Фрезерный станок CNC3040-T1-B

- Цена: $450
- Перейти в магазин
Под Новый Год захотелось странного — металлического станка, на который можно было бы установить систему охлаждения фрезы, дабы можно было металл обрабатывать. Не то чтобы у меня станков нет — они у меня есть, но все сделаны из пластика, фанеры и ДВП.
От жидкости их и вспучить запросто может.
Дальше много текста и картинок.
Совсем игрушечные станки были отброшены сразу — тут и подвижный стол, и шпиндель никакой, куча пластиковых деталей, и жесткости не видно. Чуть серьезнее игрушки оказались не намного дороже — в районе 350-400 евро включая доставку. Они, конечно, тоже игрушки — но немного серьезнее.
Дальше были муки выбора: или станок 3040 — вроде как большеватый для моих нужд, или 3020 — хороший размерчик, но оси диаметром 12мм вместо 16 мм и стоит всего на 50 евро дешевле.
Жаба в сторонке ухмылялась — за те же деньги лучше всего побольше и можно без хлеба ©.
Тут в дело вмешался шеф и положил жабу на обе лопатки, заодно прервав муки выбора. Пришло сообщение — фирма в его лице решила подарить мне станок на рождество (в Финляндии это 25 декабря). Для фирмы из двухработающих развлекающихся пенсионеров — это царский подарок.
Станок был заказан 17 декабря на мой домашний адрес, 23 декабря в дверь позвонил почтальон и вручил серьезных размеров ящик. При этом попросил слишком рано не радоваться и принес еще один, размером даже поболее.
Судя по надписи на коробке, материал, из которого изготовлен станок — «люминий, самый легкий из железов». И это не иначе как гравировальный станок.

Мда, 400 ватт и довольно-таки низкобортный шпиндель (всего 8000 об/мин) и шаговики NEMA23 так и располагают к неспешной гравировке по бальзе.
Что продавец пишет об этом чуде (скопировано, не отвечаю ни за грамматику, ни за содержание):
Ну да ладно, все это присказки, сказка будет впереди.
Итак, имеем 2 ящика — один весом 14.16 кг, второй — 16.64 кг.


Открываем коробку побольше — сверху лежит диск с кучей программ под Windows — ArtCAM, AutoCAD, CopperCAM, MACH3 и что-то еще подобное. Из того, для чего не нужна лицензия — Adobe Reader и краткое руководство по применению фрез на китайском языке.

Есть очень бледная копия брошюры — ожидал увидел что-то типа руководства по станку, вместо этого — очень краткое руководство по ArtCAM. С учетом, что с Windows я давно не дружу, для меня все это богатство бесполезное.
Дальше извлекается контроллер станка и каретка со шпинделем. Упаковано добросовестно — каждый шаговик упакован в собственный фанерный ящичек.

Висящие оси диаметром 16 мм, линейные подшипники.



Оси не врезаны, а просто висят на болтах — не очень правильно.

Щеточный шпиндель судя по описанию 400 Ватт, диаметр 52 мм, для обдува сверху на оси закреплен пластиковый вентилятор. На оси Z использованы оси 12 мм.

Зажимной патрон R11 с единственной цангой 3.175 мм — рекомендую сразу озаботиться хотя бы 6 мм цангой.

В той же коробке нашлись провода и замотанные винтики и инструменты.

Любуемся на на каретку и ставим ее в сторонку.

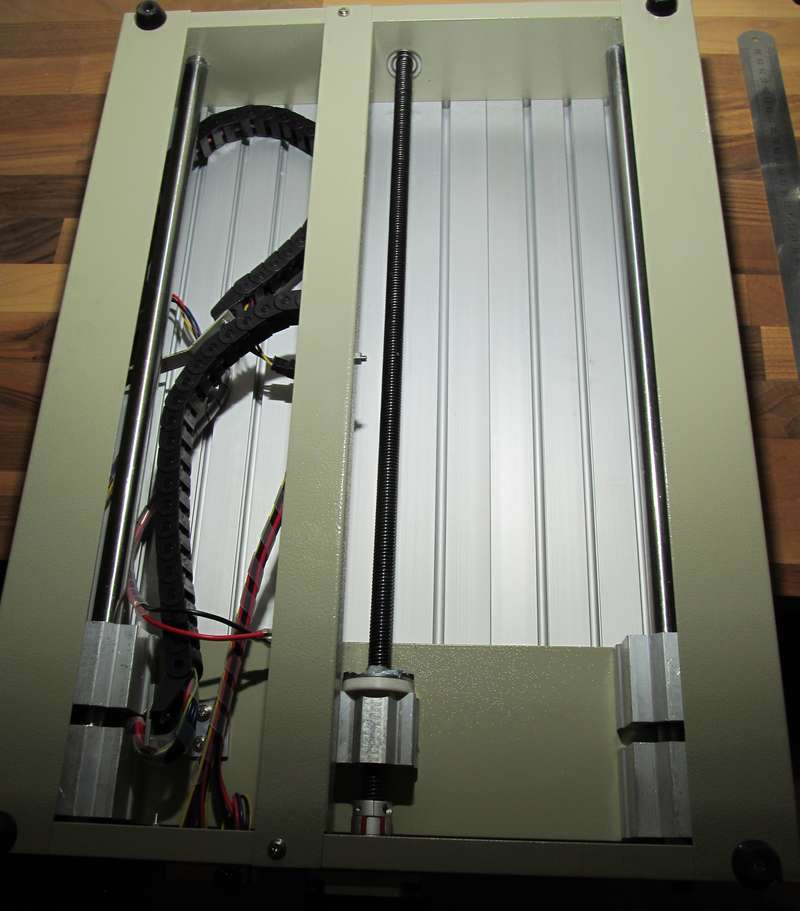
Во второй коробке лежала станина и стальные желоба.

Шаговик так же упакован в собственную коробочку.



Внутри станины упрятаны провода в гибких кабельных каналах.

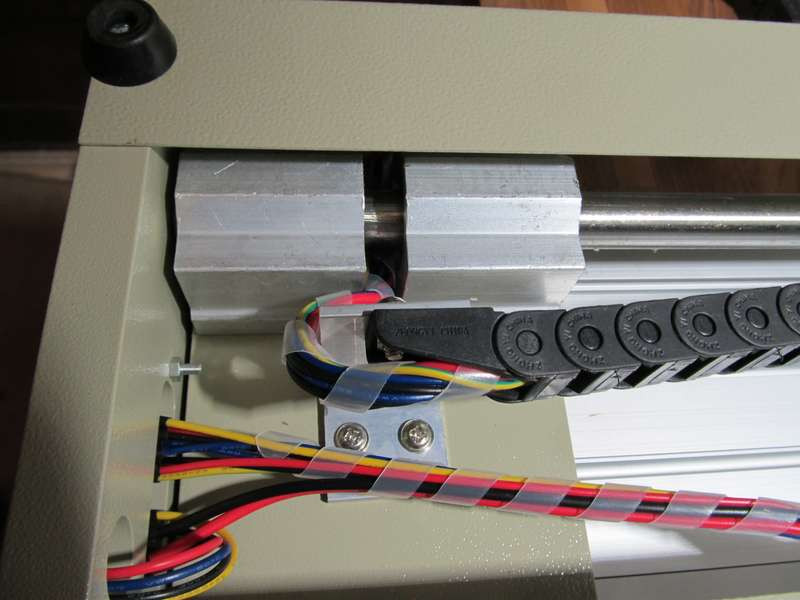
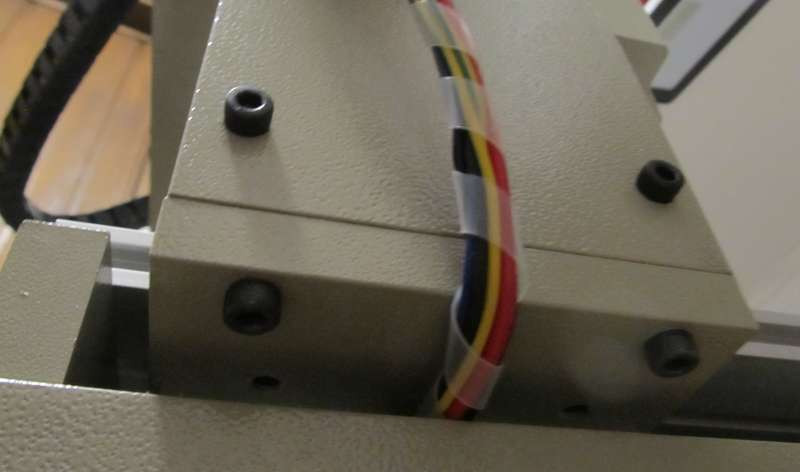
Крупным планом подшипники и ведущий винт.


Настало время распаковать пакетики, где обнаруживается пара ключей — очевидно, для патрона, шестигранники — скорее декорация, нежели инструмент — металл настолько мягкий, что их лучше сразу выбросить.

Кроме того, 4 прижима для заготовки и небольшая кучка гаечек и болтиков, частично их сразу используем для крепления каретки.

Какие куда — на Ваш вкус. Самому маленькому применения не нашлось.
Прикручиваем 2 стальных желобка и на этом сборка механики завершена.

Выбираем на свой вкус пару отверстий и крепим кабельный канал.

Этим винтикам применения не нашлось.

Дело подходит к кабелям. С прискорбием (и поспешностью) обнаруживается отсутствие фиксирующих пружинок на разъеме.
Роемся по сусекам, находим подходящие и устанавливаем.

Разворачиваем станок,

распаковываем второй пакетик и находим там якобы отсутствующие пружинки с запасными предохранителями и щетками, а так же гравировальные V-фрезы — у нас же гравировальный станок?

Больше никаких фрез в комплекте нет. Да оно и правильно — кто же знает, какие фрезы Вы больше любите в это время суток?
Теперь посмотрим, что же там за громадный контроллер.



После Ардуиновского CNC шилда с тремя 2-х амперными драйверами на борту и приклеенными скотчем к микросхемам сверхминиатюрными радиаторами эта конструкция внушает почтение. Размерами :)
По-моему мнению, чтобы сломать 3 мм фрезу вполне достаточно NEMA17 и тока полтора ампера. А тут NEMA23 и супер-пупер драйверы. И по информации продавца — ток 1.8А. Красиво жить не запретишь!
В корпусе обнаруживаются 2 блока питания — на 24 вольта для шаговых двигателей и 48 для шпинделя, 3 драйвера и плата для подключения к LPT порту.

Напряжение для шпинделя регулируется резистором в диапазоне 0...48 Вольт.
Об дистанционном управлении речи нет — да и нужно ли оно для непрофессионального станка?
Кто действительно рассчитывал на мощность шпинделя 400 Ватт — могут обломиться. Источник питания может выдать только 350.

Драйверы, 3 штуки, с солидными радиаторами во всей красе.

Описания именно этих драйверов я нигде не нашел, поэтому что означают положения переключателей — не в курсе.
Драйверы выполнены на базе очень популярных Toshiba TB6560AHQ, пиковый ток 3.5А, максимальное напряжение 40В.

Так же на плате обнаружены ПЛМ GAL16V8D, LDO на 3.3В и оптопары — медленная на ENABLE — который даже к разъему не подключен и быстрые на STEP и DIRECTION. Впрочем, последние в данной конструкции тоже бесполезны — плата интерфейса не имеет изолированного питания и подключена к тому же 24 вольтовому источнику питания, что и драйверы.
Плата интерфейса на редкость убога — к LPT подключены только драйверы и кнопка аварийного отключения. Оптроны для подключения концевиков не установлены. Вентилятор запитан от 24 Вольт, зачем на плате 12-Вольтовый стабилизатор — загадка.

Разводка разъема может показаться странной:
Обычно на такого рода платах установлен изолированный источник питания и реле управления шпинделем, но на этой такого нет.
Неужели «в то время, как наши космические корабли бороздят просторы вселенной» © мы будем использовать параллельный порт? Пожалуй, нет. Возьмем самую дешевую Ардуино нано, прошьем GRBL и начнем честную жизнь, используя USB и bCNC.
Настойки можно взять отсюда — концевики и пробник еще не установлены и, соответственно, не сконфигурированы:
Скромно, но со вкусом. Настоятельно не рекомендую делать длинные провода от Ардуино до платы интерфейса во избежание проблем с помехами — 20 см вполне хватит. И резисторы на землю на схеме не просто так — без них двигателя страшно рычат, если USB отключен или при сбросе Ардуино.
Теперь попробуем нашего подопечного немного до ума довести. В первую очередь добавим концевики по осям X и Y.
Будет полезно при смене инструмента или использовании разных программ обработки на одной заготовке. На оси Z от концевика проку мало — заготовка и жертвенная подкладка могут быть разной толщины. А вот пробник, пожалуй, будет полезен, особенно если собираетесь печатные платы фрезеровать — можно будет построить карту поверхности.
В разъемах кабеля есть свободные контакты — к ним и добавим 6 проводов (в синей термоусадке).


Сделаем орошение фрезы для работы с металлом ссылка — а то что это за жизнь, без пианины? :) ©

Тут нам наш новый станок и пригодится — сам себе поможет.


Надежно, добротно, хорошо! ©
Ну и чтобы безшума и пыли дерево фрезеровать — неплохо бы обзавестись «пыльным ботинком».
К нему без циклона не подойдешь — я как-то попробовал ненужным бытовым пылесосом циклонного типа воспользоваться — хватило на 10 минут до того, как все его фильтра напрочь забились. С гаражным пылесосом, кроме шума и неумеренного потребления энергии таких проблем нет.
Если у Вас есть 3D принтер и углекислотный лазерный резак, то они вполне могут пригодиться.



На этом пока остановимся в ожидании новых посылок с разными полезняшками, а продолжим или нет — жизнь покажет.
PS. Автор не является специалистом в механике или металлообработке, поэтому может чистосердечно заблуждаться. Для меня это просто хобби и развлечение.
Минусов за такую цену не обнаружено.
Если их сформулировать — то это будет списком отличий профессионального станка с совершенно другой ценой от полезной игрушки.
С Новым Годом всех заглянувших!
От жидкости их и вспучить запросто может.
Дальше много текста и картинок.
Совсем игрушечные станки были отброшены сразу — тут и подвижный стол, и шпиндель никакой, куча пластиковых деталей, и жесткости не видно. Чуть серьезнее игрушки оказались не намного дороже — в районе 350-400 евро включая доставку. Они, конечно, тоже игрушки — но немного серьезнее.
Дальше были муки выбора: или станок 3040 — вроде как большеватый для моих нужд, или 3020 — хороший размерчик, но оси диаметром 12мм вместо 16 мм и стоит всего на 50 евро дешевле.
Жаба в сторонке ухмылялась — за те же деньги лучше всего побольше и можно без хлеба ©.
Тут в дело вмешался шеф и положил жабу на обе лопатки, заодно прервав муки выбора. Пришло сообщение — фирма в его лице решила подарить мне станок на рождество (в Финляндии это 25 декабря). Для фирмы из двух
Станок был заказан 17 декабря на мой домашний адрес, 23 декабря в дверь позвонил почтальон и вручил серьезных размеров ящик. При этом попросил слишком рано не радоваться и принес еще один, размером даже поболее.
Судя по надписи на коробке, материал, из которого изготовлен станок — «люминий, самый легкий из железов». И это не иначе как гравировальный станок.
Мда, 400 ватт и довольно-таки низкобортный шпиндель (всего 8000 об/мин) и шаговики NEMA23 так и располагают к неспешной гравировке по бальзе.
Что продавец пишет об этом чуде (скопировано, не отвечаю ни за грамматику, ни за содержание):
Technical Parameters
- 3040T triaxial engraving machine part parameters:
- Effective working travel: 300(X)mm*400(Y)mm*60(Z)mm
- Shape dimension: 610x480*400mm
- Max.workpiece dimension: 60mm
- Work table dimension: 320mm*530mm
- Frame materials: aluminum alloy 6063 and 6061
- Leadscrew: 1404 double thread Trapezoidal screws
Driving units
Sliding units
- X axis 1404 trapezoidal screws
- Y axis 1404 trapezoidal screws
- Z axis 1404 trapezoidal screws
- X axis Dia.16mm chrome plate shafts
- Y axis Dia.16mm chrome plate shafts
- Z axis Dia.12mm chrome plate shafts
Stepping motor: type 57 two-phase 1.8A
Spindle motor: 400w dc motor 500~8000PRM/Min
Principal axis collet: ER11 / 3.175 mm
Repeat accuracy: 0.05mm
Spindle precision: radial beat acuities 0.03 mm
Control unit: triaxial one-piece drive + ring variable power + PWM speed
Carving Instructions: G-code/.tab /.nc / .ncc/.txt
Communication interface: through parallel connection with computer
environment: windows XP / win7, 32bits system
Maximum Idle speed:1500mm/min
Working Speed: 50-1500mm / min (different materials differ)
Machine weight: 28KG
Ну да ладно, все это присказки, сказка будет впереди.
Итак, имеем 2 ящика — один весом 14.16 кг, второй — 16.64 кг.
Открываем коробку побольше — сверху лежит диск с кучей программ под Windows — ArtCAM, AutoCAD, CopperCAM, MACH3 и что-то еще подобное. Из того, для чего не нужна лицензия — Adobe Reader и краткое руководство по применению фрез на китайском языке.
Есть очень бледная копия брошюры — ожидал увидел что-то типа руководства по станку, вместо этого — очень краткое руководство по ArtCAM. С учетом, что с Windows я давно не дружу, для меня все это богатство бесполезное.
Дальше извлекается контроллер станка и каретка со шпинделем. Упаковано добросовестно — каждый шаговик упакован в собственный фанерный ящичек.
Висящие оси диаметром 16 мм, линейные подшипники.
Оси не врезаны, а просто висят на болтах — не очень правильно.
Щеточный шпиндель судя по описанию 400 Ватт, диаметр 52 мм, для обдува сверху на оси закреплен пластиковый вентилятор. На оси Z использованы оси 12 мм.
Зажимной патрон R11 с единственной цангой 3.175 мм — рекомендую сразу озаботиться хотя бы 6 мм цангой.
В той же коробке нашлись провода и замотанные винтики и инструменты.
Любуемся на на каретку и ставим ее в сторонку.
Во второй коробке лежала станина и стальные желоба.
Шаговик так же упакован в собственную коробочку.
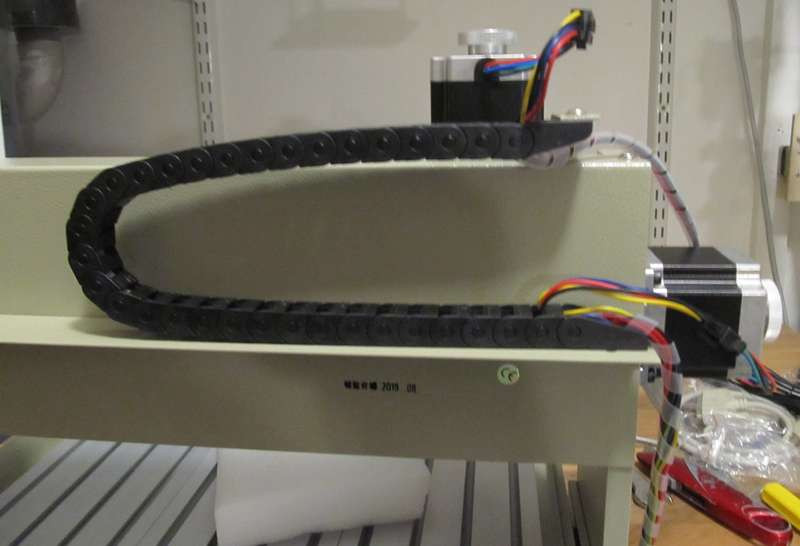
Внутри станины упрятаны провода в гибких кабельных каналах.
Крупным планом подшипники и ведущий винт.
Настало время распаковать пакетики, где обнаруживается пара ключей — очевидно, для патрона, шестигранники — скорее декорация, нежели инструмент — металл настолько мягкий, что их лучше сразу выбросить.
Кроме того, 4 прижима для заготовки и небольшая кучка гаечек и болтиков, частично их сразу используем для крепления каретки.
Какие куда — на Ваш вкус. Самому маленькому применения не нашлось.
Прикручиваем 2 стальных желобка и на этом сборка механики завершена.
Выбираем на свой вкус пару отверстий и крепим кабельный канал.
Этим винтикам применения не нашлось.
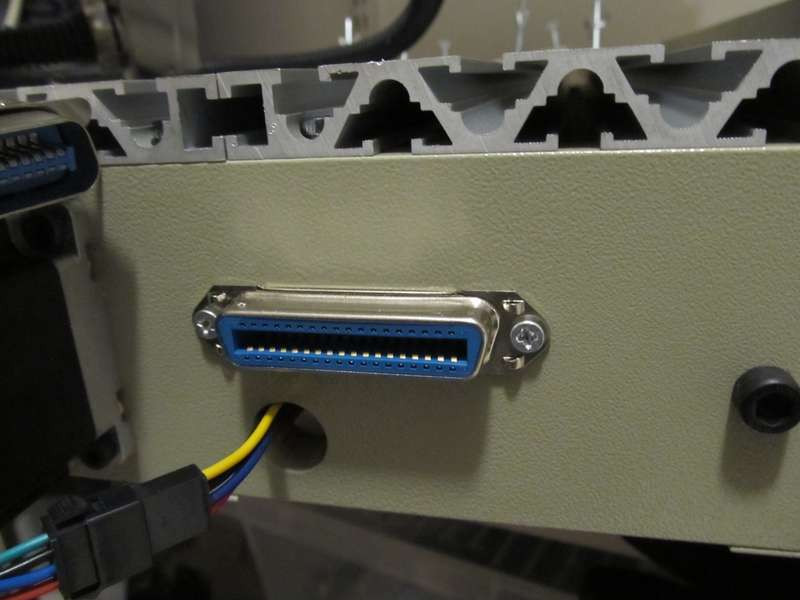
Дело подходит к кабелям. С прискорбием (и поспешностью) обнаруживается отсутствие фиксирующих пружинок на разъеме.
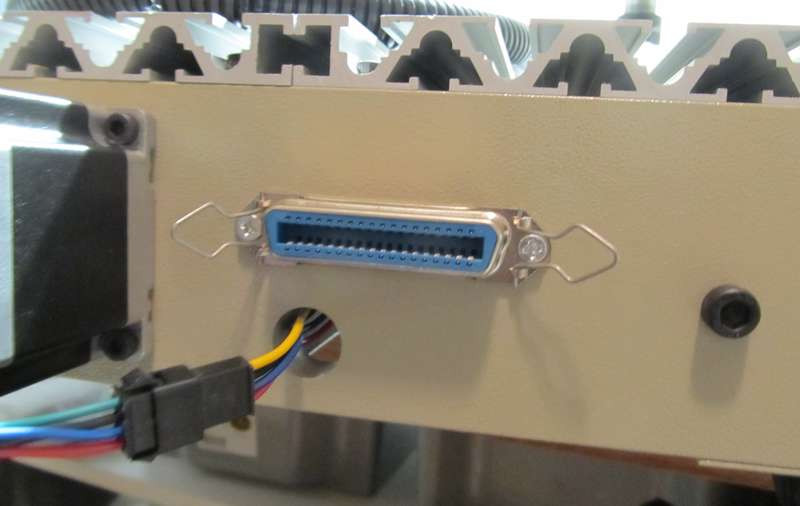
Роемся по сусекам, находим подходящие и устанавливаем.
Разворачиваем станок,
распаковываем второй пакетик и находим там якобы отсутствующие пружинки с запасными предохранителями и щетками, а так же гравировальные V-фрезы — у нас же гравировальный станок?
Больше никаких фрез в комплекте нет. Да оно и правильно — кто же знает, какие фрезы Вы больше любите в это время суток?
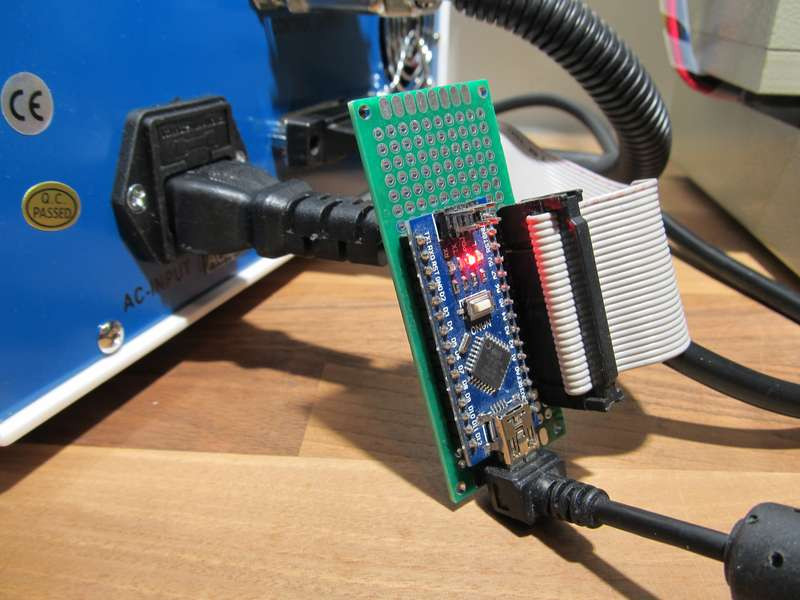
Теперь посмотрим, что же там за громадный контроллер.
После Ардуиновского CNC шилда с тремя 2-х амперными драйверами на борту и приклеенными скотчем к микросхемам сверхминиатюрными радиаторами эта конструкция внушает почтение. Размерами :)
По-моему мнению, чтобы сломать 3 мм фрезу вполне достаточно NEMA17 и тока полтора ампера. А тут NEMA23 и супер-пупер драйверы. И по информации продавца — ток 1.8А. Красиво жить не запретишь!
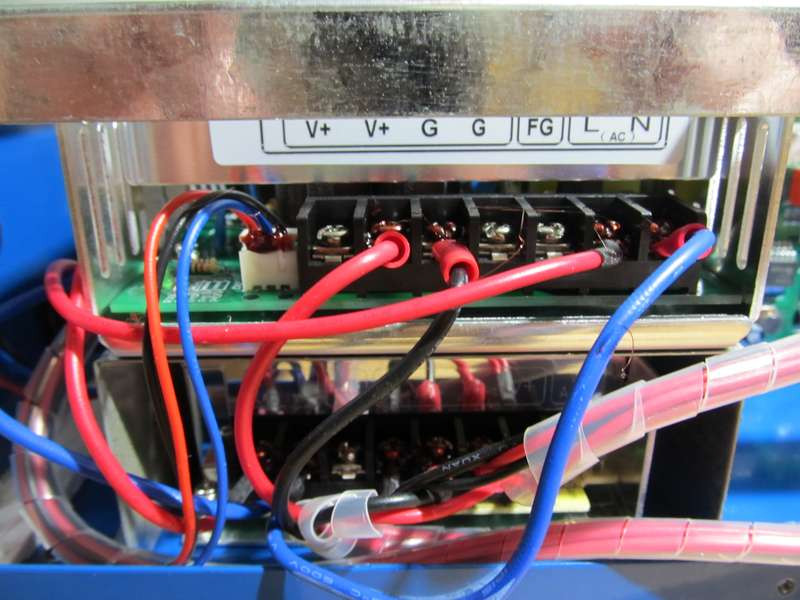
В корпусе обнаруживаются 2 блока питания — на 24 вольта для шаговых двигателей и 48 для шпинделя, 3 драйвера и плата для подключения к LPT порту.
Напряжение для шпинделя регулируется резистором в диапазоне 0...48 Вольт.
Об дистанционном управлении речи нет — да и нужно ли оно для непрофессионального станка?
Кто действительно рассчитывал на мощность шпинделя 400 Ватт — могут обломиться. Источник питания может выдать только 350.
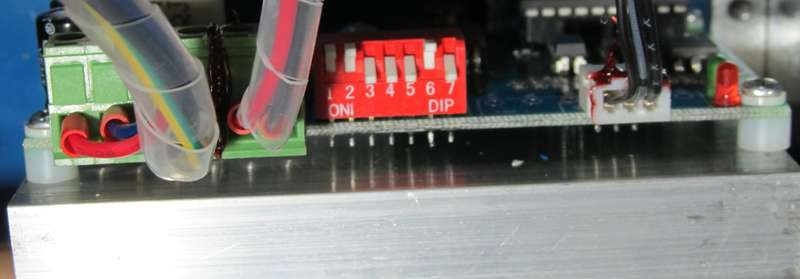
Драйверы, 3 штуки, с солидными радиаторами во всей красе.
Описания именно этих драйверов я нигде не нашел, поэтому что означают положения переключателей — не в курсе.
Драйверы выполнены на базе очень популярных Toshiba TB6560AHQ, пиковый ток 3.5А, максимальное напряжение 40В.
Так же на плате обнаружены ПЛМ GAL16V8D, LDO на 3.3В и оптопары — медленная на ENABLE — который даже к разъему не подключен и быстрые на STEP и DIRECTION. Впрочем, последние в данной конструкции тоже бесполезны — плата интерфейса не имеет изолированного питания и подключена к тому же 24 вольтовому источнику питания, что и драйверы.
Плата интерфейса на редкость убога — к LPT подключены только драйверы и кнопка аварийного отключения. Оптроны для подключения концевиков не установлены. Вентилятор запитан от 24 Вольт, зачем на плате 12-Вольтовый стабилизатор — загадка.
Разводка разъема может показаться странной:
X Axis Step 16
X Axis Dir 17
Y Axis Step 4
Y Axis Dir 5
Z Axis Step 6
Z Axis Dir 7
Обычно на такого рода платах установлен изолированный источник питания и реле управления шпинделем, но на этой такого нет.
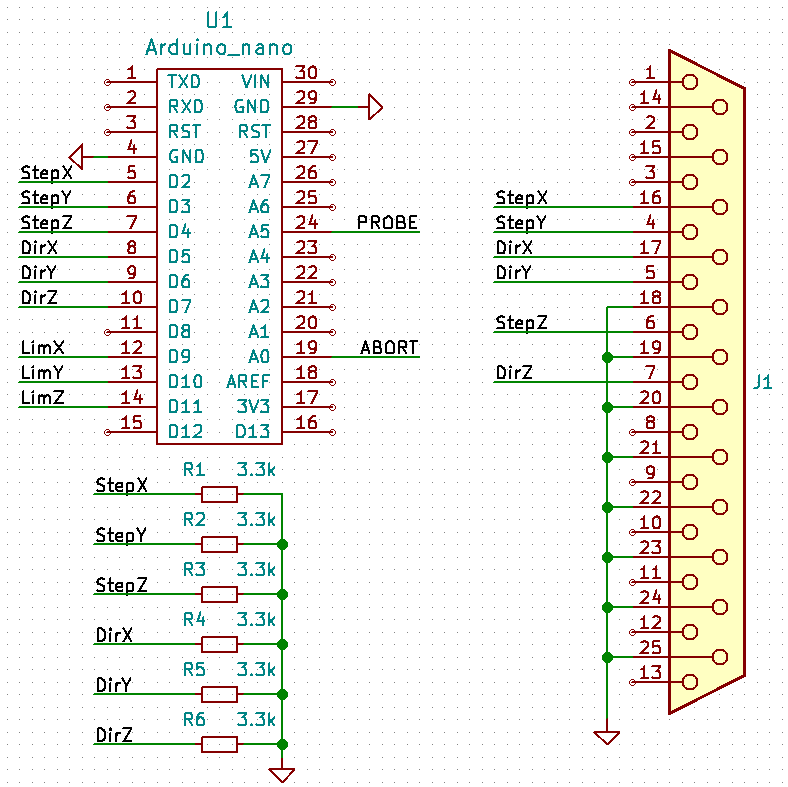
Неужели «в то время, как наши космические корабли бороздят просторы вселенной» © мы будем использовать параллельный порт? Пожалуй, нет. Возьмем самую дешевую Ардуино нано, прошьем GRBL и начнем честную жизнь, используя USB и bCNC.
Настойки можно взять отсюда — концевики и пробник еще не установлены и, соответственно, не сконфигурированы:
#ifdef DEFAULTS_CNC4030
#define DEFAULT_X_STEPS_PER_MM 400.0
#define DEFAULT_Y_STEPS_PER_MM 400.0
#define DEFAULT_Z_STEPS_PER_MM 400.0
#define DEFAULT_X_MAX_RATE 2000.0 // mm/min
#define DEFAULT_Y_MAX_RATE 2000.0 // mm/min
#define DEFAULT_Z_MAX_RATE 160.0 // mm/min
#define DEFAULT_X_ACCELERATION (30.0*60*60) // 10*60*60 mm/min^2 = 10 mm/sec^2
#define DEFAULT_Y_ACCELERATION (30.0*60*60) // 10*60*60 mm/min^2 = 10 mm/sec^2
#define DEFAULT_Z_ACCELERATION (5.0*60*60) // 10*60*60 mm/min^2 = 10 mm/sec^2
#define DEFAULT_X_MAX_TRAVEL 300.0 // mm NOTE: Must be a positive value.
#define DEFAULT_Y_MAX_TRAVEL 400.0 // mm NOTE: Must be a positive value.
#define DEFAULT_Z_MAX_TRAVEL 55.0 // mm NOTE: Must be a positive value.
#define DEFAULT_SPINDLE_RPM_MAX 1000.0 // rpm
#define DEFAULT_SPINDLE_RPM_MIN 0.0 // rpm
#define DEFAULT_STEP_PULSE_MICROSECONDS 10
#define DEFAULT_STEPPING_INVERT_MASK 0
#define DEFAULT_DIRECTION_INVERT_MASK 7
#define DEFAULT_STEPPER_IDLE_LOCK_TIME 25 // msec (0-254, 255 keeps steppers enabled)
#define DEFAULT_STATUS_REPORT_MASK 1 // MPos enabled
#define DEFAULT_JUNCTION_DEVIATION 0.01 // mm
#define DEFAULT_ARC_TOLERANCE 0.002 // mm
#define DEFAULT_REPORT_INCHES 0 // false
#define DEFAULT_INVERT_ST_ENABLE 0 // false
#define DEFAULT_INVERT_LIMIT_PINS 0 // false
#define DEFAULT_SOFT_LIMIT_ENABLE 0 // false
#define DEFAULT_HARD_LIMIT_ENABLE 0 // false
#define DEFAULT_INVERT_PROBE_PIN 0 // false
#define DEFAULT_LASER_MODE 0 // false
#define DEFAULT_HOMING_ENABLE 0 // false
#define DEFAULT_HOMING_DIR_MASK 0 // move positive dir
#define DEFAULT_HOMING_FEED_RATE 25.0 // mm/min
#define DEFAULT_HOMING_SEEK_RATE 500.0 // mm/min
#define DEFAULT_HOMING_DEBOUNCE_DELAY 250 // msec (0-65k)
#define DEFAULT_HOMING_PULLOFF 1.0 // mm
#endif
Скромно, но со вкусом. Настоятельно не рекомендую делать длинные провода от Ардуино до платы интерфейса во избежание проблем с помехами — 20 см вполне хватит. И резисторы на землю на схеме не просто так — без них двигателя страшно рычат, если USB отключен или при сбросе Ардуино.
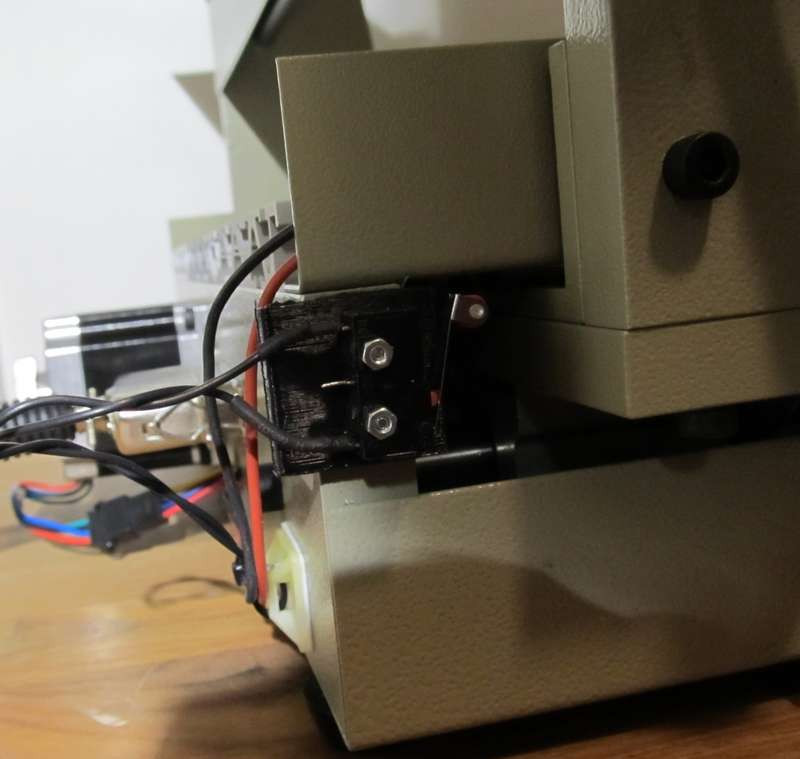
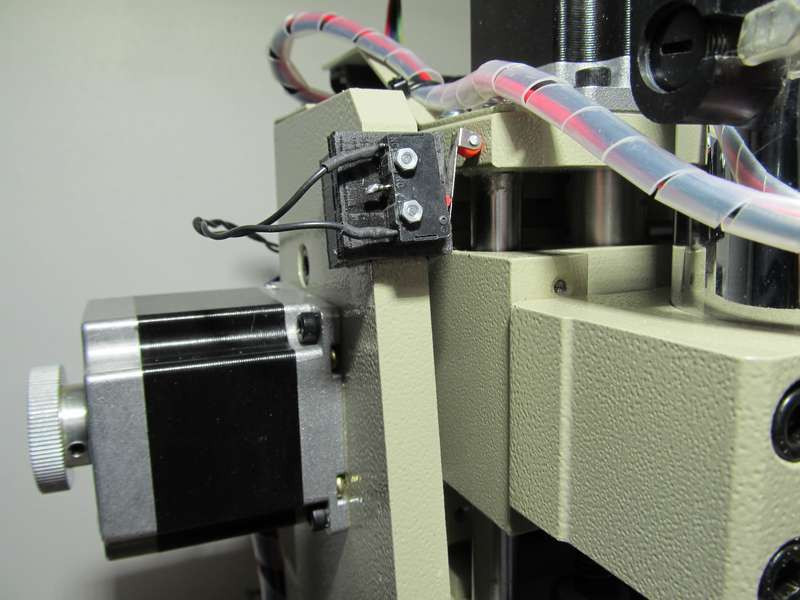
Теперь попробуем нашего подопечного немного до ума довести. В первую очередь добавим концевики по осям X и Y.
Будет полезно при смене инструмента или использовании разных программ обработки на одной заготовке. На оси Z от концевика проку мало — заготовка и жертвенная подкладка могут быть разной толщины. А вот пробник, пожалуй, будет полезен, особенно если собираетесь печатные платы фрезеровать — можно будет построить карту поверхности.
В разъемах кабеля есть свободные контакты — к ним и добавим 6 проводов (в синей термоусадке).
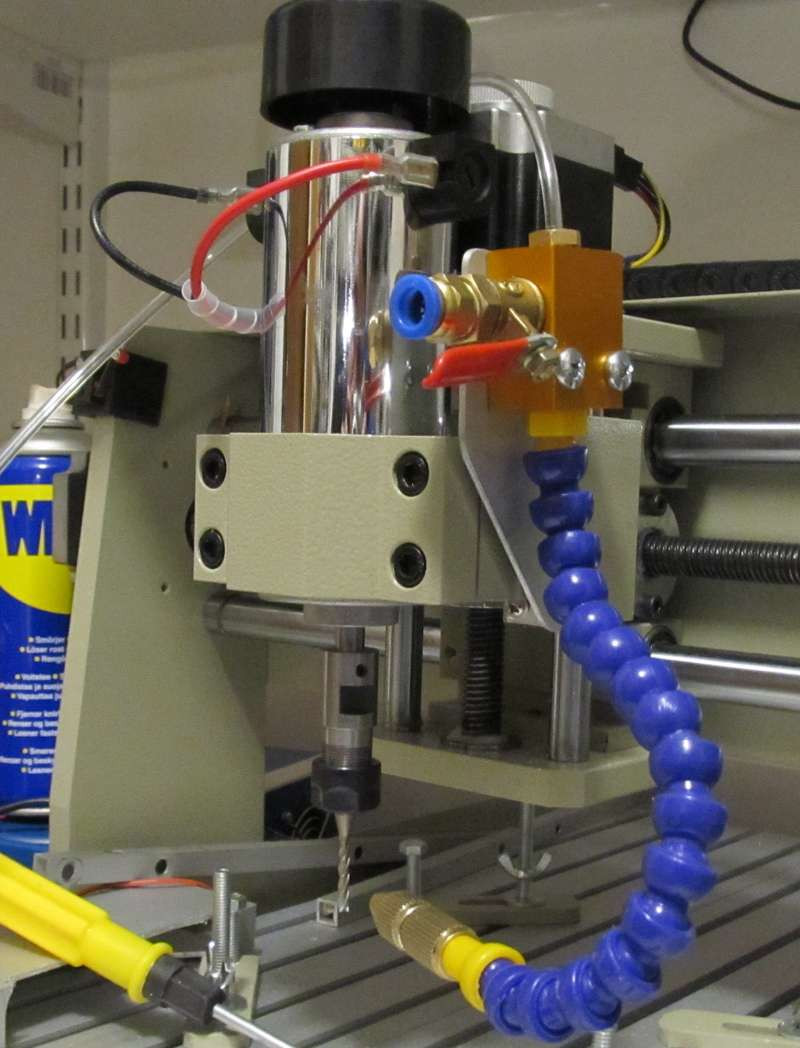
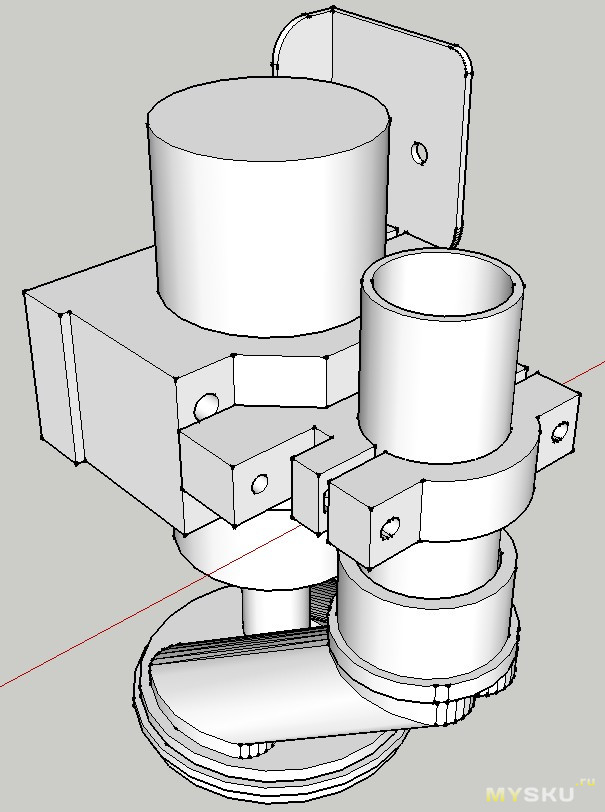
Сделаем орошение фрезы для работы с металлом ссылка — а то что это за жизнь, без пианины? :) ©
Тут нам наш новый станок и пригодится — сам себе поможет.
Надежно, добротно, хорошо! ©
Ну и чтобы без
К нему без циклона не подойдешь — я как-то попробовал ненужным бытовым пылесосом циклонного типа воспользоваться — хватило на 10 минут до того, как все его фильтра напрочь забились. С гаражным пылесосом, кроме шума и неумеренного потребления энергии таких проблем нет.
Если у Вас есть 3D принтер и углекислотный лазерный резак, то они вполне могут пригодиться.
На этом пока остановимся в ожидании новых посылок с разными полезняшками, а продолжим или нет — жизнь покажет.
PS. Автор не является специалистом в механике или металлообработке, поэтому может чистосердечно заблуждаться. Для меня это просто хобби и развлечение.
Минусов за такую цену не обнаружено.
Если их сформулировать — то это будет списком отличий профессионального станка с совершенно другой ценой от полезной игрушки.
С Новым Годом всех заглянувших!
| +65 |
21446
83
|
Самые обсуждаемые обзоры
| +27 |
617
27
|
| +124 |
4116
57
|
| +71 |
2357
38
|
| +81 |
3288
53
|
Плюсую неимоверно!
Что предполагаете делать на сабже?
Какую СОЖ будете использовать?
Пыльный ботинок будет работать только при сухой обработке?
У Вас полстанка из железа. Ржавчины не боитесь?
Воняет, конечно, жутко ))
ВДшка это тот же керосин, имхо.
Будем искать :)
Это концентрат, разводится водой.
www.ebay.com/b/Metalworking-Fluids-Coolants/185128?Fluid%2520Type=Cutting%2520Fluid&rt=nc&_sop=15
Ну а воды бояться — на машинах и поездах не ездить, на самолетах не летать и обедать деревянными ложами :)
спасибо что напомнили как я работал на военном заводе(
Ведь, в конечном итоге, корпуса, выфрезерованные на нём, найдут своё место в составе коммерческих изделий.
Для фрезеровки дюралевых корпусов нужен станок совсем другой весовой категории, типа такого
построенный на чугунной станине, 25е швп и профильные рельсы по всем осям, и этот станок только для цветмета, не для стали.
нужна более жесткая конструкция, нужна другая механика — рельссы/швп, необходим полноценный шпиндель, хотя бы полуторакиловаттик с 4мя радиально упорными подшипниками, а не моторчик с нахлобучкой-переходником на цанговый патрон…
девайсом?
И я рад за автора:-такие широкие жесты, да на Рождество\НГ\День Подводной Авиации
могут себе позволить лишь единицы шефов\боссов\дежурных по кухне!
С чем и проздравляю!
Вкупе с остальными «негодующими, сомневающимися, и всегда и всем недовольными»!
С наступающим Вас, коллеги!(-по счастью, несчастью, по пальме и песочнице...).
И, всем таких шефов, подарков, исполнения желаний в 2020!(время, дату впишите сами!)…
Плюс, если
внимательнопрочитать первую часть обзора, то станет ясно что это подарок.Не читал, может фоточки рассматривал? Как оказалось — тоже мимо. )))
Из Китая бы вышло намного дороже — как правило, доставка дорогая плюс таможня.
имею старый станочек bzt1000
шпиндель асинхронник 1.5 квт er11
если будете менять то меняйте на er16
почему так-дела в цангах
Мне полярный круг намного ближе, чем Хельсинки :(
диаметр шпинделя 65 мм валы диаметр 20мм
разница вашего и асинхронника большая как и ресурс
это воздушное охлаждение
Спасибо за ссылку на циклон
Гараж летом выглядит примерно так
Ага, посмотрел, он не такой и маленький как кажется, хотя все равно существенно весит.
270кг (v.430) и 600кг (v.540).
А вообще окромя микони там и другие модели из чугуна были. Теме с микони уже 3 года и что там притащил с тао darxton и какое у него описание я даже не читал, ибо привёз он их не так давно, а тема эта с 2017 года муссируется. А так, всё работает, геометрия станины вроде в 2х микронах, но вот подшипники в китайских шпинделях (полторы сотки) сводят всю эту точность на нет)))
Ну не похожи эти колонны на чугунные, жестянки какие то. Возможно сварены из листовой стали, швы зачищены и подрихтовано (сварку без отжига ведёт). Далее — «накладки» для гофрозащиты: я конечно понимаю, что для ткани их можно и на 2х винтиках на соплях к станине прилепить)) НО вот вешать на одну из таких соплей шаговый двигатель это минимум неприлично))
Вот фото «примитивной» чугунной станины, в РФ недавно начали торговать ими по 70-90 тыс.руб. Происхождение неизвестно — одни говорят, что сами льют, другие что это опять с Китая притащили:
Цена то для народа вполне приемлема — среднестатический обыватель готов выложить обычно не более 150 тыс.руб. Вот только точную обработку такой «заготовки» (это полуфабрикат) выполнить довольно проблематично — если на заводе станок точный, то как правило он с малым полем обработки и большие детали на нём не обработать, а если крупногабаритный то он как правило «убит» обдиркой и фрезеровать на нём например пазы под рельсы нереально. Вот например борода из Киева себе чугунный станок делал, так там целая эпопея…
Самодельщики как правило с этим не связываются и предпочитают «масляный туман», но без «кабинета» я бы его не рекомендовал. Кстати тот же darxton например вообще частенько вместо масла распыляет изопропиловый спирт))
Ну а если всё же хотите обрабатывать с СОЖ, то для домашних условий лучше поищите «корыто» и сделайте «ванну СОЖ». Тогда проблем со сбором эмульсии не будет — одна выходящая трубка из ванночки обратно в бак с эмульсией и всё. Таким образом решите 2 проблемы сразу — разброс эмульсии за пределы рабочей зоны и её сбор. Бонусом — лучшее смачивание зоны реза, вымывание стружки из этой зоны, меньше фрезы садиться будут.
Капнуть туда масла — на раз в два месяца профрезеровать сантиметровое углубление в заготовке 250х100мм должно хватить. Металл мне крайне редко нужен, в основном пластик. Его, конечно, можно и другими станками фрезеровать, но этот выглядит поменьше и удобнее, на обычный стол входит.
По поводу вреда тумана — согласен, потому про «кабинет» вокруг станка сразу и написал.
Только нужно читать мелкий текст — в этой бутылочке 99% IPA
И англоязычная вики пишет про изопропанол в качестве СОЖ именно для алюминия.
Соберу контроллер управления (сейчас опторазвязку с концевиками добавляю) — буду пробовать. Да и фрезы должны правильные подойти.
P.S. А до Российской границы до нашего городка ну очень далеко — зато до Швеции полтора часа езды :)
«Помощь» залил на яндекс-диск и гугл-диск (856 мб). Архивы полностью индентичны, просто откуда скачать удобнее. Попытался по минимуму, в основном эксклюзиф — выдержки, цитаты, страницы с разных сайтов сети и т.п. Два файла положил отдельно — по вашей эксклюзивной «популярной тошибе TB6560» из которых Вы узнаете, почему и отчего она быстро сгорит ибо там нет дамперов. Эта хрень на самом деле нынче никому и даром не нужна ибо абсолютно у всех производителей драйверов ШД защита внутри имеется (и не только дамперы), а вот 6560 и 6600 а так же разработки
инженеровсумрачных гениев «а-ля пурелоджик» её не имеют.P.S. До резких торможений дело может и не дойти — достаточно провернуть вал ШД вручную и… идти платить китайцам. Потому то эта тошиба и «популярна» и якобэ дёшева)) Если сгорит — ни в коем случае не покупайте. Плата опторазвязки (хорошая) — копейки стоит, а драйвера ШД на али лучше либо вообще не брать, либо взять их дешёвые клоны Leadshine которые работают боле-менее нормально.
Только Тошиба не моя, я там не работал, честное слово :)
Казань брал, Астрахань брал, Ревель брал, Шпака — не брал :)
А если все так просто с вылетом TB6560, почему рядом с ней не ставят что-то типа такого:
Все, что больше 27.5 Вольт будет обрезано.
С «понятием» что такое time bomb/Logic bomb сталкивались? Считайте что это нечто подобное и есть.
P.S. у китайцев даже кристаллы в транзисторах поддельные, на копейках экономят, а Вы защиту драйвера хотите))
P.S. а если с умом и экономно, то можно сразу взять плату опторазвязки + 3шт. DM542 + БП MEAN WELL на 48v (один!) ибо оригинальный минивел один вытянет все 3 драйвера. Второй БП на 24v (запитка концевиков, помпа и т.п) можно поставить почти любого китайца — токи там небольшие.
Что-то не вижу я принципиальной разницы между указанными драйверами Toshiba TB6xxx, Leadshine DM542 и банальными A4988, DRV8825 и еже с ними, кроме разницы в цене почти на порядок и отсутствию (без)понтовых винтовых клеммочек… Чуть меньше допустимый ток — так уменьшаем немного скорость резанья — и станину-шпиндель-оси меньше колбасить будет… А клеммочки за такие деньги и прикрутить можно, только IMHO надежность системы они снизят…
Купить у китайцев кучку готовых модулей, поставить на хорошие разъемчики, радиаторчик чуть посолиднее прилепить и менять при выгорании, коего пока не наблюдал :-)
Что касается защиты затворов MOSFET — я ставлю в паралльлель затвору TVS на 600W 15-18V, к примеру SMBJ15A-SMBJ18A можно паять прямо на ноги TO247 или между контактными площадками на плате. :-)
Yours sincerely, Dmitry aka wcat
Важен сам станок — а он сделан все равно в Китае.
Ну и огромный минус — управление по LPT. Вообще дикость какая-то — «из коробки» не USB предлагать, а LPT. Как будто в 20 веке живем.
А, увидел: bCNC. А чего-нибудь приличного нет? Убого как-то…
Сравнение бюджетных систем управления ЧПУ
Профи работать по USB Вы не заставите, они вообще порой готовы под MS-DOS работать, но без глюков.
Даже чайник на профильном ЧПУ форуме скажет: LPT позволяет работать в реальном времени, а USB это гарантированный Input lag.
Далее: муську тоже походу не читаете, тут море постов на тему «VGA/HDMI Eakins vs USB-микроскоп» где народ только и интересует Input lag, ибо под USB-гуаном паять в реалтайме невозможно.
Можно ли вообще использовать фрезерный станок через USB? Да разумеется можно! С той оговоркой, что всю УП (Управляющую Программу) нужно загрузить в сам контроллер (сразу) и подобных автономных контроллеров нынче море.
А если всё же хочется через Input lag и «до первого столба»? Да ради бога, предложений на али полно, всё даже работать будет НО гарантий никаких, а это профи не устраивает — материал дорогой, время заказчика ещё дороже, ну и фрезы не дешёвые.
И тех, кто вместо USB выбирает устаревший 20 лет назад параллельный порт, иначе, как идиотами, язык не поворачивается назвать!
Современные МК вроде того же STM32F303 или 4xx могут сами просчитывать траекторию — скармливай лишь им g-коды.
Зачем изначально делать станок тупым, пихая туда абдурину?
1. Бюджетность см. цену в шапке поста. С такой ценой даже простейший DDCSV1.1 поставить не получится.
2. Простота для новичков: Mach3 написан в 2003 году т.е. ему уже 17 лет за эти годы всё для чайников разжёвано/пережёвано на over 9000 сайтах сети.
кирпичомконтроллером и никакого софта окромя Mach3 там быть не должно. Подключен он только к станку, монитору и клавиатуре (о боже проводной!)))Ну и зачем этому «компу-контроллеру» быть современным? чтобы стоить подороже? Всех без исключения хобби-ЧПУшников устраивает, что подобные убогие ПК они скупают на авито по цене НЕ более 2-3тыс.руб.
А вот для современных САПР CAD/CAM комп вам нужен наворочанный, там и «развивайтесь» сколько хотите.
USB 1.0 Low Speed or Full Speed — Выпущен в 1996 году
USB 2.0 High Speed Выпущен в 2000 году
USB 3.0 SuperSpeed Выпущен в 2008 году
И правда USB устарел, пора на свалку))
А MACH живее всех живых, вышла новая версия MACH4 датированная 2019 годом и разумеется работает в режиме реального времени т.е. через LPT порт.
Правда пока не нужна никому — макросы не работают, программа глючит, документации толком нет. Но за следующие 17 лет доработают.
Один параллельный один последовательный. Еще проще за степ и дир если через lpt порт отвечает сам компьютер, превращаясь уже в контроллер чпу.
Смотрю а на эту всю баднину и возникает у меня только один вопрос: парни а вот прошивка GRBL она что делает? Просто команды g-coda интерпретирует? А че вы тогда бьетесь между собой то? Ну нужно овощем быть безмозглым чтобы на коммерческом оборудовании воткнуть юсб без фиксации его, еще возьмите китайский USB шнурок чтоб контакты там были 100% без позолоты, а на комп чтоб скучно не было поставите какой-нибудь виндовс чтобы он сам там что хотел то и думал. А ещё в кс параллельно поиграйте и потом поспорьте про приоритеты.
Я только изучаю вопрос но из того что я понял, под контроллер чпу буду Оранж пи ставить с минимальной необходимым пакетом. И готовую программу уже в него вставлять, а саму программу (g-cod) готовить на своем компе. И все да по USB возможно, но скорее всего по uart, он будет с сендером (типо процессора g-coda) и расширителя портов ввода и вывода, и при этом не мучаться там со всякими нюансами. И потом, что то я даже вот про mach3 почитал и не в восторге. Гбл гораздо быстрее будет развиваться недели мач