Вплавляемые гайки (втулки) M3x5мм и их применение

- Цена: 200 ₽ ($2) / 50 шт.
- Перейти в магазин
После приобретения 3D принтера Flashforge Adventurer 5M и продажи самостроев я надеялся, что технический зуд все же успокоится. Но не в этот раз.
В процессе пинания принтера было решено установить хотенд Bambu Lab X1, но свободная модель меня не совсем устраивала — поэтому я ее немного переделал, чему и посвящен сегодняшний пост.
Гайки (втулки) вплавляемые
Поставляются просто в пакетике, зато размеры указаны.


Резьба М3, длина — в ассортименте, я брал 5мм. Наружный диаметр у таких втулок бывает 5мм и 4.5мм, редко встречается 4.2мм.
У втулок с наружным размером 4.5мм диаметр «поясков» без накатки ~3.8мм. Для нормальной установки втулки отверстие в пластиковой детали должно быть на 0.2~0.3мм больше этого диаметра.
Как это работает:
Греем паяльник до температуры уверенного плавления пластика.
Надеваем втулку на жало паяльника, можно просто конусное, можно специально предназначенное.
Вплавляем втулку.

В посте втулки с наклонными насечками, но в продаже есть более дешевые с продольными — держатся они заметно хуже (нормально работают при литье), но бывают тонкостенные (например М3 с наружным диаметром 3.5мм) и могут быть использованы для ненагруженных соединений.
Для установки таких вплавляемых втулок ранее я приобретал набор сменных жал паяльника, но он плохо подходит для работы с моделями сложной формы. Есть и другие недостатки — основное тело короче 900 жал, насадки слишком короткие и прослабленные… Хочешь сделать хорошо — сделай это сам. А тут как раз подвернулась подходящая заготовка.
Чугуний Латунь
Для совершенно других целей ранее я заказывал латунный кругляк на 12. Замотано хорошо, чтобы не поцарапать, но некоторые сомнения возникли еще до распаковки.

Если бы заказывал два прутка, то второй точно бы потеряли. Может какую-то сыромятину прислали? Попробовал разогнуть — что-то хрустнуло в спине, ходил согнувшись 2 дня — пруток не подался.

Латунь ЛС59-1 (59% меди, 40% цинка и 1% свинца) хорошо подходит для токарной и фрезерной обработки, в отличие от более вязкой Л63. Под ножом скрипит, стружка ломкая, цвет соответствует — в целом материал этого прутка похож на заявленный ЛС59-1.

Сверло на 3.8 мм было в наличии, но с цековкой пришлось повозиться.
Стружка при сверлении идет хорошо, сверло не забивается. Из под токарного резца стружка сыпется мелкой крошкой, похожей на чешуйки. В результате изготовлено удлиненное жало:


Что улучшено по сравнению с заводским набором:
удлинена «тушка», чтобы доставала до дистанционной втулки в 936A/702 ручке (как в нормальных жалах)
удлинен «носик» для доступа в труднодоступные места
уменьшен диаметр отверстия под нагреватель
Что ухудшилось: изготовлено одно жало для вплавляемых втулок М3, для других нужно будет точить новое
Применение


Переходим к моделям:
В свободном доступе (лицензия CC BY-NC 4.0) есть модель головы для установки хотенда от бамбука. Мне не понравилось то, что для замены вентилятора хотэнда нужно снимать экструдер, да и в некоторых местах модели не хватало прочности — пришлось задирать температуру и уменьшать скорость для улучшения спекаемости.
После нескольких вечеров вдумчивого изучения рюмки чая вышеупомянутой модели и снятой с принтера оригинальной головы, была создана данная модель:
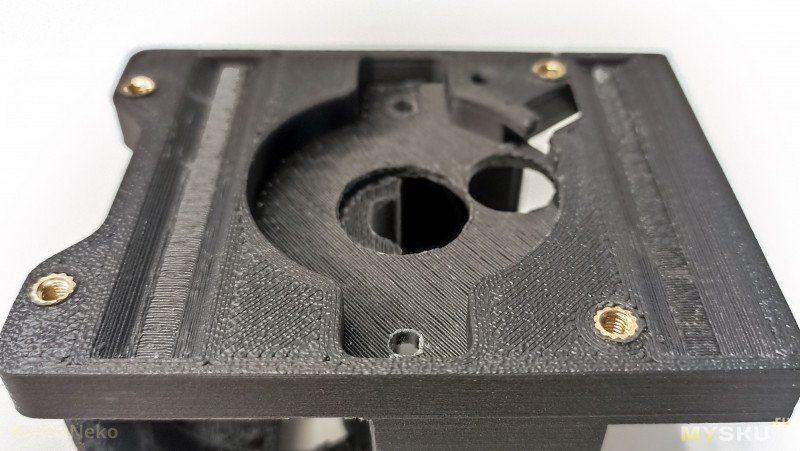
Список изменений:
Вентилятор хотенда устанавливается снаружи. Крепеж М3 или М2.5 (у меня есть в наличии такие кулеры).
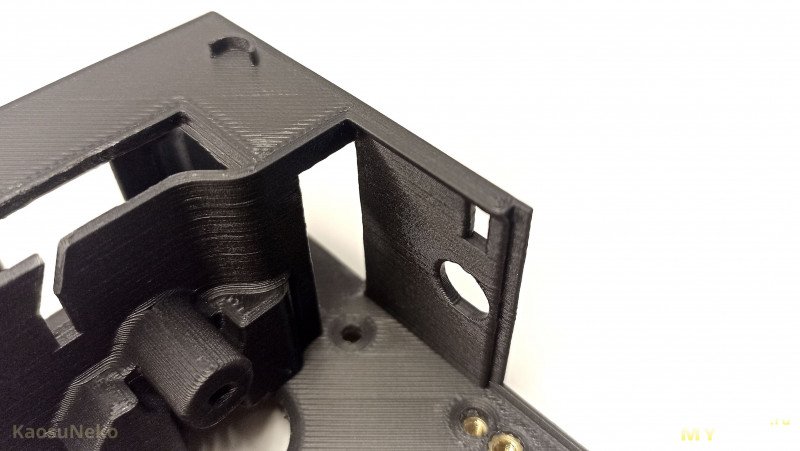
Увеличена толщина нижней стенки (со стороны хотэнда) и вентиляционной решетки, добавлено ребро жесткости на боковые стенки.
Пара изменений по кабель менеджменту.
Модель рассчитана на вплавляемые втулки M3x5мм (OD 4.5мм), вентилятор — 2 шт. M3x5мм (OD 4мм) и 2 шт. M2.5x5мм (OD 3.5мм). Из-за крайне ограниченного места для крепления кулера используются гайки с продольными насечками.
Есть модель с мембранами в один слой, закрывающими отверстия на мостах.


В сборе:

Деталь печаталась из композита ABS CARBON. Запасная напечатана из композита со стекловолокном ABS GF-4, но мне карбон внешне больше нравится. Печатать из PETG, даже композита, не стоит.


В интерьере:

Вместо заключения
Модель доступна на printables и thingiverse. И еще в ТГ группе по A5M есть объявления с готовыми головами под те же хотенды от бамбука и Creality K1/K1 Max, укомплектованные, собранные и с плюшками, которых нет в свободной версии. Так что выбор есть.
| +36 |
2836
83
|
| +66 |
2488
40
|
| +19 |
1948
35
|
З.Ы. Вообще не морочился со спецприборами для заплавления втулок. Паяльника с коническим жалом всегда хватало. Если нужно загнать втулку на большую глубину и гарантировать чтоб её никуда не вильнуло — просто вкручивал винт с противоположной стороны на половину глубины, он служил направляющей.
У конусных жал и упомянутого покупного набора есть недостаток — иногда резьба забивается пластиком.
А забитие резьбы пластиком очень просто решается — черновым метчиком на соответсивующую резьбу. Он замечательно вышибает пластмассу и при этом не повреждает саму гайку(потому как черновой)
Также есть и опыт применения подобных втулок. Вплавлял паяльником с конусным жалом и при вплавлении обильно затекает пластик снизу внутрь втулки на резьбу… после чего были долгие страдания и проклятия в процессе прочистки. Наверное приспособа как в обзоре поможет избежать косяков с затеканием пластика на резьбу, но, думаю, всеравно остается момент подбора длины винтов — нужно будет следить за тем, чтобы винты при полной затяжке — не выходили за пределы втулки, потому что будут упираться в наплывший пластик.
Для себя решил что более удобным, недорогим и вполне надежным креплением остаются саморезы. Использую обычно такие:
saransk.lemanapro.ru/product/samorezy-universalnye-standers-ocinkovannye-25x10-50-sht-82232143/
https://aliexpress.ru/item/1005005545531983.html
https://aliexpress.ru/item/1005004326705866.html
примерно 2,5х10 размером
для вырезания отверстия под заплавляемую гайку моделирую два соосных цилиндра из одной точки — один длиной от основания шляпки винта плюс миллиметр, и диаметром, равным Д винта плюс 0.5 мм (для м3 — 3,5 мм), второй цилиндр диаметром, равным диаметру гладкой части гайки, длиной равной длине гайки плюс 1 мм (для гайки длиной 4 мм — 5 мм), точка их соединения является основанием для углубления под шляпку винта (при необходимости её заглубления), шляпка у винта DIN912 М3 5.5х3 мм — соответственно отверстие диаметром 6 мм, глубиной 3,5 мм. Эту стопку цилиндров объединяю, и копирую в нужное место, вычитаю из «крышки» и «корпуса», и можно печатать.
www.youtube.com/watch?v=eNMAFTeowFs
Специализированные товары в магазинах же обычно выгоднее. Смотрел недавно жаростойкие доски для пайки и в Сапфире они дешевле раза в полтора, опять как раз на доставку. А пластиковые коробочки для мелочей на Озоне в десять раз дороже, чем в леруях. Специально проверял — да, это цена за одну штуку!
Наряду с этим закладные гайки (квадратные) и обычные гайки.
Где можно поставить гайку — лучше ставить гайку.
Раньше стоили эти втулки на али копейки, брал сотнями.
После того, как майл.ру влез между алиекспрессом и покупателями, а кое-кто добавил 20% ндс, покупать что-то на али стало очень сомнительной затеей.
Втулки уж точно покупать не буду, золотые они.
P.S. По шурупам. Аккуратнее с петг. При быстром закручивании шуруп неплохо нагревается, петг пристаёт и… вместо откручивания имеем обламывание.