еще задача. Это вот китайская способность сделать отличный принтак и обгадиться в какой-нибуть дурацкой мелочи типа этой или стеклянного нагревательного стола во втором Реборне.
Дрыгостол есть для технички.
Я уже все виды собрал: дрыгостол, дельту, кубика, два фотополимерника и комплект для сушки/мойки уже второй. От эникубика первый не особо впечатлил )
Вообще говоря тестовая печать не совсем понятна по качеству, когда вы печатали стоковым пластиком, т.к. он неслабо маскирует дефекты. На белом тоже ничего не видно.
И я погуглил, Burnt Titanium это вроде не высокоскоростной, а просто пластик который создан специально чтобы маскировать дефекты:
Если все хорошо, то в последнее он не должен уместиться совсем, нет?
Так же пишете что будто бы не калибруете стол перед печатью, но многие часто в клиппере включают KAMP и калибруют стол перед каждой печатью чтобы снизить шансы дефектов на первом слое.
А вообще выглядит этот принтер судя по обзору очень привлекательно.
В последнее должно войти очень плотно, но из-за усадки пластика зазор чуть больше нулевого, из-за этого проваливается если надавить, а чтобы выпало нужно чуть стряхнуть пластину. В настройках корректируется до идеала в зависимости от используемого пластика, но обычно приходится подстраивать, чтобы расширить отверстия, а не наоборот. Так что я считаю, что результат для стоковых настроек всё же положительный )
За время использования делал пару раз перекалибровку, но карта высот менялась очень незначительно, так что решил не заморачиваться пока дефектов нет и перепечатал уже кучу моделей без вмешательства. Хотя по-хорошему конечно стоит каждый раз калибровать. Мало ли, по Z отклонение какое появится аномальное и сопло недешевое покрытие расцарапает.
Кажется уже второй раз бегу покупать после вашего обзора ;)
пробовал ставить клиппер мод, но не осилил норимально откалибровать ось Z — нет, деталь вроде на дефолтных настройках печатается и прилипает, но вот такого красивого отпечатка подложки добиться не удалось.
Повторно нарезал эту же модель и нормально всё напечаталось. Уже потом подумал, что стоило выкачать G-код и посмотреть где косяк был. Может где-то знак препинания потерялся при формировании файла. Не думал, что эта проблема может возникать так часто. Нужно поискать какие-нибудь утилиты анализа, которые покажут есть ли отклонения перемещения в уже сформированном коде.
Можно тг чат владельцев? Я то мне пришлось самому ковыряться во всём этом )
проблемные печати были через вай-фай, но теоретически он же все равно, сначала в себя файл сохраняет, потом печатает — что с флешки, что с сети.
чат вот: t.me/FF_5M_5MPro
За ссыль спасибо, вступил.
Можете каким ни будь приложением померять?
Какой у Вас принтер?
душит земноводное.
Напишите название своего принтера, я подгружу его стоковые настройки и сравню со своими. Будет 1-2 картинки отличающихся пунктов. При желании Вы можете сделать то же самое )
Я поставил вот этот билд Orca Slicer и заработала печать через wi-fi, сильно доволен его скучностью)
Поначалу пользовался сушилкой для фруктов за 1000+ рублей, но в какой-то момент она свихнулась и поплавила катушку. Кто-то кладет на стол принтера, накрывает чашкой и оставляет при 60 градусах на несколько часов перед печатью, получается вообще бесплатно )
Но для меня есть два критических момента. Стол всего 220*220 что маловато. Я не стал бамбуки брать с их 256*256, потому что тоже маловато. Печатаю на k1Max и теперь жду Creality K2 (там заявлено поле 35см по всем осям)
И всего 280 градусов нагрев сопла. Если захочется печатать нейлоном, этого будет мало.
А соплу от лишних 20 градусов вряд ли что-то будет.
На 300мм/с очень большой дефект эхо на боковых стенках деталей. Снизил скорость до 120мм/с стало почти не заметно.
Реально работающая калибровка стола. Отличная стоковая прошивка и продуманный интерфейс экрана. Печать по wifi прямо из orcaSlicer. Очень быстрый. Слои кладет один к одному. Если печать с толщиной слоя 0.1мм, то на вид как завод.
На официальном сайте есть модели для самостоятельной печати корпуса.
Старый, безродный, влажный PLA не липнет к столу. На flsun qq-s этот же пластик легко прилипает к стеклу с их фирменным покрытием. Надо быть осторожным с выбором производителя пластика.
Несмотря на всё это, считаю, что за $250..$300 A5M супер принтер.
Выше ссылку кидали на билд для 5М, видимо Вы его ставили, а не оригинальный )
Посмотрел, оказывается уже стабильная двойка появилась )
Если во втором поле вбить IP и что то там stream (точно не помню), то из orcaSlicer напрямую можно получить доступ к камере.
А во вкладке «Принтер» флюид случайно не ожил? )
Может быть, спонтанные прерывания долгой печати, о которых писали выше связаны с нехваткой памяти?
Что именно показывает флюид — хз. Было бы интересней top глянуть.
У меня был лонгер, собранный по подобию кажется второго ендера. Работал хорошо, но медленно, плюс боуден, так что приходилось при смене пластика постоянно перебирать параметры, чтобы нормальный результат был. Так то не сильно напрягало, начинали то с прюш еще, но всегда хотелось, чтобы всё само работало. И после перехода со старичка, 5М показался просто божественным. Как первобытный человек вокруг него ходил и удивлялся ))
После обзора с продавцом общался, предложил мне прошку со скидкой, но там отличий не так много по сути. Сразу закрытый бокс из коробки, запасное каленое сопло 0.6мм, отключение питания через заданное время после печати и камера, которая в том числе может отслеживать отлипание моделей, вот последние пункты заинтриговали. Ну и фильтрация воздуха, чтобы во время печати АБС не так сильно вонял. Для мастерской не особо актуально, а для дома может пригодиться.
Пластик для теста не совсем честный там легче прячутся дефекты на фото. Плюс всегда вау эффект у таких бывает из за цвета. Но это так придирка.
Очень интересна система подачи пластика. Как реализована?
Что там насчет ускорений?
Самый жирный минус всему принтеру это конечно сопло. Сейчас из-за этого вот думаю — брать не брать creality k1c из за их специфичных сопел (но они 4 шт стоят 2000 рублей, вполне терпимо конечно). Но завтра им что то взбредет в голову как обычно и эти сопла пропадут из продажи. Ну нафиг.
Если счастливый обладатель данного девайся, попечатает любым абразивным пластиком он очень сильно удивиться что его сопло стало 0.5 через какое то время ). Опять же через пару тройку лет они будут в продаже?
То есть если сравнивать по цене то crealiеy k1 (С доработкой шкивов за 500 руб.) выглядит выгоднее в долгосрочной перспективе. Вы эту разницу в цене, если интенсивно печатаете, потратите на сопла за пару лет. А потом эти сопла пропадут из продажи и вы пойдете покупать новый принтер.
Плюс у Creality огромное комьюнити и с принтером и прошивкой можно всякое делать и по всякому настраивать.
В общем если сравнивать к1 это когда ты много печатаешь и очень надолго. Ты не паришься насчет запчастей и через 5 лет.
Да, если печатать пару тройку раз в месяц и купить пару запасных сопел, то думаю и этого надолго хватит. Но по цене повторюсь, это уже почти к1 с почти закрытой камерой и там два раза подумать надо.
По К1 читал много негативных отзывов о необходимости доработки. Не сказать, что это меня сильно пугало, но хотелось максимально беспроблемный аппарат по дене дешевле бамбука. В итоге получилось по цене/качеству лучше, чем ожидал )
Вот по соплам да, косяк. И ещё плохо, что для абразивов только 0.6мм закалили, а 0.4мм просто металл, что конечно лучше бронзы, но износится композитами тоже довольно быстро. Отдельно дозаказал камеру и 0.6 сопло, может надумаю карбоном попечатать — посмотрю как себя покажет )
Кстати какого цвета у вас пластина pei? У меня жёлтого отлива?
Из недостатков ещё бы отметил пластиковые шестерни экструдера.
Вообще сообщество круто развивается, уже и прошивку палкой потыкали и модификаций различных придумали. Я думал уже прошли времена массового допиливания.
Кидайте ссылки, я могу в обзор добавить, чтобы перед глазами было, а не где-то в комментариях )
а как тут предполагается далать термкамеру? просто коробку-чехол/обложить панелями или надо чтото с принудительным подогревом?
Одну сплошную, а одну с заглушками. Может мозаикой выложу чего.
поставил новую прошивку. появилась PID калибровка. после нее проблемный пластик стал вести себя чуть-чуть получше (зона отлипания под юбкой уменьшилась). на конец таки появился IP во кладке info.
чем обработать pla, чтоб сделать его более устойчивым к хлорке?
выставлено 50С, до PID калибровки
выставлено 50С, после PID калибровки
Сейчас вот такую стенку собираю из него
Не критично конечно, но если важна высокая точность, лучше пользоваться термопарой и каптоновым скотчем если терморезинки нет.
Привел фотки как показометр было-стало.
Вы TPU на принтере не печатали? Шестерни для игрушки ABS-ом или PETG?
TPU филамент весь извел, пользуюсь не часто, так что не докупал пока, но натыкался на отзывы, что нормально флексом печатает. Первая пусковая установка из ПЛА, вторая из PETG, обе нормально напечатались и работают, только у петга подачу чуть уменьшил, в генерик профиле единичка была, переливало. Из АБС мелкие детальки с каймой печатаю потихоньку, без камеры страшно что-то крупное пускать. Хотя думаю детали пускалки бы без проблем отпечатал, а вот основной корпус под вопросом — высоковат.
Кстати, взвесил сколько уходит пластика при замене прутка. Получилось 0.76 грамм pla.
Мне еще вот такой вариант понравился. Печатать проще, но нужны будут винты М3 в качестве валов для шестерней.
Из-за этого при нормальной температуре слои почти не слипаются, у меня расслоение под нагрузкой было до 250 градусов. Я ставил 255, экструзию снижал до 0.9, чтобы он не переливал на сплошных заполнениях, но при этом обычное заполнение было очень неравномерным. А еще филамент при проходе налипает на сопло и периодически при достижении определенной массы, эти остатки сбрасываются на модель. Так что первые слои бдил и пинцетом сразу убирал «катышки», пока они не остыли и не прилипли к слою. Чуть отвлечешься и сопло начинает отдирать его на следующем слое вместе с предыдущим. Отвратный пластик, пустил его на панели Skadis икеевские )
Получилось 8 штук 30*30. Верхнее заполнение отвратное, но дно выглядит нормально благодаря перфорированной пластине )
И если не сложно, распишите про Pressure Advance настройку свою (на каком-то сайте модель генерировали?).
Orcaslicer сейчас лучше PrusaSlicer на ваш взгляд?
Так что подружиться с ним чуть сложнее, но оно того стоит )
Кстати у вас ремни об буртики на роликах не трутся? Заметил что у меня уже потёртости, причем локальные (не по всей длине ремней)
А срач потому, что вероятно мазал клеем. Сейчас стекло налепил, говорит лучше этих ваших новомодных пеи.
По поводу ремней, тоже заметил светлые участки на рёбрах местами, но они не расползаются, так что не обращаю внимания. У лонгера край прям терло о профиль, в итоге несколько лет печатал пока не продал )
Короче печатайте и не волнуйтесь, главное клей не использовать.
А вообще вроде как несколько типов покрытий бывает, с прямым нанесением и просто наклейкой. У себя с торца край пленки я не смог найти )
Я нашел на алишечке не оригинальные листы с напылением за $10. Пишут что должно подойти. Камеру дешевле $27 не нашел, а у официалов из-за доставкой получается дороже. Докупил ещё сопло 0.6мм за $26, печатать габаритные корпуса для своих поделок.
Можно ссылку на лист? Я дешевле $20 не находил.
Там дальше выбрать PEI textured with no base
www.flashforge.com/product-detail/flash-maker
И ФФ орку сделали с флюидом во вкладке «Принтер». В стоковой же там ничего не показывает?
В новой прошивке появилась опция полностью отключить все облака и общение наружу. Пока не активировал, но скорее всего включу (пока не понятно до конца, что же конкретно она отключает).
Что такое ФФ орка? Я так и не нашел выкладку флюида и orca slicer 2.0? Киньте скриштот где искать, я проверю на стоке с 2.0 final.
В орке с гитхаба в подготовке ничего не замечал. После нарезки только активируется кнопка печать/сохранить.
www.flashforge.com/download-center/148
На главной странице вкладки: подготовка, предпросмотр, принтер, проект, совсем справа нарезать и загрузить. Я их сейчас вижу и в стабильной версии 2.0 )
Я не Байрон, могу и подойти к принтеру потыкать в экран.
Это основной минус принтера — филамент улетает моментально. Печатает быстро, возни между печатями и постобработки моделей минимум, только и успеваешь накидывать ))
От ФлешМейкера отказался, т.к. он хочет через облако коннектится, а я принтеру закрыл доступ в тырнет.
Хотелось бы контролировать весь процесс с морды, как на мерлине, но пока перетопчусь.
По мунрекеру я разработчикам вопрос задавал когда перевод им делал, может хотя бы через дополнительный порт доступ открыли. Может после праздников ответят чего (после 5).
Это как с телефонами. Со временем пришли к идеальной форме и расположению элементов, так и клепают всё однотипное, меняя только начинку )
Я это к тому, что сами китайцы не способны что-то придумать сами. Качественно скопировать уже могу (раньше и этого не получалось). Если бы bambu lab мы бы до сих пор сидели на убогих Ender-ах за те же $250..$300.
PS Вчера только заказал. Но вчера было на две тысячи дороже. Вышло около 31.000. Фак ((
Но не у всех. Вчера сверяли с двумя людьми из Москвы, у одного 28, у второго 34. Лот с Вашего скрина у одного 34, у второго 40 как на скрине от dsultanr ))
Мейлру с ума вчера сошел с региональными ценами.
Для уверенности спросил у продавца есть ли какая-то разница у товаров по этим двум ссылкам,
он ответил что это абсолютно один и тот же товар и сказал что ты можешь смело заказывать по ссылке с меньшей ценой, что я конечно же и сделал )
Заодно использовал еще предложенную ВТБ карту возможностей для оплаты, по ней еще 2000 кэшбэка должно вернуться за эту покупку.
Теперь вот еще нужно искать какой и где пластик подешевле купить для начала для экспериментов, а то никогда не было еще опыта работы с подобной техникой. Может быть кто-нибудь порекомендует какой и где?
Немного доплатите и возьмите Eryone, при разнице в 100-300 рублей, разница в качестве будет огромна )
aliexpress.ru/store/912612845
Я повелся на хорошие отзывы и купил 2 катушки петга от некрасовского полимера. Третий день бьюсь с настройками, чтобы он хоть как-то печатать начал. От эриона несколько катушек распечатал вообще без проблем как ПЛА )
Насчет глобал сказали не знают кто это. Но опять же, не критично, рака вроде мало и всё равно обычно досылают запчасти. Хотя писали, что при поломке шлейфа, из офишиал стор присылали новый принтер нескольким людям, т.к. шлейфов не было в наличии ))
Ждем-с, что из этого получится!
Спасибо за обзор, он для меня решил вопрос с покупкой!
Сейчас в пользовании Anycubic i3 Mega (7 лет старичку уже) — решил проапгрейдиться
Посмотрел отзывы и конструкцию. Понравилось, что стоит мощный нагреватель на 220в (у всех конкурентов на 12в). Из за этого очень быстро выходит на заданную температуру и быстрее удаляет влагу. Внутри немного утеплён, чего так же не у конкурентов. Из недостатков — очень неточный сенсор влажности. Остальное +- как у всех.
Нужно внимательно посмотреть откуда стук. По видео очень плохо видно, вращается ли вал при этом или его сбрасывает статично, не бьется ли стол в ограничитель, возможно в задней части упирается, просто отдает в левый угол. Нюансов много.
Что за гайка шкива? Вы про гайку винтовой передачи. Я так понял она там специально болтается как овно в проруби, тем самым всем 4 гайкам не страшны перекосы стола (до определенного градуса). Иначе бы стол клинило при малейшем перекосе.
Или вы про гайку которая в подвале держит один из шкивов/роликов ремня?
Напишите в телеграм
@ResSetOk
1. Вентилятор хотэнда очень шумный, и не мудрено — производитель поставил туда высокоскоростную свиристелку 30х30 мм. Весьма неудачный выбор. Понимаю, что места мало, но можно было все же исхитриться и использовать вентилятор 40х40 — тут и обороты можно поменьше поставить при том же потоке, и выбор вентиляторов такого размера гораздо шире — вплоть до Noctua. В общем, этот дико шумящий вентилятор (он реально самый шумный в принтере, не считая обдува модели) я замедлил, включив через резистор — стало заметно тише, при этом охлаждение не пострадало — проверил тепловизором, и даже при температуре сопла 280 градусов на радиаторе горла не более 45.
2. Улитка охлаждения драйверов тоже очень шумная, заменил ее на тихий вентилятор 60х60, который вообще не слышно на общем фоне.
3. Вентилятор в блоке питания дует постоянно, причем на очень высокой скорости, никакого управления оборотами нет и в помине. Пришлось выпилить квадратное отверстие в крышке БП и поставить тихий вентилятор 80х80, а штатный запитать от 12 В. Теперь БП стал почти бесшумным.
опять вы сделали хуже. на больших температурах стола и филамента у вас пластик не успеет остыть и поплывет. такие примеры уже тоже есть и это на стоковом вентиляторе, а что будет на вашем тихоходном?
самое забавное, что потом такие кулибины везде пишут что принтер шляпа и не печатает нормально.
Мне кажется, все не так страшно. Вынимаете сопло, греете радиатор термофеном и проталкиваете пластик через сопло штатным инструментом (проволока такая острая). Не очень понятно, зачем здесь полная разборка головы. Или я чего-то не понял в этой ситуации?
Шлейф оптимально проверять в клипперскрине, как писал выше, он в реальном времени считывает показания тензодатчиков и выводит на дисплей / в веб морду. Тут наверное больше проблема будет герметик отодрать не повредив ничего вокруг.
Надеюсь не сочтут за рекламу, вот тут есть ответы на множество вопросов владельцев, доработки, да и советом помочь могут во флудилке:
t.me/FF_5M_5MPro
Думаю, надо просто поставить IP камеру.
wiki.flashforge.com/en/Orca-Flashforge-and-Flashmaker/flashmaker-quick-start-guide
Вообще, ослабление прижима есть — винт сбоку головы.
При обратном ходе по оси Х головка бешено скачет рывками. Драйвер что ли вышел из строя?
Отбой, разобрался в проблеме. Оказалось, что при установке боковушки я использовал слишком длинный винт, в который упиралась каретка при движении по оси Y.
Чего Вы там ваяете с длинными винтами? Зашиваете корпус?
от FDplast то же самое. Что надо в настройках Орки поменять, чтобы такого не было?
Можно попробовать температуру поднять и проверьте очередность печати стенок, лучше первой оставить внутреннюю, чтобы внешней было за что цепляться.
Температурную башню печатали?
Такое впечатление, что сопло немного не доезжает до стенки отверстия.
Кстати, не могу понять, каким образом можно в Орке сделать поддержку по всей площади нависания. Получается вот что:
Профиль выбирали ФФ или подстраивали другой?
Прошу прощения за наивные вопросы.
Полный ноль. Планирую покупку принтера для печати сборных корпусов электроприборов размеры собранного изделия примерно 25х15х15 см. Качество поверхности не принципиально, а вот прочность детали и скорость печати- да. Смотрел на K1C, FB Ghost 6. Критерий — «печать из коробки».
Подойдет ли FF для крупных деталей? Каким пластиком (дешевле) это лучше делать? (как я понимаю, усадка мешает стыковке деталей). Еще раз благодарю!
Сегодня закончилась катушка и надо было сменить знаете сколько это времени заняло? Ваши варианты?
Более получаса, но самое хревое что пластик я так и не сменил. То что на старом принтере занимале не более 2-х минут здесь превратилось практически в эпическую битву. У принтера в башке что то трещит но новый пластик до хотенда подавать не хочет. Я подумал может меня с диаметром филамента поимели, но померял 1,75-1,76мм.
Значит завтра предстоит разборка всей башки чтобы поменять пластик, это… зря здесь запретили матерные слова.
1. Принтер шумит как не в себя. Если были в серверной то поймете. тут чуть потише но также нудно.
2. Долгий старт и время начала печати. Если он вам пропищал это не значит что им уже можно пользоватся. От включения до начала печати проходит до 5 минут.
3. Ни по сетке ни вайфаю программы его не видят, хотя сам принтер успешно обновляет прошивку.
4. Смена пластика, если на старом достаточно было включить нагрев, вытащить старый и протолкнуть новый пока не пойдет новый цвет то здесь смотри выше.
5. Не понятно почему он постоянно дегает ось Z. Она постоянно в движении вместе с остальными осями.
было еще что то но не могу вспомнить
С новой прошивкой принтер один раз завис при попытке поправить температуру с сенсорного экрана. Пришлось использовать кнопку включения ). Но впечатление от принтера только положительное. Скорость и качество лучше чем у Эндера 1КЕ. Планирую зашить, будет тише и пыль не будет попадать.
Спайщик https://aliexpress.ru/item/4000868558106.html
Из коробки принтер тест на допуски не прошел. Пришлось проходить калибровку, настраивать параметры в орке. Только после этого винт в кубе орки закрутился.
просто другие должны знать что не все так безоблачно. Пока я вяло переписываюсь с продавцом и тех. поддержкой, точнее они не спешно отвечают. Принтер стоит, печать на нем невозможна, пробег 367м за 44часа. Если поделить на стоимость прнтера то мне проще было бы заказать печать на авито.
2. У меня начало печати ПЕТГом занимает минуты 3, секунд 20-30 грузится система, 2 минуты греются стол и сопло. Это среднее время для всех принтеров, что у меня есть. Учитывая, что печать обычно занимает несколько часов, не так уж много теряется )
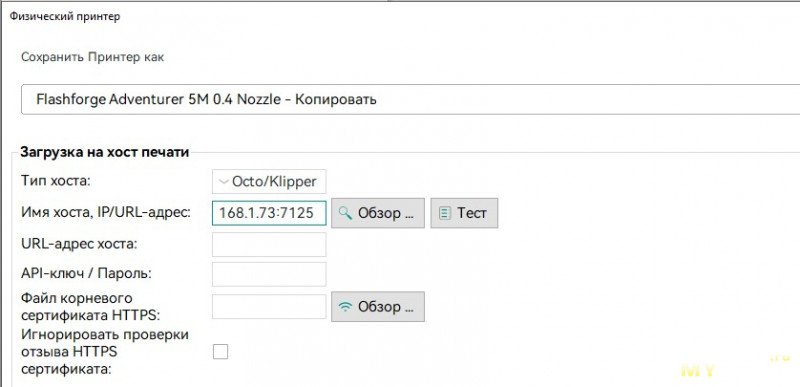
3. В орке версии 2 и выше в настройках принтера выбираете протокол флешфордж и вбиваете айпи принтера, все поднимется и это есть в обзоре.
4. Есть неудобство в отсутствии рычага освобождения прутка и сантиметров 10 филамента расходуется впустую, но при смене мне ни разу не приходилось снимать хотенд. Главное соблюдать правило: температура при смене филамента должна бать больше или равна рабочей температуре последнего использованного пластика, чтобы не образовалась пробка. Так, при замене АБС на ПЛА, обязательно нужно выбирать филамент АБС.
2. Ок. Снимите видео, петг температура 255°С. Загрузка системы это когда сможете нажать на тачскрин а не звуки мелодии на темном экране с надписью FLASHFORGE. Стоп это начало печати. Прошивка сток.
3. ип заданы вручную, по обновляется, но в орке тест не проходит.
4. Хотенд снял чтобы убедится что не забилось сопло. Хотя делал замену пластика согласно прилагаемым на экране рисункам.
P.S. Общение с ТП закончилось тем что прислали вордовский файл с непонятными рисунками. Теперь молчат.
Можно конечно поставить вентиляторы чуть тише, но это максимально бюджетный принтер и каждые 10 долларов будут делать его менее привлекательным по цене среди конкурентов. Да и все они шумят, это нормально, просто какие-то тише, какие-то громче, но спать мешают все.
Любой принтер на клиппере грузится долго, особенно если сравнивать с марлином. Это нормально.
Значит он не падает в общую сеть, возможно конфликтует. Попробуйте включить DHCP и посмотрите что произойдет. Если сильно нужна статика, просто вручную загоните тот же адрес, что роутер на автомате выдал.
Для очистки хотенда в комплекте идет шило. Греете до 260 после ПЕТГ и толкаете сверху без фанатизма пока пластик не перестанет выдавливаться, потом подаете новый филамент.
Это Ваш первый принтер? Как-то слишком близко к сердцу вы всё воспринимаете )
А мне принтер понравился.
Месяц попечатал на нем без проблем, после чего заказал второй такой же.
Совет всем. Если придется обращатся в тех.поддерджку и дефект проще показать чем описать то выкладывайте видео на ссылка до 2гб бесплатно. Указываете адрес aftersales@flashforge.com и свой емейл. На него придет проверочный код. Не забывайте сразу указать серийный номер принтера. Убирайте все лишнее, у меня докапались до фильтра стоящего на филаменте.
И проверьте сразу комплектные шестиграники, особенно самый малый, мой не подошел.
Недавно гайвер опубликовал обзор FlyingBear S1, при каждой новой печати подготовка занимает 5! минут ))
Да и в целом какое-то недоразумение, а не принтер, на фоне которого флешфордж просто подарок ))
Я вас просил снять об этом видео которое бы подтвердило или опровергло ваши слова, но вы решили отмолчатся. Тепрь уже говорите про 5 минут.
Для себя я решил относится к вашим обзорам с очень большим сомнением. Хорошо умеете заострить внимание на +, но написать о недостатках так как будто их нет.
P.S. Это моя худшая покупка.
Но нет, лучше написать, что вот прям сильно разница большая, автор всё врёт, как будто Вы 10 минут нервно дышите в экран в ожидании когда же начнет печататься нужная деталь, а потом еще пару часов пока она не напечатается ))
Я это писал навскидку, т.к. это действительно стандартное время для многих нормальных принтеров. Сейчас сделал повторный замер. 40+ секунд включение, 2.5 минуты до начала печати PLA, три минуты если греть стол до 60 градусов, а не до привычных 55. Итого 4 минуты, а не 2.5, целых полторы минуты мучительного ожидания. При этом я мог бы заметно ускорить процесс, отключив нагрев стола. Нормальный PLA прекрасно печатается и на холодной пластине.
Это я писал о флаинг бире новом, который помимо того, что включается и греется за аналогичное время, еще и калибровку стола с инпут шейпером делает перед каждой печатью. Люди вроде не особо жалуются, но Вы бы наверное с ума сошли )
Можете войти в мой профиль и кинуть меня в черный список, чтобы больше никогда не страдать от моей необъективности )
Вы снова лукавите. Вкл. 5 сек, GUI на 56 секунде, т.е. не 30 и не 40 а как минимум 51 сек. Да и температуру стола я называл. Ради быстроты понизили?
Если вы испытываете сложности с русским языком то в нем есть слово — примерно (не совсем точно, но достаточно близко к истине; приблизительно).
Примерно 30 сек допускает временной разброс как в меньшую так и большую сторону.
ни я никто из людей не может знать о чем вы думаете когда пишете, если конечно сами об этом не напишите.
P.S. Был бы это первый обзор я бы понял, бывает. Но… я считаю что обзор был написан в таком ключе чтобы он получился ВАУ и выстрелил. Ребята есть бочка меда вместе с ложкой, вот только про содержимое… тишина.
Перечитал всю ветку комментариев, нигде не увидел температуру стола, только ПЕТГ во вводных. Но петг и на холодном столе печатает, так что можно за пару минут стартануть.
Самое забавное, что обзор написан не по п.18 и вообще не планировался, скрин покупки я прикладывал. Материал начал готовить под впечатлением от качества сборки и печати за такие деньги. Через мои руки прошли первые прюши, анеты, эндеры и флаингбиры, у знакомого есть креалити и все они уступают флешфорджу, так что да, для меня он вызвал вау эффект и возможно из-за этого не обратил внимание на т, что включение занимает 50 секунд, а не 10 как в старых моделях на марлине. К тому же если начинаю печатать, принтеры могут несколько дней находиться во включенном состоянии, в том числе в режиме ожидания, так что такие задержки в глаза не бросаются. Да и детали как правило печатаются минимум несколько часов, поэтому лишние пару минут особо не замечаешь. Более того, многие предпочитают автокалибровку делать, чтобы сюрпризов не было, а это еще несколько минут.
Вот мне и показалось, что Ваше возмущение долгой подготовкой притянуто за уши. Но у каждого может быть свое мнение, так что никаких обид или злобы. В следующий раз покупайте флаингбир, возможно имея опыт измените свое мнение о своей худшей покупке ))
Своих денег стоит да еще как! Одна скорость чего стоит.
Думаю продавец согласился бы обменять принтер на ровный, были случаи )
там ребята адекватные: помогут/подскажут/научат.