CNC гравер 3018. Часть 2. Добавляем лазерный модуль.

- Цена: $69.99 (на время акции)
- Перейти в магазин
Всем привет! В комментариях предыдущего обзора писал, что приспособил лазерный модуль на этот станочек и сделал несколько пробных пусков. Тема заинтересовала несколько человек, так что решил потихоньку копить материал, но не углубляться в технические дебри, а больше пройтись по тонкостям настройки и результатам. Обзор получился довольно объемным, надеюсь будет интересно )
Серый пакет

Картонная коробка

И уже в ней в антистатик пакетике лежит модуль и шнурок для подключения к станку

«Шильдик» поближе

Ослабляем фиксирующий винт и вынимаем двигатель. Если присмотреться, можно заметить насечки
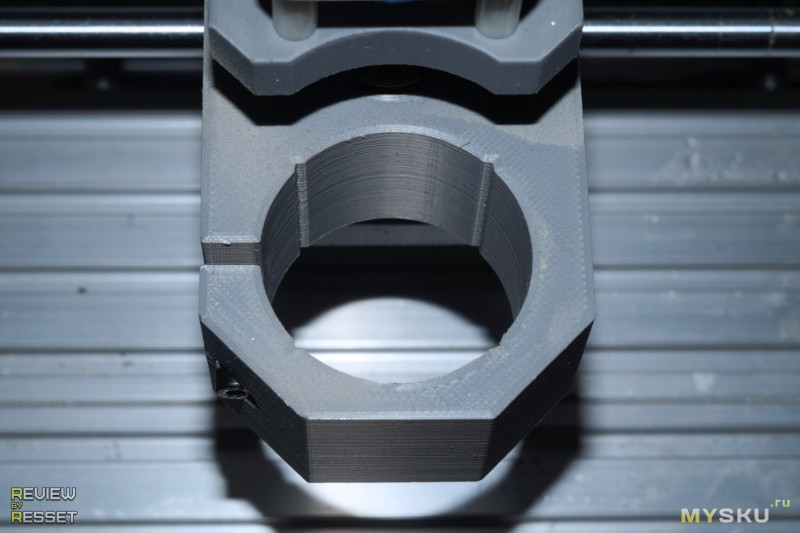
Благодаря которым квадратный модуль лазера надежно фиксируется в цилиндрическом отверстии
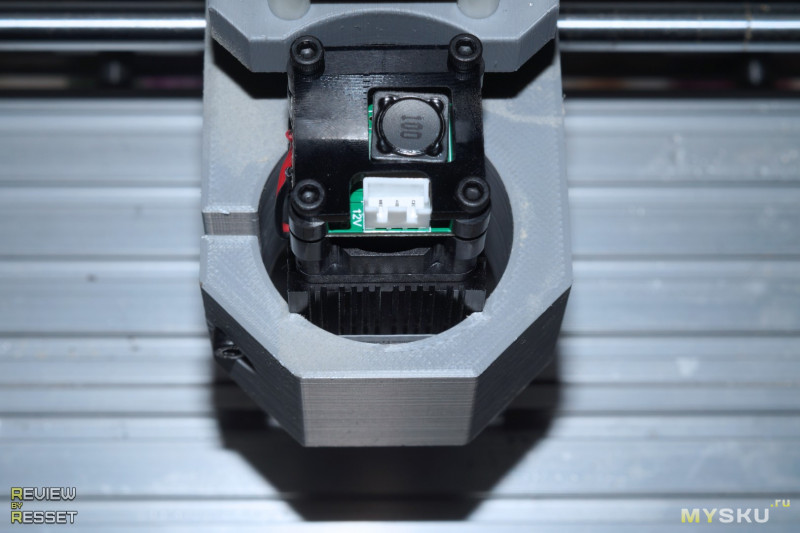
Затягиваем винт, вставляем кабель
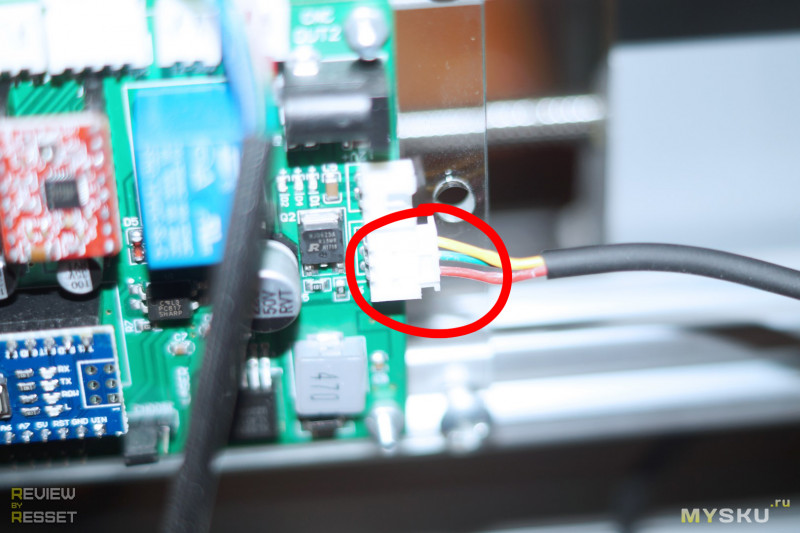
Второй конец фиксируем в соответствующем гнезде под разъемом питания
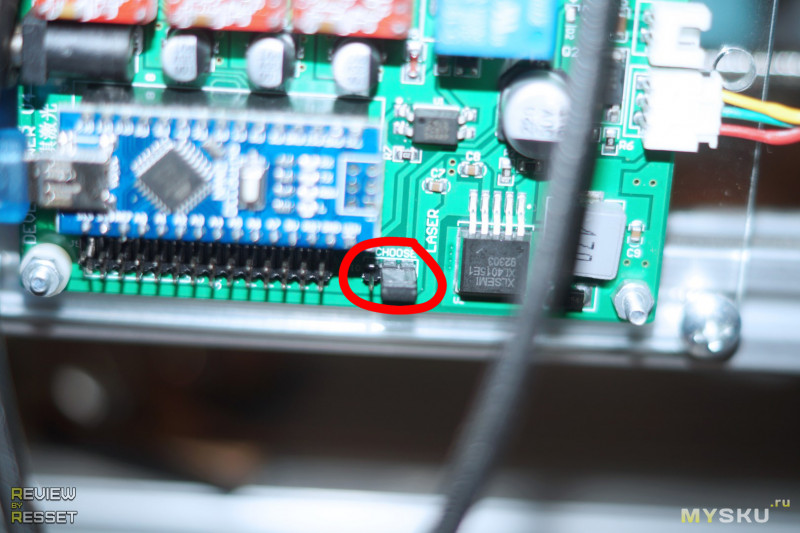
Ну и перекидываем перемычку с CNC на Laser. Установка закончена, процесс занял несколько минут
Далее нам потребуется программное обеспечение, т.к. тот же Candle для механической гравировки выжигать не умеет. Благо производитель позаботился и скинул всё необходимое в комплекте с гравером
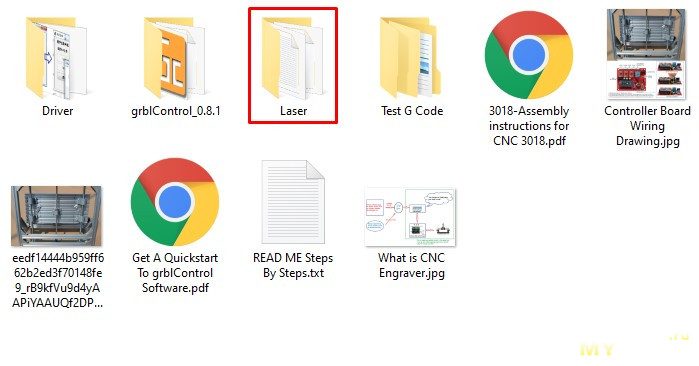
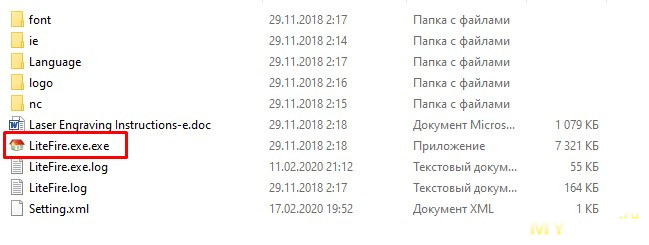
Нам нужна только папка Laser, настраивать ничего не придется, можно сразу запускать программу
Во время ознакомления рекомендую не включать станок, т.к. до сопряжения с ПК он будет на несколько секунд включать лазер на полную мощность, так что сначала разберемся как всё работает, потом будем включать.
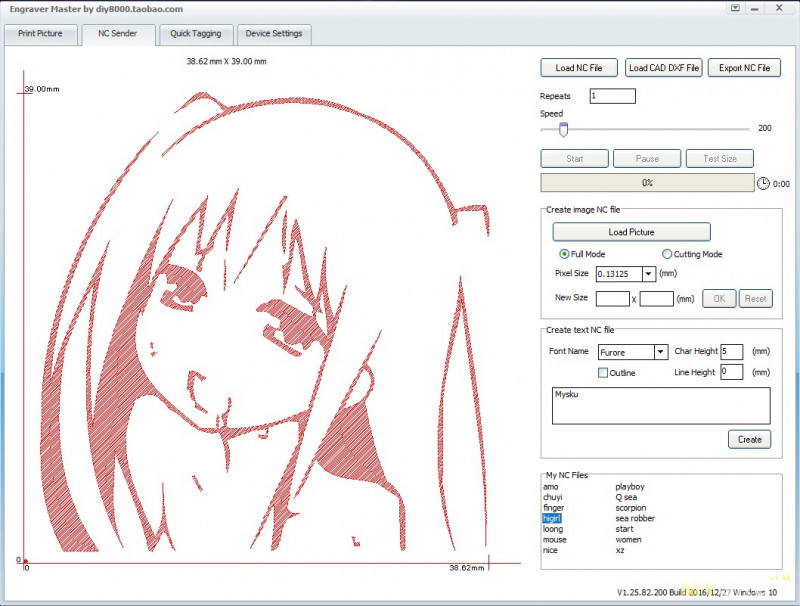
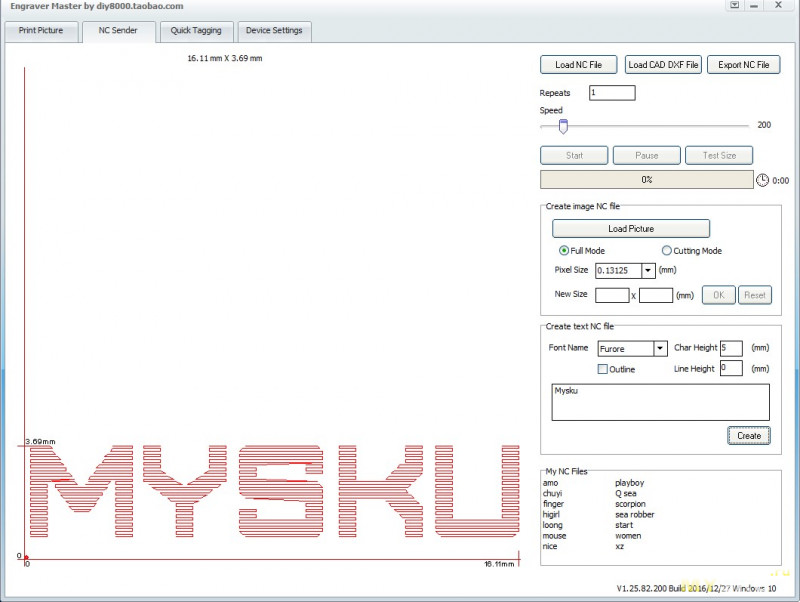
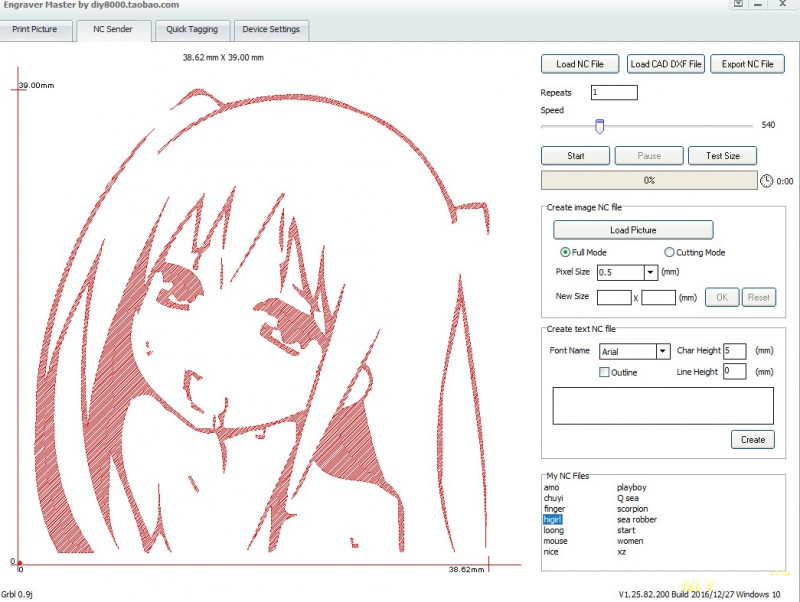
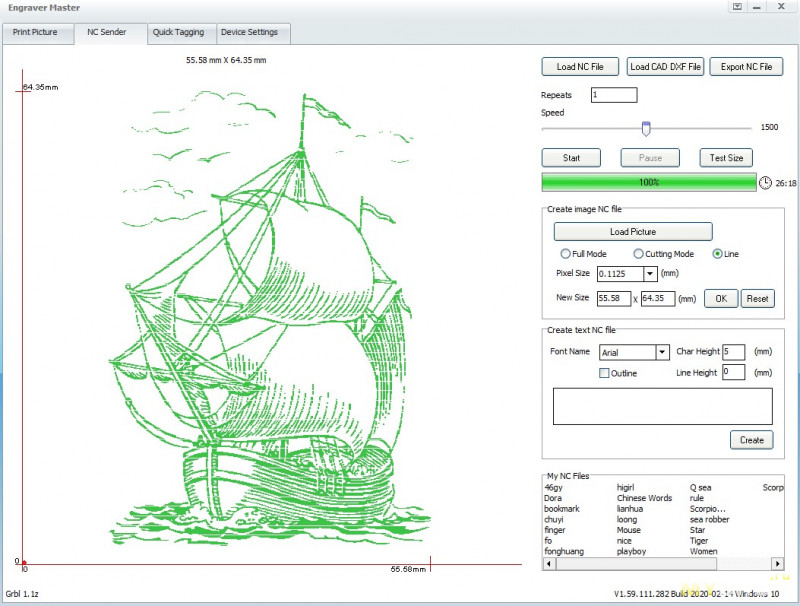
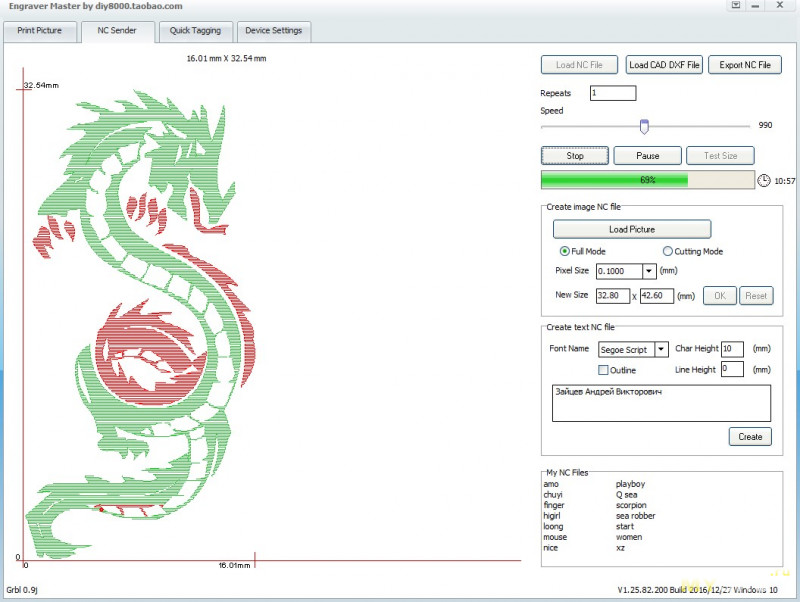
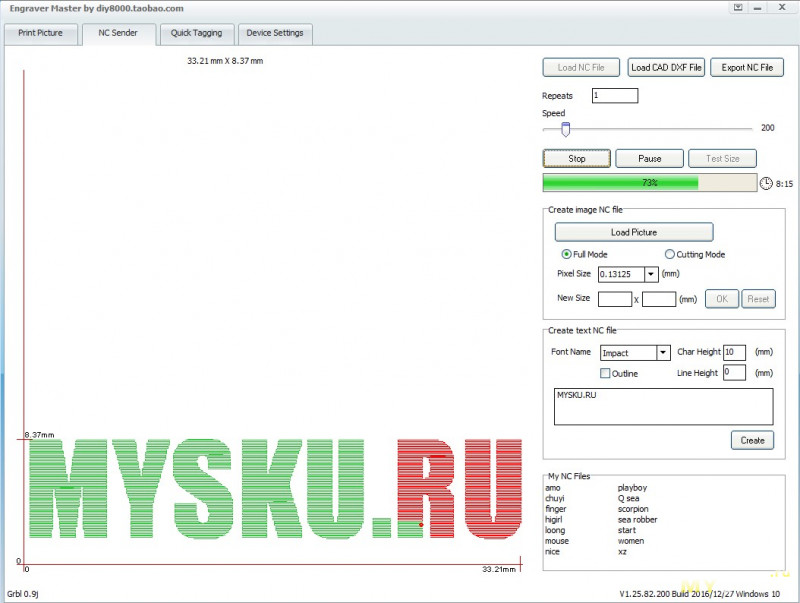
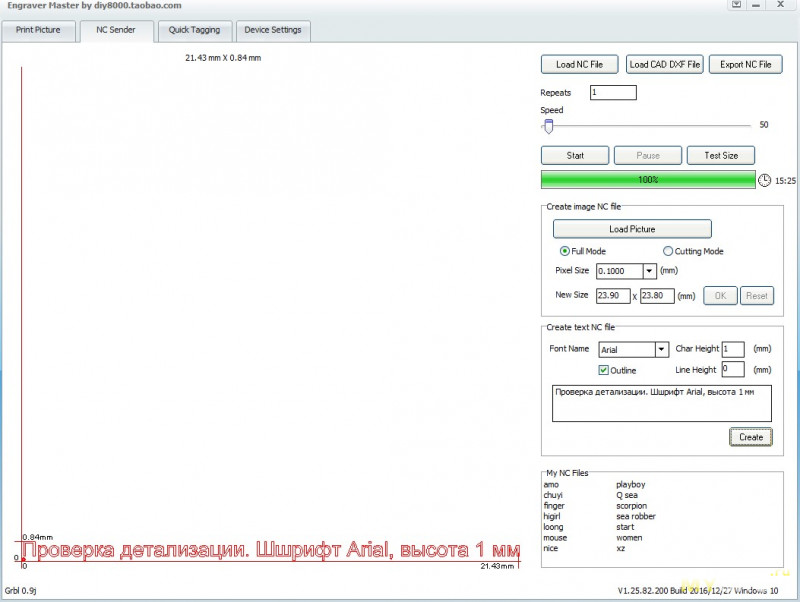
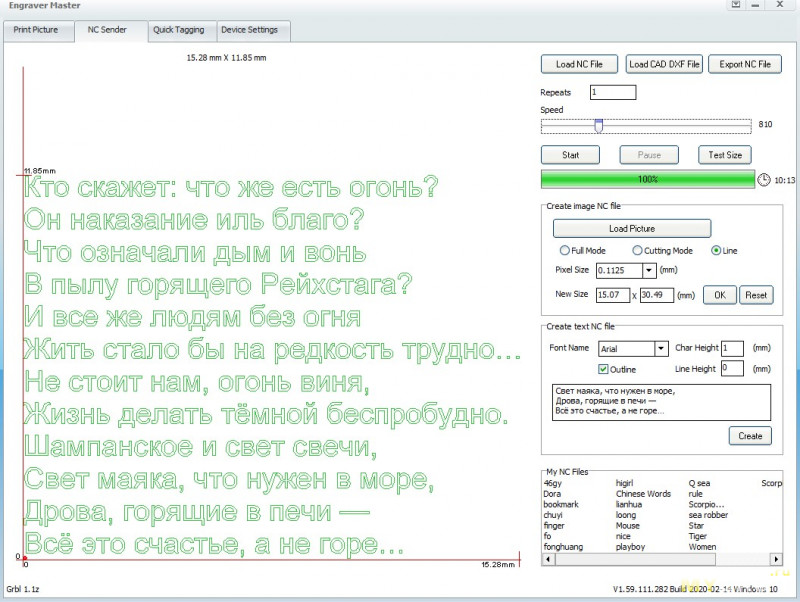
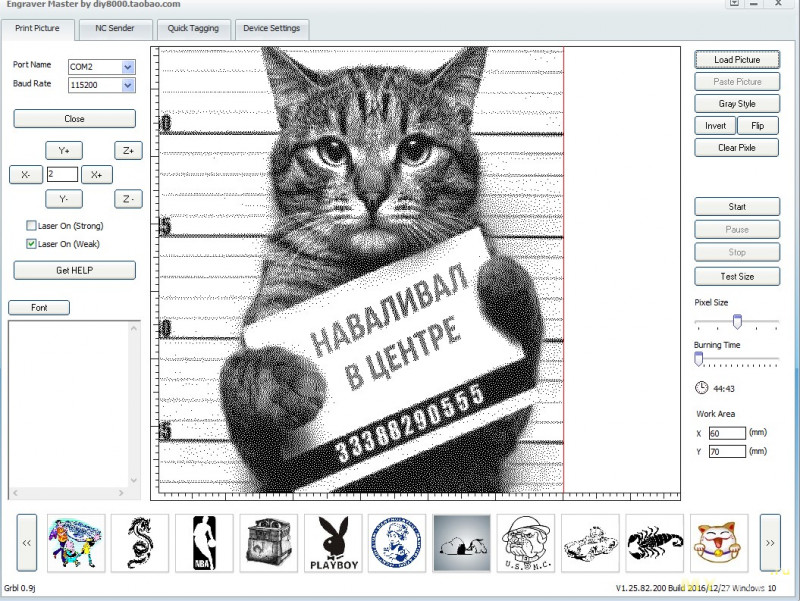
На первой вкладке изображение формируется попиксельно, при этом размер картинки будет зависеть от выбранного размера пикселя, что логично. Например, имеем картинку 100*100 пикселей, при этом если выбрать размер пикселя 0.1мм, получим размер 10*10мм, при 0.5мм уже 50*50мм, что наглядно отображается на линейке. В моем случае поле 65*65мм(красный квадрат), а хрюшки займут 19*33мм в левом нижнем углу. Картинки спокойно перемещаются по полю мышкой
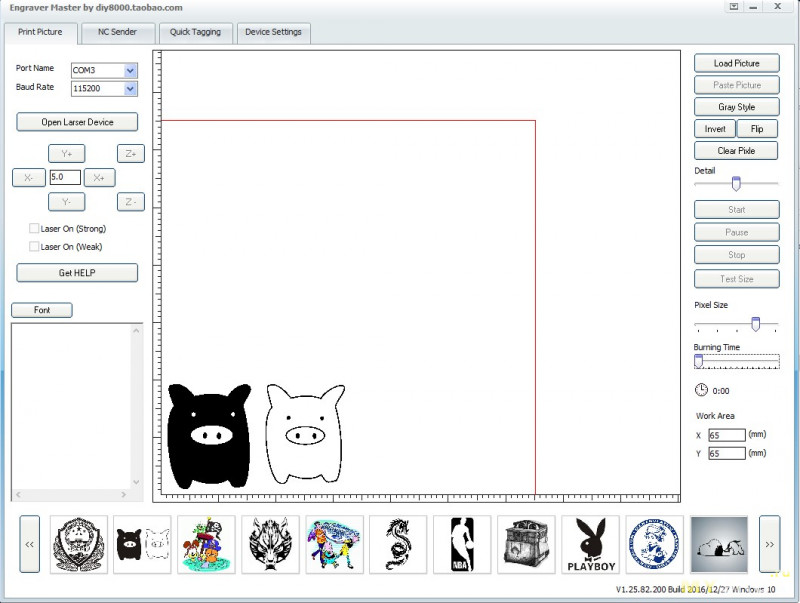
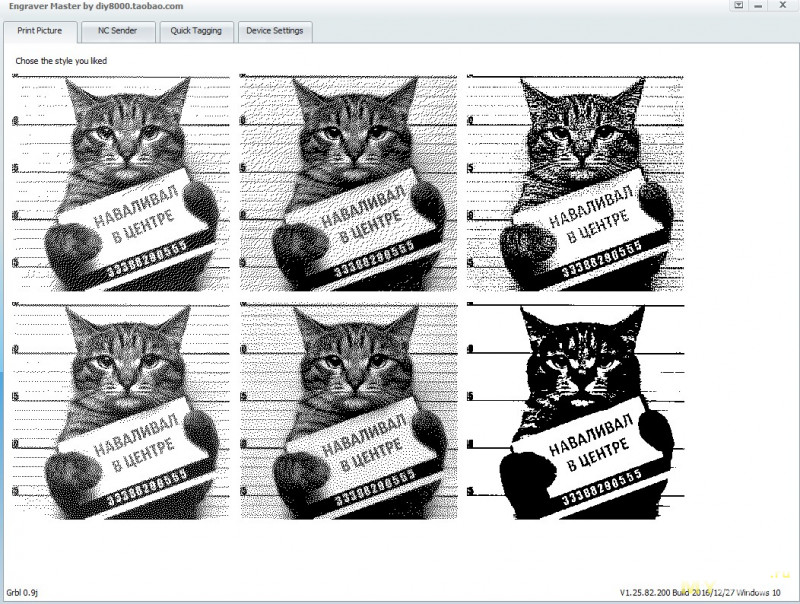
При выборе картинки можно выбрать предложенные градации серого, в этом случае для высветления будет увеличиваться отступ между соседними пикселями
Выбираем картинку, размер пикселя, время засвета каждого и нажимаем «Старт». Это самый долгий режим, но единственный, который умеет работать с градациями и картинка получается максимально приближенной к оригиналу, примеры рассмотрим позже
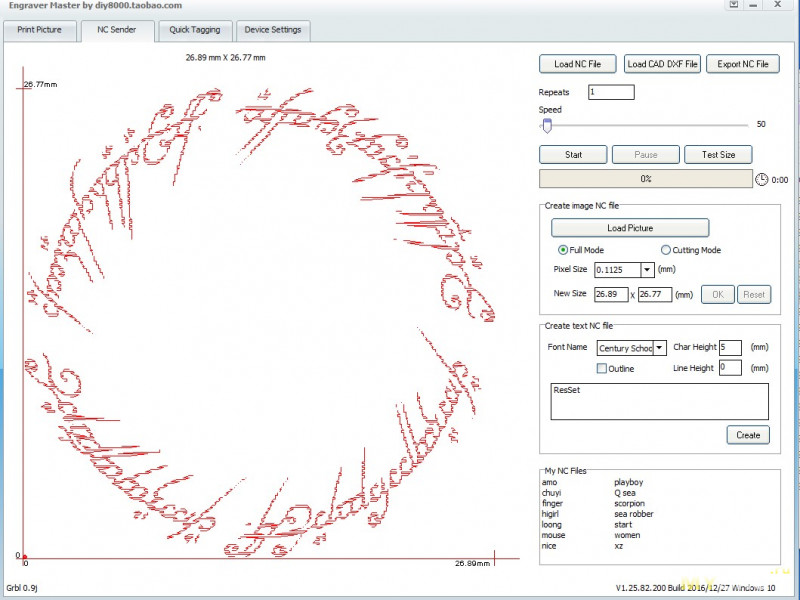
Вторая вкладка уже интереснее, тут мы можем сформировать непрерывную задачу из готовых вариантов
Ну или подгрузить свою картинку
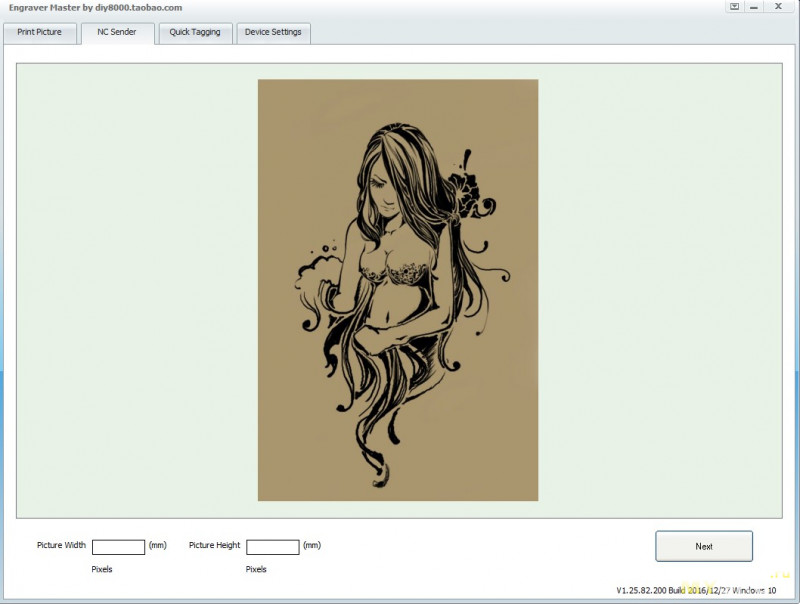
Подкрутить детализацию
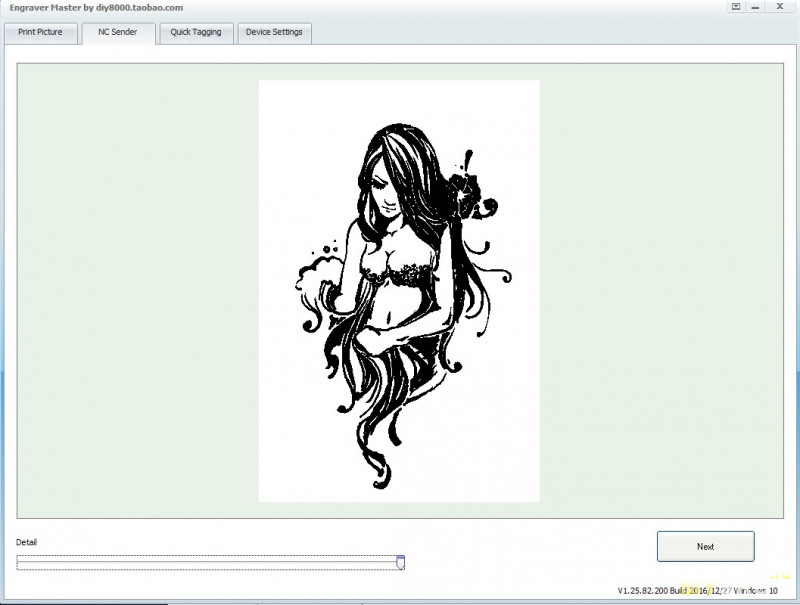
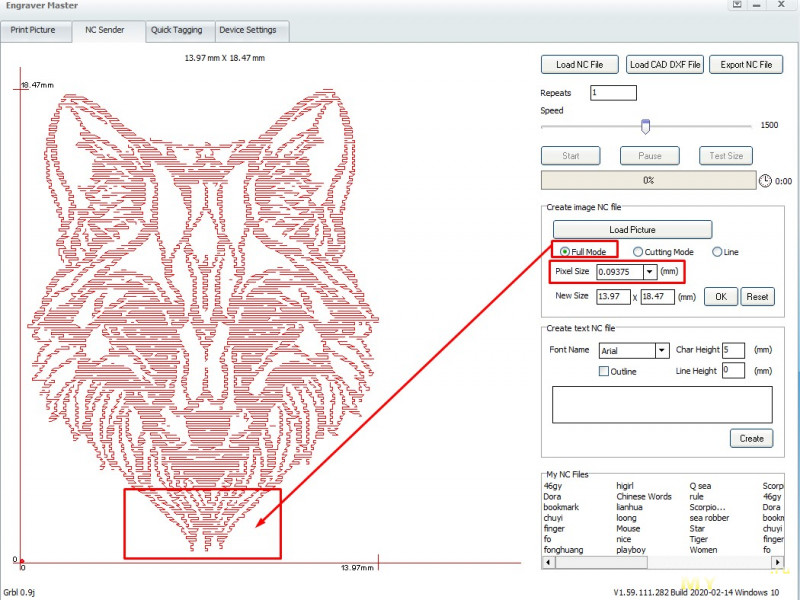
И сформировать NC файл в полном режиме
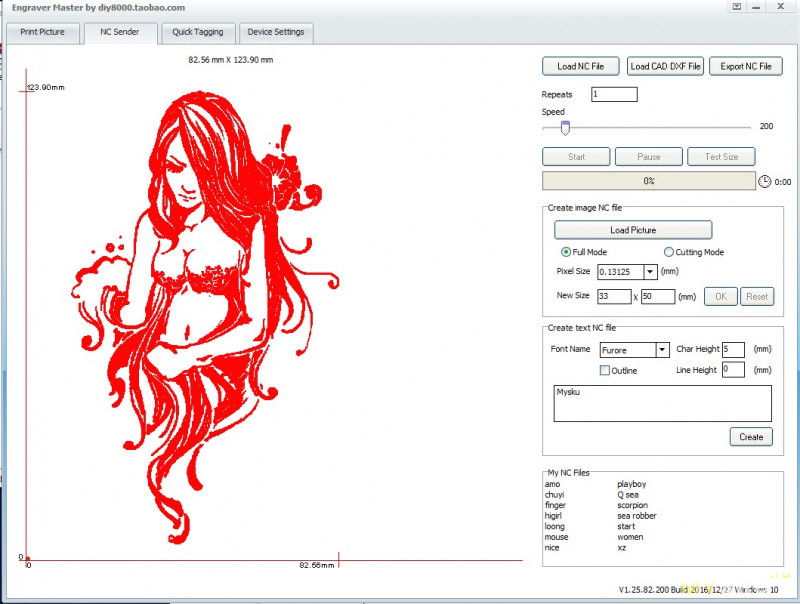
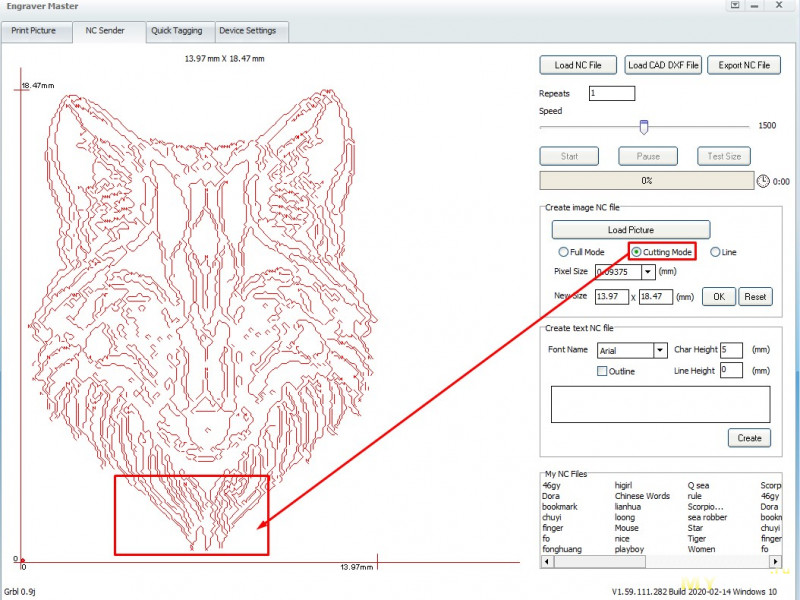
Или в режиме резки
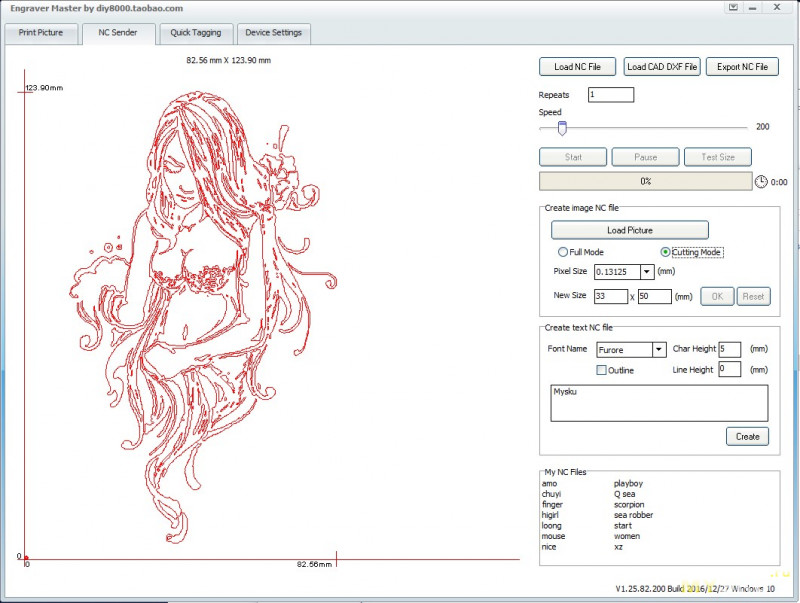
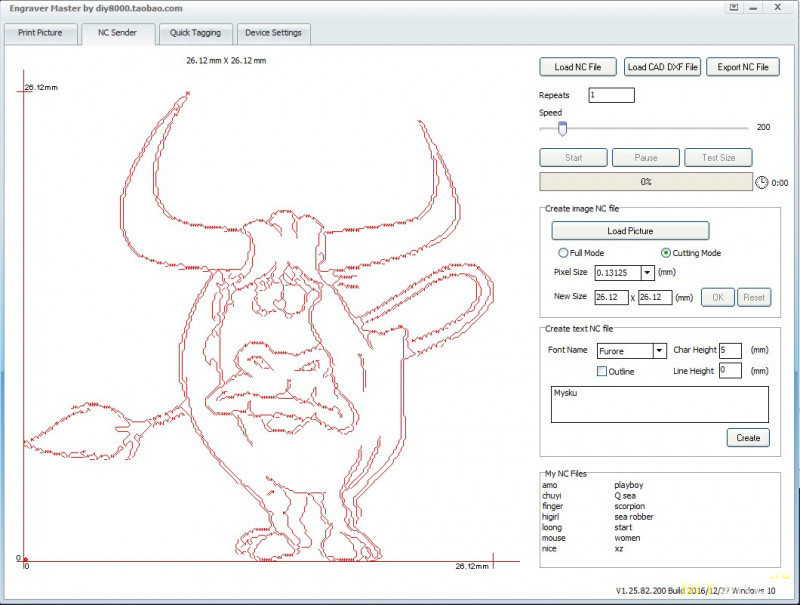
На менее детализированной картинке будет нагляднее. Полный режим закрашивает темные области
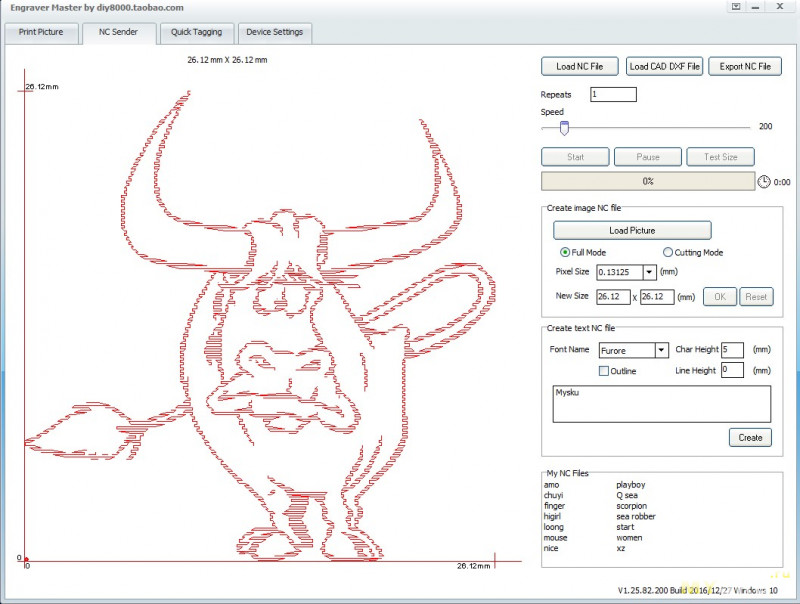
В режиме резки идет проход по контурам, что удобно если рисунок изначально состоит из тонких линий
Тут так же настраивается размер пикселей, только вместо ползунка выпадающий список или ручной ввод, так что даже после вставки изображения можно немного подогнать масштаб.
А еще можно быстро преобразовать текст, выбрав шрифт и высоту букв
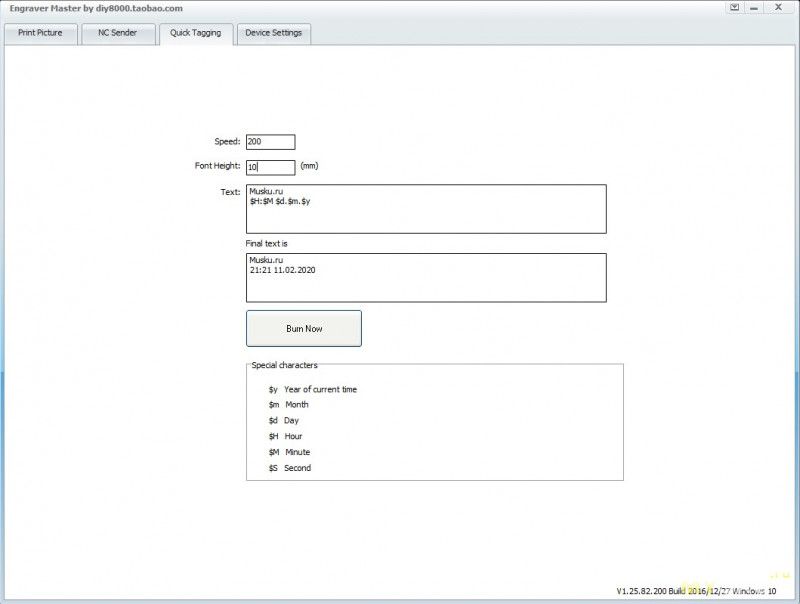
Третья вкладка позволяет автоматизировать нанесение гравировки по нескольким переменным времени
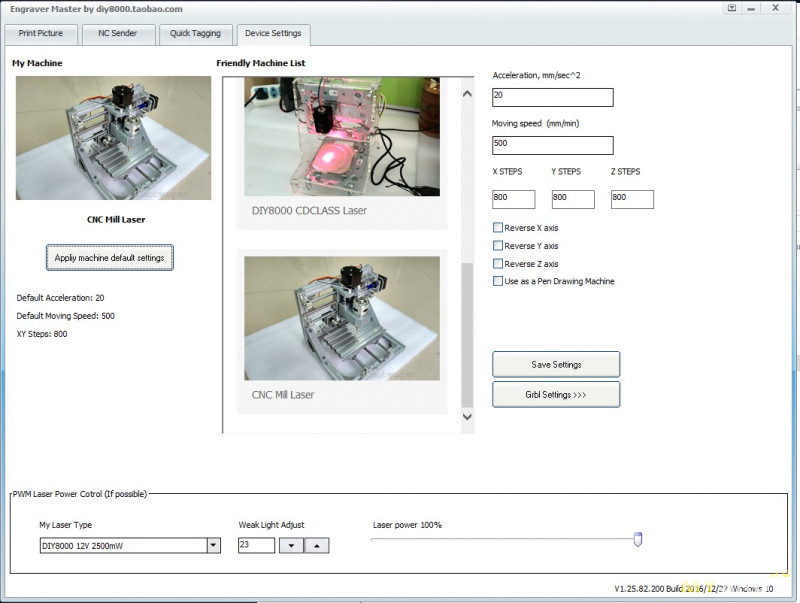
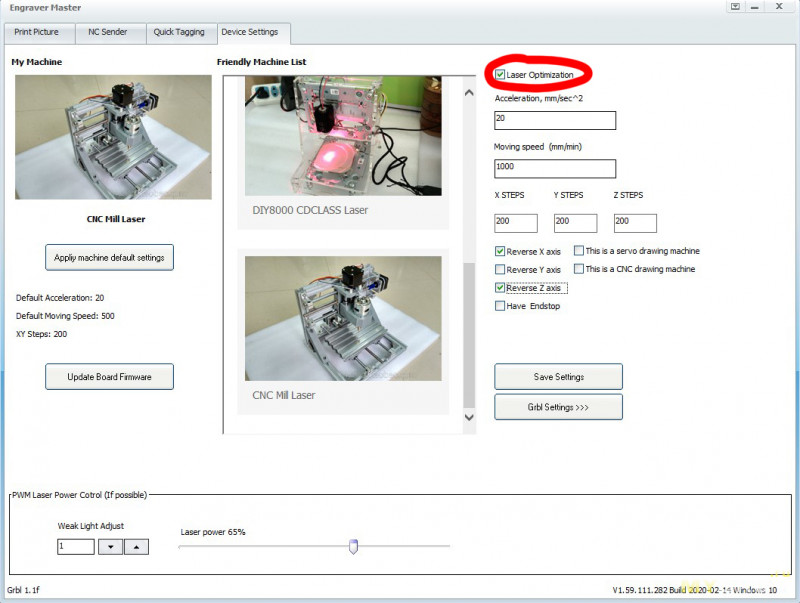
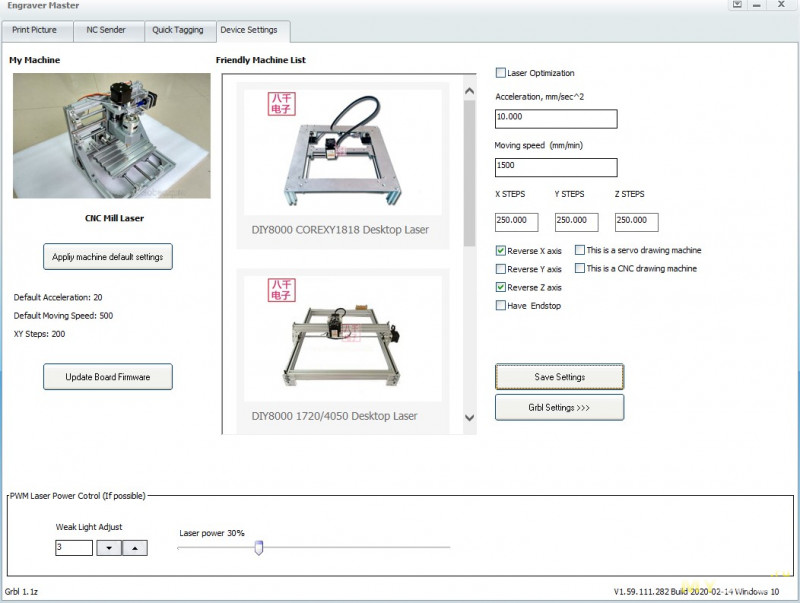
Ну и на последней можно выбрать тип станка, откорректировать мощность лазера в режиме подготовки и работы, а так же задать основные параметры перемещения.
Для начала удостоверьтесь, что у вас есть защитные очки. Если нет, обязательно купите и не включайте питание если не будете видеть стол в красном или зеленом свете, это лучшие варианты для используемого мной лазерного модуля.
Покупал тут, стоят недорого, явно дешевле услуг офтальмолога

Красные фильтруют лучше, но на черной заготовке иногда сложно рассмотреть даже сконцентрированную точку, а в зеленых на светлом материале уже трудно будет рассмотреть ее границы, так что пользуюсь и теми и теми в зависимости от степени отражения света от поверхности заготовки. Так же мог фокусировать луч в красных, а следить за процессом в зеленых. Кстати, все гифки будут зеленые, т.к. через красные очки фотоаппарат кроме точки не мог ничего зафиксировать.
Да, мощность лазера не очень большая, но если на ту же доску попадет кусочек отражающего материала, например, кусочек фольги или блестки и от него отразится луч в глаз, мало не покажется. При использовании более мощных модулей может быть достаточно капли жидкости. Так, за меры безопасности написал, это главное.
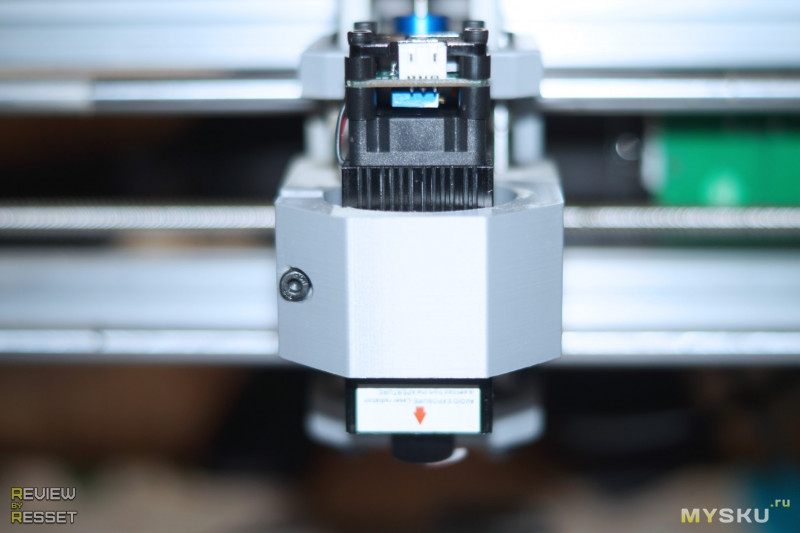
Не забудьте снять наклейку с фокусирующей головки лазера. Хотя можно и оставить — луч сам найдет себе путь, но меня смутил запах горящей синтетики перед обработкой деревянной заготовки )
Так же помните, что при включении лазер около секунды будет работать на полную, я подкладывал тонкий лист металла черного цвета под модуль, он спасает заготовку и по минимуму отражает луч. Алюминиевый стол для этих целей подходит хуже, т.к. отражает больше. Не знаю как избавиться от этой особенности, вроде и привык, но всё же напрягает.
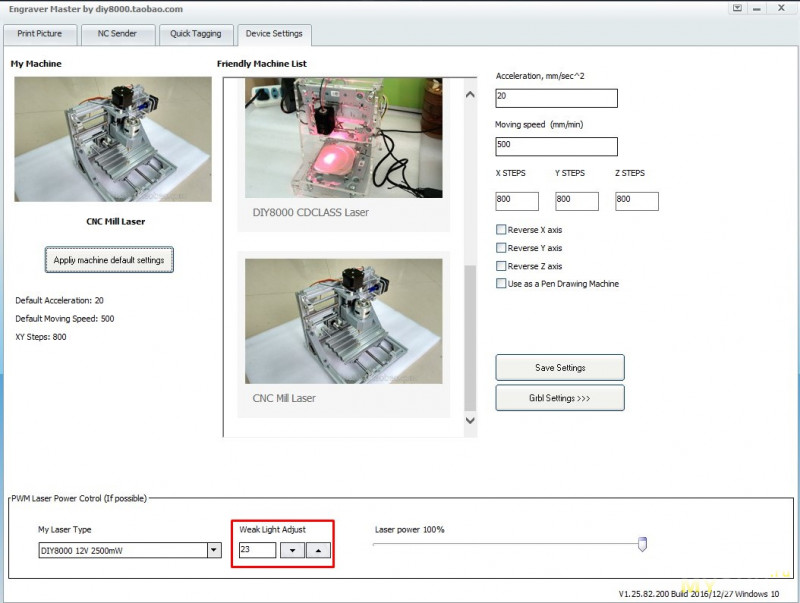
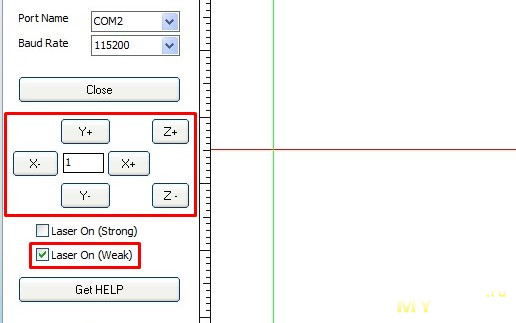
После подключения переходим в настройки и меняем мощность слабого режима таким образом, чтобы через очки можно было разглядеть точку лазера на заготовке. Для разных материалов значение будет меняться, например, дереву достаточен минимум, а на черной коже при этом же значении в очках точку уже не видно.
Далее подводим модуль к точке старта и поднимая ось Z ловим момент когда точка будет самой маленькой.
Если запаса каретки не хватает, начинаем крутить кольцо фокусировки. Аккуратно, резьба мелкая, но его можно полностью выкрутить и если это произошло, не потеряйте пружину, которая обязательно выпадет. Регулировка при этом происходит в довольно большом диапазоне, каждый оборот сдвигает точку фокусировки на пару миллиметров, так что каретку можно задрать и каждый раз корректировать вручную
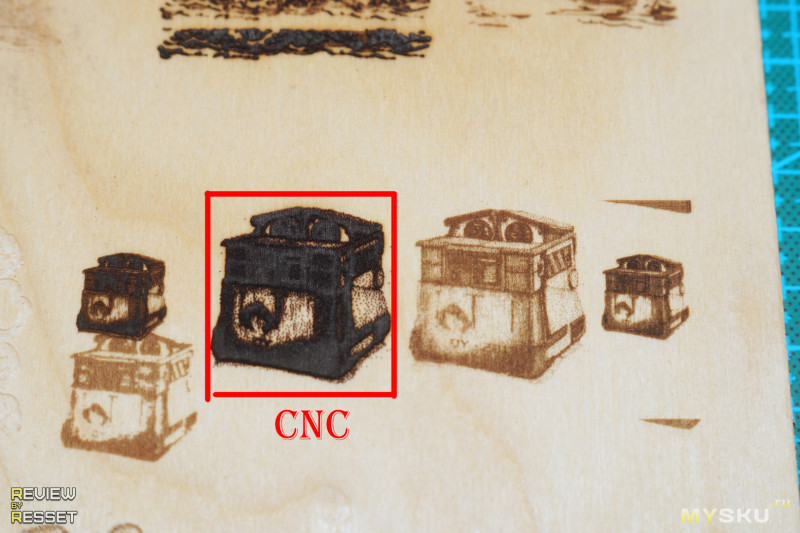
Можно начинать гравировку. С первым режимом всё понятно, подгружаем картинку, программа анализирует ее и точечно переносит их на нашу заготовку, пиксель за пикселем, долго и нудно. Настраивается только детализация и время импульса. Самый долгий режим, но зато можно работать с градациями серого. На примере ниже один из образцов сделан в режиме CNC чтобы наглядно показать отличие. Чем больше указан размер пикселя, тем крупнее получается рисунок.
Центральный: создавался на 60% мощности с минимальным интервалом воздействия и максимальным размером пикселя
Крайний левый: просто с уменьшенным размером пикселя, материал пережгло
Крайний правый: аналогично левому, но мощность лазера снижена до 30%
В основном «игрался» с CNC. Взял готовый образец, мощность лазера 100%, режим полный
Напоминает закрашивание картинки маркером по контурам
Ускоряем

Не очень похоже на первоначальный образец, явно пережгло, миллиметра так на 3 вглубь

Снизил мощность лазера до 62%, при 60 уже не оставлял следа

Получилось лучше, но можно было еще и скорость поднять, малость перебор всё же

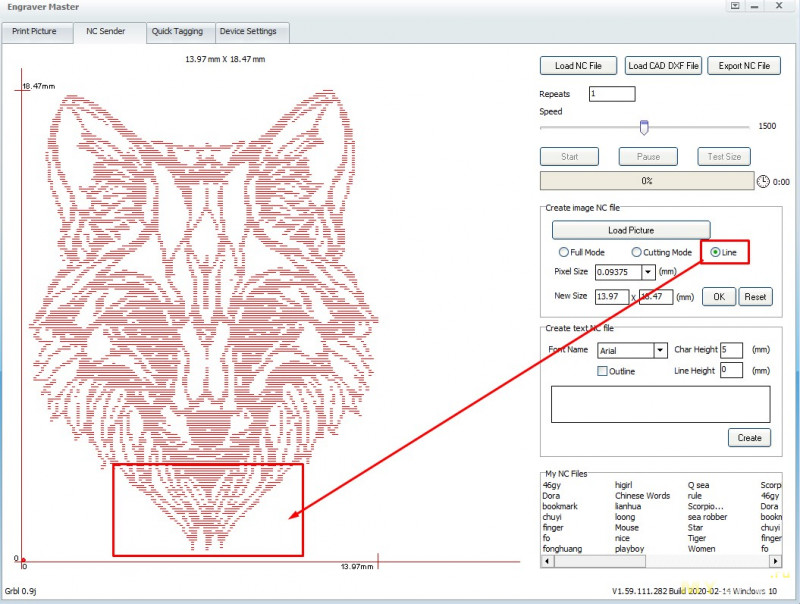
А потом я нашел новую версию используемой программы. Различия на первый взгляд небольшие, но значительные, а именно новый режим CNC: «Line», который используется во всех современных станках. Сейчас покажу наглядно.
Вот режим Full Mode, похоже на зарисовку маркером кусок за куском
Режим Cut прогоняет по контурам
Режим Line идет по линиям, выключая лазер за пределами контура, выстраивая изображение построчно
На практике это выглядит вот так

Результат на мощности лазера 50%, да, в новой версии ниже 60% тоже жжет нормально

Так же в настройках добавили пункт Laser Optimisation, меняющий мощность в зависимости от скорости
Нашел картинку с неплохой детализацией, выставил скорость 1500 и мощностью 50%
Вот проход без оптимизации, обратите внимание на паузы во время пропусков
А вот с включенной оптимизацией
Торможения почти нет и процесс идет быстрее, 23 минуты против 35 без оптимизации
Единственное, я прогадал с мощностью. По краям контура она падала ниже 50%, да и в целом из-за скорости рисунок получился блеклым, без вспышки очертания видны лучше. Без оптимизации же 50% было многовато(нижний кусок по центру), так что остановил процесс и запустил новую задачу с оптимизацией и мощностью 80%(центральный рисунок вверху). Ну и справа проход в Full Mode на 50% мощности

Ну и с появлением оптимизации приходится меньше дергать настройки мощности в зависимости от используемого материала. Вот, например, дермантиновый чехол. Материал довольно капризный, на низкой мощности не обрабатывается, но если чуть переборщить, прожигается чуть ли не насквозь.
Full Mode на 50% без оптимизации
Результат в центре, левее то же самое, только с оптимизацией
Справа режим Line с оптимизацией и 40% мощности
Ну, думаю с режимами должно быть всё понятно, иначе можно так замудрить с объяснениями, что только больше запутаешь. В итоге у меня основным рабочим режимом был CNC и после обновления приглянулся проход по линиям с оптимизацией, который используется по стоку во многих других приложениях для лазерной гравировки.
В характеристиках написано, что данной моделью лазера можно обрабатывать анодированный алюминий, в чем я с самого начала очень сомневался. Сначала взял паяльную станцию, в режиме CNC выбрал текст и вбил первое что пришло в голову. Мощность лазера 100%, скорость прохода 200
Результат удивил

«Да там наверное какая-то фиговая краска» скажете вы. Я так тоже подумал и достал конвой. Серый корпус будет поглощать излучение хуже черного, но зато уже мало кто придерется )
Нашел подходящую картинку, скорость прохода снизил до 50. Забегая вперед, результат такой же как и на 200
С центровкой пришлось повозиться, жать Test Size и раз 20 поправлять мелкий корпус, чтобы рисуемая рамка цепляла аккурат по граням окружности, запускаем процесс и ждем
Теперь я властелин конвоев )

Ну и мне показалось логичным добавить логотип лисы на NITEFOX в режиме точек

Ближе. Перепад высоты около миллиметра из-за формы корпуса не сказался на результате

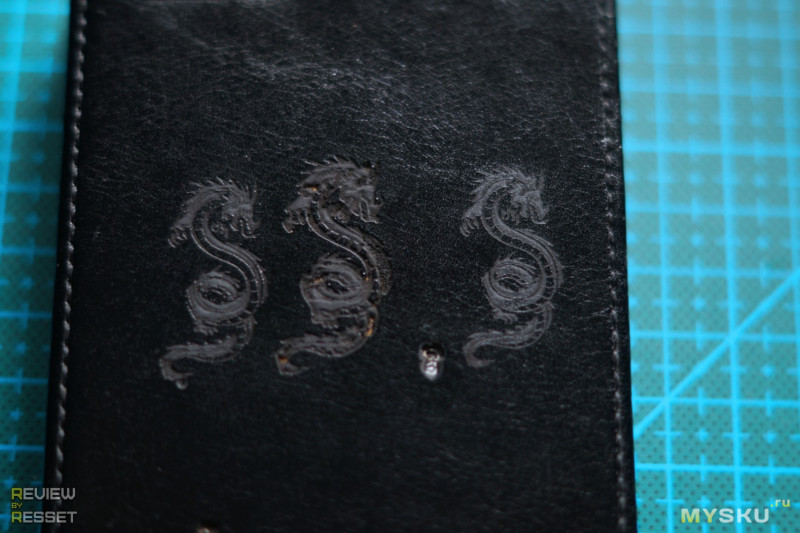
Потом на глаза попалась металлическая визитница, а это много места для тестов.
Было интересно посмотреть на детализацию, так что написал строчку текста с шириной букв 1мм
Результат вверху
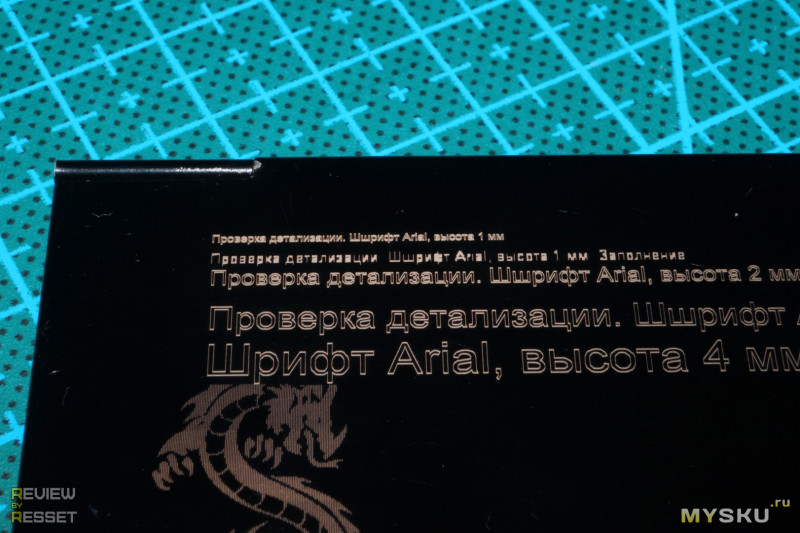
Под надписями дракон в режиме точечной рисовки. Вертикальные полосы из-за пикселя меньше выставленного
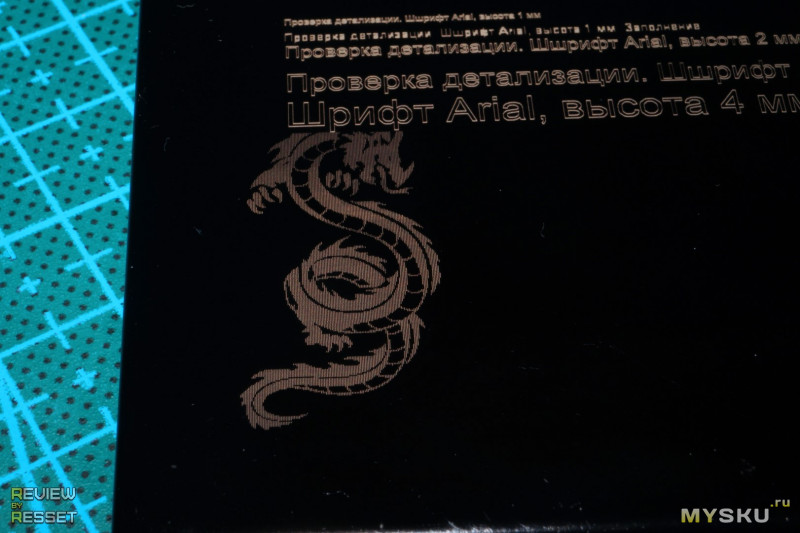
На этом фото остальные драконы сделаны в режиме Full Mode с разной скоростью прохода, полос нет

А на этом проход Line с оптимизацией/Cut/Line без оптимизации/Full с оптимизацией

Возвращаясь к теме детализации, на 30% мощности сделал надпись на зажигалке

Точнее стихотворение
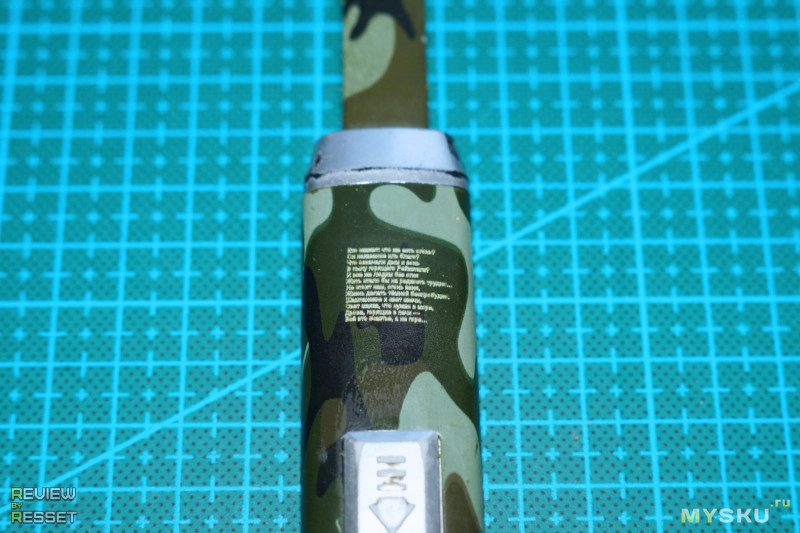
Вот ближе. Размер занимаемой поверхности 11х15мм
Ширина символов 1мм
Для проверки точности использовал шаблон-линейку из библиотеки

Как по мне, довольно неплохо

После того как «набьешь руку», становится проще и мощность подбирается уже на глаз в зависимости от материала, тем более с оптимизацией безопасный диапазон заметно расширился, результат получается аккуратным

Самой долгой и волнительной была гравировка задней крышки мейзу. Хозяин сам попросил выжечь ему картинку из его же галереи, выбор пал на версию с градацией серого, а значит это долгий «режим печати» со средним размером пикселя чтобы не ждать вечность
Остановились на этом варианте. Пишет 44 минуты работы, по факту процесс занял часов 6
И всё было хорошо, пока он же не споткнулся о провод. И тут приходит понимание того, что продолжить с определенной высоты нельзя, вот что мешало добавить подобный пункт в настройки? Просто добавить поле «отрисовывать с» и высота в миллиметрах.
Ну да ладно, запустил задачу заново, вроде не критично, но вторым проходом осветлило первый, так что при желании можно делать несколько для получения желаемого результата.

Ну и конечно не тот эффект получился из-за инверсии цветов. В идеале нужно было сделать в редакторе инверсию и подтереть фон до ореола вместо квадрата, тогда был бы черный котик на светлом фоне.
Пластик еще немного мучил
Но получается не так интересно. На 30% мощности уже начинают проявляться линии, на 50% чуть не проплавил стенку, получается резать можно, но края в любом случае начнет оплавлять и нужна будет постобработка

Каких-либо изменений после перехода на новую версию прошивки я не заметил, так что польза от процедуры сомнительная, а повозиться с перенастройкой придется. Процесс опишу ниже.
После обновления ПО появилась возможность обновить и прошивку до версии grbl 1.1
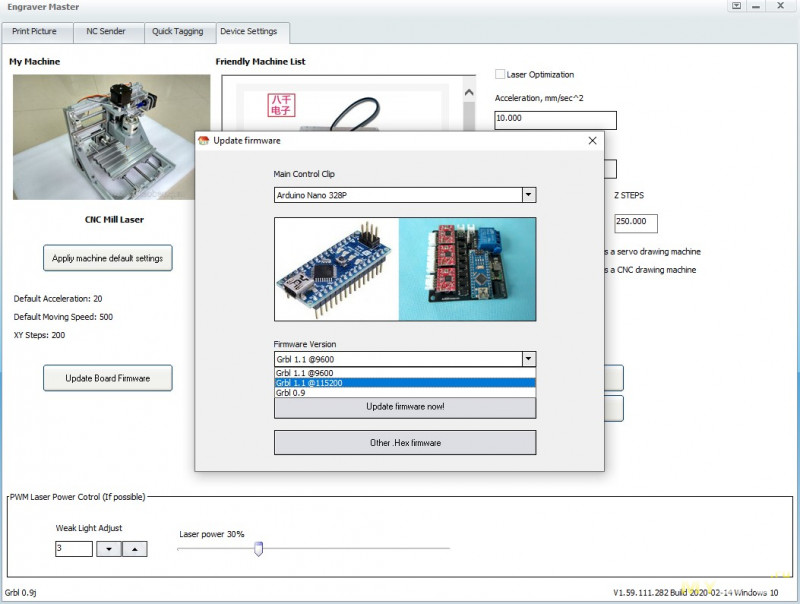
Процесс прошел нормально, но потом станок взбесился. Дело в том, что вместе с прошивкой в контроллер залетели новые параметры работы, задралась скорость перемещения из-за чего появились пропуски шагов и изменились настройки шагов, из-за чего вместо перемещения на 10мм головка смещалась на 3мм. Ну и реверс по некоторым осям появился.
Казалось бы, чего страшного. На странице настроек есть настройка скорости и шагов
А в настройках контроллера еще много чего, главное помнить правильные значения
Вот только почему-то контроллер отказывается запоминать всё кроме реверса. Промучился я так какое-то время, запуская программу от имени администратора, меняя файлы конфигов, а потом плюнул, зашел в grblControl для управления классическим гравером и закинул все команды в консоль как в примере из прошлого обзора
После этого можно закрывать grblControl и снова пользоваться обновленным Engraver Master
Больше всего удивила точность позиционирования(и не только меня), 45 символов вместились в строку 21.5мм длины, ширина заглавных букв всего 1мм, при этом в строчных четко проглядываются необработанные места внутри контура, то есть их можно было сделать еще меньше. Ватная палочка для масштаба. Еще на зубочистке пытался надпись сделать, но сложно выставить ровно по оси Х, начинает постепенно съезжать.
Ранее не приходилось наблюдать за работой лазерного станка, так что опыт получился интересный.
Да, это далеко не самая мощная модель и может она только гравировать надписи на ограниченном типе материалов. Не, бумагу модуль прожжет безусловно, как и пеноматериалы, даже не очень толстый пластик, но нужна будет постобработка. Кстати, рисовать на бумаге так и не получилось. Она белая, поэтому на низкой мощности луч рассеивается, а при повышении мощности в какой-то момент просто начинает жечь ее насквозь оочень тонкими линиями.Кажется что это рисунок, поднимаешь лист, а середина вываливается на стол.
Установка проще некуда. Достаточно вставить лазерный модуль вместо гравера, подключить его в соответствующий слот, перекинуть джампер, запустить программу из стартового комплекта станка и можно пользоваться, но я рекомендую обновить хотя бы программу управления по этой ссылке, для начала обновления необходимо чтобы гравер был подключен. Вот прошивку бы не трогал, в моем случае заметных изменений не произошло.
Возможно текст местами получился несколько сумбурным, т.к. изначально вообще не планировал писать обзор и большую часть процесса настройки с тестированием не документировал, так что если что-то упустил — поправляйте, задавайте вопросы, я постараюсь восполнить пробелы. Всем добра =)
Модуль приобрел с хорошей скидкой, так что
Характеристики модуля
Материал корпуса: Алюминий
Цвет: Синий
Охлаждение: Активное
Размеры: 85 * 33 * 33мм
Материалы для гравировки: МДФ/Бумага/Дерево/Ткань/Пластик/Кожа/Фанера/Пенокартон/Анодированный алюминий
Исключение: Металл/Стекло/Камень/Керамика/Материалы с отражающей поверхностью/Прозрачные материалы
Мощность лазера: 2500мВт
Длина волны: 450нм
Форма фокусировки: Точка
Напряжение питания: 12В
ШИМ модуляция: Поддерживается
Интерфейс подключения: XH2.54-3P
Срок жизни лазера: >10,000 часов
Распаковка и внешний вид
Серый пакет
Картонная коробка
И уже в ней в антистатик пакетике лежит модуль и шнурок для подключения к станку
«Шильдик» поближе
Установка
Ослабляем фиксирующий винт и вынимаем двигатель. Если присмотреться, можно заметить насечки
Благодаря которым квадратный модуль лазера надежно фиксируется в цилиндрическом отверстии
Затягиваем винт, вставляем кабель
Второй конец фиксируем в соответствующем гнезде под разъемом питания
Ну и перекидываем перемычку с CNC на Laser. Установка закончена, процесс занял несколько минут
Софт
Далее нам потребуется программное обеспечение, т.к. тот же Candle для механической гравировки выжигать не умеет. Благо производитель позаботился и скинул всё необходимое в комплекте с гравером
Нам нужна только папка Laser, настраивать ничего не придется, можно сразу запускать программу
Во время ознакомления рекомендую не включать станок, т.к. до сопряжения с ПК он будет на несколько секунд включать лазер на полную мощность, так что сначала разберемся как всё работает, потом будем включать.
На первой вкладке изображение формируется попиксельно, при этом размер картинки будет зависеть от выбранного размера пикселя, что логично. Например, имеем картинку 100*100 пикселей, при этом если выбрать размер пикселя 0.1мм, получим размер 10*10мм, при 0.5мм уже 50*50мм, что наглядно отображается на линейке. В моем случае поле 65*65мм(красный квадрат), а хрюшки займут 19*33мм в левом нижнем углу. Картинки спокойно перемещаются по полю мышкой
При выборе картинки можно выбрать предложенные градации серого, в этом случае для высветления будет увеличиваться отступ между соседними пикселями
Выбираем картинку, размер пикселя, время засвета каждого и нажимаем «Старт». Это самый долгий режим, но единственный, который умеет работать с градациями и картинка получается максимально приближенной к оригиналу, примеры рассмотрим позже
Вторая вкладка уже интереснее, тут мы можем сформировать непрерывную задачу из готовых вариантов
Ну или подгрузить свою картинку
Подкрутить детализацию
И сформировать NC файл в полном режиме
Или в режиме резки
На менее детализированной картинке будет нагляднее. Полный режим закрашивает темные области
В режиме резки идет проход по контурам, что удобно если рисунок изначально состоит из тонких линий
Тут так же настраивается размер пикселей, только вместо ползунка выпадающий список или ручной ввод, так что даже после вставки изображения можно немного подогнать масштаб.
А еще можно быстро преобразовать текст, выбрав шрифт и высоту букв
Третья вкладка позволяет автоматизировать нанесение гравировки по нескольким переменным времени
Ну и на последней можно выбрать тип станка, откорректировать мощность лазера в режиме подготовки и работы, а так же задать основные параметры перемещения.
Практика
Для начала удостоверьтесь, что у вас есть защитные очки. Если нет, обязательно купите и не включайте питание если не будете видеть стол в красном или зеленом свете, это лучшие варианты для используемого мной лазерного модуля.
Покупал тут, стоят недорого, явно дешевле услуг офтальмолога
Красные фильтруют лучше, но на черной заготовке иногда сложно рассмотреть даже сконцентрированную точку, а в зеленых на светлом материале уже трудно будет рассмотреть ее границы, так что пользуюсь и теми и теми в зависимости от степени отражения света от поверхности заготовки. Так же мог фокусировать луч в красных, а следить за процессом в зеленых. Кстати, все гифки будут зеленые, т.к. через красные очки фотоаппарат кроме точки не мог ничего зафиксировать.
Да, мощность лазера не очень большая, но если на ту же доску попадет кусочек отражающего материала, например, кусочек фольги или блестки и от него отразится луч в глаз, мало не покажется. При использовании более мощных модулей может быть достаточно капли жидкости. Так, за меры безопасности написал, это главное.
Не забудьте снять наклейку с фокусирующей головки лазера. Хотя можно и оставить — луч сам найдет себе путь, но меня смутил запах горящей синтетики перед обработкой деревянной заготовки )
Так же помните, что при включении лазер около секунды будет работать на полную, я подкладывал тонкий лист металла черного цвета под модуль, он спасает заготовку и по минимуму отражает луч. Алюминиевый стол для этих целей подходит хуже, т.к. отражает больше. Не знаю как избавиться от этой особенности, вроде и привык, но всё же напрягает.
После подключения переходим в настройки и меняем мощность слабого режима таким образом, чтобы через очки можно было разглядеть точку лазера на заготовке. Для разных материалов значение будет меняться, например, дереву достаточен минимум, а на черной коже при этом же значении в очках точку уже не видно.
Далее подводим модуль к точке старта и поднимая ось Z ловим момент когда точка будет самой маленькой.
Если запаса каретки не хватает, начинаем крутить кольцо фокусировки. Аккуратно, резьба мелкая, но его можно полностью выкрутить и если это произошло, не потеряйте пружину, которая обязательно выпадет. Регулировка при этом происходит в довольно большом диапазоне, каждый оборот сдвигает точку фокусировки на пару миллиметров, так что каретку можно задрать и каждый раз корректировать вручную
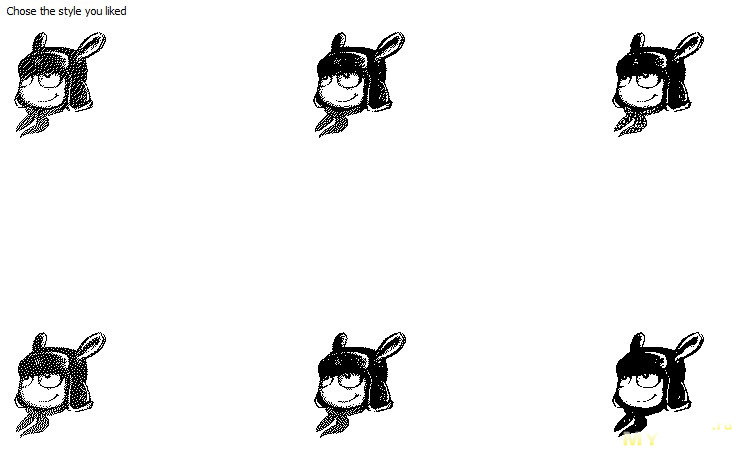
Можно начинать гравировку. С первым режимом всё понятно, подгружаем картинку, программа анализирует ее и точечно переносит их на нашу заготовку, пиксель за пикселем, долго и нудно. Настраивается только детализация и время импульса. Самый долгий режим, но зато можно работать с градациями серого. На примере ниже один из образцов сделан в режиме CNC чтобы наглядно показать отличие. Чем больше указан размер пикселя, тем крупнее получается рисунок.
Центральный: создавался на 60% мощности с минимальным интервалом воздействия и максимальным размером пикселя
Крайний левый: просто с уменьшенным размером пикселя, материал пережгло
Крайний правый: аналогично левому, но мощность лазера снижена до 30%
В основном «игрался» с CNC. Взял готовый образец, мощность лазера 100%, режим полный
Напоминает закрашивание картинки маркером по контурам
Ускоряем
Не очень похоже на первоначальный образец, явно пережгло, миллиметра так на 3 вглубь
Снизил мощность лазера до 62%, при 60 уже не оставлял следа
Получилось лучше, но можно было еще и скорость поднять, малость перебор всё же
А потом я нашел новую версию используемой программы. Различия на первый взгляд небольшие, но значительные, а именно новый режим CNC: «Line», который используется во всех современных станках. Сейчас покажу наглядно.
Вот режим Full Mode, похоже на зарисовку маркером кусок за куском
Режим Cut прогоняет по контурам
Режим Line идет по линиям, выключая лазер за пределами контура, выстраивая изображение построчно
На практике это выглядит вот так
Результат на мощности лазера 50%, да, в новой версии ниже 60% тоже жжет нормально
Так же в настройках добавили пункт Laser Optimisation, меняющий мощность в зависимости от скорости
Нашел картинку с неплохой детализацией, выставил скорость 1500 и мощностью 50%
Вот проход без оптимизации, обратите внимание на паузы во время пропусков
А вот с включенной оптимизацией
Торможения почти нет и процесс идет быстрее, 23 минуты против 35 без оптимизации
Единственное, я прогадал с мощностью. По краям контура она падала ниже 50%, да и в целом из-за скорости рисунок получился блеклым, без вспышки очертания видны лучше. Без оптимизации же 50% было многовато(нижний кусок по центру), так что остановил процесс и запустил новую задачу с оптимизацией и мощностью 80%(центральный рисунок вверху). Ну и справа проход в Full Mode на 50% мощности
Ну и с появлением оптимизации приходится меньше дергать настройки мощности в зависимости от используемого материала. Вот, например, дермантиновый чехол. Материал довольно капризный, на низкой мощности не обрабатывается, но если чуть переборщить, прожигается чуть ли не насквозь.
Full Mode на 50% без оптимизации
Результат в центре, левее то же самое, только с оптимизацией
Справа режим Line с оптимизацией и 40% мощности
Ну, думаю с режимами должно быть всё понятно, иначе можно так замудрить с объяснениями, что только больше запутаешь. В итоге у меня основным рабочим режимом был CNC и после обновления приглянулся проход по линиям с оптимизацией, который используется по стоку во многих других приложениях для лазерной гравировки.
В характеристиках написано, что данной моделью лазера можно обрабатывать анодированный алюминий, в чем я с самого начала очень сомневался. Сначала взял паяльную станцию, в режиме CNC выбрал текст и вбил первое что пришло в голову. Мощность лазера 100%, скорость прохода 200
Результат удивил
«Да там наверное какая-то фиговая краска» скажете вы. Я так тоже подумал и достал конвой. Серый корпус будет поглощать излучение хуже черного, но зато уже мало кто придерется )
Нашел подходящую картинку, скорость прохода снизил до 50. Забегая вперед, результат такой же как и на 200
С центровкой пришлось повозиться, жать Test Size и раз 20 поправлять мелкий корпус, чтобы рисуемая рамка цепляла аккурат по граням окружности, запускаем процесс и ждем
Теперь я властелин конвоев )
Ну и мне показалось логичным добавить логотип лисы на NITEFOX в режиме точек
Ближе. Перепад высоты около миллиметра из-за формы корпуса не сказался на результате
Потом на глаза попалась металлическая визитница, а это много места для тестов.
Было интересно посмотреть на детализацию, так что написал строчку текста с шириной букв 1мм
Результат вверху
Под надписями дракон в режиме точечной рисовки. Вертикальные полосы из-за пикселя меньше выставленного
На этом фото остальные драконы сделаны в режиме Full Mode с разной скоростью прохода, полос нет
А на этом проход Line с оптимизацией/Cut/Line без оптимизации/Full с оптимизацией
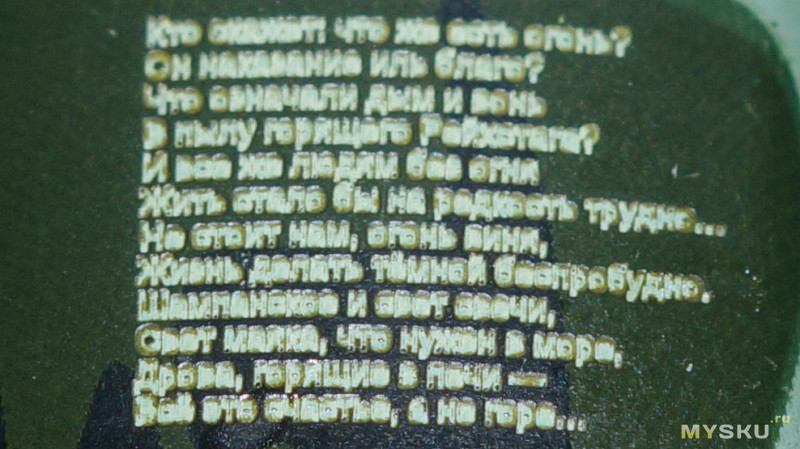
Возвращаясь к теме детализации, на 30% мощности сделал надпись на зажигалке
Точнее стихотворение
Вот ближе. Размер занимаемой поверхности 11х15мм
Ширина символов 1мм
Для проверки точности использовал шаблон-линейку из библиотеки
Как по мне, довольно неплохо
После того как «набьешь руку», становится проще и мощность подбирается уже на глаз в зависимости от материала, тем более с оптимизацией безопасный диапазон заметно расширился, результат получается аккуратным
Самой долгой и волнительной была гравировка задней крышки мейзу. Хозяин сам попросил выжечь ему картинку из его же галереи, выбор пал на версию с градацией серого, а значит это долгий «режим печати» со средним размером пикселя чтобы не ждать вечность
Остановились на этом варианте. Пишет 44 минуты работы, по факту процесс занял часов 6
И всё было хорошо, пока он же не споткнулся о провод. И тут приходит понимание того, что продолжить с определенной высоты нельзя, вот что мешало добавить подобный пункт в настройки? Просто добавить поле «отрисовывать с» и высота в миллиметрах.
Ну да ладно, запустил задачу заново, вроде не критично, но вторым проходом осветлило первый, так что при желании можно делать несколько для получения желаемого результата.
Ну и конечно не тот эффект получился из-за инверсии цветов. В идеале нужно было сделать в редакторе инверсию и подтереть фон до ореола вместо квадрата, тогда был бы черный котик на светлом фоне.
Пластик еще немного мучил
Но получается не так интересно. На 30% мощности уже начинают проявляться линии, на 50% чуть не проплавил стенку, получается резать можно, но края в любом случае начнет оплавлять и нужна будет постобработка
Прошивка
Каких-либо изменений после перехода на новую версию прошивки я не заметил, так что польза от процедуры сомнительная, а повозиться с перенастройкой придется. Процесс опишу ниже.
После обновления ПО появилась возможность обновить и прошивку до версии grbl 1.1
Процесс прошел нормально, но потом станок взбесился. Дело в том, что вместе с прошивкой в контроллер залетели новые параметры работы, задралась скорость перемещения из-за чего появились пропуски шагов и изменились настройки шагов, из-за чего вместо перемещения на 10мм головка смещалась на 3мм. Ну и реверс по некоторым осям появился.
Казалось бы, чего страшного. На странице настроек есть настройка скорости и шагов
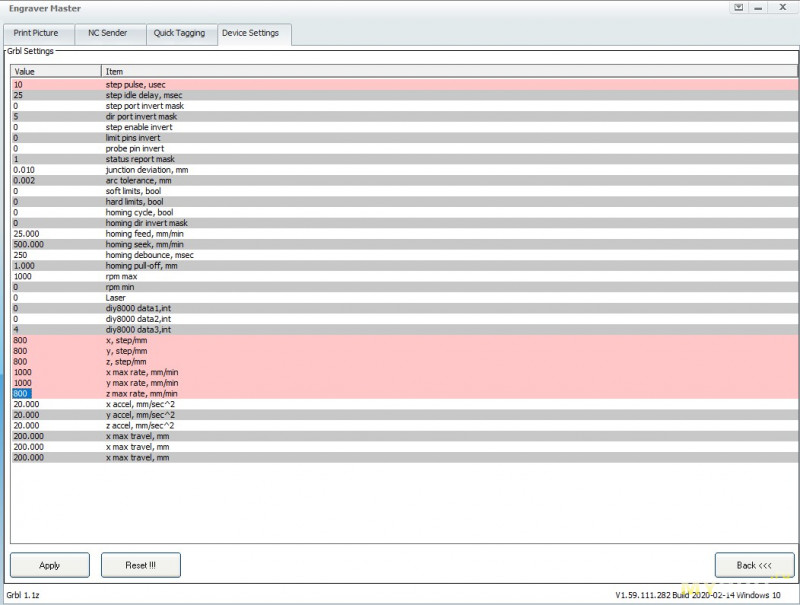
А в настройках контроллера еще много чего, главное помнить правильные значения
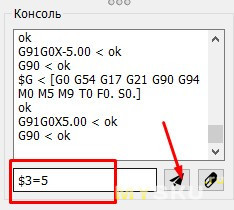
Вот только почему-то контроллер отказывается запоминать всё кроме реверса. Промучился я так какое-то время, запуская программу от имени администратора, меняя файлы конфигов, а потом плюнул, зашел в grblControl для управления классическим гравером и закинул все команды в консоль как в примере из прошлого обзора
$100=800.000 (x, step/mm)
$101=800.000 (y, step/mm)
$102=800.000 (z, step/mm)
$110=1000.000 (x max rate, mm/min)
$111=1000.000 (y max rate, mm/min)
$112=800.000 (z max rate, mm/min)
После этого можно закрывать grblControl и снова пользоваться обновленным Engraver Master
Итоги
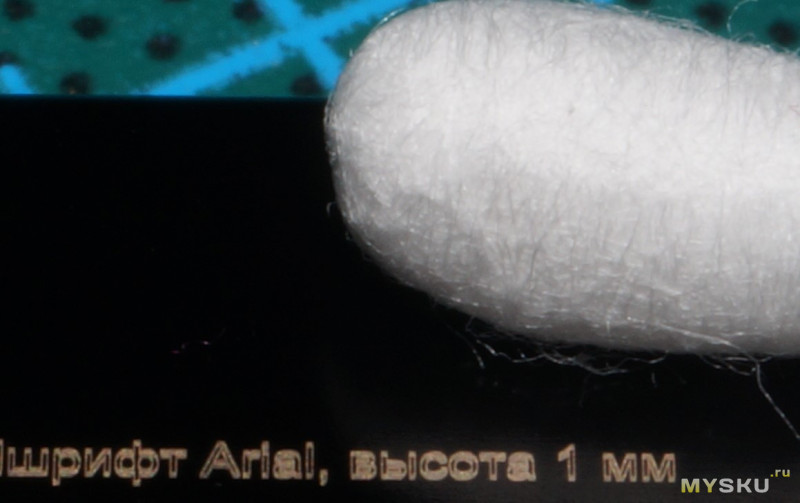
Больше всего удивила точность позиционирования(и не только меня), 45 символов вместились в строку 21.5мм длины, ширина заглавных букв всего 1мм, при этом в строчных четко проглядываются необработанные места внутри контура, то есть их можно было сделать еще меньше. Ватная палочка для масштаба. Еще на зубочистке пытался надпись сделать, но сложно выставить ровно по оси Х, начинает постепенно съезжать.
Ранее не приходилось наблюдать за работой лазерного станка, так что опыт получился интересный.
Да, это далеко не самая мощная модель и может она только гравировать надписи на ограниченном типе материалов. Не, бумагу модуль прожжет безусловно, как и пеноматериалы, даже не очень толстый пластик, но нужна будет постобработка. Кстати, рисовать на бумаге так и не получилось. Она белая, поэтому на низкой мощности луч рассеивается, а при повышении мощности в какой-то момент просто начинает жечь ее насквозь оочень тонкими линиями.Кажется что это рисунок, поднимаешь лист, а середина вываливается на стол.
Установка проще некуда. Достаточно вставить лазерный модуль вместо гравера, подключить его в соответствующий слот, перекинуть джампер, запустить программу из стартового комплекта станка и можно пользоваться, но я рекомендую обновить хотя бы программу управления по этой ссылке, для начала обновления необходимо чтобы гравер был подключен. Вот прошивку бы не трогал, в моем случае заметных изменений не произошло.
Возможно текст местами получился несколько сумбурным, т.к. изначально вообще не планировал писать обзор и большую часть процесса настройки с тестированием не документировал, так что если что-то упустил — поправляйте, задавайте вопросы, я постараюсь восполнить пробелы. Всем добра =)
Модуль приобрел с хорошей скидкой, так что
Самые обсуждаемые обзоры
| +143 |
4348
100
|
| +54 |
2441
71
|
| +87 |
3441
76
|
С мелкими деталями станок конечно справится гораздо лучше, чем человек вручную, но рисунок получается без души что-ли, всё слишком аккуратное, одна глубина, строгие линии. Так что по дереву ещё люди работают, как и по металлу(в основном по драгоценному), но вот если руки под такое не заточены, а гравировки делать на всем подряд желание есть, такой станочек выручит.
Не так давно вот нескольким людям расписал зажигалки
Но обзор полезный: для себя почерпнул, на что не стоит тратить деньги. Спасибо!
В обзоре mysku.club/blog/china-stores/50611.html — модуль меньшей мощности с резкой этих материалов вполне справляется.
Чтоб резать фанеру нужно хотябы 40ватт. Пример — DIY 40W CO2 CNC Laser
1, Делаю гравировку на подарках, да и для себя…
На ножах, да и вообще на металле, классно смотрится. Правда в два захода. Сначала рисунок лазером, потом травление.
2, При необходимости делаю штампы (резина, специально для такого случая, продается)
3, Подготовка плат для последующего травления (точность прорисовки автор хорошо показал)
4, Опыт с бумагой не удался (прорезные открытки), как и у автора обзора (так и не разобрался, что за бумага шла в комплекте — уже готовая открытка, как образец), но снежинки из тонкого картона дети на елку нарезали ))
Думаю что другие пользователи девайса — тоже как то его используют, все зависит от фантазии и смекалки ))
Если лично Вам ничего в голову не пришло — совсем не означает, что он бесполезен (посыл вашего коммента).
При том — компактен и соседям по ушам не ездит.
Вот по этой ссылке проверенный товар и продавец.
Но как бы сказать, даже Nichia NUBM 44-ый- это больше для указки лазерной поиграться. СО2 лазер отлично подойдет для той же механики corexy. Нужна трубка, 2 зеркала + угловое в модуле и сам модуль, ну и конечно там расширители луча, где-то охлаждение водяное. Все стоит реально недорого. Что стойки с 10-ом болтов внутри для регулировки зеркала, что зеркала (2 материала), что линзы (znse) 20мм те же.
Выше я написал, что подготавливаю платы для травления именно с помощью гравера.
Точность у него высокая, результат не хуже заводского. Но травить все равно придется.
Правда на ценник таких лазеров смотреть нельзя не приняв перед этим волидол ;)
Если текстолит изначально был аккуратно обрезан — на вид как фабричная!
Ну тут кому как нравится. Для фоторезиста можно расфокусировать луч и заметно ускорить процесс обработки, сфокусированным лучом придется делать больше проходов.
Именно поэтому никто в производстве пп не испаряет медь полностью, у lpkf например есть такие установки, так там испаряется медь не полностью, а оставшиеся микронные остатки меди дотравливаются.
Делаю платы методом гравировки, это плата имеет толщину дорожек 0.12мм
можно ли выжигая подкрашенную краской медь получить сопоставимый результат? если есть какие наработки, поделитесь, будет интересно посмотреть.
Медь не выжигается, только краска, мощьность лазера — только чтобы краску выжечь, до меди.
Я попробовал один раз лазером и решил, что этот путь менее пыльный и более приемлемый для меня ))
Минимальный шаг дорожек я никогда не измерял. Для себя делал под ИБП, а некоторое кол-во для друга — даже не знаю для чего.
Я не изготавливаю их на промышленной основе, просто понадобилось и сделал..))
Первые пару раз сделал так, чтобы оставались только дорожки. Но так их трудозатратно потом травить. Поэтому последующие делал так, чтобы вытравливать только контур вокруг дорожек (как на Вашем фото принцип).
Технология проста, до безобразия.
Подготавливаем в редакторе рисунок дорожек. Опиливаем, любым способом, текстолит под нужный размер. Покрываем его любым непрозрачным лаком/краской (можно и пленкой). Прожигаем по рисунку лазером. Травим как обычно, железом или солевым раствором под током (мне второй вариант больше нравится). В случае с гравировкой на металле — вообще ватой с солевым раствором намотанной на «гвоздь» на минусе. Отмываем плату. Толщину линий никогда не замерял, но можно в толщину лазерной точки (а надо ли?).
Задумка не моя — честно подглядел, когда искал способ сделать лазером такого станка гравировку на металле.
Платы показать не представляется возможным, но сохранились первые опыты гравировки, их могу показать. Там незамысловатая картинка на клинке кухонного ножа.
Плюс на металл, на минус гвоздь с ватой, смоченной солевым раствором — так гравировка быстро делается. Плату — бортики из пластилина или в пластиковый контейнер, плюс на плату, минус в солевой раствор.
А пыль я не хочу, дома делаю…
И поскольку это редкость, заморачиваться на пылеотсосы смысла нет…
Так и я дома делаю
Пыль? Какая пыль? Зачем пыль? :)
вы видите тут пыль?
У нас в семье есть астматик — ему и невидимая пыль не в кайф!!!
Я не фанат ни того, ни другого способа (вообще по необходимости делал) и никого не призываю к использованию, опять таки — ни того, ни другого.
Как уже писал — этот способ я увидел на форуме — попробовал, понравилось.
Здесь описал его, как один из возможных вариантов, вдруг кому-то пригодится.
Так что — нет смысла меня агитировать. я этим не занимаюсь ежедневно или как-либо на постоянной основе.
Попробуйте и сами сделайте выводы, что вам проще или лучше.
ясно, везде свои заморочки
ну при гравировки у меня даже невидимой нет, т.к. гравировка идет по смоченной поверхности и вся пыль моментально преврашается в кашу, а вот дым от лазера тоже не полезен, яб проверил, да лазер влом покупать, и станок под него новый делать :/
Что касается именно плат — очевидно, что более предпочтительный способ именно травление. Неважно классическое или гальваническое. Процесс не сильно долгий и гарантированный результат. Вата же, идеально подходит для вытравливания рисунков или маленьких плат с минимальным количеством убираемого металла — ибо долго получается. Надоест быстрее, чем процесс завершится )))
На балконе, в другой комнате, при закрытых дверях и открытой улице. Процесс настройки быстрее (у меня), чем с классическим гравером, поэтому так.
У меня каретка универсальная, можно перекидывать «движок/лазер»
Но это и правда замороки много…
А чем станет данная плата в жызне?
Оно же адекватно не высчитывается, а с пластикой ничего не встречал, чтобы можно было как в блендере мышкой менять пропорции, лепя как из пластилина.
короче, скетчап это конечно то еще овно, но это очень простой инструмент, позволяющий моментально освоиться и начать рисовать то что нужно. простое. эту волчью голову там рисовать заколебешься.
Давно ищу что-то вроде тинкеркада, только малость мощнее.
Жена села за блендер и в первый же вечер сделала фигурку персонажа из игры, просто вылепила как из глины )
потому что инструмент под задачу выбран правильно ;) и сам инструмент вероятно подходит пользователю. идеологически.
Да ещё и тормозит на моей машине на которой с простыми моделями Fusion360 летает.
Оказывается, я не один такой.
Вот при резке даже 4мм фанеры без вытяжки никак…
В общем, по-хорошему, делать нужно, но если нет возможности, можно постараться не жечь на полной мощности.