Индуктивные датчики LJ12A3-4-Z/AX (NPN NC)

- Цена: 2.21-2.65 $
- Перейти в магазин
Всем доброго времени суток. Сегодня у нас в обзоре будут индуктивные датчики и не только те, что заявлены в шапке поста ибо в контексте обзора мы посмотрим и на другие датчики подобного типа. Как обычно предлагаю посмотреть на это с сугубо практической точки зрения: проблемы выбора, их установка и применение т.е. все как обычно — «без лишней воды». Всем кому это интересно — прошу под кат.
Предисловие
Данная тема является логическим продолжением моих предыдущих обзоров где фигурировала вот эта модель Оси Z
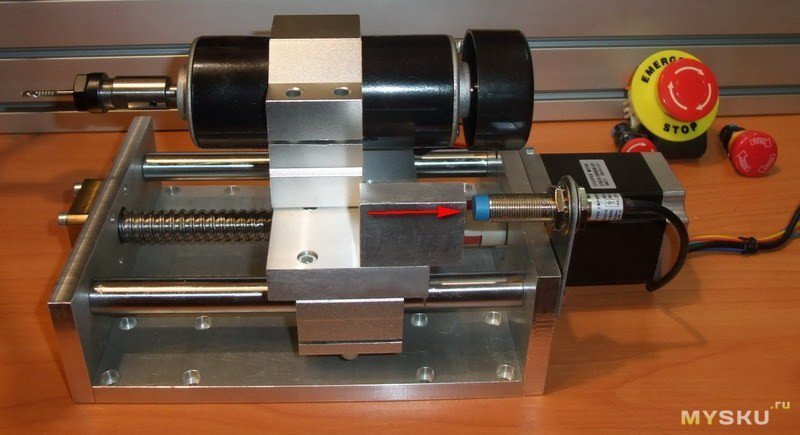
Надеюсь, что многие её вспомнили — мы собирали её в обзоре «цековок», а потом её штифтовали в обзоре конусных разверток.
Посмотрим на неё внимательно: что нам на ней не хватает? Ну разумеется безопасности! Это же нарушение всех правил ТБ гонять ось без концевых выключателей (да ещё и без аварийной кнопки остановки E-Stop). Так, что отправимся на алиэкспресс за концевиками, а точней за индуктивными датчиками ибо механические тумблеры ныне в ЧПУ-станках почти не применяются поскольку индуктивные датчики намного точней и надежней для данной цели.
Критерии выбора
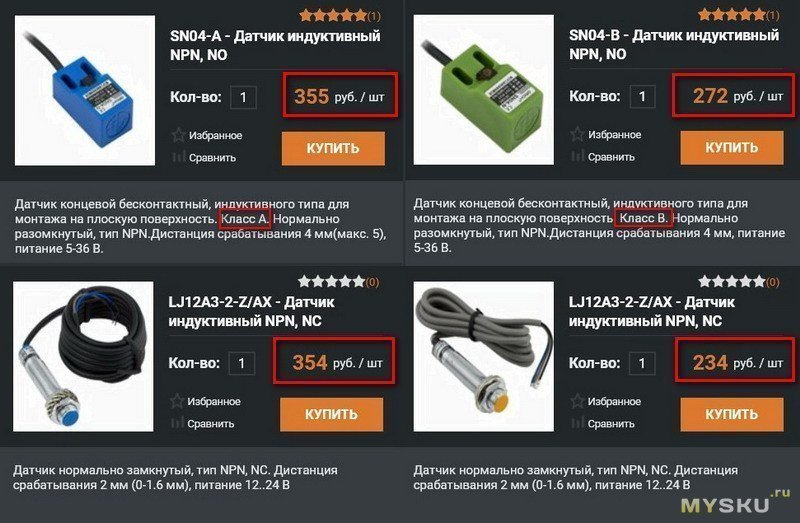
Выбор индуктивных датчиков сейчас очень большой, но в основном чаще всего ставят два типа — стилизованные «под болт» и под «коробочку»:

Как говорится «на вкус и цвет товарищей нет», но лично мне в форме болта они нравятся больше. Объясню почему: применить их проще, у них ход «подвижки» больше (40мм резьбы на корпусе, в моем случае М12X1), а это бывает очень критично (особенно если место под датчики заранее не проектировалось).
А теперь о… «цвете» вот тут, для многих возможно будет «засада»:

Цитата из одного из старых обзоров:
Класс A — высокая точность срабатывания позволяет использовать датчики этого класса в качестве базы для обнуления координатной оси (homing switch).
Класс B — повторяемость срабатывания (временной дрейф точности срабатывания) НЕ регламентируется.
Цитата на эту тему с профильного сайта:
Синий SN04-N (98 руб) vs Зелёный SN04-N (98 руб)
Синий SN04-N (146 руб) vs Зелёный SN04-N (150 руб)
Возникает резонный вопрос: зачем покупать «Г» если цена либо одинакова, либо хороший часто стоит даже дешевле? На отечественных сайтах, например у того же «darxton» это сразу видно невооруженным глазом — достаточно посмотреть на аналогичные товары чтоб знать… чего покупать в Китае точно НЕ стоит:
Так значит и у «болтов» желто-оранжевого цвета та же «субстанция», что и у зеленых? — скорей всего да, но информацию подобного рода в китайских подобиях на даташит Вы разумеется не найдете, так что лучше доверится тому же «darxton» (у него не только магазин, но и свое собственное производство и покупать для него плохие комплектующие не в его стиле), а так же тем, кто сталкивается с этими комплектующими почти каждый день.
Имхо: среди китайских нонеймов синие датчики — «наше все» и на этом тему «цветовой дифференциации штанов» предлагаю считать закрытой и будем двигаться дальше.
Конкретный выбор
Как я и написал выше мне нравятся датчики в стиле болта — регулировка больше и способов крепления тоже. Поэтому и выбирал я именно из них, кстати выбор датчиков подобного типа на али довольно большой.
Между тем, из всего этого большого списка как правило выбирают всего 4 типа:
Я выбрал из него LJ12A3-4-Z/AX и сейчас попытаюсь объяснить почему именно его.
Для начала нам требуется выбрать между датчиками NPN и PNP типа, а для этого необходимо знать: какую бюджетную систему управления ЧПУ мы собираемся использовать (именно на этом и основывается данный выбор). Из самых популярных (и наиболее распространенных) их пожалуй две: Mach3 и NCStudio. Плате под Mach3 без разницы какие датчики Вы поставите — поменяете полярность в настройках и все будет работать. А вот NCStudio работает только с датчиками NPN. Если Mach3 все равно, а Ncstudio работает только с NPN, то и выбор вестимо будет NPN (универсально). Логично?
Примечание: если произошла накладка и вместо NPN были куплены PNP датчики, то придется еще докупить вот такую микруху:

ULN2002A — для датчика 24В или ULN2004A — для датчика 6-15В
GND пихаем на COM платы и минус датчика.
Выход датчика прямо на микруху.
С микрухи прямо на вход платы.
Датчик питаем как ему полагается.
Будем считать, что с выбором между NPN и PNP мы разобрались (если применяется автономный контроллер или другая система управления ЧПУ, то и выбор вестимо тоже может быть иным).
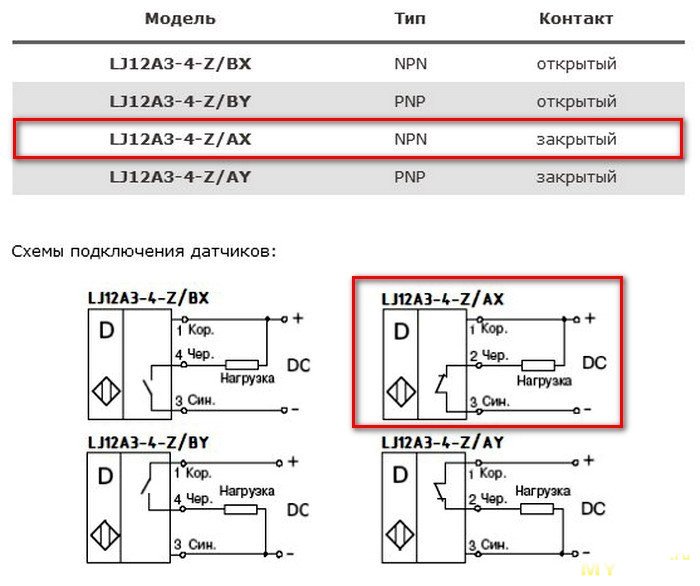
Далее, что предпочтительней выбрать:
LJ12A3-4-Z/BX — Нормально разомкнутый
LJ12A3-4-Z/AX — Нормально замкнутый
Использовать можно в принципе как те, так и другие. НО есть нюансы. Имхо: «правильней» ставить все таки лучше датчики на разрыв цепи. Если у вас на станке внезапно произойдет обрыв провода датчика то станок будет жить, ну а кто поставил не подумав… Именно поэтому свой выбор я остановил на нормально замкнутых LJ12A3-2-Z/AX (NC)

Габариты:
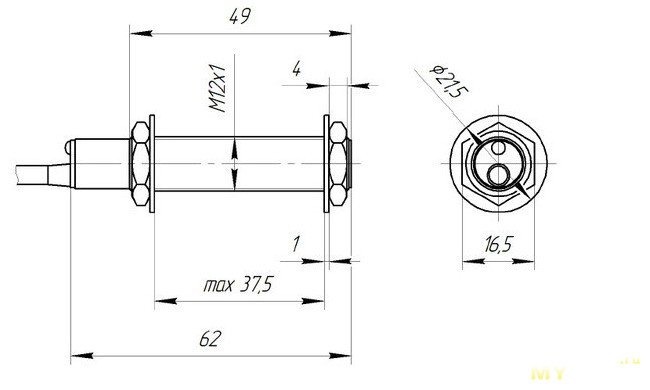
Индуктивный датчик NPN NC LJ12A3-4-Z/AX
Вид: Индуктивный концевой датчик
Тип: NPN, NC (нормально закрытый)
Напряжение питания: 12..24 В.
Дистанция: 2 мм (0-1.6 мм)
Частота срабатывания: до 500 Гц
Материал реагирования: Сталь, алюминий, медь, бронза, латунь, свинец
Повторяемость: 5% от дистанции срабатывания
Длина провода: 1м.
Класс защиты: IP67
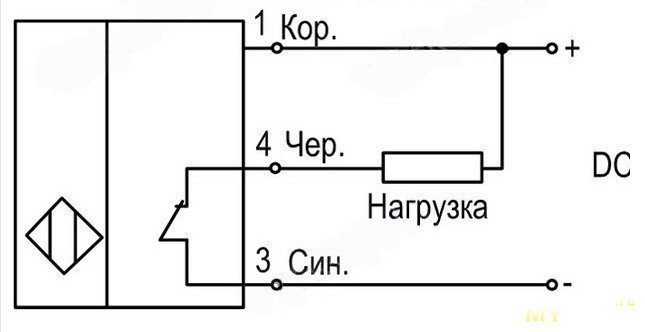
Питание: коричневый
Общий, земля: синий
Выход: 300mA черный
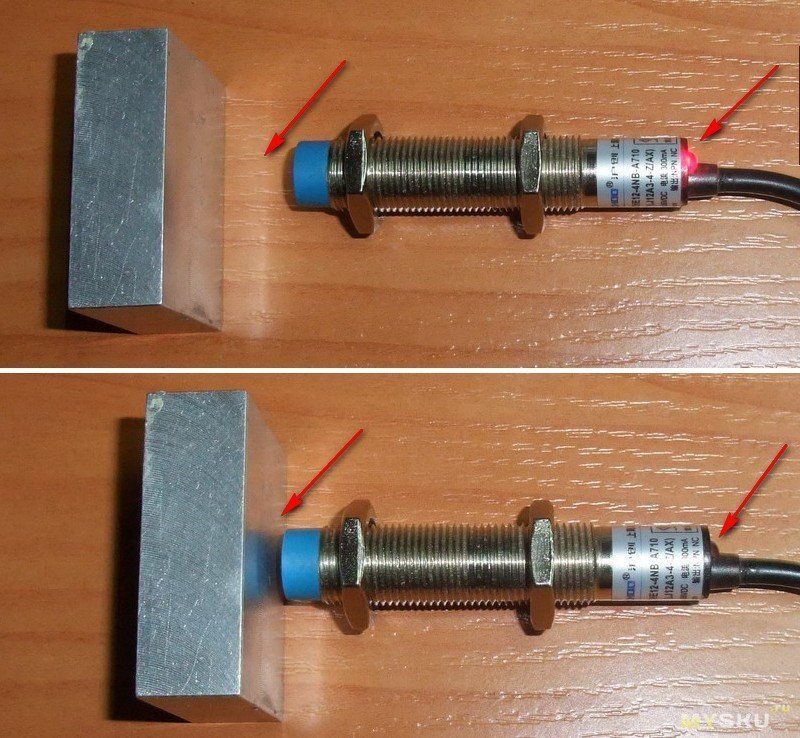
Разумеется, можно почитать ТТХ у китайцев или посмотреть таблицы, например на заявленное напряжение питания 6в-36в при котором будет загораться сигнализирующий светодиод (юзер с ютуба аж до 3,8 В дошел не понимая того, что работать то он реально не будет). В общем, на минимальные и максимальные напряжения эти датчики никто не использует, а ЧПУ-шники практически всегда питают их от 24в и тогда они работают стабильно.
Подключил 24в и посмотрел на дистанцию срабатывания:
Как проверить индуктивный датчик
Для этого нужно подать на него питание, то есть подключить его в схему. Затем – активировать (инициировать) его. При активации будет загораться индикатор. Но индикация НЕ гарантирует правильной работы индуктивного датчика. Нужно подключить нагрузку, и измерить напряжение на ней, чтобы быть уверенным на 100%.
Способы крепления датчиков подобного типа
Основной способ крепления разумеется сверление 12мм отверстия в корпусе никто не отменял, но лично я часто практикую совершенно другой способ установки используя стандартные стальные проушины для навесных замков:
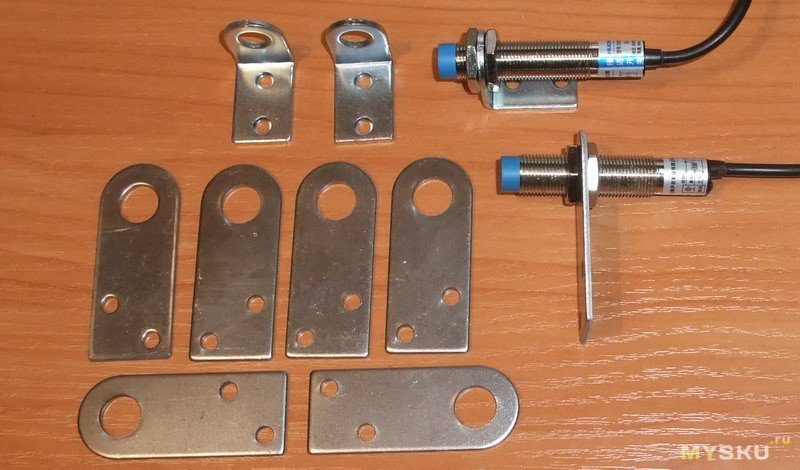
В хозмагах подобного добра навалом и стоят копейки, в наличии имеются как прямые так и Г-образные, так что большие отверстия сверлить в корпусах вовсе не обязательно. А можно например и просверлить, как я это сделал у себя на станке по оси Y, но проушины для замков все одно использовал, правда для другой цели:
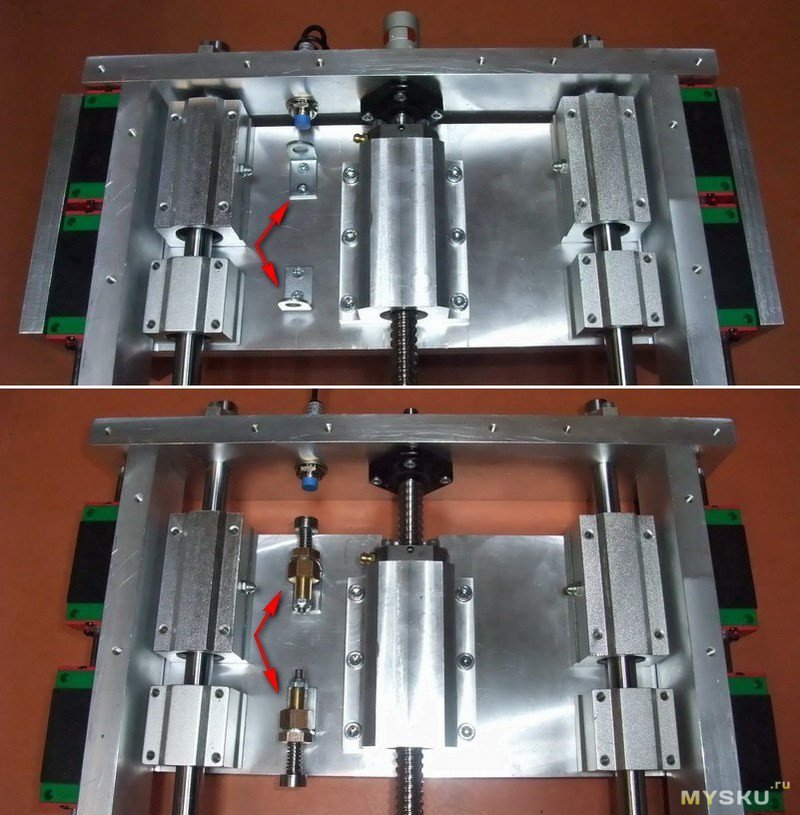
Как хорошо видно на фото выше я их использовал для аммортизированных подпятников (портал достаточно тяжелый и если затормозить резко все же не успеет, то датчик не снесёт). Но чаще все же делаются другие варианты — например ставят датчики «вскользь», чтоб упор проходил мимо:
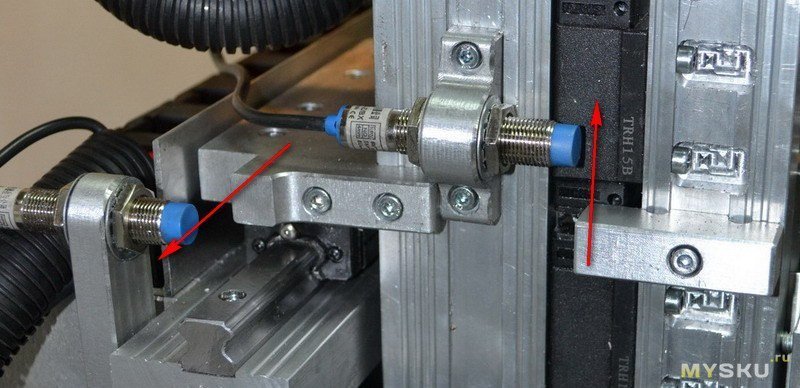
Единственное «но» — пишут, что точность позиционирования при подобной установке будет ниже (я не проверял).
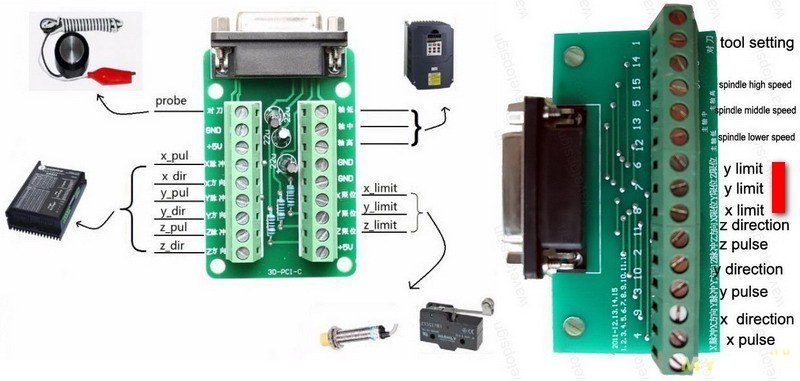
Подключение датчиков
Решил выложить несколько фото наиболее распространенных плат ибо просто дать их названия (а тем более версии) не представляется возможным ибо китайцы на али их постоянно переименовывают (ссылки тоже не вечные), так что представлять их себе лучше визуально.
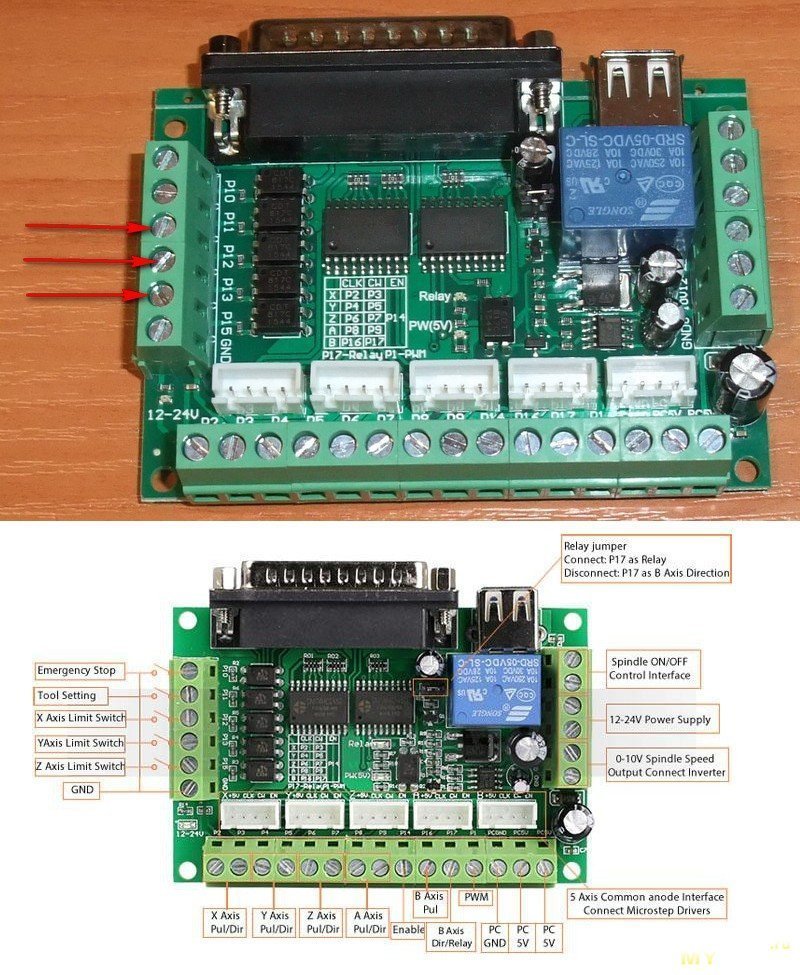
Одна из самых распространенных и надежных плат такого рода т.н. «5-осевая интерфейсная плата с опторазвязкой».
https://aliexpress.ru/item/item/32830611064.html
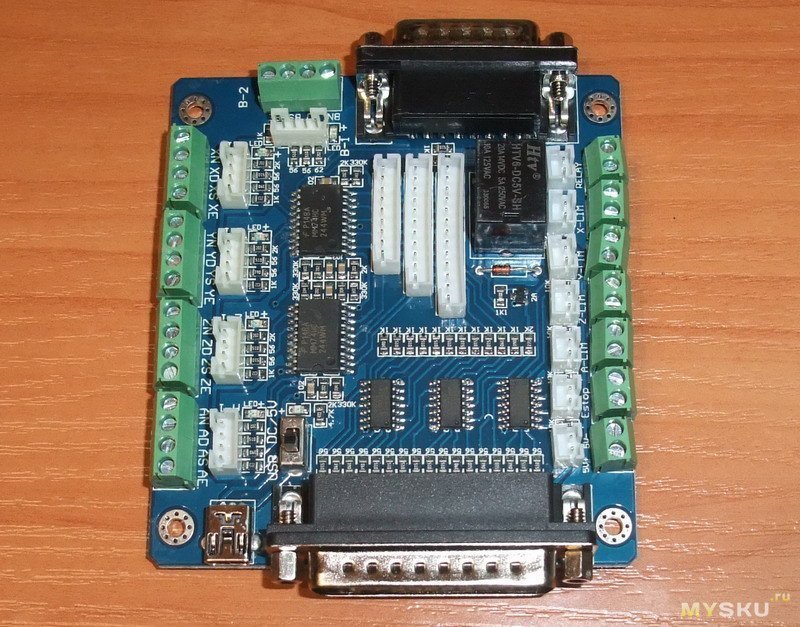
Вот ещё одна из наиболее распространенных интерфейсных плат — DXB-54
https://aliexpress.ru/item/item/33026471688.html
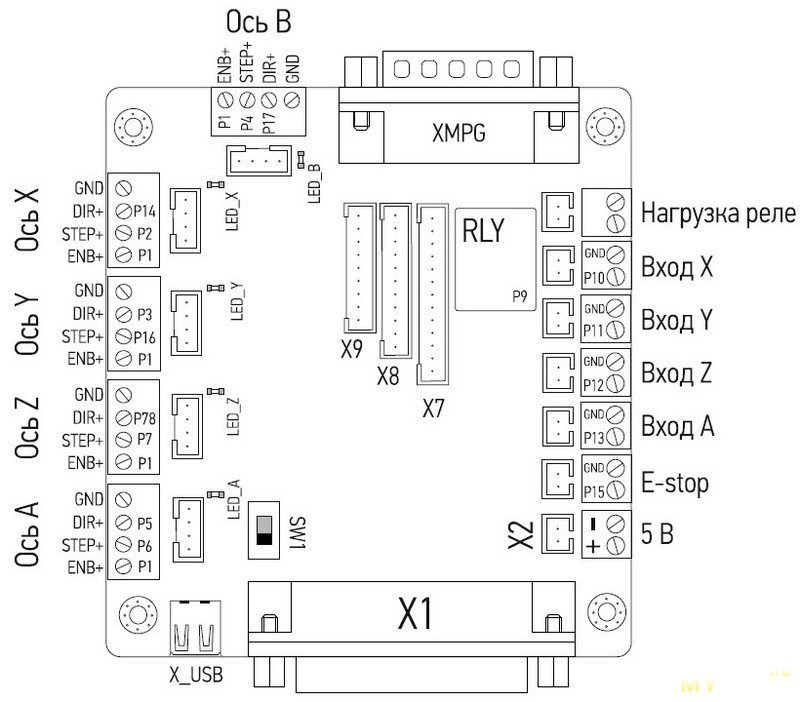
Ну и разумеется NCstudio от Weihong:
https://aliexpress.ru/item/item/1005002569800831.html
https://aliexpress.ru/item/item/1005002824697606.html
https://aliexpress.ru/item/item/1005002272543523.html

Примечание: Нормально закрытые датчики допускают последовательное подключение к одному входу контроллера, что позволяет сразу обнаружить обрыв в цепи датчиков.
Нормально открытые датчики допускают параллельное подключение к одному входу контроллера.
Поэтому не стоит удивляться тому, что на платах для одной оси — одна клемма (ведь датчиков на каждой оси по две штуки).
На этом пожалуй и всё — мы свой выбор с Хомой сделали:

А что из этого выберете Вы и известно только Вам самим. Мы попытались только дать концентрат т.е. «инвайт» в который как известно нужно добавить немного воды — раз и два (думаю этого вполне достаточно), а если в комментариях ещё дадут и газа, то лимонад у нас возможно и получится.
Вот в принципе на сегодня у нас с Хомой и все.
Желаем всем бобра и творческих успехов в рукоделии.
З.Ы. так, что если увидите на али желтые штаны говорить «Ку» и приседать вовсе не обязательно :-)
Предисловие
Данная тема является логическим продолжением моих предыдущих обзоров где фигурировала вот эта модель Оси Z
Надеюсь, что многие её вспомнили — мы собирали её в обзоре «цековок», а потом её штифтовали в обзоре конусных разверток.
Посмотрим на неё внимательно: что нам на ней не хватает? Ну разумеется безопасности! Это же нарушение всех правил ТБ гонять ось без концевых выключателей (да ещё и без аварийной кнопки остановки E-Stop). Так, что отправимся на алиэкспресс за концевиками, а точней за индуктивными датчиками ибо механические тумблеры ныне в ЧПУ-станках почти не применяются поскольку индуктивные датчики намного точней и надежней для данной цели.
Критерии выбора
Выбор индуктивных датчиков сейчас очень большой, но в основном чаще всего ставят два типа — стилизованные «под болт» и под «коробочку»:
Как говорится «на вкус и цвет товарищей нет», но лично мне в форме болта они нравятся больше. Объясню почему: применить их проще, у них ход «подвижки» больше (40мм резьбы на корпусе, в моем случае М12X1), а это бывает очень критично (особенно если место под датчики заранее не проектировалось).
А теперь о… «цвете» вот тут, для многих возможно будет «засада»:
Цитата из одного из старых обзоров:
Итоги:А вот и нет, «цветовая дифференциация штанов» разумеется никаким боком к длине кабеля датчика не относится, а обозначает класс точности.
Если выбирать из двух дешевых датчиков зеленого SN04-N и синего SN04-N, то здесь стоит ориентироваться только на длину кабеля, длина первого 190 см., второго 150 см. разницы в их работе не обнаружил.
Класс A — высокая точность срабатывания позволяет использовать датчики этого класса в качестве базы для обнуления координатной оси (homing switch).
Класс B — повторяемость срабатывания (временной дрейф точности срабатывания) НЕ регламентируется.
Цитата на эту тему с профильного сайта:
Не указан точностной параметр, т.е. повторяемость срабатывания, а это важно. По первой ссылке, где зелененький датчик вернее всего типа «Б», т.е. отбраковка по точности срабатывания, ибо типа «А» с жестко нормированной точностью делают в голубых корпусах. Для типа «Б» обычно НЕ регламентируется временной дрейф точности срабатывания из-за чего по прошлой осени на станке с автосменой подзалетел: из-за отсутствия на момент изготовления на складе и у поставщиков датчиков типа «А» на заводе были поставлены датчики типа «Б», приехал на запуск — запустил, а в течении месяца датчики поплыли да так, что по датчик стал срабатывать с разбросом почти два миллиметра!!!, по другим осям не более миллиметра, но все равно обидно, ибо проблемы с автосменой начались… Благо, что через неделю после претензии был недалеко на выставке — заехал, заменил датчики на голубенькие ( т.е. типа «А» — дома держу в запасе некоторые запчасти) — как бабка отговорила — станок работает как часы… А так конкретное исполнение датчика определяется типом крепления на станке, и «болты» и «коробочки», если точные ведут себя вполне достойно...Кстати, по китайской классификации название у «коробочек» одно — SN04-N. Самое удивительное их цена:
Синий SN04-N (98 руб) vs Зелёный SN04-N (98 руб)
Синий SN04-N (146 руб) vs Зелёный SN04-N (150 руб)
Возникает резонный вопрос: зачем покупать «Г» если цена либо одинакова, либо хороший часто стоит даже дешевле? На отечественных сайтах, например у того же «darxton» это сразу видно невооруженным глазом — достаточно посмотреть на аналогичные товары чтоб знать… чего покупать в Китае точно НЕ стоит:
Так значит и у «болтов» желто-оранжевого цвета та же «субстанция», что и у зеленых? — скорей всего да, но информацию подобного рода в китайских подобиях на даташит Вы разумеется не найдете, так что лучше доверится тому же «darxton» (у него не только магазин, но и свое собственное производство и покупать для него плохие комплектующие не в его стиле), а так же тем, кто сталкивается с этими комплектующими почти каждый день.
Имхо: среди китайских нонеймов синие датчики — «наше все» и на этом тему «цветовой дифференциации штанов» предлагаю считать закрытой и будем двигаться дальше.
Конкретный выбор
Как я и написал выше мне нравятся датчики в стиле болта — регулировка больше и способов крепления тоже. Поэтому и выбирал я именно из них, кстати выбор датчиков подобного типа на али довольно большой.
Между тем, из всего этого большого списка как правило выбирают всего 4 типа:
Я выбрал из него LJ12A3-4-Z/AX и сейчас попытаюсь объяснить почему именно его.
Для начала нам требуется выбрать между датчиками NPN и PNP типа, а для этого необходимо знать: какую бюджетную систему управления ЧПУ мы собираемся использовать (именно на этом и основывается данный выбор). Из самых популярных (и наиболее распространенных) их пожалуй две: Mach3 и NCStudio. Плате под Mach3 без разницы какие датчики Вы поставите — поменяете полярность в настройках и все будет работать. А вот NCStudio работает только с датчиками NPN. Если Mach3 все равно, а Ncstudio работает только с NPN, то и выбор вестимо будет NPN (универсально). Логично?
Примечание: если произошла накладка и вместо NPN были куплены PNP датчики, то придется еще докупить вот такую микруху:
ULN2002A — для датчика 24В или ULN2004A — для датчика 6-15В
GND пихаем на COM платы и минус датчика.
Выход датчика прямо на микруху.
С микрухи прямо на вход платы.
Датчик питаем как ему полагается.
Будем считать, что с выбором между NPN и PNP мы разобрались (если применяется автономный контроллер или другая система управления ЧПУ, то и выбор вестимо тоже может быть иным).
Далее, что предпочтительней выбрать:
LJ12A3-4-Z/BX — Нормально разомкнутый
LJ12A3-4-Z/AX — Нормально замкнутый
Использовать можно в принципе как те, так и другие. НО есть нюансы. Имхо: «правильней» ставить все таки лучше датчики на разрыв цепи. Если у вас на станке внезапно произойдет обрыв провода датчика то станок будет жить, ну а кто поставил не подумав… Именно поэтому свой выбор я остановил на нормально замкнутых LJ12A3-2-Z/AX (NC)
Габариты:
Индуктивный датчик NPN NC LJ12A3-4-Z/AX
Вид: Индуктивный концевой датчик
Тип: NPN, NC (нормально закрытый)
Напряжение питания: 12..24 В.
Дистанция: 2 мм (0-1.6 мм)
Частота срабатывания: до 500 Гц
Материал реагирования: Сталь, алюминий, медь, бронза, латунь, свинец
Повторяемость: 5% от дистанции срабатывания
Длина провода: 1м.
Класс защиты: IP67
Питание: коричневый
Общий, земля: синий
Выход: 300mA черный
Разумеется, можно почитать ТТХ у китайцев или посмотреть таблицы, например на заявленное напряжение питания 6в-36в при котором будет загораться сигнализирующий светодиод (юзер с ютуба аж до 3,8 В дошел не понимая того, что работать то он реально не будет). В общем, на минимальные и максимальные напряжения эти датчики никто не использует, а ЧПУ-шники практически всегда питают их от 24в и тогда они работают стабильно.
Подключил 24в и посмотрел на дистанцию срабатывания:
Как проверить индуктивный датчик
Для этого нужно подать на него питание, то есть подключить его в схему. Затем – активировать (инициировать) его. При активации будет загораться индикатор. Но индикация НЕ гарантирует правильной работы индуктивного датчика. Нужно подключить нагрузку, и измерить напряжение на ней, чтобы быть уверенным на 100%.
Способы крепления датчиков подобного типа
Основной способ крепления разумеется сверление 12мм отверстия в корпусе никто не отменял, но лично я часто практикую совершенно другой способ установки используя стандартные стальные проушины для навесных замков:
В хозмагах подобного добра навалом и стоят копейки, в наличии имеются как прямые так и Г-образные, так что большие отверстия сверлить в корпусах вовсе не обязательно. А можно например и просверлить, как я это сделал у себя на станке по оси Y, но проушины для замков все одно использовал, правда для другой цели:
Как хорошо видно на фото выше я их использовал для аммортизированных подпятников (портал достаточно тяжелый и если затормозить резко все же не успеет, то датчик не снесёт). Но чаще все же делаются другие варианты — например ставят датчики «вскользь», чтоб упор проходил мимо:
Единственное «но» — пишут, что точность позиционирования при подобной установке будет ниже (я не проверял).
Подключение датчиков
Решил выложить несколько фото наиболее распространенных плат ибо просто дать их названия (а тем более версии) не представляется возможным ибо китайцы на али их постоянно переименовывают (ссылки тоже не вечные), так что представлять их себе лучше визуально.
Одна из самых распространенных и надежных плат такого рода т.н. «5-осевая интерфейсная плата с опторазвязкой».
https://aliexpress.ru/item/item/32830611064.html
Вот ещё одна из наиболее распространенных интерфейсных плат — DXB-54
https://aliexpress.ru/item/item/33026471688.html
Ну и разумеется NCstudio от Weihong:
https://aliexpress.ru/item/item/1005002569800831.html
https://aliexpress.ru/item/item/1005002824697606.html
https://aliexpress.ru/item/item/1005002272543523.html
Примечание: Нормально закрытые датчики допускают последовательное подключение к одному входу контроллера, что позволяет сразу обнаружить обрыв в цепи датчиков.
Нормально открытые датчики допускают параллельное подключение к одному входу контроллера.
Поэтому не стоит удивляться тому, что на платах для одной оси — одна клемма (ведь датчиков на каждой оси по две штуки).
На этом пожалуй и всё — мы свой выбор с Хомой сделали:
А что из этого выберете Вы и известно только Вам самим. Мы попытались только дать концентрат т.е. «инвайт» в который как известно нужно добавить немного воды — раз и два (думаю этого вполне достаточно), а если в комментариях ещё дадут и газа, то лимонад у нас возможно и получится.
Вот в принципе на сегодня у нас с Хомой и все.
Желаем всем бобра и творческих успехов в рукоделии.
З.Ы. так, что если увидите на али желтые штаны говорить «Ку» и приседать вовсе не обязательно :-)
Самые обсуждаемые обзоры
| +90 |
5436
178
|
| +88 |
3770
87
|
| +65 |
2326
34
|
А есть такие, но с регулировкой растояния срабатывания?
вот такой на моем летающем медведе торнадо2про стоял — выставляется зазор 2мм и отверткой на торце до срабатывания светика крутится… сдохло 2шт за год у меня их((((
Правда может я не понял о чем именно речь.
www.sick.com/ru/ru/distance-sensors/ultrasonic-sensors/um18/um18-212167101/p/p654040
Но есть оптические (например на али E18-D80NK) — там можно хоть в метрах выставить расстояние.
В чипедипе 10000 руб
По дешевле
«Воспроизводимость 5% гистерезис 15%»
И это за 1000 рублей?
По ссылке:
Можете посчитать курс $.
))
Развод.
P.S. какие покупатели, такие и отзывы им что паяльник, что трусы пришлют все едино, для них главное — цена)))
Во-вторых- цены на промышленное железо несколько иначе формируются, чем на бытовуху. У многих производителей промышленного и проф железа есть так называемые листовые цены. Кто знает например сетевое оборудование cisco, тот скорее всего слышал и такую вещь, как GPL цены (расшифровывается как генеральный прайс лист). Вот эти цены проще всего и найти в интернете и они обычно самые высокие (хотя какой-нибудь условный чид может еще сильнее их накрутить). А уже от этих цен идет скидка интегратору, который закупает промышленное железо. И скидка может зависеть от того, насколько крупный интегратор, кто конечный заказчик, где и какой объект. И уже отталкиваясь от этих цен интегратор может выставить цену своему клиенту- типа в интернете ценник на одно только железо условно выйдет столько же, сколько реализованный нами проект для вас на этом железе. И при этом интегратор еще часть скидки себе заберет в качестве своей прибыли. А скидка от прайса может чуть ли не до 80% доходить. Поэтому многие конторы, которые занимаются либо продажей либо интеграцией пром железяк не любят выставлять цены, а пишут- звоните для уточнения цен. А что в интернете встречается, часто является прайсовыми ценами конских величин.
P/S Sick- это не китайское барахло, а вполне известный производитель железяк в первую очередь для промышленной безопасности. Если откажет китайский датчик с али и зашедшего человека в опасную зону прибъет из-за отказа датчика, то кто отвечать будет?..
P.S. народ до сих пор на NC Studio v4.5 с максимальной частотой Step импульсов до 47 кГц катается и это на поле обработки 90x60см всех устраивает. На NC Studio v8 с максимальной частотой Step импульсов до 160 кГц смотрят только те у кого поле обработки 3-6 метров (ибо цена v8 совершенно другая). А уж промышленные частоты хоббийным станкам не снились и в кошмарном сне))
Вообще, я тоже, но только как часть общей системы стабилизации работы приводов. На входе step/Dir, то-же на выходе, а между ними очень много чего полезного. К слову, очень помогало то, что _я_ отрабатывал лимиты параллельно с программой CNC. А то последствий было бы гораздо… разнообразнее.
Блин, чет смотрю сейчас на прайс festo и на цены в чиде на датчики- чид совсем уж офигел по ценам- у нормального дилера фесто розничная цена на датчик 1296 р с ндс, а в чиде этот же датчик 11420 р стоит. По остальным производителям походу такая же ерунда в чиде с ценами.
datasheetspdf.com/pdf/1266833/Omron/TL-Q5MC1/1
в даташите вы прям такой характеристики не найдете.
я лишь указал на то, что данные датчики способны обеспечить такую повторяемость.
У данных датчиков повторяемость напрямую зависит от скорости приближения металлической пластины, чем ниже скорость, тем выше повторяемость.
у меня установлена модель omron TL-Q5MC1-Z
вот пример оригинальных https://aliexpress.ru/item/item/32733844776.html
Чаще всего оптика различных типов. А самый точный это спецмикрики по 200-300 евро. Они дают единицы микрон повторяемости
Индуктивные удел бюджетных ЧПУ, где достаточно повторяемости в сотку.
Концевик безопасности всегда механический. ТС попутал что он хотел описать. Его делают простым и надежным чтобы он рубил питание на мотор при аварийной ситуации. Никакие индуктивности тут не проходят
P.S. последние адепты механических датчиков давно слились, и тоже ставят себе индуктивные датчики (такие же как и у всех).
З.Ы. механические концевики я только на оси с ласточкиными хвостами ставлю т.е. на станки прошлого века.
А так да — в кабинете сижу.
В большинстве бюджетных станков вообще как правило не ставят пару концевиков на ось, а довольствуются одним и включенными софтлимитами.
Но разумеется никто не мешает использовать любые другие типы датчиков, почему бы и нет, если они отвачают вашим требованиям.
P.S. а с учетом того, что у многих бюджетных станков даже защиты направляющих частенько нет индуктивные концевики очень актуальны.
rusautomation.ru/promavtomatika/emkostnye-datchiki-pribligeniya
P.S. StepMaster это конечно вещь, я на него ещё когда он стоил 7т.р. поглядывал, а сейчас он уже 12т.р. стоит. Стыдно признаться, но меня мучит жаба и хомяк увы тут бессилен…
Золоте правило — не делай еще лучше если уже хорошо.
После того как с мачем покончил — на нцстудии 5,5 и 8 мне уже хорошо.
Тут уже и до KFLOP ценой 249 $ недалеко который со своей частотой до 2,5 мГц порвет нцшку как тузик грелку
Абсолютно того же мнения, на какие только «улучшайзеры» и «оптимизаторы» не насмотрелся. Самые веселые ПО под WinXP были (тогда их «аффтары» по 10 штук на дню постили). Из самых весёлых две запомнились:
1. окно в форме резистора — ползунка для увеличения скорости после которого ошибки винды сыпались прямо пропорционально увеличения скорости.
2. мелкое окно с огромной кнопкой «оптимизировать» (в усмерть) и малюсенькая неприметная кнопочка «настройки» зайдя в которые можно было посмотреть настройки по умолчанию (кстати сама эта тулза была совсем не плохая если её настроить, но вот безграмотные юзеры разработчиков достали и они так пошутили).
P.S. веселые времена были, не то что сейчас (kernel drivers, EV-сертификаты).
Kflop есть смысл брать ради высоких подач и большого количества поддерживающих осей, у нцстудии всего 3.
Я просто про цену написал и не более того, имхо: Kflop есть смысл брать если оЧПУшиваешь какой нибудь промышленный станок…
И выбор продавца не очень поможет потому что продавцы это может быть третие перекупы. И сами производители не гонятся за качеством.
В общем в этом случай AliExpress это лотерея и это конечно напрягает лучше переплатить, купить у проверенных поставщиков и зарабатыватт спркойно.Если конечно речь идёт о нормальном производстве — хорошо доходном.( с доходом от 0.5млн р. в мес например, после выплат всех трат по зп, налогам и сырью)