3Д принтер Longer LK4 Pro и сравнение с LK4

- Цена: $142.8
- Перейти в магазин
Всем привет. Сегодня рассмотрим два FDM принтера от Longer из одной линейки, похожих визуально, но разных по стоимости. Оценим сложность сборки, разберемся в отличиях и сравним качество печати. Доработок будет минимум, т.к. и из коробки результат довольно неплох, так что думаю обзор получится не таким уж большим.
Коробки у двух моделей одинаковые

LK4 Pro поставляется практически собранным, вот сверху скручены три профиля оси «Z»

Стол уже на месте, каретка оси X готова
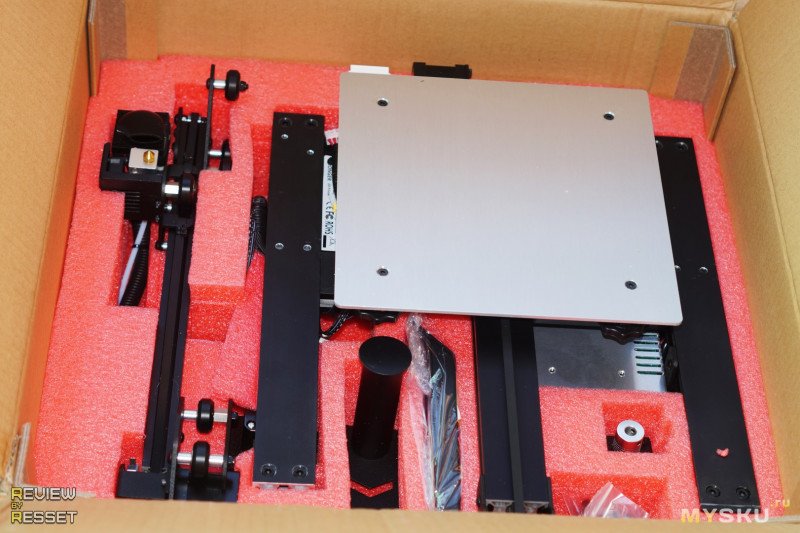
Провода так же подведены

Останется прикрутить двигатель с концевиком оси Z, в комплекте есть запасной датчик филамента

Зафиксировать вал оси Z, установить экран, закрепить на столе стекло и можно приступать к настройке
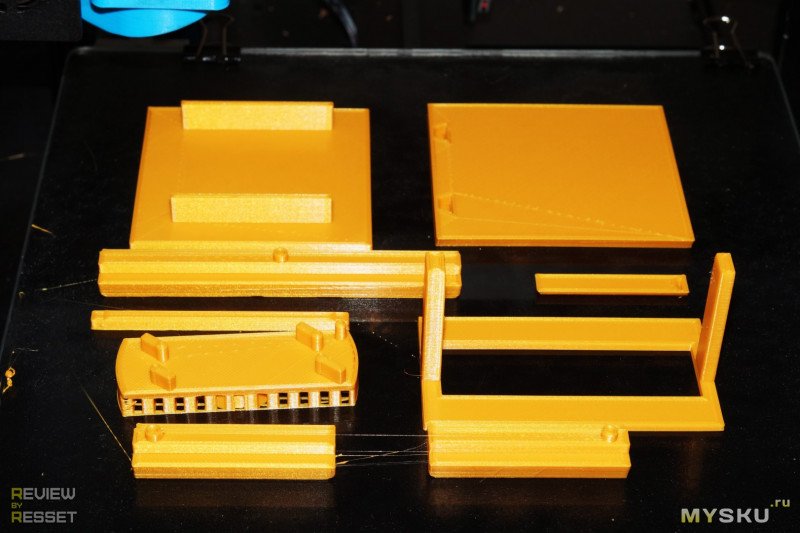
У LK4 собраны только основные узлы

Подогреваемый стол, стекло, пленка стянуты вместе, прищепки так же подкинули

Покрытие лонгеровское, мало отличается от тех же наклеек от эникубика
На странице товара комплект выглядит так же, как у Pro модели

И собирается так же легко

Но в моем случае придется собрать каретку(самое нудное), ось Z(три профиля), прикрутить стол на свое место
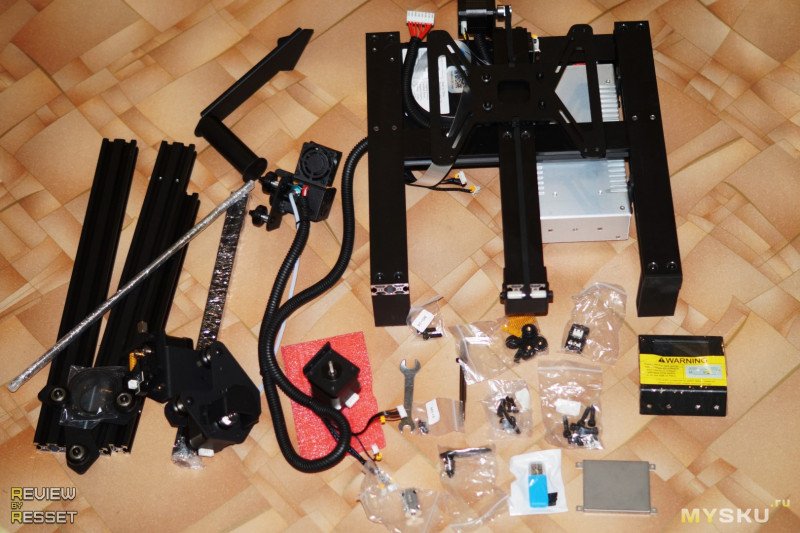
Кстати, комплектные пружинки нормальные, с плоскими витками

Ну а дальше всё как в Pro версии, просто прикручиваем всё на свои места. Инструкция по сборке есть как на бумажке, так и на комплектной флешке в формате видеофайла, просто повторяйте пошагово и проблем со сборкой не возникнет

Возможно мне отправили образец из старой партии и сейчас поставляют в таком же виде, как Pro модель. Но в любом случае это были цветочки по сравнению со сборкой моего первого принтера, который на начальном этапе выглядел как-то так )

Огрехи сборки
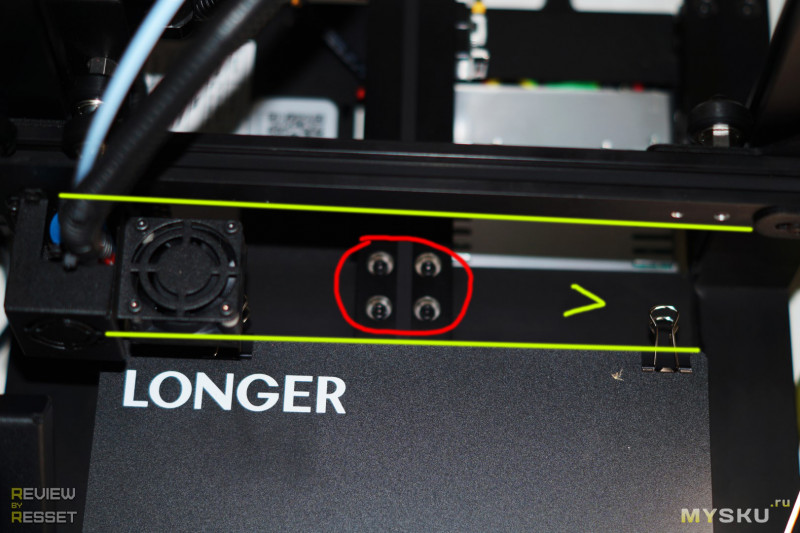
У меня ось У была плохо затянута и если надавить с силой сбоку, стол гулял относительно корпуса, что не очень хорошо для моделей с точной подгонкой. Ровнял уголком, можно и линейкой, после чего хорошо подтянул эти четыре винта
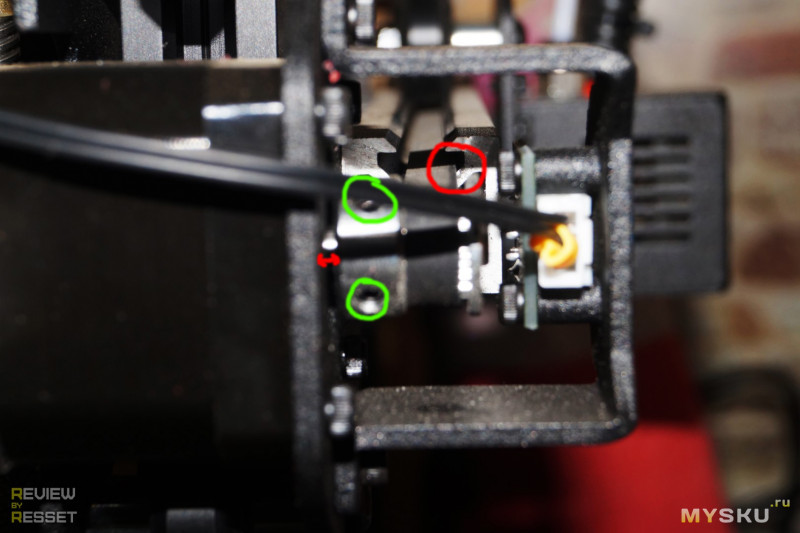
Так же заметил, что ремень оси Х трет по уголку профиля. Ослабил прижимные болты
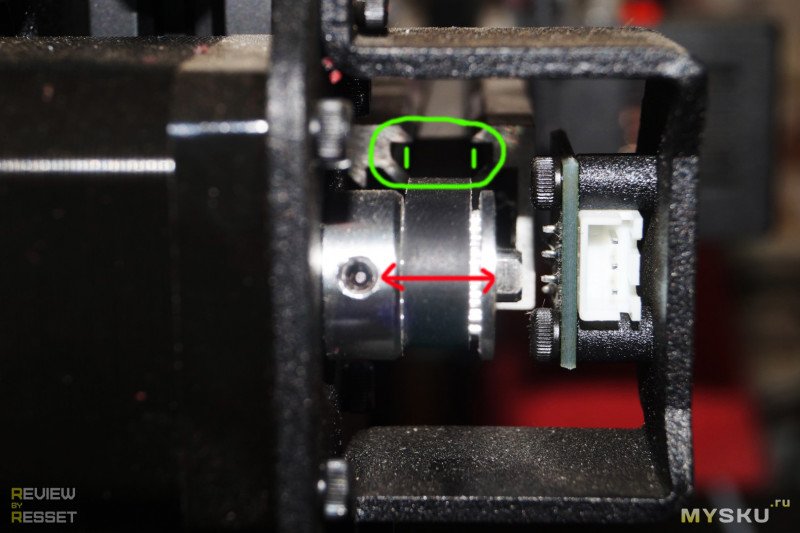
И немного вдавил шкив на вал так, чтобы ремень проходил ровно посередине. Не забудьте затянуть болты
Ну и остальные соединения так же проверил и подтянул на всякий случай
Первое что бросается в глаза, это крышки контроллеров, в LK4 охлаждение пассивное

У Pro модели активное. Оно конечно хорошо, но вот вентилятор является самым шумным элементом конструкции

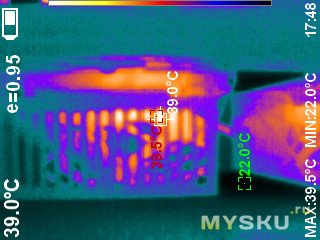
При этом плата LK4 не особо и греется, максимум что видел, 50+ градусов
В LK4 катушка устанавливается сбоку внизу, что несколько удобнее в Pro по классике она в верхней части

Еще одно ощутимое отличие это шум, в Pro модели как и писал выше, больше всего шумит вентилятор охлаждения платы, так что в режиме ожидания он ведет себя громче собрата, но вот после старта печати LK4 нагоняет движками, т.к. драйверы у него установлены более простенькие. Нет, он не громче тех же анетов, просто за счет использования TMC2208 движки Pro модели практически бесшумны, так что когда они работают одновременно, разница довольно ощутима. Так же обновленные драйверы делают перемещения более сглаженными, что так же сказывается и на качестве печати, но об этом ниже.
Ну и у LK4 разъем USB и флешки расположен сзади, а не сбоку как у Pro, что менее удобно.
Интерфейс
В LK4 экран меньше, у него нет своего контроллера и с платой он соединяется довольно широким шлейфом.
Интерфейс не такой красочный, но опций несколько больше. Первый пункт — перемещение
Второй печать. Можно закидывать детали, состоящие из множества моделей в подпапки, что довольно удобно
Третий для управления экструдером, можно использовать для замены филамента
Четвертый преднагрев. Есть три установки под разный пластик и ручная корректировка температуры
Рекавери неактивен, в шестом спрятали выравнивание стола по 5 точкам
И довольно тонкие настройки работы принтера, в которые новичкам лезть не советую
Версия прошивки 2.15 на базе марлина. Пишут, что есть новая версия, но она проходит обкатку
В LK4 Pro экран больше и стоит вертикально, в основной вкладке отображается статус, рядом вкладка подстройки
Третья вкладка отвечает за управление всеми двигателями: осей X, Y, Z и экструдера

Пункты преднагрева и экструдера совместили в один, что вполне логично, рядом выравнивание стола
Ну и последняя вкладка это выбор файла для печати, индексируются только файлы в корневом каталоге
Ну и версия
Получается, в Pro версии интерфейс вроде и удобнее, но несколько упрощен, нельзя раскидывать файлы по каталогам, во время работы не показывается время окончания, статус обдува(во вкладке подстройки только), ну и отсутствуют детальные настройки прошивки, которые новичку я бы не показывал, но в будущем от них вполне может быть польза. Ну да ладно, поехали дальше.
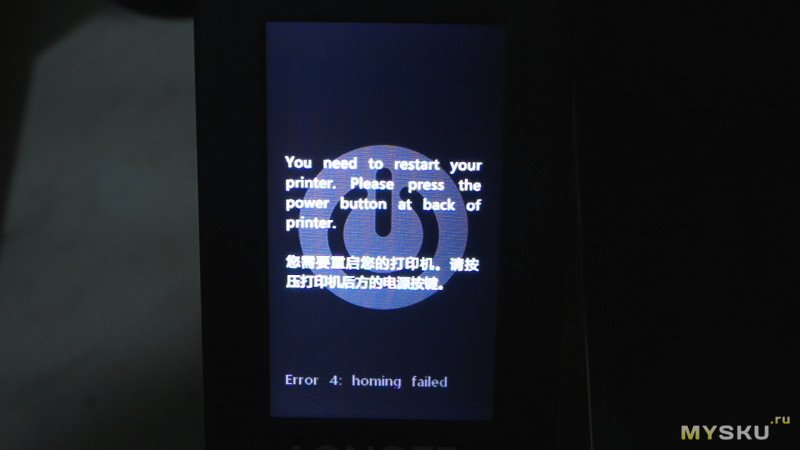
Первое что нужно сделать, это откалибровать стол. Дело это несложное. Переходим в соответствующий пункт меню, кладем на стол бумажку и запускаем первую точку. Экструдер поползет домой, после чего опустится в нулевую позицию по высоте над левым регулировочным винтом. Крутим его в нужную сторону пока бумага начнет протискиваться между столом и с соплом с небольшим усилием. Повторяем по остальным точкам, центральная обычно немного уходит, т.к. поверхность стола и стекла не идеально ровная, так что ее можно и пропустить. Я обычно повторяю калибровку дважды. Единственная проблема, которая может возникнуть на данном этапе это потеря одного или нескольких концевиков, я вот по оси Х просто забыл подключить. Экструдер побился немного о профиль и на экране вылезла ошибка. Подключил провод, перезапустил питание и всё заработало
Далее вставляем флешку в ПК, переходим в папку с мануалом и софтом

Кстати, рекомендую всё же просмотреть видео перед сборкой, процесс пойдет быстрее
Выбираем язык
Модель принтера, у LK4 и LK4 Pro профили разные
Готово
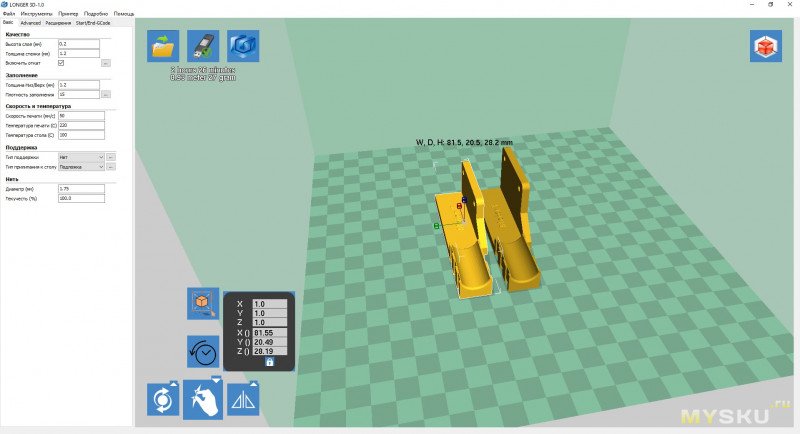
И… перед нами обрезанная кура. Файл автоматически сохраняется на флешку после любых изменений
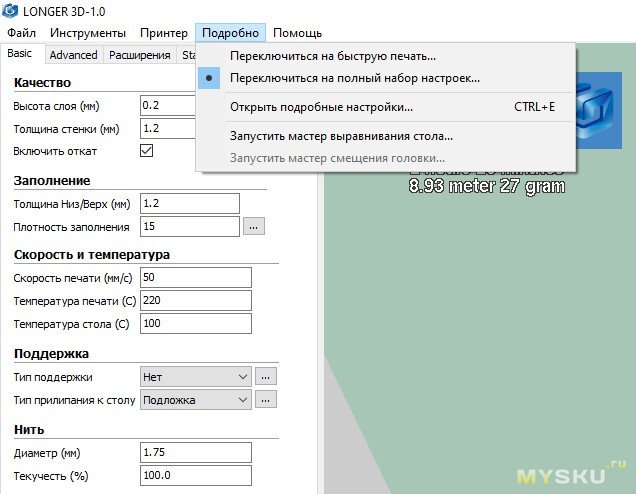
Быстрые настройки
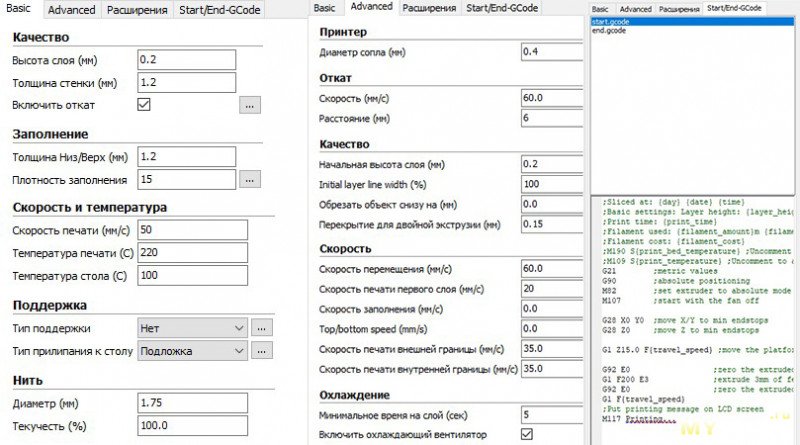
При желании можно перейти в подробные настройки
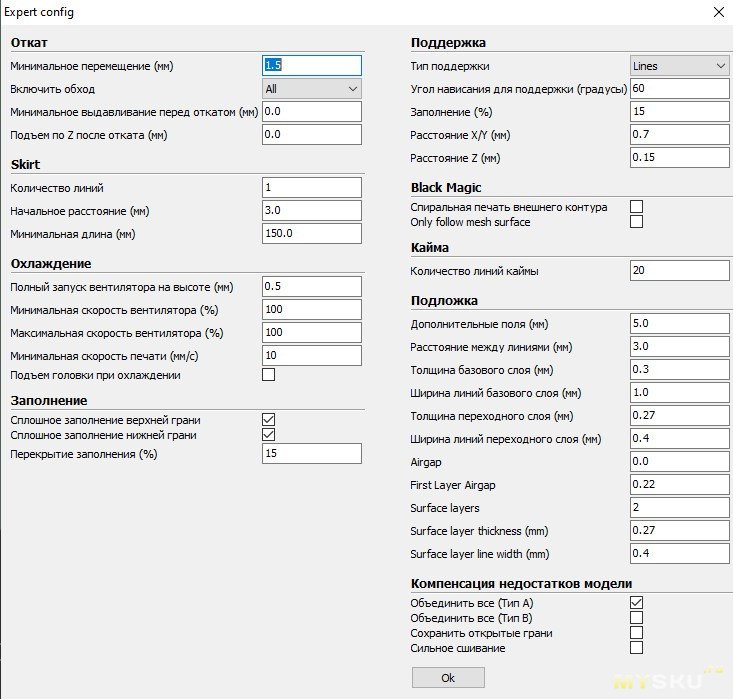
Которых тут не так уж много
Даже имеется несколько видов отображения, классический
Прозрачные стенки
Рентген
И послойный. Странно, что он не стоит по умолчанию
В общем, для начала хватит, разобраться не сложно и результат будет неплохим, но я бы как можно быстрее переходил на полноценную куру, чтобы потом она не казалась слишком замороченной.
Качаем с официального сайта, она бесплатна, установка будет схожа, на этапе выбора принтера находим Alfawise U30, это ближайший полный клон LK4. Настроек тут тьма, но обычно от модели к модели меняется с десяток, так что не пугайтесь. Гайдов в интернете много.

Стол откалибровали, модель подготовили в слайсере и закинули на флешку, флешку вставили в принтер.
Переходим во вкладку «Print», выбираем наш файлик, подтверждаем, что готовы начать. В любое время можно изменить параметры температуры стола, экструдера, интенсивности обдува, скорости перемещения и коэффициента подачи прутка.

Тут в Pro модели возникла еще одна проблема. Стол нагревался, экструдер тоже, каретка уходила в нулевые координаты и задача сбрасывалась. Если такое произойдет, не пугайтесь, ранее я несколько раз сталкивался с подобным. Такое случается из-за глючных дешевых флешек. Просто берем проверенную до 16ГБ и пользуемся без проблем.
Следим, чтобы первые слои нормально схватились и можно идти заниматься своими делами, PLA и PETG неприхотливы, если сразу всё прилипло, никаких сюрпризов быть не должно, главное чтобы свет не потух или пруток не закончился. Особенно обидно когда это происходит после 15 часов печати. Но у этих моделей есть функция продолжения печати после сбоев.
Вот потух свет, после включения всплывает окошко с предложением продолжить с того места где закончили.
Соглашаемся, ждем прогрева и добиваем модель. В самом начале конечно разумнее было начать заново
А потом внезапно закончился пруток, не доглядели или его сломало на изломе. Дабы не плавить стенку почем зря, сопло отводится в дальний угол стола и так же вылазит окошко, предлагающее вставить новый пруток
Соглашаемся, открывается вкладка преднагрева, где нужно нажать «загрузить» и скормить шестерне подачи кончик филамента, после чего она самостоятельно протолкнет его куда нужно. После того как из сопла полезет пластик, нужно нажать «Oк» и подача прекратится, после чего будет предложено продолжить печать
В результате после двух возникших проблем у нас останется наплыв на одной из стенок и в углу стола.
Согласитесь, небольшая цена за возможность закончить процесс, который до этого мог длиться десяток часов
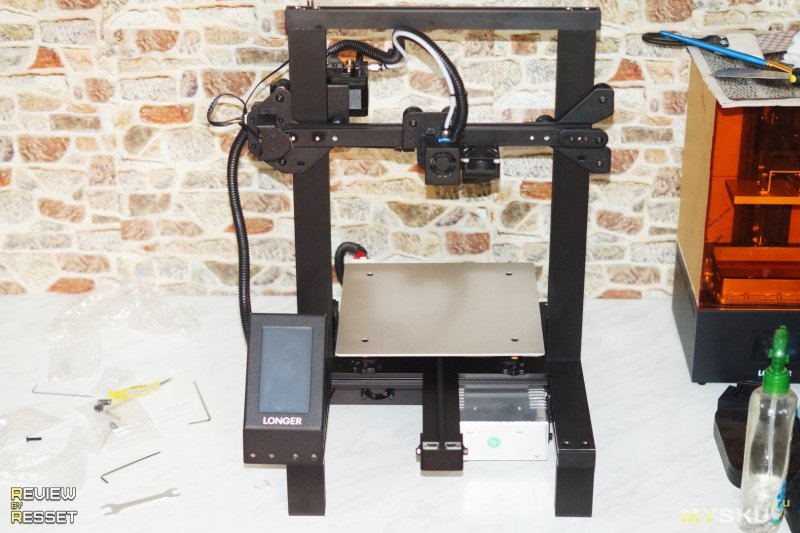
Если все прошло хорошо, результат будет неплохим «из коробки» со стоковыми настройками
Да, на фото не видно наклейку, т.к. я привык печатать PLA на стекле(просто перевернул). От комплектного покрытия модели фиг оторвешь, приходится в прямом смысле сбивать их шпателем, после чего каждый раз калибровать стол. Пользуюсь вот таким клеем, покупал в абсмейкер

Достаточно распылить в несколько слоев на холодное чистое стекло. После нагрева стола до 60 градусов PLA уже будет держаться достаточно хорошо
А после остывания до 30 снимается без особых усилий, детали из АБС часто подпрыгивают
При этом «подошва» остается зеркально гладкой

Работает со многими типами пластика, под АБС стол нужно греть до 110 градусов, иначе края могут отлипнуть
Для сравнения качества и скорости печати отслайсил модель с одинаковыми настройками и закинул в оба принтера, одновременно запустил задачу. LK4 начал печать где-то на минуту раньше, хотя начальная температура была одинакова. Дольше грелся стол, но производителем заявлен разный тип стекол, так что вполне может быть из-за того, что оно массивнее в Pro модели

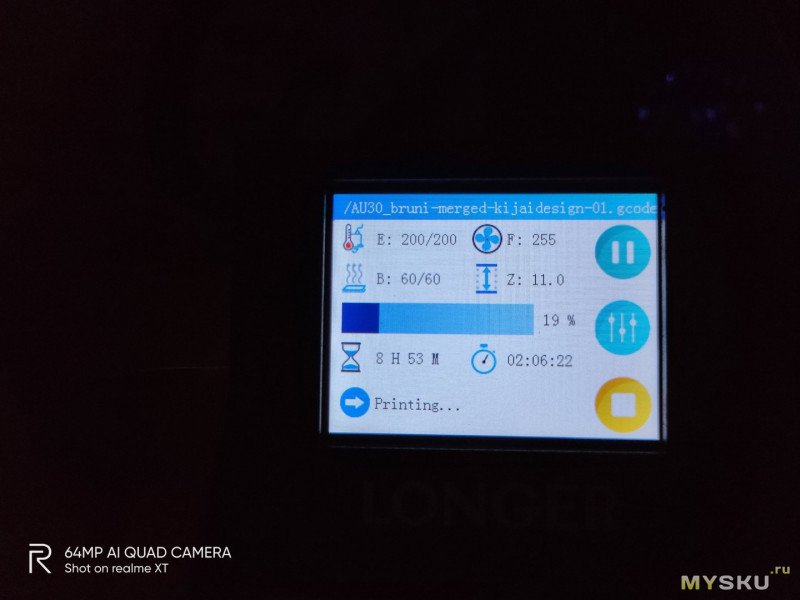
Но к 20% про нагнал собрата. Кстати, LK 4 еще умеет показывать время до окончания, в 15:15 оставалось 8:53
При 50% разрыв увеличился в пользу LK4 Pro

При 97% LK4 отставал уже на 15%

И в 22:46 обещал закончить за 1 час 58 минут

Но при этом время работы отставало от Про на 20 минут (09:19 против 09:42)

Ладно, один мог начать отсчет на старте нагрева, а второй после начала работы экструдера, но не на 20 минут же. Благо есть фото с разными временными отрезками. LK4 в 15:15 оповещал о 2:06 работы, в 22:46 уже 9:19, то есть за 7 часов 31 минуту он насчитал только 7 часов 13 минут, вот и наши потерянные 20 минут. Так то я еще ни одной модели не встречал, которые бы идеально высчитывали время до окончания работы, но обычно оно просто корректируется понемногу, сначала пишет 2 часа, а через 2 часа остается еще 10 минут, но вот основное время двигать… может неправильно прописан приоритет в прошивке, для 32 бит контроллеров марлин же сыроват еще.
Ну да ладно, это не столь критично, все равно сдвиг на 20 минут за 11 часов печати кажется не таким уж значительным, лучше сравним полученный результат. Слева LK4, справа Pro

Ближе

Слои легли ровно, есть небольшие перепады по ширине, но от этого сложно уйти

В Pro аналогично

Единственное что выдает LK4 это лесенка на окружности, драйверам не хватает сглаживания
Но чтобы разглядеть эти недочеты, нужно еще правильно подобрать ракурс и включить вспышку

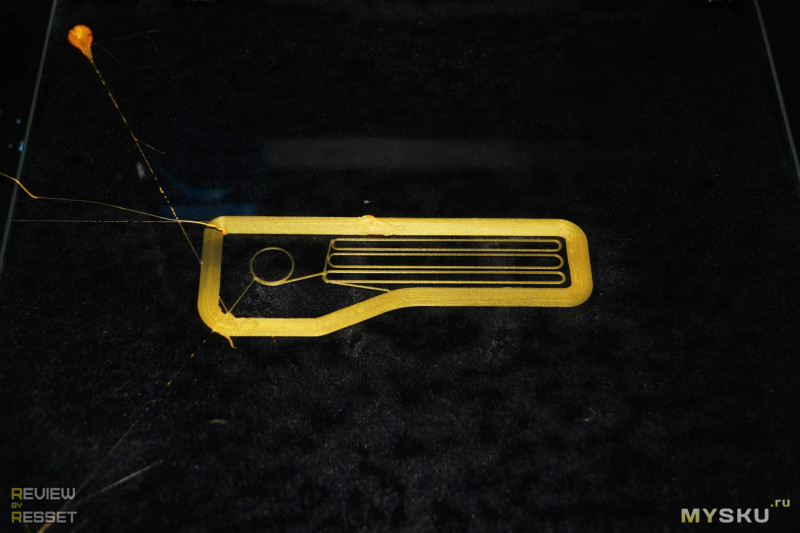
Так же для оценки качества печати я обычно использую одну и ту же модель в режиме вазы, дабы избежать влияния ретракта, заполнения и перемещения между вершинами на результат. Так вот, встроенный слайсер хоть и умеет нарезать в этом режиме, но не игнорирует параметр толщины стенки, то что получилось, на снимке слева.

А вот классическая кура с задачей справилась хорошо

Опять же, под определенным углом вспышка высвечивает не идеальное закругление

Но это если сильно приглядываться, со стороны глазами изъяны нужно прям высматривать

Ситуацию усугубляет неравномерность прутка, так что я снизил коэффициент подачи до 85%, за что поплатился на верхних слоях, где не хватило пластика для перекрытия мостиков.

Кратоса печатал первым на 100% подачи и местами при увеличении видны наплывы лишнего пластика

Да и модели с множеством вершин паутинкой обрастали, вот на 85-90% он пропали и те же динозавры, которые делались последними уже получились без серьезных изъянов, одного сын облюбовал, второго друзья выпросили в коллекцию
Серьезных конструктивных проблем я не обнаружил, можно пользоваться принтерами из коробки и ничего при этом не сломается, так что почти все доработки носят скорее косметический характер.
Самое нужное это обдув. Комплектный не худший из тех что я видел, да и по ссылке тоже не предел мечтаний, но без дополнительных переделок круговой не выжать. Внимательно смотрите на фото установки, чтобы он дул на модель, а не на стол. В Pro использовал проставку 2мм вместо комплектной, в LK4 он нормально лег без нее

Удлиненная направляющая филамента, в стоке она втрое короче и в Pro модели пруток заходит под большим углом. У меня ни разу не ломало, но при трении он издает лишние звуки, да и выглядит стремно. В LK4 катушка расположена иначе и излом не такой большой, так что можно и не менять. Напечатал SLA принтером, т.к. при том же 0.1мм слое процесс идет гораздо быстрее. Ну и симпатично смотрится с прозрачной смолой.
По той же причине для Pro не лишней будет верхняя направляющая филамента, она проскакивала на фото выше

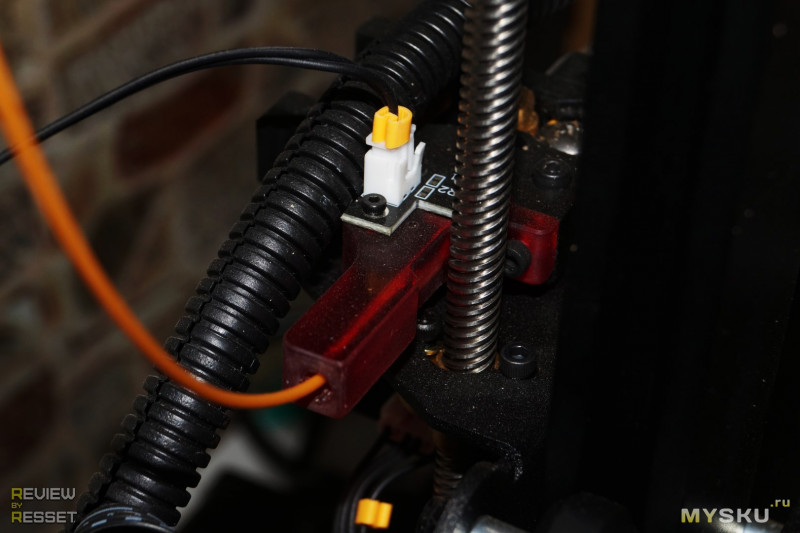
Фиксатор коннектора стола вроде как и нужен, так его будет меньше болтать во время перемещений по "Y", ведь в А6 я контакты подпаливал, но там их меньше было и соединение не такое надежное. Но для страховки можно сделать, в Pro успел поставить, в обычной версии не стал
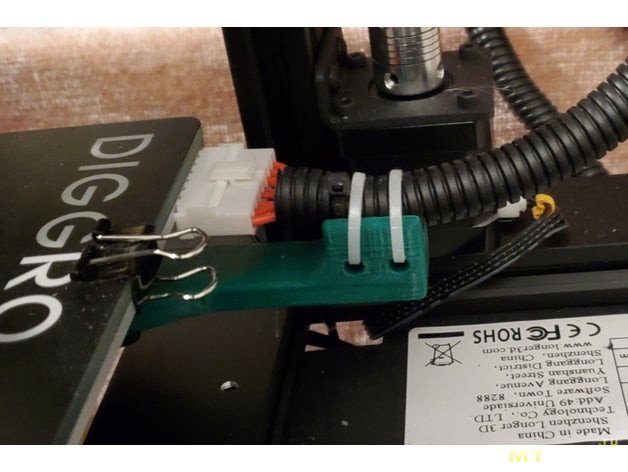
Вместо него можно использовать вот такие крепления, они цепляются на движки, один приподнимает гофру стола, второй проводку экструдера, чтобы они не болтались как попало. Я напечатал, но оказалось, что необходимы удлиненные винты(2х10 M3 на каждый двигатель), комплектные слишком короткие

Из TPU напечатал мягкие подставки под ножки, они лучше стоковых пластиковых

Попробовал вот такую заглушку на вентилятор блока питания, правда в LK4 основной шум издают движки во время работы, а в Pro нужно глушить вентилятор основной платы, так что изменения малозаметны

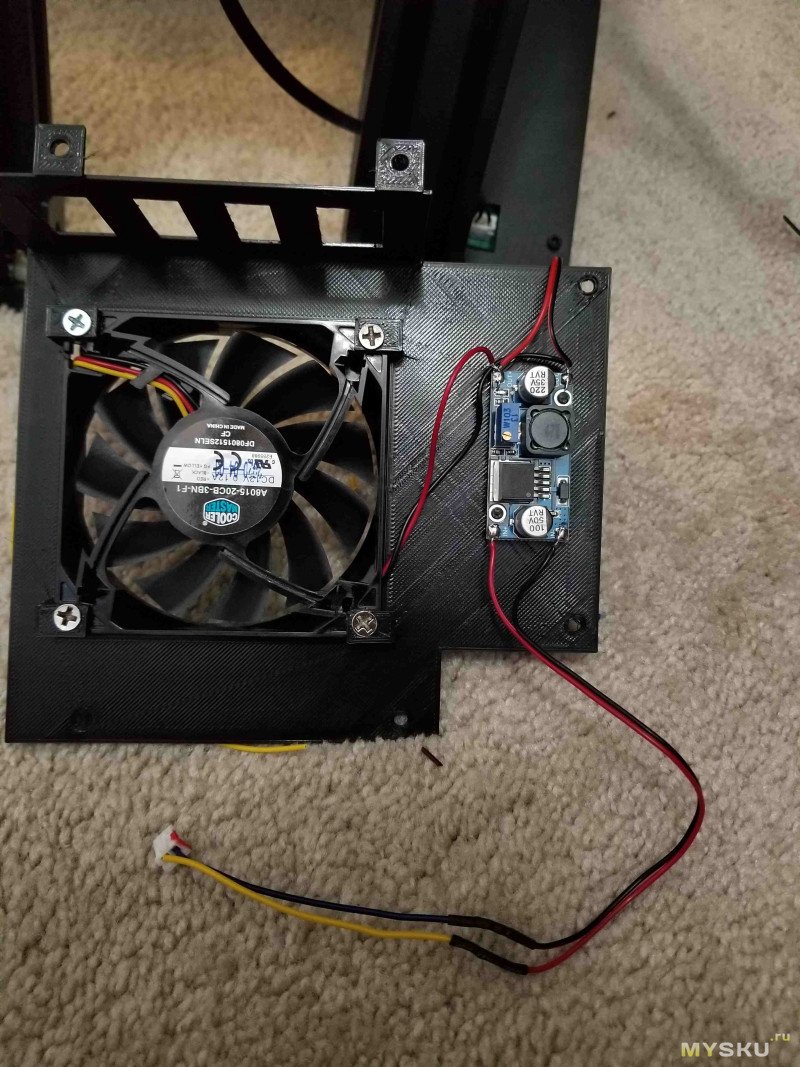
А вот тут уже предложили решение основной проблемы шума в Pro, правда нужно докупить вентилятор и понижайку
Я принтеры оттащил во временную мастерскую, так что шум мне не мешает, стоит камера для мониторинга и в случае возникновения проблем питание каждого отключается удаленно. Так же настроил автоматику в розетке от блицов, чтобы она отключалась когда потребление падает ниже 50Вт в течении 10 минут. Удобненько.
Ну вот вроде и всё, можно было конечно подробнее разобрать некоторые аспекты, но думаю и так часть пользователей не дочитали до этого места из-за объема материала(а я неделю его готовил). Остальные молодцы, мы справились )
Плата LK4
Плата LK4 Pro, под экран выделен отдельный контроллер

В данный момент Pro стоит $143 без филамента, что дешевле обычной модели LK4($168) и ближайших конкурентов и за эту цену вариант действительно неплохой:
+ Приемлемое качество печати из коробки. Рама жесткая, конструкция не раскачивается и не трясется во время работы, ролики конечно не дотягивают до рельс, но всё лучше линейных подшипников старых моделей
+ Основные узлы поставляются собранными, останется только соединить их между собой
+ Тихие драйверы, которые дают неплохое сглаживание
+ Подогрев стола 24В трехканальный, с 22 до 80 градусов он нагревается за 5 минут
+ Довольно удобное сенсорное управление, есть продолжение печати после сбоев, датчик филамента
— Шумный вентилятор платы. Будь он потише, вообще сложно было бы придраться
Обдув не идеален и уже есть варианты переделки под круговой с дополнительными вентиляторами, но доработанная модель бокового тоже дает неплохой результат, так что можно сильно и не заморачиваться.
Так же в Pro 8 бит контроллер, но под экран выделен отдельный с собственной прошивкой, в обычной версии используется 32 бит контроллер, но он обрабатывает и печать и интерфейс, так что сложно сказать какой вариант в итоге получился стабильнее, у меня ни одна модель признаков подтупливания не подавала, единственное, LK4 чудил с подсчетом ткущего временем печати. Да и марлин под 32 бит выходят реже, хотя в данный момент и обкатывается новая бета, но насчет стабильного релиза пока тишина.
Еще в копилку LK4 можно добавить на мой взгляд более продвинутый интерфейс(хоть и не такой красивый), выводится немного больше информации о процессе печати, а в дополнительных настройках можно откорректировать множество параметров, заложенных в прошивке, что может понравиться опытным пользователям, а то что натыкали неопытные можно откатить на умолчание.
Странно, что в Pro данную возможность убрали, да и вообще, чем больше сравнивал эти две модели, тем больше казалось, что ПРО в данном случае это сокращение от слова ПРОще
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
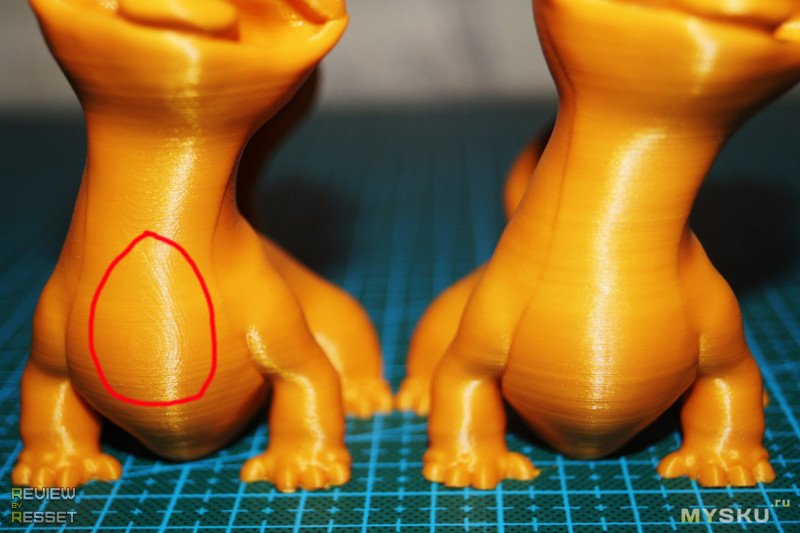
По просьбе в комментариях добавил сравнение печати моделей с мелкими деталями, как по мне, получилось даже лучше, видимо с мелкими радиусами LK4 справляется лучше, хотя на вот этом снимке видна дуга на носке, так что можно догадаться какую модель какой принтер печатал. И то пришлось еще ракурс поискать, т.к. освещение плохое.

Под другим углом проблем не видно

Ну и ближе модель из LK4 Pro

Другой ракурс

Полосатость немного проявляется, но опять же, нужно искать правильный ракурс чтобы ее разглядеть

Пластик не очень удачный, еще и с вкраплениями, возможно из-за этого малость хромает равномерность подачи, но эти же частички маскируют и мелкие огрехи, так что в общем получается неплохо. В идеале конечно использовать белый или наоборот темный филамент, но у меня остался только этот PLA(лонгеровский голд, хотя креозоновский больше голд, этот скорее желтый с блестками), прозрачно-зеленый ПЕТГ, да немного прозрачного СБС
Характеристики
Модель: LK4 PRO
Технология печати: FDM
Экструдер: одиночный
Размер стола: 220*220*250 мм
Температура печати: 190-250 ℃
Диаметр сопла: 0.4 мм
Толщина слоя: 0.1-0.4 мм
Датчик прутка: Да
Стол с подогревом: Да
Продолжение печати: Да
Экран: 4.3" цветной сенсорный экран (2.8" в LK4)
Скорость печати: до 120 мм/сек. (рекомендуется 60-80 мм/сек.)
Программное обеспечение: Cura, Reptier-Host
Формат файла: g-код, STL
Подключение: tf-карта или usb-кабель
Входное напряжение: 110-220В, 50-60 Гц
Выходное напряжение: 24 В 15A
Мощность: 280 Вт
Вес нетто: 7.8 кг
Вес брутто: 8.6 кг
Размер принтера: 425*402*505мм
Размер посылки: 467*412*187мм
Рабочая температура: 20 ℃-40 ℃
Относительная влажность: 30%-60%
Распаковка и внешний вид
Коробки у двух моделей одинаковые
LK4 Pro поставляется практически собранным, вот сверху скручены три профиля оси «Z»
Стол уже на месте, каретка оси X готова
Провода так же подведены
Останется прикрутить двигатель с концевиком оси Z, в комплекте есть запасной датчик филамента
Зафиксировать вал оси Z, установить экран, закрепить на столе стекло и можно приступать к настройке
У LK4 собраны только основные узлы
Подогреваемый стол, стекло, пленка стянуты вместе, прищепки так же подкинули
Покрытие лонгеровское, мало отличается от тех же наклеек от эникубика
На странице товара комплект выглядит так же, как у Pro модели
И собирается так же легко
Но в моем случае придется собрать каретку(самое нудное), ось Z(три профиля), прикрутить стол на свое место
Кстати, комплектные пружинки нормальные, с плоскими витками
Ну а дальше всё как в Pro версии, просто прикручиваем всё на свои места. Инструкция по сборке есть как на бумажке, так и на комплектной флешке в формате видеофайла, просто повторяйте пошагово и проблем со сборкой не возникнет
Возможно мне отправили образец из старой партии и сейчас поставляют в таком же виде, как Pro модель. Но в любом случае это были цветочки по сравнению со сборкой моего первого принтера, который на начальном этапе выглядел как-то так )
Огрехи сборки
У меня ось У была плохо затянута и если надавить с силой сбоку, стол гулял относительно корпуса, что не очень хорошо для моделей с точной подгонкой. Ровнял уголком, можно и линейкой, после чего хорошо подтянул эти четыре винта
Так же заметил, что ремень оси Х трет по уголку профиля. Ослабил прижимные болты
И немного вдавил шкив на вал так, чтобы ремень проходил ровно посередине. Не забудьте затянуть болты
Ну и остальные соединения так же проверил и подтянул на всякий случай
Отличия
Первое что бросается в глаза, это крышки контроллеров, в LK4 охлаждение пассивное
У Pro модели активное. Оно конечно хорошо, но вот вентилятор является самым шумным элементом конструкции
При этом плата LK4 не особо и греется, максимум что видел, 50+ градусов
В LK4 катушка устанавливается сбоку внизу, что несколько удобнее в Pro по классике она в верхней части
Еще одно ощутимое отличие это шум, в Pro модели как и писал выше, больше всего шумит вентилятор охлаждения платы, так что в режиме ожидания он ведет себя громче собрата, но вот после старта печати LK4 нагоняет движками, т.к. драйверы у него установлены более простенькие. Нет, он не громче тех же анетов, просто за счет использования TMC2208 движки Pro модели практически бесшумны, так что когда они работают одновременно, разница довольно ощутима. Так же обновленные драйверы делают перемещения более сглаженными, что так же сказывается и на качестве печати, но об этом ниже.
Ну и у LK4 разъем USB и флешки расположен сзади, а не сбоку как у Pro, что менее удобно.
Интерфейс
В LK4 экран меньше, у него нет своего контроллера и с платой он соединяется довольно широким шлейфом.
Интерфейс не такой красочный, но опций несколько больше. Первый пункт — перемещение
Второй печать. Можно закидывать детали, состоящие из множества моделей в подпапки, что довольно удобно
Третий для управления экструдером, можно использовать для замены филамента
Четвертый преднагрев. Есть три установки под разный пластик и ручная корректировка температуры
Рекавери неактивен, в шестом спрятали выравнивание стола по 5 точкам
И довольно тонкие настройки работы принтера, в которые новичкам лезть не советую
Версия прошивки 2.15 на базе марлина. Пишут, что есть новая версия, но она проходит обкатку
В LK4 Pro экран больше и стоит вертикально, в основной вкладке отображается статус, рядом вкладка подстройки
Третья вкладка отвечает за управление всеми двигателями: осей X, Y, Z и экструдера
Пункты преднагрева и экструдера совместили в один, что вполне логично, рядом выравнивание стола
Ну и последняя вкладка это выбор файла для печати, индексируются только файлы в корневом каталоге
Ну и версия
Получается, в Pro версии интерфейс вроде и удобнее, но несколько упрощен, нельзя раскидывать файлы по каталогам, во время работы не показывается время окончания, статус обдува(во вкладке подстройки только), ну и отсутствуют детальные настройки прошивки, которые новичку я бы не показывал, но в будущем от них вполне может быть польза. Ну да ладно, поехали дальше.
Подготовка к печати
Первое что нужно сделать, это откалибровать стол. Дело это несложное. Переходим в соответствующий пункт меню, кладем на стол бумажку и запускаем первую точку. Экструдер поползет домой, после чего опустится в нулевую позицию по высоте над левым регулировочным винтом. Крутим его в нужную сторону пока бумага начнет протискиваться между столом и с соплом с небольшим усилием. Повторяем по остальным точкам, центральная обычно немного уходит, т.к. поверхность стола и стекла не идеально ровная, так что ее можно и пропустить. Я обычно повторяю калибровку дважды. Единственная проблема, которая может возникнуть на данном этапе это потеря одного или нескольких концевиков, я вот по оси Х просто забыл подключить. Экструдер побился немного о профиль и на экране вылезла ошибка. Подключил провод, перезапустил питание и всё заработало
Далее вставляем флешку в ПК, переходим в папку с мануалом и софтом
Кстати, рекомендую всё же просмотреть видео перед сборкой, процесс пойдет быстрее
Выбираем язык
Модель принтера, у LK4 и LK4 Pro профили разные
Готово
И… перед нами обрезанная кура. Файл автоматически сохраняется на флешку после любых изменений
Быстрые настройки
При желании можно перейти в подробные настройки
Которых тут не так уж много
Даже имеется несколько видов отображения, классический
Прозрачные стенки
Рентген
И послойный. Странно, что он не стоит по умолчанию
В общем, для начала хватит, разобраться не сложно и результат будет неплохим, но я бы как можно быстрее переходил на полноценную куру, чтобы потом она не казалась слишком замороченной.
Качаем с официального сайта, она бесплатна, установка будет схожа, на этапе выбора принтера находим Alfawise U30, это ближайший полный клон LK4. Настроек тут тьма, но обычно от модели к модели меняется с десяток, так что не пугайтесь. Гайдов в интернете много.
Печать
Стол откалибровали, модель подготовили в слайсере и закинули на флешку, флешку вставили в принтер.
Переходим во вкладку «Print», выбираем наш файлик, подтверждаем, что готовы начать. В любое время можно изменить параметры температуры стола, экструдера, интенсивности обдува, скорости перемещения и коэффициента подачи прутка.
Тут в Pro модели возникла еще одна проблема. Стол нагревался, экструдер тоже, каретка уходила в нулевые координаты и задача сбрасывалась. Если такое произойдет, не пугайтесь, ранее я несколько раз сталкивался с подобным. Такое случается из-за глючных дешевых флешек. Просто берем проверенную до 16ГБ и пользуемся без проблем.
Следим, чтобы первые слои нормально схватились и можно идти заниматься своими делами, PLA и PETG неприхотливы, если сразу всё прилипло, никаких сюрпризов быть не должно, главное чтобы свет не потух или пруток не закончился. Особенно обидно когда это происходит после 15 часов печати. Но у этих моделей есть функция продолжения печати после сбоев.
Вот потух свет, после включения всплывает окошко с предложением продолжить с того места где закончили.
Соглашаемся, ждем прогрева и добиваем модель. В самом начале конечно разумнее было начать заново
А потом внезапно закончился пруток, не доглядели или его сломало на изломе. Дабы не плавить стенку почем зря, сопло отводится в дальний угол стола и так же вылазит окошко, предлагающее вставить новый пруток
Соглашаемся, открывается вкладка преднагрева, где нужно нажать «загрузить» и скормить шестерне подачи кончик филамента, после чего она самостоятельно протолкнет его куда нужно. После того как из сопла полезет пластик, нужно нажать «Oк» и подача прекратится, после чего будет предложено продолжить печать
В результате после двух возникших проблем у нас останется наплыв на одной из стенок и в углу стола.
Согласитесь, небольшая цена за возможность закончить процесс, который до этого мог длиться десяток часов
Если все прошло хорошо, результат будет неплохим «из коробки» со стоковыми настройками
Да, на фото не видно наклейку, т.к. я привык печатать PLA на стекле(просто перевернул). От комплектного покрытия модели фиг оторвешь, приходится в прямом смысле сбивать их шпателем, после чего каждый раз калибровать стол. Пользуюсь вот таким клеем, покупал в абсмейкер
Достаточно распылить в несколько слоев на холодное чистое стекло. После нагрева стола до 60 градусов PLA уже будет держаться достаточно хорошо
А после остывания до 30 снимается без особых усилий, детали из АБС часто подпрыгивают
При этом «подошва» остается зеркально гладкой
Работает со многими типами пластика, под АБС стол нужно греть до 110 градусов, иначе края могут отлипнуть
Для сравнения качества и скорости печати отслайсил модель с одинаковыми настройками и закинул в оба принтера, одновременно запустил задачу. LK4 начал печать где-то на минуту раньше, хотя начальная температура была одинакова. Дольше грелся стол, но производителем заявлен разный тип стекол, так что вполне может быть из-за того, что оно массивнее в Pro модели
Но к 20% про нагнал собрата. Кстати, LK 4 еще умеет показывать время до окончания, в 15:15 оставалось 8:53
При 50% разрыв увеличился в пользу LK4 Pro
При 97% LK4 отставал уже на 15%
И в 22:46 обещал закончить за 1 час 58 минут
Но при этом время работы отставало от Про на 20 минут (09:19 против 09:42)
Ладно, один мог начать отсчет на старте нагрева, а второй после начала работы экструдера, но не на 20 минут же. Благо есть фото с разными временными отрезками. LK4 в 15:15 оповещал о 2:06 работы, в 22:46 уже 9:19, то есть за 7 часов 31 минуту он насчитал только 7 часов 13 минут, вот и наши потерянные 20 минут. Так то я еще ни одной модели не встречал, которые бы идеально высчитывали время до окончания работы, но обычно оно просто корректируется понемногу, сначала пишет 2 часа, а через 2 часа остается еще 10 минут, но вот основное время двигать… может неправильно прописан приоритет в прошивке, для 32 бит контроллеров марлин же сыроват еще.
Ну да ладно, это не столь критично, все равно сдвиг на 20 минут за 11 часов печати кажется не таким уж значительным, лучше сравним полученный результат. Слева LK4, справа Pro
Ближе
Слои легли ровно, есть небольшие перепады по ширине, но от этого сложно уйти
В Pro аналогично
Единственное что выдает LK4 это лесенка на окружности, драйверам не хватает сглаживания
Но чтобы разглядеть эти недочеты, нужно еще правильно подобрать ракурс и включить вспышку
Так же для оценки качества печати я обычно использую одну и ту же модель в режиме вазы, дабы избежать влияния ретракта, заполнения и перемещения между вершинами на результат. Так вот, встроенный слайсер хоть и умеет нарезать в этом режиме, но не игнорирует параметр толщины стенки, то что получилось, на снимке слева.
А вот классическая кура с задачей справилась хорошо
Опять же, под определенным углом вспышка высвечивает не идеальное закругление
Но это если сильно приглядываться, со стороны глазами изъяны нужно прям высматривать
Ситуацию усугубляет неравномерность прутка, так что я снизил коэффициент подачи до 85%, за что поплатился на верхних слоях, где не хватило пластика для перекрытия мостиков.
Кратоса печатал первым на 100% подачи и местами при увеличении видны наплывы лишнего пластика
Да и модели с множеством вершин паутинкой обрастали, вот на 85-90% он пропали и те же динозавры, которые делались последними уже получились без серьезных изъянов, одного сын облюбовал, второго друзья выпросили в коллекцию
Модификации
Серьезных конструктивных проблем я не обнаружил, можно пользоваться принтерами из коробки и ничего при этом не сломается, так что почти все доработки носят скорее косметический характер.
Самое нужное это обдув. Комплектный не худший из тех что я видел, да и по ссылке тоже не предел мечтаний, но без дополнительных переделок круговой не выжать. Внимательно смотрите на фото установки, чтобы он дул на модель, а не на стол. В Pro использовал проставку 2мм вместо комплектной, в LK4 он нормально лег без нее
Удлиненная направляющая филамента, в стоке она втрое короче и в Pro модели пруток заходит под большим углом. У меня ни разу не ломало, но при трении он издает лишние звуки, да и выглядит стремно. В LK4 катушка расположена иначе и излом не такой большой, так что можно и не менять. Напечатал SLA принтером, т.к. при том же 0.1мм слое процесс идет гораздо быстрее. Ну и симпатично смотрится с прозрачной смолой.
По той же причине для Pro не лишней будет верхняя направляющая филамента, она проскакивала на фото выше
Фиксатор коннектора стола вроде как и нужен, так его будет меньше болтать во время перемещений по "Y", ведь в А6 я контакты подпаливал, но там их меньше было и соединение не такое надежное. Но для страховки можно сделать, в Pro успел поставить, в обычной версии не стал
Вместо него можно использовать вот такие крепления, они цепляются на движки, один приподнимает гофру стола, второй проводку экструдера, чтобы они не болтались как попало. Я напечатал, но оказалось, что необходимы удлиненные винты(2х10 M3 на каждый двигатель), комплектные слишком короткие
Из TPU напечатал мягкие подставки под ножки, они лучше стоковых пластиковых
Попробовал вот такую заглушку на вентилятор блока питания, правда в LK4 основной шум издают движки во время работы, а в Pro нужно глушить вентилятор основной платы, так что изменения малозаметны
А вот тут уже предложили решение основной проблемы шума в Pro, правда нужно докупить вентилятор и понижайку
Я принтеры оттащил во временную мастерскую, так что шум мне не мешает, стоит камера для мониторинга и в случае возникновения проблем питание каждого отключается удаленно. Так же настроил автоматику в розетке от блицов, чтобы она отключалась когда потребление падает ниже 50Вт в течении 10 минут. Удобненько.
Ну вот вроде и всё, можно было конечно подробнее разобрать некоторые аспекты, но думаю и так часть пользователей не дочитали до этого места из-за объема материала(а я неделю его готовил). Остальные молодцы, мы справились )
Что внутри
Плата LK4
Плата LK4 Pro, под экран выделен отдельный контроллер
Итоги
В данный момент Pro стоит $143 без филамента, что дешевле обычной модели LK4($168) и ближайших конкурентов и за эту цену вариант действительно неплохой:
+ Приемлемое качество печати из коробки. Рама жесткая, конструкция не раскачивается и не трясется во время работы, ролики конечно не дотягивают до рельс, но всё лучше линейных подшипников старых моделей
+ Основные узлы поставляются собранными, останется только соединить их между собой
+ Тихие драйверы, которые дают неплохое сглаживание
+ Подогрев стола 24В трехканальный, с 22 до 80 градусов он нагревается за 5 минут
+ Довольно удобное сенсорное управление, есть продолжение печати после сбоев, датчик филамента
— Шумный вентилятор платы. Будь он потише, вообще сложно было бы придраться
Обдув не идеален и уже есть варианты переделки под круговой с дополнительными вентиляторами, но доработанная модель бокового тоже дает неплохой результат, так что можно сильно и не заморачиваться.
Так же в Pro 8 бит контроллер, но под экран выделен отдельный с собственной прошивкой, в обычной версии используется 32 бит контроллер, но он обрабатывает и печать и интерфейс, так что сложно сказать какой вариант в итоге получился стабильнее, у меня ни одна модель признаков подтупливания не подавала, единственное, LK4 чудил с подсчетом ткущего временем печати. Да и марлин под 32 бит выходят реже, хотя в данный момент и обкатывается новая бета, но насчет стабильного релиза пока тишина.
Еще в копилку LK4 можно добавить на мой взгляд более продвинутый интерфейс(хоть и не такой красивый), выводится немного больше информации о процессе печати, а в дополнительных настройках можно откорректировать множество параметров, заложенных в прошивке, что может понравиться опытным пользователям, а то что натыкали неопытные можно откатить на умолчание.
Странно, что в Pro данную возможность убрали, да и вообще, чем больше сравнивал эти две модели, тем больше казалось, что ПРО в данном случае это сокращение от слова ПРОще
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
По просьбе в комментариях добавил сравнение печати моделей с мелкими деталями, как по мне, получилось даже лучше, видимо с мелкими радиусами LK4 справляется лучше, хотя на вот этом снимке видна дуга на носке, так что можно догадаться какую модель какой принтер печатал. И то пришлось еще ракурс поискать, т.к. освещение плохое.
Под другим углом проблем не видно
Ну и ближе модель из LK4 Pro
Другой ракурс
Полосатость немного проявляется, но опять же, нужно искать правильный ракурс чтобы ее разглядеть
Пластик не очень удачный, еще и с вкраплениями, возможно из-за этого малость хромает равномерность подачи, но эти же частички маскируют и мелкие огрехи, так что в общем получается неплохо. В идеале конечно использовать белый или наоборот темный филамент, но у меня остался только этот PLA(лонгеровский голд, хотя креозоновский больше голд, этот скорее желтый с блестками), прозрачно-зеленый ПЕТГ, да немного прозрачного СБС
Самые обсуждаемые обзоры
| +43 |
2588
36
|
| +25 |
1605
31
|
Работа с папками и множество настроек в меню
выглядят намного солиднее моего AnyCubic S
На работу оттащить…
Чтобы жена не увидела :)
Но жена недовольна была только шумом.
Жена обзорщика это другая жена )
Слава Украине
Как там дела с рывками и ускорениями?
А куры посвежее не было?
Где фото экструдера с радиатором?
очередная поделка китайского подвала в общем ) чисто моё мнение
Про ускоряется веселее, работает плавнее, чем LK4, но это и по тестовым моделям видно
Мега или что-то 32?
Про на Меге 8 бит и отдельный контроллер в плате экрана, туда не заглядывал
Серьезно?
Вот LK5 у них выглядит уже интереснее
который позволял получить lk4 с доставкой по РФ в районе $115, чем я и воспользовался. На офф сайте кстати есть обновленная прошивка для ПРО версии, а вот выбор обычного LK4 в разделе download center просто выкинет вас на главную. Но я какое то время доставал продавца на Али и он прислал ссылку на версию прошивки 2.18 (родная стоит 2.15) Пока не проверял. Для интересующихся drive.google.com/file/d/1QhIScilR0AyT93Nsyk7Qw5Nli-GFwW_X/view?spm=a2g0s.imconversation.0.0.52553e5feeZV9A
Я тоже не ставил, он сказал, что она еще не обкатана, побоялся, что окирпичу принтер до того как допишу обзор ))
Но это можно «исправить» двумя способами:
1. Включить подогрев обоим вручную.
2. Добавить в стартовый gcode.
Когда стол прогреется то стартующий код быстро согреет пластик до нужных нам 230-240.
Обычно печать занимает гораздо больше времени, чем преднагрев, так что такая экономия незначительна
Хочется конечно быстрее начать, посмотреть нормально ли стол откалиброван, как первые слои лягут, как мелкие детали выводить будет, да и вообще это как с огнем, можно долго наблюдать, но это только поначалу. А потом кидаешь модель на 16 часов, включил, пошел чаю налил, вернулся, ага, вроде всё нормально легло и уходишь своими делами заниматься.
1 Стол имел горизонтальный люфт — куб без стенок укрепляется 2мя поперечинами и добавляется направляющая со свободной стороны.
2 голова из pla плавится при печати абсом в закрытой камере, перепечатал под сдвоенные подшипники так еще и люфт почти выбран
3 шаговик экструдера был совсем слабый, заменен на anycubic, при этом ток уменьшен до 0,8А что с редукторным экструдером дает отличный результат и очень тихий, жду dualdrive
4 из-за движения постели вниз использую команду спуска на 2мм вниз, потом на нужный уровень вверх, что дает очень ровные слои
5 поставил малинку и октопринт, очень удобно прямо из куры нарезал-отправил
6 нагреватель и термистор в голове промазал термопастой, отлично калибруется и быстрее греется
В новых версиях у марии уже исправилены многие недочеты, судя по конструкции, а закрытый вариант очень интересен.
Интересное наблюдение про шаговики, что видно обзоре Сорокина на ютубе про выбор драйверов, так сказать не все йогурты одинаково полезны. На 2208 X и Y работают отлично, а вот экструдер дает совсем иной результат. Сначала пробовал разные демпферы, но шаговик издавал неприятные звуки. Потом поробовал ставить разные, благо было 3 вида. Лучше всего показал себя самый дорогой Anycubic. По итогу самым громким узлом стал вентилятор обдува головы.
п.с. использую титановую вставку термобарьера(throat), иногда на большом давлении выдавливает пластик. Спасаюсь медной шайбой, она работает как уплотнитель.
Вообще было ощущение, что драйвер пробит
А что не поменять-то за 13.50 USD весь комплект.
Стало совсем тихо.
Но иногда на некоторых режимах ось Y изредка может тихо подвывать
Про драйвера лучше было поподробнее написать — там на осях TMC2208, а на экструдере стандартный громкий A4988, который сам по себе достаточно сильно шумит и который лучше заменить на 2209 и включить Linear advance.
Плюс желательно просверлить горло экструдера до конца, чтобы воздушной пробки не возникало.
А в целом отличный принтер.
Я не замечал плевков из-за пробок, может трубки в Вашем случае не хватило? Ну и удивился, что замена филамента довольно легко проходит, даже в автоматическом режиме, с анетами помню приходилось мучиться, вдавливая и вытягивая вручную по несколько раз, чтобы оплавленный пластик потом не забивал проток.
По горлу — посмотрите обзор Шаповалова, там хорошо рассказано и показано почему исполнение горла в longer — не очень.
По замене филамента и прочистке хотэнда — посмотрите Соркина. У него относительно недавно было видео о хаках по этой части. У меня с заменой филамента на этом принтере наоборот были проблемы — из-за такого исполнения горла хотэнда на конце образовывалось расширение прутка, которое успешно намертво застревало в фитинге трубки экструдера.
должна иметь на всём протяжении только один диаметр — 2 миллиметра.
Если у вас образуется утолщение то вы где-то его сделали сами.
Обычно в месте стыка трубки и термобарьера когда трубка не вставлена до конца.
Или сопло не докручено до упора в термобарьер.
Или вы потеряли кусочек трубки 2х3 внутри термобарьера там где она должна быть или она короче термобарьера.
Короче ищите где у вас утолщение тракта.
Хочется 32 бита и TMC2208 занедорого.
А так с отдельным контроллером дисплея 32 бита нафиг не нужно, чтобы только слои накидывать )
Не соглашусь. Это дисплею как раз не нужны 32 бита, его задача только G-код пересылать на плату. А вот плате приходится в реальном времени считать linear advance, S-Curve Acceleration, Junction Deviation, поправки на карту стола, нагрев через ПИДы плюс прерывания от всей переферии. 8-битные платы на низкой скорости (до 35 мм/с в зависимости от прошивки?) ещё как-то справляются, но на нормальных скоростях уже лагают и пропускают.
Возведения в степени, квадратные корни, арифметические операции — там их целая толпа. И все это либо с плавучкой либо с 32-битными целыми.
На скорости 100 мм/сек ось проезжает за 500 мкс 0.05 мм. А траектория на некоторых моделях вполне может быть достаточно сложной, чтобы разбиваться на участки с такой длиной.
4.2 кБ бинарника — это планировщик и управление мотором только для одной оси. И это чистый код, без таблиц и констант.
Да, там был проделан огромный объем работы. Идет не просто стыковка отдельных участков, а модификация предыдущего участка траектории при добавлении нового :)
— Ну, это редкость, большинство принтеров не обеспечит такую точность. Поэтому и заморачиваться нет необходимости.
— как-бы можно оптимизировать и поменьше будет (ну или на ассемблере переписать — раза в 2-3 уменьшится объем), плюс код одинаков для всех моторов — повторное использование, флеш не занимается на другие моторы. Ну у меня есть разработка (на 8-битке) там 5 степеней свободы, — ну 5 моторов шаговых стоит, — типа манипулятора, они все синхронизировано двигаются, по траектории движения захвата. Скорость в каждый момент времени для каждого мотора отличается + еще куча заморочек. Хватает производительности, скорость перемещения 280 мм/сек, ограничена механикой (и мощностями моторов). Там много на асме — реалтайм. Но это сейчас никому не нужно! Есть мощный проц, — нафиг оптимизация, — ловим глюки и пишем, что не хватает мощи. Проц стоит дешевле труда. Я на 8-битках флоат стараюсь не использовать — оно там и нафиг не нужно, а по скорости счета — значительно в минус. Фикс точка для расстояний — самое оно.
Тем не менее это случается и достаточно часто, чтобы этот недостаток 8-биток стал известным.
Вы сильно недооцениваете современные компиляторы. Хороший ассемблерный код выиграет у компилятора от силы 20% по объему или скорости. Талантливый ассемблерный код — может быть 30%.
8-битка может и 1 м/сек обеспечить. Это ни о чем не говорит.
Категоричненько…
В целом я понял — Марлин в течении 10 лет развивается толпой бездарей, которым Вы можете дать сто очков вперед :) Ну что ж, преклоняюсь :)
— а зачем? Точности это не добавит. Проще код писать — да, но время, время… теряется.
— не могу согласиться с Вашим мнением. Там много чему научиться можно. — и что? Оптимизация выполнена на все 100?
— это результат бездумной погони за цифрами, точностью, которую само оборудование не может обеспечить, то есть, собственно, отсутствию той же оптимизации.
Если у Вас такие результаты, то или Вы пишете такой неэффективный код на Си, или компилятор у Вас из 90-х.
Серьезно? Ну и как Вы сможете передвинуть ось на 0.75 мм, оперируя целыми числами? Ок, Вы будете считать все в шагах мотора. Типичные параметры у принтера — 100 шагов на мм, то есть 0.01 мм на шаг. Теперь смотрим на типичный G-код:
При округлении в каждом сегменте значения до целых чисел шагов мотора через пару десятков итераций набежит уже приличная погрешность.
Нет, конечно. Но и не настолько она там плоха, чтобы ее доведение до 100% дало прям качественный скачок в скорости выполнения.
Некоторые принтеры дают относительную точность в сотые доли мм. Их можно просто проигнорировать?
— нет, буду использовать целочисленную с фиксированной точкой, если писали — то объяснения не надо что это такое. В 3Dпринтерах (в большинстве своем) используется сильно урезанные G процессор и координаты указываются абсолютные (привязанные к 0, заданному G92) — ошибка не набегает.
— Ну, у них станина тяжеленная, я писал программы на станки, обеспечивающие точность в 0,01 мм, у них вес больше 5 тонн, и не так просто написать программу (G -код), чтобы получить хотя-бы 0,05 реальных и повторяемых. Фотополимерка при хорошей станине даст 0,025 мм, да и то не всякая. А дешевые принтеры с отсутствующей станиной 0,01 мм не дадут — нету у них нужной стабильности, у них прогиб консоли/балки от температуры больше. Читать хвастливые описания — ну пишут, а в жизни, при обычной печати вы такое получите? Можете проверить. Есть у меня одно оборудование, которое имеет разрешение по одной оси 0,036 мм (720 lpi, не принтер), но реально на нем можно получить только 0,07 мм — и там нет шагового двигателя, там нету ходовых винтов и есть какая-никакая станина.Там стоит энкодерная лента для обеспечения точности.
А вообще — интересно вот так общаться.
Целочисленные вообще не бывают с точкой. Это как бы даже из их названия следует.
Частично соглашусь.
Я говорил про относительную точность, а не про абсолютную. На многих принтерах перемещение сопла на 0.01 мм будет вполне заметно на модели.
— бывают. И очень часто используются. Дальше как бы бес толку говорить.
— относительная измеряется в процентах, промилле, частях, долях, — но никак не в мм.
— нет, для этого нужен слой тоже 0,01 мм, ну на крайняк 0,025 мм, иначе — заливает. Даже фотополимерные не дают 0,01, хотя на вертикальной стенке с фотополимерки слоев не видно. И линейную точность без энкодера получить сложно, а там сложность привода возрастает сильно…
Целочисленные и с фиксированной точкой — это два разных представления чисел.
Расскажите это классам точности.
Нет, не нужен.
Впрочем, это и не важно. Дельту в 0.01 мм на поверхности модели многие принтеры могут показать.
Возможно, но я помню как для ПК квадов так же говорили.
Да, на прямых участках, когда контроллеру надо было только один расчет произвести для этого участка.
А что это за принтер, работающий только с двумя двигателями? :) Ось Z не трогаем — понятно, что она на расчеты влияния практически не оказывает :)
Прохождение участка 0.03 мм на скорости 100 мм/сек занимает 0.0003 сек или 4800 тактов 16-мегегаерцового микроконтроллера. За это время он должен считать из файла очередную строчку текста (одно это уже довольно длительный процесс), распарсить ее, построить траекторию, проведя под сотню математических операций с плавающей точкой и 32-битными целыми. А кроме этого ему еще нужно заниматься поддержанием температуры в двух или больше каналах, обновлять показания на дисплее, выводить информацию в UART и т.д.
Ну вот одна эта фраза уже многое говорит о Ваших «глубоких» познаниях принтеров. Подача филамента — еще как уместно. Это такая же ось, как и X или Y, она так же точно рассчитывается в плотной взаимосвязи с остальными осями (а при включенном Linear Advance там все становится еще сложнее). А еще и 4-я ось там полноценно присутствует при включенном автовыравнивании стола.
-так а незачем там плавающая, все целочисленное, да 32 бита и что? Строчка берется из буфера в ОЗУ, с флешки считывается блок, где под десяток строк. И вы думаете, что 4800 тактов не хватит на все вышеописанное?
— это да, в этом случае присутствует.
— нет, подача филамента идет на постоянной скорости, а «линейное опережение» (так оно переводится технически) — это преждевременное увеличение скорости подачи филамента перед увеличением скорости движения сопла, скорость подачи просто увеличивается на/в определенную величину и остается постоянной при неизменной скорости перемещения сопла. Фух, надеюсь объяснил понятно. Ресурсов на это идет копейки.
Все координаты задаются, обрабатываются и хранятся в плавучке. Целочисленные получается уже после перевода результата расчетов в шаги моторов.
Да, и для этого требуется несколько сотен микросекунд, а то и единицы миллисекунд. И если каждая строчка описывает участок в несколько сотых мм траектории, то уже само считывание может быть даже медленнее, чем движение по траектории. А еще надо провести вычисления над всем считанным.
Абсолютно неверно. Скорость, ускорения и т.д. для экструдера рассчитываются совершенно точно так же как для любой другой оси на каждом участке движения. Еще раз повторю: экструдер для прошивки является просто одной из осей в системе координат принтера. И движение всех этих осей жестко взаимосвязано друг с другом.
Марлин — о Марлине этого никак нельзя сказать.
Желательно, полученная со слайсера. Но годится любая, которую смог бы обработать любой 3D принтер.
Этим можно будет закончить этот спор.
G01 X17.213 Y26.734 E4.578 F2400
С точки зрения расчетов это обычное движение в трех координатах. Только в некоторых случаях по оси E еще проверяются условия, которые не проверяются по осям X/Y/Z.
Без проблем — никак.
Тоже полнейшая чушь.
Е — это полноценная ось, со своими ускорениями, максимальными скоростями, взаимосвязью с остальными осями. Расчеты ее для принтера ничем не отличаются от расчетов той же Z.
— Не-а. Это таки подача. Со своими расчетами, конечно.
и ценой тысяч в 25 рублей.
Или по таким ценам все они одинаковы?
Пока на данный момент вижу тут рекомендации на LK4 Pro и Ender 3 Pro, которые вроде как почти одинаковы.
Сам я в 3Дпринтерах ни бум-бум, так что просьба ногами не пинать.
У меня Ender 3 Pro, но от родного осталась одна механика и то уже не вся.
Вы поменяли Эндеру всю электронику и многое из механики?
mysku.club/blog/aliexpress/67833.html#comment2881397
Из модификаций только обдув напечатал, но это норма почти для всех принтеров )
Единственный минус, это небольшая область печати. При круглом столе 200мм, квадрат вмещается небольшой, ну и высокая она из-за направляющих каретки, зато компактная.
сенкс
зы
фотополимерные от сотки тыщ… не, спасибо. для игрушки дороговато пока.
Например при выборе для новичка имхо ЛК4 ПРО лучше — для тишины не надо возюкаться с прошивками, заменами плат и т.п. — тупо вентиляторы махнул и все — качество печати одинаково
Качество же и от прутка зависит, сопутка вот стандартно полосит независимо от того насколько идеально настроен принтер, т.к. равномерность хромает, креозон и лонгеровский относительно ровные, но и стоят втрое дороже, так что тут нужно выбирать между качеством и ценой, сопуткой сам пользуюсь если не нужны идеальные слои или не лень постобработкой догонять(АБС)
Я об этом выше и писал, это же Вы утверждали, что трогать нельзя совсем )
2. По поводу 90-95:
Это не подача прутка в миллиметрах ( импульсов на миллиметр экструдера),
а поток.
У меня допустим на PETG поток 92 %.
У старого- сырого.
А у нового- сухого 98.
И это настроено при печати стенки 0.4 мм.
Если выгнали 300мм то должно выйти 300мм.
Это можно глянуть в EEPROM принтера.
И поменять там же.
Но один раз, измерив длину выдаваемого прутка и больше не трогать.
А если печатать вал который должен войти в отверстие детали и без гигантского люфта то как раз поток и нужно трогать.
А сырой пластик как раз распухает и вал просто не входит в отверстие.
Уж сколько я втулок печатаю на работу, а там неплохо плюс-минус 0.1 на диаметр иметь.
Спасибо за ответ! Я что-то в такие дебри залезаю, что уже очень сильно надоело — тронул одно, вылезет что-то другое. Я, конечно, знаю, что в принтерах так всегда, но настраивать месяц, чтобы потом каждая печать была под вопросом «а оно вообще напечатает»? — Это не очень радует. Можете ещё сказать, до какой температуры греете хотенд и стол (в связке с типом пластика, конечно же)?
А какого плана проблемы у Вас? Липнет плохо, стенки кривые, «соплей» много? Какая прошивка принтера?
Пишите в личку, чтобы я не потерял ответ, думаю чего-нибудь решим )
Подробнее:
1. Самым громким источником шума у стокового принтера оказался маленький, но мерзкий вентилятор охлаждения контроллера. Заменил его на 80х80х15 12 В, добавив step-down. Для этого использовал модель, упоминаемую ТС в обзоре. Изменился характер шума, и он снизился значительно, до терпимого.
2. Расположение ремня привода каретки оси Х разработал враг народа, иначе как диверсией назвать это трудно. Это же надо было додуматься пропускать нижнюю ветку ремня, сначала вводя его с торца в полость профиля, а потом, ближе к каретке выводить наружу. При этом ширина ремня и ширина прорези в профиле, через которую ремень проходит, равны (по 6 мм). При малейшем смещении ремня (а его поперечное положение справа не регулируется никак) ремень начинает тереться и в том числе зубцами о профиль. Поэтому заменил паразитный ролик справа на большего диаметра с тем, чтобы нижняя ветка хотя бы в этой зоне оказывалась сразу ниже профиля.
Т.к. я привык всегда и везде заменять штампованные защитные решетки корпусных вентиляторов на проволочные (причина, думаю, очевидна), я снял и разобрал БП. Ещё одно чудо. Печатная плата с односторонним фольгированием без металлизации отверстий. Разъем подключения вентилятора охлаждения БП запаян с зазором до платы. Когда сборщик подключал кабель вентилятора, он додавил разъем до платы и дорожки с противоположной стороны закономерно отошли, повиснув в воздухе. Пайку остальных элементов пока не проверил, боюсь, там всё перепаивать придется.
Как и отметил ТС, принтер пришел практически собранным. Но однозначным плюсом я это назвать не могу:
— оба ремня (и Х, и У) были натянуты, что называется вусмерть. При этом паразитные ролики на обеих осях использованы без зубцов -> смятие зубцов ремня -> повышенная вибрация;
— у правой каретки оси Z один ролик просто болтался в воздухе, не касаясь профиля. А отрегулировать эту каретку, уже надетую на профиль затруднительно (не весь крепеж доступен). Т.е. все равно пришлось разбирать портал.
Стоковая карта microSD тоже нанесла немало удовольствия. Выглядело это так. Собрал, проверил ходы кареток, выставил стол с запасом по высоте, включаю, гоняю по осям вручную (в том числе проверяю и возврат в домашнее положение), проверяю зазор на уже нагретых столе/сопле – всё вроде бы работает штатно. Хорошо, вставляю стоковую флешку и пробую печатать тестовые модели с нее по одной. Облом: проходит нагрев стола, затем сопла, отрабатываются нулевые положения сначала по Х, потом по У, и… все. По Z голова либо не движется вовсе, нагрев выключается, печать прекращается. Либо поднимается и там замирает, либо, что еще хуже, начинает движение вдоль стола и утыкается в стол до конкретного такого упора (на микрик в это время внимания она уже не обращает) в произвольном месте. В двух местах в итоге пластиковое покрытие проплавлено до стекла.
Минут через 40 дотумкал попробовать печать со своей проверенной карточки – все ОК. Блин!
Общаюсь с продавцом, какого хрена мол. Он оказывается в курсе таких фокусов своих карт и присылает мне ссылку на ютьюб, как заново сформатировать флешку. Спасибо, отец родной. Форматнул его флешку и с нее тоже все запечатало.
Предварительный нагрев стола/сопла, доступный из меню, смысла, по-моему, не имеет, т.к. нагрев выключается сразу же после перехода из этого подменю в любое другое.
Но в целом, пока, с учетом цены (мне он обошелся в 10939.55руб.) я машинкой доволен. Учитывая, что она у меня первая, и я у нее, надеюсь, тоже.
Как-то так.
По поводу флешки, не додумался ее отформатировать, просто кинул как отбраковку в ящик. Нужно будет сходить реанимировать ее, своя еще куда-нибудь пригодится.
А есть фото переделанного обдува платы? Легко моделька встала или пришлось повозиться?
Встала легко, немного повозиться пришлость с уминанием проводов внутри, чтобы не мешали.
Задевание зубцов ремня об профиль — источник дополнительных вибраций (погрешностей) по оси.
Обдувы готовые посматриваю. Чего-то, что понравилось, не видел. Если будет время и умения попробую свой замутить. Но это после прихода вентиляторов.
Поменял державку катушки на боковую — длина нити от катушки до податчика уменьшилась на 15см.
Пока жду 80мм вентилятор для материнки, заменил штатный истеричный 40мм на 60мм через печатный переходник 40-60мм (только надо искать со смещеннием одной стороны, а то симметричный упрется вверху), стало тише заметно
Если стало заметно тише, может быть на этом и остановиться? Там есть ещё с чем бороться)). Тем более, что под вентилятор 80х80 уплотнить провода внутри контроллера может получиться не сразу. И обращаю внимание, вентилятор 80х80х25 просто не пройдет по толщине.
Извините но вы хотя бы этот марлин в глаза видели?
Цифры «2.15» ни какого отношения к Марлину не имеют.
Это какой-то номер какой-то китайской прошивки.
Я прям так не могу сказать что она уж больно плохая, я на ней даже обдув напечатал, потом прошил полноценную марлю и уже год на ней печатаю.
О обзоре
Обзор слабенький, хоть и видно старание автора отработать подарки, но доминирует отсутствие опыта FDM 3D печати.
О PRO
Про версия — маркетинговая замануха для новичков. Мозги попроще — экран побольше.
НЕ ВЕДИТЕСЬ.Вам нужно печатать, а не кино с экрана смотреть.
ИМХО
LK4 принтер неплох вобщем. Я не рекомендую его неподготовленным пользователям.
Если его брать то нужно сразу:
— дабы не зависить от причуд китайцев и изучения их поделок перепрошить принтер сразу на Марлин. Это не сложно но требует определенных знаний. Процессор там современный и отлично работает с последней версией (на сегодня 2.07)
— нужно сразу переделать обдув хотенда ибо стоковый ничего не охлаждает.
Ну и еще как обычно куча всего по-мелочи, перечислять здесь не буду.
Главный минус (пока) перепрошивки LK4 на марлин — это отсуствие энкодера.
Как следствие — используется тачскрин с виртуальными кнопками. Это не сильно плохо но с энкодером куда получше.
На скрине видны виртуальные органы управления, но главная информация в данном случае это тестирование точности автоматической калибровки стола самодельным датчиком. 1 микрон не калибрует ни один блтач.
Это одна из причин перехода на марлин.
Ладно, много лишнего.
В двух словах: LK4 отличный принтак если вы знаете что с ним делать, а если нет — берите эндер3 с 32бит платой)
Всем удачи и интересных обзоров!
ЗЫ
Сейчас уже доступна версия Марлин с графическим интерфейсом где полноценно поддерживается тачскрин.
Теперь пальцем можно тыкать на соотвествующие иконки, а не на виртуальные кнопки.
Сам пока не тестировал, попробую как нить.
Жаль, что Вы не отписывались в моих публикациях по Anet A6 и А4 в 2017 и 2018 году, я бы за эти несколько лет постарался подтянуть знания, а пока буду с нетерпением ждать от Вас более профессионаольного обзора, дабы набраться опыта от гуру )
На котором и работают эти лонгеры(версия 1.1.9), 2.0 на этапе тестирования, пишут, что скоро опубликуют официальный релиз
Закрытая прошивка будь она хоть на двух марлинах к марлину ни какого отношения не имеет.
Марлин — это открытая прошивка с полноценной возможностью кастомизации под любое доступное железо.
Китайская прошивка — закрытая со всеми вытекающими.
— Ну за 3 года печати на анетах вы могли бы запомнить, что «лесенка на окружности» — это эффект чешуи. Ну и тд.
— Эти лонгеры выпускаются уже два года и как небыло на них полноценного марлина так и не будет — на подходе новые чипы и новые контроллеры. Китайцам есть над чем работать — нужно новые принтеры продавать)
А вы язвите дальше — это у вас лучше получается чем обзоры писать)
Какая разница как называть эффект если ниже он визуально показан и все всё поняли? Опыт есть, но я не маньяк, который постоянно сидит в форумах и что-то допиливает, в том числе прошивку. В дельту марлина заливал правда, но там сток грустный совсем был, тут же это без надобности, результат и так неплох, а для идеальной печати нужны другие железяки.
Так в про же полноценный марлин.
Вам хотел написать то же самое )
Модифицировать прошивку будут все кто будет печатать на принтере более полугода хотя бы пару раз в неделю.
Автолевел стола это практически обязательная функция комфортной печати. Особенно на дешевых принтерах.
2) Про версия похоже кроме вас и производителя никому не интересна:
— 8 битный контролер;
— устаревший марлин;
+ большой красивый экран )))
Посему не вводите людей в заблуждение.
В A4 я стол откалибровал один раз после прошивки и два года вообще не касался винтов подстройки. В LK4 если перевернуть стекло, дабы не отдирать детали после печати шпателем, она тоже не сильно сбивается, так что автолевел это конечно хорошо, но и ручной не всегда доставляет хлопот.
Аж предпоследний стабильный релиз, ужас то какой )
А контроллера и 8 бит хватает для дрыгостола вполне, интерфейс крутится контроллером дисплея.
По поводу экрана, сенсор всяко удобнее энкодера или кнопок, так что да, размер и тач это плюс.
Верю, конечно верю, но как владелец принтера хочу получить достоверную информацию.
Если печатать раз в два года то да — ручной калибровки с головой.
А если печатать по несколько раз в день, а еще и разными материалами, а еще и с разными адгезивами, да и еще на разных подложках, то достаточно сменить стекло недожидаясь остывания детали и установить новое.
Вот для этого и нужен автолевел.
Вы в очередной раз подтверждаете свой «профессионализм» — прошивка 1.1.9 не поддерживает 32битные процессора да уже более года не поддерживается серьезно так как даже самые ленивые китайцы ставят 32битные контролеры.
Все соверменные платы шьются только марлин 2.х.х.
Учитывая скорость печати, кинематика принтера не имеет доминирующего значения в качестве печати.
Художественная печать происходит на скоростях до 40мм/с и правильно настроенный «дрыгостол» будет печать не хуже более «легких» принтеров. А вот результат печати на 32битной плате будет значительно выше особенно на сложных моделях. Это уже проверно и доказано много раз.
По поводу качества 32 и 8 бит, я не буду спорить, т.к. у обозреваемых ещё и драйверы отличаются, из-за чего качество у 32 бит хромает, но результатами про я доволен. Да, может у меня не было дорогущих моделей, которые не уступают фотополимерным по детализации, но в данном ценовом диапазоне довольно неплохо.
Тут марлин предыдущего релиза, Вы оказывается успели переключить внимание на LK4
качество вполне себе ничего.
На 8бит было похуже.
Как вариант — плохой пластик.
Но ко всему нужно пересмотреть крепление гайки оси Z, обязательно откалибровать пиды, ну и хоть это сюда не касается, напечатать нормальные натяжители ремней ибо штатное крпление ни коим образом не способствует качеству.
При хорошем освещении еще красивее смотрится.
А как вам Tronxy X5SA? Почти все как в Flyingbear Chost 5 (ну конечно этот без стенок) и мне как инженеру очень импонирует симметричная подвеска стола.
Отзывы довольно хорошие, правда прошивка закрытая и что-то доработать (например, заменить ёмкостной датчик стола) будет почти никак.
Где покупали (Tronxy global store, Tronxy Official store)? Были ли дефекты и как к этому относсе магазин?
Сейчас у них 100500 моделей. Тяжело понять отличия. Конечно хотел бы с Wi-Fi — явно удобнее в плане его установки в какой-нибудь кладовке.
Городские легенды. Плата от Chitu. Управляющие коды берутся из прошивки и правятся, как надо. Вот к примеру мои — i-fotki.info/26/95f783fbcb7376539e11daa79110bb0e5e1c82386875874.png.html
Всё просто, как 5 копеек. При желании можно наверное и марлин прошить, я не пробовал. И так хорошо.
Да, драйвера 2225.
i-fotki.info/26/d4cd35a079fd5bd5bdd0ef34f1893fa75e1c82386876226.png.html
Реально заплатил 27 тысяч.
Изначально — нет. Через какое то время (не знаю когда, случайно обнаружил) развалился подшипник в экструдере. Продавец тут не при чём, просто заказал пяток подшипников. А так продавец на все вопросы отвечает, что не может сам сказать, узнаёт у инженеров конторы-производителя. Тут тоже всё в порядке.
С вайфаем печальней. Разъём есть, но тронкси использует платы от Chitu и доступа внутрь у них нет. Это касается только именно моей модели.
Ну для доработок тут границ нет. Сначала освещение и обдув — i-fotki.info/26/dc65acc4d34e99b28e1a827db4c2b0b65e1c82386876858.jpg.html
Затем оси Z желательно засинхронизировать — i-fotki.info/26/83ca1d6e8617b274e3517f393adbc9045e1c82386876978.jpg.html
Советую — очень удобная штуковина для катушек любого размера — i-fotki.info/26/15616096589fdeb6a1f462785f0527775e1c82386877827.jpg.html
Корпус такого размера по хорошему надо из тридцатого профиля делать, но пара десятков уголков решают проблему жёсткости конструкции. Стол большой, поэтому шести регулировочных винтов не хватает. Надо девять.
Ну затем закрытый корпус. Я преимущественно ABS-ом печатаю, поэтому надо — i-fotki.info/26/16c7d7faf3b59f8bf45bfb5a29d56e105e1c82386877261.jpg.html
Ну и в дальнейших планах — для полного счастья нужна установка директ экструдера. Это уже в процессе.
Интересно в те же деньги Летающий медведь 5 будет все же лучше (кроме меньшего размера печатающей области)?
С такими размерами всё будет шататься и кривиться и я выше как раз писал об этом. Если руки растут не из задницы (как у этих писателей), то всё правится на раз. А линейные подшипнпки убить — я даже и не знаю, что с ними такое надо делать.
Дык сразу с директом продаётся лишь максимум пару процентов от всего объёма и стоит уже совсем другие деньги.
Нет. Посмотри его несколько обзоров с переделками на чуча.тв. Переделывать надо всё. Летающий медведь — такой же начальный конструктор, как и мой. Только у моего механика уже вылизана и лучшая система CoreXY, а медведи что то пытаются своё смастерить и нифига хорошего у них пока не получается.
Насчёт покупки принтера — всё зависит от тебя, твоих умений, знаний, финансов и интереса к этой теме.
Мне нужна была хорошая база, чтобы освоить 3D печать. Я её получил. Теперь, на основе полученных знаний и опыта я переделаю всё так, как мне надо. Всё делается постепенно, не особо затратно, с купонами, промокодами и т.д. По крайней мере сейчас я могу просто включить принтер, нажать «печать» и заниматься своими делами. Больше ничего не требуется. Сам всё напечатает, остынет и выключится.
Так что смотри сам. Единственное могу посоветовать — даже не смотреть в сторону дрыгостолов и дельт.
Сейчас я бы конечно сам собрал свой принтер, примерно что то такое — miragec79.github.io/HevORT/
Кстати, распечатал их датчик филамента и сразу же поставил себе — i-fotki.info/26/8e648c60da973bf153297afdb5e1f20a5e1c82386912491.jpg.html
Он срабатывет не только по отсутствию филамента, но и при его закусывании на катушке при плохой намотке + его ещё можно использовать как механическую кнопку паузы…
Октопринт не используешь? Я так понял, что это своего рода посредник, который цепляется к ПК по Wi-Fi в том числе и имеет всякие плюшки типа видеонаблюдения за процессом печати.
Для меня 330х330 — это разумный компромисс. Любые напечатанные детали всегда можно порезать и склеить, а вот цена на большие размеры взлетает несоразмерно + увеличивается хлипкость всей конструкции и денег придётся вкладывать в переделку намного больше. На моих фотках выше видны и дополнительные рёбра жёсткости на дне и уголки везде, где только можно и нельзя. Сейчас у меня просто монолит в плане жёсткости.
Всё зависит от экструдера и пружин стола. Если зажать под обрез, то 400 гарантированно будет, но это слегка неудобно, да и на 99% просто не за чем. Если экструдер вулкан или супервулкан поставить, то и высота будет соответственно меньше. Хотя если крепление экструдера полностью своё сделать, то паспортную высоту можно и сохранить.
Нет. Мне просто это не нужно. Всё включено через умную розетку, а за печатью в моё отсутствие смотрит и слушает и говорит при надобности Wi-Fi камера и если что, можно всё просто выключить. Не охота ещё и с малиной возиться. Мне проще материнскую плату поменять на ту, что с вайфаем. Деньги примерно те же, а пользы намного больше.
Если отогнуть стенку с дыркой от штатного вентилятора или убрать кожух вообще, даже вентилятор 80Х80 вертикально ставиться на поперечный профиль. Одно непонятно — напряжение на разъёме этого вентилятора как-либо регулируется программно, или идет напрямую из блока питания? B есть ли в блоке питания 12 вольт?
Каждую троицу роликов лучше регулировать эксцентриком на своём профиле по отдельности, до легкого хода без люфта, а уже потом регулировать расстояние между креплением этих троиц на оси.
Ось Х пришлось отрегулировать. Штангенциркулем стоит проверить высоту оси (не от стола!) слева и справа от нижней рамы. Верхняя балка при измерениях должна быть прикручена, иначе параллельность вертикальных стоек гуляет. Для упора оси Х по высоте надо ввернуть винт М4 слева спереди, там отверстия от крепления двигателя по Z. Верхнюю балку пришлось снимать и ставить несколько раз, потому что затягивание винтов предполагает полное снятие оси Х.
Пружины стола стоит зажимать посильнее, будет жестче и стол не будет прыгать при рывках.
Ось Z соединена с мотором через пружинную втулку, так вот она реально пружинит вверх-вниз. Понажимайте — увидите. Понятно, что работает на статике, лишь фиксирует высоту, но при дрыгании других осей пружина будет гулять. Решение — бормашиной/дремелем сделать в оси мотора углубление алмазной шаровой головкой в центе вала (защитить зону вокруг вала мокрой туалетной бумагой) и поставить в эту лунку стальной шарик. У меня нашлось 4мм — самое то. Шарик зажимается между торцами валов, люфта больше нет, но сгибаемость сохраняется.
Есть ещё чудаки, что ставят контргайку на ось Z. В невесомости или с принтером на потолке это ещё было бы понятно. Гравитация и есть контргайка.
Вообще то у меня при настройке это было — забыл убрать винт-фиксатор из вертикальной стойки и ось Х не смогла опуститься вниз — упёрлась в этот винт. Мотор просто стал прокручиваться. сила, конечно приличная, но магнитные шестеренки не сломаешь :)
При этом покупать новый не надо! Достаточно впаять резистор в цепь питания. Кулеры на 24 В продают на Али именно такие. Обмотки у них теже, что у 12 вольтовых. У меня впаять 150 Ом оказалось идеально. И дует и тихо. Ковыряем вот так:
Катушку филамента поставил на подшипники:
Оси от CD привода, подшипники от пары старых кулеров. Пластиковые втулки печатаем сами. Странно что никто об этом не позаботился — катушку реально тяжело провернуть. Тут самое сложное вырезать окна для подшипников в дюрале. Лентяи могут просто просверлить. Теперь катушка как в масле катается:
Обдув тоже решается проще, чем советуют. Сделать наклон, как на фото, и приклеить на сопло удлинитель — овальную (~25х8 мм) трубу около 15 мм. Циакрин держит намертво:
Насчет кругового обдува. Eго не бывает — воздух куда-то должен уходить. Он и уходит вверх, после того как обогнет сопло с обоих сторон. Вентилятор печатной головки не зря создает разрежение и выбрасывает теплый воздух вперед если смотреть на фото. Поэтому одного вентилятора достаточно. Охлаждение пластика происходит в первую очередь за счет контакта с уже твердым пластиком из предыдущих слоев, и задача вентилятора обдува охлаждать именно готовую поверхность до, а не только после печати.