Rittsun Silk Pla - новый филамент для 3д печати из Поднебесной.

- Цена: 2227,34
- Перейти в магазин
Всем доброго времени суток!
Я занимаюсь любительской 3д печатью. В том смысле, что люблю это дело)
Отдаюсь этому весь без остатка, и могу себя назвать энтузиастом.
Моя сфера — в основном декоративные пластики.
Покупка и распаковка
И как только я подумал, что перепробовал всё и вся, что может предложить Алиэкспресс, то наткнулся, совершенно неожиданно, на новый бренд — Rittsun.
И мало того, на новое цветовое сочетание Silk Pla Tricolor — Turquoiso Gold Coral. Название уже интригует, да?)) Полазив по магазину, обнаружил кучу всего интересного, немедленно заказал, и вот уже под дождём встречал увесистый сверток из стрейч-плёнки.

Всего нахватил 4 вида пластика, но об этом позже.
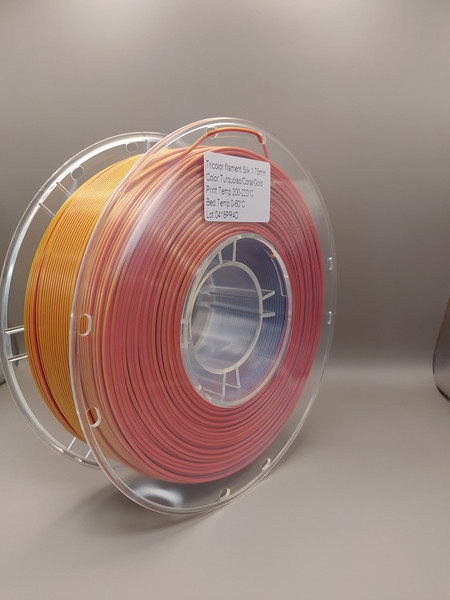
Итак, встречаем — тот самый силк, с интригующим цветовым сочетанием — Rittsun Silk Pla Tricolor Turquoiso/Gold/Coral. В общем — это серо-голубой/золотой/красно-коралловый. Забегая вперед, чем удивил — совершенно сухой «из коробки». Такого я давненько уже не помню. Всё так или иначе мокроватое.
Пластик средней ценовой категории — бывает дешевле, бывает дороже. Коробка добротная, катушка — прозрачный поликарбонат — однозначный плюс, виден остаток. Пакет плотный, вакуум — уверенный, даже очень. Вес 1 кг без учета катушки. Намотка отличная, ровная.
Немедленно закинул его в свой фотокуб, смотрим на него:
Посмотрели — а теперь будем печатать)
Печать
Парк принтеров у меня с одной стороны большой, с другой — никого наверное не удивлю)
Честь опробовать новинку выпала на этот раз Flashforge Adventurer 5m. Да, только быстрая печать, ибо жизнь слишком коротка.
Первой пошла улитка:

Сразу хочу отметить ключевое — блеск отличный, быструю печать терпит, цветовое сочетание -шикарное. Цвета не кислотные, а достаточно мягкие, и отлично дополняют друг друга — в общем, очень цельно выходит. Красиво.
Затем — ну конечно же дракон. Каждый уважающий себя печатник должен печатать драконов) (шутка, для слишком серьёзной аудитории). Этот дракон напоминает кота — очень доброе «кошачье» лицо.

Ну, и конечно же, один из самых выразительных — хорёк (а может быть куница — споры в интернетах не утихают на этот счет). И да, стеклянные глаза преображают даже хорошо знакомые модели до неузнаваемости.

Категорически добрый персонаж.
Ну и напоследок — Gravity Vase — этой моделью я тестирую любой пластик с претензией на незаурядный внешний вид:

Настройки для моего принтера в этих печатях, Orca Slicer:
Высота слоя 0.16мм, ширина линий 0.45мм
Температуры 230/60,
скорости 200/250 мм/с
Ретракт 0.8мм,
ПА 0.18
Поток 0.98
Подводя итог — новая находка вдвойне хороша — отличное цветовое сочетание, и шикарное качество самого филамента — никаких перехлестов, перекрутов, утолщений, утоньшений -отличный пластик. Рекомендую тем, кто уже пресытился всеми цветовыми сочетаниями силковых 3цветов, как я, или тем, кто просто хочет напечатать что-нибудь красивое!
Ещё один новый филамент
Итак, на момент написания этой статьи я не выдержал, и накинулся на ещё одну катушку нового бренда — Rittsun.
На этот раз то, что я хотел давно попробовать — угленаполненный композитный ПЕТГ НЕ черного цвета. Да да, наверное все знакомы с «базовым» инженерным филаментом — PETG CF, но все они бывают только черного цвета. Что в принципе оправдано — ведь уголь — он черный. Но здесь всё интереснее — на выбор даётся аж 4 цвета помимо классического черного — зеленый, красный, синий, и серый. Остановился на зеленом.
Итак, встречайте — Rittsun PETG Carbon Fiber Green.
Коробка слегка неказистая, и немного помялась в пути. «На езду не влияет». Пакет плотный, вакуум присутствует. катушка снова прозрачная — однозначный плюс. Вес 1 кг без учета катушки. Намотка отличная, ровная.
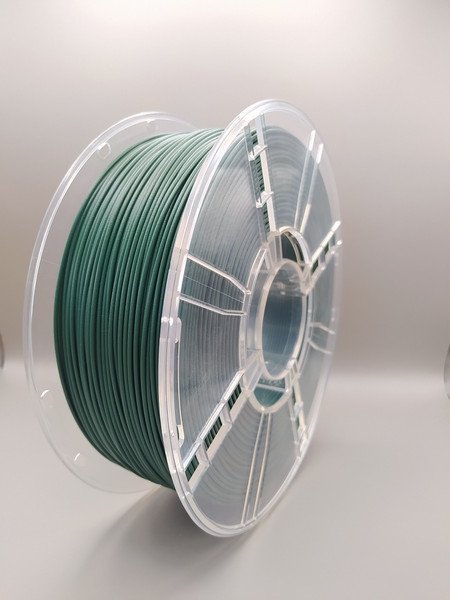
Пошёл проторенной дорогой и засунул в свой фотокуб. Цвет — шикарный. Сочный зеленый.
Честь опробовать этот филамент выпала принтеру Creality K1 с биметаллическим (медь со вставкой из закалённой стали) соплом — пластик угленаполненный, а значит абразивный. Рекомендую печатать только только биметаллическими или стальными закалёнными соплами.
Быстрая калибровка потока и коэффициента ПА, и в бой!
Просто - это не для меня. Присмотрел недавно модельку Гремлина — отличного, злого, но — для фотополимерной печати. Но настоящих ФДМщиков этим не остановить, поэтому идём в Орка Слайсер, разделяем модель с формированием шип-паза, вдумчиво рисуем вручную поддержки, крутим, вертим, и, наконец, решаемся на печать.
Утром меня встречает картина:

Да, с отделением поддержек было непросто, но получилось. Процесс не для слабонервных, поэтому покажу сразу результат!
Следующей на очереди стала моделька GMC Vandura
Допечатав для неё на соседнем принтере — Neptune 3 Pro шины из черного ТПУ и кенгурин из ПЛА Titanium Burn, воссоединил всё:

и конечно, немного поигрался — возраст для мужчины ничто, когда ты видишь игрушечные машинки.
Тут специально показал одно из ключевых достоинств композитных филаментов — специфическая шершавая поверхность, отлично скрывающая слоистость FDM печати, и дающая отличный внешний вид. И несмотря на всю шершавость — филамент дает блеск. Несильный, но ровный, благородный и строгий — то, что нужно для «серьезных» моделей.

И напоследок — классика. Одна из моих самых любимых моделей — жизнеутверждающая радостная лягушка. Радикально преображённая инсталляцией глаз в неё. Пластик как будто создан для неё — правильный зеленый цвет, с небольшим блеском, и шершавой поверхностью.
Настройки для моего принтера в этих печатях, Orca Slicer:
Высота слоя 0.16мм, ширина линий 0.45мм
Температуры 245/80,
скорости 140/200 мм/с
Ретракт 0.8мм,
ПА 0.04
Поток 0.89 ( да да, именно такой получился. Я не знаю, с чем это связано, но это факт).
Резюмируя:
- Пластик отличный. Внешний вид — исключительный. Подойдет для печати моделей с незаурядным внешним видом и характерной шершавой поверхностью.
- Поговорим про композиты. Не секрет, что композиты сделаны в том числе для того, чтобы преобразить механические свойства. Так вот — здесь это тоже присутсвует. Ия хотел бы отметит в первую очередь неверотно сильную межслойную адгезию.Пластик спекается в монолит. Сломать по слоям крайне сложно, мне это удалось сделать только на участке тонкой поддержки — всё остальное приходилось натурально рвать и резать кусачками. Плюс к всему, пластки обладает высокой твердость, но при этом пластичностью. Обычный, некомпозитный ПЕТГ, обаладет упругой деформацией, а при превышении приложенного усилия просто ломается. Этот же филамент обладает очень высокой вязкостью — как только вы преодолели зону упругой деформации, начинается зона НЕ упругой деформации. То есть пластик, попросту говоря, гнётся, мнётся, но ни в коем случае не ломается и не трескается. Такое я встречаю впервые. Пластик очень интересный во всех аспектах.
Спасибо за внимание!
Рад буду услышать ваше мнение о протестированных пластиках в комментариях.
И не бойтесь пробовать и экспериментировать!
| +27 |
868
30
|
| +105 |
3029
49
|
А можно для не очень искушенных в 3Д печати поподробнее это расписать или ссылки дать, пожалуйста.
А вод «ПА» (тьфу на автора, термин на русский не перводят из-за сложности: "[коэфициент] Опережения Давления [в сопле для печати]" менее понятен и известен, чем Pressure Advance, он же Linear Advance). Это чтобы было ровненько. Надо определить — насколько текуч и легкоплавок пластик в конкретном принтере, поэтому перед работой печатают т.н. «тестовую модель», где на вид подбирают лучший коэфициент (в истоках коэф. сложный матан с гидро- и термо-динамикой, но не буду занудничать)
ПА всегда калибруют по Соркину, т.к. это наиболее объективный тест, хотя и оставляет долю субъективизма, но меньшую чем в других известных тестах.
Просто по штатному тесту в Орке.
Крышки тестовых моделей отлично дают представление о коэффициенте потока
у Вас так много принтеров, вы занимаетесь коммерческой печатью?
А можно модельку улитки получить?
на Силк 3 цвет https://aliexpress.ru/item/1005007061770734.html
Принтеров 5, потому что я всё время в поисках идеального принтера, которого, разумеется. не существует.
Но раз они есть, без работы не стоят.
Принтеры, в хронологичесом порядке появления у меня:
Kingroon kp3s Pro
Kingroon kp3s
Elegoo Neptune 3pro
Creality K1
Flashforge Adventurer 5m
По универсальности и мощности обдува — К1.
Поэтому пока что оба у меня.
(При загрузке не убирать галку с накладыванием ватермарки сайта)
местами до наглого.
Для принтеров на Марлине традиционно использую 205гр
А вот Flashforge Adventurer 5m всё больше хочется. И желательно pro :-)
Использую тоже Orca Slicer.
Температура 220/60.
Скорость печати первого слоя 45 мм/с
Скорость печати внешнего периметра 200 мм/с
Скорость печати внутренних периметров 300 мм/с
Остальные параметры не менял, по умолчанию.