Пластик для 3D принтера от "Некрасовский полимер" / Prozhektor8kvt. Не гонялся бы ты, Поп...

- Цена: 26BYN / 798 RUR / $9
- Перейти в магазин
Понадобился мне недорогой пластик для принтера. Для всякой «технички», где не особо важен внешний вид. Я уже покупал на вайдлберис дешевый пластик от 123 3d, и был просто крайне приятно удивлён его качеством — причём, не то что «за эти деньги», а просто — отличный пластик, а как за эти деньги — дык просто огонь! А тут — вроде известный товарищ, который вроде разбирается в вопросе, что может пойти не так?
Поставляется в коробочке, пластик запаян в пакет, внутри силикагель в пакетике, в комплекте печатный корпус для фильтра и памятка


может показаться что пластика недоложили, но нет, г-на не жалко, да и сырой он, значит тяжелый, так что вес с катушкой был изначально 1184грамма, а то что на фото — где-то 1080г
Сам пластик имеет полуматовую текстуру, что насторожило — был у меня уже подобный PETG, печатался он не особо хорошо. Но мне в данном случае и не нужно качество, мне нужно дешево.
Мне нужно было отпечатать пару довольно больших кронштейнов (грамм по 150 каждый), первый я отпечатал еще более дешевым 123 3d, получится он отлично — гладкий, блестящий.
Зарядил обозреваемый, от «поставщика двора его Императорского Величества», как гласит надпись на коробке.
И сразу немного расстроился, потому что цвет детали не черный, скорее тёмно-серый, но я же искал дешево? Ну вот. Для технички пойдёт? Пойдёт, там не особо видно, абы прочный был.
Через часок печати я слышу от принтера странные звуки. И вижу что у детали поверхность какая-то рваная, а на сопло налип пластик. Я даже сначала не понял что произошло, думал может с моделью что не так, она пустотелая внутри оказалась, ну вот и завернуло как-то странно, а с предыдущей печатью просто повезло.
Потом решил что стоит попробовать просушить пластик. Просушивание изрядно помогает, в частности я печатал TPU и детали получались некрасивые и сопливые, и я это списывал на сложности печати таким типом пластика в принципе, но потом попробовал просушить — и о чудо, всё заиграло новыми красками.
И хотя у меня никогда не было каких-то серьёзных проблем при печали непросушенным пластиком (ни ABS, ни PLA, ни PETG), я таки попробовал его просушить. Помогло мне это слабо. Попробовал поднять температуру печати — тоже бесполезно. Параметры печати — стол 75 (адгезия к стеклу со сладкой водичкой отличная), температура по умолчанию для PETG у меня 235, тут разгонял до 250, ибо даже подумал что мне АБС прислали по ошибке. Пассивная термокамера.
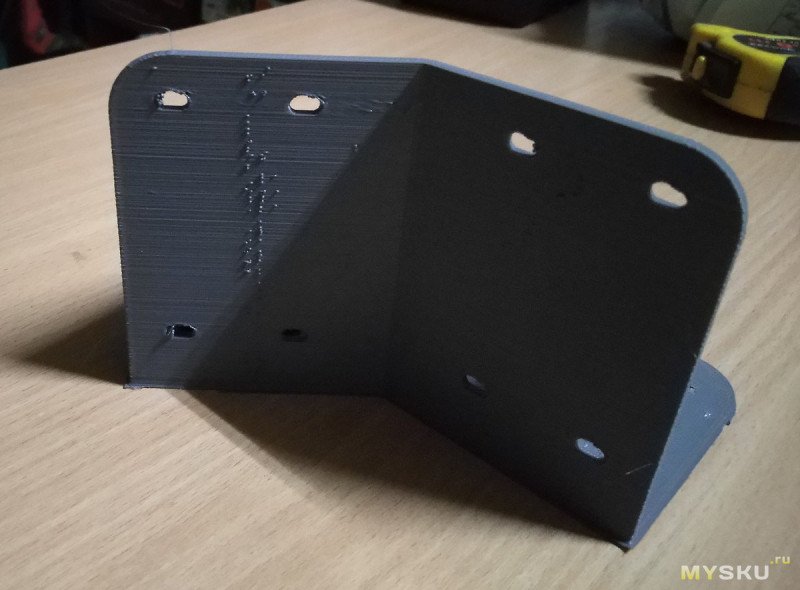
Вот что получается:





То есть пластик при печати не липнет сам к себе, начинает заворачиваться и налипает на сопло. Обратите внимание, какая гладкая поверхность у предыдущего слоя — такое впечатление что он вообще последний и по нему сверху никто и не пытался печатать.
Может я конечно недосушил. Но вы же не храните его в бочке с водой там на производстве? потому что ни с одним другим пластиком у меня не было вот такого вот кошмара. максимум — поверхность получается не особо красивая. А тут — ТАКОЕ. Отзывы при этом вроде бы положительные, но довольно сдержанные — подозреваю что люди думают что у них кривые руки. Несомненно, это рабочий вариант, но мне кажется что руки кривые еще и у производителя данного пластика, ибо, повторюсь, такой проблемной печати у меня еще не было. При том что я никогда особо не заморачивался сушкой пластика.
Так что я б пожалуй рекомендовал присмотреть какой-то другой пластик. Тот же 123 3d был еще дешевле, и сильно лучше — и по цвету и по качеству результата. И не сушил я его. Могу предположить, что обозреваемый пластик — вторичный в квадрате. И намешали туда какого-нибудь ABS для удешевления. Вот и не липнет он сам к себе и странно пахнет при печати.
Ваши варианты жду в комментах.
UPD: я провёл неожиданный эксперимент: напечатал ту же деталь на тех же настройках пластиком того же производителя (правда серого цвета) купленным в сентябре прошлого года.
И должен сказать, что результат — на 146% соответствует тому, чего я жду от дешевого непросушенного пластика на дефолтных настройках. где-то оторвало углы, где-то пошли пузырики которые сцарапываются ногтём, в целом — зашибись всё. а настройки призваны устранить нюансы, а не заставить принтер печатать-таки этим пластиком.
какой результат вам нравится больше? на переднем или на заднем плане? это, если что, та же деталь, но на обозреваемом пластике она в принципе не напечаталась

а это «сколько же он у вас там лежал» petg, который лежал на полгода дольше чем обозреваемый. фоткал специально так чтобы максимально показать все косяки, которых как для технички — да можно сказать что и нету.




ну и из этого эксперимента я могу сделать только один вывод: в сентябре прошлого года «невский полимер» делал нормальный недорогой пластик. а то что я купил в феврале — ДНИЩЕ, за которое сей поставщикъ по двору в лучшем случае поехал бы на каторгу. это если бы Государь смилостивился.
Поставляется в коробочке, пластик запаян в пакет, внутри силикагель в пакетике, в комплекте печатный корпус для фильтра и памятка
может показаться что пластика недоложили, но нет, г-на не жалко, да и сырой он, значит тяжелый, так что вес с катушкой был изначально 1184грамма, а то что на фото — где-то 1080г
Сам пластик имеет полуматовую текстуру, что насторожило — был у меня уже подобный PETG, печатался он не особо хорошо. Но мне в данном случае и не нужно качество, мне нужно дешево.
Мне нужно было отпечатать пару довольно больших кронштейнов (грамм по 150 каждый), первый я отпечатал еще более дешевым 123 3d, получится он отлично — гладкий, блестящий.
Зарядил обозреваемый, от «поставщика двора его Императорского Величества», как гласит надпись на коробке.
И сразу немного расстроился, потому что цвет детали не черный, скорее тёмно-серый, но я же искал дешево? Ну вот. Для технички пойдёт? Пойдёт, там не особо видно, абы прочный был.
Через часок печати я слышу от принтера странные звуки. И вижу что у детали поверхность какая-то рваная, а на сопло налип пластик. Я даже сначала не понял что произошло, думал может с моделью что не так, она пустотелая внутри оказалась, ну вот и завернуло как-то странно, а с предыдущей печатью просто повезло.
Потом решил что стоит попробовать просушить пластик. Просушивание изрядно помогает, в частности я печатал TPU и детали получались некрасивые и сопливые, и я это списывал на сложности печати таким типом пластика в принципе, но потом попробовал просушить — и о чудо, всё заиграло новыми красками.
И хотя у меня никогда не было каких-то серьёзных проблем при печали непросушенным пластиком (ни ABS, ни PLA, ни PETG), я таки попробовал его просушить. Помогло мне это слабо. Попробовал поднять температуру печати — тоже бесполезно. Параметры печати — стол 75 (адгезия к стеклу со сладкой водичкой отличная), температура по умолчанию для PETG у меня 235, тут разгонял до 250, ибо даже подумал что мне АБС прислали по ошибке. Пассивная термокамера.
Вот что получается:
То есть пластик при печати не липнет сам к себе, начинает заворачиваться и налипает на сопло. Обратите внимание, какая гладкая поверхность у предыдущего слоя — такое впечатление что он вообще последний и по нему сверху никто и не пытался печатать.
Может я конечно недосушил. Но вы же не храните его в бочке с водой там на производстве? потому что ни с одним другим пластиком у меня не было вот такого вот кошмара. максимум — поверхность получается не особо красивая. А тут — ТАКОЕ. Отзывы при этом вроде бы положительные, но довольно сдержанные — подозреваю что люди думают что у них кривые руки. Несомненно, это рабочий вариант, но мне кажется что руки кривые еще и у производителя данного пластика, ибо, повторюсь, такой проблемной печати у меня еще не было. При том что я никогда особо не заморачивался сушкой пластика.
Так что я б пожалуй рекомендовал присмотреть какой-то другой пластик. Тот же 123 3d был еще дешевле, и сильно лучше — и по цвету и по качеству результата. И не сушил я его. Могу предположить, что обозреваемый пластик — вторичный в квадрате. И намешали туда какого-нибудь ABS для удешевления. Вот и не липнет он сам к себе и странно пахнет при печати.
Ваши варианты жду в комментах.
UPD: я провёл неожиданный эксперимент: напечатал ту же деталь на тех же настройках пластиком того же производителя (правда серого цвета) купленным в сентябре прошлого года.
И должен сказать, что результат — на 146% соответствует тому, чего я жду от дешевого непросушенного пластика на дефолтных настройках. где-то оторвало углы, где-то пошли пузырики которые сцарапываются ногтём, в целом — зашибись всё. а настройки призваны устранить нюансы, а не заставить принтер печатать-таки этим пластиком.
какой результат вам нравится больше? на переднем или на заднем плане? это, если что, та же деталь, но на обозреваемом пластике она в принципе не напечаталась
а это «сколько же он у вас там лежал» petg, который лежал на полгода дольше чем обозреваемый. фоткал специально так чтобы максимально показать все косяки, которых как для технички — да можно сказать что и нету.
ну и из этого эксперимента я могу сделать только один вывод: в сентябре прошлого года «невский полимер» делал нормальный недорогой пластик. а то что я купил в феврале — ДНИЩЕ, за которое сей поставщикъ по двору в лучшем случае поехал бы на каторгу. это если бы Государь смилостивился.
Самые обсуждаемые обзоры
| +84 |
3233
103
|
Те же фильтры, которые они укладывают в коробку напечатаны просто хххх как, наверно можно обычной 3д ручкой лучше слепить, если это пример качества, то все вопросы сняты.
и я большие детали не печатаю,
не идеально конечно, но 3+ точно
Печать 60-80мм/с
Есть пластик PLA, печатал им нормально, но вздумалось его посушить. Положил на тепловой узел (толстые трубы на входе в здание, примерно 70 градусов по теплосчетчику) и забыл про него на несколько дней.
Теперь для нормальной печати нужно выставлять около 240-250 градусов (рекомендованная -190-200), если ниже — начинаются пропуски (не выдавливается).
В прутке не ломается, готовые изделия тоже нормальные.
У меня вместо аромо-банки — озонатор )))
На память.
есть вероятность, что греть не успевает, типа скорость большая?
Но вот последняя партия чёрного — такая же как в обзоре.
Для того чтобы всё спекалось и блестело печатаю на 15 градусов горячее и немного медленнее чем «стандартный» PETG.
По поводу сушки. Зачем устраивать лотерею, сухой пластик или влажный?
Сушу абсолютно любой пластик (сейчас у меня катушек 25 разных цветов) и храню его в герметичных пакетах.
Конкретно этот пластик сушить ОБЯЗАТЕЛЬНО.
Один из моментов за счёт чего производителю удаётся держать низкую цену, это отсутствие сушки на производстве.
И об этом производитель пишет в первом пункте своей рекомендации.
Точнее не только в ней.
Я написал 2 параметра которые я изменил и которые позволили мне печатать им хорошо.
Кстати, в посте выше я не написал про значения скорости. Стандартно я печатаю 80-100 мм/с.
А этим пластиком я в меню принтера вручную ставлю 75% от этой скорости.
Про сушку я написал потому что я всегда хорошо просушиваю пластик. А ты, судя по статье, нет.
И это тоже может влиять на качество печати.
Кстати, у катушек из этой партии ещё и намотка ужасная.
PS
Я не пытаюсь оправдать производителя, здесь он накосячил серьёзно. Я просто описал свой опыт печати таким пластиком.
пластик я сушу крайне редко — потому что в 90% случаев я печатаю всякую техничку, где внешний вид не особо важен, да и не вижу я глобальных проблем с непросушенным пластиком — ну сопельки будут местами на Petg, ну пузырьки иногда.
upd: а не, нифига. опять та же фигня. в мусорку короче.
заполнение — 100
всё остальное — 80
ширина линии переменная 0,3-0,6 соплом 0,4
Катушку закинул в духовку на полдня при 60 градусах.
Крупного не печатал, но с мелочевкой проблем пока нет.
Брал относительно давно красный и синий. Красный — отличный, а синий — какой-то не PETG. Больше на TPU походит или SBS. Ну не может PETG гнуться на 180гр и восстанавливать форму.
Брал еще черный «брак, гуляет толщина», но пока особо не печатал и «гуляет толщина» не заметил ))) Зато в отзывах на обычный пишут что гуляет.
123 3d продают еще на озоне, продавец Sweet 3d. Иногда там дешевле. По поводу цены. У 123 3d сейчас вес — 0.9кг. Поэтому надо пересчитывать на кг. По качеству — отличный на лето 2022 был, кроме количества пигмента. Черный не такой черный, белый тоже.
1) В инструкции фото которой вы выложили есть адрес почты. И вместо длительных мучений можно было просто написать производителю и получить консультацию. Поддержка у нас если не круглосуточная но отвечать мы стараемся максимально оперативно. Тем более отвечает руководство лично. И можно было ускорить решение проблемы.
2) По самой проблеме. Судя по фото и описанию проблемы это простая недоэкструзия. На фото видно как в начале линии и в ее конце пластик подается как надо. Как и нижние слои отпечатываются как надо. Наша рекомендация проста. 1) Сушка пластика. она помогает в стабилизации настроек. 2) Повышение температуры печати (Не мне вам объяснять что каждый принтер измеряет температуру в условных единицах. И тут необходимо подбирать настройки индивидуально). 3) Поработать с обдувом. Лучше сделать меньше. Матовость показатель недогрева. 4) При переходе от одного производителя к другому необходимо делать стандартные тесты. Температурную башню и тест на откаты. А не «сразу в бой. »
Ну и от себя. Почитав вашу статью и ваши комментарии что здесь что на других ресурсах. Честно это не очень похоже на обзор. Больше похоже на вендетту. Тут и про положительные отзывы которые: «Отзывы при этом вроде бы положительные, но довольно сдержанные» А как выглядят несдержанные отзывы? Для нас самый крутой отзыв это 5 звезд. И Благодарность и обещание купить еще. Часто пишут просто «Хороший пластик». 5 звезд есть 5 звезд. Ну и не забываем про продажи. Довольный покупатель купит еще. И скорее всего оценку даже не поставит. Так же про
«удельная плотность пластика какая-то тоже не такая…» Я понимаю если бы вы измерили пруток и его точный объем, взвесили. После чего сравнили с плотностью по документации. А как вы сделали вывод про удельную плотность я не представляю. Еще писали: «то есть то что у прожектора тяжелее — так это может за счёт воды.» (с 3д тудея) Это вообще не знаю как комментировать. Вы много что еще писали не буду заострять на каждом аспекте и слове внимания. Как итог. Можно было просто написать производителю по вложенной инструкции и решить вашу проблему так как если бы она была массовой нас бы просто заклевали. Но видать цель была не решение проблемы. Ведь если почитать отзывы видно что температура печати разнится у людей. На WB даже был отзыв что человек прекрасно печатает белым на 220 градусах. А есть кто прекрасно печатает 260. У нас самих в одной комнате стоят два принтера на одном принтере 265 градусов. на втором 235. PS. Сколько ж он у вас лежал. В том плане что этой коробке месяца 2 если не 3. Мы сменил рекомендуемые настройки на коробке и добавили стикер «Смотрите инструкцию перед печатью» И это было очень давно. Как вариант помимо складской влаги он уже мог и дома напитаться если вы его держали открытым все это время.
Да и чем вы объясните, что часть катушки матовая, часть глянцевая? Про намотку я просто молчу это однозначно ручная и переломы, и перехлесты.
Я понимаю, что стоимость как бы намекает, но не на столько же жертвовать качеством и своим именем
а для чистоты эксперимента и вердикта о том у кого же кривые руки — я сейчас поставил печататься ту же деталь (которая прекрасно распечаталась еще более дешевым 123 3д) серым пластиком вашего же производства, купленным в сентябре 2022 года. эксперимент будет максимально корректным — тот пластик я тоже не сушил, лежал он рядышком с этим, правда на полгода дольше — ну так тем интереснее. и выглядит он гораздо симпатичнее — блестящий, ровненький, и печатать я им пробовал еще тогда — и всё мне понравилось. и что-то мне подсказывает что и сейчас проблем с печатью не будет…
можно играться с температурами, скоростями и экструзией, только вот совершенно все без исключения пластики, хоть после сушки, хоть до — не имели и близко подобных проблем, на совершенно стандартных настройках. в случае же данного пластика я задрал температуру вплоть до 250 градусов, уменьшил скорость на 25%, и это не дало НИЧЕГО. обдув на этой высоте по-моему процентов 10 еще, некуда его уменьшать, хотя это тоже интересная идея.
и случай это не единичный. и можно предположить что проблема тут в руках. может быть даже в руках тех кто печатает. но когда так себя ведёт один из десятка разных petg пластиков, причём в тех же условиях когда все остальные печатаются вообще без заморочек, а тут и после попытки настроить-то нифига не работает… наверно всё же дело в руках производителя.
я попробую еще другие детали печатать. наверно. хотя скорее всего просто напечатаю и другие из другого недорогого пластика, который не страшно оставить в принтере на ночь.
потому что когда при покупке новой катушки пластика нужно с ним вначале экспериментировать не для достижения идеального результата, а чтобы оно вообще начало печатать — я к такому не готов.
»
у вас принтер что, больше 255 не поддерживает температуру? меняйте принтер!
а если мне покупая у того же производителя тот же пластик нужно каждый раз терять кучу времени (а до того момента как проявится косяк проходило наверно часа два, на такой площади, 100% заполнении и не таких высоких скоростях) — я предпочту купить любой другой пластик. а выделываться с подбором температур и скоростей в широчайшем диапазоне вплоть до плавления меди и скорости улитки в утренний день на северном склоне фудзиямы — увольте, не моё. тем более, я знаю что вы умеете. ну или умели. изменили формулу? решили сэкономить? уволили технолога? отлично, в добрый путь.
Но он же заставил меня «по необходимости» с настройками потока, скоростью подачи, заставил поставить марлин 2 (первый как по мне для простого использования удобней). Принтер kingroon kp5l. Другие пластики спекались при тех же настройках.
Первоначально победил повысив поток на 5% и температуру печати на 5 градусов. Дальше (с вторым марлином) уже настроил шагистику на вывод 10см прутка.
Кстати внешне выглядело вполне прилично. Рассыпаться стало когда немного потеребил в руках…
Но больше не Некрасовский полимеръ не куплю.