PETG Пластик для 3D принтера - Некрасовский полимер

- Цена: 614 ₽
- Перейти в магазин
Обзор-реабилитация. Наверное.
Последнее время печатал много габаритной технички, некоторые вещи не помещались на стол — приходилось клеить (может быть у меня все-таки дойдет дело до сборки принтера побольше, посовременней и поинтересней).
Запасы подбирались, поэтому купил пластик, который: дешевый — раз, быстро приехал — два.
А что из этого получилось, посмотрим под катом.
Прошло полгода с обзора уважаемого uncle_sem, поэтому я решил рискнуть. Есть хорошие отзывы, есть и плохие, говорят — технология поменялась. Цена приятная — недавно я брал на пробу пластик другого производителя в 2 раза дороже, сырой из пакета, еще и с каким-то мелким мусором. Так последняя катушка еще и на ручнике ко мне ехала. О чем это я… Некрасовский PETG:

На коробке экономят. Переработанный картон, черно-белая печать. Зато с гербом Его Императорского Высочества.

ИМХО, пластик должен быть сухой, чистый и запаянный в вакуумный пакет. Я же не покупаю себе новые грязные туфли. Либо филамент должен быть о-о-ооочень дешевый.
Здесь Некрасовский полимер прямо сообщает о необходимости сушки, но силикагель все же есть, да и пакетик вроде запаян.


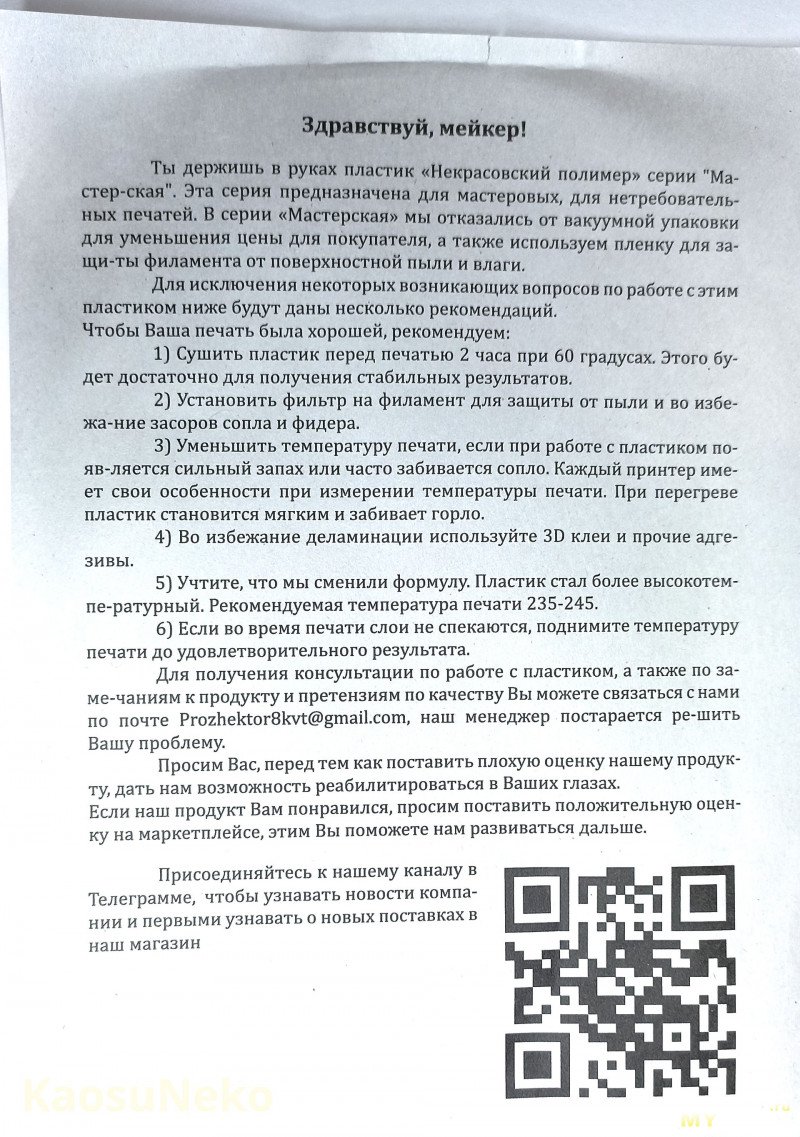
Инструкция претерпела изменения, производитель сообщает об изменении формулы:
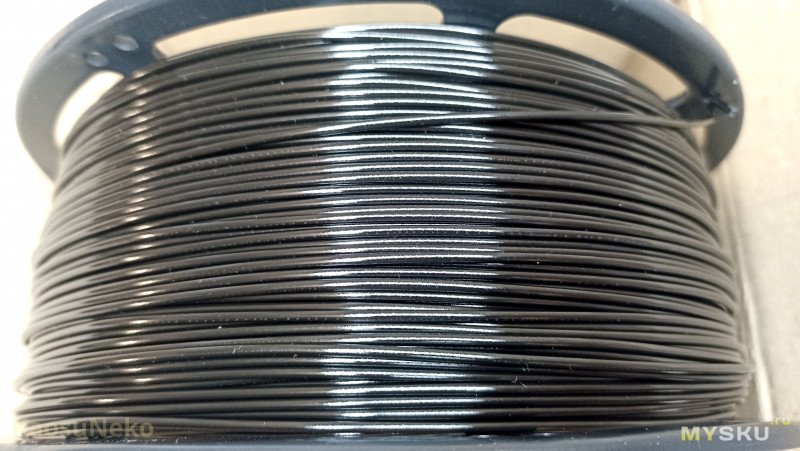
Вскрываем пакет, и что же мы видим? Мелкий мусор, хорошо видный на черном пластике.


На белом не так заметно, но найти все же можно.


Неприятно, но я такое уже видел, так что не удивился. Про фильтр не забываем, куда без него.
Переходим к замерам. Вес брутто 1168-1181 г.


Вес катушки 176 г, отклонения веса вполне допустимые.

Пруток гуляет немного.




Перейдем к тестам. Пластик был просушен, откалибровал температуру, остальное не трогал. В попугаях вышло примерно так же, как FDPlast, так что заскоков с температурой печати тут нет (раньше было прилично отзывов, что печатается только на ненормально высокой температуре). Бенчи, оригинальная модель, в полный размер, сопло 0.5 мм.

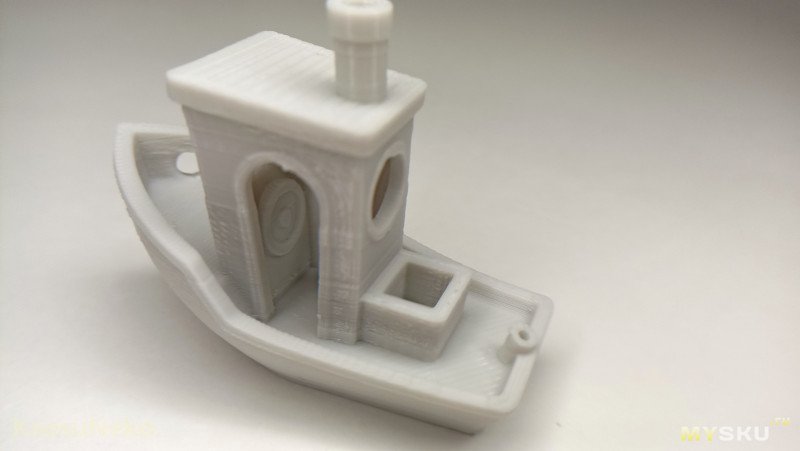

Пойдет. По слоям не расслаивается. Рябь — это у меня принтер работает как старая шарманка скорость для принтера великовата — печатаю 90% техничку с невысокими требованиями к внешнему виду. А мост не получился — с этим нужно разбираться.
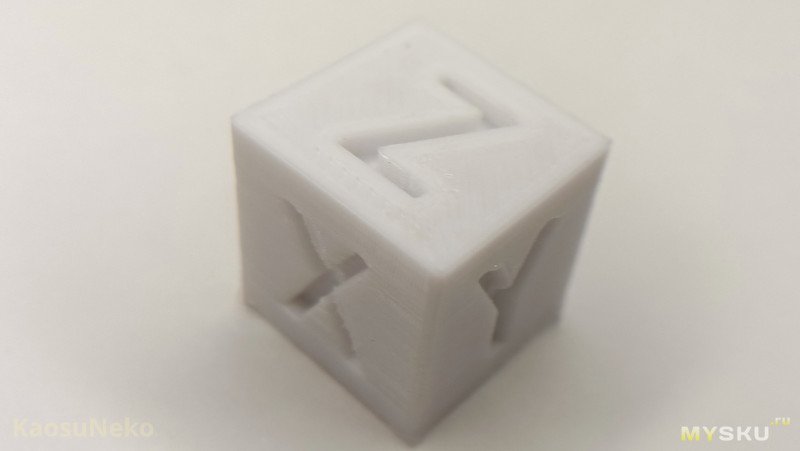
Кубик — в одном месте между периметром и заполнением есть щель в волос, на высоту пары слоев (разглаживание выключено), в остальном — пойдет. А так — нужно подачу откалибровать.

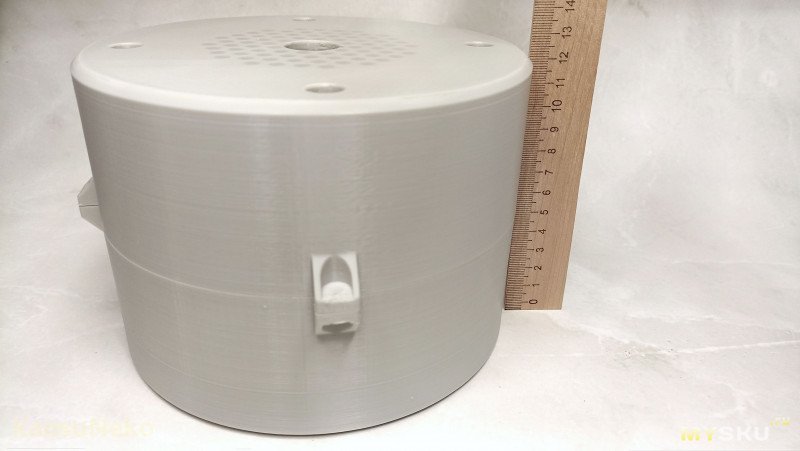
Отпечатал пару крупных деталей — пластик не подвел.
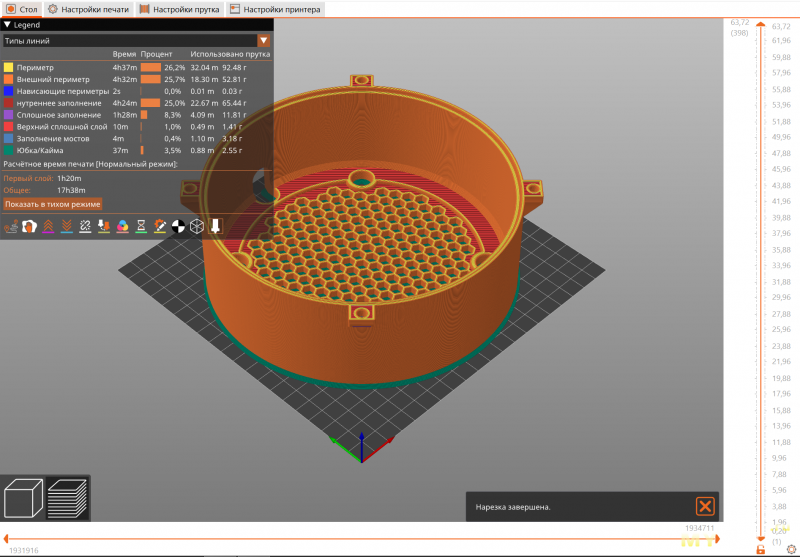
В пластике уверен не был (пара калибровочных моделей в начале печати отвалились от стола по непонятной причине), поэтому отпечатал с каймой и снаружи, и внутри, о чем позже пожалел (уже частично удалил, шестигранные отверстия еще не очищены).
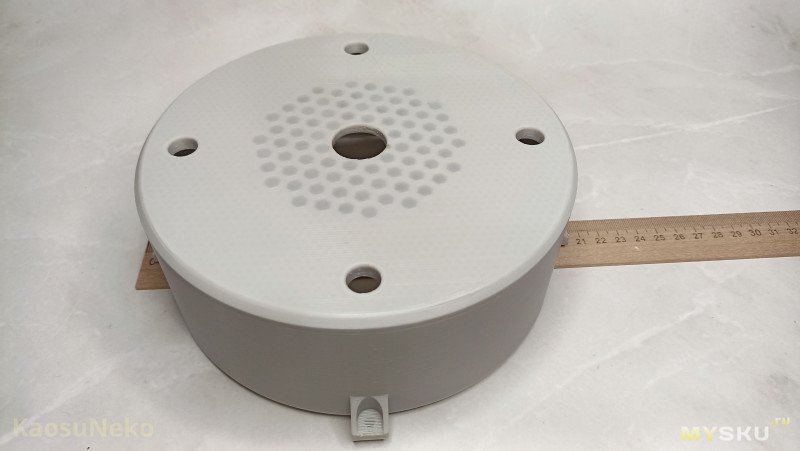
Если сильно присмотреться, можно увидеть несколько прыщей и пропусков — можно на досуге заняться калибровкой.
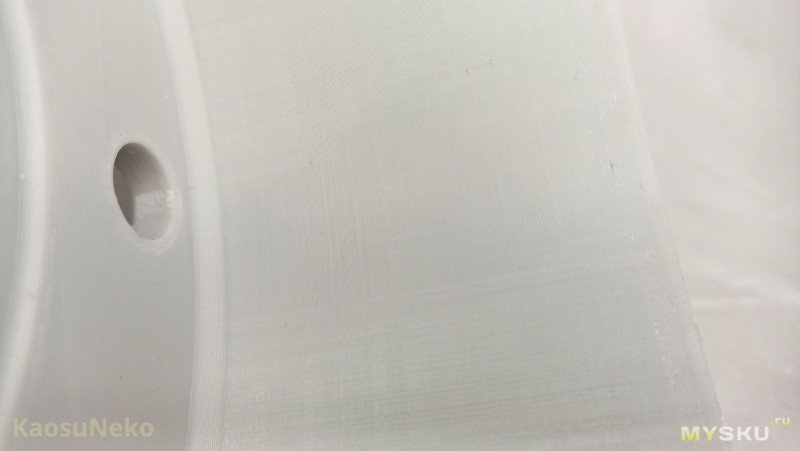
Мосты не идеальные — нужно охлаждать получше. И тут хорошо видны неоднородности на внешнем периметре.

Тут либо нужно уделить время — откалибровать температуру/подачу/ретракты и т.д., да скорость установить поменьше, либо просто пруток гуляет. Но скажу честно — на этих моделях выявленные недостатки ни на что не влияют, поэтому до поисков причины дело не дойдет — пластик кончится быстрее, а если все делать правильно — новую катушку из другой партии все равно калибровать заново.
Во время примерок детали ронял пару раз — с прочностью все адекватно, постобработка как обычно для PETG — ничего необычного не заметил.
Всего через пару дней осталось вот столько филамента


Запустил еще одну печать, но тут кое-что пошло не по плану.
На картинке с камеры я увидел, что развалился силиконовый носок хотэнда. Ладно бы он совсем отвалился и упал на край стола, так нет — он остался болтаться и мог попасть под сопло. Идти к принтеру нужно в мастерскую, ночью, в дождь, превозмогая порывистый ветер, жуткий холод… Поэтому я прервал печать и так получилось, что добрался до принтера только через 2 дня. И почти все время шел дождь. И да, принтер стоит в неотапливаемом помещении.
Следующая печать выглядела вот так, несмотря на закрытый бокс, из которого подается филамент:

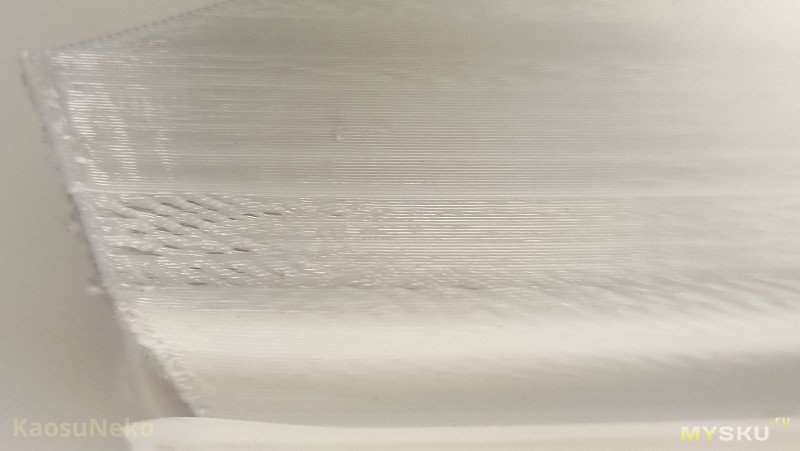
Вспоминая пакетик, в котором хранится филамент — можно ожидать аналогичного качества печати «из коробки». После сушилки ситуация наладилась.
Вместо заключения
Автор не несет ответственности за прямые и косвенные убытки, в том числе упущенную выгоду не, не то. Я самостоятельно приобрел 3 катушки филамента с разницей в месяц (сентябрь, август 2023) и успешно применил большую часть пластика по прямому назначению.
Пластик влажный, еще и с мелким мусором. При этом — довольно дешево, и ведет себя достаточно стабильно, для печати технички может сгодиться. Сам производитель заявляет, что этот филамент — для нетребовательной печати.
Но уже сейчас в чане могут мешать другой пластик (в комментах и отзывах примерно про то и пишут). А я пока куплю еще немного, и цветного возьму на пробу.
| +59 |
11939
50
|
| +45 |
1671
58
|
| +51 |
2065
32
|
Есть и их флекс — вполне доволен, хотя печатать им то еще занятие.
А то хотел взять недавно, но побоялся что принтера не потянет.
Спасибо за ответ
настройки как для pla, скорость только пониже. ну и на боудене не вариант — слишком мягкий, только директ. ну и сушить нужно, а то может пузыриться. по впечатлениям вообще один из самых приятных и полезных пластиков.
Спекается нормально, и прокладки печатал и внукам колеса на машинки… колеса 3 стенки 20% заполнения… получается и прочно и мягко.
на Авито Александр из Туймазы (Башкортостан)
Стоят две катушки Некрасовского еще из прошлой серии, вроде и уже научился им печатать, но не могу себя заставить. Он может выкинуть прикол прямо посреди печати.
Конечно я подобрал настройки, чтобы можно было получить нормальные отпечатки, но в целом этот пластик брать не рекомендуется. Так как экономия в цене выливается на большие затраты самого пластика, из-за частого брака. Уж лучше чуть подороже купить, но стабильный филамент.
Кстати у меня этот петж начал нормально работать только при температуре 255-265 градусов. И скорость надо повыше. И судя по всему, внутри там переработанный pet, потому что по поведению он ведет себя как ABS, если идёт перепад температур на широкой плоскости, он загибается в лодочку даже с хорошим адгезивом.
В общем для домашней печати может быть и норм. Но для коммерческой этот петж лучше не брать.
А я занимаюсь печатью на заказ, у меня мастерская.
(минутка рекламы, кому что надо распечатать на 3Д принтере, пишите в ЛС, и в профиле есть мои контакты)
Кстати для себя сейчас открыл петжи от 3DN. И это наверное самый лучший петж из всего что я пробовал. При этом цена за 1кг выходит около 1100р (в пересчёте на рубли). Если брать оптом (я покупаю сразу 20-30кг в месяц) то даже дешевле.
Главный плюс филамента от 3DN в том, что он практически не волосит, я им даже художку печатаю. По простоте и поведению при печати он схож с хорошим PLA. При этом это один из немногих петжей где есть большое разнообразие расцветок (у меня сейчас куплено 11 разных цветов) в том числе и полупрозрачный петж (якобы натуральный) из которого получаются просто изумительные модели на просвет. Можно делать гирлянды например.
Но если хотите, и если готовы взять например от 5кг, то могу организовать по цене производителя + доставка до вашего города. Контакт у меня в профиле, пишите.
ПЕТГ по теплостойкости ближе к индустриально-стандартному АБС, но чуть проще печатается на дешёвых принтерах.
P.S. Меня больше напрягает, что шринкфляция и до 3д печати добралась. Вместо 1кг катушек все сейчас стали гнать 750г.
Пластик не сушился перед печатью, настройки печати под пластик не сделаны, у принтера (по словам автора) проблемы с хотэндом
Хорошо бы было сравнить одну и ту же деталь напечатанную разными пластиками
После того как FDplat поднял цены, беру НИТ с Озона — очень радует соотношение цена/качества. Последние катушки неплохо печатаются без всякой просушки прямо из коробки
С самим хотэндом как раз нет — есть звон/рябь на текущей скорости и недостатки по обдуву модели.
Могу распечатать любую тестовую модель на выбор.
а проблема некрасовского полимера в том что хоть он и дешевый — но уже есть сопоставимые по стоимости и гораздо более приятные по качеству альтернативы, типа того же 123-пласта, который да, нужно сушить — чтобы он печатался хорошо. а некрасовский нужно сушить чтобы он начал печататься хоть как-то. и в итоге экономия на пластике выливается в дикие трудозатраты и дополнительные расходы на сушку, на подбор параметров печати и на большое количество брака который таки неминуемо на нем вылазит.
если они снова поменяли рецептуру и оно хотя бы по слоям перестало расслаиваться — ну молодцы, но это из серии «как сделать хорошо? сделать хуже, а потом сделать как было.» потому что когда-то раньше это был вполне адекватный пластик, который просто печатался, без всех этих танцев с бубном и подбором параметров вплоть до температуры сопла до каких-то заоблачных значений
хотя есть копеечный прозрачный
Я НИТовыским на модифицированным CHT на 250mm/s печатаю, выжимаю 23mm3/s
Вот такое качество печати, я не профи, так для себя техничку печатаю
А постобработка PETG у меня ограничивается шкуркой и акриловым лаком.
что-то я боюсь его использовать, если есть возможность засрать голову на новом принтере, учитывая ее стоимость в 1/10 от стоимости принтера.