Сравнение двух типов электродов для контактной точечной сварки - из бериллиевой бронзы и из вольфрама WL20

- Цена: $8.01
- Перейти в магазин
Здравствуйте. В прошлом обзоре я показывал что находится внутри ручки для точечной сварки. Для этой ручки электродами были просто стержни из меди или куски проволоки сечением 2,5 квадрата.В комментариях были вопросы — можно ли использовать различную легированную медь, например бериллиевую бронзу или использовать вольфрам или его легированные сплавы. Я наконец-то добрался до того, чтобы сделать обзор электродов из бериллиевой бронзы и из вольфрама.
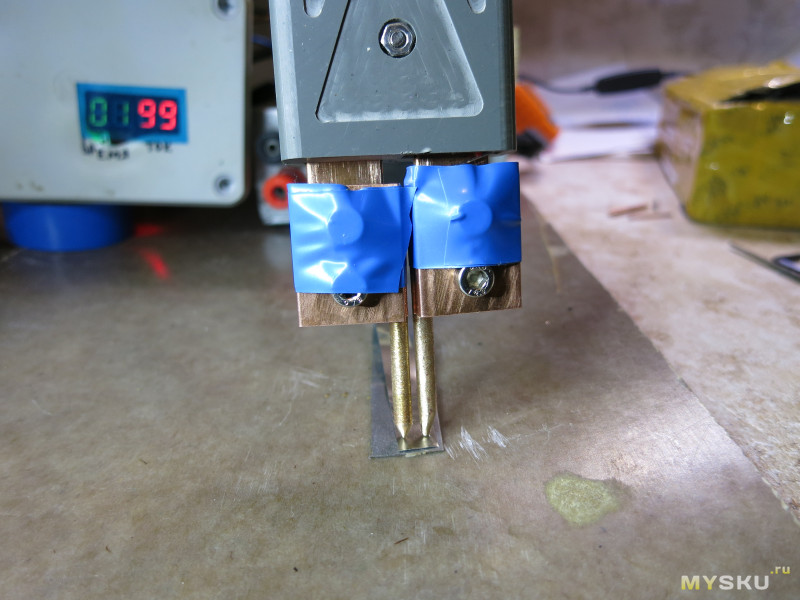
Стержень из бериллиевой бронзы был заказан на алиэкспресс, самый тонкий, который я нашел, длина 200мм. и диаметр 5мм. В ручку для точечной сварки можно ставить электроды до 3,5 мм. Я поехал к токарю с надеждой проточить у него стержень 5 мм до диаметра 3-3,5 мм. Но диаметр 5 мм. оказался слишком мал для его патрона токарного станка и я просто сточил бериллиевую бронзу на наждаке. Диаметр получился между 3.5 — 4 мм. Поэтому, когда я зажал электроды из бериллиевой бронзы в ручку, промежуток между электродами был очень маленький, пришлось применить волшебную синюю изоленту.

Также у сварщика я взял огрызок вольфрамового электрода. Электрод wl-20 легированный лантаном 2%. В описании такого электрода написано, что из-за легирования этим металлом проводимость улучшена на 50% — именно то, что мне было нужно. Разрезал этот огрызок электрода на две части. У меня получилось два электрода по 2,5 см и заточил полукругом их кончики. Диаметр электродов 2,4 мм.
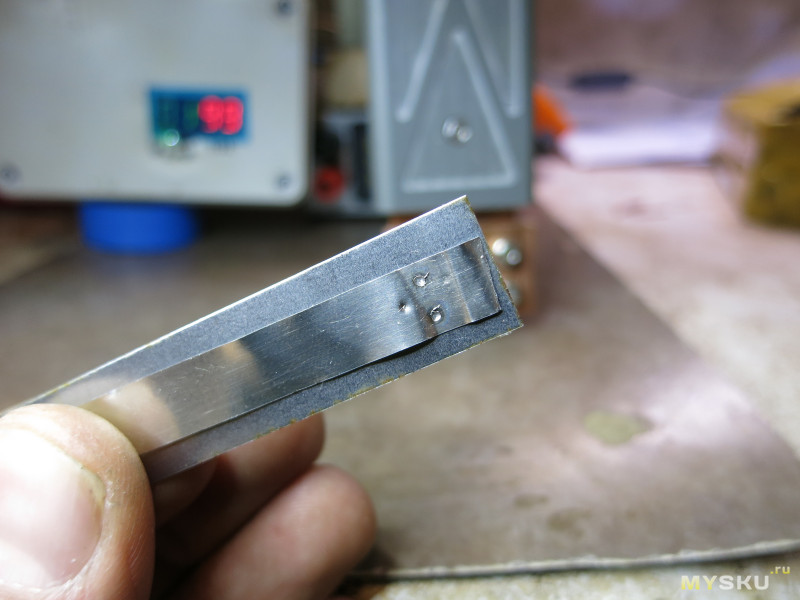
Для тестов сварки была взята лента, толщиной 0.12мм., покрытая никелем. Она приваривается к металлической пластине — остаток от шунта трансформатора микроволновки толщиной 0,5 мм.
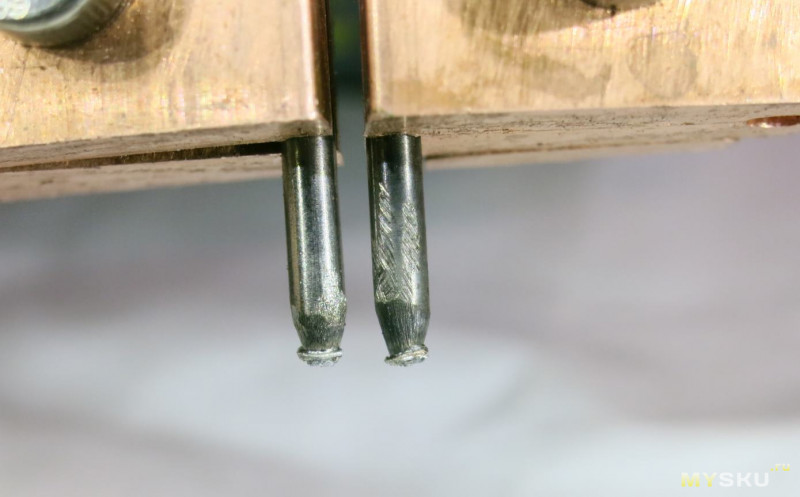
Первыми пробую электроды из бериллиевой бронзы. Параметры сварки стоят 01 — 99. При таких параметрах эта лента отлично приваривается медными электродами. Первая же сварочная точка показывает, что эти электроды очень сильно липнут к ленте и лента совершенно не приваривается к основанию. При этом сварочный ток превышает 900 ампер. На моём мультиметре в режиме in rush (пусковой ток) максимальный ток 900 ампер и при измерении пикового тока сварки мультиметр показывает перегрузку. Для уверенности я поставил четыре импульса сварки и ток 99, электроды, видимо, сильно разогреваются и плавится их наконечник, они сильно привариваются к ленте. Вот так выглядят электроды после сварки, их кончик расплющен, при этом лента совершенно не приваривается. Похоже что эти электроды для точечной сварки совершенно не пригодны.

Я задумался, бериллиевая бронза это или нет. Может быть это просто какой-то кусок латуни или какой-то другой жёлтой железки. Чтобы понять, какой материал передо мной, сначала я измерил сопротивление медного стержня.
— Медь сечением 10мм (диаметр 3.5) длина 10см. — сопротивление0.16мОм или 0.00016 Ом.
— Бериллиевая бронза диаметр 5мм. длина 10 см. — сопротивление 0.50мОм.
— Бериллиевая бронза диаметр 3.5мм. длина 10 см. — сопротивление 0.78мОм.
— Вольфрам 2.4мм. длина 5 см. — сопротивление 0.56мОм.
Вот документ про сопротивление бронз БрБ2, в нем для БрБ2 указано 0.07 — 0.2.
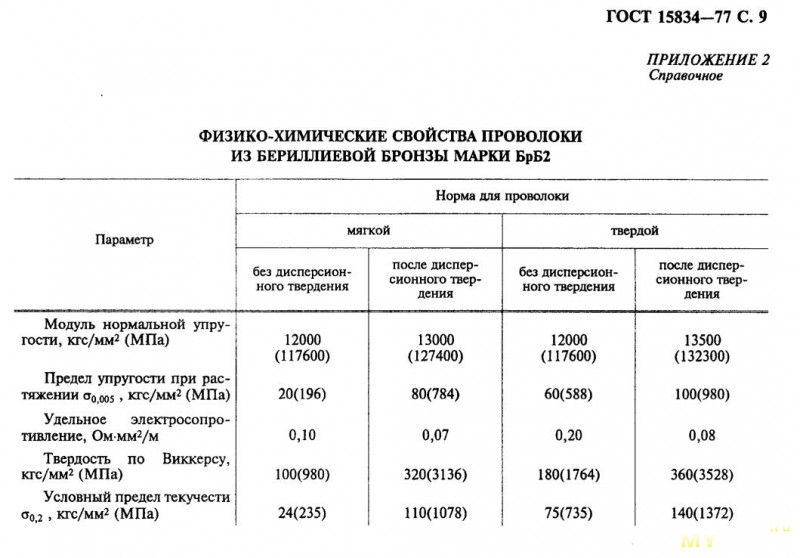
Сопротивление чистой меди 0,017. По замерам всё сходится — сопротивление желтого стержня примерно в 5 раз больше, чем меди, что в принципе укладывается в сопротивление бериллиевой бронзы.
Почему получился такой результат сварки, непонятно. Вроде бы бериллиевая бронза применяется для электродов контактной сварки в заводских условиях.
Дальше я поставил электроды из вольфрама и пробовал варить ими на тех же параметрах 01-99.

Первые точки варились неплохо, электроды почти не прилипали. Но после 5-6 цикла сварки электроды начали очень сильно липнуть, чем дальше варил, тем сильнее они прилипали. На 10 цикле сварки уже отрывались с трудом.
На фото видно, что на электроды из вольфрама WL20 налип материал ленты. Электроды не изнашиваются, а удлиняются и при этом чистить их нужно гораздо чаще, чем медные, при этом они выгрызают часть ленты.



Итог
Бериллиевая бронза вроде бы по сопротивлению является тем, что заявлено. Сварка происходит совершенно без искр, из за этого ее и используют. Но лента совершенно не приваривается с такими электродами. Электроды сильно липнут и быстро расходуются.
Вольфрам вроде бы варит с искрами, но через несколько точек сварки начинает сильно липнуть, к нему липнет металл ленты и при отрыве электрода, из ленты вырываются кусочки. Варить сложно, чистить нужно гораздо чаще, чем медные электроды.
Еще на али есть электроды вроде бы из алюминиевой бронзы, ноотзывы по ней спорные.
Видеоверсия обзора, процесс сварки с 1:50
Стержень из бериллиевой бронзы был заказан на алиэкспресс, самый тонкий, который я нашел, длина 200мм. и диаметр 5мм. В ручку для точечной сварки можно ставить электроды до 3,5 мм. Я поехал к токарю с надеждой проточить у него стержень 5 мм до диаметра 3-3,5 мм. Но диаметр 5 мм. оказался слишком мал для его патрона токарного станка и я просто сточил бериллиевую бронзу на наждаке. Диаметр получился между 3.5 — 4 мм. Поэтому, когда я зажал электроды из бериллиевой бронзы в ручку, промежуток между электродами был очень маленький, пришлось применить волшебную синюю изоленту.
Также у сварщика я взял огрызок вольфрамового электрода. Электрод wl-20 легированный лантаном 2%. В описании такого электрода написано, что из-за легирования этим металлом проводимость улучшена на 50% — именно то, что мне было нужно. Разрезал этот огрызок электрода на две части. У меня получилось два электрода по 2,5 см и заточил полукругом их кончики. Диаметр электродов 2,4 мм.
Для тестов сварки была взята лента, толщиной 0.12мм., покрытая никелем. Она приваривается к металлической пластине — остаток от шунта трансформатора микроволновки толщиной 0,5 мм.
Первыми пробую электроды из бериллиевой бронзы. Параметры сварки стоят 01 — 99. При таких параметрах эта лента отлично приваривается медными электродами. Первая же сварочная точка показывает, что эти электроды очень сильно липнут к ленте и лента совершенно не приваривается к основанию. При этом сварочный ток превышает 900 ампер. На моём мультиметре в режиме in rush (пусковой ток) максимальный ток 900 ампер и при измерении пикового тока сварки мультиметр показывает перегрузку. Для уверенности я поставил четыре импульса сварки и ток 99, электроды, видимо, сильно разогреваются и плавится их наконечник, они сильно привариваются к ленте. Вот так выглядят электроды после сварки, их кончик расплющен, при этом лента совершенно не приваривается. Похоже что эти электроды для точечной сварки совершенно не пригодны.
Я задумался, бериллиевая бронза это или нет. Может быть это просто какой-то кусок латуни или какой-то другой жёлтой железки. Чтобы понять, какой материал передо мной, сначала я измерил сопротивление медного стержня.
— Медь сечением 10мм (диаметр 3.5) длина 10см. — сопротивление0.16мОм или 0.00016 Ом.
— Бериллиевая бронза диаметр 5мм. длина 10 см. — сопротивление 0.50мОм.
— Бериллиевая бронза диаметр 3.5мм. длина 10 см. — сопротивление 0.78мОм.
— Вольфрам 2.4мм. длина 5 см. — сопротивление 0.56мОм.
Вот документ про сопротивление бронз БрБ2, в нем для БрБ2 указано 0.07 — 0.2.
Сопротивление чистой меди 0,017. По замерам всё сходится — сопротивление желтого стержня примерно в 5 раз больше, чем меди, что в принципе укладывается в сопротивление бериллиевой бронзы.
Почему получился такой результат сварки, непонятно. Вроде бы бериллиевая бронза применяется для электродов контактной сварки в заводских условиях.
Дальше я поставил электроды из вольфрама и пробовал варить ими на тех же параметрах 01-99.
Первые точки варились неплохо, электроды почти не прилипали. Но после 5-6 цикла сварки электроды начали очень сильно липнуть, чем дальше варил, тем сильнее они прилипали. На 10 цикле сварки уже отрывались с трудом.
На фото видно, что на электроды из вольфрама WL20 налип материал ленты. Электроды не изнашиваются, а удлиняются и при этом чистить их нужно гораздо чаще, чем медные, при этом они выгрызают часть ленты.
Итог
Бериллиевая бронза вроде бы по сопротивлению является тем, что заявлено. Сварка происходит совершенно без искр, из за этого ее и используют. Но лента совершенно не приваривается с такими электродами. Электроды сильно липнут и быстро расходуются.
Вольфрам вроде бы варит с искрами, но через несколько точек сварки начинает сильно липнуть, к нему липнет металл ленты и при отрыве электрода, из ленты вырываются кусочки. Варить сложно, чистить нужно гораздо чаще, чем медные электроды.
Еще на али есть электроды вроде бы из алюминиевой бронзы, ноотзывы по ней спорные.
Видеоверсия обзора, процесс сварки с 1:50
Самые обсуждаемые обзоры
| +38 |
1593
89
|
| +43 |
1746
35
|
Кстати, оно не так уж и дорого стоит (около 35р за грамм)
Однако контакты из платины лучше, хотя проводимость у нее хуже.
Есть припои серебро+медь, про сварочные электроды из серебра никогда не слыхивал.
Вскрытие показало, что это «палочки твердого припоя в оболочке»:
brazing.su/BrazeTec.pdf
Есть три проводника, каждый массой 10 кг и длиной 1 км: из меди, алюминия и серебра.
Какой из них будет обладать меньшим сопротивлением?
Начиная с наименьшего: алюминий — медь — серебро
Это просто круглые жала от паяльников, то есть стержни без выемок? А то сейчас всякие новомодные жала для паяльных станций появились, может там какой то хороший композит.
Давно лежало жало от паяльника, заточено как гвоздь, но совершенно не магнитится даже к магниту от винчестера, а они самые сильные.
поищу жала, которые магнитятся.
Я бы наверное пробовал вставлять все что влазит, чисто из любопытства…
на пример обточил бы буры от перфоратора или сверла по керамике/стеклу, там тоже наконечник не простой.
Они подлежат плановой замене и по идее в салонах можно за так выпросить. Сточить головку и все.
Диаметр правда 2,35 у них
Не пробовали безкислородную?
К тому же наконечник надо остужать
И не искрит. Можете на анализ сдать некоторые механизмы розеток (те что не сильно искрят).
Откуда дровишки про «прочна как сталь»?
Внешне ваши электроды отдают обычной латунью.
У меня имеется пруток бронзы БрБ2 — так он выраженного красноватого оттенка. Но уж точно не желтого, как у вас на фото.
Покупал ее в свое время для изготовления сопел на аппарат для абразивной обработки(вроде пескоструя), начитавшись об ее характеристиках.
И по ценам разница с обычной бронзой или латунью десятикратная(300-400руб за кгилграмм против 4000 рублей за бериллиевую).
Медный наконечник почему то охлаждать не нужно.
Чем бескислородная медь лучше? Чуть лучше проводимость и все. Прочность и температура плавления та же, что и у обычной меди.
ru.wikipedia.org/wiki/Бескислородная_медь
Разница в пластичности и наличии пор, трещин. А для труб это важно.
А так, как использовал автор — врядли: при сварке он окисляется в первую очередь (активен как магний примерно), а темп. испарения BeO > 4000 град.
Сварка-сплавление происходит именно в точке контакта из-за сопротивления контакта, именно в той точке должен быть мгновенный нагрев до плавления. Закон Ома никто не отменял. И как ни крути — в месте контакта есть I2R, Ток в цепи одинаковый и чтобы вся мощность выделялась в месте сварки, надо чтобы остальные сопротивления были минимальны.
Так вот вопрос — нафига этот эксперимент?
Можно, но не нужно, работают плохо из за не самого маленького сопротивления.
Бериллиевую бронзу (не факт, что это она) пробовал так как она используется в промышленных машинах контактной сварки.
Вот например: weldzone.info/materials/electrodes/131-contact-welding/712-material-elektrodov-dlya-kontaktno
или здесь weldzone.info/materials/electrodes/131-contact-welding/282-contact-welding
Видимо нужно поискать нормальные материалы по месту, а не покупать непонятно что в Китае. Хотя, и по месту могут продать непойми что.
Удачи в сварке!
Я тоже не знал теории и практики, пока не пришлось строить большой аппарат с кучей проб и ошибок.
Что за большой аппарат? Промышленный? Есть ли фото?
Электроды — медь 20мм диаметр. Ток на таких кабелях удалось 1200-1500 сделать. Чем меньше время и больше ток — тем больше качество сварки
Мне показалось, что увеличение длины кабеля от транса до электродов влияет тем сильнее, чем меньше напряжение. В общем, при малых напряжениях удлинение кабеля сильно просаживает ток. Приходится поднимать напряжение, а это большее число витков, значит кабель тоньше, значит меньше ток. Замкнутый круг, приходится брать транс больше.
ТДМ 400 вторичку переделывали, перематывали этим же проводом, сложив в несколько раз? Меня тоже просят сделать из трехфазной трансформаторной сварки сварку споттер для приварки кузовщины.
Таймер я тоже когда то делал, теперь китайских полно, даже с пневмоприводом.
Сетку тоже варил когда то, делал корзинку для велика из оцинковки 3мм. С этого все и началось.
mysku.club/blog/aliexpress/43115.html
Но лучшего я пока не нашел.
Для дома хватает. Но шило в одном месте не дает покоя.
Сварочник сам собирал.
Вот с моего прошлого обзора. Электроды медь провод сечением 2.5мм и потом медь сечением 10мм.
Сечением 10 мне понравилось варить больше, они меньше липнут.
И, насколько я заметил, электроды липнут почти у всех.
Но при этом от ленты не отрывается часть, а наоборот, на ленте остается след меди, то есть сварочная точка не становится слабым местом.
Иногда получается сажа между проскостями. =(
2,5 квадратом варил, не понравилось, при нагреве электроды мягкими становятся, у меня они в ввиде буквы «Z», и как результат гнутся. =(
Нулевое прилипание
Просто правильно заточил электроды и подаю правильные импульсы.
Для каких-то серьезных вещей эти китайские имитации меди не подходят, но для стали 0.15 мм, как видно из ролика — очень даже.
Для приварки меди к стали и стали к меди использую жала паяльников из магазинов или медные жилы кабеля ~6 мм в диаметре.
Им важно просто не нагреваться, тогда они и не липнут.
А как сделать, чтобы они не нагревались — это отдельный разговор.
1x 99.9% чистая медь Cu металлический стержень трубка цилиндр Диаметр 6 мм длина 200 мм
— сойдут?
Односторонняя варит сразу две точки сварки.Но желательно, чтоб нижний металл был толще верхнего, иначе ток шунтируется по верхнему металлу.
Хотите сварить аккумулятор двусторонеей сваркой — его придется разобрать.
На пару комментов выше мое видео односторонней сварки — медью варится без проблем.
Можно еще грифель от карандаша попробовать иди щупы мультиметра
тоже ток проводят