Координатные (крестообразные) тиски ASAKI AK-7030

- Цена: 65$
- Перейти в магазин
Всем доброго времени суток. Сегодня у нас в обзоре будут координатные тиски AK-7030 китайской фирмы ASAKI купленные на алиэкспресс. Изделие сразу скажем довольно экзотическое и нужное далеко не всем, но как известно у каждого товара есть свой покупатель. По сути это небольшой координатный столик по двум осям предназначенный для работы на бытовых сверлильно-фрезерных станках т.е. оснастка оборудования хобби-класса и ждать от неё чего то большего разумеется не стоит. Всем кому эта тема интересна — прошу под кат.
Тиски ASAKI AK-7030 (модель 3 дюйма) были куплены мной на алиэкспресс в 2017 году. Пруф покупки:
Как видите даже 4 года назад доставка их была платная и превышала стоимость самого товара. И это не удивительно, поскольку они тяжелые — их вес 7 килограмм 50 грамм (а не как указано в спецификации продавца 7,5кг)

Он правда не указал нетто/брутто. Кстати табличка от продавца:


«Asaki Tools» — это фабрика, которая разрабатывает и производит промышленную продукцию, экспортирует её на различные рынки по всему миру, включая 3х-дюймовый поперечно-фрезерный стол Asaki AK-7030. Asaki была основана в 80-х годах, во время реформы и открытия Китая, имеет большую историю, ориентирована в будущее и имеет силы для роста. На протяжении многих лет Asaki следует бизнес-девизу «доверие благодаря качеству, сервис доказывает добросовестность», стремясь обеспечить хорошее качество, профессионализм и надежность. Прекрасный инструмент для новых и старых клиентов этой отрасли в Китае завоевал высокую репутацию за рубежом, особенно благодаря 3х-дюймовому поперечному фрезерному столу Asaki AK-7030. Asaki имеет научную систему управления, передовой и уникальный дизайн, передовые производственные технологии и безупречную систему обеспечения качества. Продукция Asaki также продается в провинции Гуандун, провинции Гуанси, а также во всей стране, в Юго-Восточной Азии, Европе и США. Компания также имеет филиалы в Чили и Перу в Южной Америке.
Примечание: информацию о производителе нашёл аж… на Вьетнамском языке))
www.sieuthithietbi.com/3-e-to-ban-phay-chu-thap-asaki-ak-7030-19035.sttb
Нужно ли зацикливаться именно на этом лейбле я не знаю ибо в описании этих тисков на алибабе пишут: «Эмблема на заказ» т.е. походу могут приклеить всё что Вы хотите, даже Phillips если пожелаете, а можно и что нибудь другое)) Вот такая интересная ASAKI.Материал корпуса тисков разумеется чугун, причём чугун хорошего качества (не серый СЧ).
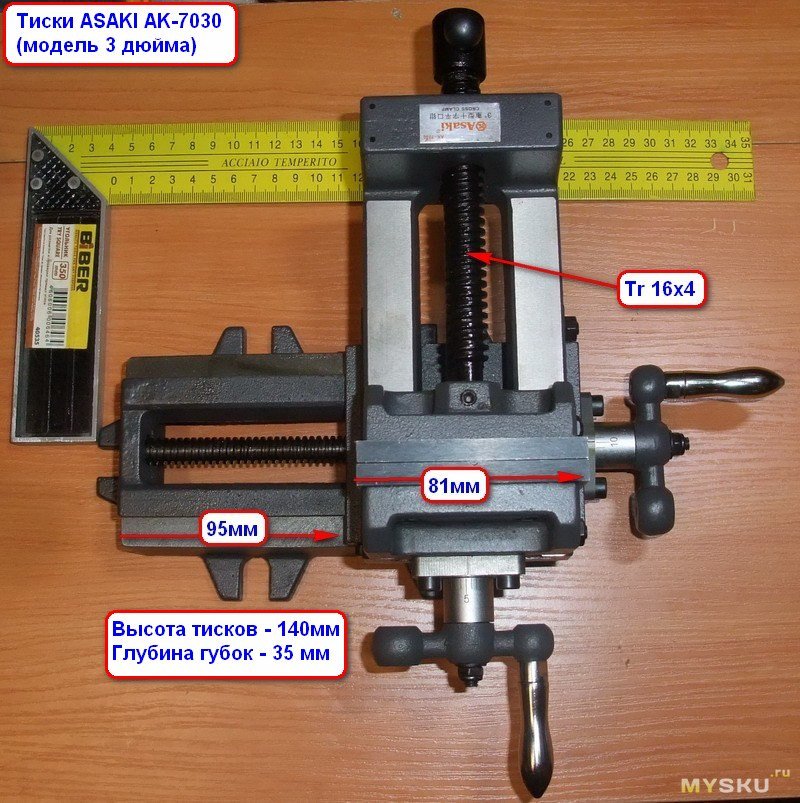
Конкретную марку сказать не могу (не таскать же эту болванку на спектральный анализ), но предполагаю что ковкий (КЧ по механическим свойствам занимает промежуточное положение между чугуном и сталью, отличается от серого чугуна большей вязкостью и меньшей хрупкостью). Губки у тисков стальные, термообработанные, шлифованные. Ширина губок 81мм, глубина 35мм. Расход тисков — 82мм (max).

Все три винта (как прижимной на тисках, так и на осях) с трапецеидальной резьбой (резьба данного типа выдерживает большие нагрузки).
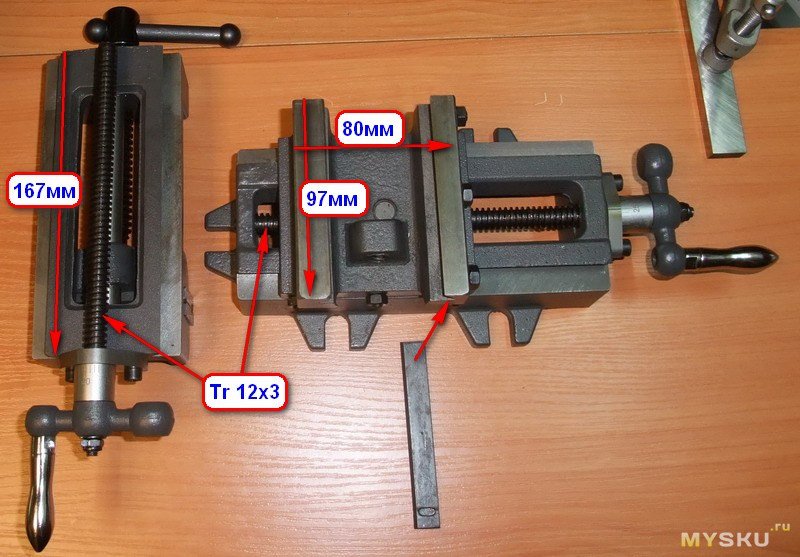
На 2-х осях: Тr 12x3 (диаметр 12мм, шаг 3мм) что соответствует и нашему ГОСТ.
На самих тисках стоит винт Тr 16x4 (диаметр 16мм, шаг 4мм) см. тот же ГОСТ.
Подвижную губку тисков от перекоса удерживает круглая направляющая — стальной шток диаметром 14мм (нормально держит, без люфтов). Направляющие осей — классика жанра: «ласточкин хвост». Почти как положено — прижимные планки для выборки люфтов присутствуют, регулировка осуществляется тремя винтами (ключ под внутренний шестигранник 3мм) и стопорными контр-гайками (конусного клина с микрорегулировкой «в торец» разумеется нет, но это я уже сильно размечтался).
Немного о креплении к столу… скажем прямо: оно «специфическое».
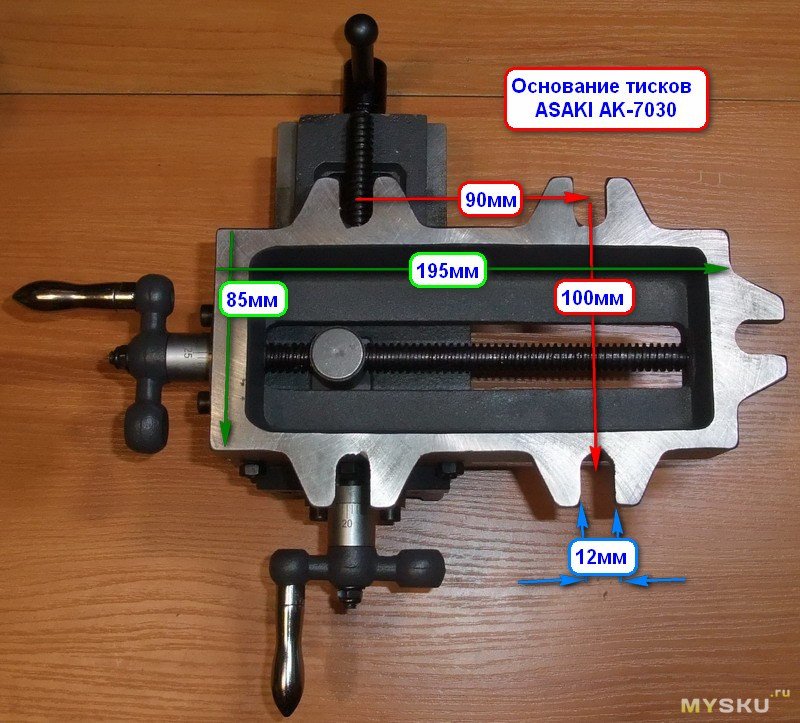
Неоднократно читал в комментариях на различных форумах и интернет-магазинах, как на него жаловались и не понимали для чего так сделано? Ведь практически ни на один стандартный стол настольного станка его «просто так» не привернуть — центровых «проушин» под болты вообще нет и расстояния какие то несуразные. Отвечаю на этот вопрос картинкой:
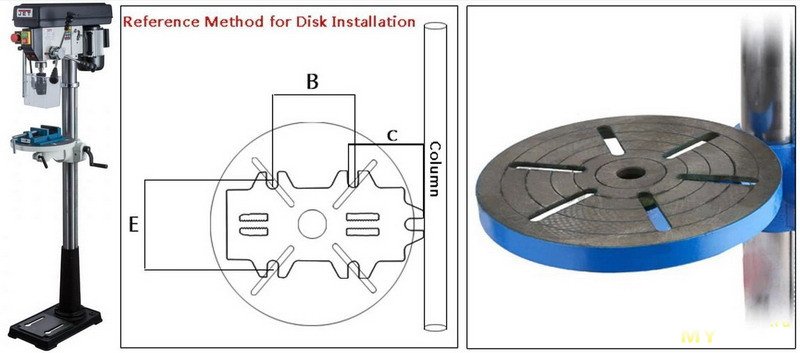 Теперь всё становится понятно: крепление изначально предназначалось на «поворотные столы» напольных сверлильных станков которыми сплошь и рядом кишат всякие китайские «джеты» и им подобные игрушки в весовой категории 50кг (даже нормальные «настольные» станки от 100кг начинаются, а уж напольные — смело добавляйте один «ноль» к тому весу что предлагают китайцы в бытовом сегменте и будет норма).
Теперь всё становится понятно: крепление изначально предназначалось на «поворотные столы» напольных сверлильных станков которыми сплошь и рядом кишат всякие китайские «джеты» и им подобные игрушки в весовой категории 50кг (даже нормальные «настольные» станки от 100кг начинаются, а уж напольные — смело добавляйте один «ноль» к тому весу что предлагают китайцы в бытовом сегменте и будет норма).


Чем же тогда прикрепить эти тиски к нормальному настольному столу?
Лично для себя я решил этот вопрос (точнее он даже не возникал) просто — прижал двумя длинными прижимными планками под два болта. Можно конечно было и 2 стальных бруска (например сломанные резцы от токарного) взять и просверлить в них отверстие 10мм, но мне это было не нужно, поскольку полный набор вот таких прижимных планок с алиэкспресс у меня был в наличии:


Поэтому подобное «специфическое» крепление нам не помешает — крепим тиски к «Т-слоту» обычными длинными прижимными планками и вуаля :-)

Для чего предназначены тиски данного типа
Основное их предназначение все таки это сверление отверстий в деталях БЕЗ предварительной разметки. Рассмотрим это на примере латунного полу-корпуса для шарикоподшипника 6000ZZ (10х26х8мм) так «ненавязчиво» мелькавшем в моих предыдущих обзорах (нутромера и цековок). Примечание: «полу-корпус», а не «корпус» потому, что подшипник в нём утоплен только на 4мм, а не на 8мм. Остальные 4мм утоплены в дюраль т.е. сам наружный диаметр 26мм фактически и является центрирующей осью. Ну а сейчас мы добавим к нему лишь отверстия для крепления под винты М5.

Будущие отверстия предварительно проходим центровкой, меняем её на сверло и сверлим (все по нониусу).
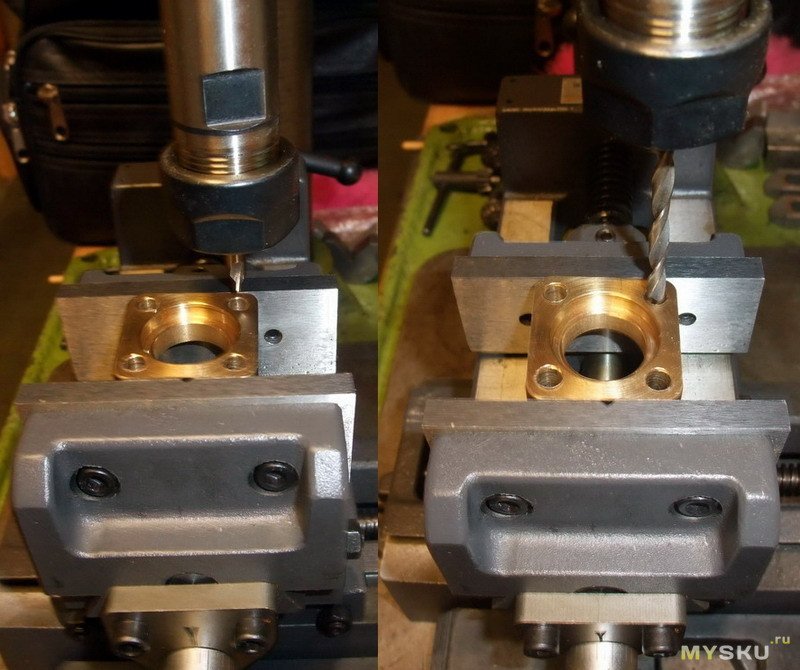
Разумеется так будет точней чем классическим методом (с накерниванием по разметке и последующим сверлением).
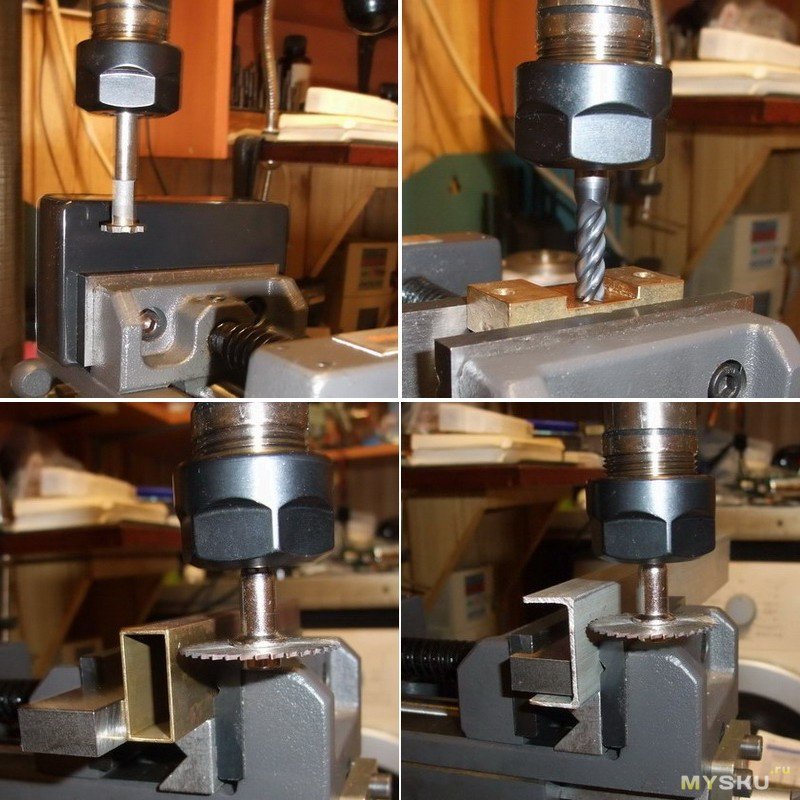
Ну и разумеется можно немного по-фрезеровать (насколько жесткости сверлильного станка хватает). Как правило с пластиком и тонкой листовой дюралью проблем не возникает.
Немного о жесткости станков
У меня классика жанра НС-12 по дефолту он был 100кг. После замены штатного двигателя 0,55кВт на чугунный 1,1кВт (АИР80МБ6У2) он слегка потяжелел до 120кг и мощности разумеется прибавилось. А вот жесткости нет. Так что и «фрезернуть» на нем (так же как и на 2М112 тоже классика) мало что без переделки можно ибо они изначально «сверлильные». Что впрочем не означает, что самодельщики не пытаются подобным заниматься:

Имхо: для целей фрезеровки нужен минимум НСФ-1 челябинского завода «станкомаш» в весовой категории от 190кг причем с последующей переделкой — движок по дефолту у него 0,75кВт пришлось бы менять минимум на 1,5кВт. Ну и всем остальным заниматься. Найти НСФ-1 в моем регионе не просто (3 года искал), так что я для себя решил, что проще, быстрей и дешевле собрать с нуля из подручной комплектухи, причем не с мелким конусом морзе, а с BT30 (вот тогда можно на него будет поставить и расточную головку).
А что делать на обычных сверлильниках?
По «мелочам» можно довольно много чего сделать начиная от банальных окон и отверстий в небольших корпусах для РЭА и заканчивая распиловкой тонкого листового материала небольшими дисковыми фрезами, а так же работы Т-образными пазовыми фрезами.
Немного о точности
Прочитал как то в комметариях к «подобным» изделиям на «всехинструментах.ру» что они не дают точности. Разумеется писавший не знал, что:
1. Точность (в данном случае) в большей степени зависит не от тисков, а от самого сверлильного станка (его жесткости и отсутствия биения шпинделя).
2. Трапециедальный винт в подобных изделиях — это НЕ безлюфтовое ШВП и работая с трапециями нужно не забывать его выбирать (если сдаете назад, то берите на пол-оборота дальше, а потом подадите на пол-оборота вперед).
3. Нониус ничего не значит. Цена деления нониуса в данном случае у нас 0,1мм, а полный оборот 3мм (шаг винта).
Я как то писал в комментариях как работать на изношенных винтах трапециях на токарных станках (да хоть на ржавых строительных шпильках). Напомню вкратце как это делается:


В данном конкретном случае даже скобы на ласточкин хвост делать не надо, а достаточно стандартной магнитной стойки с индикатором (уперев его в подвижную губку тисков Вы увидите все перемещения с точностью до 0,01мм З.Ы. а оно Вам надо?)
Надеюсь, что в данном обзоре получилось краткое FAQ по тискам подобного вида. У кого остались вопросы — пишите в комментариях и я (со своим питомцем) по возможности постараемся на них ответить. Хома уже занял круговую оборону и готовится отвечать:


Всем бобра и удач в творческих начинаниях!
Тиски ASAKI AK-7030 (модель 3 дюйма) были куплены мной на алиэкспресс в 2017 году. Пруф покупки:
Как видите даже 4 года назад доставка их была платная и превышала стоимость самого товара. И это не удивительно, поскольку они тяжелые — их вес 7 килограмм 50 грамм (а не как указано в спецификации продавца 7,5кг)
Он правда не указал нетто/брутто. Кстати табличка от продавца:
Информация о производителе
«Asaki Tools» — это фабрика, которая разрабатывает и производит промышленную продукцию, экспортирует её на различные рынки по всему миру, включая 3х-дюймовый поперечно-фрезерный стол Asaki AK-7030. Asaki была основана в 80-х годах, во время реформы и открытия Китая, имеет большую историю, ориентирована в будущее и имеет силы для роста. На протяжении многих лет Asaki следует бизнес-девизу «доверие благодаря качеству, сервис доказывает добросовестность», стремясь обеспечить хорошее качество, профессионализм и надежность. Прекрасный инструмент для новых и старых клиентов этой отрасли в Китае завоевал высокую репутацию за рубежом, особенно благодаря 3х-дюймовому поперечному фрезерному столу Asaki AK-7030. Asaki имеет научную систему управления, передовой и уникальный дизайн, передовые производственные технологии и безупречную систему обеспечения качества. Продукция Asaki также продается в провинции Гуандун, провинции Гуанси, а также во всей стране, в Юго-Восточной Азии, Европе и США. Компания также имеет филиалы в Чили и Перу в Южной Америке.
Примечание: информацию о производителе нашёл аж… на Вьетнамском языке))
www.sieuthithietbi.com/3-e-to-ban-phay-chu-thap-asaki-ak-7030-19035.sttb
Нужно ли зацикливаться именно на этом лейбле я не знаю ибо в описании этих тисков на алибабе пишут: «Эмблема на заказ» т.е. походу могут приклеить всё что Вы хотите, даже Phillips если пожелаете, а можно и что нибудь другое)) Вот такая интересная ASAKI.
Конкретную марку сказать не могу (не таскать же эту болванку на спектральный анализ), но предполагаю что ковкий (КЧ по механическим свойствам занимает промежуточное положение между чугуном и сталью, отличается от серого чугуна большей вязкостью и меньшей хрупкостью). Губки у тисков стальные, термообработанные, шлифованные. Ширина губок 81мм, глубина 35мм. Расход тисков — 82мм (max).
Все три винта (как прижимной на тисках, так и на осях) с трапецеидальной резьбой (резьба данного типа выдерживает большие нагрузки).
На 2-х осях: Тr 12x3 (диаметр 12мм, шаг 3мм) что соответствует и нашему ГОСТ.
На самих тисках стоит винт Тr 16x4 (диаметр 16мм, шаг 4мм) см. тот же ГОСТ.
Подвижную губку тисков от перекоса удерживает круглая направляющая — стальной шток диаметром 14мм (нормально держит, без люфтов). Направляющие осей — классика жанра: «ласточкин хвост». Почти как положено — прижимные планки для выборки люфтов присутствуют, регулировка осуществляется тремя винтами (ключ под внутренний шестигранник 3мм) и стопорными контр-гайками (конусного клина с микрорегулировкой «в торец» разумеется нет, но это я уже сильно размечтался).
Немного о креплении к столу… скажем прямо: оно «специфическое».
Неоднократно читал в комментариях на различных форумах и интернет-магазинах, как на него жаловались и не понимали для чего так сделано? Ведь практически ни на один стандартный стол настольного станка его «просто так» не привернуть — центровых «проушин» под болты вообще нет и расстояния какие то несуразные. Отвечаю на этот вопрос картинкой:
Теперь всё становится понятно: крепление изначально предназначалось на «поворотные столы» напольных сверлильных станков которыми сплошь и рядом кишат всякие китайские «джеты» и им подобные игрушки в весовой категории 50кг (даже нормальные «настольные» станки от 100кг начинаются, а уж напольные — смело добавляйте один «ноль» к тому весу что предлагают китайцы в бытовом сегменте и будет норма).Чем же тогда прикрепить эти тиски к нормальному настольному столу?
Лично для себя я решил этот вопрос (точнее он даже не возникал) просто — прижал двумя длинными прижимными планками под два болта. Можно конечно было и 2 стальных бруска (например сломанные резцы от токарного) взять и просверлить в них отверстие 10мм, но мне это было не нужно, поскольку полный набор вот таких прижимных планок с алиэкспресс у меня был в наличии:
Поэтому подобное «специфическое» крепление нам не помешает — крепим тиски к «Т-слоту» обычными длинными прижимными планками и вуаля :-)
Для чего предназначены тиски данного типа
Основное их предназначение все таки это сверление отверстий в деталях БЕЗ предварительной разметки. Рассмотрим это на примере латунного полу-корпуса для шарикоподшипника 6000ZZ (10х26х8мм) так «ненавязчиво» мелькавшем в моих предыдущих обзорах (нутромера и цековок). Примечание: «полу-корпус», а не «корпус» потому, что подшипник в нём утоплен только на 4мм, а не на 8мм. Остальные 4мм утоплены в дюраль т.е. сам наружный диаметр 26мм фактически и является центрирующей осью. Ну а сейчас мы добавим к нему лишь отверстия для крепления под винты М5.
Будущие отверстия предварительно проходим центровкой, меняем её на сверло и сверлим (все по нониусу).
Разумеется так будет точней чем классическим методом (с накерниванием по разметке и последующим сверлением).
Ну и разумеется можно немного по-фрезеровать (насколько жесткости сверлильного станка хватает). Как правило с пластиком и тонкой листовой дюралью проблем не возникает.
Немного о жесткости станков
У меня классика жанра НС-12 по дефолту он был 100кг. После замены штатного двигателя 0,55кВт на чугунный 1,1кВт (АИР80МБ6У2) он слегка потяжелел до 120кг и мощности разумеется прибавилось. А вот жесткости нет. Так что и «фрезернуть» на нем (так же как и на 2М112 тоже классика) мало что без переделки можно ибо они изначально «сверлильные». Что впрочем не означает, что самодельщики не пытаются подобным заниматься:
Имхо: для целей фрезеровки нужен минимум НСФ-1 челябинского завода «станкомаш» в весовой категории от 190кг причем с последующей переделкой — движок по дефолту у него 0,75кВт пришлось бы менять минимум на 1,5кВт. Ну и всем остальным заниматься. Найти НСФ-1 в моем регионе не просто (3 года искал), так что я для себя решил, что проще, быстрей и дешевле собрать с нуля из подручной комплектухи, причем не с мелким конусом морзе, а с BT30 (вот тогда можно на него будет поставить и расточную головку).
А что делать на обычных сверлильниках?
По «мелочам» можно довольно много чего сделать начиная от банальных окон и отверстий в небольших корпусах для РЭА и заканчивая распиловкой тонкого листового материала небольшими дисковыми фрезами, а так же работы Т-образными пазовыми фрезами.
Немного о точности
Прочитал как то в комметариях к «подобным» изделиям на «всехинструментах.ру» что они не дают точности. Разумеется писавший не знал, что:
1. Точность (в данном случае) в большей степени зависит не от тисков, а от самого сверлильного станка (его жесткости и отсутствия биения шпинделя).
2. Трапециедальный винт в подобных изделиях — это НЕ безлюфтовое ШВП и работая с трапециями нужно не забывать его выбирать (если сдаете назад, то берите на пол-оборота дальше, а потом подадите на пол-оборота вперед).
3. Нониус ничего не значит. Цена деления нониуса в данном случае у нас 0,1мм, а полный оборот 3мм (шаг винта).
Я как то писал в комментариях как работать на изношенных винтах трапециях на токарных станках (да хоть на ржавых строительных шпильках). Напомню вкратце как это делается:
В данном конкретном случае даже скобы на ласточкин хвост делать не надо, а достаточно стандартной магнитной стойки с индикатором (уперев его в подвижную губку тисков Вы увидите все перемещения с точностью до 0,01мм З.Ы. а оно Вам надо?)
Надеюсь, что в данном обзоре получилось краткое FAQ по тискам подобного вида. У кого остались вопросы — пишите в комментариях и я (со своим питомцем) по возможности постараемся на них ответить. Хома уже занял круговую оборону и готовится отвечать:
Всем бобра и удач в творческих начинаниях!
Самые обсуждаемые обзоры
| +72 |
3786
77
|
| +40 |
2378
50
|
| +60 |
2512
41
|
| +44 |
2525
41
|
Очень дорого.
Тут-же на рынке, ржавое как советский автоваз — за 7к…
3 дюйма — 2 895руб + 4 437руб. = 7 332руб
4 дюйма — 3 792руб + 4 821руб. = 8 613руб
P.S. а я платил за модель 3 дюйма — 9 204руб в 2017 году (другой курс доллара). Возможно их можно найти и еще дешевле, это просто первые попавшиеся похожие ссылки. А в шапке поста указывают всегда тот лот который был куплен.
Там где кнопочка «способ доставки».
А по факту, тогда уж, лучше за 12-14к купить в Технореале крестовой стол гораздо большим диапазоном перемещения и установить на него 100-125мм / 4-5" станочные тиски.
ps: сорри, если коряво задал вопросы :)
Просто сам резцедержатель заменен на тиски и все. Так что ничего нового — эта схема столетиями отработана. По точности (отсутствию перекосов каретки) и МАКСИМАЛЬНОЙ жесткости рекомендую посмотреть внимательней на 2 размера вот на этих фотографиях:
Вот на этой:
pic.mysku-st.ru/uploads/pictures/09/49/89/2021/06/26/52fa08.jpg
Обратите внимание на размер 95мм. В пределах их хода каретка не выходит за габарит. Имеем максимальную жесткость и 100% гарантию от перекосов. Но можно двинуть и на 20мм правее (в сторону нониуса) и каретка будет эти 20мм «висеть». Так же можно и влево проехать БОЛЕЕ 95мм вплоть до ВЫПАДЕНИЯ оси. Потому и на фото этот момент так акцентировал.
Вот второе интересное фото:
pic.mysku-st.ru/uploads/pictures/09/49/89/2021/06/26/abd589.jpg
На нем нам интересны 2 размера: 167мм и 97мм. т.е. 167-97=70мм. Эти 70мм гарантия максимальной жесткости и отсутствия перекосов. Но уезжать влево/вправо Вам никто не запрещал (но я бы более чем на 1/3 длины каретки это не делал).
Далее есть такой нюанс как: выверка тисков на фрезерном станке: Уточню немного: в качестве базы от которой выставляют тиски обычно берут «Т-паз» в который просто плотно вставляют плитки (у меня для этой цели 4 «шаблона» — изношенные КМД плитки). Отсутствие шпонки на дне тисков это «не айс», особенно если в процессе работы их часто постоянно «снимать/ставить» приходится именно поэтому на предприятиях все станочные машинные тиски как правило имеют внизу шпонку которая и центрует их относительно Т-паза (шпонку и самому поставить не проблема).
З.Ы. мы то на обычном столе без проблем тиски по Т-пазам выставим, а вот как это собирались делать китайцы на своем «псевдо-поворотном» столе (настоящий тоже имеет Т-слоты) для меня загадка. Как известно «универсальность» враг всего хорошего. Не хотел бы я оказаться на месте китайцев.
Да, вот ещё — небольшие нюансы по смазке:
Тиски приходят в консервационной смазке — лютая фрикционная дурно пахнущая дрянь. Разумеется ее нужно полностью смыть, так что полная разборка неминуема. Далее: смазываем винты и гайки например литолом. А вот чугунные направляющие — самым жидким маслом типа веретенки (И-20, индустриальное) вполне пойдет (у машинного вязкость слишком большая). Выставляем клиньями минимальные зазоры в направляющих и после этого в теории можно начинать работать. На практике я обычно этого не делаю ибо знаю: чугун гигроскопичен и очень любит впитывать в себя масло (бывает за сутки втягивает в себя все что на него налили). Поэтому лучше его хорошенько промазать за сутки до работы (пусть поры себе заполнит), а уж перед работой «освежить» смазку.
Ну и обкатку/притирку/приработку разумеется как и в любой механике никто не отменял.
Имел ввиду немного другое. Я сначала купил недорогой координатный стол. Китайский, понятно. С подобной схемой. Привинтил к стойке, на крепление инструмента установил индикатор через проставку. Дальше при движении координатного стола по оси Х отклонения были до 0.15 мм. Что, по моему, совсем плохо. Мне исправить это не на чем (да и руки в плане механики у меня из одного места), а отдавать кому-то в работу, так проще другой купить. Так и сделал, продал и взял получше. По поводу тисков — купил себе станочные. Скажем, не самые дешевые. При полном сведении губок с одной стороны влазит щуп 0.1мм. Вот тоже думаю, надо было немного доплатить и взять лекальные тиски. Собственно поэтому и возникли вопросы, когда этот обзор увидел. Если тут все хорошо — то здорово
Да, вот второй столик перебрал и смазал и-20. Есть еще велосит-7, но то больше для смазки подшипников двигателей использую
А по поводу тех, что в шапке поста — беру фольгу от шоколада толщиной 0,015 и без всяких усилий(!) зажимаю её губками тисков (в любом месте):
У меня просто тоньше полутора соток ничего под рукой нет, но уверен что и пол-сотки без проблем зажмет — губки идут по направляющей строго параллельно без всяких перекосов.
P.S. пока писал вспомнил про волос, попробовал — зажимает без проблем и мертво держит, но это не интересно — измерил его, а он толщиной 4 сотки…
По индикатору через 0,01мм можно подавать без проблем.
Но я не зря написал в посте: «а оно Вам надо ?» Это же фейк чистой воды, относитесь к этому скептически. Про «жесткость» домашних станков я даже писать не хочу (её нет). Задумывались ли Вы например сколько толщина «масляной плёнки»? (ведь винт то смазываете). Если нет, то зря — стоит приложить немного усилия и масло на винте «уйдет», а потом «вернется». Вот и Ваша сотка (если сотка), а если вязкость выше… даже писать не хочу — роман получится…
А «жёсткость» на станках от одной тонны весом начинается, а искать её на сверлильных китайских станках вообще не стоит — у них зазор пиноли 0,5мм по дефолту.
Вы совершенно правы. Но у меня работа с пластиком или тонким листом алюминиевым. Для этих целей жесткости хватит. Мне, в основном, надо в корпусе устройства вырезать какие-то отверстия
У меня стойка. Хочу поставить на нее шпиндель подходящий
https://aliexpress.ru/item/item/32844642528.html
https://aliexpress.ru/item/item/32788794999.html
Примечание: это ссылки на «М12» только ради привязки к подобным лотам (см. там в низу похожие предложения от али).
Но купить их «просто так» не выйдет — надо ГОСТ-ы на Т-пазы поднимать и смотреть конкретику. Мой приятель пролетел со своей покупкой «как фанера над Парижем» — ему не подошли, оказались на размер меньше (а вот мне они подошли в самый раз и я у него их перекупил не глядя после примерки). Так что: по резьбе не ориентируются и шансов у китайцев продать подобные лоты без таблиц на размеры Т-слота близки к нулю.
P.S. кстати шпильки на моем наборе М8.
В локальных магазинах там могут измерить, если попросить. В этом плане проще
Возможно если по али «пошукать» то и М6 найдутся. Но крепить детали вот такими «поделиями» я бы точно не стал — я не камикадзе, мне жизнь дороже :-)
https://aliexpress.ru/item/item/4000823149905.html
Правда, я, привыкший к часовому станочному парку, чувствую себя Гуливером в стране великанов )
Громадное Вам спасибо и низкий поклон.
Нониус, трапецеидальная резьба, ковкий чугун, расход тисков… Это вам не «чистый кристальный звук с упругими средними басами» )
Мой внук сказал бы: «Балдею!» )
Фрактальные тиски. Патент 1913 года.
Сейчас пригляделся, надо смотреть )))
P.S. кстати фактически в тот же огород: знаете, почему ни один уважающий себя токарь не будет работать с отечественным токарным патроном и предпочтет Bison? Да все просто, у наших корпус сделан из чугуна (причем отстойного), и поверхности под кулачки обработаны из под фрезы. А бизон — стальной шлифованный. Альтернатива ему — только немецкий (но там совсем другие деньги). Поэтому из всех отечественных токарных патронов годный только один — ИЖ-евский диаметром 160мм (родной, который поставляется В КОМПЛЕКТЕ со станком — отдельно увы не продают). А вот кулачки к ИЖ-евскому подходят и от отечественных чугунных и сами кулачки хорошие. Именно поэтому кулачки мы с них снимаем, а сами патроны сдаем в металлолом не глядя (в прошлом году очередные 9 штук на участок получили, кулачки сняли, а корпуса в мусор).
Есть шанс что ваше письмо найдет нужного человека наконец то
По патронам отечественным чугунным тоже все знают со времен СССР — был «план по валу», причем планировался срок службы чугунного корпуса 1-2 года максимум(!) а потом в утиль. На практике: полгода патрон «притирается» (пока гребешки от фрезеровки не сотрутся), работать невозможно — его банально клинит. Следующие 3 месяца (притерся) и можно более-менее поработать, а последние 3 месяца перед выбросом — кулачки разъезжаются «врастопырку», можно конечно пытаться это растачивать, но без толку. Так что реальный срок эксплуатации чугунного отечественного патрона — 3 месяца. Срок эксплуатации ИЖ-евского патрона — весь срок службы станка т.е десятилетия. Но в изготовлении он разумеется дороже.
P.S. бизоны и иж-евцы с завода изготовителя идут практически без боя — кулачки всегда в 0,01 укладываются, а чугунные отечественные можно смело 0,5-1мм протачивать — все кривое и косое (но если ржавую стружку гнать «план по валу» то можно и так, ведь СССР занимал первое место в мире по выплавке чугуна и стали — я эту сказку с 1 класса школы слушал и только придя на завод понял: по каким именно маркам сталей). Так что это всем общеизвестно и Америку тут производителям не откроешь (они и сами все прекрасно знали).
P.S. о различиях в чугунах можно почитать например здесь, но помимо той банальщины что обычно пишут на подобных сайтах я Вам вот что скажу: СЧ (Серый Чугун) практически всегда идет с довольно крупными раковинами и человеку у которого развалился WILTON банально не повезло — раковина (или трещина) оказались именно в этом месте, так что и усилия не потребовалось. Но назвать «подделкой» это нельзя — «музыкант играет как может», тем более спрос имеется — тем же всеминструментам нужно 3 цены выставить, а для этого нужно… максимально дешево купить (иначе сбыта не будет). Так что все закономерно…
А фото домкрата гугл выдает в поисковой выдаче на тему: «фрезер из НС-12» с чипмейкера:
www.chipmaker.ru/topic/204071/?page=2
Но как по мне идея с домкратами не нова и лично мне подобный концепт не нравится. Себе планирую примерно такое (тоже с гугл картинок):
Разумеется только «примерно» ибо шпиндель у меня другой (он уже в наличии — покупал недорого), движок буду ставить 2,2 кВт не сбоку а сзади, каретку от резцедержателя (коих на директ-лоте по 2,5-3т.р. море) ставить не планирую ибо по оси Z будут профильные направляющие хивин и ШВП TBI, ШД и все прочее как положено. Смысл в том, что мне не фрезерный надо, а координатно-расточной (расточка под подшипники) и если выставить стол по горизонту двумя лимбами мне не лениво, то вот гонять м_е_д_л_е_н_н_о ось Z туда/сюда на расточке это занятие ещё то)) Так что будет полуавтомат.
P.S. окромя стальных швеллеров комплектуха почти вся в наличии, а вот где «обрезки» швеллера взять это на заводе проблема (завод не стройка, а чермет только тоннами металлобазы продают).