Индуктивный датчик приближения для принтера Tronxy P802M + два более дешевых датчика
- Цена: 14.33$
- Перейти в магазин
Добрый день!
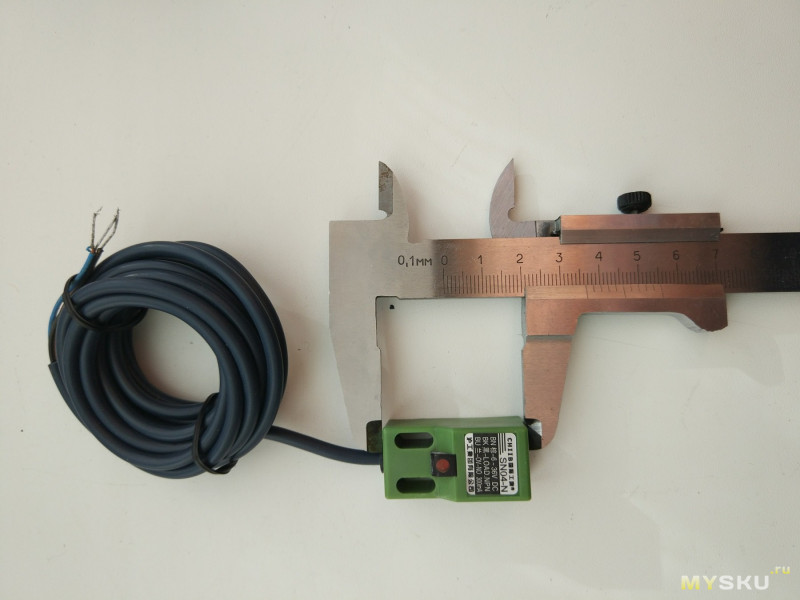
У меня в пользовании находится 3D принтер TRONXY X3. У принтера есть небольшая проблема с калибровкой, а именно с калибровкой Z оси. В штатной комплектации идут на все три оси обычные кнопочные концевики, X и Y оси особой точности не требуют, а оси Z необходима точность в десятые доли миллиметра. Обычный концевик не всегда срабатывает корректно, из 10 раз 1-2 раза калибровка проходит неудачно, из-за чего пластик неплотно ложится на поверхность, в следствие чего, деталь отклеивается, не успев напечататься. На обзор мне прислали индуктивный датчик приближения с креплением для принтера Tronxy P802M (14.33$), а также я заказал два более дешевых датчика Lefircko SN04-N (3.99$) и Chiib SN04-N(3.02$)
Индуктивный датчик — бесконтактный датчик, предназначенный для контроля положения объектов из металла. В основу его работы положено свойство дросселя с воздушным зазором изменять свою индуктивность при изменении величины воздушного зазора.
Принцип действия основан на изменении амплитуды колебаний генератора при внесении в активную зону датчика металлического, магнитного, ферро-магнитного или аморфного материала определенных размеров. При подаче питания на конечный выключатель в области его чувствительной поверхности образуется изменяющееся магнитное поле, наводящее во внесенном в зону материале вихревые токи, которые приводят к изменению амплитуды колебаний генератора. В результате вырабатывается аналоговый выходной сигнал, величина которого изменяется от расстояния между датчиком и контролируемым предметом. Триггер Шмитта преобразует аналоговый сигнал в логический.
Структура:
Индуктивные бесконтактные выключатели могут состоять из следующих основных узлов:
Рабочий зазор — это любое расстояние, обеспечивающее надежную работу бесконтактного выключателя в допустимых пределах температуры и напряжения.
Так же стоит учитывать поправочный коэффициент рабочего зазора.
Поправочный коэффициент дает возможность определить рабочий зазор, который зависит от металла, из которого изготовлен объект воздействия.
Материал Коэффициент
Сталь 40 1,00
Чугун 0,93…1,05
Нержавеющая сталь 0,60…1,00
Алюминий 0,30…0,45
Латунь 0,35…0,50
Медь 0,25…0,45
У обозреваемых датчиков рабочий зазор от 4 мм. до 8 мм. при коэффициенте 1.
Датчики Tronxy и Chiib SN04-N получил через две недели после заказа, а вот датчик Lefircko SN04-N пришел через 1.5 месяца.
Датчик TRONXY® 6-38V:
Заявленные характеристики:

Датчик Chiib SN04-N:
Заявленные характеристики:




Датчик Lefircko SN04-N:
Заявленные характеристики:





Управляющая плата принтера выдает 12 вольт, все датчики потребляют приблизительно одинаковый ток.
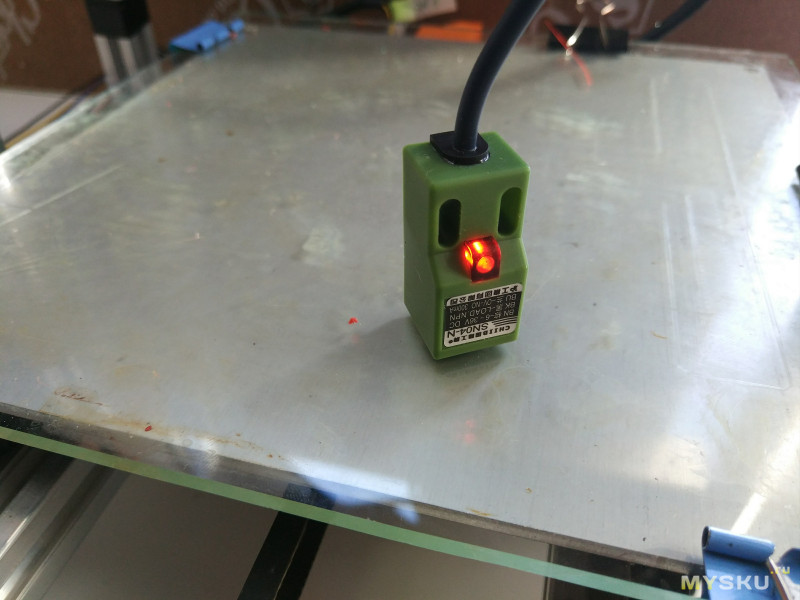
Индикация датчиков:

Ни один из датчиков не работает через стекло толщиной 4 мм.
Модернизация:
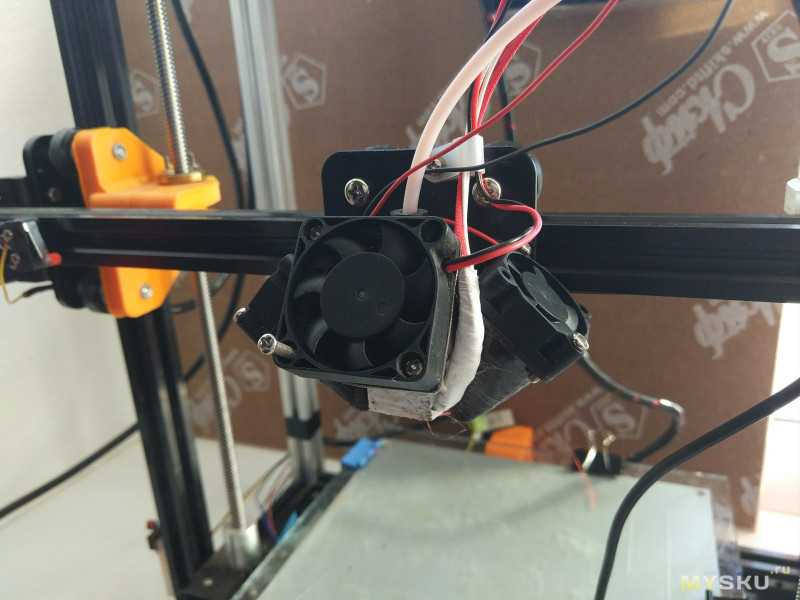
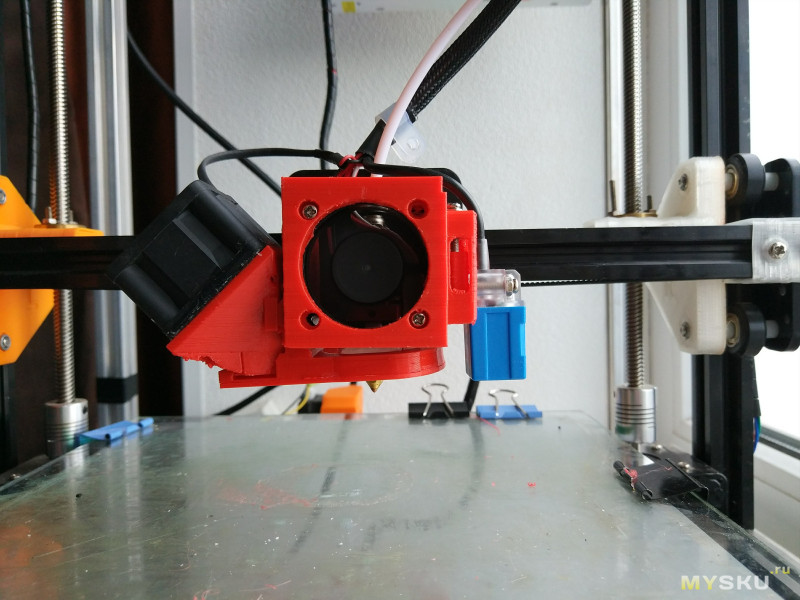
До модернизации узел выглядел вот так:
Распечатал пробный корпус с креплением под датчик:

снял старый корпус и обдув:
после сборки у меня получился небольшой косяк, датчик находится далеко от стола, временно закрепил лезвие строительного ножа (решение не самое лучшее),
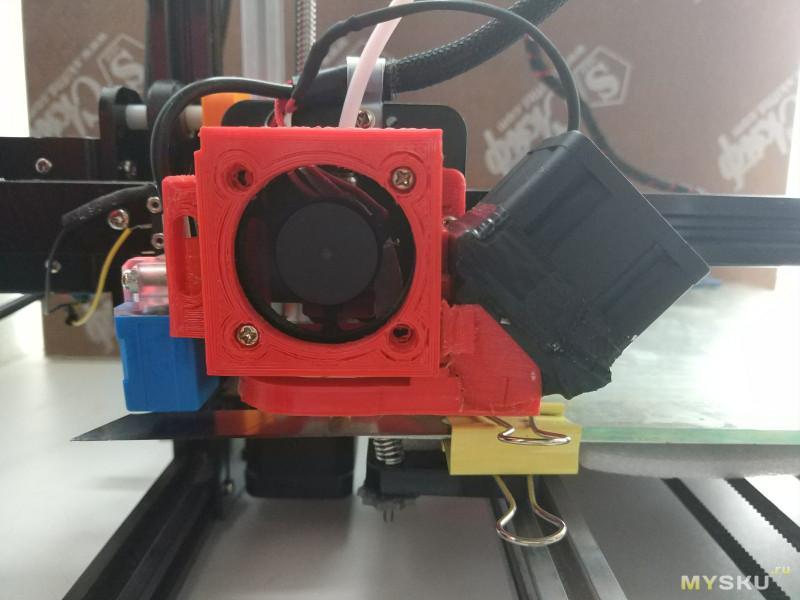
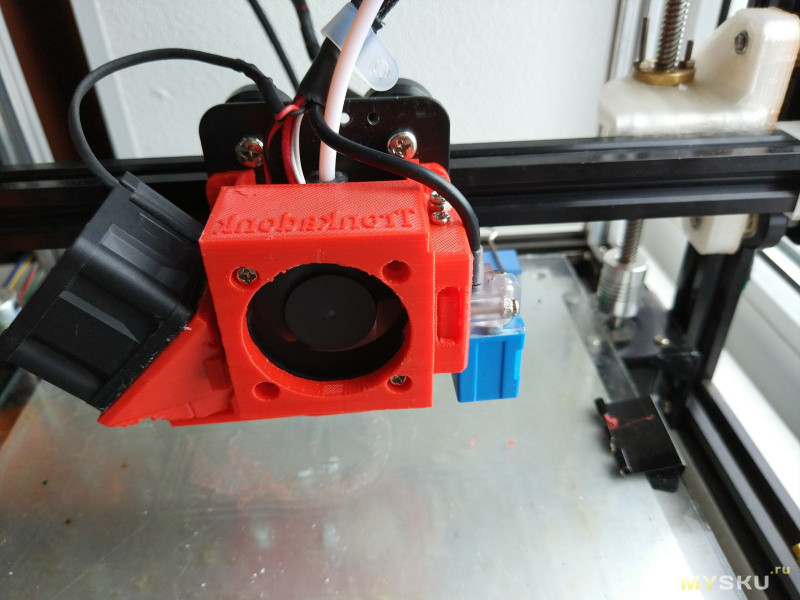
так оставлять не захотел, в итоге в программе Simplify3D отзеркалил все элементы корпуса, теперь кулер находится слева, а датчик справа:
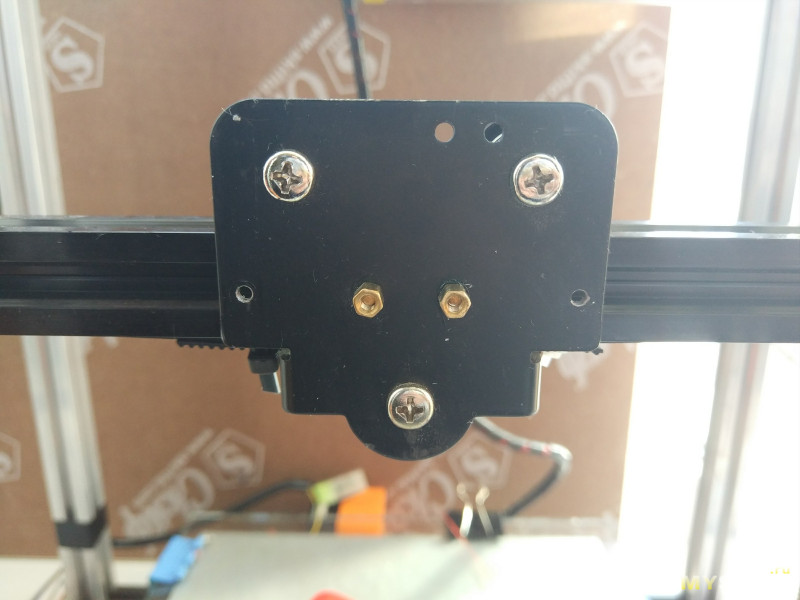
В напечатанной модели есть два регулировочных винта, один является стопором, а другим непосредственно осуществляется регулировка высоты:
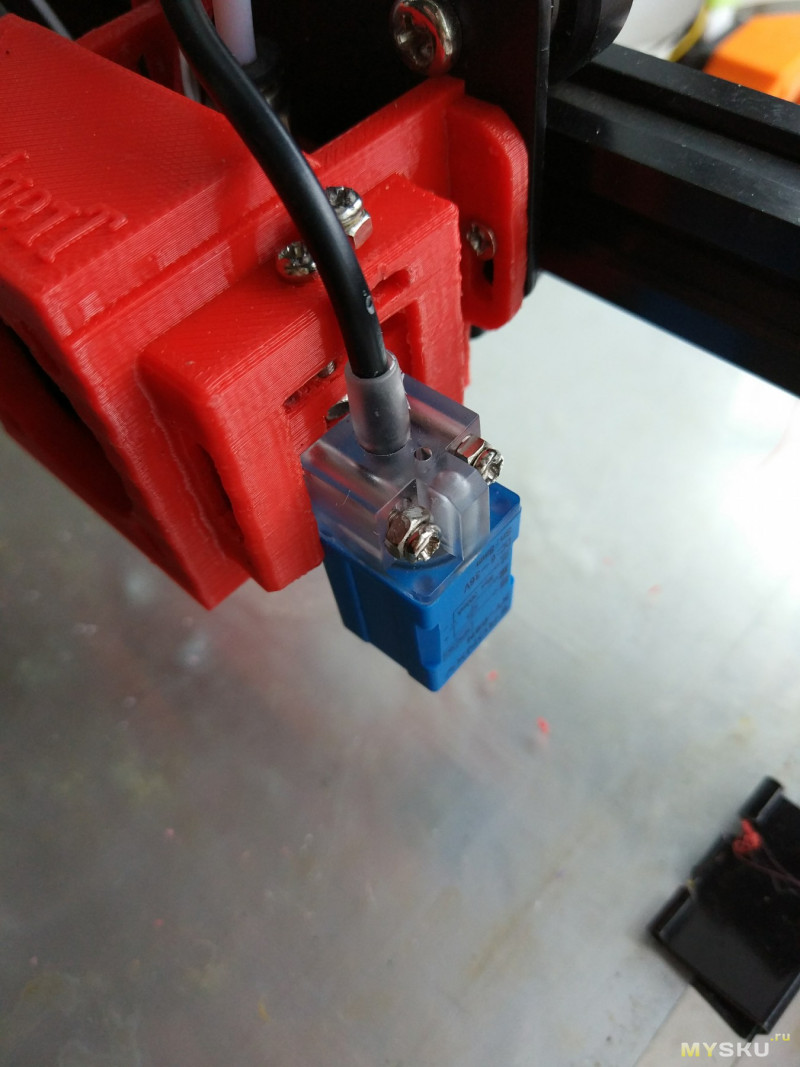
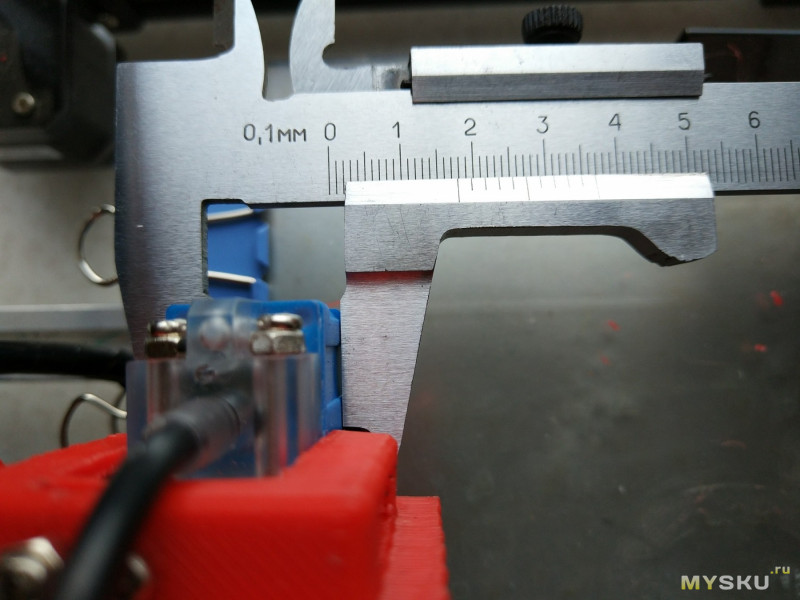
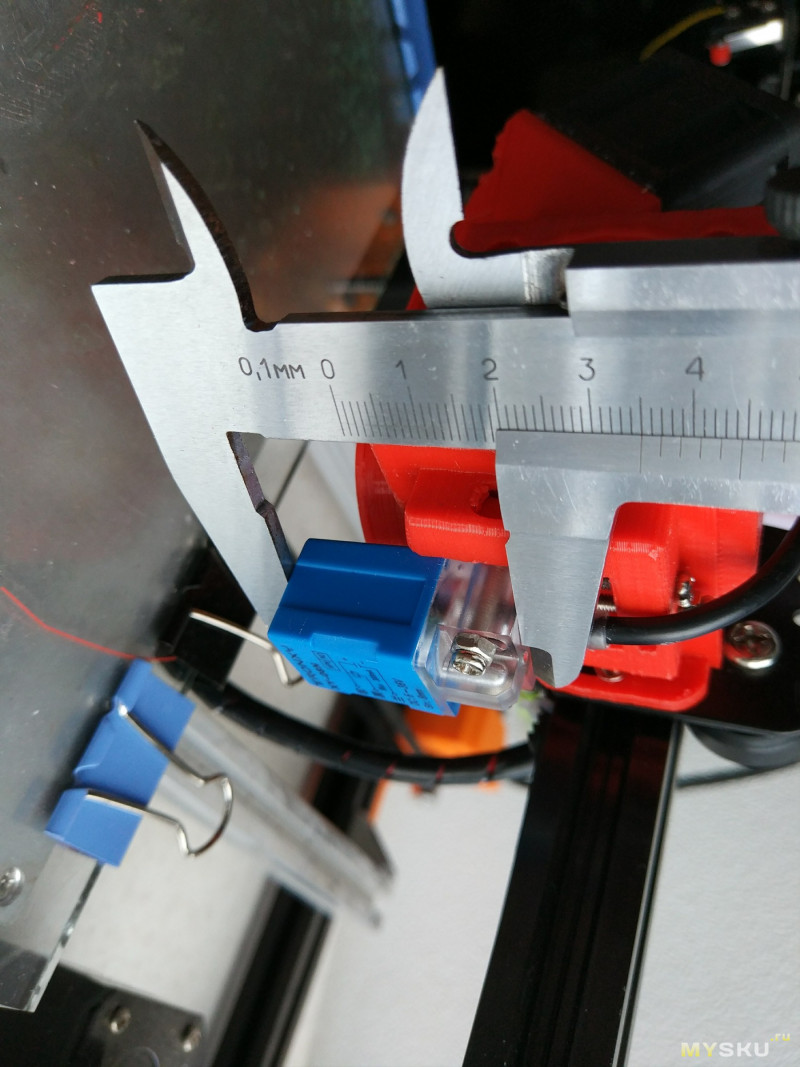
на моем принтере размер стекла больше чем стол (вместо 220 мм. на 220 мм. у меня установлено стекло 240 мм. на 240 мм.) и из-за этого датчик все же не срабатывает от стола, в итоге решил наклеить имевшийся под рукой металлический диск:
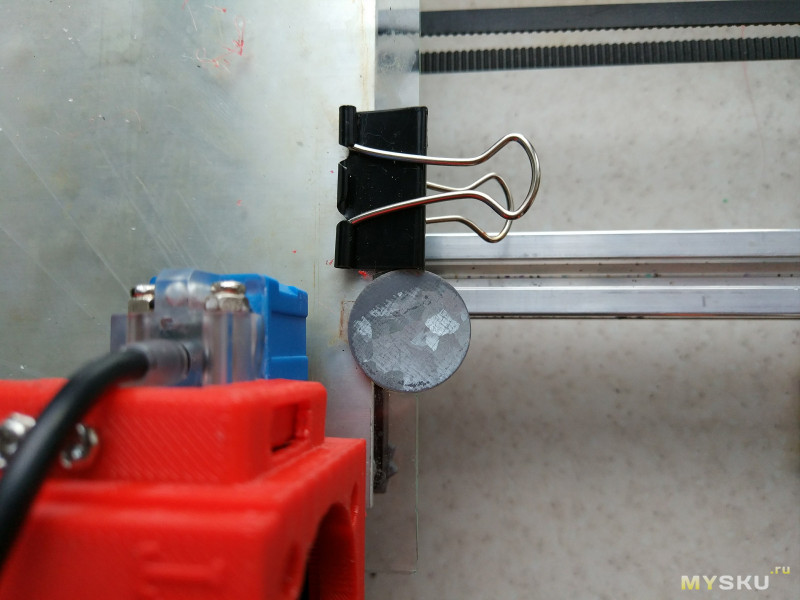
расстояние между датчиком и металлическим диском 7 мм.:

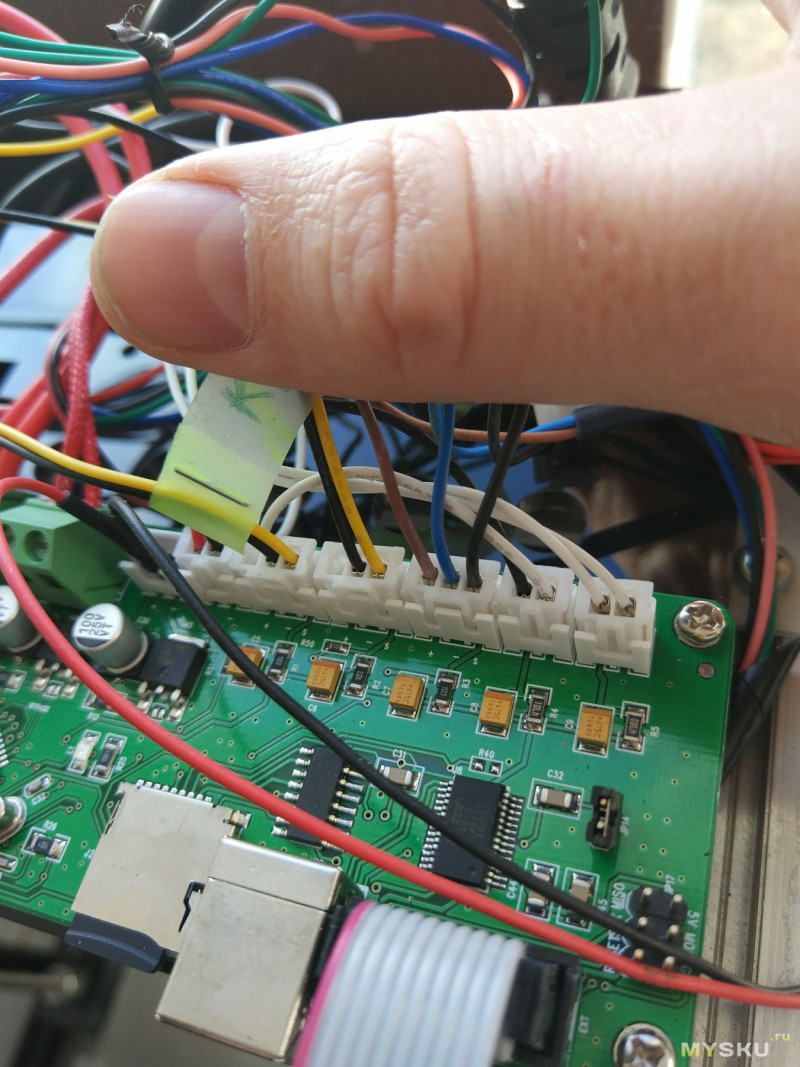
Подключение к плате:
отключил штатный концевик (он имеет два контакта)
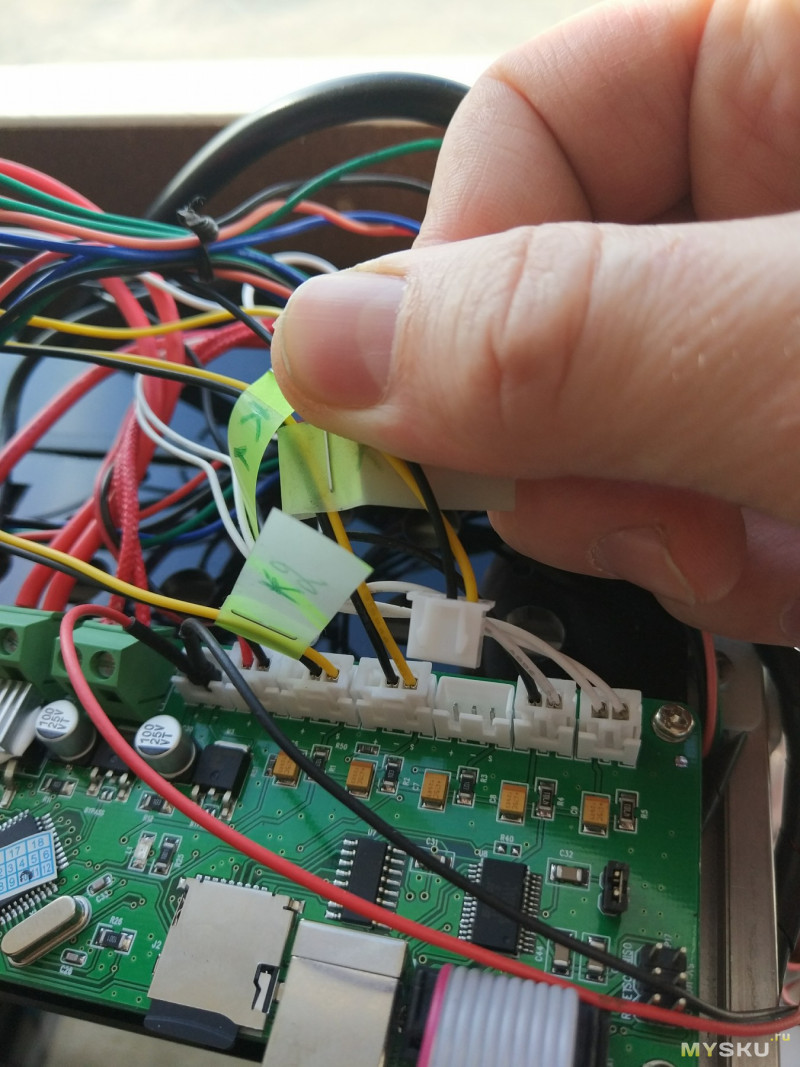
и на это место подключил новый датчик:
Сборка заняла приблизительно 30 минут, переделка еще приблизительно столько же.
В некоторых прошивках 3Д принтера есть калибровка стола принтера по 4 точкам, в которых будет измеряться расстояние от датчика до стола. Процесс очень прост, датчик проезжает по четырем точкам, опускается – поднимается и определяет расстояние между датчиком и столом. Разницы величин учитываются прошивкой 3Д принтера, и начинается печать.
У меня в этом нет необходимости, стол моего 3D принтера двигается по двух направляющим и практически идеально ровный.
Итог:
Все датчики исправно работают и не вижу смысла платить 14$ за «фирменный» датчик Tronxy P802M, так как ни крепление ни разъем не стоит 10 долларов.
Если выбирать из двух дешевых датчиков Chiib SN04-N, Lefircko SN04-N, то здесь стоит ориентироваться только на длину кабеля, длина первого 190 см., второго 150 см. разницы в их работе не обнаружил.
Расстроило, что ни один датчик не работает через стекло 4 мм.
Очень интересует опыт тех людей, у которых калибровка стола осуществляется по 4 точками, есть ли смысл заморачиваться?
Если есть вопросы, обращайтесь, постараюсь на них ответить.
Всем спасибо за внимание!
Если обзор понравился, не забываем нажать «Обзор понравился»!) Всем добра!
У меня в пользовании находится 3D принтер TRONXY X3. У принтера есть небольшая проблема с калибровкой, а именно с калибровкой Z оси. В штатной комплектации идут на все три оси обычные кнопочные концевики, X и Y оси особой точности не требуют, а оси Z необходима точность в десятые доли миллиметра. Обычный концевик не всегда срабатывает корректно, из 10 раз 1-2 раза калибровка проходит неудачно, из-за чего пластик неплотно ложится на поверхность, в следствие чего, деталь отклеивается, не успев напечататься. На обзор мне прислали индуктивный датчик приближения с креплением для принтера Tronxy P802M (14.33$), а также я заказал два более дешевых датчика Lefircko SN04-N (3.99$) и Chiib SN04-N(3.02$)
Индуктивный датчик — бесконтактный датчик, предназначенный для контроля положения объектов из металла. В основу его работы положено свойство дросселя с воздушным зазором изменять свою индуктивность при изменении величины воздушного зазора.
Принцип действия основан на изменении амплитуды колебаний генератора при внесении в активную зону датчика металлического, магнитного, ферро-магнитного или аморфного материала определенных размеров. При подаче питания на конечный выключатель в области его чувствительной поверхности образуется изменяющееся магнитное поле, наводящее во внесенном в зону материале вихревые токи, которые приводят к изменению амплитуды колебаний генератора. В результате вырабатывается аналоговый выходной сигнал, величина которого изменяется от расстояния между датчиком и контролируемым предметом. Триггер Шмитта преобразует аналоговый сигнал в логический.
Структура:
Индуктивные бесконтактные выключатели могут состоять из следующих основных узлов:
- Генератор создает электромагнитное поле взаимодействия с объектом.
- Триггер Шмитта обеспечивает гистерезис при переключении.
- Усилитель увеличивает амплитуду сигнала до необходимого значения.
- Светодиодный индикатор показывает состояние выключателя, обеспечивает контроль работоспособности, оперативность настройки.
- Компаунд обеспечивает необходимую степень защиты от проникновения твердых частиц и воды.
- Корпус обеспечивает монтаж датчика, защищает от механических воздействий. Выполняется из латуни или полиамида, комплектуется крепежными изделиями
Рабочий зазор — это любое расстояние, обеспечивающее надежную работу бесконтактного выключателя в допустимых пределах температуры и напряжения.
Так же стоит учитывать поправочный коэффициент рабочего зазора.
Поправочный коэффициент дает возможность определить рабочий зазор, который зависит от металла, из которого изготовлен объект воздействия.
Материал Коэффициент
Сталь 40 1,00
Чугун 0,93…1,05
Нержавеющая сталь 0,60…1,00
Алюминий 0,30…0,45
Латунь 0,35…0,50
Медь 0,25…0,45
У обозреваемых датчиков рабочий зазор от 4 мм. до 8 мм. при коэффициенте 1.
Датчики Tronxy и Chiib SN04-N получил через две недели после заказа, а вот датчик Lefircko SN04-N пришел через 1.5 месяца.
Датчик TRONXY® 6-38V:
Заявленные характеристики:
- Рабочий ток: DC 6 ~ 38V;
- Расстояние обнаружения: 8 мм ± 15%.
Датчик Chiib SN04-N:
Заявленные характеристики:
- Напряжение: 6-36В;
- Ток: 300 мА.
- Расстояние срабатывания: 4 мм
Датчик Lefircko SN04-N:
Заявленные характеристики:
- Номинальный ток: 0.4A;
- Номинальное напряжение: 10-30 В (на корпусе указано 5-30 В)
- Расстояние срабатывания: 4 мм
Управляющая плата принтера выдает 12 вольт, все датчики потребляют приблизительно одинаковый ток.
Индикация датчиков:
Ни один из датчиков не работает через стекло толщиной 4 мм.
Модернизация:
До модернизации узел выглядел вот так:
Распечатал пробный корпус с креплением под датчик:
снял старый корпус и обдув:
после сборки у меня получился небольшой косяк, датчик находится далеко от стола, временно закрепил лезвие строительного ножа (решение не самое лучшее),
так оставлять не захотел, в итоге в программе Simplify3D отзеркалил все элементы корпуса, теперь кулер находится слева, а датчик справа:
В напечатанной модели есть два регулировочных винта, один является стопором, а другим непосредственно осуществляется регулировка высоты:
на моем принтере размер стекла больше чем стол (вместо 220 мм. на 220 мм. у меня установлено стекло 240 мм. на 240 мм.) и из-за этого датчик все же не срабатывает от стола, в итоге решил наклеить имевшийся под рукой металлический диск:
расстояние между датчиком и металлическим диском 7 мм.:
Подключение к плате:
отключил штатный концевик (он имеет два контакта)
и на это место подключил новый датчик:
Сборка заняла приблизительно 30 минут, переделка еще приблизительно столько же.
В некоторых прошивках 3Д принтера есть калибровка стола принтера по 4 точкам, в которых будет измеряться расстояние от датчика до стола. Процесс очень прост, датчик проезжает по четырем точкам, опускается – поднимается и определяет расстояние между датчиком и столом. Разницы величин учитываются прошивкой 3Д принтера, и начинается печать.
У меня в этом нет необходимости, стол моего 3D принтера двигается по двух направляющим и практически идеально ровный.
Итог:
Все датчики исправно работают и не вижу смысла платить 14$ за «фирменный» датчик Tronxy P802M, так как ни крепление ни разъем не стоит 10 долларов.
Если выбирать из двух дешевых датчиков Chiib SN04-N, Lefircko SN04-N, то здесь стоит ориентироваться только на длину кабеля, длина первого 190 см., второго 150 см. разницы в их работе не обнаружил.
Расстроило, что ни один датчик не работает через стекло 4 мм.
Очень интересует опыт тех людей, у которых калибровка стола осуществляется по 4 точками, есть ли смысл заморачиваться?
Если есть вопросы, обращайтесь, постараюсь на них ответить.
Всем спасибо за внимание!
Если обзор понравился, не забываем нажать «Обзор понравился»!) Всем добра!
| +24 |
11523
17
|
Самые обсуждаемые обзоры
| +50 |
4205
135
|
| +46 |
2610
61
|
Недавно решил попечатать на боросиликатном стекле (толщина 3 мм) — датчик не срабатывает. Положил алюминиевую фольгу под стекло — датчик не срабатывает. На работе взял кусок магнитной фольги и положил под стекло — датчик сработал на расстоянии примерно 20 мм от стекла. Со стальной фольгой под стеклом было поменьше — 16 мм. С медной фольгой под стеклом — 8 мм.
Так как датчик меряет в 5 точках по всему столу, а по размеру стола подходящую фольгу на работе и в городе не нашел, то заказал медную фольгу в Китае за 260 руб. (0.1х200х1000 мм). Скоро придёт и посмотрю что получится.
И это еще неплохой прогон
Я остановился на грошовых пъезо-датчиках:
результат —
Повторяемость:
А если еще и омрон и прочее качественное, то вообще шоколад. А тут…
И втыкает в 5В. Когда только одна по бумажке работает с 5В. И то так себе.
Я всё перепробовал — механические кнопки надо в утиль. Теперь даже endstops — оптические.
И ни чего ни куда не выворачивает.
Дело в том что оптическому эндстопу тоже не всегда хорошо. особенно если у тебя в этот момент светит не прилично ярко солнышко в окошке. Лично у меня 4 механических концевика. И мне хватает с головой. Как настроил один раз, так и печатаю. Пока не двину стол или сопло.
> особенно если у тебя в этот момент светит не прилично ярко солнышко в окошке
У меня принтер в каркасе из стали 3мм и термобоксе из рулонной теплоизоляции, «там солнце не всходит»
И сегодня по ним у меня прям вал открытий. Просматривал продукцию «Треугольника», и наткнулся на такое https://aliexpress.com/item/store/product/piezo20-Z-Z-3D/1654223_32835568408.html
https://aliexpress.com/item/item/Z-Z/32846884926.html
тоже пьезодатчик, но прям в хотенде.
И чет нифига не грошовое решение, видимо за плату деньги дерут, поскольку все, что там требуется, это распечатать бесплатные детальки с тиньки, поставить пьезу, и обработать данные с нее.
Ардуинка у меня есть. Можете посоветовать, какую пьезу лучше взять из этих
Проблем две —
— очень зашумлённые данные — фиксируются все вибрации моторов даже на холостом ходу. Программно отчистить невозможно.
— очень легко сбить настройки. Голову принтера вы трогаете чаще, чем стол (смена филамента, чистка, замена сопел) — и каждый раз будете настраивать с нуля.
Поэтому стоит ставить пьезо туда, где датчик будет оставлен в покое на многие месяцы.
Первую точку все равно по нему выставлять с зазором по бумажке.
У меня такой датчик стоит штатно
В принципе свои функции этот датчик отлично выполняет, когда принтер достаешь из шкафа и первый раз настраиваешь перед длинным рабочим днем.
Вот только изредка возникает устойчивая помеха:
Несколько раз передергивание питания ее решает
И настройка автоуровня запускается прямо в меню Repetier именно через датчик уровня
У меня на принтере это штатно сделано.
Мне кажется и логика немного разная.
Одно дело, когда по Z у меня концевик всегда одинаково срабатывает вне зависимости от положения головки по X и Y, так как датчик прямо на оси установлен. Другое дело, он мерит от поверхности стола, при этом не всегда зная правильного положения X и Y
Да и в крайнем положении индуктивный датчик не сработает ибо там головка уже выходит за пределы стола
чего? Опять же по дефолту что в марлине что в репитере пока вы не хомните Z ниже стартового положения вам прошивка не даст опустить программно.
читайте выше,
У вас китаец головой не подумал и лишнюю работу сделать не захотел. А вы и радуетесь.
Но надо иметь в виду, что я печатаю только PLA и не работаю на заказ, поэтому мое мнение относится только к тому, что я печатаю для себя.
Не обобщайте свой опыт на всех, в общем :)
Вот тут проводили исследование, где выяснилось что эти с сервой немного менее точны чем обычный концевик, а он раза в 3 грубее безконтактных способов измерения.
Чем вообще руководствовались при выборе?
На дешёвых принтерах обычно стоит проблема выравнивания стола и его неровности, стекло конечно здорово устраняет неровность стола. Я пока заказал датчик от Geeetech 3dtouch, в надежде что при некоторых перемещениях коробки с принтером он потом откалибруется обратно. Без перемещений пока и концевик более-менее устраивает, после выравнивания стола по уровню. Но это заморочно порой, да. Его плюсы — он срабатывает на любую поверхность (металл/стекло), минусы — погрешность больше.