Винты M4x0.5 из нержавейки и их применение

- Цена: 381 ₽ / 10 шт.
- Перейти в магазин
Винты, сверла, DIY, токарка.
Ремонтируем неремонтируемое — чиним сопло для 3D принтера Flashforge Adventurer 5M.
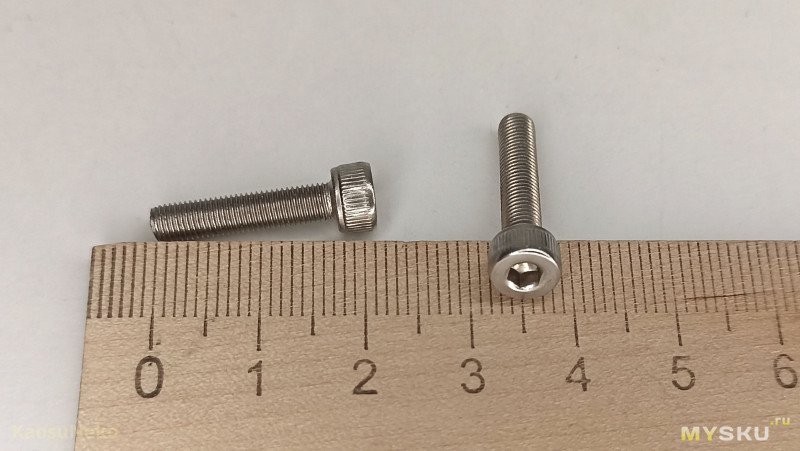
Винты поставляются в плотном пакете с зиплоком, на этикетке указаны размеры, материал не указан.
Нержавейка, магнитится несильно, но, например, вытащить винты из труднодоступного места магнитной указкой можно без проблем.

Сверла поставляются в тоненьком тубусе, который даже приехал целым:

Был заказан диаметр 1.75 мм, и многие уже догадались, почему. Хотя момент спорный.


В пределах погрешности измерений. По качеству сверла… нормальные, не больше не меньше.
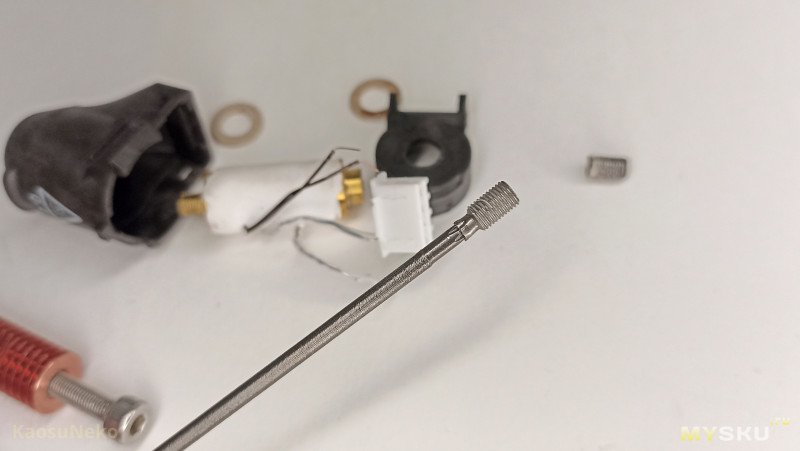
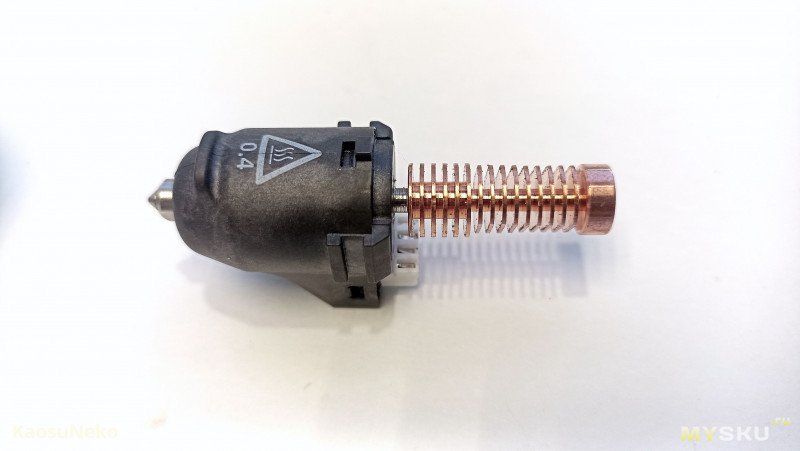
Собственно, посмотрим на виновника обзора:

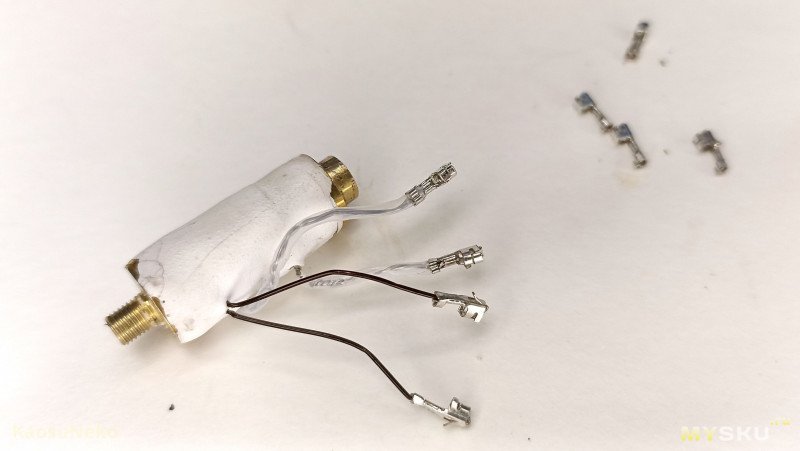
Сломанный пополам нагревательный картридж от 3D принтера Flashforge Adventurer 5M — сопло/нагреватель/термистор/термобарьер/радиатор в красивом быстросъемном исполнении. Удобно, дорого.
В ТГ канале, посвященном A5M, зафиксировано несколько случаев располовинивания сопла при: кривой установке нагревательного картриджа в разъем (не защелкнутых защелках), при попытке протянуть резьбы (и здесь же оторванные провода в картридже), «самопроизвольном» обнулении Z offset (при невыясненных обстоятельствах), неснятии карты стола после манипуляций с принтером. Также зафиксировано множество глубоких царапин PEI пластины при вытирании сопла, без повреждения оного (и парочка с повреждением, но это не точно).
А говорят, неразборное. Берем набор бит Torx, и забиваем подходящую в термобарьер:

Пластиковый корпус разбирается 3 лопаточками. Лучше сначала разобрать, а потом раскручивать — иначе можно оторвать провода. Разъем тут обычный XH2.54, корпус доработан ножом.

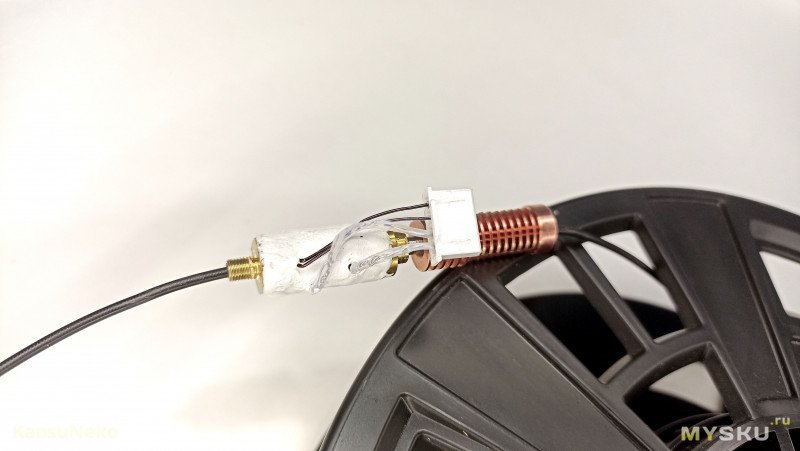
Сопло выкручивать неудобно — нагреватель можно держать только узкогубцами в месте установки термобарьера, где была верхняя шайба. Разобрали:

Как оказалось, все резьбы в картридже сидят на герметике.
Прозвонили нагреватель/термистор и переобжали:
Резьба сопла и термобарьера (с обеих сторон) — М4x0.5:

Сопло ключ на 5.5, радиатор — на 8


Половинки термобарьера. Это вам не V6

Кстати, E3D V6 переживает вот такое:

Пояснительная бригада: печать на тыльной стороне зеркала, сопло стерло покрытие, но уцелело. Эх, старый-добрый RepRap, славные времена. А тут и дорабатывать почти ничего не нужно.
Вооружаемся штангенциркулем и подручным инструментом:
Делаем эскиз термобарьера:
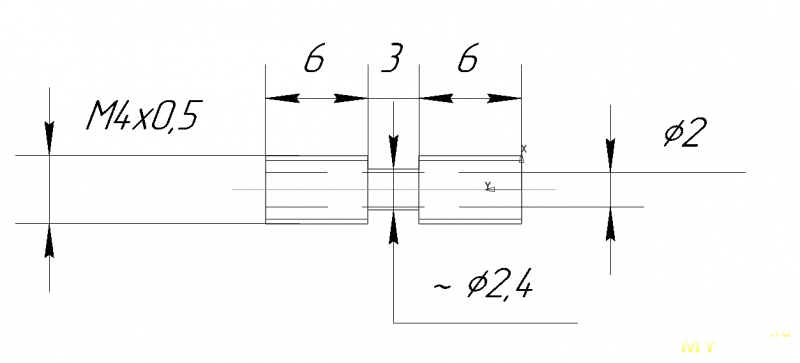
С размером 2.4 мм я сильно не уверен — эта часть сильно пострадала при разборке (длина тоже может незначительно отличаться). Но стенка ~0.2 — это очень мало. Ладно бы оно было сделано из мифрила или чего получше, а тут — нержавейка (UPD: в комментах пишут, что возможно титановый справ). Поэтому шейку оставим потолще и отверстие сделаем 1.75 мм (фактически чуть больше).
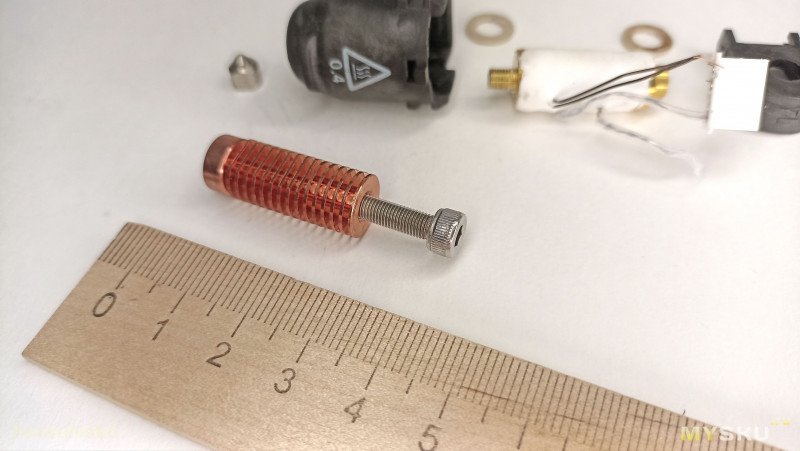
А купленные винты то почти подходят. Идем к токарному:
Мелковаты детали. Немного рука дрогнула, но не критично. Диаметр шейки сильно уменьшать не стал, посмотрим, как будет работать.

Кстати, штатный термобарьер магнитится очень слабо, намного слабее этих винтов. Сопло не магнитится вообще.
Берем винт, делаем пару надрезов, и прочищаем им резьбы:

Проверяем, проходит ли филамент.

Идет гладенько. Приступаем к сборке.

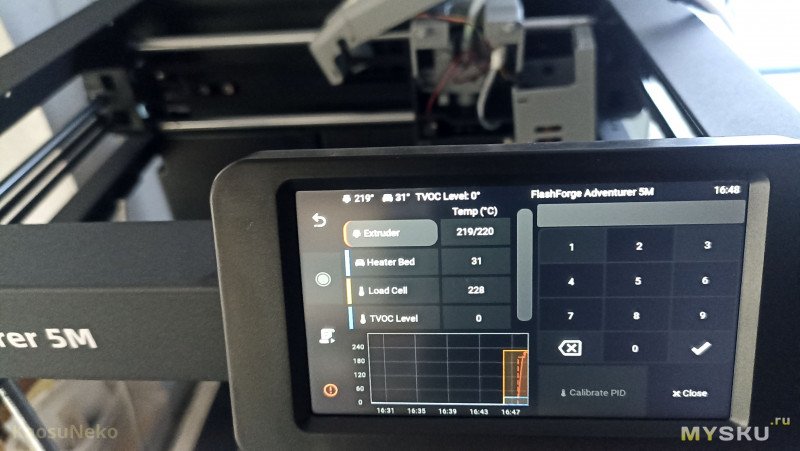
Прозваниваем перед подключением к принтеру:

Греет:

| +59 |
1693
47
|
| +42 |
3554
41
|
Но да, такой ремон лучше бы подошёл под 0.6, да помечаться ABS композитом — заодно отшлифуется
У титана же и нержавейки теплопроводность плюс-минус одинаковая и в зависимости от кронкретной марки — не всегда в пользу нержавейки.
У нержавейки она плюс-минус та же. У «кастрюльной» 304 даже ниже.
Речь правда про чистый титан. Как подсказывают выше у некоторых титановых сплавов она в разы ниже, чем у собственно титана
А когда будет статья про применение в народном хозяйстве?
Хорошие винты, да, надо брать :)
Кастомные головы — это превосходно, тут я согласен.
На сколько адекватная по шероховатости внутренняя поверхность заменителя термобарьера? Не сыграет ли это роль в образовании пробок? По идее современные сверла должны оставлять остаточно качественную поверхность и дорабатывать разверткой не нужно, но все-таки.
Конструкция сопла, накручивающегося сверху гайкой, конечно, удивляет с инженерной точки зрения. Да и проприентарные сопла в наше время оч странная вещь.
Отвечаю честно — пока сам не знаю
Мне тоже «понравилось».
Каждый делает «лучше» чем у конкурентов и чем было в старых моделях. Заработок на расходниках. Правда, иногда действительно получается лучше.
хозяйство давно капиталистическое и зд принтера не у каждого в хозяйстве есть.
А вообще 3D принтер — очень полезная вещь, даже если это будет крайне бюджетная модель.
А так — да, трубка OD2.5mmXID2mm почти как заводская, но у резьбовой втулки стеночка больно тонка будет.
Чтобы что-то качественно напресовать нужно совершенно другое качество исполнения этого всего, чем в варианте «делаем дырку + утоньшение посередине».
Мне кажется, потечёт все.
Эта хрень проприетарная не позволяет перейти на вулкан какой-нибудь и не думать о расходах?
На printables есть свободная (CC BY-NC) модель головы под клоны хотэндов Bambu Lab X1 X1C, которые: в 2 раза дешевле — раз, нормально разборные/обслуживаемые/с запчастями — два. Эта голова у меня отпечатана — три. Единственное, печатать крайне желательно из ABS композита или чего получше — я использовал ABS GF-4, работает нормально.
И еще в ТГ группе A5M есть объявления с готовыми головами под те же хотэнды от бамбука и Creality K1/K1 Max, в том числе укомплектованные и собранные — меняется элементарно, ключами, что были к в комплекте, да потом ПИДы откалибровать и карту стола не забыть снять.
Смысл биметалла как раз в том, что тонкая цельнотянутая трубка в несколько раз прочнее обточенного проката.
Но возможно стоило таки применить титановый винтик?
У этого продавца аналогичные винтики под шестигранник, но со стандартным шагом из ржавейки стоят 7р за винтик.
Да и перебрать картридж от A5M для владельца та еще проблема:
При выкручивании половинки термобарьера из нагревателя без разборки корпуса приходится держать сопло ключом, и 50/50, что оно открутится, тогда провернется нагреватель и оторвутся провода. Провод нагревателя — пол беды, у термистора — тонкие и очень жесткие.
А при разборке корпуса можно также оторвать провода или сломать корпус.
Еще я, как и AlexST77, в сомнении, что оно будет хорошо работать на PLA. Один пользователь в теме заказал себе термобарьер с тонкой шейкой, как заводское — так свернул его при установке.
Заморачиваться с биметаллом — увольте, если бы стоковые сопла стоили хотя бы в 2 раза дороже при отсутствии альтернатив — еще можно заморочиться. А так я себе бамбукомод отпечатал из ABS GF-4.
Такие термобарьеры были у MK8 — там резьба M6, PFTE трубка с наружным диаметром 4 мм помещалась свободно. У сабжа с М4х0.5 места под трубку совсем нет, единственный перспективный вариант — биметалл, но я смысла так заморачиваться не вижу.