Кобальтовые сверла DrillPro. Два набора. Пожалуй, на четверочку
- Цена: $7.06 и $16.07 (куплено чуть дешевле)
- Перейти в магазин
Сверла — это расходник. Особенно мелкие диаметры. Как ни старайся — а рано или поздно 100% затупишь, а то и сломаешь. А кобальтовые сверла — это вроде бы как неплохой расходник, их отличает высокая износостойкость и жаропрочность. После покупки ступенчатого сверла от DrillPro и его проверки в работе, когда оно показало отличные результаты, мне захотелось прикупить и простых сверл. Сразу хочу предупредить, что тут не будет какого-то всеобъемлющего и многодырочного тестирования, а также проверки состава стали на масс-спектрометре.
Первый набор — более дешевый, по десятку сверл размеров 1.0; 1.5; 2.0; 2.5; 3.0мм

Группенфото

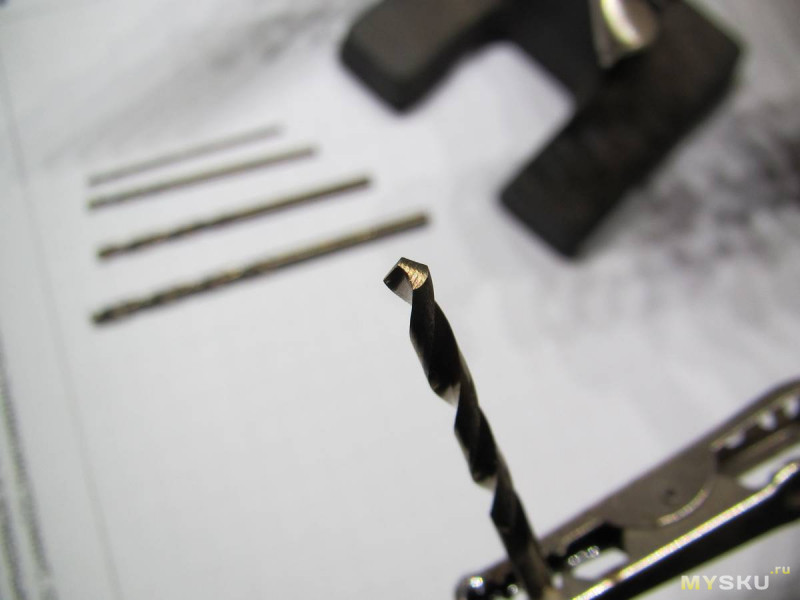
Внешний вид/заточка.
1.0мм

1.5мм

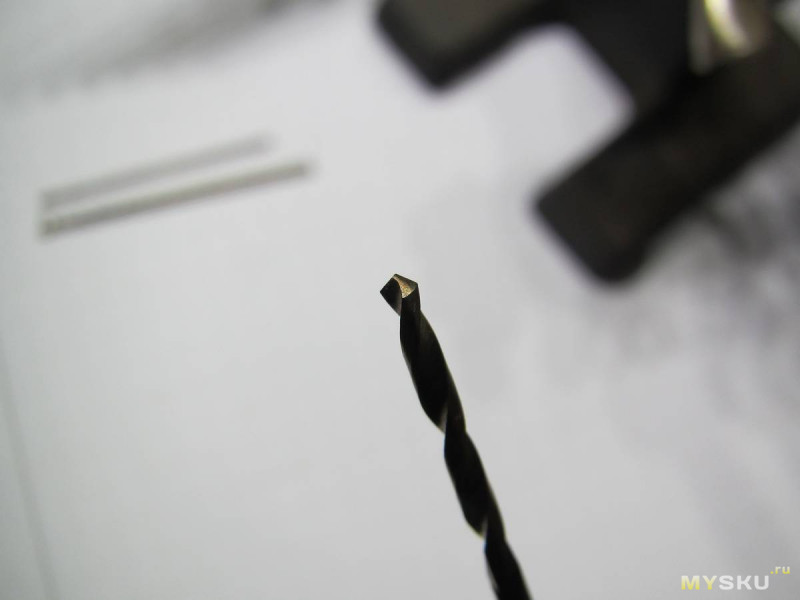
2.0мм. На размере 2.0мм и выше уже на боковых поверхностях сделана т.н. ленточка

2.5мм

3мм

Попробовал сверлить. К сожалению, в малой сверлилке патрон зажимает от 1.5мм, поэтому 1.0мм я зажал во фрезерный станок, ну и закономерно на третьем отверстии его заломил, потому что станок большой, усилие не ощущается. А сверлить в станке для печатных плат — так там извините и жесткости нету, и обороты явно не те. Так что будем считать что 1.0мм я не проверил ;)
Сверлит примерно так:


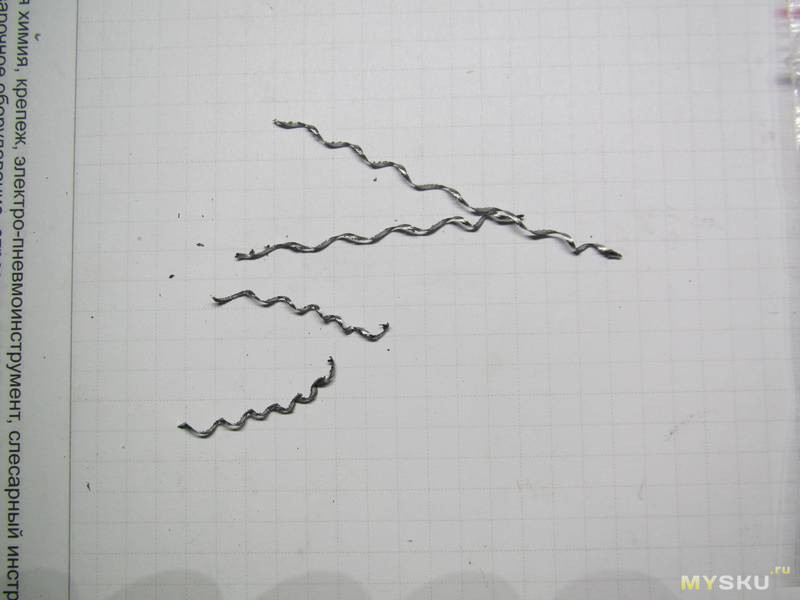
Железяка толщиной где-то 4-5мм. Стружка летит такая:
После сверления этих отверстий осмотр режущих кромок показал что сверла как новые.
Из нюансов. Маркировка отсутствует. Одно сверло 1.0мм тупо кривое, еще три 1.0мм и по одному 1.5мм и 2.5мм плохо заточены — то кромка в другую сторону наклонена, то кромки разные, то угол заточки слишком тупой… Оно как-бы можно и переточить, но осадочек остался.
Лот номер два — это набор от 1.0мм до 10.0мм с шагом 0.5мм.
Поставляются в пакете в пакете, все свёрла в какой-то липкой смазке.


Маркировка на всех сверлах просто HSS

Кроме сверла 4.0мм, где маркировка не только выбита (а не лазерная гравировка как на остальных), но и не просто HSS, а HSS Co


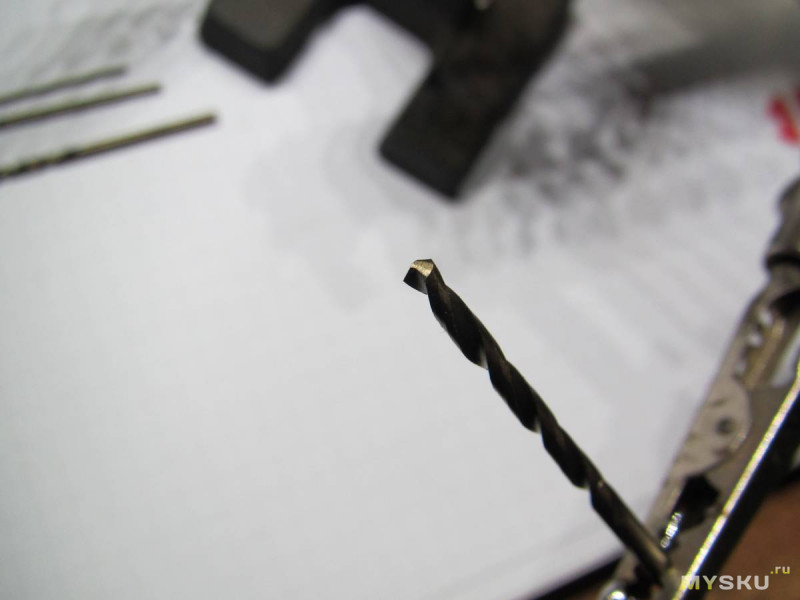
Тут вопросов по заточке нет. С 2мм идет ленточка, с 3мм — дополнительная затыловка режущей кромки для утоньшения перемычки
Несколько фото малых диаметров спрячу под кат, ибо они практически не отличаются от предыдущего лота










А вне ката выложу парочку фото самого большого сверла



Теперь о странном. Мне казалось, что кобальтовые сверла подразумевают изготовление из сплава с кобальтом, то есть вот этот вот своеобразный цвет — он должен быть именно «в объеме», а не в виде покрытия. Я попробовал пошорхать алмазным надфилем кобальтовое сверло купленное в оффлайне — и цвет в месте где я применил надфиль после протирания рукой можно сказать что не отличается от нетронутой поверхности. Эти же сверла явно имеют именно покрытие, то есть цвет после надфиля отличается. При чем и на сверле 4.0мм, где явно заявлено HSS Co. Как вариант — покрытие и там и там, но в оффлайновых оно толще.


Отсюда у меня вопрос к более опытным товарищам: это я чего-то не понимаю, или так надо?
Стоят они не так дорого, в оффлайне у нас кобальтовые сверла значительно дороже, а простые сопоставимы по стоимости с этими кобальтовыми, что лично меня приводит к выводу что лучше взять «кобальт» в Китае, чем тут на месте нечто китайское же где кобальт даже не заявлен.
Несомненно, у почти каждого есть за углом леруа, икея, и еще какой-нить гипермаркет, где такие сверла дают на сдачу. У меня леруа нету.
Ресурсные испытания проводить… ну вы меня извините, но у меня не аж так много свободного времени, да и купил я эти сверла за свои. Так что буду просто дополнять топик по мере эксплуатации. На данный момент сверлами просверлено не так много отверстий, но показали они себя самый лучшим образом. Троечку из большого набора умудрились сломать уже, благо есть благоразумно приобретенная замена ;)
В целом — сверлят сверла хорошо (второй набор тоже проверили — в толстую железяку как в масло, но мы понимаем что это новые сверла — они и будут хорошо сверлить поначалу), но есть и брак в первом наборе. Плюс чувствуется какой-то подвох — нет уверенности что это именно кобальтовые сверла, а не с каким-то покрытием. Таким образом, если предыдущие ступенчатые я прям восторженно рекомендовал к покупке — тут я буду более спокоен и предоставлю решать самостоятельно ;)
Ну и небольшая полезняшка. Сверла эти идут без подставки. значит что? значит нужно её напечатать ;)
Берем скетчап и погнали!
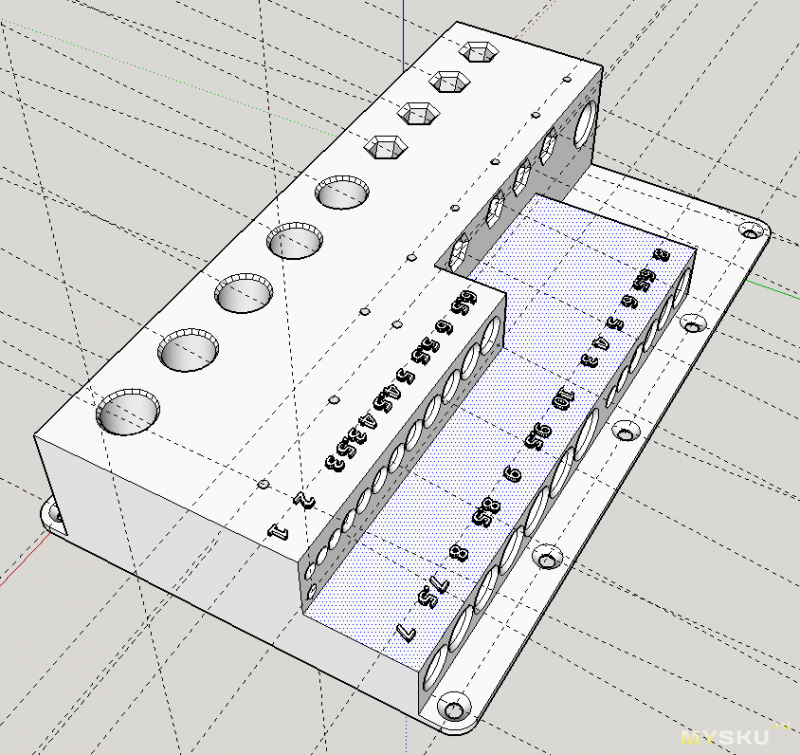
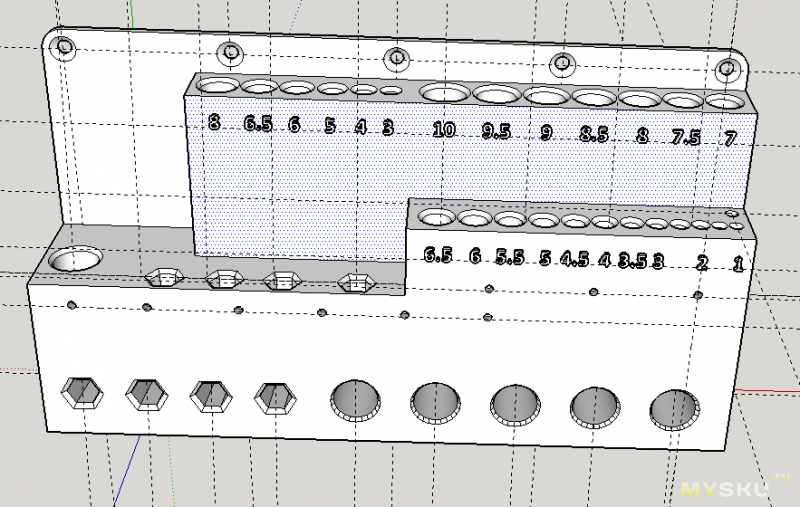
Печатаем, и подрисовываем циферки перманентным маркером — в моем случае белым. В 2мм отверстия вставляем/вбиваем/вклеиваем ролики от игольчатого подшипника.

Здесь у нас разместились: обозреваемый набор, ступенчатые сверла из прошлого обзора, а также парочка купленных в свое время в оффлайне, зенковки, «фрезерные сверла», как я их называю, ну и кольца-ограничители. ключ от них притаился возле самого малого сверла.
В архиве чутка доработанная версия, с увеличенными отверстиями (к сожалению не проверял), ибо то что я распечатал себе — получилось туговато. ну и пожалуй горизонтальные полки с отверстиями для сверл можно бы было сделать пошире — но тут от пальцев зависит.
Файло качать тут
Первый набор — более дешевый, по десятку сверл размеров 1.0; 1.5; 2.0; 2.5; 3.0мм
Группенфото
Внешний вид/заточка.
1.0мм
1.5мм
2.0мм. На размере 2.0мм и выше уже на боковых поверхностях сделана т.н. ленточка
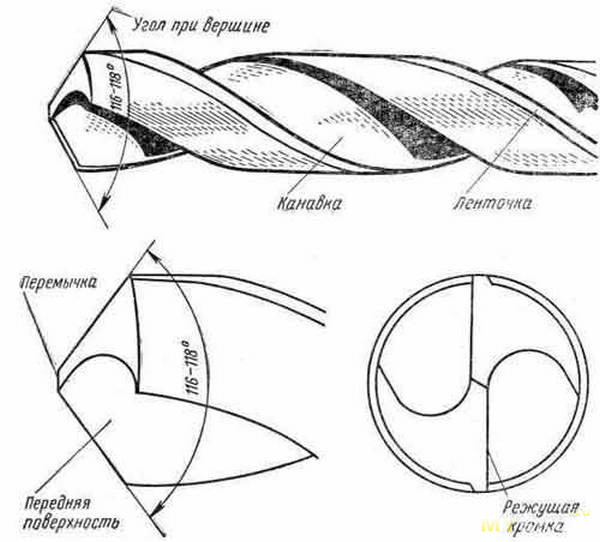
что такое ленточка
2.5мм
3мм
Попробовал сверлить. К сожалению, в малой сверлилке патрон зажимает от 1.5мм, поэтому 1.0мм я зажал во фрезерный станок, ну и закономерно на третьем отверстии его заломил, потому что станок большой, усилие не ощущается. А сверлить в станке для печатных плат — так там извините и жесткости нету, и обороты явно не те. Так что будем считать что 1.0мм я не проверил ;)
Сверлит примерно так:
Железяка толщиной где-то 4-5мм. Стружка летит такая:
После сверления этих отверстий осмотр режущих кромок показал что сверла как новые.
Из нюансов. Маркировка отсутствует. Одно сверло 1.0мм тупо кривое, еще три 1.0мм и по одному 1.5мм и 2.5мм плохо заточены — то кромка в другую сторону наклонена, то кромки разные, то угол заточки слишком тупой… Оно как-бы можно и переточить, но осадочек остался.
Лот номер два — это набор от 1.0мм до 10.0мм с шагом 0.5мм.
Поставляются в пакете в пакете, все свёрла в какой-то липкой смазке.
Маркировка на всех сверлах просто HSS
Кроме сверла 4.0мм, где маркировка не только выбита (а не лазерная гравировка как на остальных), но и не просто HSS, а HSS Co
Тут вопросов по заточке нет. С 2мм идет ленточка, с 3мм — дополнительная затыловка режущей кромки для утоньшения перемычки
Несколько фото малых диаметров спрячу под кат, ибо они практически не отличаются от предыдущего лота
Дополнительная информация
А вне ката выложу парочку фото самого большого сверла
Теперь о странном. Мне казалось, что кобальтовые сверла подразумевают изготовление из сплава с кобальтом, то есть вот этот вот своеобразный цвет — он должен быть именно «в объеме», а не в виде покрытия. Я попробовал пошорхать алмазным надфилем кобальтовое сверло купленное в оффлайне — и цвет в месте где я применил надфиль после протирания рукой можно сказать что не отличается от нетронутой поверхности. Эти же сверла явно имеют именно покрытие, то есть цвет после надфиля отличается. При чем и на сверле 4.0мм, где явно заявлено HSS Co. Как вариант — покрытие и там и там, но в оффлайновых оно толще.
Отсюда у меня вопрос к более опытным товарищам: это я чего-то не понимаю, или так надо?
Стоят они не так дорого, в оффлайне у нас кобальтовые сверла значительно дороже, а простые сопоставимы по стоимости с этими кобальтовыми, что лично меня приводит к выводу что лучше взять «кобальт» в Китае, чем тут на месте нечто китайское же где кобальт даже не заявлен.
Несомненно, у почти каждого есть за углом леруа, икея, и еще какой-нить гипермаркет, где такие сверла дают на сдачу. У меня леруа нету.
Ресурсные испытания проводить… ну вы меня извините, но у меня не аж так много свободного времени, да и купил я эти сверла за свои. Так что буду просто дополнять топик по мере эксплуатации. На данный момент сверлами просверлено не так много отверстий, но показали они себя самый лучшим образом. Троечку из большого набора умудрились сломать уже, благо есть благоразумно приобретенная замена ;)
В целом — сверлят сверла хорошо (второй набор тоже проверили — в толстую железяку как в масло, но мы понимаем что это новые сверла — они и будут хорошо сверлить поначалу), но есть и брак в первом наборе. Плюс чувствуется какой-то подвох — нет уверенности что это именно кобальтовые сверла, а не с каким-то покрытием. Таким образом, если предыдущие ступенчатые я прям восторженно рекомендовал к покупке — тут я буду более спокоен и предоставлю решать самостоятельно ;)
Ну и небольшая полезняшка. Сверла эти идут без подставки. значит что? значит нужно её напечатать ;)
Берем скетчап и погнали!
Печатаем, и подрисовываем циферки перманентным маркером — в моем случае белым. В 2мм отверстия вставляем/вбиваем/вклеиваем ролики от игольчатого подшипника.
Здесь у нас разместились: обозреваемый набор, ступенчатые сверла из прошлого обзора, а также парочка купленных в свое время в оффлайне, зенковки, «фрезерные сверла», как я их называю, ну и кольца-ограничители. ключ от них притаился возле самого малого сверла.
В архиве чутка доработанная версия, с увеличенными отверстиями (к сожалению не проверял), ибо то что я распечатал себе — получилось туговато. ну и пожалуй горизонтальные полки с отверстиями для сверл можно бы было сделать пошире — но тут от пальцев зависит.
Файло качать тут
Самые обсуждаемые обзоры
| +67 |
3464
114
|
| +94 |
4726
176
|
| +78 |
2851
82
|
| +58 |
4439
61
|
Сам смотрел эти сверла на банге но пока не заказывал как нибудь допом докину к чемунибудь.
Там еще была мелочь некобальт с шагом 0,1 тож интересно
можно заточить победитовую вставку сверла по бетону. насчет 2.5 не уверен, 3 бывают
https://aliexpress.ru/item/item/32891278309.html
внизу страницы есть более красивые с ленточкой на реж кромке
и оттуда же про
злых китайских кобольдовкобальтhttps://aliexpress.ru/item/item/4000552958306.html
дерьмакобальта ;)2я ссылка собственно Вам предназначалась — ключевое слово «покрытие»
а насчет покрытия — китайцы и описание товара это всегда весело…
бисеркорм — бесполезно делиться инфой с безрукими блондинками — им важнее купить «кобальтового» китайского дерьма с купонами и скидками. это как со сверлами — есть принципиальное отличие советских от китайских — 1ые сделаны, чтоб дырки сверлить, а 2ые чтоб прибыль получать. китайцы и получают, пока блондинок большинство ;-рнасчет советских и китайских — сейчас ВСЁ делается в Китае, но качество бывает сильно разным. равно как и в СССР тоже были сверла разного качества и разного состава. а здесь мы собрались не чтобы на СССР
фапатьностальгировать, а чтобы делиться ссылками на проверенные китайские товары и магазины.странно что приходится объяснять эти азы.
но если блондинки хотят именно золотое кобальтовое, то вперед…
И с заточкой заморачиваться не надо (а хорошо заточить ещё и оборудование и навык нужны).
Выкинул и поставил новое.
www.rinscom.com/articles/markirovka-hss-sverla-chto-ehto/
Получается — надфилем соскребли, действительно, покрытие какое-то…
Вы же не думаете, что хвостовик из какого-то другого сплава и просто наварен на сверло!?
Вы по ссылке прочли текст? Там же написано и показано — может быть с покрытием, может без — к составу металла в самом изделии, покрытие никакого отношения не имеет.
Другими словами — наличие или отсутствие покрытия, никак не указывает на наличие и количество присадок в материале (сплаве) самого изделия.
Я не виноват, что Вы не хотите, по какой то причине, прочесть текст внимательно…
Просто хотел немного помочь с теорией…
По всей видимости, нижняя часть сверла как бы с ребрами жесткости получается и более сопротивляется нагрузке при вращении…
Это предположение, но похожее на правду..))
Но и старички из советской эпохи — ломались так же.
Сварка же трением, насколько понимаю, получила распространение не так давно и не в наших странах ))
Могу ошибаться…
Приваривали хвостовик из простой стали.
зы а вам правда надо в вики заглянуть, чтобы узнать проценты в р2м3?
Здесь товарищ тестирует запорожское сверло
Но даже если у нас и делают что-то где-то, обычно купить это невозможно. Сам проходил такое с микроподшипниками, когда у нас на ГПЗ о таких даже и не слышали, а китайцы хоть тоннами отгрузят любой размер.
Вспомнилось, как лет 6 назад собирал купольную теплицу, для которой надо было просверлить под три сотни отверстий в металлических пластинах из неизвестной нержавейки, презентованной «по дружбе» со склада оборонного завода.
Отверстия 12 мм сверлились вручную на недорогом станочке «Калибр». Так вот, это оказался какой-то необычный сплав пластин — двух специально купленных для этих целей сверл Bosсh по металлу (по 220 рублей за шт.) хватило на… 7 (семь!) отверстий. Потом они отказались сверлить, а только нагревались докрасна и гудели (обороты станка были не выше 600 об/м). А впереди ждало еще более 200 отверстий… Зайчик подкрался там, где его не ждали…
В строймаге было куплено еще 4 корундовых сверла (129 рублей за шт.) и вместо сдачи всучили еще 2 тульских сверла (по 72 рубля). Обороты понижены до 480, каждую минуту капля масла — корундовые сверла продержались чуть дольше — еще 42 отверстия готовы. Настроение на нуле, подсчеты показывают, что дешевле отдать на лазерную обработку, чем еще три дня сверлить эти отверстия.
Заправляю сверло и… оно проходит металлическую пластину как картон. WTF? Может пластина дефектная? Меняю… Сверло… Ценою 72 рубля! Цветом похожее на бронзовый сплав! Проходит пластину, с удовольствем вгрызаясь в металл, который не поддавался Bocsh за 220 рублей! Да, помнилось, что продавец сказал, что они тульские, но это как-то не связалось никакими ассоциациями.
Через пару часов (священное сверло остывало после каждых 5-6 отверстий) все коннекторы были готовы, второе сверло так и осталось нетронутым. Правда, на таких оборотах станок частенько подклинивало — сверло застревало в металле, а момента не хватало провернуть на низких оборотах — и срабатывала защита, станок отключался.
Потом ради интереса был еще раз проведен эксперимент — ни бошевское, ни корундовое сверло так и не захотели сверлить этот металл. Вот так вот и выкручиваются конверсионные оборонные заводики — клепают сверла по 72 рубля, которые никто покупает ввиду их цены и неприглядного вида, но которые сверлят всё. А ведь на советскую оборонку раньше денег не жалели, и у них осталось «из чего делать» и «как правильно делать».
Её оригинал здесь.
И да, текст мой.
Заточка имеет оригинальный вид, очень похожа на такую (немного проще, но суть похожа), если кому надо, рекомендую. Обычные сверла тупятся влет.
а за «300р за пару» можно купить сверла прям ОЧЕНЬ высокого качества.
www.castorama.ru/nabor-sverl-po-metallu-dewalt-cobalt-10-sht
Хотя- порой бренды гонят фигню, а китайцы наоборот- приличные вещи выпускают. И такое тоже бывает. Но все-же за цену фита в 220 я бы предпочел взять сверла приличных фирм- деволт, руко, кейл. Кстати деволтовские сверла с хитрой заточкой по всей видимости руко выпускает- я чет внешне не заметил разницы между Dewalt extreme и Ruko turbo.
Покрытия, как правило, для защиты от разных агрессивных сред. А цвет зависит от исходного материала и способа нанесения самого покрытия.
Воздух и влага, в нем содержащаяся, тоже агрессивная среда.
У нас применяли простой способ для проверки сверла из пачки на «кобальтовость». Брали пластинку нержавейки (не толстую, милиметра 2-3), насверливали в ней сверлом лунку, а дальше включали обратное вращение и надавливали сверлом в лунку, пока по стали «цвета побежалости» не пойдут. Если после этого сверло (при переключении на нормальное вращение) продолжает сверлить — кобальт. Нет — быстрорез, но загублен только кончик, сточить милиметра три — и можно вполне пользовать это сверло дальше под свои задачи.
2. вольфрам добавляют для красностойкости — способности не терять стойкость кромки, работая в нагретом докрасна состоянии. нормальный инструмент выдерживает 4-6 часов, теряя при этом 1-2 единицы хрц (емнип, в вики не лазил)
так что если сверло после секунд-минут перестало сверлить — это не быстрорез, нет там вольфрама. а кобальт по большому счету блохоискательство. не отличите его от честного р6м5
но таки да — маркетинг — «есть люди, разгрызающие кобальтовый сплав» © :)))
По Вашей логике — все. что красится лаком, краской или иным составом, все ради маркетинга!?
Бред какой-то!!!
Маркировка определяет материал (да и то не всегда).
У кобальтовых обычно HSS Co
но если данный цвет получается при термообработке — то можно ли говорить, что по цвету можно судить о составе? в частности, в обозреваемых только одно имеет маркировку hss co, но цвет у всех одинаковый.
Хотя, для разных материалов и режимы разные…
С такой доставкой не интересно покупать.
Сразу вспомнил люминий и чугуний