Набор Tsubosan MA00600 для определения твердости (HRC40~HRC65 Hardness Tester)

- Цена: ¥5,910 (примерно 3 584 руб без учета доставки)
- Перейти в магазин
Необычный инструмент, который будет удобен для определения твердости сталей по шкале Роквелла (HRC).
В комплекте 6 специальных надфилей TSUBOSAN с возможностью оценки твердости в пределах HRC40-HRC65.
Набор удобный, доступный и недорогой (по сравнению со стационарными твердомерами).
Всем привет!
Небольшой обзор комплекта тестеров твердости TSUBOSAN MA00600 Hardness Tester Checker File HRC40-HRC65 Set
Это японская марка, качественная, да и набор необычный.
Характеристики:
Brand: TSUBOSAN
Model: MA00600
Type: Hardness Tester Checker File
Hardness: HRC40-HRC65
Number of files: Set of 6
Total length (mm): 175
File length (mm): 65
File diameter (mm): 4.3
Weight 230.g
Твердость стали определяют при изготовлении различных предметов и инструментов. Например, ножей. Ножи из хорошей стали с закалкой очень ценятся. Для сравнения — заводской твердомер это громоздкое приспособление с массивной станиной. стоимость для домашнего применения неоправданная.

А вот приобрести небольшой набор от TSUBOSAN по силам каждому.
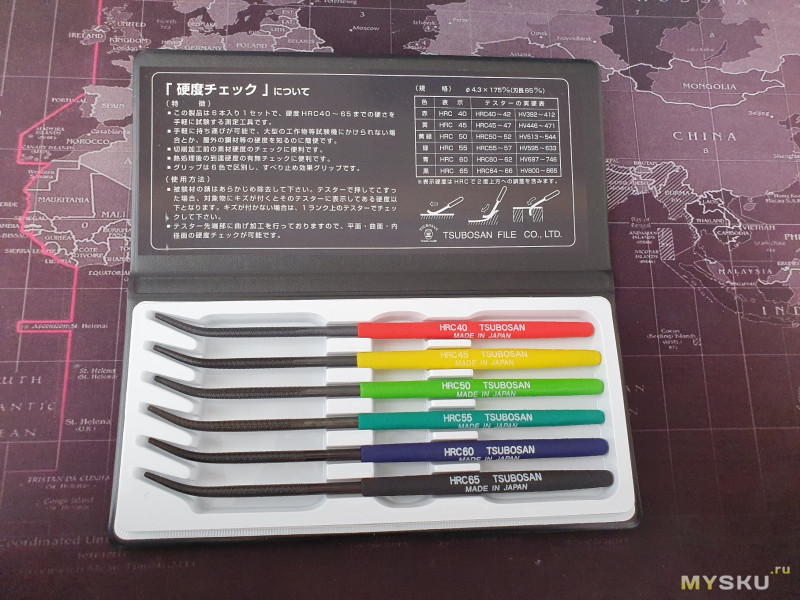
Упаковка — картонная коробка, кейс с надфилями.
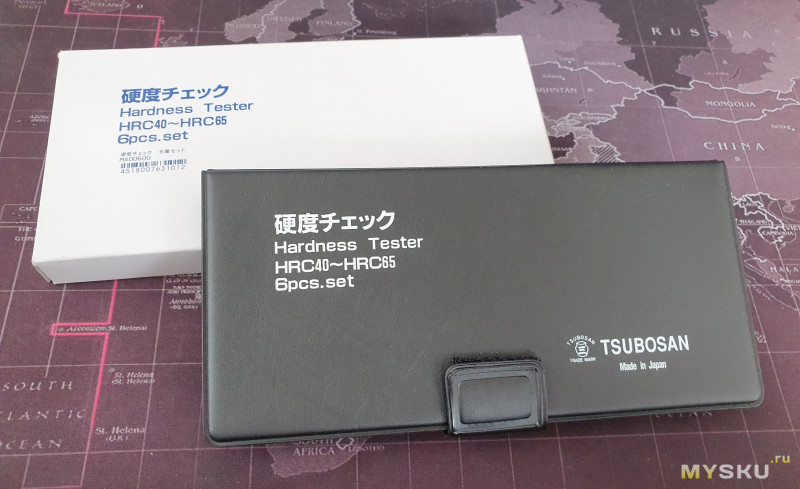
Кейс закрывается на липучку

В комплекте 6 шт. надфилей с различной закалкой и профилем зубцов.

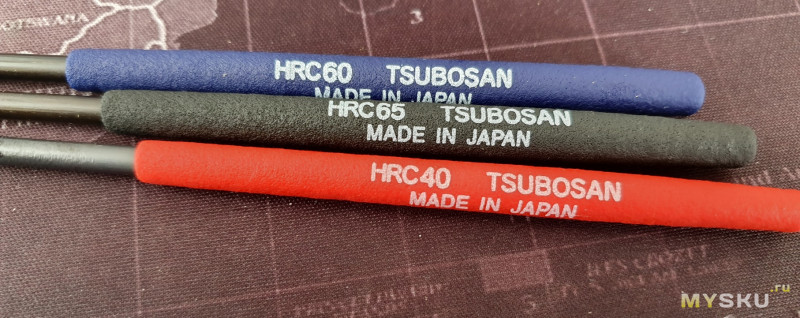
Надфили промаркированы в пределах диапазона HRC40-HRC65 и имеют различную цветовую маркировку.
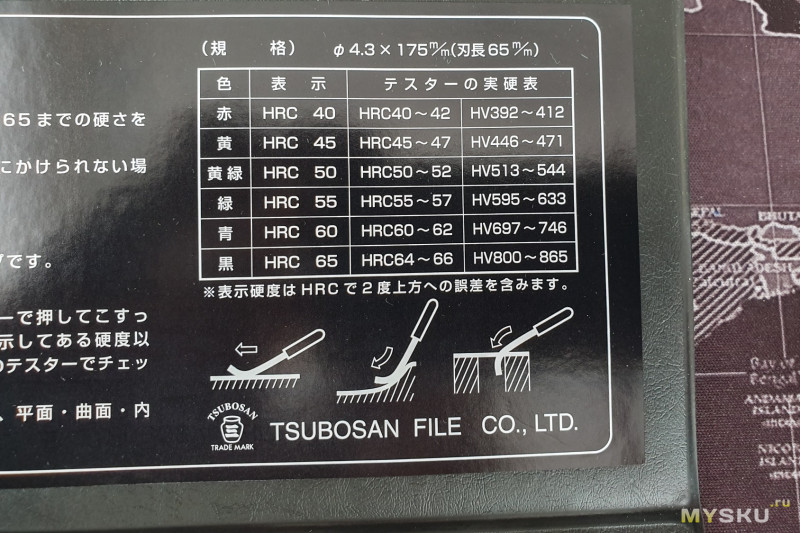
На коробке нанесена инструкция по использованию.
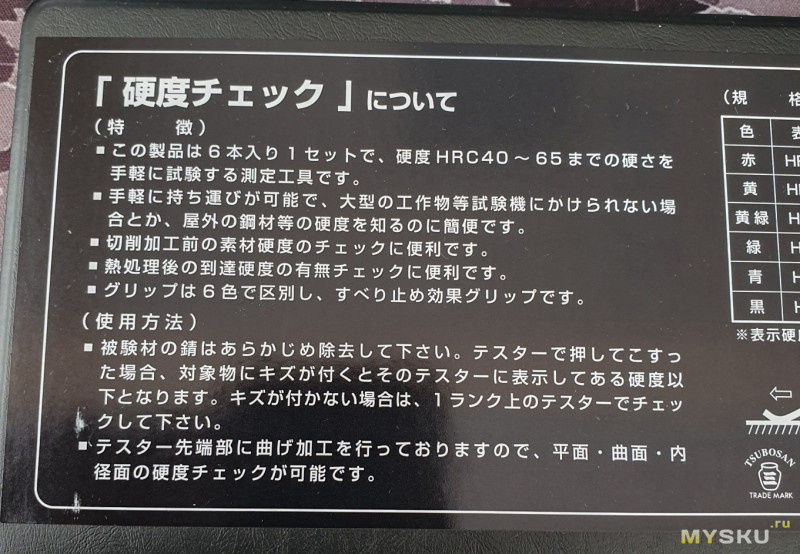
Для корректной проверки нужно проводить от себя (вперед) надфилем, начиная с самых «прочных». Если надфиль начинает скользить, то твердость образца стали превышает твердость надфиля. Расчетное значение твердости будет лежать в обозначенных на инструменте пределах.
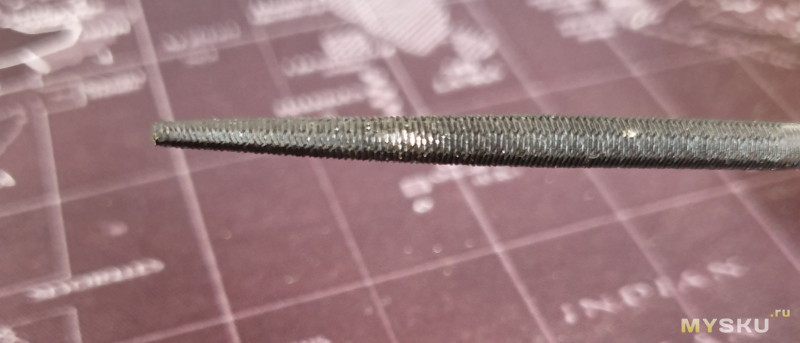
Инструмент представляет собой надфиль с особым профилем зуба и различной закалкой. Грубо говоря, чтобы оценить качество стали с твердостью HRC58, нужно иметь инструмент с твердостью минимум на 5 единиц больше. из данного набора подходит надфиль с маркировкой HRC65
Ручка сделана достаточно просто, покрытие софт-тач. Маркировка нанесена краской.
Найферы оценят

Провел небольшое тестирование образцов различных сталей, которые были под рукой.

Сталь типа ШХ15 (ориентировочная твердость 55 HRC)

Шх15 ниже 50

На фото хорошо видно, что три надфиля (65, 60, 55) уверенно царапают металл, сдирая верхний слой. А «зеленый» (HRC50) уже начинает скользить.

Образец стали типа P6M5.
Твердость на уровне HRC62, надфиль неуверенно оставляет царапины.

Образец стали типа СРМ-М4.
Инструмент не оставляет даже царапин. Твердость HRC62...64.

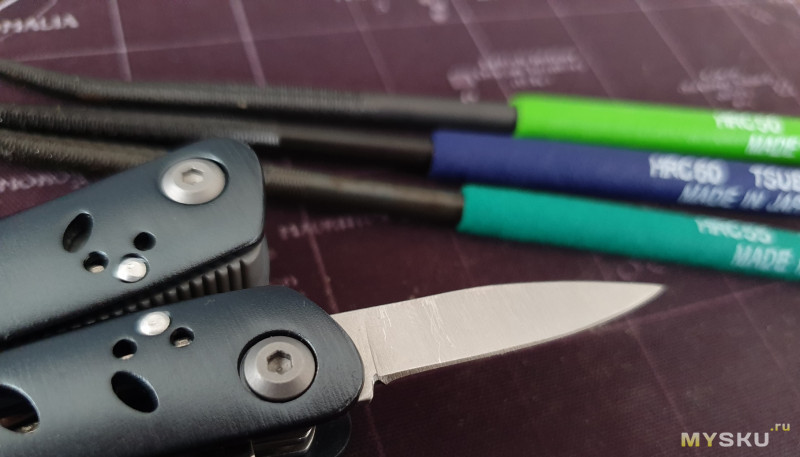
Тест стали лезвия ножа
Под рукой был мультитул ZANMAX GH-A08G10 . Неплохой недорогой акционный мультитул (брал около $3).
На полированных поверхностях сложнее, так как и более твёрдые начинают скользить раньше

Надфиль с маркировкой HRC60 царапает. Твердость лезвия на уровне HRC52-55, что для китайских ножей неплохо.

Акционный малыш- мультитул GANZO G101S.
Номера №4, 5 и №6 (65-60-55HRC) уверенно царапают. Твердость на уровне 50HRC.
Что будет если начинать тестировать «снизу», то есть с младших номеров — просто вы увеличите износ рабочей части инструмента.
Да и не вечные они.
Итак, набор Tsubosan MA00600 для определения твердости оказался интересным вариантом для домашней оценки заготовок. Давно хотел «пощупать» его в живую. Учитывая, что диапазон твердости получается примерным (плюс минус несколько единиц), то результат более-менее правдивый. Так что, подобный набор имеет место быть в арсенале домашнего мастера.
Товары из Японии приобретал с помощью посредника Zenmarket,jp.
В комплекте 6 специальных надфилей TSUBOSAN с возможностью оценки твердости в пределах HRC40-HRC65.
Набор удобный, доступный и недорогой (по сравнению со стационарными твердомерами).
Всем привет!
Небольшой обзор комплекта тестеров твердости TSUBOSAN MA00600 Hardness Tester Checker File HRC40-HRC65 Set
Это японская марка, качественная, да и набор необычный.
Характеристики:
Brand: TSUBOSAN
Model: MA00600
Type: Hardness Tester Checker File
Hardness: HRC40-HRC65
Number of files: Set of 6
Total length (mm): 175
File length (mm): 65
File diameter (mm): 4.3
Weight 230.g
Твердость стали определяют при изготовлении различных предметов и инструментов. Например, ножей. Ножи из хорошей стали с закалкой очень ценятся. Для сравнения — заводской твердомер это громоздкое приспособление с массивной станиной. стоимость для домашнего применения неоправданная.
А вот приобрести небольшой набор от TSUBOSAN по силам каждому.
Упаковка — картонная коробка, кейс с надфилями.
Кейс закрывается на липучку
В комплекте 6 шт. надфилей с различной закалкой и профилем зубцов.
Надфили промаркированы в пределах диапазона HRC40-HRC65 и имеют различную цветовую маркировку.
На коробке нанесена инструкция по использованию.
Для корректной проверки нужно проводить от себя (вперед) надфилем, начиная с самых «прочных». Если надфиль начинает скользить, то твердость образца стали превышает твердость надфиля. Расчетное значение твердости будет лежать в обозначенных на инструменте пределах.
Инструмент представляет собой надфиль с особым профилем зуба и различной закалкой. Грубо говоря, чтобы оценить качество стали с твердостью HRC58, нужно иметь инструмент с твердостью минимум на 5 единиц больше. из данного набора подходит надфиль с маркировкой HRC65
Ручка сделана достаточно просто, покрытие софт-тач. Маркировка нанесена краской.
Найферы оценят
Провел небольшое тестирование образцов различных сталей, которые были под рукой.
Сталь типа ШХ15 (ориентировочная твердость 55 HRC)
Шх15 ниже 50
На фото хорошо видно, что три надфиля (65, 60, 55) уверенно царапают металл, сдирая верхний слой. А «зеленый» (HRC50) уже начинает скользить.
Образец стали типа P6M5.
Твердость на уровне HRC62, надфиль неуверенно оставляет царапины.
Образец стали типа СРМ-М4.
Инструмент не оставляет даже царапин. Твердость HRC62...64.
Тест стали лезвия ножа
Под рукой был мультитул ZANMAX GH-A08G10 . Неплохой недорогой акционный мультитул (брал около $3).
На полированных поверхностях сложнее, так как и более твёрдые начинают скользить раньше
Надфиль с маркировкой HRC60 царапает. Твердость лезвия на уровне HRC52-55, что для китайских ножей неплохо.
Акционный малыш- мультитул GANZO G101S.
Номера №4, 5 и №6 (65-60-55HRC) уверенно царапают. Твердость на уровне 50HRC.
Что будет если начинать тестировать «снизу», то есть с младших номеров — просто вы увеличите износ рабочей части инструмента.
Да и не вечные они.
Итак, набор Tsubosan MA00600 для определения твердости оказался интересным вариантом для домашней оценки заготовок. Давно хотел «пощупать» его в живую. Учитывая, что диапазон твердости получается примерным (плюс минус несколько единиц), то результат более-менее правдивый. Так что, подобный набор имеет место быть в арсенале домашнего мастера.
Товары из Японии приобретал с помощью посредника Zenmarket,jp.
Стоимость доставки ...
Стоимость доставки составила ¥2,600, EMS, прилетела за неделю до дома
Самые обсуждаемые обзоры
| +91 |
4650
173
|
| +62 |
3196
94
|
| +77 |
2774
82
|
| +58 |
4359
60
|
На али можно заказать только твердомер для резины
Вот поминиатюрнее — https://aliexpress.com/item/item/32962696790.html Правда, этот в некоторых лотах указывается конкретно для нержавейки, но в других просто для металла.
З.Ы. Кому интересно, читаем ГОСТ 9013-59, особо обращаем внимание на приложение 2.
Не?
Твёрдость выросла чуть ли не в разы.
Ножи и технология производства точно кардинально отличаются от советских.
Откуда Госты на Западе, где даже стандарты необязательны для исполнения и у разных фирм разные?
Какие такие Госты существуют в Китае?
Большинство нижичков то из Китая!
Если не все.
И где в Госте СССР измерение твёрдости с помощью надфилей?
Что то я такого не помню.
Даже на лабораторных работах по материаловедению в институте.
Ваше ВАУ не в 2-3 раза случайно?
Вау вы не путаете ножи СССР со спец резцами для станков?
Вау с какой планеты? Вы вообще в СССР жили?
Там отвёртки продавали из пластилина хромированные и потом ПОКРАШЕННЫЕ молотковой эмалью. Не самые дешёвые и с очень приличной ручкой по меркам СССР.
Как я издевался-красили для прочности!
Так что бытовые ножи выросли раз в 5.
По сравнению с теми совейскими что у меня в ящике лежат до сих пор.
Или у вас только штык -НОЖ от калаша?
Так какие Госты в Китае?
И ГДЕ на производстве вы видели поточное определение твёрдости металла надфилями?
Ну кроме самопального доморощенного, древними мастерами по быстрому и без станков -типа секреты древних мастеров(какого нибудь местного алкаша Ивановича -мастера на все руки за бутылку). Так это НЕ ГОСТ и никакого отношения к нему не имеет.
И повторюсь. Все это делалось только на проф.производство в большей своей степени. Большая часть затрат в СССР уходила на военные нужды. Вот там делали на отлично. Ну для охоты, ножи тоже нормальные. Я тройку ножей советских охотничьих переделывал. По твердости 59-60. А что делалось на массы… вообще должно быть удивительно, что хоть что-то делали в массы. Тут спецы уже ни при чем. Они работали на заводах и выполняли то, что идет по заказу от государства. А вопрос тут должен стоять к тем правителям. Которые ничего не давали для людей. И даже ножи делали кухонные с такого пластелина, и жалко было выделить сталь хотя бы 65х13. Но более чем 40х13 не давали от государства на ножи в массы, а чаще еще более бюджетная. Хотя на заводах стали было море.
Ну обратил и что там не так? Конечно, если говорить о «филейниках», то может толщина и не подойдет, но у большинства хватит с запасом.
з.ы. Кстати, приложение 2 носит рекомендуемый характер, а не обязательный.
Что подразумевается под «рабочими»? Кухонный, охотничий, EDC? Какие ножи лично Вы замеряли? У меня лично нет заводских менее 2мм, «самопал-продакшн» не в счет… И с какого перепугу обух будет мягче РК? Про возможность замера на рикассо или голомени напомнить?
Да без разницы откуда, смысл в том, что рекомендации не являются обязательными к исполнению, уж не знаю как понятней пояснить…
Могу ответить то-же самое. Но я хотя-бы интересуюсь темой, сам маленько балуюсь изготовлением, а Вы как-раз и есть тот самый «диванный иксперд» судя по всему.
С чего такой вывод? У меня и кухонные есть если что.
Думаю что не только для меня.
Ну и раз пошла такая пьянка, может назовете марку ножей которую выпускает ваша фирма? Я ведь правильно понял, что Вы именно в этой сфере работаете?
Хм… Анзор Абазадзе, Виталий Киреев, Афонченко, Спирин, «Ганза»… о чем-то говорит? В общем эти «азы» далеко позади, вопрос в другом — каким образом при нагревании в муфельной печи получить «разную термообработку» на клинке? И кстати, изначально речь велась о серийных ножах, т.е. выпускаемых крупными партиями, где никто не будет заморачиваться с зонной закалкой (ну на ширпотребе во всяком случае).
Зональная закалка-отпуск — совсем «китайская грамота» для вас?
Насчет китайской не знаю, знакОм (по видео) с японской (хамон), прикольная технология конечно, но жуткое средневековье и как уже говорил — не для «серийки».
Ну а подводя итог можно сказать следующее: в ножевой промышленности Вы не работали и соответственно тонкостей знать не можете по определению, но тем не менее уверенно заявляете что твердомерами там не пользуются, а исключительно надфилями (напильниками). А ножеделы всех мастей пользуют твердомеры (если есть возможность), вот ведь незадача… но они видимо «олени», нифига в теме не секут, верно? То-ли дело «у нас в универе»… В общем удачи. И да, ознакомьтесь все-же с определением «диванного эксперта».
А ножи делаются полностью серийно. И именно кованные традиционные. В Японии очень много мастерских по изготовлению ножей. В Японии наравне с серийным автоматизированным производством находиться серийное ручное производство. И они могут даже пересекаться. Только в ручном японском производстве слово «серийное» имеет иное понимание. Тоесть медленней, но точно так-же, постоянно это создается, а не по заказам. На ваш выбор огромное количество разного инструмента сделанного только ручным трудом в магазинах. В том числе рубанки Канна, которые по большей своей части изготавливаются ручным трудом каждый рубанок под свой нож, который только ручным трудом выкован и имеет собственные размеры и толщину (не серийные размеры).
В наличии 6 заготовок (бланков) купленных на «Ганзе», зонной нет ни у одного. Это так, к сведению…
Есть зонная закалка. Когда лезвие опускается в охлаждающую среду, но не ручка. Тогда проверка на клинке в районе обуха, в месте ровном. Поэтому твердость нужно проверять на самом лезвии, если зонная закалка. Зонную легко определить, если сами не проводили ТО, то ручку легко берет надфиль/напильник. Чаще ножи калятся на зонной закалке. Проверка делается только на обухе. Деталь должна лежать на «столе» ровно под 90% к твердомеру, чтобы был точный замер. Если место тонкое, на нем нельзя проводить вдавливание твердомером. Это уже будет тест на хрупкость. Когда заготовка ножа погружается в охлаждающую среду, то места более тонкие быстрее остывают чем толстые. Поэтому в более тонких местах твердость будет немного чуть выше. Поэтому спуск у заготовки ножа перед закалкой нельзя выводить в очень тонкий на заточку, а оставить немного, и после закалки уже на слесарку. Иначе РК станет хрупковатой и может посыпаться в зависимости от марки стали конечно. И придется лишнюю делать слесарку снимая часть РК. Тут уже многие нюансы надо понимать. И разница будет не очень большой. Проводим замер твердомером на обухе. Показывает если 60, то ближе к РК не будет выше 61. Если же конечно, заготовка в 6мм и по ширине широковатая (намного дольше будет остывать), и вывести в очень сильный угол почти на заточку, то разница может быть почти в 3-4 единицы. Тут уже изготовитель и термист за это отвечают. Но такие сильно не выводят в малый угол, и обязательно оставляют на запас на слесарку, чтобы более тонкая сталь не ушла в перекал.
С ламинатом (обкладками) конечно же не проводят тест твердомером, потому что сталь внутри другой стали. Если это двусторонний полностью закрытый пакет а не односторонний как у японских.
Пошаркал пару своих заготовок и уже новые покупай.
А мягкие уже врут — скользят, зубья стёрты.
И какова погрешность 20 или 50%? :))))
Потому что от остроты зубьев зависит съём металла.А не только от твёрдости.
А с какой СИЛОЙ надо давить на надфиль? А то ведь если сильно давить то можно мягким материалом твёрдый поцарапать.
По типу китайских надфилей-они точат но и сами стачиваются.И тогда давить надо сильнее.
На фото в статье выше видно как быстро стачиваются надфили. И кто может построить короткую логическую цепочку-всё ясно.
Что это туфта для быстрого отъёма денег.
Останется только пару самых твёрдых.
И что мы реально измеряем поверхностную закалку или твёрдость сердцевины клинка? Ну тогда срез надо делать.Ага.
Ну так выше писал-повторю кто нипонял.
Я и использую дешёвые китайские надфили из МЯГКОГО материала.Стачиваются они на раз.Но работу делают.Вот только давить надо до посинения!
И чем сильнее давишь-тем больше металла снимается.
Есть такая зависимость.А металл снимает даже мягкая бумага-полирует.Там мел есть.А твёрдость мела относительно стали АСЬ?
Китайцы уже давно вашу Шнобилевку купили и продали десять раз и экономику на ней построили.
Японцам вот завидно и они туда же.Ха-ха.
Точность этих надфилей плюс минус пол ботинка, пока новые.
Целлюлоза, лигнин, волокна органики твёрже стали???
Ха-ха-если встречаются твёрдые вкрапления-это брак.Мел не полировать будет а царапать металл твёрдыми вкраплениями.И даже зубы таким чистить нельзя.
Загрязнения мела песком (кварц) и окислами металла.
Мел — разновидность известняка, осадочная горная порода органического (зоогенного) происхождения.
Шкала твёрдости мела по Моосу=3, легко чертится стальным ножом из пластилина без нажима.
Вы точно специалист подобный флюсу?
Ничего не слышали про заточку сталей мягкими абразивами?
попугаиэмпирические шкалы твердости.