ЧПУ станок для дерева: LUNYEE 3018 Pro Max в действии

- Цена: 24 800 ₽
- Перейти в магазин
Сегодня обзор на доступный гравер по дереву из поднебесной.
Вещь бюджетная, но, как оказалось, с большими возможностями.
Пока ещё не понятно, что это за он. Но скоро узнаем!
Пишу обзоры(как повелось)- редко, но метко.
И надеюсь статья Вам понравиться- мне это будет очень приятно!
Но надо Ваше участие. И обратная связь.
Готовы?
Ну что? Погнали?
Начнём с самого главного:
Название модели: LUNYEE 3018PRO MAX
Рабочая область: 300 x 180 x 80 мм.
Габаритные размеры: 422 x 414 x 350 мм.
Макс. скорость: 5000 мм/мин.
Управляющее программное обеспечение: Программное обеспечение на основе прошивки GRBL, например Fusion360, Easel, Candle, UGS, LaserGRBL, LightBurn
Материал корпуса: Алюминиевый сплав и углеродистая сталь.
Точность: ±0,1 мм.
Двигатель шпинделя: Двигатель шпинделя 500 Вт.
Шаговый двигатель: NEMA 17.
Безопасность: Концевой выключатель XYZ и аварийный выключатель.
Источник питания: AC110/230V (питание выключателя).
Вес нетто: 13 кг.
Приходит это всё вот в такой вот коробочке:
 Сразу после вскрытия обнаруживаем инструкцию. Без неё никак.
Сразу после вскрытия обнаруживаем инструкцию. Без неё никак.
 Далее находим инструмент для сборки станка. Тоже надо.
Далее находим инструмент для сборки станка. Тоже надо.
 Помимо этого у нас в комплекте лежит всё, что нам понадобится: провода, кнопка аварийки, датчик настройки положения оси Z. Само собой, в комплекте идут болты для крепления жертвенного стола. Собственно, сама плата управления станком. И естественно, у нас есть в комплекте фрезы. Небольшое количество вкусняшек, которые могут понадобиться. Собственно, сам шпиндель с цангой ER14. Также мы не сможем никуда деться без наших любимых проводочков. В комплекте какой-то интересный пульт. Будем разбираться. Верхняя подвижная часть нашего станка и, собственно, неподвижная часть станка. Его основа и опора. А вот и всё, что лежало в коробке на одном кадре.
Помимо этого у нас в комплекте лежит всё, что нам понадобится: провода, кнопка аварийки, датчик настройки положения оси Z. Само собой, в комплекте идут болты для крепления жертвенного стола. Собственно, сама плата управления станком. И естественно, у нас есть в комплекте фрезы. Небольшое количество вкусняшек, которые могут понадобиться. Собственно, сам шпиндель с цангой ER14. Также мы не сможем никуда деться без наших любимых проводочков. В комплекте какой-то интересный пульт. Будем разбираться. Верхняя подвижная часть нашего станка и, собственно, неподвижная часть станка. Его основа и опора. А вот и всё, что лежало в коробке на одном кадре.
 Несмотря на то, что станок бюджетной сборки, тем не менее мы попробуем на нём сделать какие-нибудь чумовые вещи. И получится это или нет, мы скоро узнаем.
Несмотря на то, что станок бюджетной сборки, тем не менее мы попробуем на нём сделать какие-нибудь чумовые вещи. И получится это или нет, мы скоро узнаем.
Проверяем перпендикулярность.
 Устанавливаем основное навесное: двигатель, материнская плата и кнопка аварийки. Далее извлекаем три жмени проводов.
Устанавливаем основное навесное: двигатель, материнская плата и кнопка аварийки. Далее извлекаем три жмени проводов.
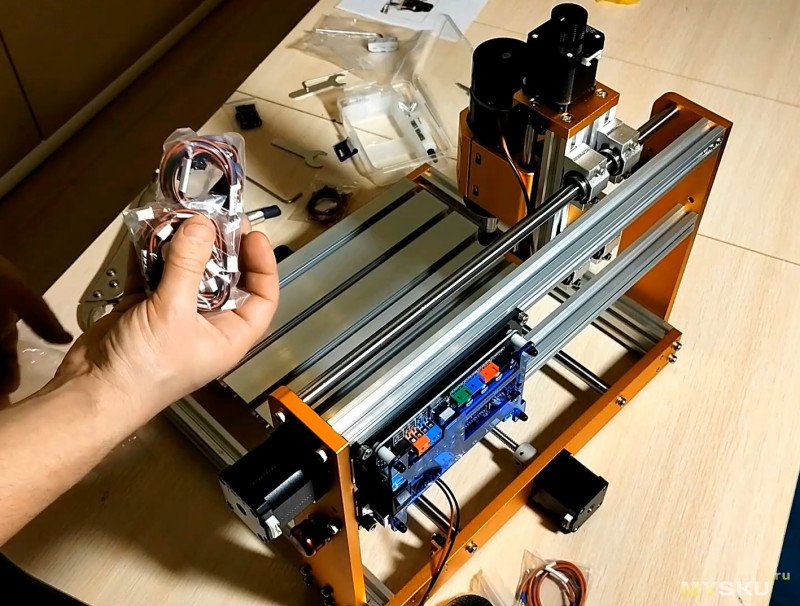 Предварительно это всё подключаем. Естественно, после данной операции получаем вот такое абы что, с чем сейчас и будем бороться.
Предварительно это всё подключаем. Естественно, после данной операции получаем вот такое абы что, с чем сейчас и будем бороться.
 Выбираем провода, которые можно соединить в общий какой-то пучок. И в комплекте, кстати, есть гофрочка.
Выбираем провода, которые можно соединить в общий какой-то пучок. И в комплекте, кстати, есть гофрочка.
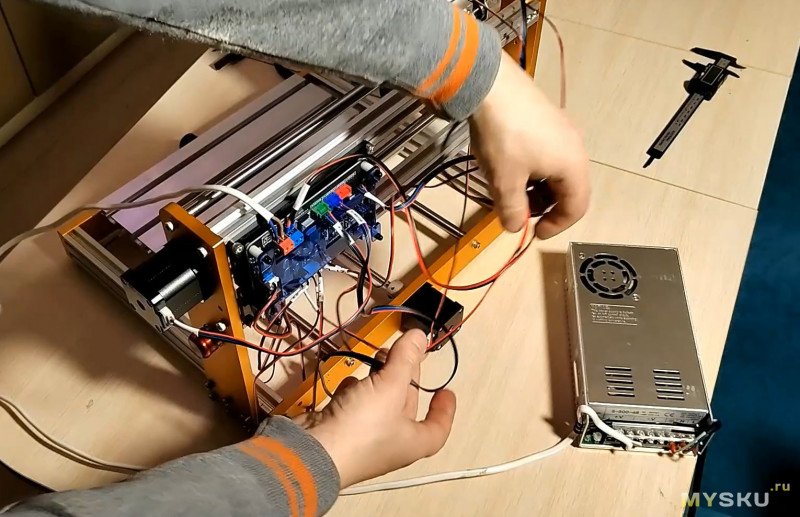
 А вот на данном этапе немножко рекомендую переделать всё иначе, не так, как предусмотрено у производителя. Считаю неправильным, чтобы блок питания находился на станке, поэтому через просто удлиняющий провод вынес его в сторону.
А вот на данном этапе немножко рекомендую переделать всё иначе, не так, как предусмотрено у производителя. Считаю неправильным, чтобы блок питания находился на станке, поэтому через просто удлиняющий провод вынес его в сторону.
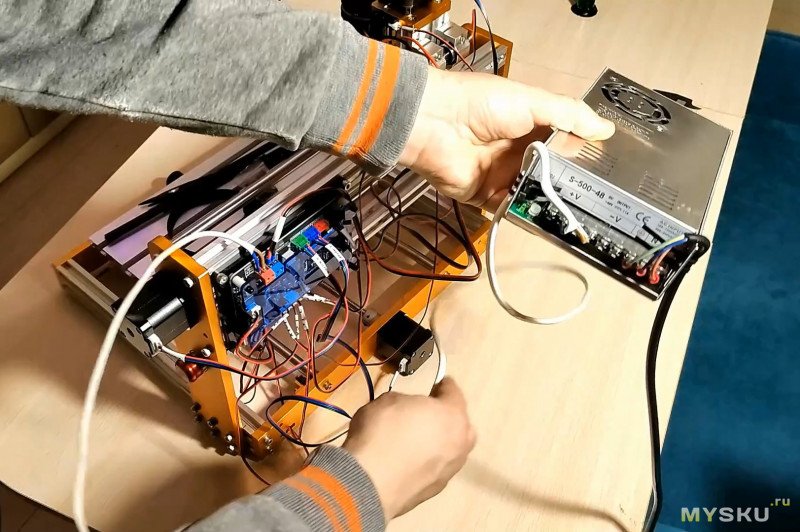 После данных операций по наведению порядка посмотрите, как культурненько стал выглядеть станочек. У нас, по сути, остался только один провод. С обратной стороны станка у нас тоже наведён порядок, всё на хомутиках. Также я разработал 3D модельки, которые помогут навести этот порядок. Слева снизу, как видно, тоже всё окультурил. А вот как выглядит моя доработка в районе верхнего шагового двигателя. По факту, посмотрите, получилось у нас всё очень компактно.
После данных операций по наведению порядка посмотрите, как культурненько стал выглядеть станочек. У нас, по сути, остался только один провод. С обратной стороны станка у нас тоже наведён порядок, всё на хомутиках. Также я разработал 3D модельки, которые помогут навести этот порядок. Слева снизу, как видно, тоже всё окультурил. А вот как выглядит моя доработка в районе верхнего шагового двигателя. По факту, посмотрите, получилось у нас всё очень компактно.

 Собирается очень быстро, фактически с двух частей. На самом деле больше занимает времени разводка самих проводов.
Собирается очень быстро, фактически с двух частей. На самом деле больше занимает времени разводка самих проводов.
Осталось только проверить его в деле, чем мы сейчас и займёмся.
Первый запуск, а точнее визуализацию решено сделать в помещении.
 Далее мы знакомимся с одной из двух программ, которые будем сегодня использовать.
Далее мы знакомимся с одной из двух программ, которые будем сегодня использовать.
Называется эта программа Universal Gcode Sender. Настраивается она в автоматическом режиме. Просто нажимаете кнопочку далее, далее, далее и она начинает работать.
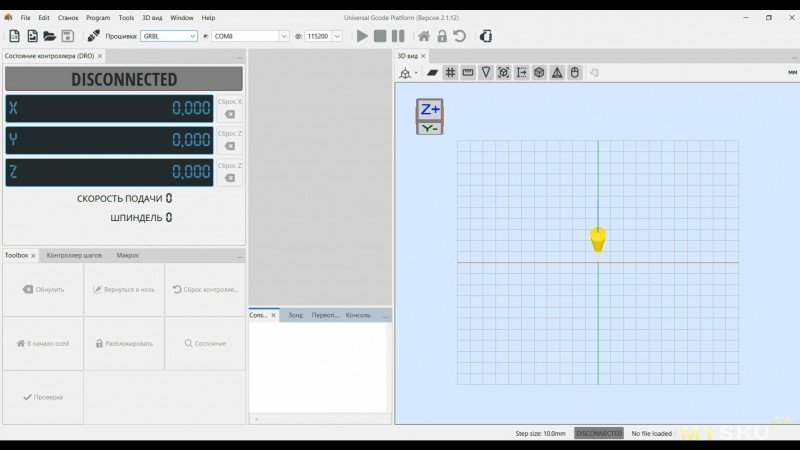 Скорее всего, при первом подключении получите ошибку.
Скорее всего, при первом подключении получите ошибку.
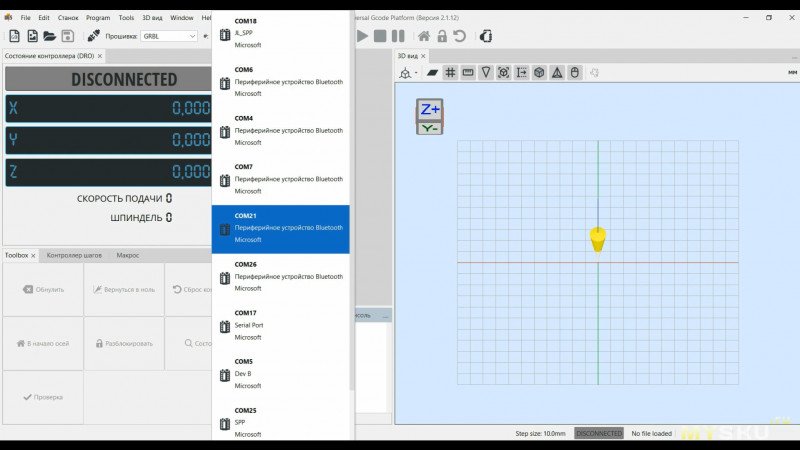 Дело в том, что ваш порт выбран неправильно.
Дело в том, что ваш порт выбран неправильно.
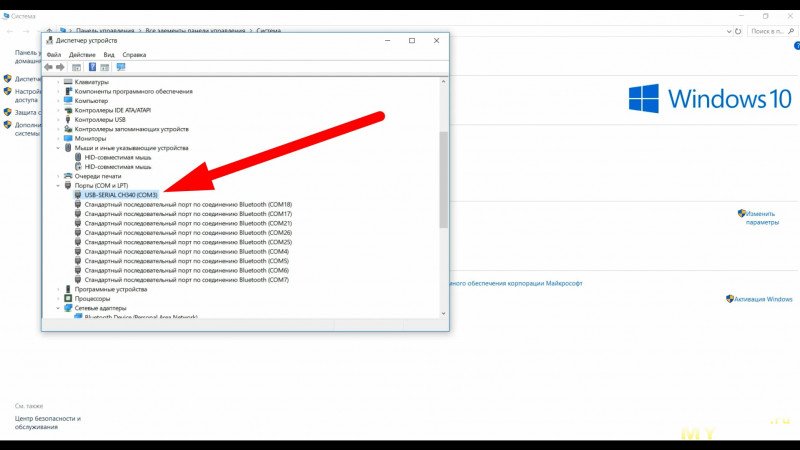
Конечно, можно просто перебирать это всё методом тыка, но лучше зайти в диспетчер устройств и посмотреть при подключении станка, какой именно порт у нас определяется. В данном случае это 3, собственно, его и выбираем.
 После этой операции станочек сразу же оживает. У нас становятся активны кнопочки в меню Toolbox и кнопки управления. Можно даже взять и поюзать наш станочек. Он должен повторять движение. Есть также очень важная менюшка настроек, в которую, если зайти, можно менять параметры станка, но в этом надо разбираться, поэтому без дела ничего не меняем. Единственное, что рекомендую подачу по Z увеличить раза в три. По заводу слишком мало.
После этой операции станочек сразу же оживает. У нас становятся активны кнопочки в меню Toolbox и кнопки управления. Можно даже взять и поюзать наш станочек. Он должен повторять движение. Есть также очень важная менюшка настроек, в которую, если зайти, можно менять параметры станка, но в этом надо разбираться, поэтому без дела ничего не меняем. Единственное, что рекомендую подачу по Z увеличить раза в три. По заводу слишком мало.
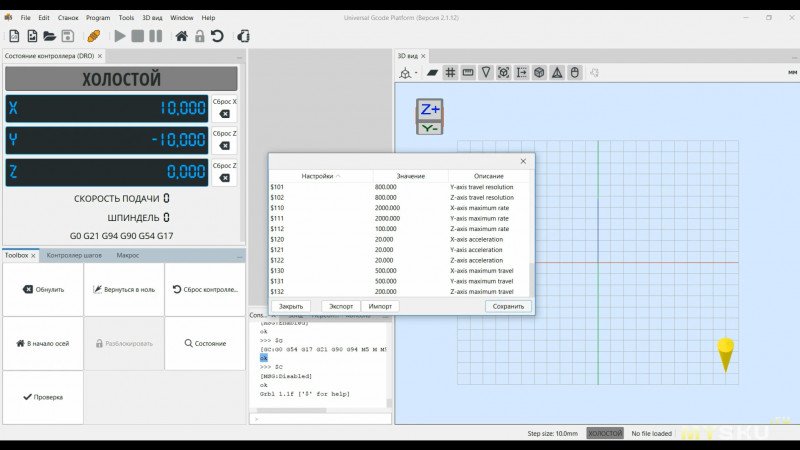 Но эти все настройки- на свой страх и риск. Лучше до этого всё заскриншотить. Чтобы можно было вернуть обратно.
Но эти все настройки- на свой страх и риск. Лучше до этого всё заскриншотить. Чтобы можно было вернуть обратно.
Теперь касательно фрез. У меня фрез большой ассортимент, они у меня уже накопились. Есть вот такие вот кукурузные, есть для гравировки точных поверхностей. Также в этом наборе у нас штатная фреза, которая идёт в комплекте. Также у меня есть пара фрез с закруглением на конце и с радиусом маленького и большого размера. Также у меня есть несколько фрез для черновой обработки.
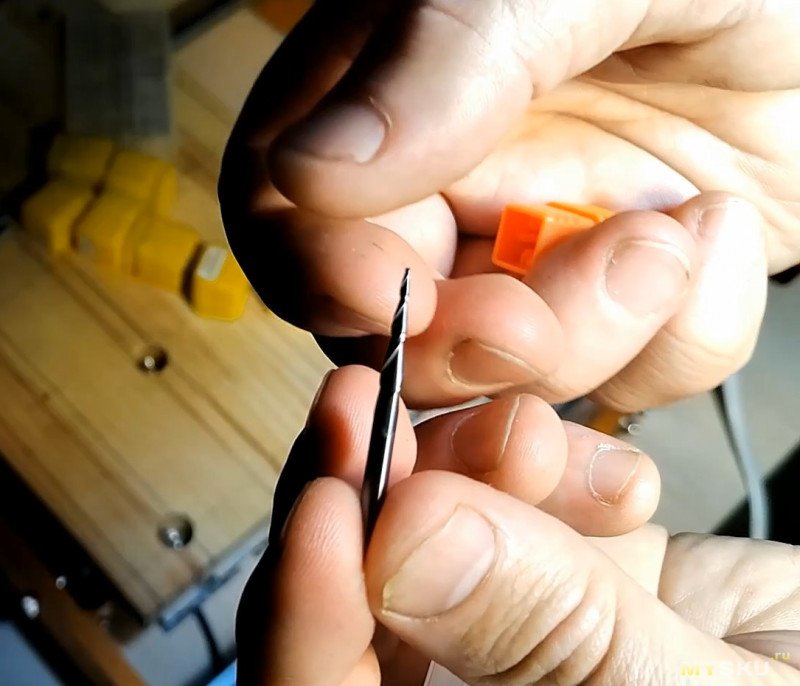
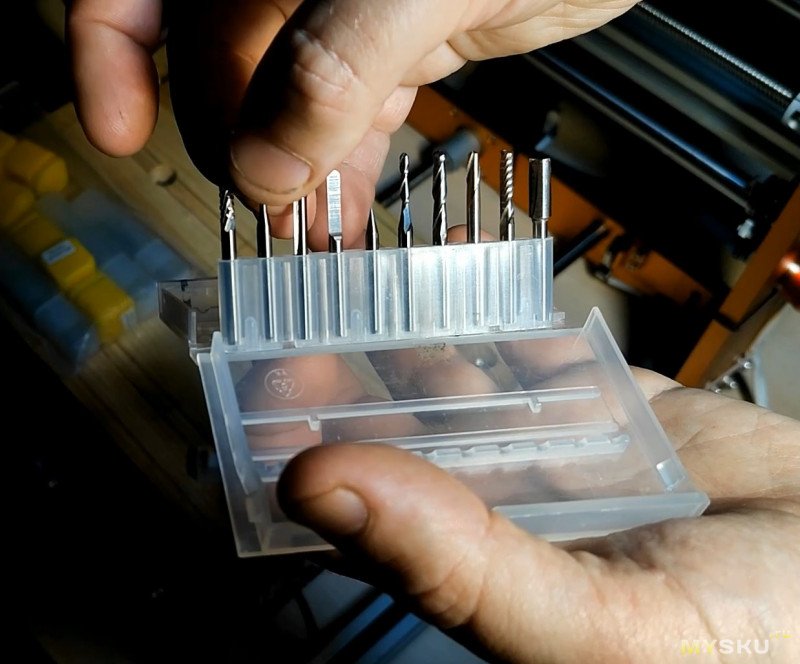 Вот эта фреза у нас однозаходная, для черновой обработки.
Вот эта фреза у нас однозаходная, для черновой обработки.
 И есть более производительная двухзаходная фреза, просто большего диаметра. Ну а уж для совсем черновой обработки будем использовать вот такую фрезу, но уже с хвостовиком 6 мм. Фрезы брал на Wildberries. Размеры 8, 10 и 12 мм.
И есть более производительная двухзаходная фреза, просто большего диаметра. Ну а уж для совсем черновой обработки будем использовать вот такую фрезу, но уже с хвостовиком 6 мм. Фрезы брал на Wildberries. Размеры 8, 10 и 12 мм.
 А вот и самая важная фреза, которая в программе называется конусная с шариком на конце. По сути, это фреза для вырезки 3D-моделей. Брал на OZON.
А вот и самая важная фреза, которая в программе называется конусная с шариком на конце. По сути, это фреза для вырезки 3D-моделей. Брал на OZON.

 Учитывая, что все фрезы имеют свой хвостовик, нам понадобятся ещё вот такие переходники под разные диаметры, которых у меня, как видно, много. Брал на OZON.
Учитывая, что все фрезы имеют свой хвостовик, нам понадобятся ещё вот такие переходники под разные диаметры, которых у меня, как видно, много. Брал на OZON.
 В общем, нам придётся немножко прибарахлиться, хотя бы вот такой комплект.
В общем, нам придётся немножко прибарахлиться, хотя бы вот такой комплект.
 Выбираем внимательно. Фрезу с хвостовиком 8 мм мы не зажмём в патрон ER14! Только до 7 мм максимум.
Выбираем внимательно. Фрезу с хвостовиком 8 мм мы не зажмём в патрон ER14! Только до 7 мм максимум.
Далее надо подготовить жертвенный стол. Что такое жертвенный стол в двух словах? Это стол, который можно, грубо говоря, нещадно портить, потому, что портить сам алюминиевый столик, который у нас выставлен идеально, нежелательно, поэтому и используется жертвенный стол, чем мы сейчас и займёмся. Взял подходящую по размерам заготовку(чуть больше размером чем 300x180мм.). По-быстрому набил сверлом по дереву отверстия на 14. Идеально подходит под шляпки — болтов на 6 мм.
 Решил тут уже сильно не выпендриваться. Просто к этому столу потом буду крепиться шурупами. Но, естественно, для этого нам стол надо сначала идеально выровнять, выставить и зажать.
Решил тут уже сильно не выпендриваться. Просто к этому столу потом буду крепиться шурупами. Но, естественно, для этого нам стол надо сначала идеально выровнять, выставить и зажать.
Теперь давайте разбираться с другой программой, которая называется Aspire Vectric версия 12.
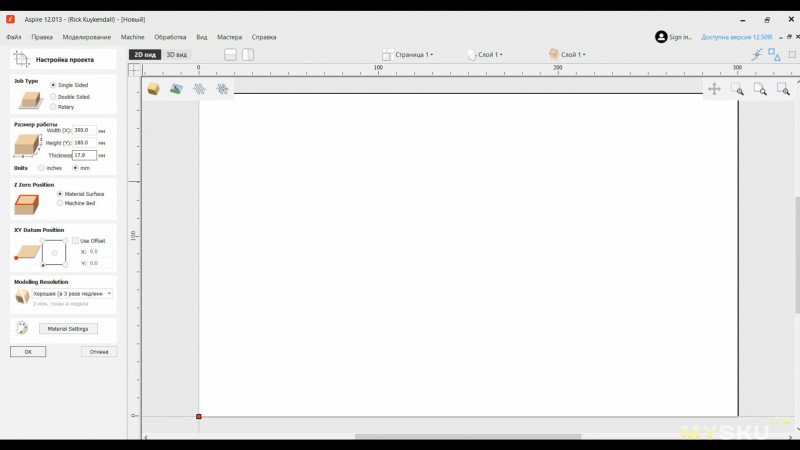
 В которой, само собой, надо выбрать наш размер стола 300 на 180. И высоту заготовки тоже надо задать именно в миллиметрах. Выбираем ноль оси Z, естественно, сверху. И также, где будет начало координат, слева внизу. Далее выбираем качество обработки. Здесь внимательно- всё написано. Чем выше качество, тем дольше будет производиться гравировка. Предварительная настройка готова. Нажимаем окей.
В которой, само собой, надо выбрать наш размер стола 300 на 180. И высоту заготовки тоже надо задать именно в миллиметрах. Выбираем ноль оси Z, естественно, сверху. И также, где будет начало координат, слева внизу. Далее выбираем качество обработки. Здесь внимательно- всё написано. Чем выше качество, тем дольше будет производиться гравировка. Предварительная настройка готова. Нажимаем окей.
 И у нас появляется внутреннее меню программы, где можно выбирать 2D или 3D вид просмотра, либо выбрать любые геометрические фигуры. Нас в данном случае интересует просто прямоугольник, который мы растянем на весь размер нашего стола, собственно, для того, чтобы его и профрезеровать.
И у нас появляется внутреннее меню программы, где можно выбирать 2D или 3D вид просмотра, либо выбрать любые геометрические фигуры. Нас в данном случае интересует просто прямоугольник, который мы растянем на весь размер нашего стола, собственно, для того, чтобы его и профрезеровать.
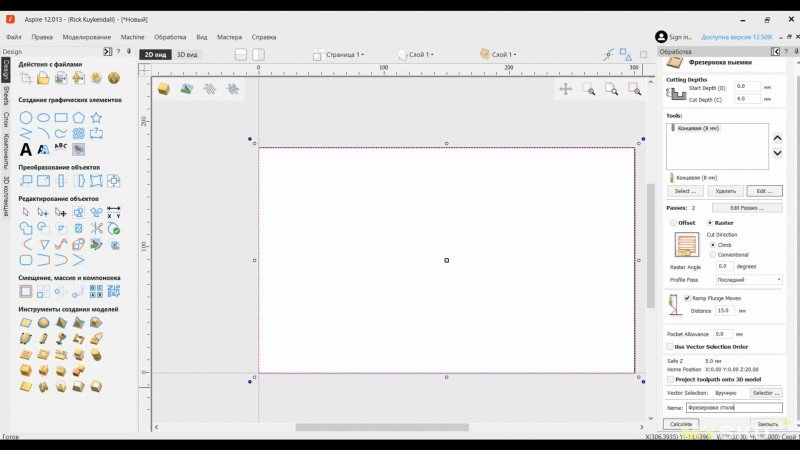
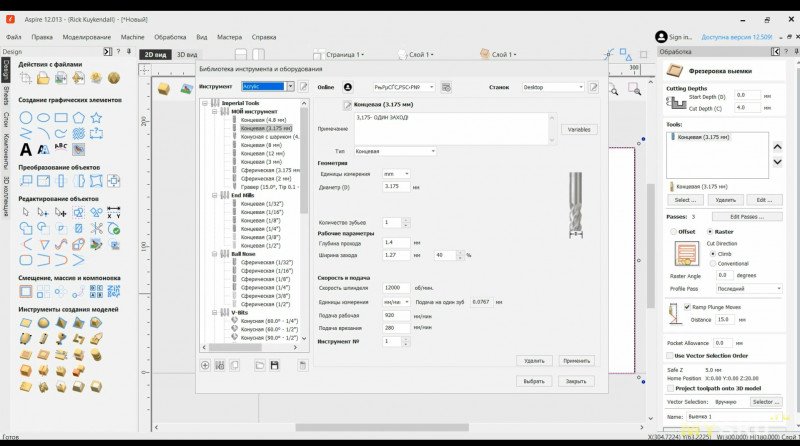
 Справа вверху, нажав на кнопочку, открывается дополнительное меню настроек, где можно задать соответствующие настройки. Выбрать инструмент. Ниже выбираем принцип фрезеровки, тут уже на свой вкус. И также можно оставить плавное врезание. Так же надо выбрать нужную фрезу.
Справа вверху, нажав на кнопочку, открывается дополнительное меню настроек, где можно задать соответствующие настройки. Выбрать инструмент. Ниже выбираем принцип фрезеровки, тут уже на свой вкус. И также можно оставить плавное врезание. Так же надо выбрать нужную фрезу.
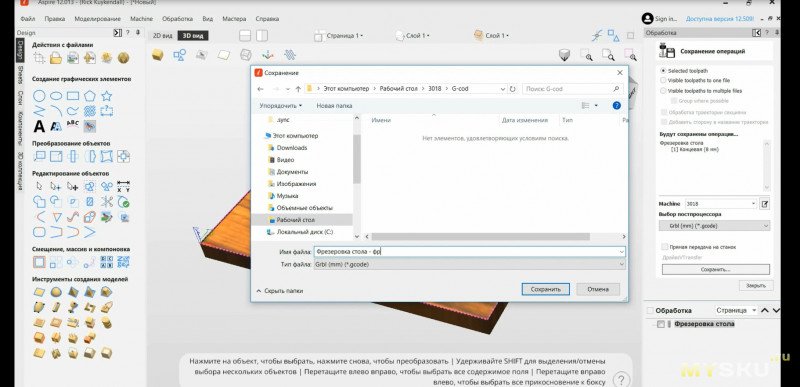
 Естественно, нашу управляющую программу надо назвать.
Естественно, нашу управляющую программу надо назвать.
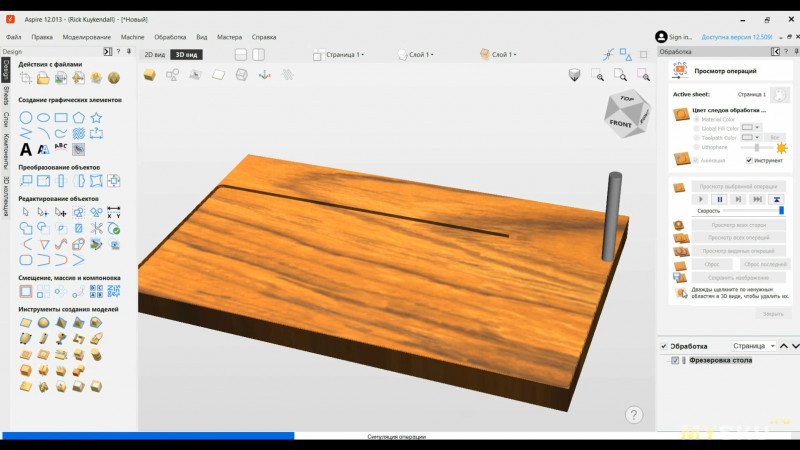
 Сразу после нажатия кнопочки у нас появится окно 3D вида, в котором будет разрисовано всё полностью каждое движение фрезы и в каком порядке. И что удобно, есть кнопочка визуализации, то бишь ошибок можно избежать ещё на этапе создания.
Сразу после нажатия кнопочки у нас появится окно 3D вида, в котором будет разрисовано всё полностью каждое движение фрезы и в каком порядке. И что удобно, есть кнопочка визуализации, то бишь ошибок можно избежать ещё на этапе создания.
 Уменьшим глубину фрезеровки, чтобы это всё делалось за один проход, так как нам, в принципе, больше снимать и не надо. Снимаем минимальный слой. Далее нам надо сохранить данную управляющую программу. Создаём с названием станка 3018. Находим именно этот пункт и именно в миллиметрах. GBL в миллиметрах. И сохраняем созданный нами управляющий G-код.
Уменьшим глубину фрезеровки, чтобы это всё делалось за один проход, так как нам, в принципе, больше снимать и не надо. Снимаем минимальный слой. Далее нам надо сохранить данную управляющую программу. Создаём с названием станка 3018. Находим именно этот пункт и именно в миллиметрах. GBL в миллиметрах. И сохраняем созданный нами управляющий G-код.
Данный G-код можем сразу открыть в программе, которая является исполняющей Universal Gcode Sender. Нам понадобится некоторое время, чтобы загрузить G-код.
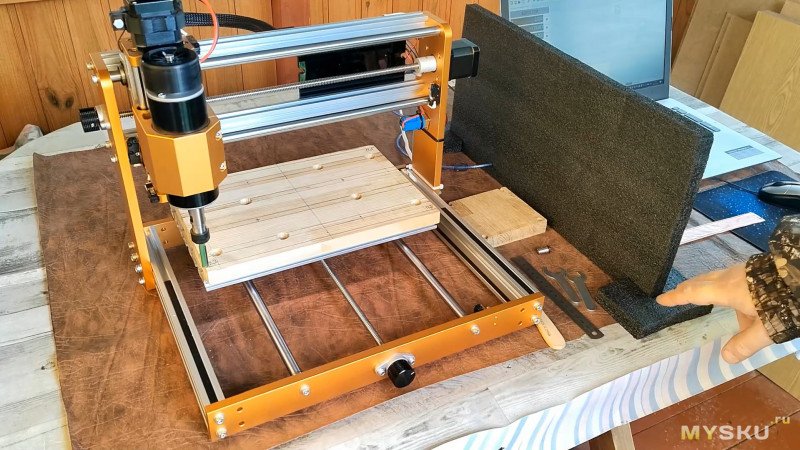
В общем, так вот организовал рабочее место, на котором будем тестировать. Стол у меня не сильно большой, и нет как будто бы свободного места. Получается, немножко не хватает. Конечно, ноутбук можно вообще метра на два-три убрать, потому что отсюда будет сейчас лететь очень много мусора.
 На ходу придумал заслонку из из того что шло в комплекте со станком. Теперь будет чисто. Чтобы ноутбук, как говорится, не пачкать. Но провод позволяет это сместить гораздо дальше.
На ходу придумал заслонку из из того что шло в комплекте со станком. Теперь будет чисто. Чтобы ноутбук, как говорится, не пачкать. Но провод позволяет это сместить гораздо дальше.
 Всё. Создаём управляющую программу и устанавливаем фрезу какую-нибудь высокопроизводительную. Первым делом переставляем нашу цангу, потому что у меня хвостовик в ней шестёрка. Соответственно, используем переходник на шесть.
Всё. Создаём управляющую программу и устанавливаем фрезу какую-нибудь высокопроизводительную. Первым делом переставляем нашу цангу, потому что у меня хвостовик в ней шестёрка. Соответственно, используем переходник на шесть.
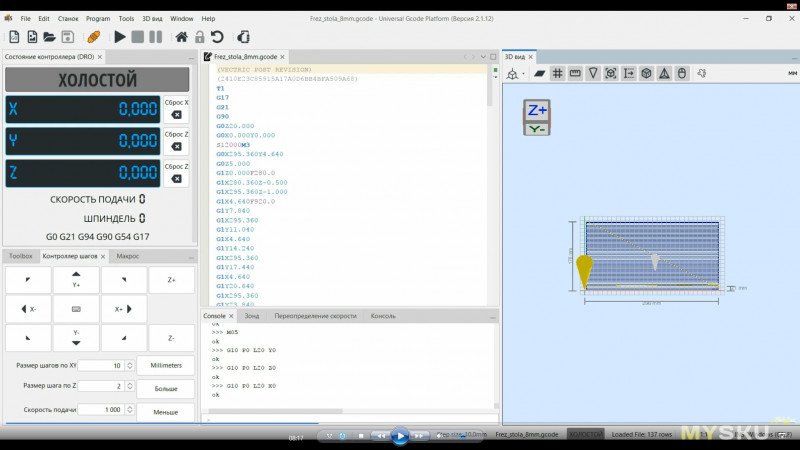
Управляющая программа по фрезеровке стола в UGS выглядит вот так:
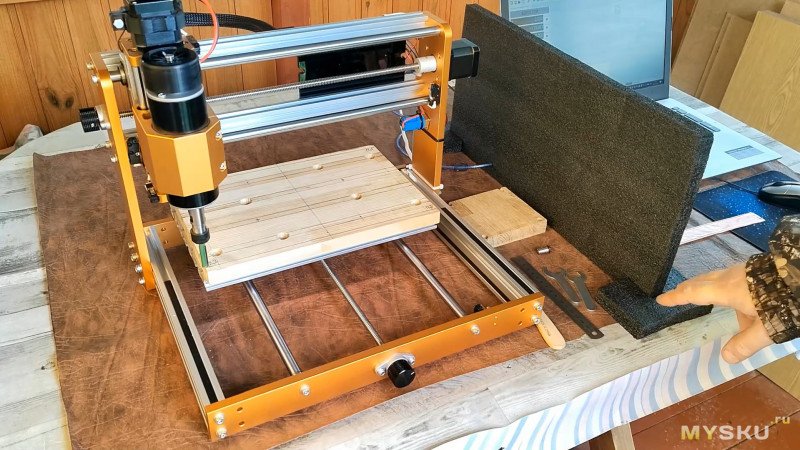
 Неплохой лайфхак. Сделал из упаковки от станка импровизированные такие ножки. Прорезал отверстие для выведения провода. И у нас получилась стенка, чтобы, как говорится, не захламлять наш ноутбук опилками, потому что опилок будет, на самом деле, прилично.
Неплохой лайфхак. Сделал из упаковки от станка импровизированные такие ножки. Прорезал отверстие для выведения провода. И у нас получилась стенка, чтобы, как говорится, не захламлять наш ноутбук опилками, потому что опилок будет, на самом деле, прилично.
 Сейчас фреза проходит всё по периметру, как мы и задали программой. Снимает небольшой припуск:
Сейчас фреза проходит всё по периметру, как мы и задали программой. Снимает небольшой припуск:

 Увидев, насколько это грязная работа, решил доработать станок из того, что у нас было в комплекте. Вырезал ещё вот такую вот защиту от пыли, точнее две.
Увидев, насколько это грязная работа, решил доработать станок из того, что у нас было в комплекте. Вырезал ещё вот такую вот защиту от пыли, точнее две.
 Они между собой стыкуются и полностью закрывают наш станок от пыли. По сути, у нас, смотрите, как аккуратно всё получилось. Вся пыль будет уходить в стороны. Вся эта система будет двигаться вместе со столом. Я думаю, будет очень удобно.
Они между собой стыкуются и полностью закрывают наш станок от пыли. По сути, у нас, смотрите, как аккуратно всё получилось. Вся пыль будет уходить в стороны. Вся эта система будет двигаться вместе со столом. Я думаю, будет очень удобно.

Сделаю небольшое отступление. Изначально планировалось, что я буду показывать полный гайд работы в Aspire Vectric 12 с полноценным разжёвыванием и созданием УП программы. Но я думаю, что это не совсем то, что сейчас нужно.
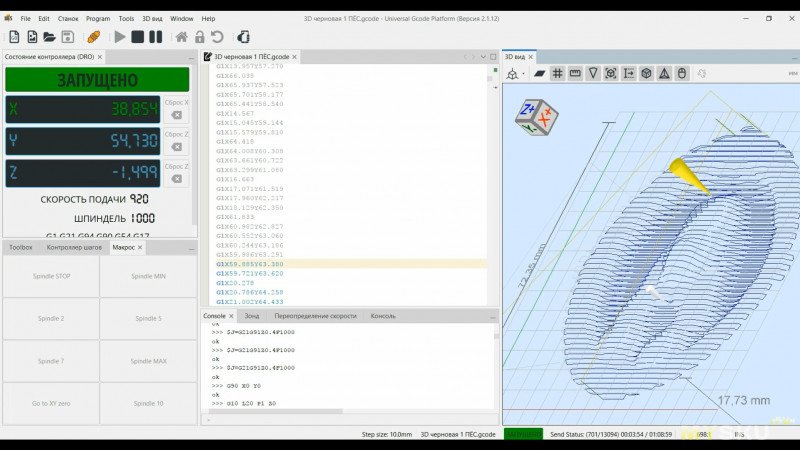
В Universal G-Code Sender управляющая программа выглядит так:
 В Aspire Vectric вот так:
В Aspire Vectric вот так:
Итак, исполнительной программой будет являться Universal Gcode Sender. Она просто обрабатывает Gкод. Ну а программой, создающей Gкод для программы UGS, которую я озвучил до этого, будет являться программа Aspire Vectric, в которую мы загружаем 3D-модель и получаем две операции. Собственно, первая операция черновая, потом чистовая и вырезка.
Первая операция черновая.
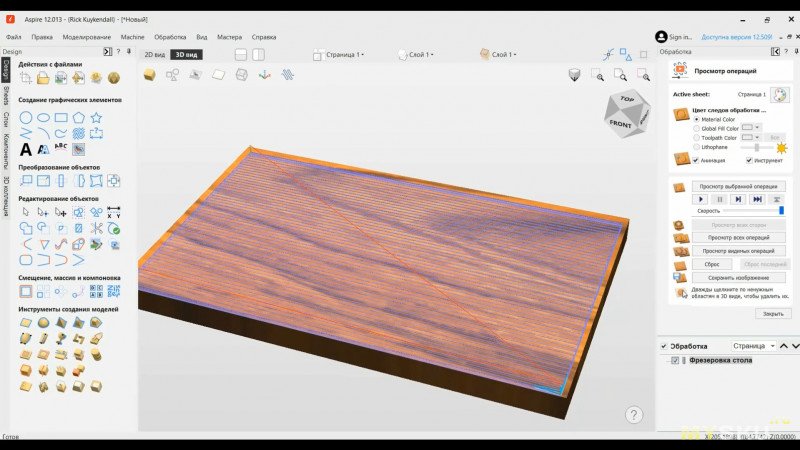
 Чистовая:
Чистовая:
 Предварительно без очистки:
Предварительно без очистки:
 Так, у нас понемножку уже вырисовывается картина.
Так, у нас понемножку уже вырисовывается картина.
Далее. Следующая 3д модель.
Я считаю, что очень неплохо, учитывая, что ещё даже не чистил. Всё читается, смотрится.
Вот такая вот прикольная гравировка:
Такое вот панно прикол. Рыбалку не любит только червяк. Логично. Посмотрим поближе.
 Извлекаем следующую модельку:
Извлекаем следующую модельку:
 Белка, которая я не Минздрав, предупреждать не будет. Даже на хвосте у нас имеются такие вот рельефы, как и на самом обрамлении.
Белка, которая я не Минздрав, предупреждать не будет. Даже на хвосте у нас имеются такие вот рельефы, как и на самом обрамлении.
Прикольно даже пальчики толщиной в 0,5 мм пропечатаны. Неожиданно.

 Ещё одна интереснейшая вещь:
Ещё одна интереснейшая вещь:
 Лицо дерева тоже такой 3D арт, вообще шикарно пропечатанный. Имитация коры дерева. Если ещё прокрасить. Я думаю, ещё текстура будет выделена. Вообще шикарно будет.
Лицо дерева тоже такой 3D арт, вообще шикарно пропечатанный. Имитация коры дерева. Если ещё прокрасить. Я думаю, ещё текстура будет выделена. Вообще шикарно будет.
Даже не верится, что на таком бюджетном станке это можно сделать.
Ещё немного фоток готового- в более хорошем качестве:



 Вроде охватил всё что планировал. Интересна вообще данная тема?
Вроде охватил всё что планировал. Интересна вообще данная тема?
Как всегда ссылка на видео вариант:
На удивление на бюджете получилось вытащить максимум. Может это потому, что руки из нужного места ?)
Ну и жду комментариев. Обратная связь- это самое главное!!!
Вещь бюджетная, но, как оказалось, с большими возможностями.
Пока ещё не понятно, что это за он. Но скоро узнаем!
Пишу обзоры(как повелось)- редко, но метко.
И надеюсь статья Вам понравиться- мне это будет очень приятно!
Но надо Ваше участие. И обратная связь.
Готовы?
Ну что? Погнали?
Начнём с самого главного:
Название модели: LUNYEE 3018PRO MAX
Рабочая область: 300 x 180 x 80 мм.
Габаритные размеры: 422 x 414 x 350 мм.
Макс. скорость: 5000 мм/мин.
Управляющее программное обеспечение: Программное обеспечение на основе прошивки GRBL, например Fusion360, Easel, Candle, UGS, LaserGRBL, LightBurn
Материал корпуса: Алюминиевый сплав и углеродистая сталь.
Точность: ±0,1 мм.
Двигатель шпинделя: Двигатель шпинделя 500 Вт.
Шаговый двигатель: NEMA 17.
Безопасность: Концевой выключатель XYZ и аварийный выключатель.
Источник питания: AC110/230V (питание выключателя).
Вес нетто: 13 кг.
Приходит это всё вот в такой вот коробочке:
Сразу после вскрытия обнаруживаем инструкцию. Без неё никак. Далее находим инструмент для сборки станка. Тоже надо. Помимо этого у нас в комплекте лежит всё, что нам понадобится: провода, кнопка аварийки, датчик настройки положения оси Z. Само собой, в комплекте идут болты для крепления жертвенного стола. Собственно, сама плата управления станком. И естественно, у нас есть в комплекте фрезы. Небольшое количество вкусняшек, которые могут понадобиться. Собственно, сам шпиндель с цангой ER14. Также мы не сможем никуда деться без наших любимых проводочков. В комплекте какой-то интересный пульт. Будем разбираться. Верхняя подвижная часть нашего станка и, собственно, неподвижная часть станка. Его основа и опора. А вот и всё, что лежало в коробке на одном кадре. Несмотря на то, что станок бюджетной сборки, тем не менее мы попробуем на нём сделать какие-нибудь чумовые вещи. И получится это или нет, мы скоро узнаем.Проверяем перпендикулярность.
Устанавливаем основное навесное: двигатель, материнская плата и кнопка аварийки. Далее извлекаем три жмени проводов.Предварительно это всё подключаем. Естественно, после данной операции получаем вот такое абы что, с чем сейчас и будем бороться.Выбираем провода, которые можно соединить в общий какой-то пучок. И в комплекте, кстати, есть гофрочка. А вот на данном этапе немножко рекомендую переделать всё иначе, не так, как предусмотрено у производителя. Считаю неправильным, чтобы блок питания находился на станке, поэтому через просто удлиняющий провод вынес его в сторону. После данных операций по наведению порядка посмотрите, как культурненько стал выглядеть станочек. У нас, по сути, остался только один провод. С обратной стороны станка у нас тоже наведён порядок, всё на хомутиках. Также я разработал 3D модельки, которые помогут навести этот порядок. Слева снизу, как видно, тоже всё окультурил. А вот как выглядит моя доработка в районе верхнего шагового двигателя. По факту, посмотрите, получилось у нас всё очень компактно. Собирается очень быстро, фактически с двух частей. На самом деле больше занимает времени разводка самих проводов. Осталось только проверить его в деле, чем мы сейчас и займёмся.
Первый запуск, а точнее визуализацию решено сделать в помещении.
Далее мы знакомимся с одной из двух программ, которые будем сегодня использовать.Называется эта программа Universal Gcode Sender. Настраивается она в автоматическом режиме. Просто нажимаете кнопочку далее, далее, далее и она начинает работать.
Скорее всего, при первом подключении получите ошибку. Дело в том, что ваш порт выбран неправильно. Конечно, можно просто перебирать это всё методом тыка, но лучше зайти в диспетчер устройств и посмотреть при подключении станка, какой именно порт у нас определяется. В данном случае это 3, собственно, его и выбираем.
После этой операции станочек сразу же оживает. У нас становятся активны кнопочки в меню Toolbox и кнопки управления. Можно даже взять и поюзать наш станочек. Он должен повторять движение. Есть также очень важная менюшка настроек, в которую, если зайти, можно менять параметры станка, но в этом надо разбираться, поэтому без дела ничего не меняем. Единственное, что рекомендую подачу по Z увеличить раза в три. По заводу слишком мало.Но эти все настройки- на свой страх и риск. Лучше до этого всё заскриншотить. Чтобы можно было вернуть обратно.Теперь касательно фрез. У меня фрез большой ассортимент, они у меня уже накопились. Есть вот такие вот кукурузные, есть для гравировки точных поверхностей. Также в этом наборе у нас штатная фреза, которая идёт в комплекте. Также у меня есть пара фрез с закруглением на конце и с радиусом маленького и большого размера. Также у меня есть несколько фрез для черновой обработки.
Вот эта фреза у нас однозаходная, для черновой обработки. И есть более производительная двухзаходная фреза, просто большего диаметра. Ну а уж для совсем черновой обработки будем использовать вот такую фрезу, но уже с хвостовиком 6 мм. Фрезы брал на Wildberries. Размеры 8, 10 и 12 мм. А вот и самая важная фреза, которая в программе называется конусная с шариком на конце. По сути, это фреза для вырезки 3D-моделей. Брал на OZON. Учитывая, что все фрезы имеют свой хвостовик, нам понадобятся ещё вот такие переходники под разные диаметры, которых у меня, как видно, много. Брал на OZON. В общем, нам придётся немножко прибарахлиться, хотя бы вот такой комплект. Выбираем внимательно. Фрезу с хвостовиком 8 мм мы не зажмём в патрон ER14! Только до 7 мм максимум. Далее надо подготовить жертвенный стол. Что такое жертвенный стол в двух словах? Это стол, который можно, грубо говоря, нещадно портить, потому, что портить сам алюминиевый столик, который у нас выставлен идеально, нежелательно, поэтому и используется жертвенный стол, чем мы сейчас и займёмся. Взял подходящую по размерам заготовку(чуть больше размером чем 300x180мм.). По-быстрому набил сверлом по дереву отверстия на 14. Идеально подходит под шляпки — болтов на 6 мм.
Решил тут уже сильно не выпендриваться. Просто к этому столу потом буду крепиться шурупами. Но, естественно, для этого нам стол надо сначала идеально выровнять, выставить и зажать. Теперь давайте разбираться с другой программой, которая называется Aspire Vectric версия 12.
В которой, само собой, надо выбрать наш размер стола 300 на 180. И высоту заготовки тоже надо задать именно в миллиметрах. Выбираем ноль оси Z, естественно, сверху. И также, где будет начало координат, слева внизу. Далее выбираем качество обработки. Здесь внимательно- всё написано. Чем выше качество, тем дольше будет производиться гравировка. Предварительная настройка готова. Нажимаем окей. И у нас появляется внутреннее меню программы, где можно выбирать 2D или 3D вид просмотра, либо выбрать любые геометрические фигуры. Нас в данном случае интересует просто прямоугольник, который мы растянем на весь размер нашего стола, собственно, для того, чтобы его и профрезеровать. Справа вверху, нажав на кнопочку, открывается дополнительное меню настроек, где можно задать соответствующие настройки. Выбрать инструмент. Ниже выбираем принцип фрезеровки, тут уже на свой вкус. И также можно оставить плавное врезание. Так же надо выбрать нужную фрезу.Естественно, нашу управляющую программу надо назвать. Сразу после нажатия кнопочки у нас появится окно 3D вида, в котором будет разрисовано всё полностью каждое движение фрезы и в каком порядке. И что удобно, есть кнопочка визуализации, то бишь ошибок можно избежать ещё на этапе создания. Уменьшим глубину фрезеровки, чтобы это всё делалось за один проход, так как нам, в принципе, больше снимать и не надо. Снимаем минимальный слой. Далее нам надо сохранить данную управляющую программу. Создаём с названием станка 3018. Находим именно этот пункт и именно в миллиметрах. GBL в миллиметрах. И сохраняем созданный нами управляющий G-код. Данный G-код можем сразу открыть в программе, которая является исполняющей Universal Gcode Sender. Нам понадобится некоторое время, чтобы загрузить G-код.
В общем, так вот организовал рабочее место, на котором будем тестировать. Стол у меня не сильно большой, и нет как будто бы свободного места. Получается, немножко не хватает. Конечно, ноутбук можно вообще метра на два-три убрать, потому что отсюда будет сейчас лететь очень много мусора.
На ходу придумал заслонку из из того что шло в комплекте со станком. Теперь будет чисто. Чтобы ноутбук, как говорится, не пачкать. Но провод позволяет это сместить гораздо дальше. Всё. Создаём управляющую программу и устанавливаем фрезу какую-нибудь высокопроизводительную. Первым делом переставляем нашу цангу, потому что у меня хвостовик в ней шестёрка. Соответственно, используем переходник на шесть.Управляющая программа по фрезеровке стола в UGS выглядит вот так:
Неплохой лайфхак. Сделал из упаковки от станка импровизированные такие ножки. Прорезал отверстие для выведения провода. И у нас получилась стенка, чтобы, как говорится, не захламлять наш ноутбук опилками, потому что опилок будет, на самом деле, прилично.Сейчас фреза проходит всё по периметру, как мы и задали программой. Снимает небольшой припуск:Увидев, насколько это грязная работа, решил доработать станок из того, что у нас было в комплекте. Вырезал ещё вот такую вот защиту от пыли, точнее две. Они между собой стыкуются и полностью закрывают наш станок от пыли. По сути, у нас, смотрите, как аккуратно всё получилось. Вся пыль будет уходить в стороны. Вся эта система будет двигаться вместе со столом. Я думаю, будет очень удобно.Сделаю небольшое отступление. Изначально планировалось, что я буду показывать полный гайд работы в Aspire Vectric 12 с полноценным разжёвыванием и созданием УП программы. Но я думаю, что это не совсем то, что сейчас нужно.
В Universal G-Code Sender управляющая программа выглядит так:
В Aspire Vectric вот так:Итак, исполнительной программой будет являться Universal Gcode Sender. Она просто обрабатывает Gкод. Ну а программой, создающей Gкод для программы UGS, которую я озвучил до этого, будет являться программа Aspire Vectric, в которую мы загружаем 3D-модель и получаем две операции. Собственно, первая операция черновая, потом чистовая и вырезка.
Первая операция черновая.
Чистовая:Предварительно без очистки:Так, у нас понемножку уже вырисовывается картина.Далее. Следующая 3д модель.
Я считаю, что очень неплохо, учитывая, что ещё даже не чистил. Всё читается, смотрится.
Вот такая вот прикольная гравировка:
Такое вот панно прикол. Рыбалку не любит только червяк. Логично. Посмотрим поближе.
Извлекаем следующую модельку:Белка, которая я не Минздрав, предупреждать не будет. Даже на хвосте у нас имеются такие вот рельефы, как и на самом обрамлении. Прикольно даже пальчики толщиной в 0,5 мм пропечатаны. Неожиданно.
Ещё одна интереснейшая вещь:Лицо дерева тоже такой 3D арт, вообще шикарно пропечатанный. Имитация коры дерева. Если ещё прокрасить. Я думаю, ещё текстура будет выделена. Вообще шикарно будет.Даже не верится, что на таком бюджетном станке это можно сделать.
Ещё немного фоток готового- в более хорошем качестве:
Вроде охватил всё что планировал. Интересна вообще данная тема?Как всегда ссылка на видео вариант:
Заключение:
Ссылка вроде как даже со скидкой. Не особо в этом шарю. Изучайте сами.На удивление на бюджете получилось вытащить максимум. Может это потому, что руки из нужного места ?)
Ну и жду комментариев. Обратная связь- это самое главное!!!
| +173 |
16848
239
|
Самые обсуждаемые обзоры
| +37 |
3071
59
|
Ходовые — под хвостовик 3мм, 4мм, 6, 8 и 12. У вас в коллекции экзотики много — 1,2,5,7…
Стоит заметить что пихать фрезы 3.175мм в цангу 3мм нельзя, а вот наоборот можно
Какие брали фрезы, ссылки бы.
Этот кусок говна чудо что по дереву хоть как-то работает. На такой элементной базе металл можно только шлифовать фрезой с микросъемом, и то вряд ли.
Мне тут пришлось поработать по металлу, совершенно чуть-чуть на 380 килограммовом чугунном станочке. И я вам скажу: он слишком хлипкий. По алюминию еще туда-сюда, по нержавейке увы и ах.
Разница огромна. Для металла нужна совершенно другая жесткость во всех узлах конструкции. Круглые трубки и каретки с соточными зазорами никакой жесткости в никогда не обеспечат.
По простому как я вижу.
Алюминиевый станок может фрезеровать дерево (и подобные менее жёсткие материалы).
Алюминиевый станок может фрезеровать алюминий, но уже на грани точности.
Алюминиевый станок не может фрезеровать железо.
Это всё с точки зрения жёсткости и точности.
Если станина из железа. То логично, что может всё включая предыдущее + материал из которого сам изготовлен.
Но более твёрдые уже вопрос…
Я в смысле про то, что в параметры точности же ещё надо попасть.
Нет проблем фрезеровать самую злую нержавейку на станке с алюминиевой станиной. Просто кило алюминия в десятки раз дороже килограмма чугуна. Никто не будет делать трех иди десятитонный алюминиевый станок. Он как самолет стоить будет.
Станины, кстати льют и из эпоксидки. И когда это делает не плот, а какой-нибудь рухтехскрвомотор, то получается нормально.
Одни из самых понтовых станин вообще гранитные…
Чтобы обрабатывать металлы, нужна не только станина. Совершенно все детали должны быть совершенно другого качества.
Достаточно, чтобы подшипник в опоре винта был с небольшим зазором и фреза скажет жжжжж-бзинь. И всё.
В круглых направляющих этот зазор от рождения неприемлимой величины.
Дома металл толком не пообрабатываешь. Слишком много всего дополнительно надо. Пилы ленточные итд итп.
В теории обычно все классно, но дьявол кроется в мелочах.
Проще говоря, если я захочу делать плату, то какую фрезу покупать?
Но чем не устраивает травление хлорным ж.?
На этом можно, наверное дырки сверлить.
Ну и, понятно, не медь фрезеровать, а лак убирать, которым эту медь запшикали. В итоге операций вдвое меньше, чем с фоторезистом, и никаких ограничений по качеству, сроку хранения и тому подобному.
Вы тут не лак убирать будете, а текстолит насквозь профигачивать.
На сколько портал провисает в середине? Миллиметров на сколько :)?
Можно обмерять зондом, можно корректировать высоты, много чего можно. Но это не работа…
Ограничения по качеству будут огромные.
Я, к сожалению, не смог осилить уверенное фрезерование меди в виде дорожек. То текстолит кривой, то медь махрится, то отклеивается, то граверы кривые, то еще что-то. Ерунда получается, а не результат.
При этом я это всё гонял на «станочке» примерно за миллион…
Есть ощущение, что справиться можно, надо ещё недельку подолбаться. Но зачем?
С фотополимерником с первого раза отличный результат. Можно любую мелкоту делать. Если надо несколько штук, то это всё еще и быстрее.
Потом кладешь на фрезер, целишься камерой в реперы и сверлишь.
ЗЫ. Если лак, то можно попробовать лазером испарять. Уверен, будет стабильнее в разы. Даже на этой поделке. Но я особо не вижу разницы. Под мелочевку штучную можно себе позволить покупать медь с уже накатанным фоторезистом…
ЗЫЫ. Появились какие-то лазеры, которыми медь можно испарять. Обычным 50вт маркиратором не получается :(
Покупать медь с резистом можно, купить заведомо хорошую и не убить при хранении — сложнее.
А если нужно похожие:
Я не настоящий сварщик и никогда не имел cnc, но во время возни с 3д-принтерами прошивал себе вот этот проект:
esp3d.io
и там есть управление cnc через этот самый grbl, а 3д принтеров через марлин. Может и вам подойдёт?
Рекомендую в качестве модуля использовать esp32-cam (который AI Thinker): сразу есть и камера, и светодиод (которым можно проверять что творится на принтере-фрезере), есть слот для сд-карточки, на которой можно хранить файлы и lua-скрипты.
Таким образом, вы можете присобачить камеру на станину, заниматься своими делами в чистом удобном месте, загружать полученный код на фрезер, да ещё и наблюдать удалённо (с компа или мобилы), как там идут дела.
Так UGS по сути тоже аля grbl. Драйвер- что у лазерных граверов, что у фрезерных — один и тот же.
Марлин… уже давно не слышал ) У меня уже 3д принтеров на такой прошивке — только один остался…
Камера — да… Иногда удобно. Есть у меня на двух принтерах. Практически не пользуюсь. Это больше удобно когда с телефона камеры смотришь. Когда совсем лень подходить )
Так UGS по сути тоже аля grbl. Драйвер- что у лазерных граверов, что у фрезерных — один и тот же.
Марлин… уже давно не слышал ) У меня уже 3д принтеров на такой прошивке — только один остался…
Камера — да… Иногда удобно. Есть у меня на двух принтерах. Практически не пользуюсь. Это больше удобно когда с телефона камеры смотришь. Когда совсем лень подходить )
Открывал esp3d.io — в чём его суть?
приводные винты скорее всего трапеция и в лучшем случае 12мм. Люфты появляются быстро. Люфт 0,5 мм при фрезе R0.5 и шаге смещения 0,1мм ( это норма для обработки рельефа такой фрезой) — посчитайте сами какая будет точность траектории.
В общем для приобретения опыта — сойдет. Но не больше.
И вопрос — в каком месте там скрость 5000мм/мин?
Но скорости низкие не выставлял. На самом деле работал на максимальных подачах. Почти на максимальных. С учётом того что максимальная частота шпинделя 10 000 об/мин. У меня выставлена линейная подача 920 мм. мин. Предел вроде как 1200 +-. Двигатели — да слабоваты. Но пока не словил ни одного пропуска. Сам удивлён ) Винты да- на втулках. Но я сразу после сборки провёл ревизию и все втулки на винтах поджал- в разумных пределах.
Факт, что бюджет. Но на удивление тест прошёл. У меня такой станок не первый. Первые впечатления были гораздо хуже. Но в этот раз подошёл серьёзней.
А где было про такую скорость? ) Я про 5000 мм/мин? (по умолчанию предел по осям x/y — 2000 мм/мин. Больше не потянет даже на идеальных ускорениях).
А тут он даже если и поставить 5000 скорее всего не разгонится и по диагонали.
200-300-500 еще можно, дальше яб очень подумал надо ли торопиться на поворотах…
Фрезеровать чем-то кроме современного твердосплава смысла в общем-то нету. Даже самый тупой будет острее самого острого быстрореза.
Купил недавно тоже pro max, но на рельсах по одной из осей. Еще не работал им, только оси погонял. Нужно мыть линейные подшипники в УЗ ванне. Мой с офлайн контроллером.
У Вас наверное не просто pro max, а LUNYEE 3018 Pro Ultra.
Там такая история. Маловероятно, что рельсы на одной из осей сильно изменят ситуацию.
Но всё же интересно… Отзыв, когда поработаете на нём.