Обзор комплектующих для самостоятельной сборки ЧПУ станка или наши руки не для скуки

- Цена: В зависимости от длины, размеров...
- Перейти в магазин
Тема достаточно специфическая, но давно собирался выложить подобный краткий обзор, да и часто просят в сообщениях.
Приведу перечень основных комплектующих для ЧПУ-самоделок: фрезеров, принтеров, граверов и т.п., на примере самодельного мини-фрезера
Давно интересуюсь темой ЧПУ и сопутствующей информацией и мониторю стоимость «настольных» аппаратов на рынке, например, CNC1610 или CNC2418. На первый уже были пару обзоров на муське (обзоры на CNC1610 от Kirich и от sav13). На CNC2418 обзора здесь еще не было, обзоры на других ресурсах не утешающие. Если что, цифры в названии это рабочая зона станка. Хотя зная китайских товарищей — это скорее габарит станка.
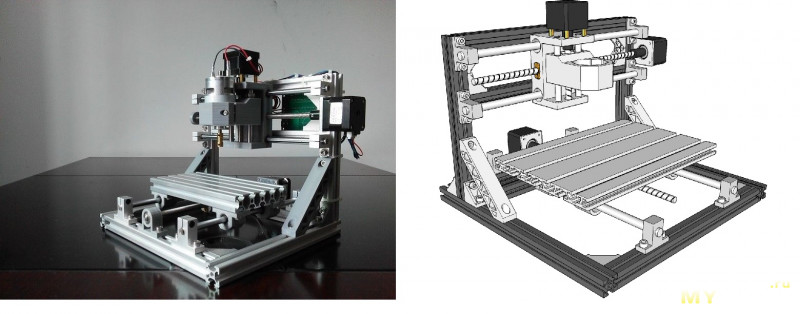
Ну а если серьезно говорить, то рыночная стоимость подобных комплектов для сборки сильно завышена. Я не готов отдавать под $300 за подобный набор. А вот собрать его своими руками раза в три дешевле — пожалуйста! Для сравнения на фото слева CNC1610, справа CNC2418. На последний любят навешивать дополнительно лазерную головку.
К слову, иметь подобный настольный ЧПУ станочек, который всегда будет «на подхвате» при изготовлении печатных плат и небольших поделок, это большой плюс для домашнего мастера.
Так вот, в свое время озадачился сборкой, и даже собрал фанерный станок. Теперь собираю из профиля 2020. Набор комплектующих примерно одинаковый как для фанерного, так и для CNC2418. Постараюсь ничего не упустить и дать полный список комплектующих.

Как правило, нужно купить набор направляющих: рельсы или полированные валы, ходовые винты (чаще всего Т8, ремни типа GT2-6 могут устанавливаться в лазерные станки, в фрезер не желательно), двигатели Nema17, шпиндель (чаще всего двигатель постоянного тока типа RS775 или мощнее) и различная мелочевка типа подшипников, суппортов, метизов. Вопрос электроники отдельный: кто-то пользуется платами Arduino Nano/Uno+CNC Shield, кто-то Mega+Ramps, есть варианты более серьезных комплектов под Mach3.
Цены привожу с бангууда, так как надоело покупать по 1 лоту у разных продавцов с Али и ждать кучу посылок, приходящих в разное время. Цены сравнимые с Али, где-то дешевле, где-то удобнее применитьпоинты, набитые с акции. В итоге получил одну большую посылку с комплектухой. Также привожу ключевые слова для самостоятельного поиска, если нужно найти подобное на Али или Тао.
Теперь по порядку. Получил посылку разной комплектухи для станочной механики.

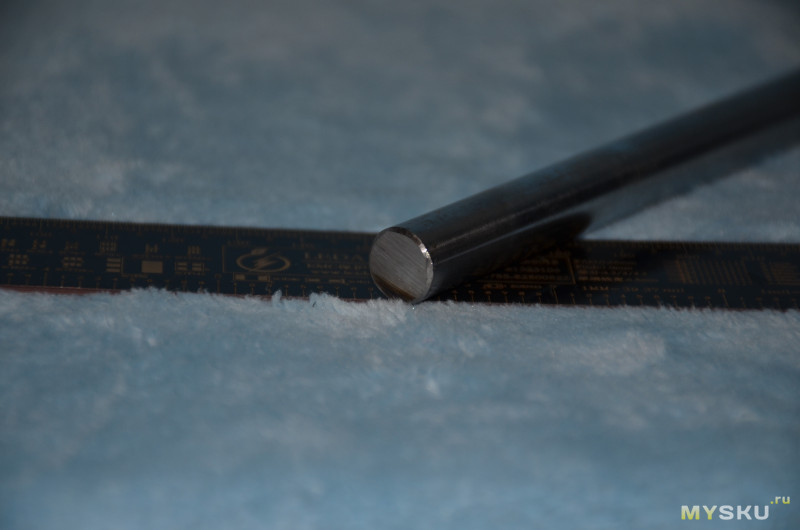
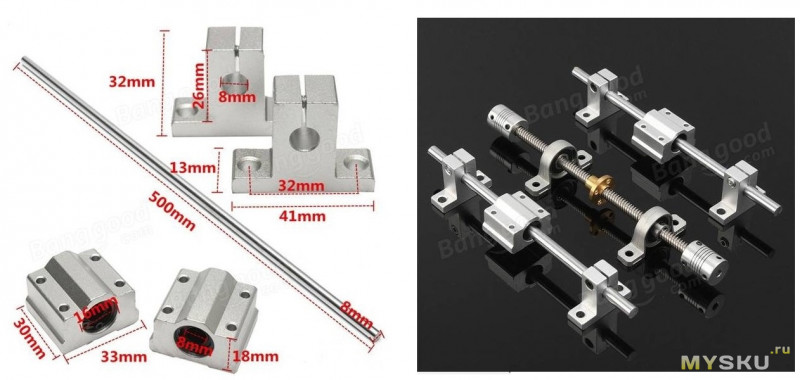
Направляющие полированные валы.
Linear Shaft (Rod). Еще встречается Optical Axis (полированная ось). Бывают на 5-6-8-10-12-16-20 мм. Актуальный диаметр 8 мм. На 16-20 мм лучше использовать круглые рельсы типа SBR16 или SBR20, так как они имеют поддержку. Валы разного диаметра используются, например, в принтере Ultimaker (6-8-10 мм). Валы на 12мм — в оси Z для принтера ZAV 3D.
На фото 6 мм, 8 мм, 12 мм.

Валы 8 мм. Брал часть в размер (они с фасками), часть резал сам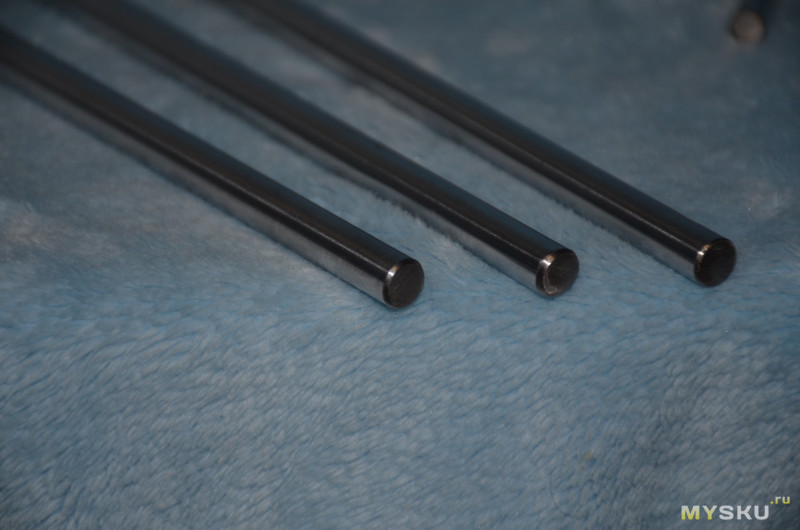
Есть большой лот с выбором валов от 5 мм до 12 мм и длин 300-600 мм

Отдельными лотами бывает чуть дешевле. Я стараюсь брать длину или в размер или значительно больше, чтобы самостоятельно напилить из одного вала 2-3 отрезка нужного размера.

Вот рез торцевой пилой. Желательно потом зачистить, снять фаску.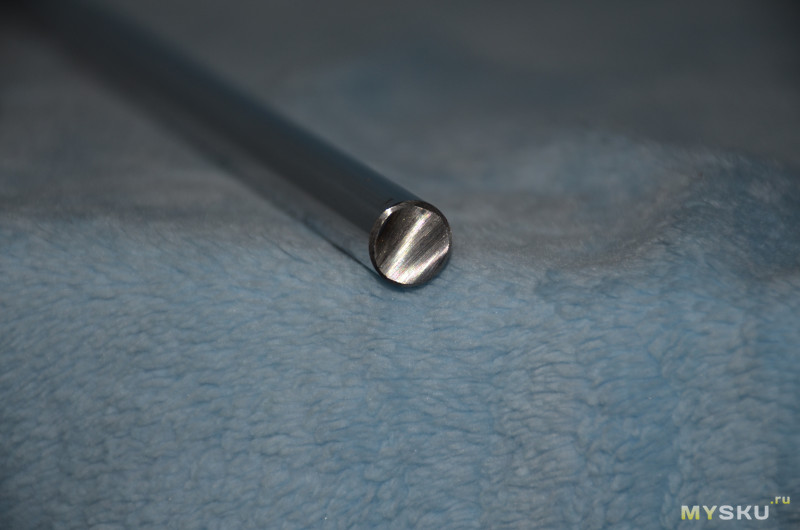
Вал 8х300
Вал 8х600
Вал 8 мм с длинами 300...500 мм
Вал 8 мм с длинами 100… 350 мм
Удобно, если подбирать в размер. Да и периодически на разные лоты делают акции, если не спешно собирать станок, можно поэкономить.
Вал 6х400
Вал 6х300
Вал 6х500
Вал 6x600

Используются в Х-каретке Малька (для перемещения Z-оси), достаточно купить одного на 300 и распилить пополам
Валы на 12 мм (указанные в заглавной ссылке в обзоре). Брал для ZAV 3D.
Вал 12х400
Вал 12х500

Приходят упакованные каждый в запаянный пакет, зачем то положили наклейки бангууда.
Будут установлены в корпус ZAV 3D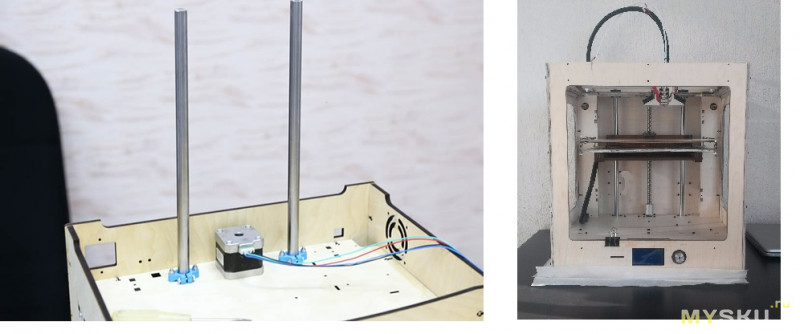
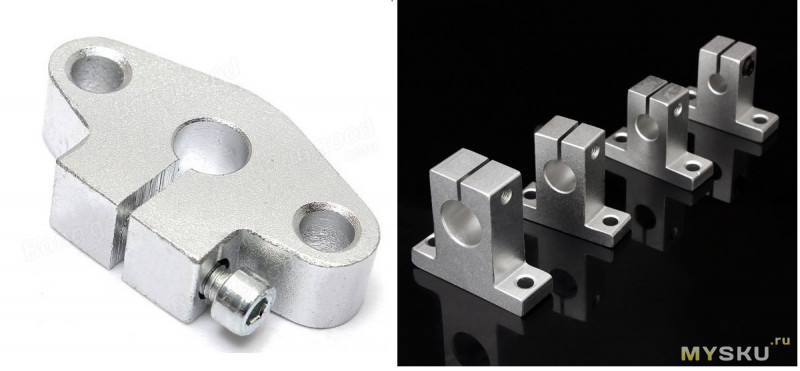
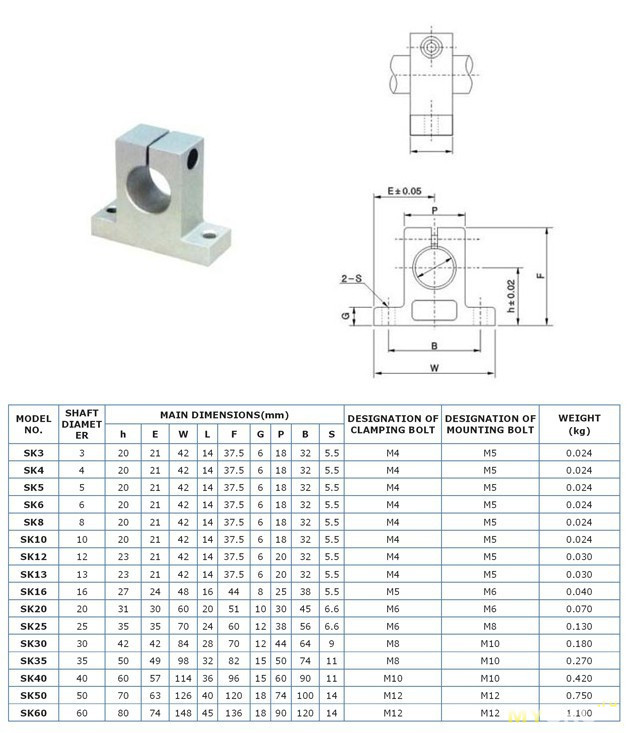
Есть несколько вариантов крепления направляющих. Самый простой — нарезать на концах резьбу и законтрогаить. Можно установить фланцы типа SHF08 или суппорты SK8. В этом случае длина увеличивается на 2 см каждой направляющей (один фланец захватывает 1см вала).
Я печатал сам, не скажу что большая разница, но экономия около $12. Вот ссылка на лот для установки нормальных металлических фланцев SHF08, а не пластиковых. Еще хороший вариант крепление не фланцами, а суппортами, прямо на профиль 2020. Это суппорт SH08 (SF08?).
Есть еще «китайский» вариант крепления, когда в центре вала сверлится отверстие и нарезается внутренняя резьба М3. В этом случае установка подобных направляющих максимально облегчается.
Суппорты-фланца для крепления валов от SHF8 до SHF20
Фланец SHF8
Суппорт SK8
Еще один суппорт SK8 для валов для установки на профиль
Подшипники для валов
Лот с выбором размера коротких линейных подшипников LMххUU на 6/8/10 мм
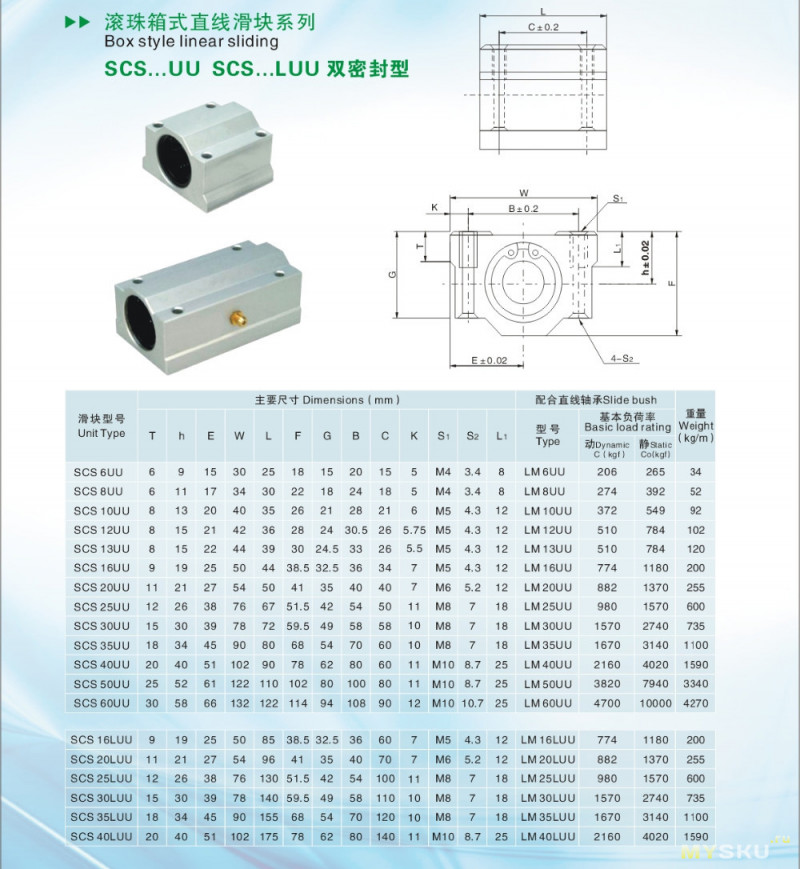
Bearing LM08LUU (на 8 мм, длинные), LM08UU (на 8 мм короткие), в корпусе соответственно: SC8LUU и SC08UU.
Удлиненные лот с выбором типа SCSххLUU от 8 до 20 мм.
Еще удлиненные на 8 мм
Подшипники в корпусе SC8UU
На 6 мм LM6LUU удлиненные и обычные LM6UU

На 12 мм LM12UU
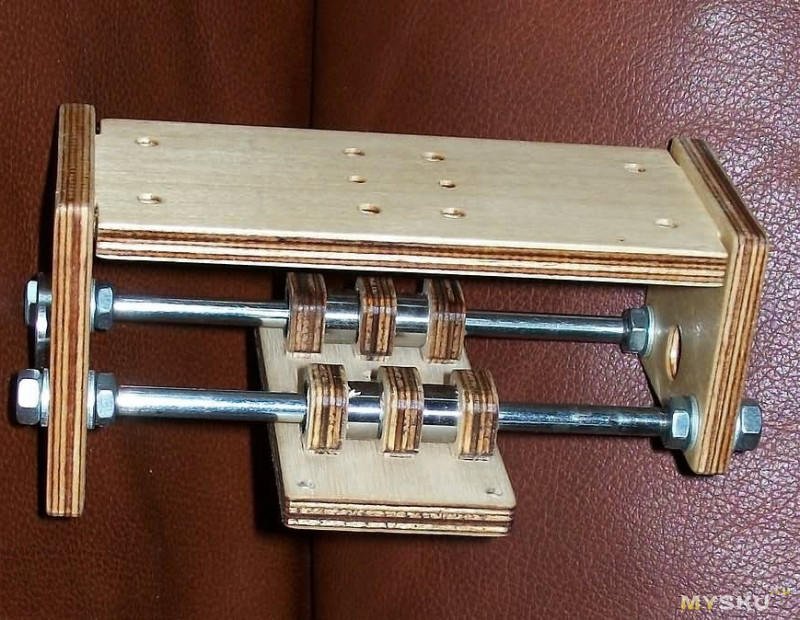
Вот фотография станка Малька с валами на 8 мм, подшипниками LM08LUU и SC08UU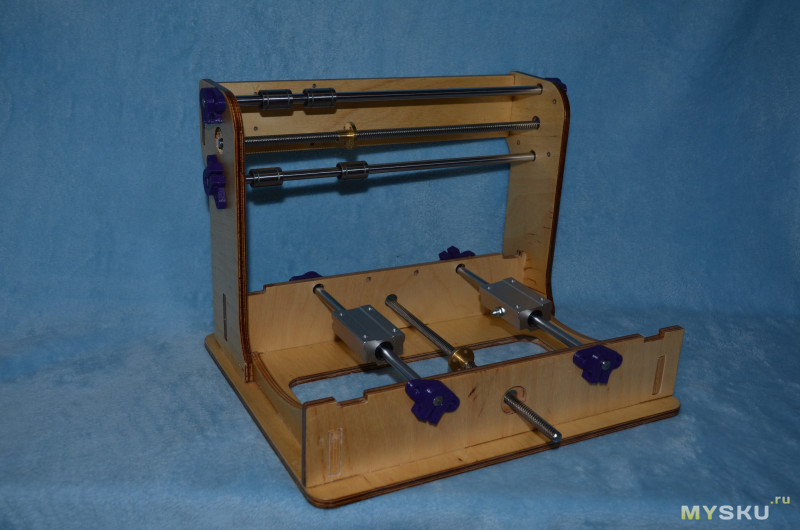
Вот интересные комплекты-наборы осей с направляющими и подшипниками
на 500 мм с удлиненными подшипниками
То же, плюс винт Т8 с суппортом на 300 мм и на 400 мм
на 200 мм
Ходовой винт Т8 (Lead Screw T8, гайка T8 Nut)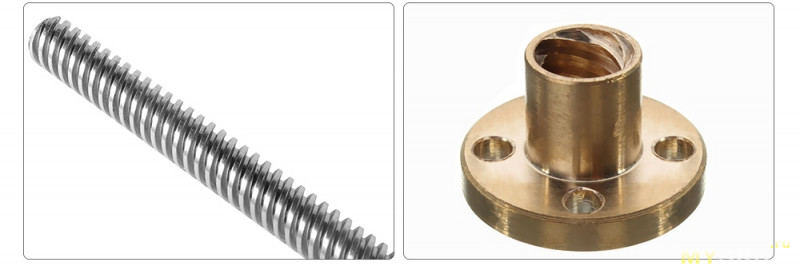
Подробно рассматривал в своем обзоре Kirich, винт с многозаходной резьбой. Лучше брать сразу с гайкой.

Если пилить, то дополнительно надо будет прикупить еще латунных гаек
На 100 мм
На 200 мм (обращайте внимание, какой склад в магазине выбираете, цена разная).
На 250 мм
На 400 мм
Лот с выбором Т8 от 100 до 600 мм
Обычно беру больше, плюс одну гайку. Режу в размер, остаток идет еще куда-либо

Фланец-подшипник KFL08 для крепления винта Т8 на торцевую поверхность (Flange Bearing KFL08)
Фланец-суппорт KP08 для крепления винта Т8 на профиль Mount Bearing KP08


Комплектующие для профиля
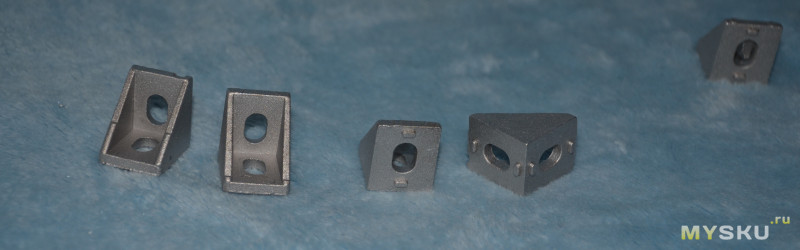
уголки 2020 2020 Corner Bracket
Для сборки станка типа 2418 потребуется минимум 16 шт. Берите с запасом )))
Т-гайки М4 для профиля 2020 (слот 8мм) 100 шт. Тоже лучше не мелочиться. Сто штук разлетятся в момент, особенно учитывая что ими можно крепить все что угодно на профиль. Для заказа: T Nut M4 (есть М3, М5, для паза 6 мм)
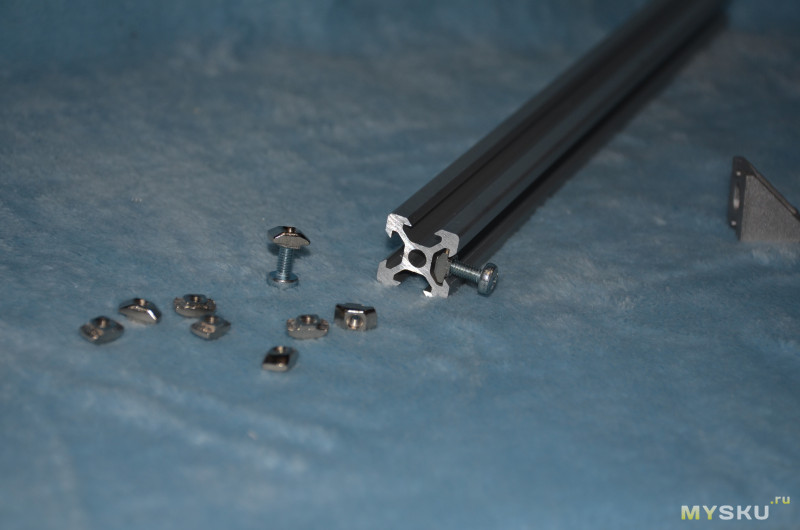
А вот сам профиль 2020. Это конструкционный алюминиевый профиль от Соберизавода. Это наверное самый дешевый вариант, так как профиль из Китая будет стоить дороже, да и существует ограничение на максимальную длину посылок на китайской почте (500мм).
Я покупал сразу нарезанный в размер комплект профиля для 2418.
Ну разве что забыл указать про шпиндель. В указанных станках 1610 и 2418 используется двигатель типа RS775 плюс цанговый патрон

Если нужно шпиндель помощнее, вот есть вариант и отдельно скоба крепления для него (дороговато выходит)
Итак, мы купили 7 отрезков по 300 для станины и два по 240 для портала. Размеры могут быть совершенно любыми, но учитывайте изменение длины направляющих валов и ходового винта. Высота портала вообще никак не привязана к размеру рамы. Можно будет сделать высокий, можно низкий. Это влияет только на требуемых ход оси Z.
Вот как выглядит 2418 на рекламных фото.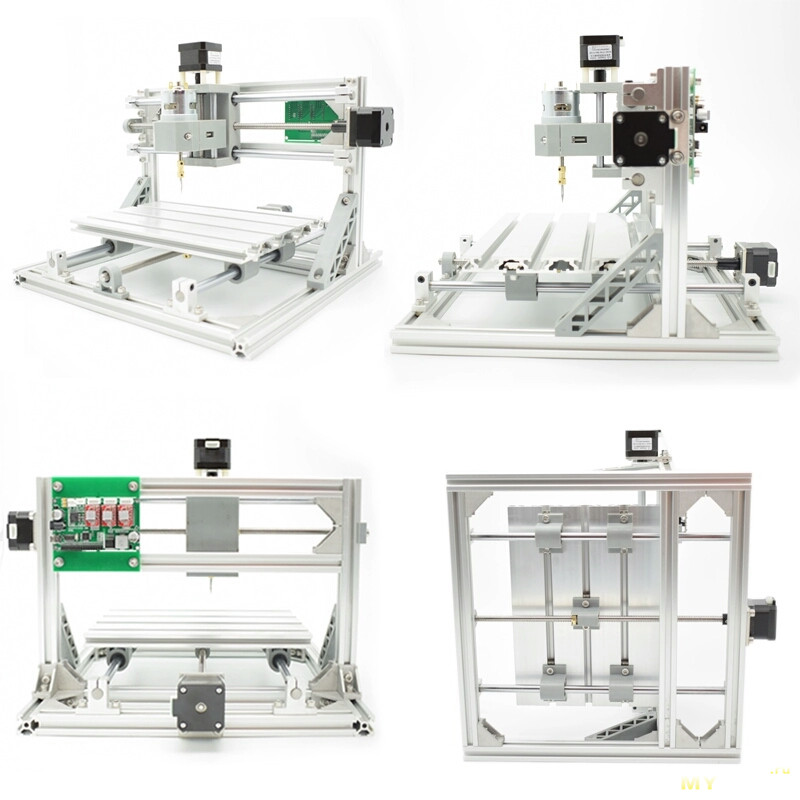
Фото 2418 в достройке.

По стоимости могу сказать примерно:
винты рублей 600 три штуки
направляющие около 1000, плюс подшипники по доллару штука
стоимость профиля 700р (с самовывозом)
плюс уголки, гайки, винты и т.п.
Это пока без шпинделя и электроники, только механические части станка.
Двигатели (3 шт) у меня есть со старого станка.
Подробную инструкцию по сборке рамы, механики 2418 я выложу чуть попозже, не хочу мешать все в один обзор.
О выборе электронике, прошивке и настройке — тоже самое.
3D печатные запчасти, для экономии:
lm8uu
Nema 17 motor mount
Суппорт 8 мм
SK8 mount
SHF8
Вроде по механической части все, пока готовлю топик о сборке рамы для 2418, установке моторов и прочего.
Не переключайте канал)))
Приведу перечень основных комплектующих для ЧПУ-самоделок: фрезеров, принтеров, граверов и т.п., на примере самодельного мини-фрезера
Давно интересуюсь темой ЧПУ и сопутствующей информацией и мониторю стоимость «настольных» аппаратов на рынке, например, CNC1610 или CNC2418. На первый уже были пару обзоров на муське (обзоры на CNC1610 от Kirich и от sav13). На CNC2418 обзора здесь еще не было, обзоры на других ресурсах не утешающие. Если что, цифры в названии это рабочая зона станка. Хотя зная китайских товарищей — это скорее габарит станка.
Ну а если серьезно говорить, то рыночная стоимость подобных комплектов для сборки сильно завышена. Я не готов отдавать под $300 за подобный набор. А вот собрать его своими руками раза в три дешевле — пожалуйста! Для сравнения на фото слева CNC1610, справа CNC2418. На последний любят навешивать дополнительно лазерную головку.
К слову, иметь подобный настольный ЧПУ станочек, который всегда будет «на подхвате» при изготовлении печатных плат и небольших поделок, это большой плюс для домашнего мастера.
Так вот, в свое время озадачился сборкой, и даже собрал фанерный станок. Теперь собираю из профиля 2020. Набор комплектующих примерно одинаковый как для фанерного, так и для CNC2418. Постараюсь ничего не упустить и дать полный список комплектующих.
Как правило, нужно купить набор направляющих: рельсы или полированные валы, ходовые винты (чаще всего Т8, ремни типа GT2-6 могут устанавливаться в лазерные станки, в фрезер не желательно), двигатели Nema17, шпиндель (чаще всего двигатель постоянного тока типа RS775 или мощнее) и различная мелочевка типа подшипников, суппортов, метизов. Вопрос электроники отдельный: кто-то пользуется платами Arduino Nano/Uno+CNC Shield, кто-то Mega+Ramps, есть варианты более серьезных комплектов под Mach3.
Цены привожу с бангууда, так как надоело покупать по 1 лоту у разных продавцов с Али и ждать кучу посылок, приходящих в разное время. Цены сравнимые с Али, где-то дешевле, где-то удобнее применитьпоинты, набитые с акции. В итоге получил одну большую посылку с комплектухой. Также привожу ключевые слова для самостоятельного поиска, если нужно найти подобное на Али или Тао.
Теперь по порядку. Получил посылку разной комплектухи для станочной механики.
Направляющие полированные валы.
Linear Shaft (Rod). Еще встречается Optical Axis (полированная ось). Бывают на 5-6-8-10-12-16-20 мм. Актуальный диаметр 8 мм. На 16-20 мм лучше использовать круглые рельсы типа SBR16 или SBR20, так как они имеют поддержку. Валы разного диаметра используются, например, в принтере Ultimaker (6-8-10 мм). Валы на 12мм — в оси Z для принтера ZAV 3D.
На фото 6 мм, 8 мм, 12 мм.
Валы 8 мм. Брал часть в размер (они с фасками), часть резал сам
Есть большой лот с выбором валов от 5 мм до 12 мм и длин 300-600 мм
Отдельными лотами бывает чуть дешевле. Я стараюсь брать длину или в размер или значительно больше, чтобы самостоятельно напилить из одного вала 2-3 отрезка нужного размера.
Вот рез торцевой пилой. Желательно потом зачистить, снять фаску.
Вал 8х300
Вал 8х600
Вал 8 мм с длинами 300...500 мм
Вал 8 мм с длинами 100… 350 мм
Удобно, если подбирать в размер. Да и периодически на разные лоты делают акции, если не спешно собирать станок, можно поэкономить.
Вал 6х400
Вал 6х300
Вал 6х500
Вал 6x600
Используются в Х-каретке Малька (для перемещения Z-оси), достаточно купить одного на 300 и распилить пополам
Валы на 12 мм (указанные в заглавной ссылке в обзоре). Брал для ZAV 3D.
Вал 12х400
Вал 12х500
Приходят упакованные каждый в запаянный пакет, зачем то положили наклейки бангууда.
Будут установлены в корпус ZAV 3D
валы 5 мм
Не очень популярные, я их не брал пока, присматриваюсь. Используются в мини-микро проектах типа нано лазерных граверов или малогабаритных принтеров
5х300
5х400
5х500
5x600
Подшипники к ним
5х300
5х400
5х500
5x600
Подшипники к ним
Есть несколько вариантов крепления направляющих. Самый простой — нарезать на концах резьбу и законтрогаить. Можно установить фланцы типа SHF08 или суппорты SK8. В этом случае длина увеличивается на 2 см каждой направляющей (один фланец захватывает 1см вала).
Я печатал сам, не скажу что большая разница, но экономия около $12. Вот ссылка на лот для установки нормальных металлических фланцев SHF08, а не пластиковых. Еще хороший вариант крепление не фланцами, а суппортами, прямо на профиль 2020. Это суппорт SH08 (SF08?).
Есть еще «китайский» вариант крепления, когда в центре вала сверлится отверстие и нарезается внутренняя резьба М3. В этом случае установка подобных направляющих максимально облегчается.
Суппорты-фланца для крепления валов от SHF8 до SHF20
Фланец SHF8
Суппорт SK8
Еще один суппорт SK8 для валов для установки на профиль
Подшипники для валов
Лот с выбором размера коротких линейных подшипников LMххUU на 6/8/10 мм
Bearing LM08LUU (на 8 мм, длинные), LM08UU (на 8 мм короткие), в корпусе соответственно: SC8LUU и SC08UU.
Удлиненные лот с выбором типа SCSххLUU от 8 до 20 мм.
Еще удлиненные на 8 мм
Подшипники в корпусе SC8UU
На 6 мм LM6LUU удлиненные и обычные LM6UU
На 12 мм LM12UU
Вот фотография станка Малька с валами на 8 мм, подшипниками LM08LUU и SC08UU
Вот интересные комплекты-наборы осей с направляющими и подшипниками
на 500 мм с удлиненными подшипниками
То же, плюс винт Т8 с суппортом на 300 мм и на 400 мм
на 200 мм
Ходовой винт Т8 (Lead Screw T8, гайка T8 Nut)
Подробно рассматривал в своем обзоре Kirich, винт с многозаходной резьбой. Лучше брать сразу с гайкой.
Если пилить, то дополнительно надо будет прикупить еще латунных гаек
На 100 мм
На 200 мм (обращайте внимание, какой склад в магазине выбираете, цена разная).
На 250 мм
На 400 мм
Лот с выбором Т8 от 100 до 600 мм
Обычно беру больше, плюс одну гайку. Режу в размер, остаток идет еще куда-либо
Фланец-подшипник KFL08 для крепления винта Т8 на торцевую поверхность (Flange Bearing KFL08)
Фланец-суппорт KP08 для крепления винта Т8 на профиль Mount Bearing KP08
Комплектующие для профиля
уголки 2020 2020 Corner Bracket
Для сборки станка типа 2418 потребуется минимум 16 шт. Берите с запасом )))
Т-гайки М4 для профиля 2020 (слот 8мм) 100 шт. Тоже лучше не мелочиться. Сто штук разлетятся в момент, особенно учитывая что ими можно крепить все что угодно на профиль. Для заказа: T Nut M4 (есть М3, М5, для паза 6 мм)
А вот сам профиль 2020. Это конструкционный алюминиевый профиль от Соберизавода. Это наверное самый дешевый вариант, так как профиль из Китая будет стоить дороже, да и существует ограничение на максимальную длину посылок на китайской почте (500мм).
Я покупал сразу нарезанный в размер комплект профиля для 2418.
Под спойлером размеры отрезков, советы для заказа.
Есть два варианта — профиль без покрытия (подешевле) и с покрытием (анодированный). Разница в стоимости небольшая, я рекомендую с покрытием, особенно если использовать в качестве направляющих для роликов.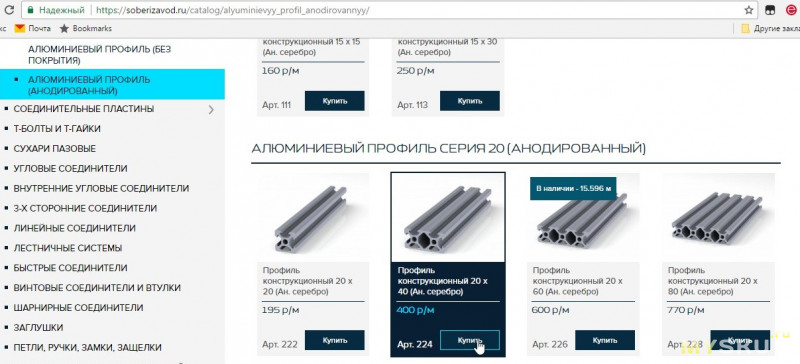
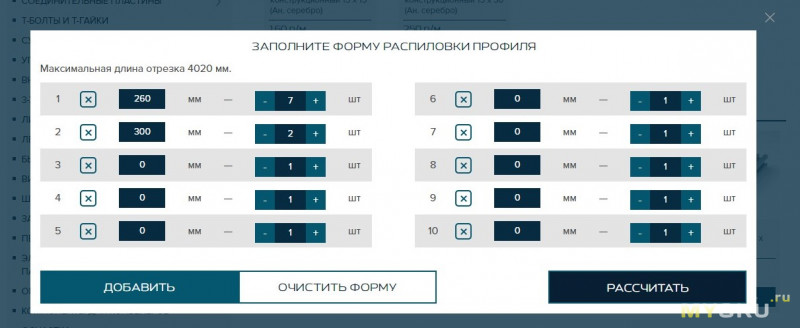
Выбираем нужный тип профиля 2020, далее вводим «порезать по размерам». Иначе, можно купить один отрезок (хлыст) на 4 метра. При расчете имейте ввиду, что стоимость одного реза бывает разная, в зависимости от профиля. И что на рез закладывается 4 мм.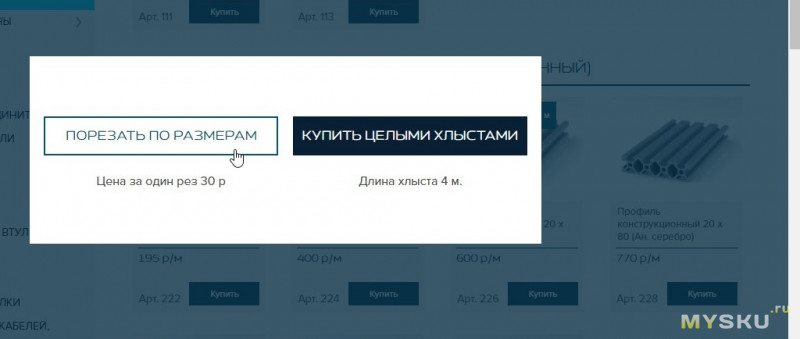
Вводите размеры отрезков. Я сделал станок 2418 чуть больше, это семь отрезков по 260 мм и два вертикальных по 300 мм. Вертикальный можно сделать поменьше. Если нужен станок длиннее, то два продольных отрезка больше, например, 350 мм, поперечные также по 260 мм (5 шт).
Подтверждаем (надо обязательно добавить в карту раскроя)
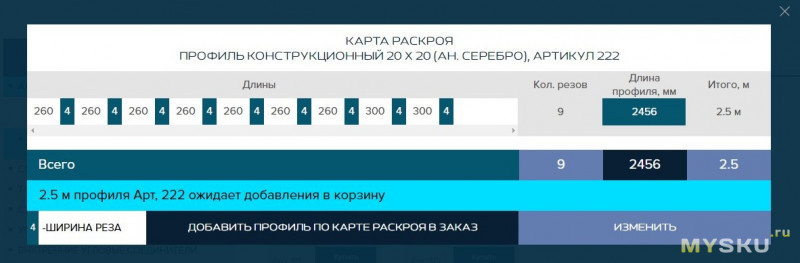
Я обычно остатки (небольшие отрезки) беру на что-либо другое, например, держатель для катушки 3Д принтера.
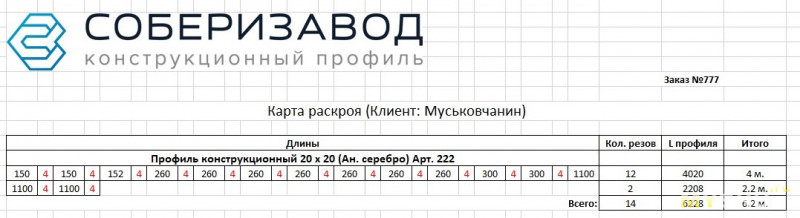
Профиль получается на 667р вместе с услугой резки.

Доставка осуществляется ТК, расчитать стоимость можно по калькулятору, так как размеры профиля вам известны, вес очень хорошо считается в карте раскроя. Плюсуйте «забор груза у поставщика». То есть стоимость мне до Тулы вышла 1450 (30 кг профиля для разных целей). Доставка Деловыми линиями обойдется дешевле, около 1000 рублей.
Можно забрать самовывозом в Москве.
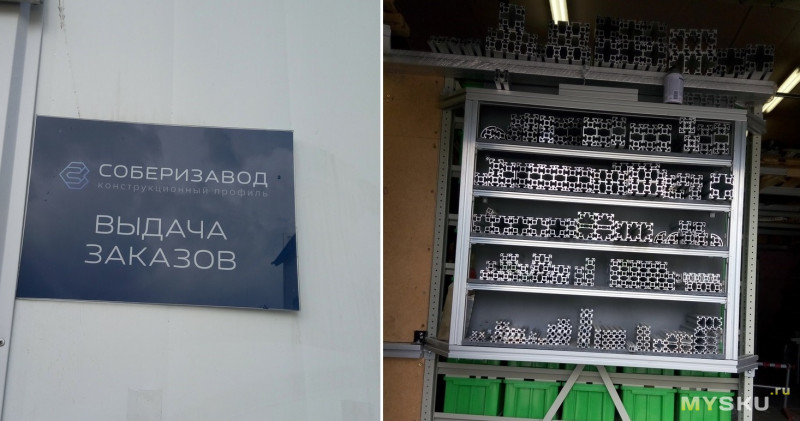
В одном месте офис, склад и мастерская, где режут профиль в размер. Есть витрина с образцами, можно оценить профиль. Я как раз подбирал себе профиль для SBR20, у него посадочные места через 30 мм, это профиль, 3060, 3090. Изначально хотел 4040, порылся в ассортименте, понял что лучше даже 6060.
А вот профиль «на месте»
Про большой станок отдельная тема.
Выбираем нужный тип профиля 2020, далее вводим «порезать по размерам». Иначе, можно купить один отрезок (хлыст) на 4 метра. При расчете имейте ввиду, что стоимость одного реза бывает разная, в зависимости от профиля. И что на рез закладывается 4 мм.
Вводите размеры отрезков. Я сделал станок 2418 чуть больше, это семь отрезков по 260 мм и два вертикальных по 300 мм. Вертикальный можно сделать поменьше. Если нужен станок длиннее, то два продольных отрезка больше, например, 350 мм, поперечные также по 260 мм (5 шт).
Подтверждаем (надо обязательно добавить в карту раскроя)
Я обычно остатки (небольшие отрезки) беру на что-либо другое, например, держатель для катушки 3Д принтера.
Профиль получается на 667р вместе с услугой резки.
Доставка осуществляется ТК, расчитать стоимость можно по калькулятору, так как размеры профиля вам известны, вес очень хорошо считается в карте раскроя. Плюсуйте «забор груза у поставщика». То есть стоимость мне до Тулы вышла 1450 (30 кг профиля для разных целей). Доставка Деловыми линиями обойдется дешевле, около 1000 рублей.
Можно забрать самовывозом в Москве.
В одном месте офис, склад и мастерская, где режут профиль в размер. Есть витрина с образцами, можно оценить профиль. Я как раз подбирал себе профиль для SBR20, у него посадочные места через 30 мм, это профиль, 3060, 3090. Изначально хотел 4040, порылся в ассортименте, понял что лучше даже 6060.
А вот профиль «на месте»
Про большой станок отдельная тема.
Ну разве что забыл указать про шпиндель. В указанных станках 1610 и 2418 используется двигатель типа RS775 плюс цанговый патрон
Если нужно шпиндель помощнее, вот есть вариант и отдельно скоба крепления для него (дороговато выходит)
Итак, мы купили 7 отрезков по 300 для станины и два по 240 для портала. Размеры могут быть совершенно любыми, но учитывайте изменение длины направляющих валов и ходового винта. Высота портала вообще никак не привязана к размеру рамы. Можно будет сделать высокий, можно низкий. Это влияет только на требуемых ход оси Z.
Вот как выглядит 2418 на рекламных фото.
Фото 2418 в достройке.
По стоимости могу сказать примерно:
винты рублей 600 три штуки
направляющие около 1000, плюс подшипники по доллару штука
стоимость профиля 700р (с самовывозом)
плюс уголки, гайки, винты и т.п.
Это пока без шпинделя и электроники, только механические части станка.
Двигатели (3 шт) у меня есть со старого станка.
Подробную инструкцию по сборке рамы, механики 2418 я выложу чуть попозже, не хочу мешать все в один обзор.
О выборе электронике, прошивке и настройке — тоже самое.
Дополнительная информация - чертежи суппортов, фланцев и прочего
KP08/KFL08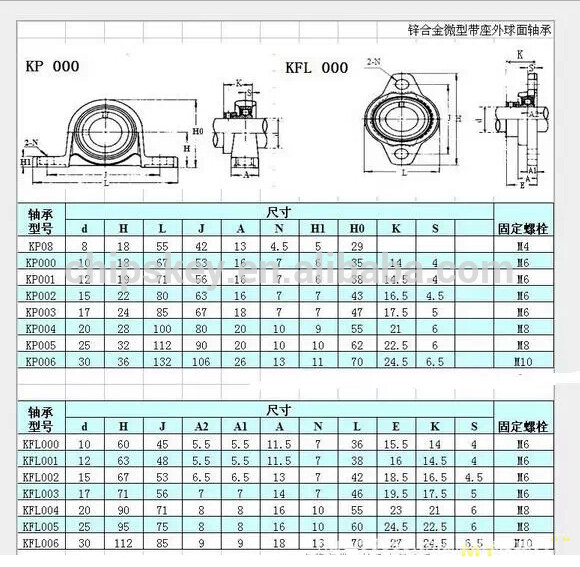
SHFxx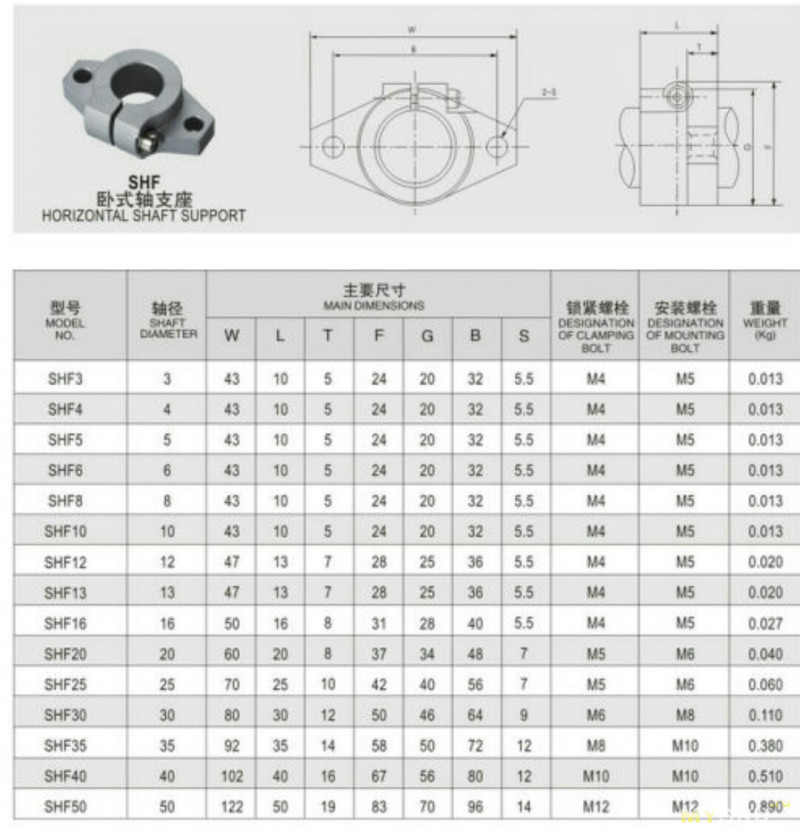
SKxx
SCxxUU/LUU
SHFxx
SKxx
SCxxUU/LUU
3D печатные запчасти, для экономии:
lm8uu
Nema 17 motor mount
Суппорт 8 мм
SK8 mount
SHF8
Скидка на профиль от Соберизавода
Если будете заказывать у них, для получения скидки достаточно написать сообщение при заказе и указать этот обзор
Вроде по механической части все, пока готовлю топик о сборке рамы для 2418, установке моторов и прочего.
Не переключайте канал)))
Самые обсуждаемые обзоры
| +307 |
9398
197
|
| +109 |
5390
125
|
| +92 |
3433
65
|
| +88 |
3332
62
|
указанный моторчик RS775 в качестве шпинделя не годится, для гравировки нужны обороты от 11тыщ для крупных граверов (0.3-0.7мм) и от 15тыщ для более мелких (0.1-0.2мм)
если по деньгам совсем туго, то из 775 нужно брать пооборотистей, типа такого https://aliexpress.com/item/item/Durable-13000-5000rpm-775-DC12V-150W-Micro-High-Speed-Motor-5mm-Shaft-Electric-machinery/32801278306.html (+ цанговый патрон), для гравировки пойдет, для фрезеровки нет, там потребуется от 200 ватт и более (чтобы обороты не проседали).
а лучше что-то типа такого компактного и легкого, это именно шпиндель, а не моторчик с патроном-переходником с жутким биением.
Я вообще думал захват под дремель сделать
Короче если станок не работает 24/7/365 то втулки предпочтительнее, они дают больше жёсткости, а поменять обычно не проблема на мелком станке.
Кстати, не дешевые.
Ну не прям такие, подобные, допуски получаются больше но для любительских конструкций самое то
Вообще, если я не ошибаюсь, то такие подшипники первыми немцы стали делать.
По Мальку, немного модифицировал, модификацию обозвал Крепыш.
А вы смотрю решили на ал. профиле попробывать?
Немного сравнения.
Что то народ к фрезерам не сильно интерес проявляет.
Что то типа лазерного.
И для детишек, с полярными координатами. Это уже от нашего пользователя, вроде программист.
Думаю тоже интересно будет. Правда не фрезер уже.
И еще совет, мужики не гонитесь за максим. раб. полем, боком вылезет.
Если для дома.
Долго объяснять.
Самое то интересное в нем программное.
Надеюсь у него всё получится.
делаю 3д принтер на сварной раме из 30 уголка :) (типо на молоко дую)
Вот вы приводите видимо типо-размеры 2418 это размеры профиля или же размеры поля? с валами на 500мм какое рабочее поле можно получить? где то около 400*400 мм?
Ну и сразу вопрос, как должен выглядеть станок 1.5*2 метра рабочий стол и скажем таскать на себе фрезер бош? Ну раму можно будет придумать из чего нибудь, а направляющие?
Как всегда любят завышать. ;) Этого у них не отнимешь.
Клинить будет.
Да и шпинделек уже минимум 400 ватт.
Если у вас всё же получится, то я только за. ;)
Кроме того, после определенного предела механика маленького станка перестает удовлетворять требованиям. Например, портал с рабочей шириной 500 мм уже вряд ли можно будет таскать одним ШВП, придется ставить по двигателю и ШВП на каждую сторону портала. Длина рабочей части 1000 мм означает, что ШВП, таскающие портал, нужно уже ставить или очень жирные (а это и цена и масса) или же крепить сам винт ШВП жестко, а на портал ставить моторы с вращающимися гайками.
С ростом размеров растет и масса движущихся частей, что означает, что для нормальной скорости нужно ставить более мощные моторы, а еще лучше — серводвигатели.
Все это прибавляет к цене гораздо больше, чем прибавляется размеров :) К примеру, станкок с полем 200х200 мм можно собрать за 300$, а вот станок с полем 500х1000 мм, способный обрабатывать те же материалы с тем же качеством, обойдется уже в 4000-5000 $ :) Это не точные цифры, а примерный порядок разницы в стоимости.
если вы делаете станок для реальной работы, а не для «поиграться», то станина правильного фрезера таких габаритов должна выглядеть примерно так , ну или если нужно более бюджетно — сварная, но есть ньюансы, может «скрутить».
и забудьте про валы на такой длине, только рельсы.
Полкомнаты завалены стружкой.
Некоторые, только на ЧПУ можно повторить.
Он занимался как раз профессионально.
360 градусов, вот и делите.
Чтобы быстрей, делают сразу несколько повороток, мощные шпинделя, дорогие фрезы и т.д. и т.п.
Конкуренция на них не протолкнутся. Денег спалите немеряно.
С валами диаметром 12 мм длину оси больше 300 мм не стоит делать, да и то это будет не для силовой обработки, а для легкой нагрузки — лазер, гравер. На большей длине эти валы уже даже под собственным весом прогибаются, не говоря о том, что на них что-то еще висеть будет.
Направляющие — рельсы или валы на опоре. Висячие валы тут однозначно не подойдут.
Ролики рулевого Волги.
Ну и интересные не стадартные от рукастых мужиков
i4.ru/index.php/topic,753.0.html
Этот, кстати успешно на даче проработал 3 года, а потом даже у меня его купили. Даже балясины, шестеренки на нем делал.
Стекла для мобилы разбитые, мелкие надписи на корпусах и т.д. и т.п.
По длине валов — учитывайте боковые выступы кареток, концевики, и так далее. Где-то муфта торчит…
Aslan54 прав, реально будет чуть поменьше
или так
Я вот такой проектирую пока
Так намного надежней.
Вы с собой в начале договоритесь, что вам нужно. Да деньги свободные в кошельке пересчитайте.
Без денег там делать нечего. Не повторяйте ошибки, пытаться сделать из ничего.
В Инет проектов навалом. Но все они на холостом ходу обычно проработают несколько минут. Как раз чтобы видео записать.
Вспомните мультик, как мужик из одной шкурки 7 шапок хотел получить.
Начинайте с малого. Не ошибетесь и денег своих зря не потратите.
Разве не похожи?
Цилиндрические рельсы — Нашлось 18 млн результатов
Я конечно понимаю, про какие вы говорите. Но те дороговаты, для мужиков будут.
Слово валы, я лично вообще не применяю.
Грамотней Цилиндрические направляющие, в ЧПУ.
Если уж четко по ЧПУ.
обосрраскритиковали на специализированных форумах.Вместо валов на опоре лучше сразу разориться на профильные рельсы. На портале поставить между этими двумя профилями третий и все три как следует стянуть (и даже склеить) между собой — это значительно повысит жесткость на кручение, которая тут очень важна.
Если стало грустно, то подумай про осьминога. У него и ноги от ушей, и руки из жопы, и жопа с ушами, и голова в жопе и ниче, не жалуется
В принципе молодец, поле отгрохали, дай боже.
Пластик, вот только от нагрева «течет»…
В принципе твердая четверка, что человек себя ищет в творчестве.
В смысле что очень хочется увидеть калькуляцию.
Полная калькуляция будет в следующем обзоре.
Причем даже imaching из solidcam вполне работает на нем.
Лежат направляющие SBR10 с подшипниками и ШВП с подшипниками на все три оси.
С рамой замучился. Все таки видимо тоже из профиля буду делать. Но хотелось бы подвижный портал соорудить. А из профиля он как то не очень
А болты жесткость не дадут.
Думал заказать из листа 6-8мм лазерную резку.
А без сверлильного станка вообще по идее делать нечего в металлообработке. Но опять же можно пойти туда где всё это есть и сделать.
Да я правда не знаю! Правда правда!
Расскажите или дайте ссылку на полезную и грамотную статью вместо того чтобы говорить загадками или «Гугл вам в помощь»
Или поделитесь своим опытом работы на этом станке.
Вот к примеру как он работает
Опять же, не нужно в крайности впадать. Если станок по дереву то он по дереву. Даже алюминий на нём скорее всего не пойдёт.
На моём CNC3020 статическое провисание валов в среднем 0.08мм под нагрузкой же 0,5~1мм запросто получить можно.
Только сегодня вырезал со всеми провисаниями. И подошло!
Кроме направляющих, еще много чего есть.
Зависит от конструкции, раб. поля и материала, который будите обрабатывать.
Многие гоняются за большим полем, думают зараз мигом вам все сделает.
А он потом у вас только место будет занимать. Да и с заготовками большого формата трудней работать. Они ведь не идеальные.
Хорошо иметь несколько станков, под свои задачи. Начинающим, вообще лучше не гоняться за размерами поля. Набъете руку и опыт на малых, тогда точно будите знать что вам нужно будет.
Сам взял гравер А3, а по факту мне бы хватило рабочего поля 100х100мм за глаза. Но уже что взял-то и использую.
Тоже сейчас интересуюсь этой темой. Узнал многое.
У самого в черновиках обзор лазерного гравера А3.
Очень хочу в ближайшее время еще и 3D принтер или купить, или сорбать свой.
Только из чего сделать раму оси Z — вы не рассказали :)
И вот эти дополнительные диагональные супорта для жесткости (у вас они синего цвета — напечатаны наверно).
Про ось Z чуть попозже, есть несколько типовых решений. А для лазерной головки она особо и не нужна
Вопрос по теме. Китайские направляющие полированные валы насколько тверды? Возможно ли в торце просверлить отверстие и нарезать резьбу без термообработки, т.е. не отпуская сталь?
Китайцы умудряются сверлить отверстия в центре вала и внутреннюю резьбу нарезать, даже в шестерках
Да дешевле из Китая купить.
Потому как для сохранности? профиля забивают его в ящик из сырых досок, вес получается ого-го, доставка дороже самого профиля.
На али очень дорогая доставка профиля, дороже самого профиля в несколько раз.
$5 профиль и $18 доставка.
Самое дешевое что нашел. Остальное еще дороже.