Фотополимерный 3D-принтер Anycubic Photon S

- Цена: 578.93$-658.65$ (на предстоящей распродаже обещают от 432.26$)
- Перейти в магазин
Обзоров 3D-принтеров этого типа как-то совсем мало на сайте, решил восполнить этот пробел :)
Впрочем, в обзоре станет понятно почему на них мало обзоров и почему такие принтеры востребованы гораздо меньше, чем FDM, печатающие расплавленным пластиком.
Очень большой трафик — много фото!!!
Обзор включает много лишнего текста, много посредственных фото и полную разборку принтера для удовлетворения любопытства :) Будут и несколько примеров моделей, напечатанных на этом принтере, чтобы показать на что он способен (в совершенно неопытных руках). Ну и главное — обзор написан с точки зрения человека, только вошедшего в фотополимерную 3D-печать, и отражают субъективное мнение, сложившееся за пару недель пользования, так что могут быть неточности или даже ошибки :)
Для начала под спойлером история покупки этого принтера (он был честно куплен на свои кровные, могу и чек показать :).
Как итог всего этого: на Али дешевле, но предупреждают об ожидании отправки в 30-40 дней. На распродаже обещают настолько дешево, что есть смысл эти 30-40 дней подождать, на мой взгляд :)
Для незнакомых с этой областью проведу небольшой экскурс в типы 3D-принтеров, их принципиальные отличия, достоинства и недостатки.
А теперь я попытаюсь вас отговорить от приобретения подобного принтера, описав все, с чем Вы столкнетесь, приобретя его и начав на нем печатать :)) И если это вас не оттолкнет от покупки — ну, значит Вам действительно есть смысл приобрести его :)
Так зачем же тогда нужны такие принтеры, если в них столько минусов? Ответ: для небольших мастер-моделей или декоративных вещей с высокой детализацией. Которые невозможно напечатать в приемлемом качестве на обычных FDM-принтерах. Это ювелирные украшения. Миниатюры — фигурки, техника, предметы. Это какие-то мелкие точные детальки, не несущие большой нагрузки. То есть для небольших точных моделей с мелкими деталями.
Вот пример того, что может этот принтер в моих неопытных руках, и чего не сможет никакой FDM (по крайней мере без серьезной пост-обработки, а может быть и с ней):

Увеличенный фрагмент с перилами:
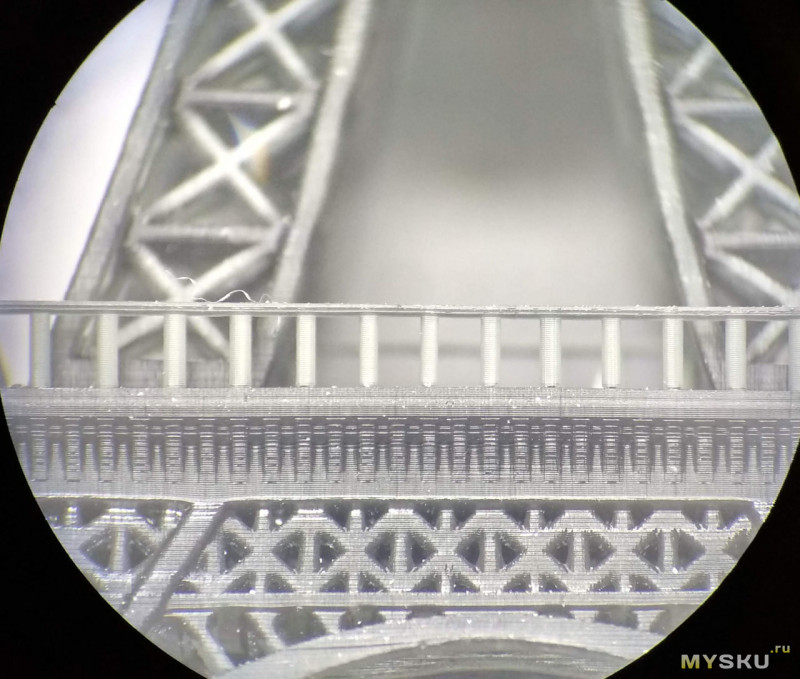
Диаметр вертикальных стоек перил — 0.5 мм. Толщина самих перил — 0.3 мм. И это не предел :)
Вот фото участка тестовой модели, которую я печатал одним из полимеров:
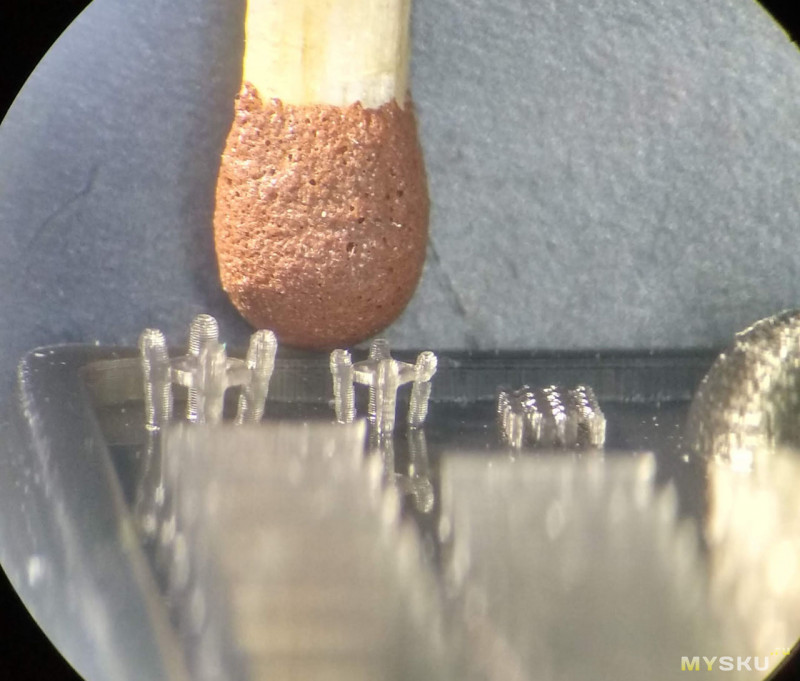
Ну или для любителей фигурок — вот для чего вам может быть нужен такой принтер :)

И если пугалки вас не испугали и вы решили, что подобный принтер все же может быть вам нужен, то добро пожаловать дальше :)
Эта модель является развитием предыдущей модели Anycubic Photon (без S). Как и у предшественника, тут установлен LCD диагональю 5.5 дюйма разрешением 2560х1440 пикселей.
Характеристики:
— размеры: 230(ш)х205(г)х400(в) мм
— вес: 5.9 кг
— потребляемая мощность: 50 Вт
— поле печати: 115х65 мм
— макс. высота печати: 155 мм
— разрешение LCD — 2560х1440
— размер пикселя: 0.04725 мм (47.25 мкм)
— толщина слоя: 0.025-0.1 мм (25-100 мкм)
— источник УФ: светодиоды, длина волны 405 нм
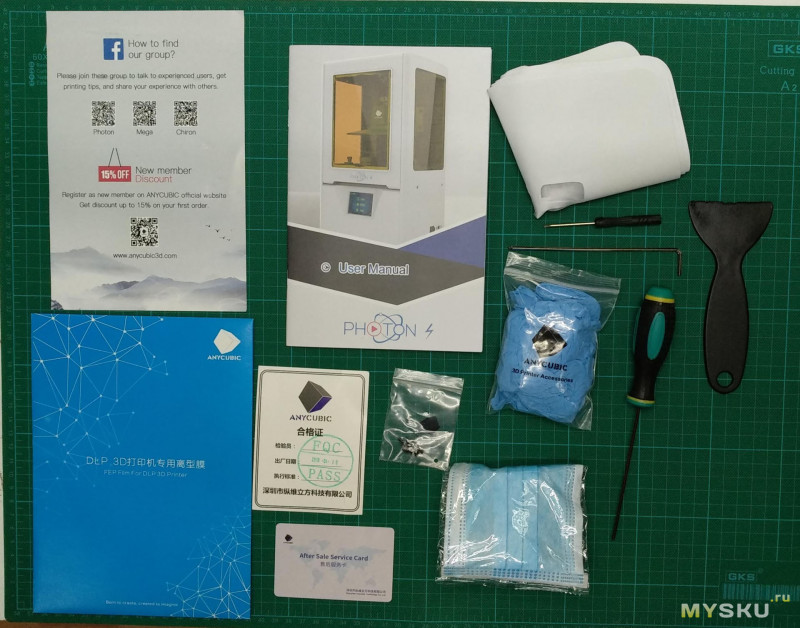
В минимальный комплект входят:
— сам принтер
— ванночка
— платформа
— блок питания 12В 6А
— безымянная флэшка на 4 ГБ с софтом (слайсером)
— небольшая брошюрка-инструкция по использованию принтера и софта (слайсера)
— несколько фильтрующих воронок
— несколько пар тонких перчаток
— лицевая маска (можно сразу выкинуть)
— пластиковый скребок
— запасная пленка для дна ванночки
— какая-то листовка с рекламой и пластиковая карта послепродажного обслуживания
— шестигранная отвертка 2 мм, шестигранник 2.5 мм и мелкая плоская отвертка
— несколько каких-то запасных болтиков (для ванночки, как я подозреваю)
Что еще Вам понадобится:
— бумажные полотенца, много
— влажные салфетки — много
— изопропиловый (или этиловый) спирт — тоже немало, на первое время можете взять пару литров :)
— две емкости для хранения спирта объемом 300-500 мл
— металлический шпатель шириной 40-50 мм, заточенный в одну сторону
Что может понадобиться, но при необходимости можно обойтись:
— несколько дополнительных приспособ, которые печатаются на обычном FDM 3D-принтере (можно обойтись и без них, но с ними удобнее), о них дальше в обзоре будет подробнее
— полимеризационная камера для дозасветки моделей, в самом простом варианте ею может послужить УФ-лампа для ногтей, но очень желательно сделать нормальную камеру
— УЗ-ванна для промывки моделей в спирте
Вроде бы все.

В верхней части этого короба под тонким листом пенополиэтилена лежит разная макулатура и упаковка с запасной пленкой для ванночки. Под ними — ниши с мелочами, блоком питания и бутылочкой полимера 250 мл:


Снимаем верхнюю половину вспененного короба и открывается сам принтер :)
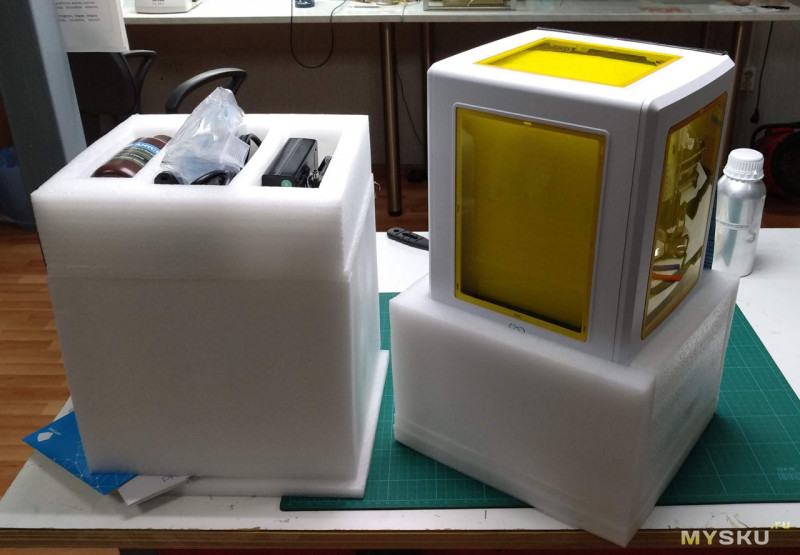
Видно, что и внутри принтер набит этим же пенополиэтиленом.
Вообще все эти фотки я делал, упаковав заново уже поработавший две недели принтер, поэтому на них нет защитных пленок на прозрачных боковинах и принтер уже не обмотан стрейтчем :) А вот эта фотка — действительно была сделана сновья, сразу после распаковки, и на ней это все еще есть:

Вот такое наполнение у него внутри:
Внутри этого куска пенополиэтилена лежит платформа:
А сверху на нем лежали малярные бумажные фильтры-воронки, но я их забыл положить в этой фотосессии :))
Из магазина крепление платформы опущено в самый низ, поэтому перед тем как крепить платформу на место принтер нужно включить и поднять через меню платформу миллиметров на 100. И тогда платформу можно сажать на место:
Теперь я могу опустить «занавесь» когда мне не нужно наблюдать за печатью и быть спокойным даже при самом ярком солнечном свете из окна.
На задней стороне располагаются шильдик с основными данными, гнездо питания (12 вольт) и решетка для вентилятора. Без самого вентилятора, кстати, но об этом позже, в доработках. Черные полоски сверху — это изолента, держащая «занавесь» :)

На правой стороне выключатель питания и разъем USB для флэшки.

На передней стороне единственный орган управления — цветной сенсорный дисплей диагональю 75 мм (3 дюйма). С одной стороны мелковато, но с другой стороны в обычных условиях там нечего делать кроме выбора файла для печати.
На левой стороне ничего нет.
Интерфейс на экране принтера весьма прост, никаких толп настроек тут нет.
Изначально, при включении нам показывается приветственный экран с названием принтера:

После нескольких секунд ожидания появляется главное меню:
Move Z — возможность двигать ось Z:
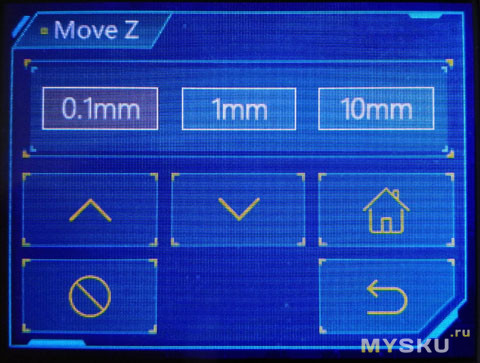
Верхними кнопками можно выбрать шаг движения оси. Стрелки вверх и вниз — перемещение Z в соответствующем направлении с выбранным шагом (одно нажатие — перемещение на один шаг). Домик — парковка оси по датчику. Перечеркнутый круг — немедленная остановка движения оси.
Detection — тестовая засветка экрана:
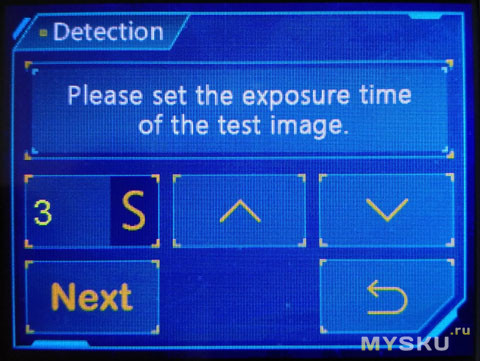
Кнопками вверх/вниз устанавливается время в секундах, затем нажимается Next и на LCD под ванночкой выводится рамка по периметру шириной около 1 см на указанное время. Просто проверка рабочего экрана и УФ-подсветки, как я понимаю.
Z=0 — калибровка платформы. Сначала платформа опускается над LCD на высоту, равную толщине пленки в ванночке, фиксируется параллельно LCD, а потом нажимается вот эта вот кнопка, чтобы принтер запомнил текущее положение Z как нулевую высоту над дном ванночки.
И это весь интерфейс :)
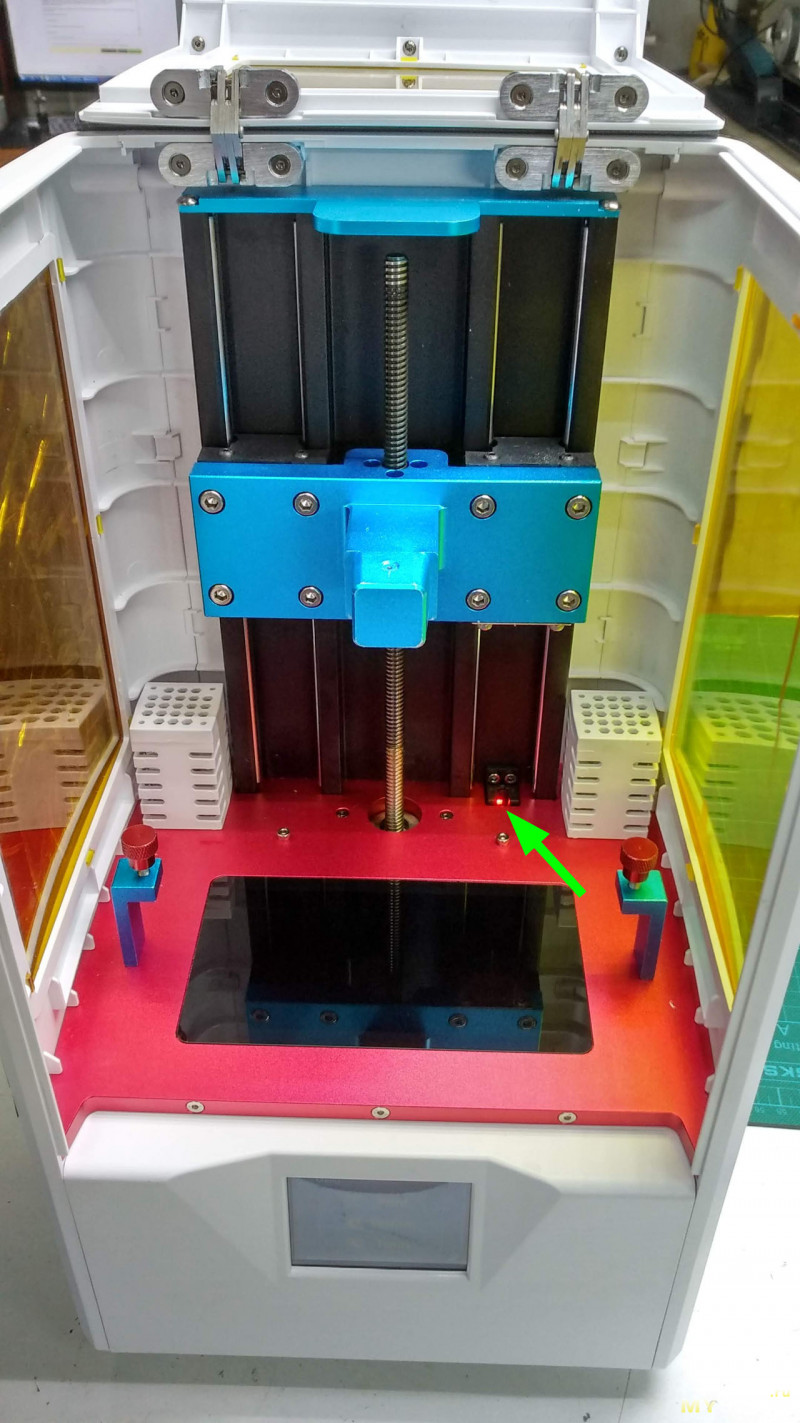
Внутри принтера расположены Г-образные стойки с винтами для прижима ванночки, под ними — LCD с защитным стеклом. Чуть позади этого стекла видны шляпки двух болтов — это ограничители для ванночки, она упирается в них при установке в принтер.
Внизу справа около задней стенки светится красным оптический концевик оси Z (выделен на фото стрелкой):
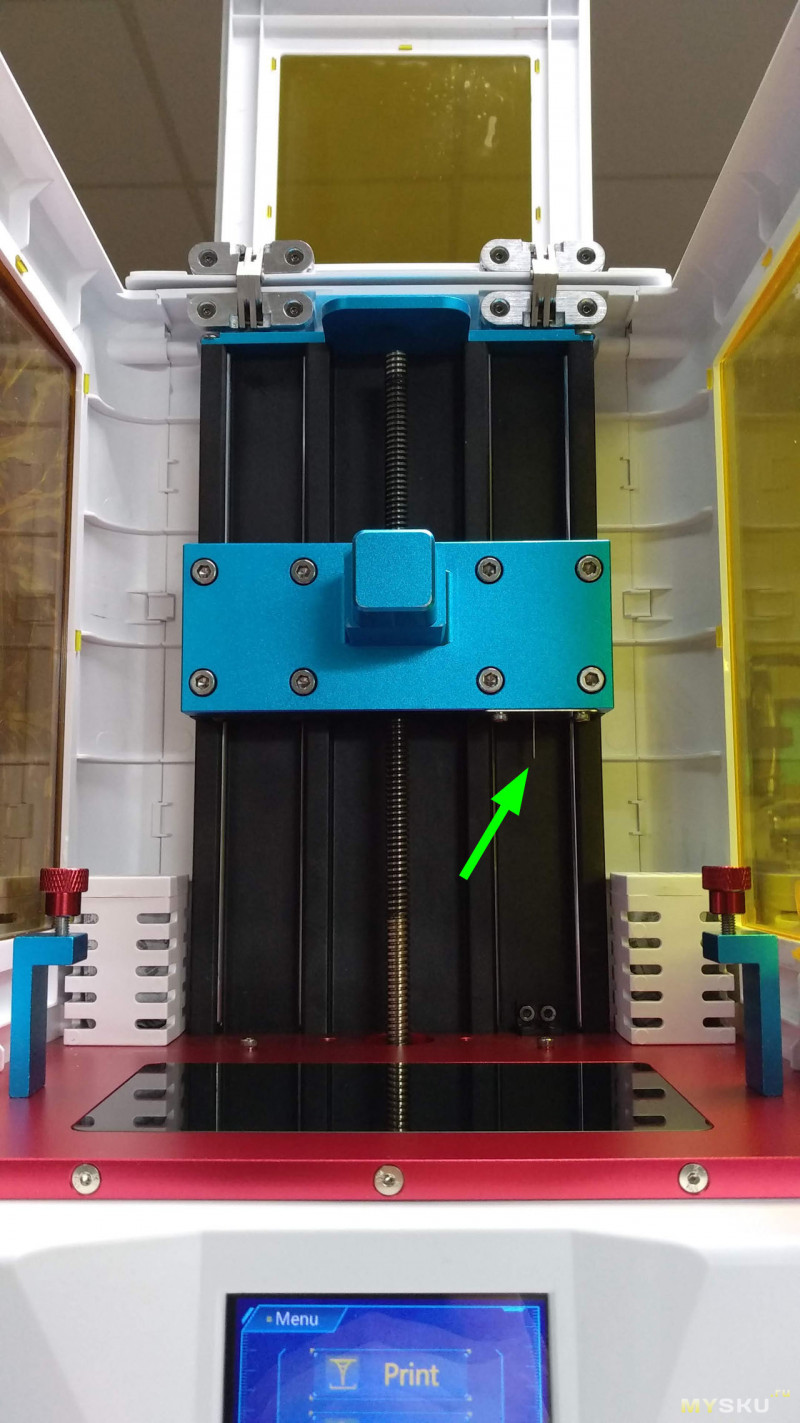
На самой оси закреплена пластинка для этого концевика (указана стрелкой):
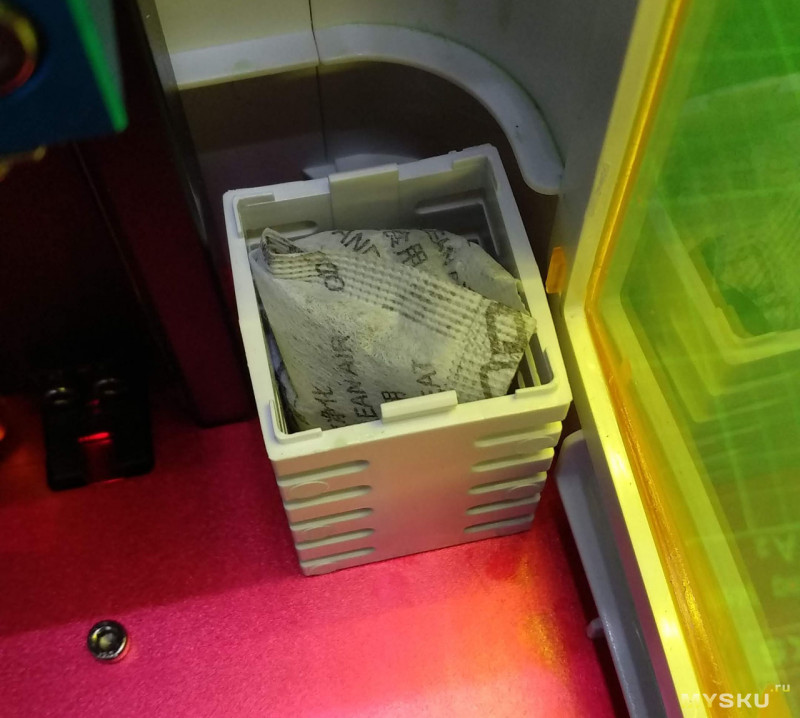
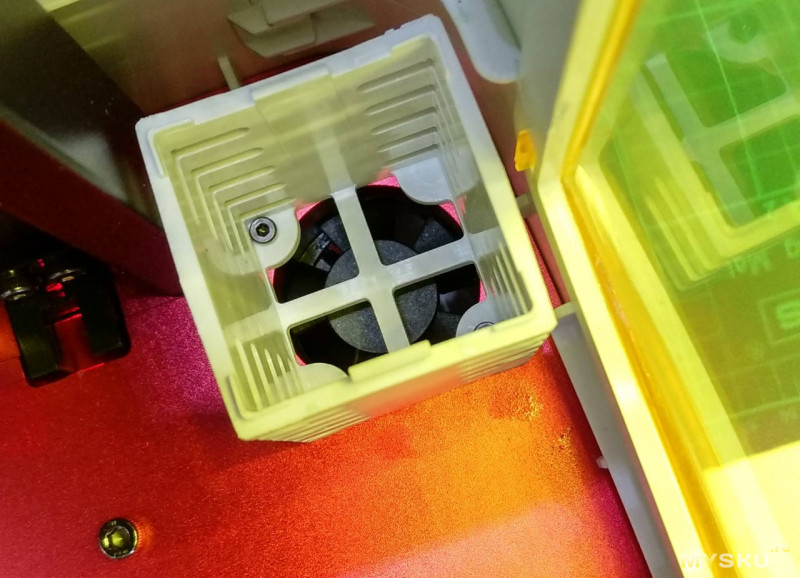
В дальних углах две белые коробочки с прорезями — внутри в них находятся бумажные мешочки с активированным углем, призванным удалять запах полимера.
Во время печати небольшие вентиляторы тянут воздух из камеры печати вниз, в аппаратный отсек. Но по моему глубокому убеждению, если эти мешочки с углем и убирают запах, то процентов на 5-10, не больше. Чтобы качественно отфильтровать из продуваемого воздуха органику нужны фильтры посерьезнее.
Платформа представляет собой механизм выравнивания и крепления на оси Z и непосредственно саму платформу, к которой во время печати приклеиваются первые слои. Обычно говорят «модель выращивается на платформе». Поверхность самой подошвы платформы — шлифованный алюминий, остальные поверхности — анодирование. В принципе, никаких претензий к нему нет — полимер приклеивается к нему хорошо и надежно, поверхность достаточно ровная и гладкая.
Красный большой винт — для фиксации всей платформы к оси Z. Рядом с ним отверстие, в которое закручен установочный винт, фиксирующий положение подошвы платформы.
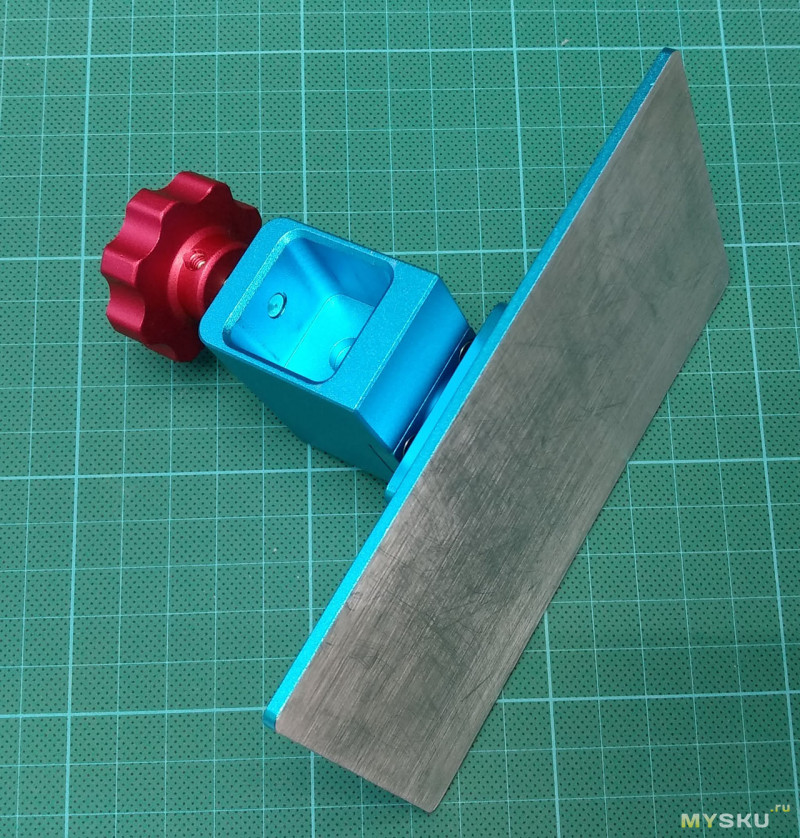
Механизм выравнивания позволяет закреплять платформу под небольшим углом в любую сторону:
Это нужно для точного выравнивания подошвы платформы параллельно дну ванночки (калибровки). После калибровки положение фиксируется затяжкой установочного винта (в отверстии сверху).
Ванночка — алюминиевая, анодированная. Снизу с помощью стальной рамки в специальном углублении натянута FET-пленка. Натянута очень хорошо, до звона. Очень советую относиться к этой пленке бережно, не царапать, не затирать и не рвать :) При сливе полимера пользоваться только комплектным пластиковым шпателем.
Впрочем, комплектным шпателем лучше только в этих целях и пользоваться, отдирать напечатанные модели от платформы лучше купленным металлическим, т.к. комплектному быстро придет труба, он гораздо мягче затвердевшего полимера:

Так же настоятельно советую держать нижнюю сторону пленки и защитное стекло LCD в как можно более идеальной чистоте, это поможет более качественной печати. Особенно нужно следить чтобы на них не попал полимер, иначе придется менять защитное стекло, а может быть и пленку у ванночки.
В принципе, на этом внутреннее убранство и заканчивается. Плавно переходим к разборке и изучению конструкции принтера :)
Плюсы:
— довольно жесткая конструкция, в том числе и оси Z;
— очень неплохо печатает «из коробки» — вот буквально, распаковал, откалибровал платформу, налил в ванночку полимер и можно печатать;
— новая система засветки «паралед» заметно выравнивает засветку по полю и снижает паразитную засветку. Это уже было продемонстрировано энтузиастами на практических примерах — искажения по краям поля практически сошли на нет;
— недостижимая для FDM-принтеров детализация (впрочем, это плюс почти всех фотополимерных принтеров);
— сам процесс печати, его настройка — гораздо проще, чем на FDM: фактически для качественной печати нужно подобрать только время засветки слоя для данного полимера и все. Никаких натяжений ремней, звона по осям, температур сопла и стола, вопросов адгезии к столу и т.д. — ничего из той кучи вопросов и проблем, с которой сталкивается начинающий FDM-печатник :)
— цена довольно демократична для фотополимерного принтера;
Минусы:
(общие для всех или большинства фотополимерников)
— цена расходников примерно в 10 раз выше, чем для FDM-принтеров;
— полимеры имеют более или менее сильный запах, необходимо хорошо проветривать помещение, в котором идет печать;
— бОльшая возня по сравнению с FDM — налить/слить полимер, промыть после печати ванночку и платформу, чистить от полимера шпатели, промывать и дозасвечивать модели (а это еще дополнительное благоухание изопропила);
— физические свойства распространенных полимеров далеки от идеала -в основном они твердые и довольно хрупкие;
(минусы конкретно этой модели)
— хлипкая дверца, боюсь, что скорее рано, чем поздно, она просто выломает или вырвет крепления петель;
— на оси Z могли бы разориться на нормальные рельсы и ШВП;
— светодиоды могли бы быть более качественными, с равномерной силой свечения;
— понимает только свой формат файлов (впрочем, этой болезнью страдает большинство подобных принтеров);
— небольшая площадь печати. Впрочем, была бы тут ванна размером 20х20 см, полимер в нее приходилось бы литрами заливать :) Да и стоимость больших моделей будет совсем печальной…
Как окончательный итог — смело можно брать, принтер вышел очень неплохим на мой скромный взгляд :)
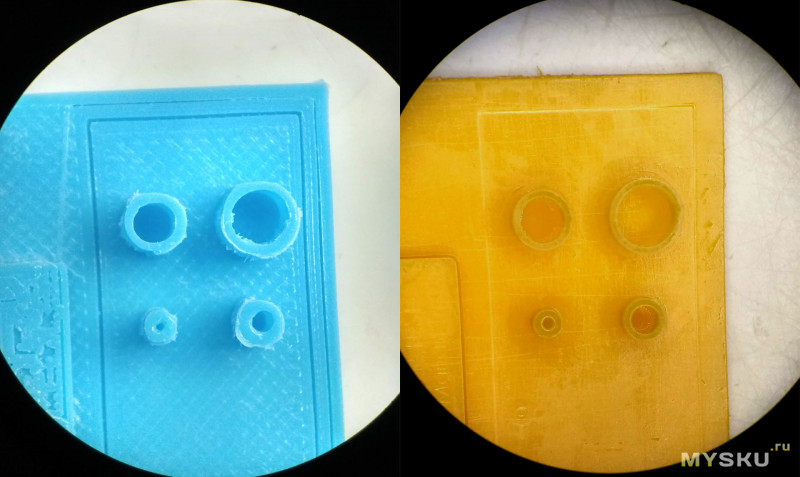
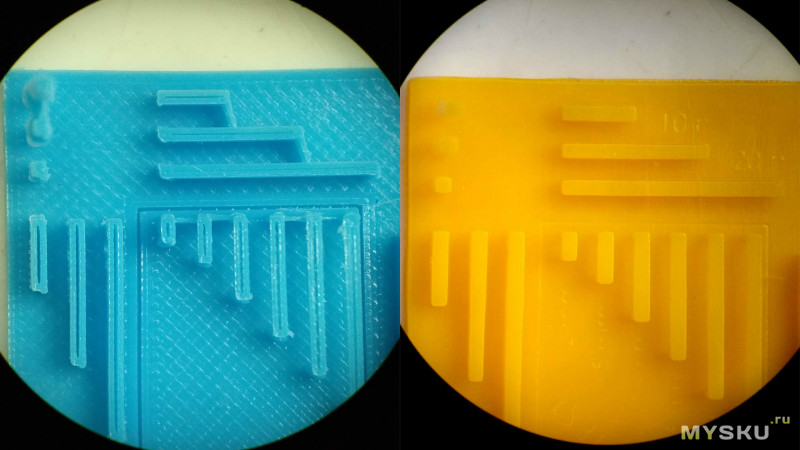
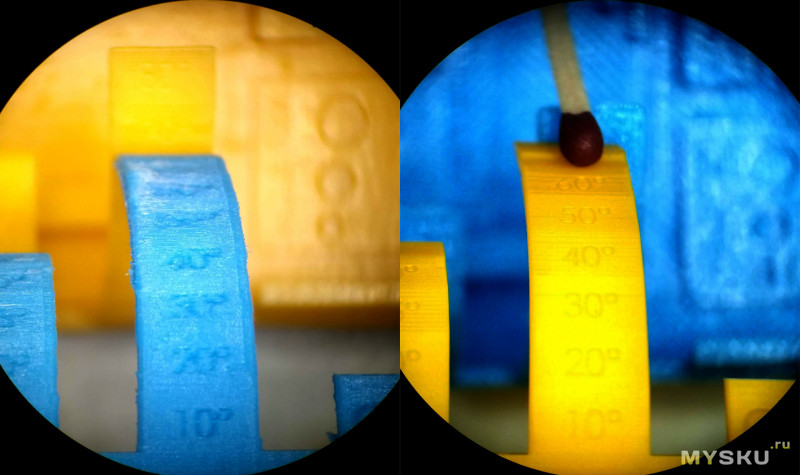
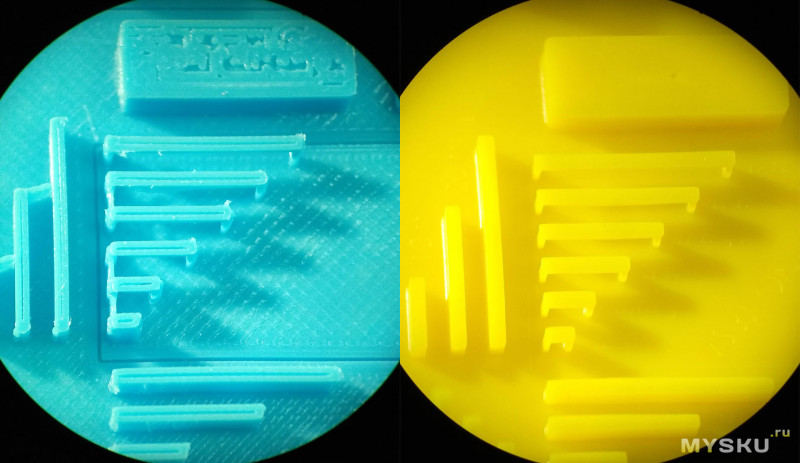
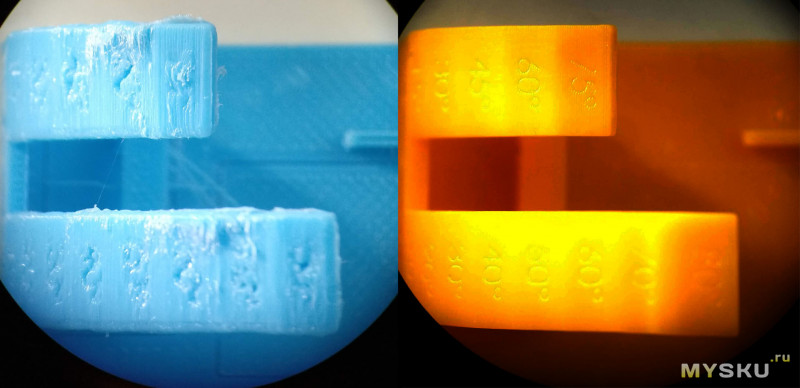
Как пример — вот сравнение тестовой модели, напечатанной на Анет А8 и Фотон С. Слои одинаковые — 0,05 мм. Фотон печатал 3 ч. 15 мин., Анет — 4 ч. 30 мин. :) Полимер, кстати, не самый подходящий для демонстрации детальности — имеет сильную боковую паразитную засветку, да и для фотографирования не самый удачный цвет — на некоторых снимках мне пришлось сильно подкрутить уровни, чтобы детали стали различимы. Но какой был налит в ванночку, тем и напечатал :)
Угадайте каким цветом печатал FDM-принтер Anet A8, а каким фотополимерный Anycubic Photon S :)))









Спасибо всем осилившим мою графоманию ;)
Может быть попозже напишу вторую часть, где рассмотрю софт, процесс подготовки и печати, особенности и желательные доработки принтера (а куда без них в 3D-принтерах? :))).
Впрочем, в обзоре станет понятно почему на них мало обзоров и почему такие принтеры востребованы гораздо меньше, чем FDM, печатающие расплавленным пластиком.
Очень большой трафик — много фото!!!
Обзор включает много лишнего текста, много посредственных фото и полную разборку принтера для удовлетворения любопытства :) Будут и несколько примеров моделей, напечатанных на этом принтере, чтобы показать на что он способен (в совершенно неопытных руках). Ну и главное — обзор написан с точки зрения человека, только вошедшего в фотополимерную 3D-печать, и отражают субъективное мнение, сложившееся за пару недель пользования, так что могут быть неточности или даже ошибки :)
Для начала под спойлером история покупки этого принтера (он был честно куплен на свои кровные, могу и чек показать :).
Покупка
Зачем я его купил — честно говоря, до сих пор точно не знаю. Мне уже давно было очень интересно пощупать «вживую» фотополимерную печать, но до этого останавливала либо цена на действительно нормальные принтеры (типа Formlabs) либо несовершенство более дешевых принтеров. Однако эта новинка привлекла меня как сравнительно невысокой ценой, так и некоторыми решениями, примененными для повышения качества печати. О них я расскажу ниже в обзоре.
Изначально я планировал купить его на Али с российского склада, цена выходила что-то около 39 т.р. Однако в описании лота наткнулся на предупреждение «При оплате сейчас принтер будет отправлен в течении 30-40 дней». Столько ждать я очень не хотел, у меня уже просто горело получить его прямо сейчас :) Поэтому полез по отечественным магазинам и в одном из них нашел в наличии на складе за 39900 руб, т.е. всего на 1000 дороже, чем на Али. Этот магазин, кстати, позиционирует себя как официального представителя Anycubic, и даже сайт у них имеет такое же имя, только в домене .ru :)
Итак, 18-го числа вечером я оформил у них заказ, 19-го в обед (в воскресенье!) я получил письмо со ссылкой на оплату, оплатил и примерно через час после оплаты получил трек службы доставки IML. 23-го я уже забрал его из пункта выдачи. Очень оперативно :)
Сейчас этот принтер в этом российском магазине подорожал до 44900 руб :( Но зато на Али в предстоящей (уже текущей пока писал обзор :)) летней распродаже обещают скинуть на него цену до 28750 руб с российского склада. Если бы я знал, то дотерпел бы до этой распродажи :)
Изначально я планировал купить его на Али с российского склада, цена выходила что-то около 39 т.р. Однако в описании лота наткнулся на предупреждение «При оплате сейчас принтер будет отправлен в течении 30-40 дней». Столько ждать я очень не хотел, у меня уже просто горело получить его прямо сейчас :) Поэтому полез по отечественным магазинам и в одном из них нашел в наличии на складе за 39900 руб, т.е. всего на 1000 дороже, чем на Али. Этот магазин, кстати, позиционирует себя как официального представителя Anycubic, и даже сайт у них имеет такое же имя, только в домене .ru :)
Итак, 18-го числа вечером я оформил у них заказ, 19-го в обед (в воскресенье!) я получил письмо со ссылкой на оплату, оплатил и примерно через час после оплаты получил трек службы доставки IML. 23-го я уже забрал его из пункта выдачи. Очень оперативно :)
Сейчас этот принтер в этом российском магазине подорожал до 44900 руб :( Но зато на Али в предстоящей (уже текущей пока писал обзор :)) летней распродаже обещают скинуть на него цену до 28750 руб с российского склада. Если бы я знал, то дотерпел бы до этой распродажи :)
Как итог всего этого: на Али дешевле, но предупреждают об ожидании отправки в 30-40 дней. На распродаже обещают настолько дешево, что есть смысл эти 30-40 дней подождать, на мой взгляд :)
Для незнакомых с этой областью проведу небольшой экскурс в типы 3D-принтеров, их принципиальные отличия, достоинства и недостатки.
Какие бывают 3D-принтеры
На сегодня используется вроде бы 6 основных видов 3D-печати:
- 1) FDM (Fused deposition modeling — моделирование методом наплавления) — печать расплавленным пластиком. Это самый дешевый и самый распространенный в быту тип принтеров. Такие принтеры расплавляют непрерывно подаваемый пруток пластика и выдавливают его через сопло, «рисуя» им слой детали. «Дорисовав» один слой, сопло поднимается на толщину слоя и начинает «рисовать» следующий слой, и так далее. Обзоров на такой вид принтеров на сайте полно.
Достоинства:
— дешевизна как принтеров, так и пластика для них (сами принтеры от 150$, пластик для них — от 7$ за кг);
— большое разнообразие пластиков по свойствам и цветам, от твердых и хрупких до резиноподобных, включая пищевые пластики, наполненные пластики (стекло- или углеволокном для прочности, углеродом для проводимости, древесной крошкой для имитации дерева) и т.д.;
— сравнительно большое поле печати (стандартно — 20х20 см, доступны до 50х50 см);
Недостатки:
— непритязательный внешний вид полученных изделий из-за хорошо видимой слоистости;
— невысокая детализация из-за относительно большого диаметра сопла (самый распространенный диаметр — 0.4 мм, бывают до 0.1 мм, но диаметрами меньше 0.2-0.3 мм мало кто печатает, т.к. во-первых, это очень долго, а во-вторых высока вероятность засора такого маленького сопла);
— как правило, межслойная прочность изделий заметно ниже, чем прочность поперек слоев, то есть прочность не однородна в разных направлениях;
— у более дешевых вариантов имеются так же недостатки, связанные с шумом во время работы и с печатью пластиком с большой усадкой (ABS, нейлон);
Типичные представители такого типа принтеров:
Существуют прототипы, выдавливающие другие материалы — например, глину или шоколад, но принцип остается тем же.
- 2) SLA (стереолитография). Пожалуй, второй по распространенности вид 3D-принтеров в быту и небольших производствах — стоматология, ювелирное производство, везде где требуются небольшие мастер-модели с высокими детализацией и точностью. Эти принтеры формируют изделия из жидкой фотополимерной смолы, твердеющей под воздействием ультрафиолета. Работает такой принтер по следующему принципу: в ванночку с жидким полимером и прозрачным дном опускается плоская платформа, не доходя до дна на расстояние толщины одного слоя. После этого снизу через прозрачное дно лучом УФ-лазера «рисуется» первый слой, который твердеет и прилипает к платформе (но не прилипает к дну ванночки, оно делается из таких материалов, к которым полимер при застывании не приклеивается). Затем платформа поднимается на высоту одного слоя и лазер «рисует» очередной слой, отверждая полимер там куда он посветил. И так слой за слоем. Благодаря очень малому диаметру лазерного луча и очень тонким слоям (обычно до 0.01 мм), детали получаются с очень высокой детализацией, недостижимой для «пластиковых» (FDM) принтеров.
Достоинства:
— высокая точность и детализация получаемых изделий;
— почти полная бесшумность (только вентилятор и время от времени двигатель, двигающий платформу на очередной слой);
— равномерная прочность изделий по всем измерениям;
— (что-то я больше не смог придумать для них достоинств :))
Недостатки:
— высокая стоимость как самих принтеров, так и полимеров для них (в среднем от 60$ за 1 литр);
— хрупкость большинства распространенных полимеров в отвержденном виде (примерно как эпоксидка);
— небольшая рабочая площадь;
— возня с отпечатанными моделями (промывка в растворителях от остатков жидкого полимера, дозасветка под ультрафиолетом) и с самим принтером (после печати полимер необходимо слить из ванночки, промыть ванночку и платформу);
Самый известный представитель таких принтеров — Formlabs:
- 3) LCD/DLP — этот вид печати очень похож на SLA за одним исключением — слои не «рисуются» лучом лазера, а засвечиваются сразу по всей площади с помощью проектора (DLP) или ЖК-жисплея (LCD). Грубо говоря, на каждом слое в фотополимере «отпечатывается» изображение с проектора или LCD. Разумеется, в проекторе или под LCD стоят не стандартные лампы, а источники УФ. Часто такие принтеры относят к SLA, хотя если подходить строго, то это неверно.
Достоинства: те же, что и у SLA плюс еще одно:
— время печати одного слоя не зависит от его заполненности, если в SLA лазеру нужно «прорисовать» всю засвечиваемую площадь, поэтому время на один слой зависит от того как много засвечиваемой площади в слое, то DLP/LCD совершенно все равно что в этом слое засвечивать. Это же является одновременно и недостатком по сравнению с SLA — зависит от геометрии и размера модели, большие модели будут быстрее печататься на DLS/LCD, маленькие — на SLA;
Недостатки: те же, что у SLA, за исключением стоимости принтеров (они дешевле), плюс еще один:
— изображение формируется не лучом лазера, а цифровым изображением, следовательно там где луч может пройти плавный изгиб, DLP/LCD сделают этот изгиб из пикселей. Впрочем, как правило, это видно только под микроскопом и в большинстве случаем не имеет практического значения;
- 4) Polyjet — это, опять же, печать фотополимером, но принцип тут другой. Он очень похож на работу струйного принтера — принтер «выстреливает» из сопел мельчайшие капли полимера, которые тут же отверждаются на печатаемом изделии. Далеко не самый распространенный тип принтеров и явно не для бытового использования :)
Достоинства предположительно:
— большая рабочая площадь
— нет необходимости промывать изделие и ванночку с платформой от остатков полимера
Недостатки предположительно:
— стоимость принтера, скорее всего, очень негуманная. Стоимость полимеров для него, скорее всего, тоже, т.к. вряд ли ему подходят широко распространенные;
— невозможность печати «мостов» (когда в очередном слое формируется поверхность между несколькими опорами);
- 5) 3DP/SLS — печать из слоев порошка — тут все довольно просто. На платформу наносится порошок слоем, соответствующим толщине слоя печати, и затем клеем (или лазерным спеканием) на этом порошке формируется рисунок слоя. Потом сверху наносится очередной слой порошка и на нем формируется очередной рисунок слоя. И т.д. Бывают для печати металлами (металлический порошок спекается лазером) и чем-то типа гипса (порошок склеивается клеем, который наносится по принципу струйного принтера).
Достоинства (какие знаю):
— возможность печати цветных деталей (используя цветной клей);
— нет необходимости в поддержках, т.к. сам порошок вокруг детали отлично ее держит;
Недостатки (какие знаю):
— стоимость таких принтеров и расходных материалов для них очень высокая;
— «гипсовые» модели необходимо после печати обдувать от остатков порошка и «закреплять», пропитывая специальным клеем;
— очень невысокая прочность «гипсовых» моделей;
- 6) LENS (Laser Engineered Net Shaping) — непрерывная печать порошком, спекаемым лазером. Суть такова: из сопла (или нескольких сопел) в точку печати выдувается металлический порошок и туда же светит луч мощного лазера. Порошок, попадающий в луч лазера моментально плавится и попадает на изделие в жидком виде, наплавляясь на него. Чисто промышленный вид принтеров, стоимость которых может себе позволить далеко не каждое предприятие :) Достоинства и недостатки даже не буду расписывать, т.к. не знаю их. Знаю лишь, что точность и поверхность получаемых изделий не айс и нуждается в дальнейшей механической обработке. Существуют станки, объединяющие в себе такой принтер и многоосевой обрабатывающий центр. Ну и то, что таким способом как раз и печатаются части двигателей самолетов и ракет, говорит о многом :)
Есть и другие, более экзотические виды аддитивного производства, но они мало распространены.
А теперь я попытаюсь вас отговорить от приобретения подобного принтера, описав все, с чем Вы столкнетесь, приобретя его и начав на нем печатать :)) И если это вас не оттолкнет от покупки — ну, значит Вам действительно есть смысл приобрести его :)
Пугалки
Итак, начнем с главного: зачем этот принтер дома? Нет, ну правда. Тут уже есть множество обзоров более дешевых 3D-принтеров, в которых приводятся примеры его пользы для дома, да и в комментариях к этим обзорам описывали такие примеры. Но то принтеры, у которых модель размером 15х15 см и весом 100 грамм обходится в 50-70 рублей. И достаточно прочная или гибкая, чтобы выполнять практические функции. А тут модель весом 100 грамм обойдется в 500-800 рублей, да еще и в размерах серьезные ограничения, да и прочность не ахти :) Делаем вывод: этот принтер не для такого широкого применения как более распространенные FDM.
Дальше — возня. Обычный FDM-принтер как работает? Включили, нажали «печать» и все, ждем. Напечаталось — сняли со стола, выключили принтер. И все :) А тут так просто не получится. Полимер нельзя долго хранить в ванночке (точнее крайне нежелательно). Значит перед печатью его нужно в ванночку залить, а после печати вылить обратно в бутылку через воронку. Потом нужно отмыть или оттереть от остатков полимера: ванночку, платформу, воронку, руки и все вокруг что заляпалось полимером во время этих процедур :) Потом сама напечатанная модель — ее после печати тоже нужно промыть в спирте (изопропиловом). Причем, желательно даже в двух спиртах — в грязном и чистом :) А потом дозасветить под УФ-лампой. Тут все сложнее, чем с FDM…
Ну и последнее, если предыдущего не хватило — сам полимер. Во-первых, он жидкий, как ни странно. А это означает, что все, чего он коснется, будет им испачкано. Это вам не твердый пруток — упала катушка, ну и ладно, подняли и дальше пошли. Если дома на пол упадет открытая бутылка с полимером — готовьтесь к тому, что жена выгонит Вас из дома :) Да и вообще, печать жидким полимером — гораздо более грязное дело, требующее гораздо больших усилий и затрат для поддержания чистоты, чем печать твердым пластиком. И это я еще не упомянул про запах большинства полимеров. Если вы считаете, что в комнате воняет при печати пластиком ABS, значит печать фотополимерами точно не для вас. Или не для текущих ваших условий. Родной эникубиковский полимер пахнет сильно. Запах не то чтобы очень противный, но он резкий химический, приятного в нем мало. Другие полимеры могут иметь другой запах, слабее или сильнее, но совсем без запаха полимеров почти не найти. О пользе нюханья полимеров я тоже ни разу нигде не слышал :)
Дальше — возня. Обычный FDM-принтер как работает? Включили, нажали «печать» и все, ждем. Напечаталось — сняли со стола, выключили принтер. И все :) А тут так просто не получится. Полимер нельзя долго хранить в ванночке (точнее крайне нежелательно). Значит перед печатью его нужно в ванночку залить, а после печати вылить обратно в бутылку через воронку. Потом нужно отмыть или оттереть от остатков полимера: ванночку, платформу, воронку, руки и все вокруг что заляпалось полимером во время этих процедур :) Потом сама напечатанная модель — ее после печати тоже нужно промыть в спирте (изопропиловом). Причем, желательно даже в двух спиртах — в грязном и чистом :) А потом дозасветить под УФ-лампой. Тут все сложнее, чем с FDM…
Ну и последнее, если предыдущего не хватило — сам полимер. Во-первых, он жидкий, как ни странно. А это означает, что все, чего он коснется, будет им испачкано. Это вам не твердый пруток — упала катушка, ну и ладно, подняли и дальше пошли. Если дома на пол упадет открытая бутылка с полимером — готовьтесь к тому, что жена выгонит Вас из дома :) Да и вообще, печать жидким полимером — гораздо более грязное дело, требующее гораздо больших усилий и затрат для поддержания чистоты, чем печать твердым пластиком. И это я еще не упомянул про запах большинства полимеров. Если вы считаете, что в комнате воняет при печати пластиком ABS, значит печать фотополимерами точно не для вас. Или не для текущих ваших условий. Родной эникубиковский полимер пахнет сильно. Запах не то чтобы очень противный, но он резкий химический, приятного в нем мало. Другие полимеры могут иметь другой запах, слабее или сильнее, но совсем без запаха полимеров почти не найти. О пользе нюханья полимеров я тоже ни разу нигде не слышал :)
Так зачем же тогда нужны такие принтеры, если в них столько минусов? Ответ: для небольших мастер-моделей или декоративных вещей с высокой детализацией. Которые невозможно напечатать в приемлемом качестве на обычных FDM-принтерах. Это ювелирные украшения. Миниатюры — фигурки, техника, предметы. Это какие-то мелкие точные детальки, не несущие большой нагрузки. То есть для небольших точных моделей с мелкими деталями.
Вот пример того, что может этот принтер в моих неопытных руках, и чего не сможет никакой FDM (по крайней мере без серьезной пост-обработки, а может быть и с ней):
Увеличенный фрагмент с перилами:
Диаметр вертикальных стоек перил — 0.5 мм. Толщина самих перил — 0.3 мм. И это не предел :)
Вот фото участка тестовой модели, которую я печатал одним из полимеров:
Ну или для любителей фигурок — вот для чего вам может быть нужен такой принтер :)
И если пугалки вас не испугали и вы решили, что подобный принтер все же может быть вам нужен, то добро пожаловать дальше :)
Характеристики и комплектация
Обозреваемый принтер относится к LCD-типам, у него слои формируются в жидком фотополимере путем просвечивания УФ через маску LCD. Это сравнительно молодой вид принтеров, появившийся как альтернатива более дорогим DLP (и еще более дорогим SLA с их дорогущей механикой развертки лазерного луча). У таких принтеров как правило небольшое рабочее поле (диагональ 3.5-5.5 дюйма) и довольно демократичная цена.Эта модель является развитием предыдущей модели Anycubic Photon (без S). Как и у предшественника, тут установлен LCD диагональю 5.5 дюйма разрешением 2560х1440 пикселей.
Характеристики:
— размеры: 230(ш)х205(г)х400(в) мм
— вес: 5.9 кг
— потребляемая мощность: 50 Вт
— поле печати: 115х65 мм
— макс. высота печати: 155 мм
— разрешение LCD — 2560х1440
— размер пикселя: 0.04725 мм (47.25 мкм)
— толщина слоя: 0.025-0.1 мм (25-100 мкм)
— источник УФ: светодиоды, длина волны 405 нм
В минимальный комплект входят:
— сам принтер
— ванночка
— платформа
— блок питания 12В 6А
— безымянная флэшка на 4 ГБ с софтом (слайсером)
— небольшая брошюрка-инструкция по использованию принтера и софта (слайсера)
— несколько фильтрующих воронок
— несколько пар тонких перчаток
— лицевая маска (можно сразу выкинуть)
— пластиковый скребок
— запасная пленка для дна ванночки
— какая-то листовка с рекламой и пластиковая карта послепродажного обслуживания
— шестигранная отвертка 2 мм, шестигранник 2.5 мм и мелкая плоская отвертка
— несколько каких-то запасных болтиков (для ванночки, как я подозреваю)
Что еще Вам понадобится:
— бумажные полотенца, много
— влажные салфетки — много
— изопропиловый (или этиловый) спирт — тоже немало, на первое время можете взять пару литров :)
— две емкости для хранения спирта объемом 300-500 мл
— металлический шпатель шириной 40-50 мм, заточенный в одну сторону
Что может понадобиться, но при необходимости можно обойтись:
— несколько дополнительных приспособ, которые печатаются на обычном FDM 3D-принтере (можно обойтись и без них, но с ними удобнее), о них дальше в обзоре будет подробнее
— полимеризационная камера для дозасветки моделей, в самом простом варианте ею может послужить УФ-лампа для ногтей, но очень желательно сделать нормальную камеру
— УЗ-ванна для промывки моделей в спирте
Вроде бы все.
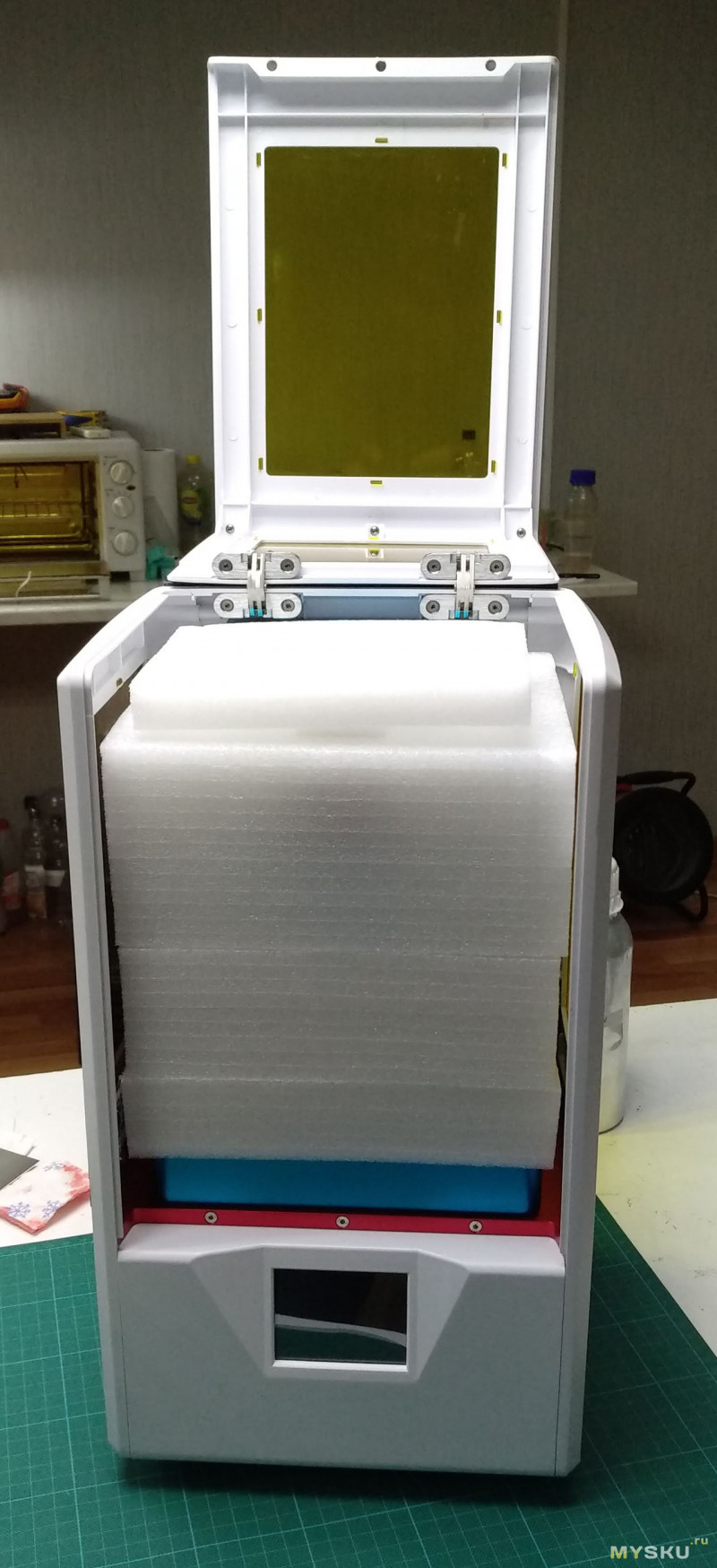
Упаковка
Упакован принтер добротно. Внутри картонной коробки он заключен в толстый короб из вспененного полиэтилена:В верхней части этого короба под тонким листом пенополиэтилена лежит разная макулатура и упаковка с запасной пленкой для ванночки. Под ними — ниши с мелочами, блоком питания и бутылочкой полимера 250 мл:
Снимаем верхнюю половину вспененного короба и открывается сам принтер :)
Видно, что и внутри принтер набит этим же пенополиэтиленом.
Вообще все эти фотки я делал, упаковав заново уже поработавший две недели принтер, поэтому на них нет защитных пленок на прозрачных боковинах и принтер уже не обмотан стрейтчем :) А вот эта фотка — действительно была сделана сновья, сразу после распаковки, и на ней это все еще есть:
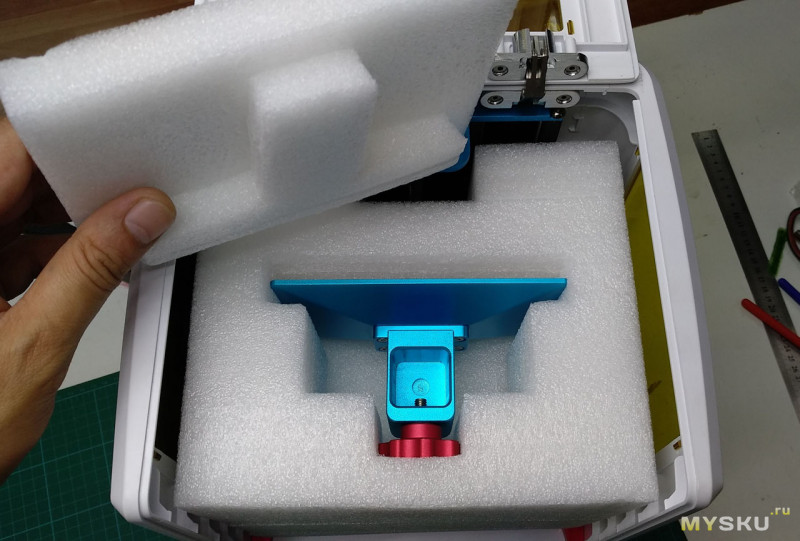
Вот такое наполнение у него внутри:
Внутри этого куска пенополиэтилена лежит платформа:
А сверху на нем лежали малярные бумажные фильтры-воронки, но я их забыл положить в этой фотосессии :))
Из магазина крепление платформы опущено в самый низ, поэтому перед тем как крепить платформу на место принтер нужно включить и поднять через меню платформу миллиметров на 100. И тогда платформу можно сажать на место:
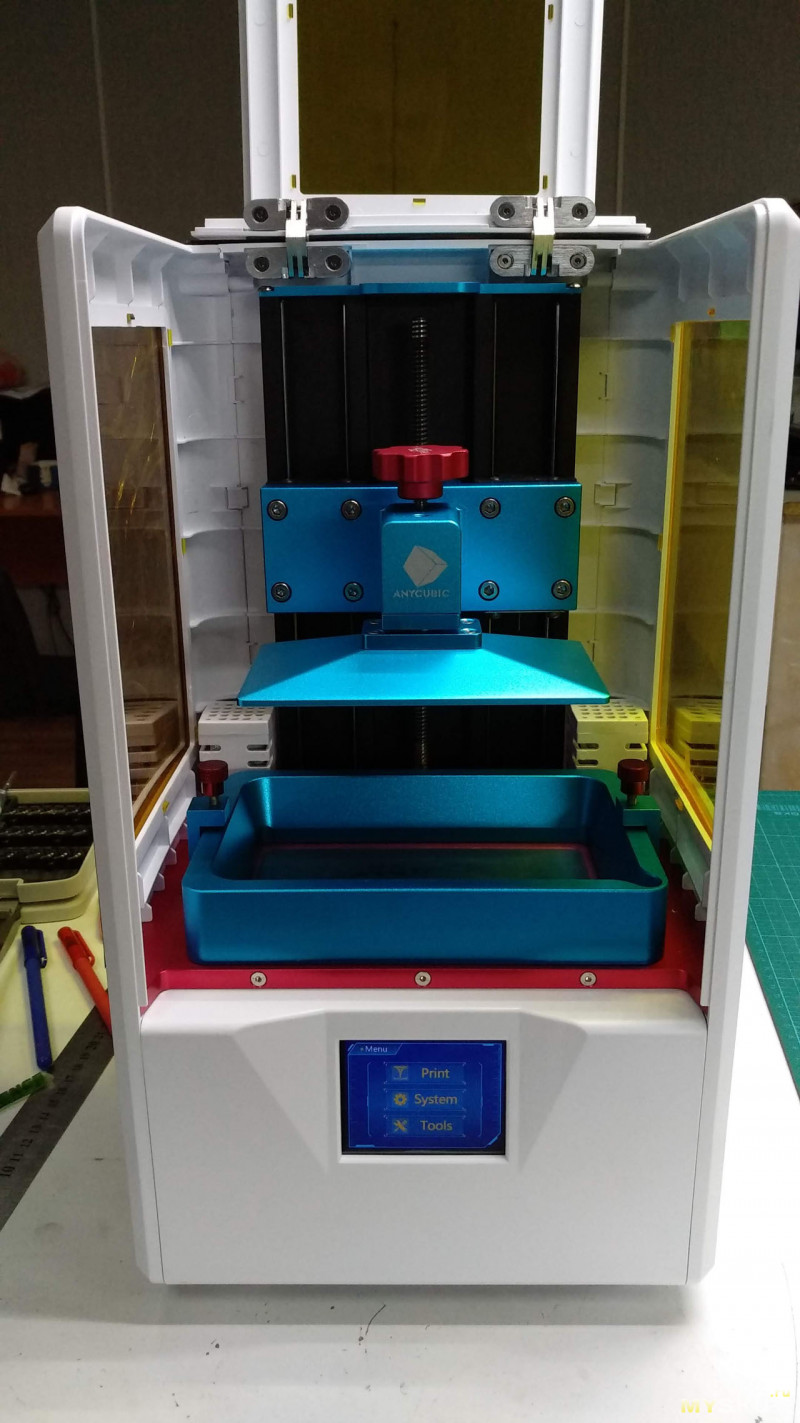
Внешний и внутренний вид, органы управления
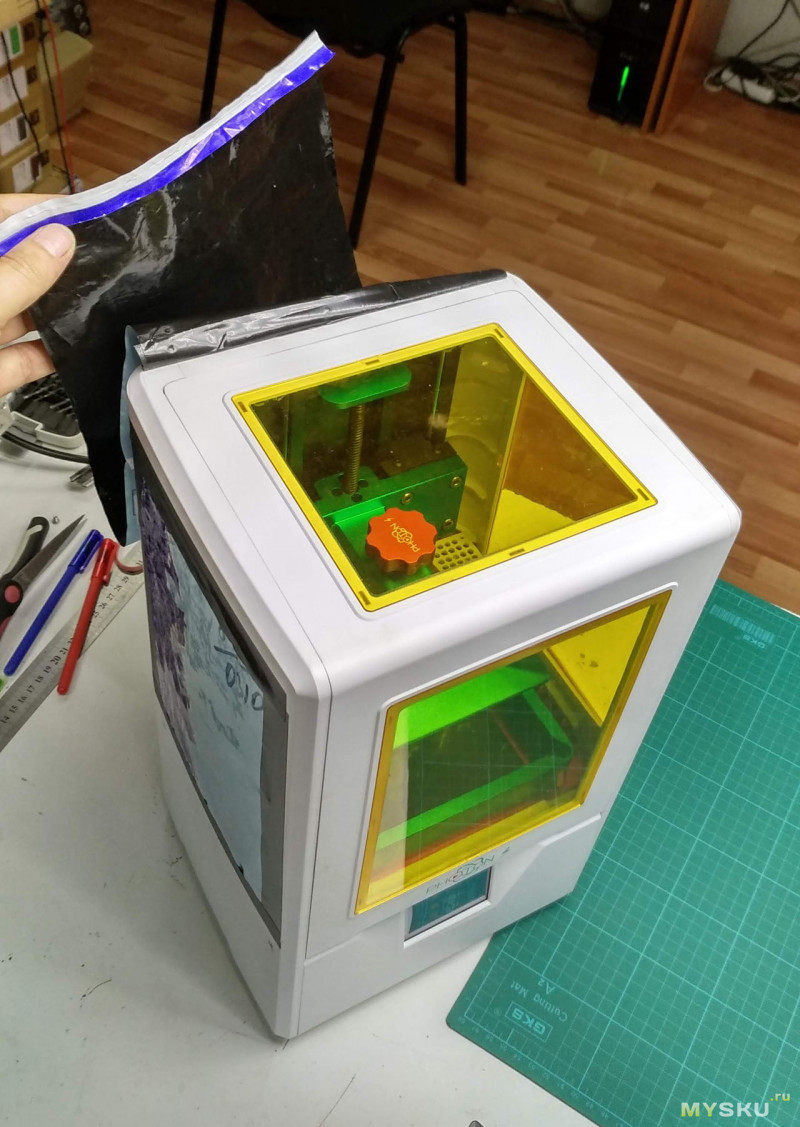
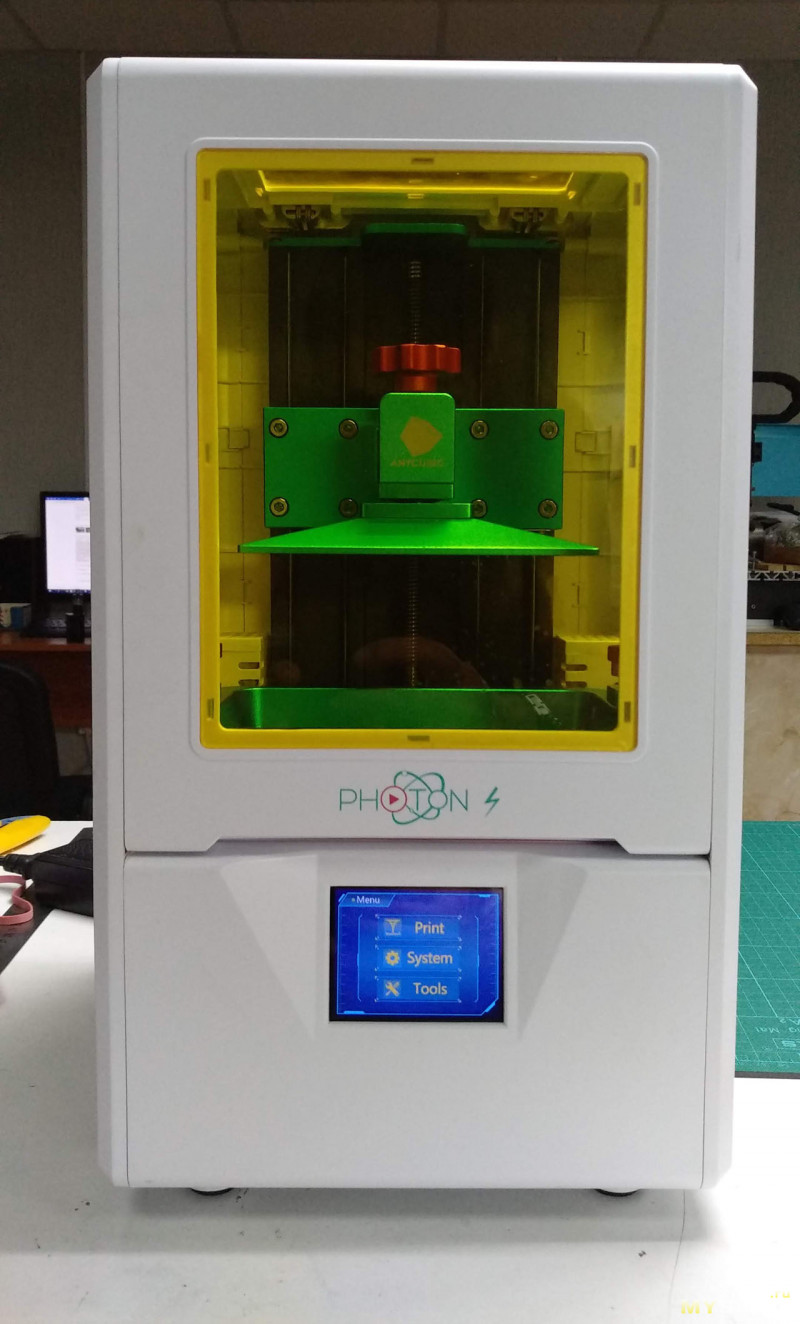
Внешне принтер смотрится вполне гармонично. Смущает немного только белый цвет — очень маркий. Спереди, по бокам и сверху имеются окна из желтого прозрачного пластика, так что можно наблюдать за процессом печати и не слишком переживать за то, что полимер в ванночке или на платформе начнет полимеризоваться под действием внешнего освещения. Если только ваше помещение не освещается ярким солнцем — тогда этот желтый пластик перестает быть такой уж надежной защитой. Я уже поимел счастье сдирать с платформы затвердевший полимер после того как солнышко посветило мне в окно :) И предпринял первую доработку: заклеил наглухо первым подвернувшимся под руку непрозрачным материалом сторону, обращенную к окну, и сделал «занавесь», закрывающую верхнюю и переднюю части:Теперь я могу опустить «занавесь» когда мне не нужно наблюдать за печатью и быть спокойным даже при самом ярком солнечном свете из окна.
На задней стороне располагаются шильдик с основными данными, гнездо питания (12 вольт) и решетка для вентилятора. Без самого вентилятора, кстати, но об этом позже, в доработках. Черные полоски сверху — это изолента, держащая «занавесь» :)
На правой стороне выключатель питания и разъем USB для флэшки.
На передней стороне единственный орган управления — цветной сенсорный дисплей диагональю 75 мм (3 дюйма). С одной стороны мелковато, но с другой стороны в обычных условиях там нечего делать кроме выбора файла для печати.
На левой стороне ничего нет.
Интерфейс на экране принтера весьма прост, никаких толп настроек тут нет.
Изначально, при включении нам показывается приветственный экран с названием принтера:
После нескольких секунд ожидания появляется главное меню:
Внутри пункта "Print"
Нажатие на пункт «Print» открывает список файлов в виде миниатюр предпросмотра с именами файлов:
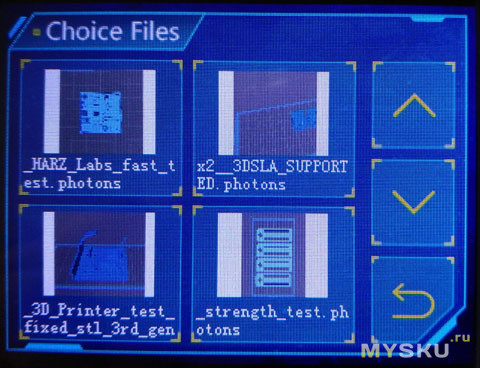
Сортировка — по имени файла. Справа кнопки листания назад/вперед и кнопка возврата в главное меню. Выбор файла для печати осуществляется нажатием на соответствующую миниатюру. При этом открывается следующее окно:
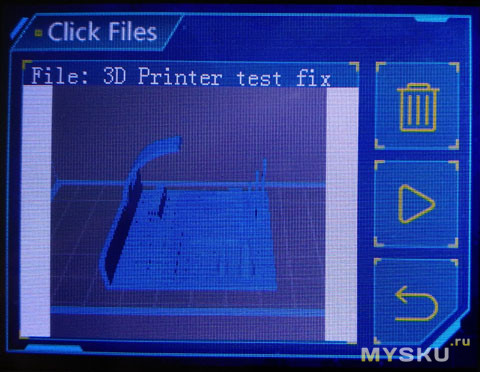
Увеличенный предпросмотр и кнопки «Удалить файл», «Начать печать» и «Возврат». При нажатии кнопки с треугольником «Начать печать» принтер начинает печать этого файла. В процессе печати на экран выводится вот такая информация:
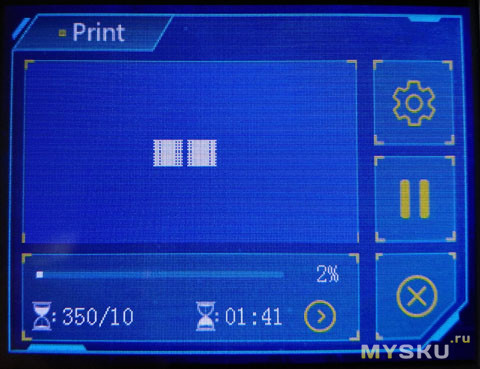
Основное место тут занимает вывод изображения печатаемого в данный момент слоя. Под ним расположена полоса прогресса, справа прогресс дублируется цифрами в процентах. Ниже показывается количество слоев «всего/напечатано» и оставшееся время печати. Справа от времени маленькая кнопка позволяет вызвать более подробную информацию о файле:
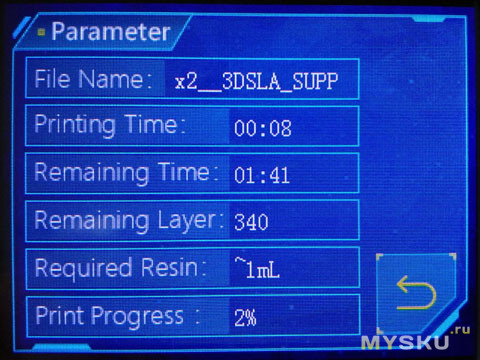
Тут выводится:
— имя файла
— прошедшее время печати
— оставшееся время печати
— оставшееся количество слоев
— предположительный объем полимера для этой модели
— процент выполнения печати
Кнопка справа внизу — возврат.
На экране печати справа имеются три кнопки — настройки, пауза и остановка печати. Пауза срабатывает без подтверждения, после того как будет досвечен текущий слой. Платформа при этом поднимается сантиметра на 3-4 и остается в этом положении пока не будет нажата кнопка продолжения. При нажатии кнопки остановки печати выводится окно подтверждения. Можно подтвердить, а можно передумать и вернуться к печати :)
Настройки печати состоят из двух экранов:
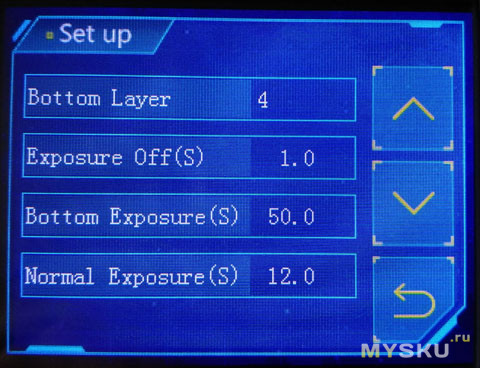
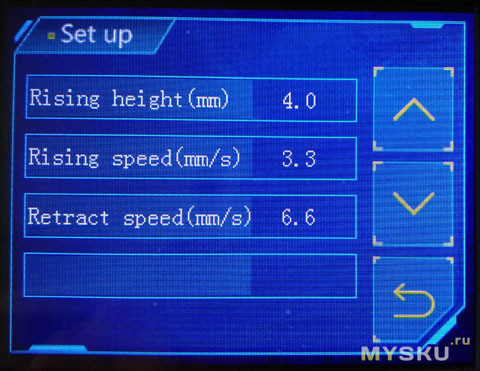
В них настраиваются всего 7 параметров:
— количество базовых (нижних) слоев
— время неактивности засветки между слоями
— время засветки базовых слоев
— время засветки основных слоев
— высота подъема платформы между слоями
— скорость подъема платформы
— скорость опускания платформы
И на этом все.
Сортировка — по имени файла. Справа кнопки листания назад/вперед и кнопка возврата в главное меню. Выбор файла для печати осуществляется нажатием на соответствующую миниатюру. При этом открывается следующее окно:
Увеличенный предпросмотр и кнопки «Удалить файл», «Начать печать» и «Возврат». При нажатии кнопки с треугольником «Начать печать» принтер начинает печать этого файла. В процессе печати на экран выводится вот такая информация:
Основное место тут занимает вывод изображения печатаемого в данный момент слоя. Под ним расположена полоса прогресса, справа прогресс дублируется цифрами в процентах. Ниже показывается количество слоев «всего/напечатано» и оставшееся время печати. Справа от времени маленькая кнопка позволяет вызвать более подробную информацию о файле:
Тут выводится:
— имя файла
— прошедшее время печати
— оставшееся время печати
— оставшееся количество слоев
— предположительный объем полимера для этой модели
— процент выполнения печати
Кнопка справа внизу — возврат.
На экране печати справа имеются три кнопки — настройки, пауза и остановка печати. Пауза срабатывает без подтверждения, после того как будет досвечен текущий слой. Платформа при этом поднимается сантиметра на 3-4 и остается в этом положении пока не будет нажата кнопка продолжения. При нажатии кнопки остановки печати выводится окно подтверждения. Можно подтвердить, а можно передумать и вернуться к печати :)
Настройки печати состоят из двух экранов:
В них настраиваются всего 7 параметров:
— количество базовых (нижних) слоев
— время неактивности засветки между слоями
— время засветки базовых слоев
— время засветки основных слоев
— высота подъема платформы между слоями
— скорость подъема платформы
— скорость опускания платформы
И на этом все.
Внутри пункта "System"
Тут выводятся три пункта очередного меню и кнопка возврата:
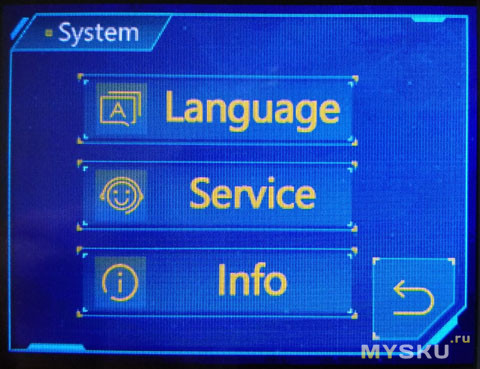
Language — переключает язык интерфейса между китайским и английским. Других языков не предусмотрено :)
Service — адрес сайта. И все :)
Info — информация о принтере — версия, серийник и т.д.:
Language — переключает язык интерфейса между китайским и английским. Других языков не предусмотрено :)
Service — адрес сайта. И все :)
Info — информация о принтере — версия, серийник и т.д.:
Внутри пункта "Tools"
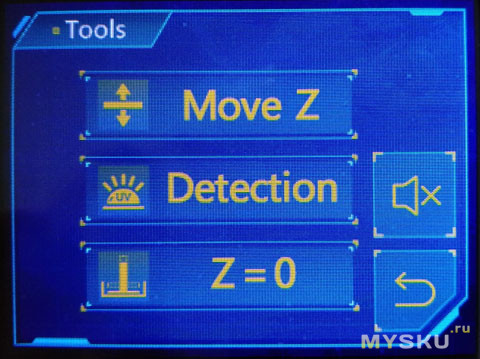
Move Z — возможность двигать ось Z:
Верхними кнопками можно выбрать шаг движения оси. Стрелки вверх и вниз — перемещение Z в соответствующем направлении с выбранным шагом (одно нажатие — перемещение на один шаг). Домик — парковка оси по датчику. Перечеркнутый круг — немедленная остановка движения оси.
Detection — тестовая засветка экрана:
Кнопками вверх/вниз устанавливается время в секундах, затем нажимается Next и на LCD под ванночкой выводится рамка по периметру шириной около 1 см на указанное время. Просто проверка рабочего экрана и УФ-подсветки, как я понимаю.
Z=0 — калибровка платформы. Сначала платформа опускается над LCD на высоту, равную толщине пленки в ванночке, фиксируется параллельно LCD, а потом нажимается вот эта вот кнопка, чтобы принтер запомнил текущее положение Z как нулевую высоту над дном ванночки.
И это весь интерфейс :)
Внутри принтера расположены Г-образные стойки с винтами для прижима ванночки, под ними — LCD с защитным стеклом. Чуть позади этого стекла видны шляпки двух болтов — это ограничители для ванночки, она упирается в них при установке в принтер.
Внизу справа около задней стенки светится красным оптический концевик оси Z (выделен на фото стрелкой):
На самой оси закреплена пластинка для этого концевика (указана стрелкой):
В дальних углах две белые коробочки с прорезями — внутри в них находятся бумажные мешочки с активированным углем, призванным удалять запах полимера.
Во время печати небольшие вентиляторы тянут воздух из камеры печати вниз, в аппаратный отсек. Но по моему глубокому убеждению, если эти мешочки с углем и убирают запах, то процентов на 5-10, не больше. Чтобы качественно отфильтровать из продуваемого воздуха органику нужны фильтры посерьезнее.
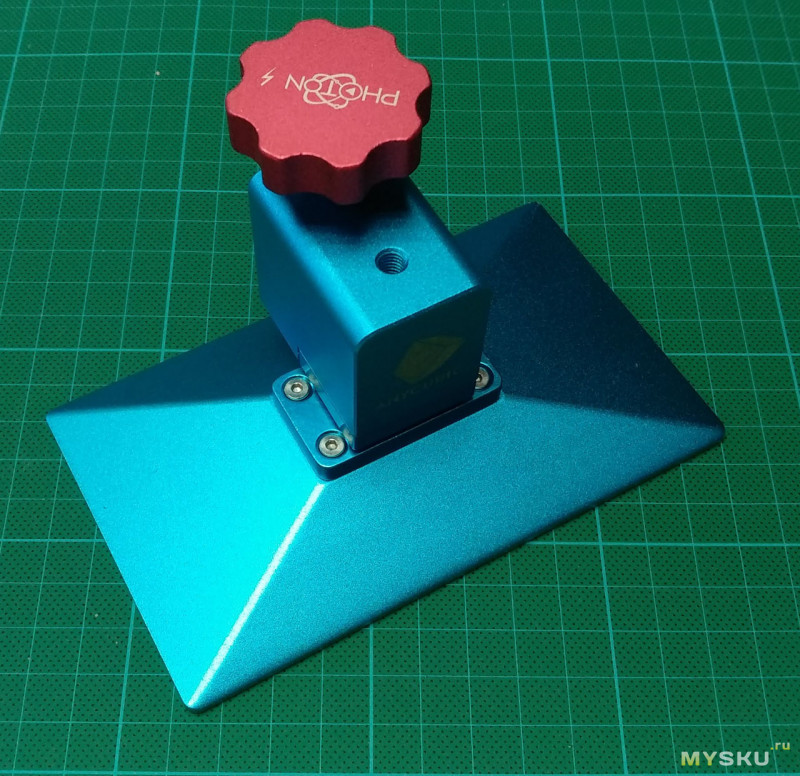
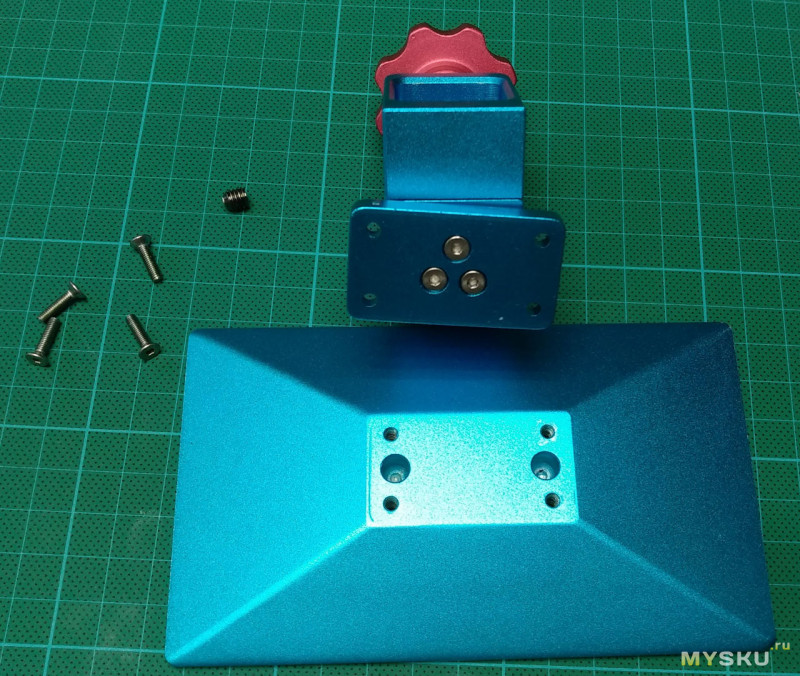
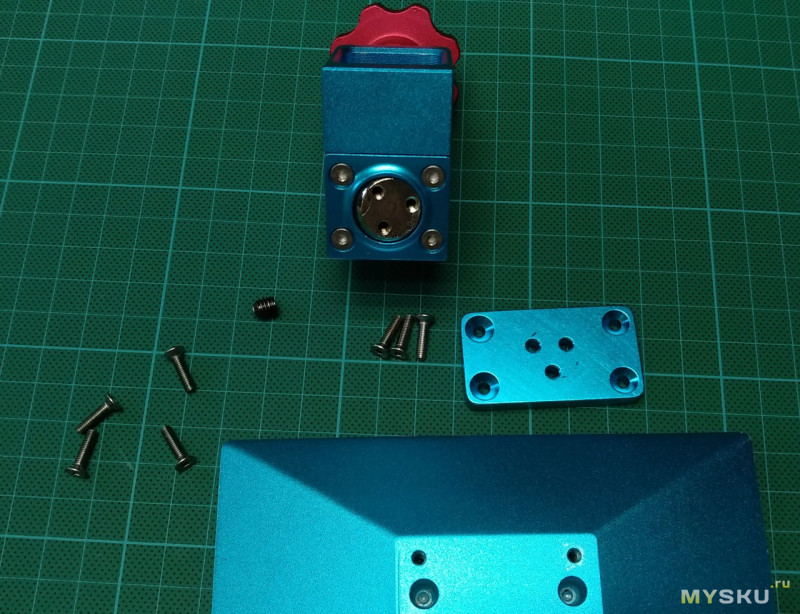
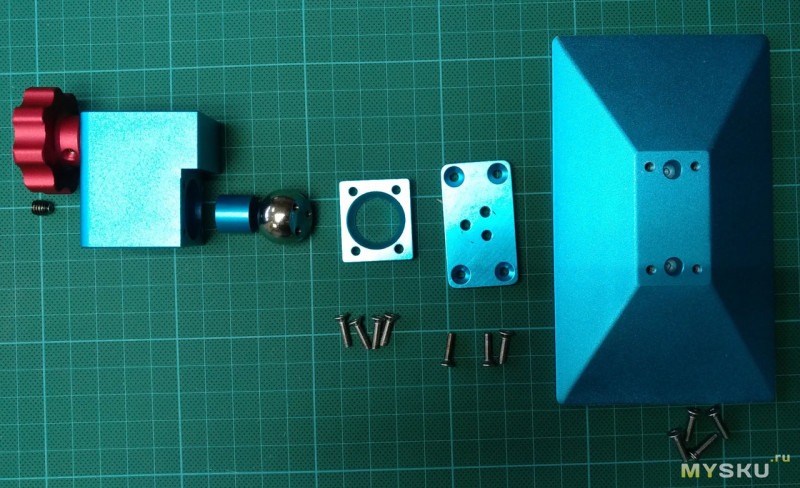
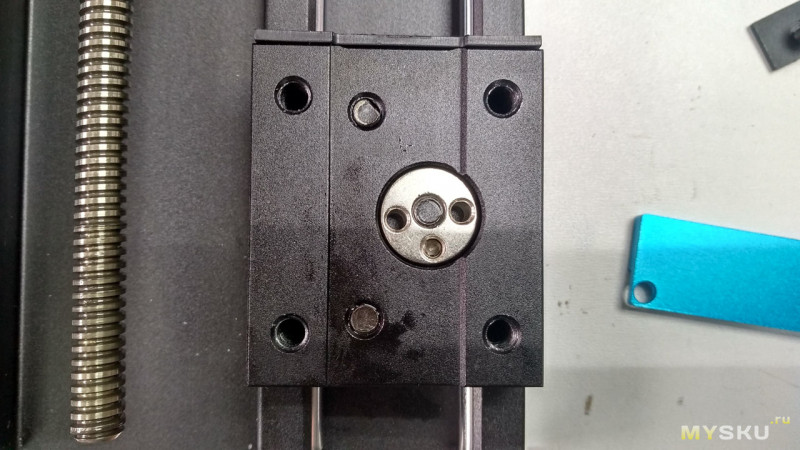
Платформа представляет собой механизм выравнивания и крепления на оси Z и непосредственно саму платформу, к которой во время печати приклеиваются первые слои. Обычно говорят «модель выращивается на платформе». Поверхность самой подошвы платформы — шлифованный алюминий, остальные поверхности — анодирование. В принципе, никаких претензий к нему нет — полимер приклеивается к нему хорошо и надежно, поверхность достаточно ровная и гладкая.
Красный большой винт — для фиксации всей платформы к оси Z. Рядом с ним отверстие, в которое закручен установочный винт, фиксирующий положение подошвы платформы.
Механизм выравнивания позволяет закреплять платформу под небольшим углом в любую сторону:
Это нужно для точного выравнивания подошвы платформы параллельно дну ванночки (калибровки). После калибровки положение фиксируется затяжкой установочного винта (в отверстии сверху).
Рекомендую разобрать платформу и протянуть все винты
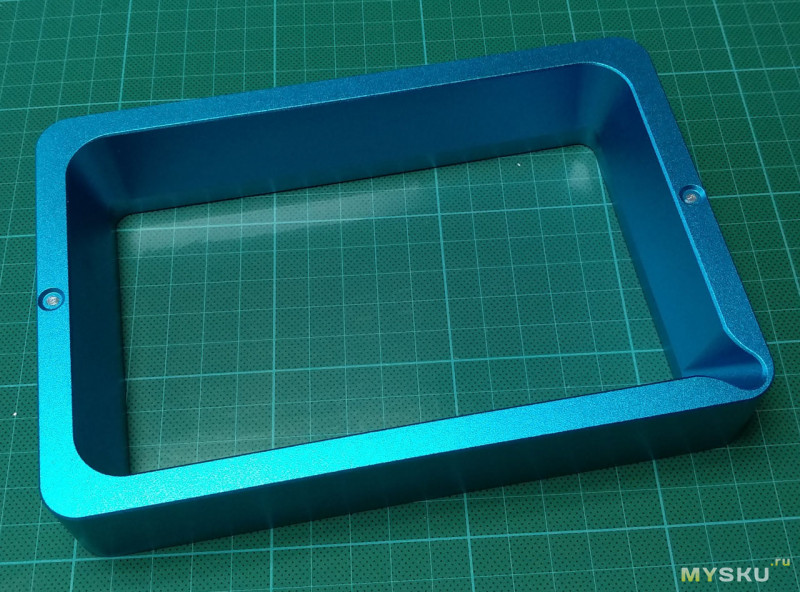
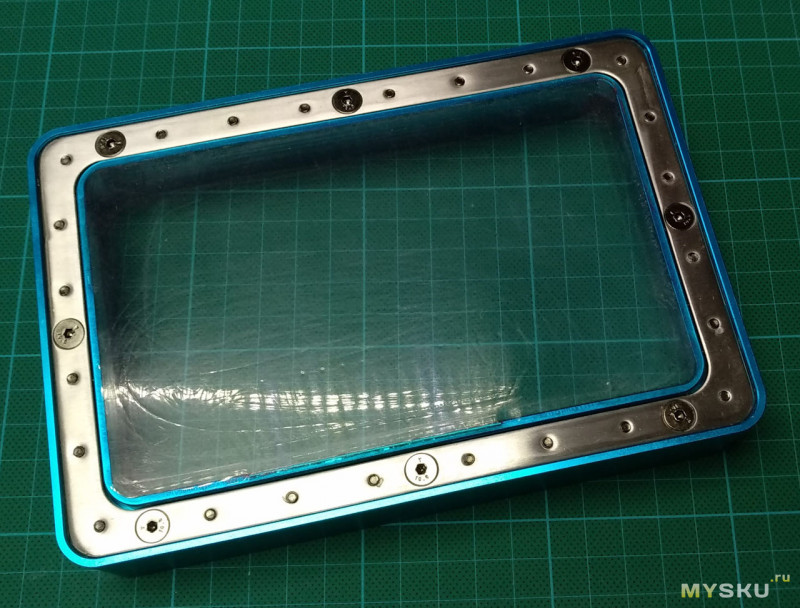
Ванночка — алюминиевая, анодированная. Снизу с помощью стальной рамки в специальном углублении натянута FET-пленка. Натянута очень хорошо, до звона. Очень советую относиться к этой пленке бережно, не царапать, не затирать и не рвать :) При сливе полимера пользоваться только комплектным пластиковым шпателем.
Впрочем, комплектным шпателем лучше только в этих целях и пользоваться, отдирать напечатанные модели от платформы лучше купленным металлическим, т.к. комплектному быстро придет труба, он гораздо мягче затвердевшего полимера:
Так же настоятельно советую держать нижнюю сторону пленки и защитное стекло LCD в как можно более идеальной чистоте, это поможет более качественной печати. Особенно нужно следить чтобы на них не попал полимер, иначе придется менять защитное стекло, а может быть и пленку у ванночки.
В принципе, на этом внутреннее убранство и заканчивается. Плавно переходим к разборке и изучению конструкции принтера :)
Разборка, особенности
Уберу разборку под спойлер
Разбирается принтер довольно легко. Первым делом нужно открутить эту его хлипкую крышку. Просто откручиваем по два шурупа на петлях и крышка откладывается в сторону.
Затем нужно открутить два болта на задней стенке и по шесть болтов/шурупов на боковых:


Боковые стенки сцепляются с задней несколькими защелками, их хорошо видно внутри по углам. Аккуратно разъединяем их и снимаем заднюю стенку — на сколько это позволяют провода, идущие к гнезду питания. Не пытайтесь снять боковые стенки — они в передней части все еще держатся на болтах внутри корпуса!
Теперь вынимаем дно, которое просто сидит в пазах боковых стенок и открывается доступ к болтам, которые внутри корпуса все еще держат боковые стенки:

Откручиваем их и боковые стенки снимаются. На одной из них закреплены выключатель питания и гнездо USB:
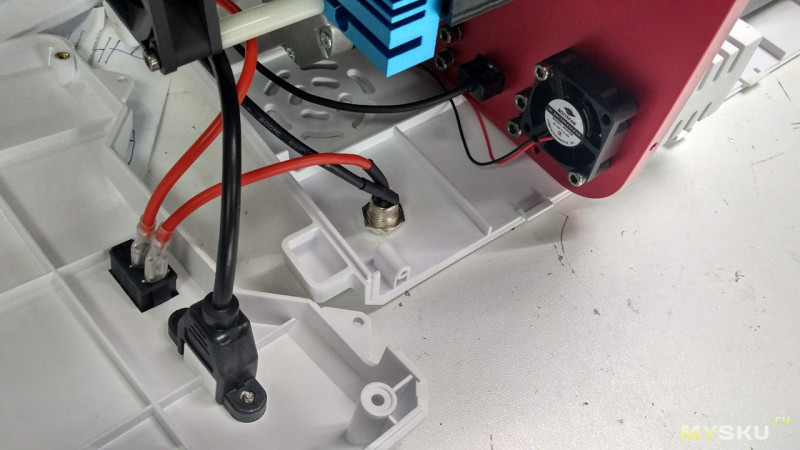
На USB просто откручиваем два шурупа с внешней стороны стенки, а с выключателя сдергиваем клеммы. С гнездом питания на задней стенке не намного сложнее — просто выдергиваем из платы разъем.
Передняя стенка с дисплеем держится на двух болтах. Сначала отсоединяем от платы шлейф дисплея. Выдвигаем вперед два темных ушка по бокам от разъема (они выдвигаются примерно на миллиметр) и просто вынимаем шлейф:
Потом откручиваем два болта, крепящих переднюю стенку и все, принтер полностью свободен от корпуса :)
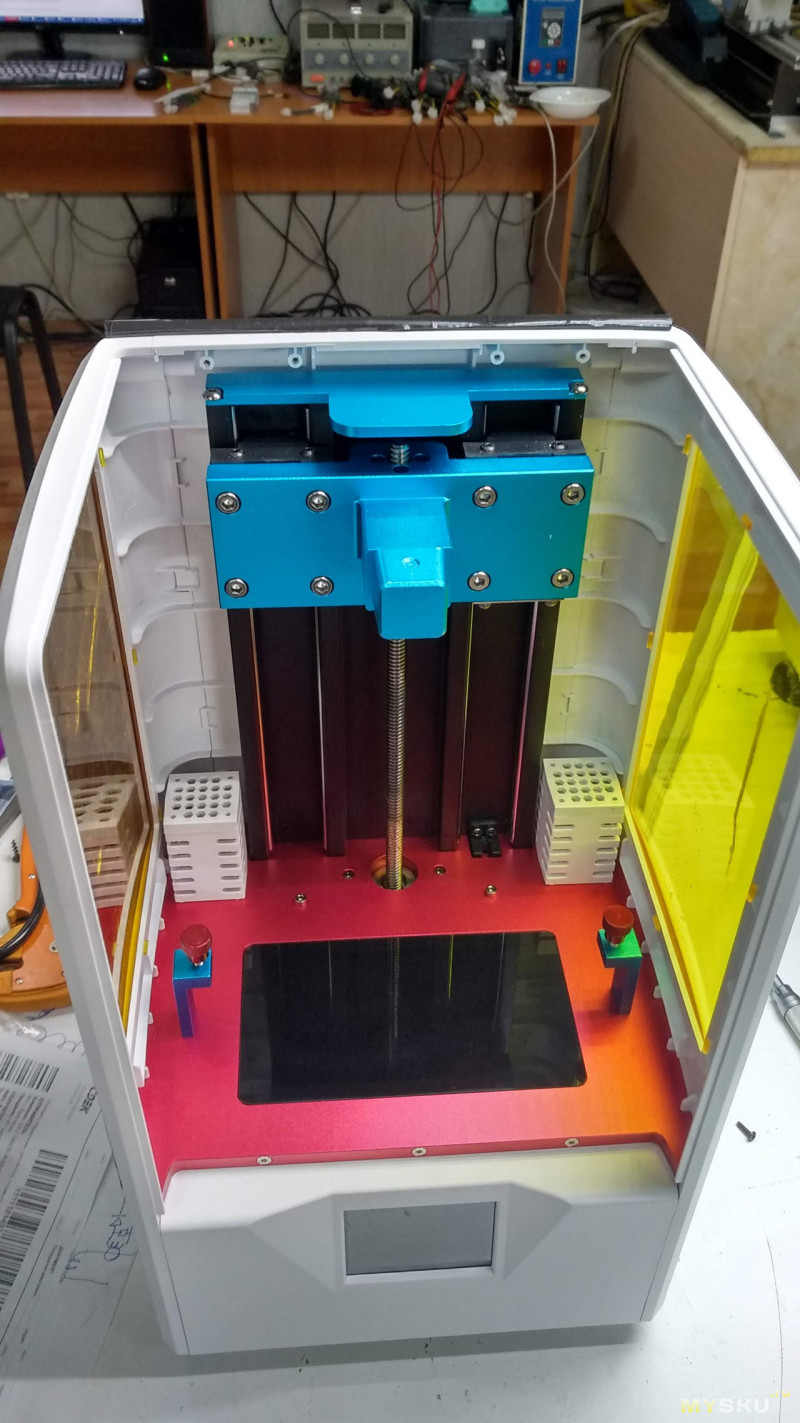
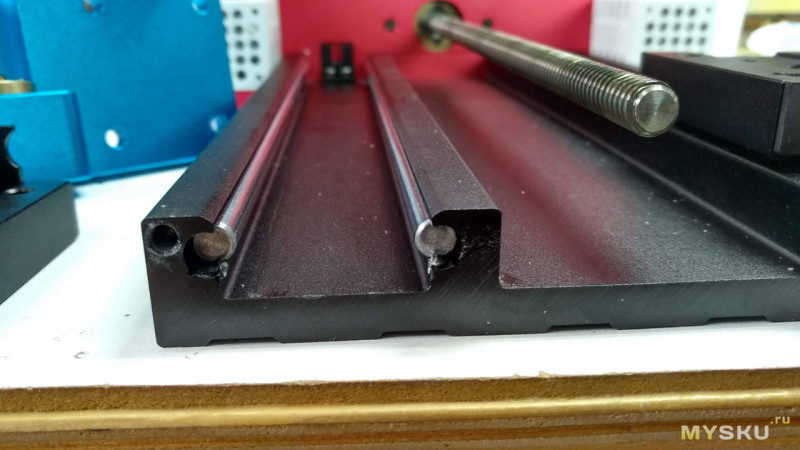
Конструкция принтера довольно незамысловата :) Основание всей конструкции — анодированная (красная) дюралевая плита толщиной 8 мм — на мой взгляд вполне прилично для требуемой жесткости.
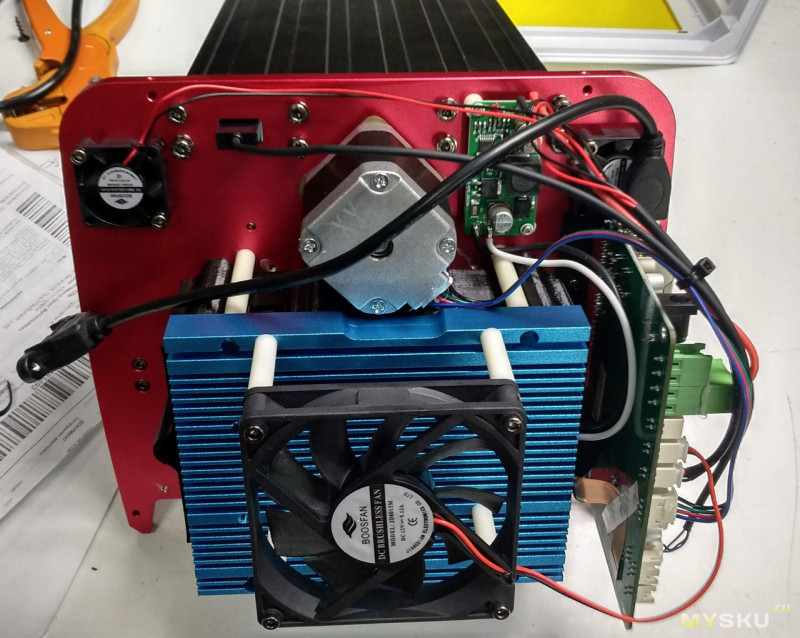
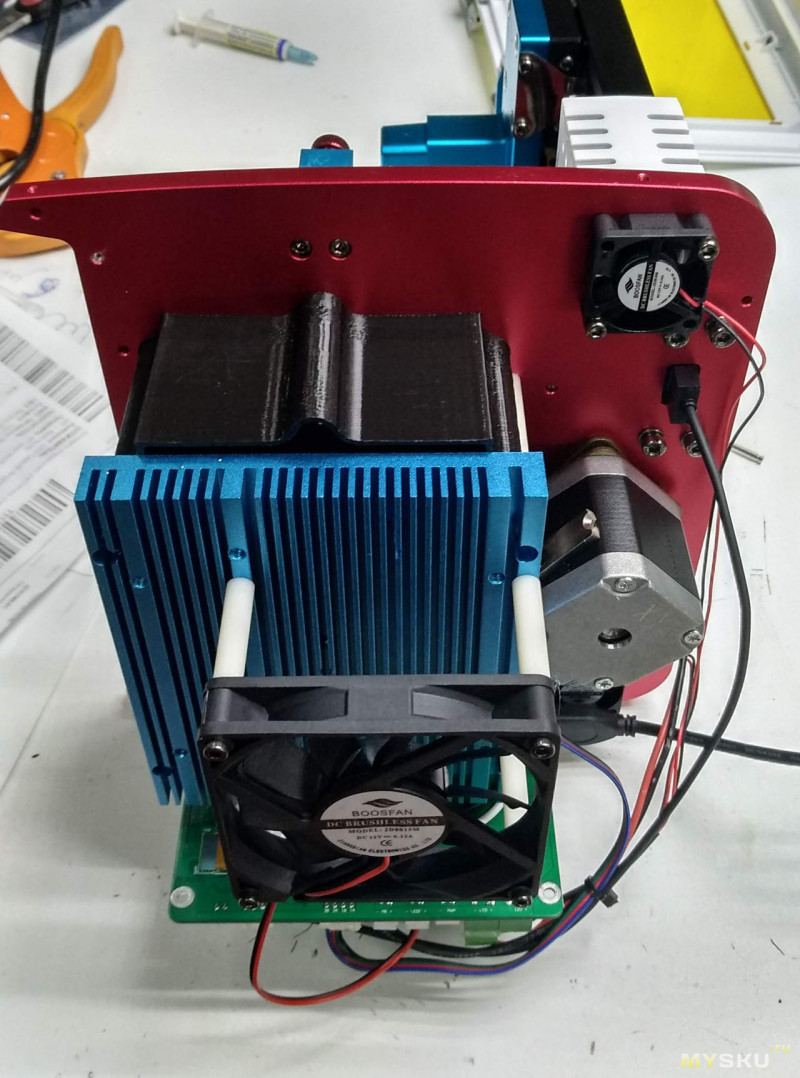

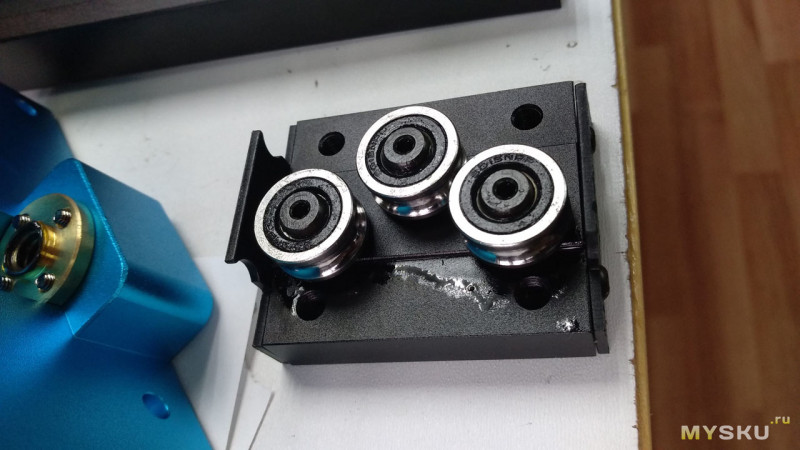
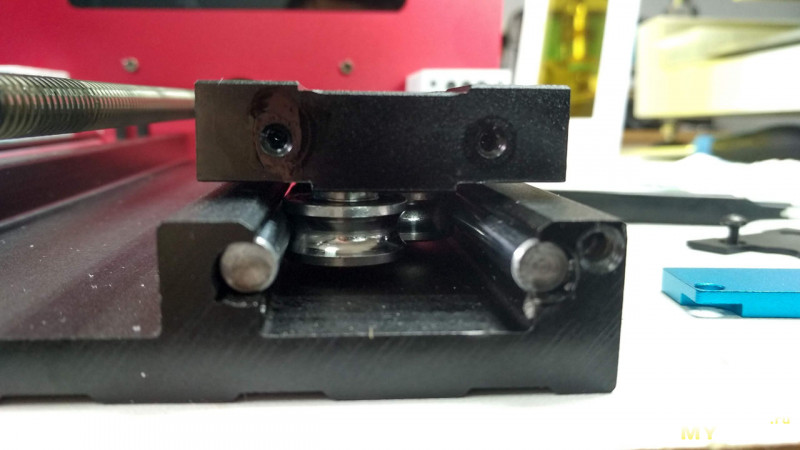
Вертикальная несущая оси Z — это дюралевая фрезерованная плита с ребрами направляющих. Толщина основания — около 5 мм, ширина 138 мм, крепится к основной плите на 8 болтов М4. Две каретки — роликовые, стальные подшипники катаются по стальным круглым направляющим, впрессованным в плиту оси Z. Предусмотрена регулировка натяга, но мне она не понадобилась — каретки ходят по направляющим с небольшим натягом (который незначительно меняется по высоте), люфтами там даже не пахнет :)

Концевик внизу оси Z — оптический, и это не может не радовать, учитывая его более точную повторяемость и более высокую надежность.
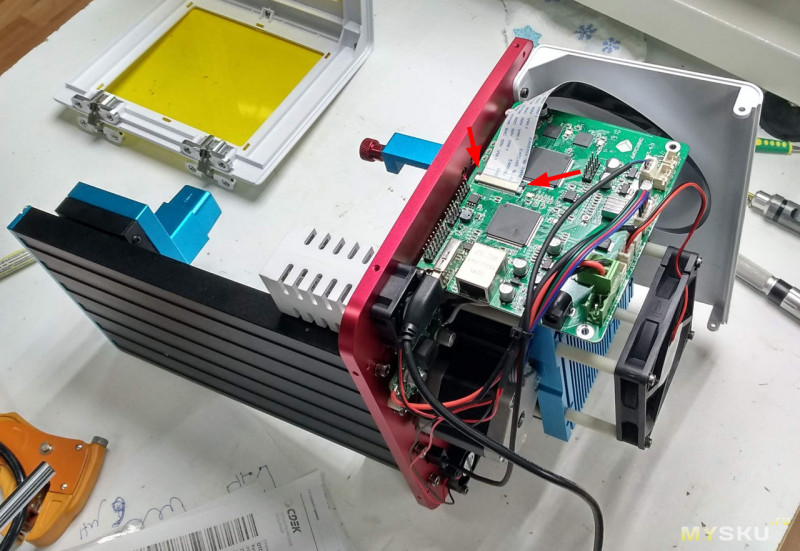
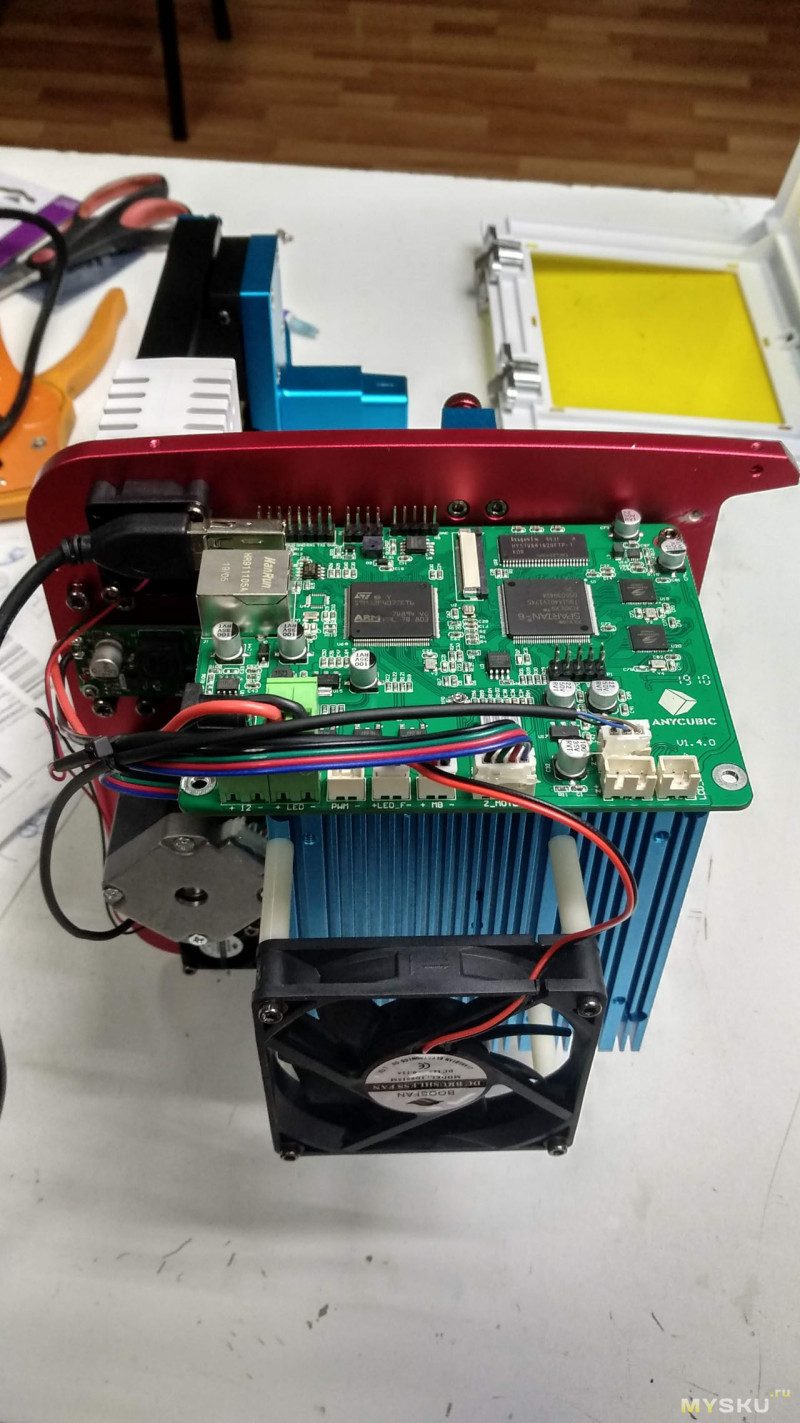
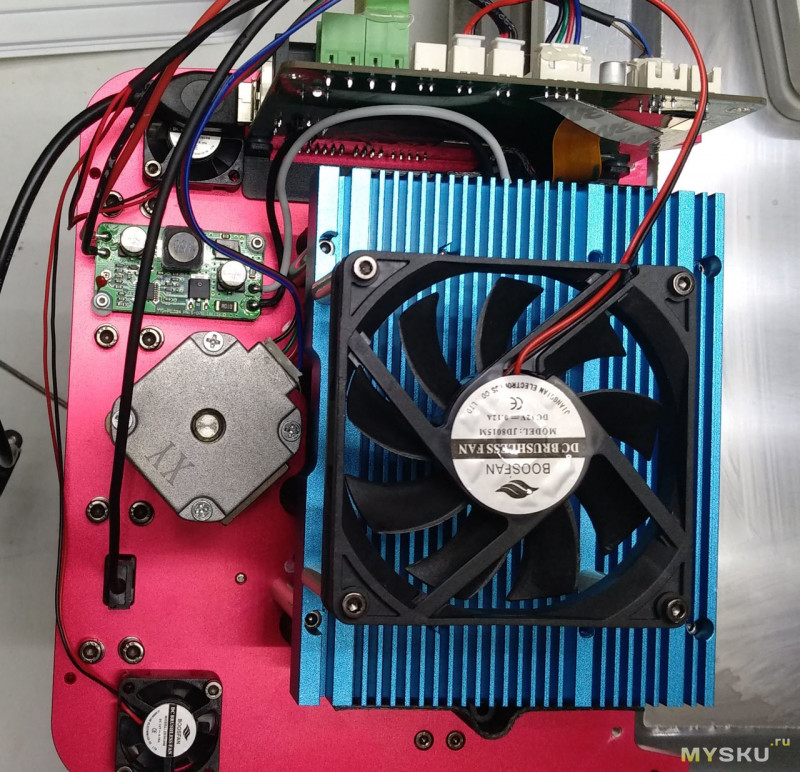
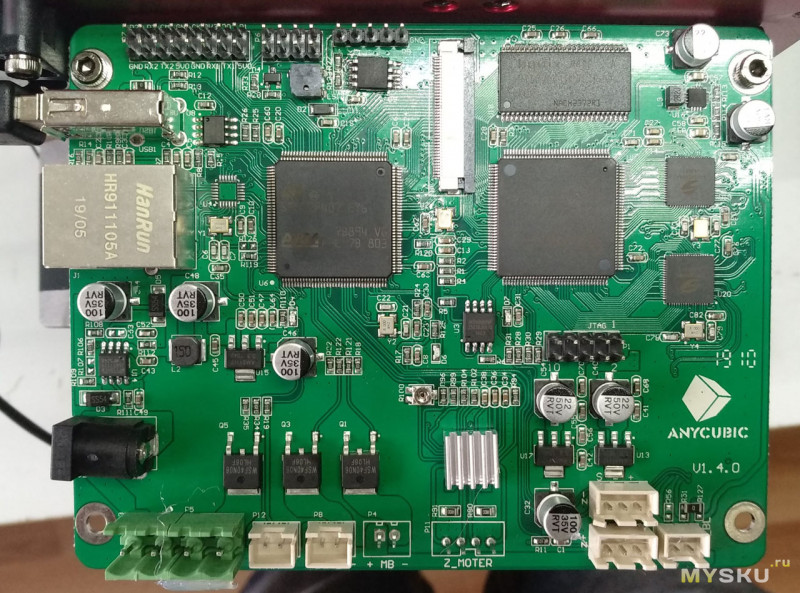
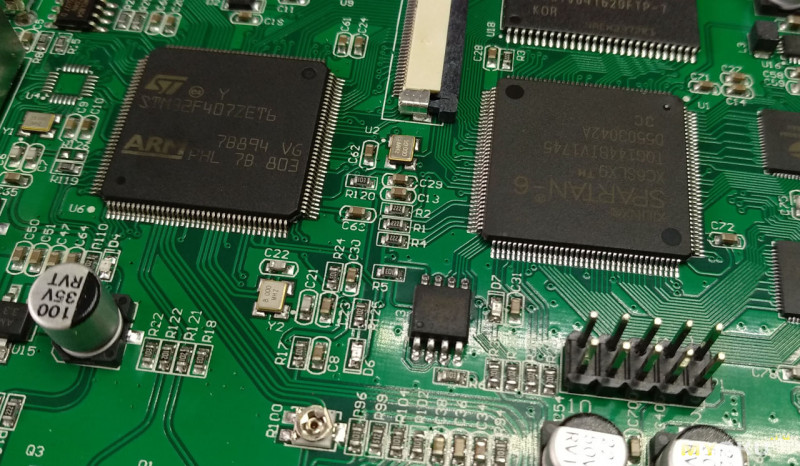
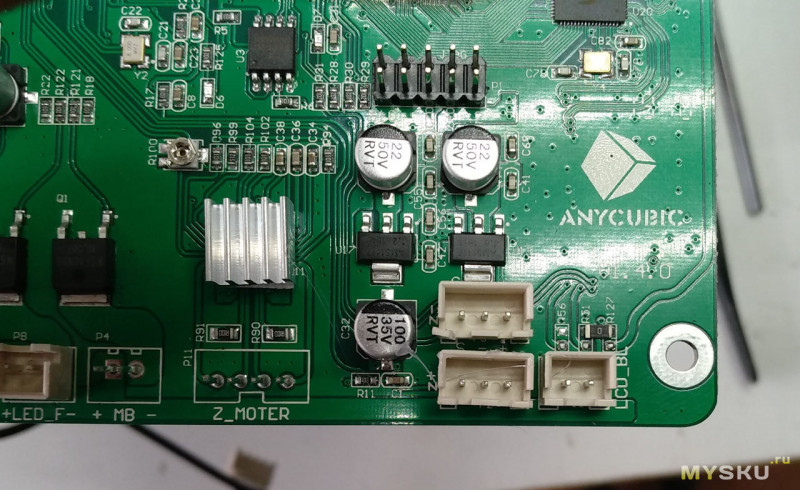
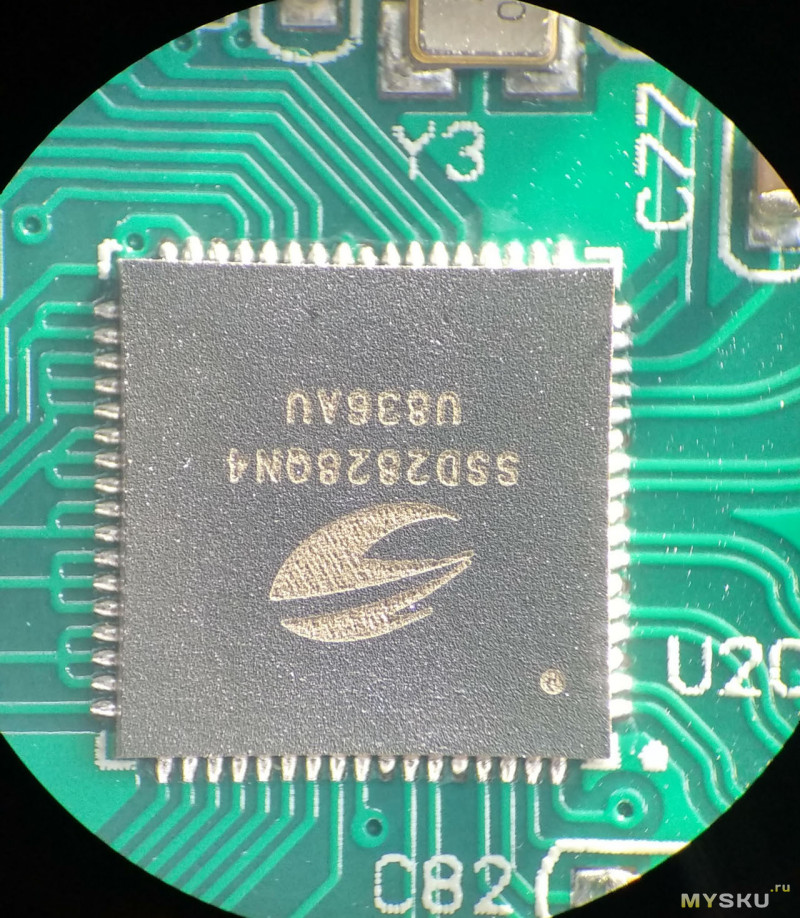
Теперь плата. От версии платы в первом Фотоне отличий не слишком много: по-другому разведена (все компоненты переместились на одну сторону), чип SDRAM на 16 мегабайт вместо 8. Остальное, похоже, осталось тем же — микроконтроллер STM32F407ZET6, два контроллера SSD2828 для матрицы LCD, сетевой интерфейс (не задействован), USB. На фотографиях плат от первого Фотона второй чип затерт, но скорее всего там стоит такая же ПЛИС от Xilinx — XC6SLX9.
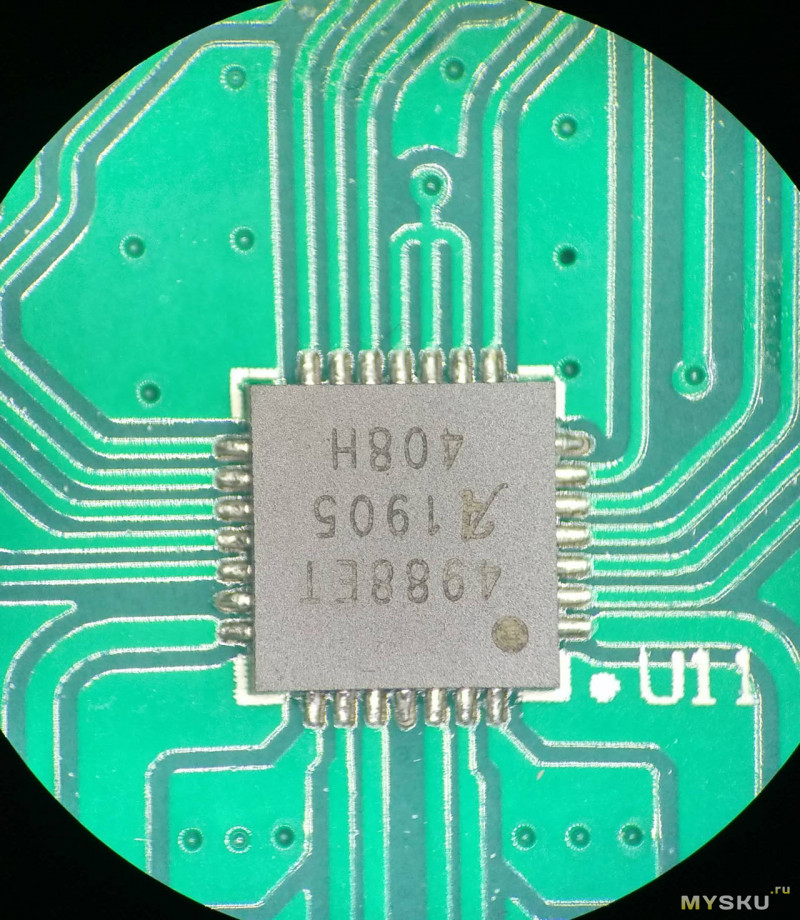
Драйвер ШД для Z — A4988 с приклеенным на него небольшим радиатором.
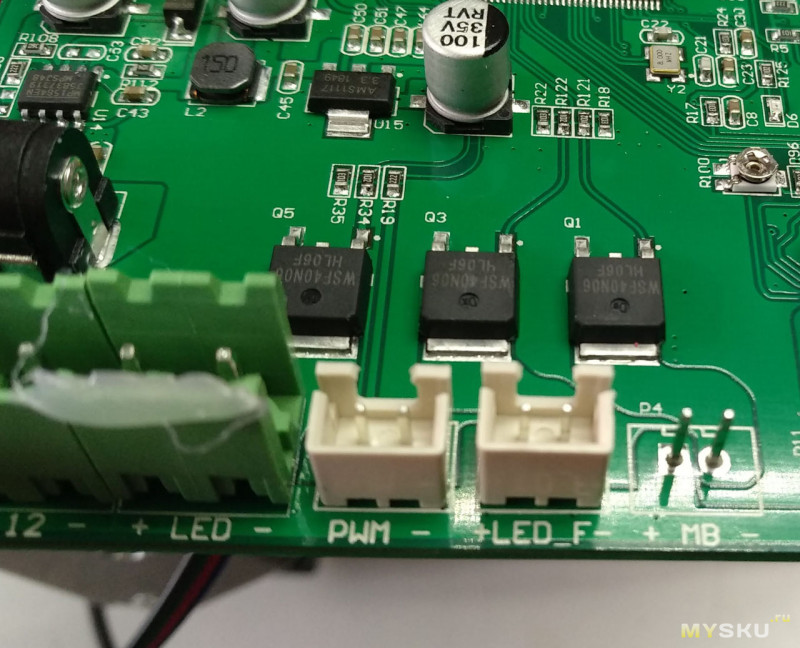
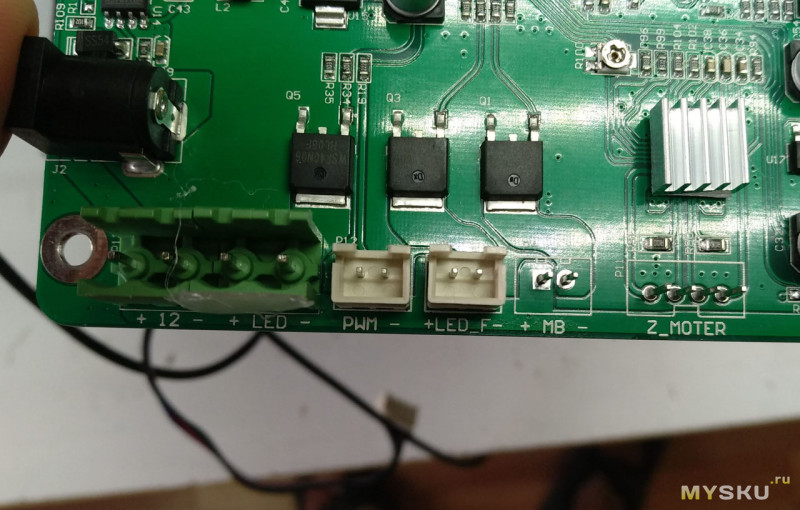
На плате предусмотрены разъемы:
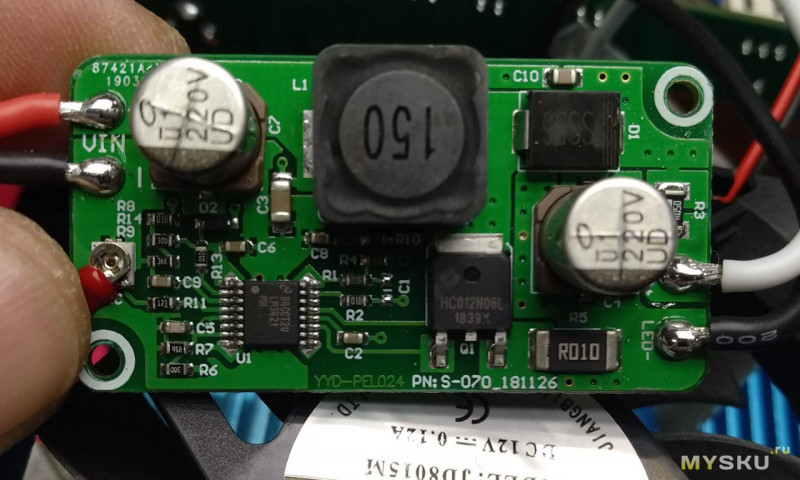
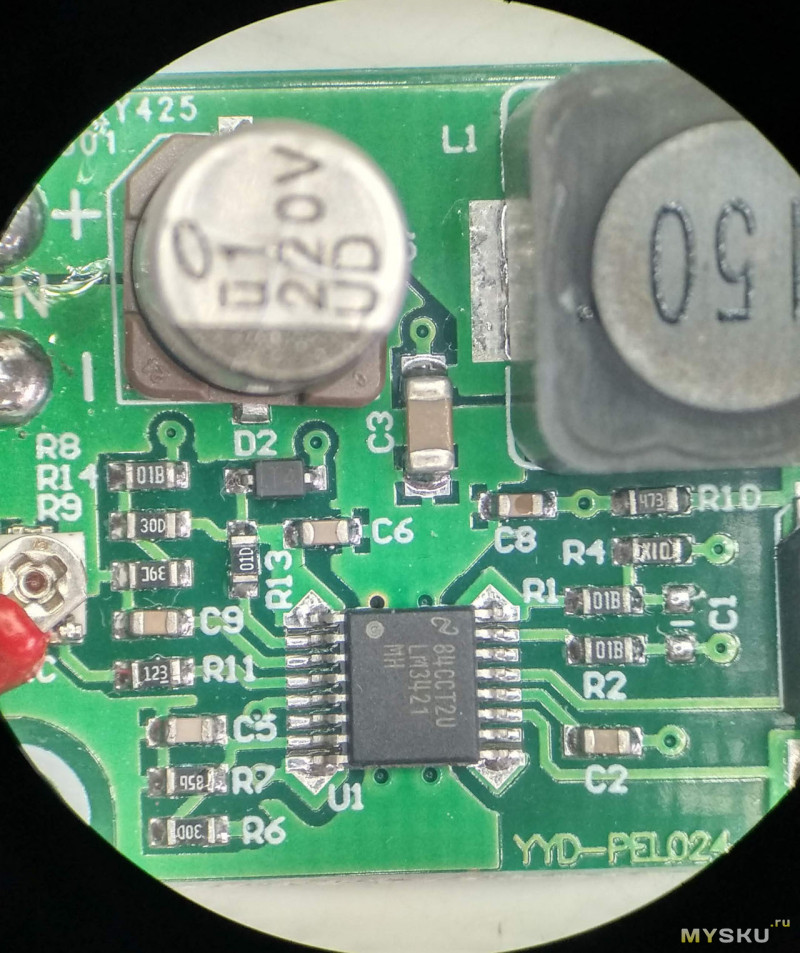
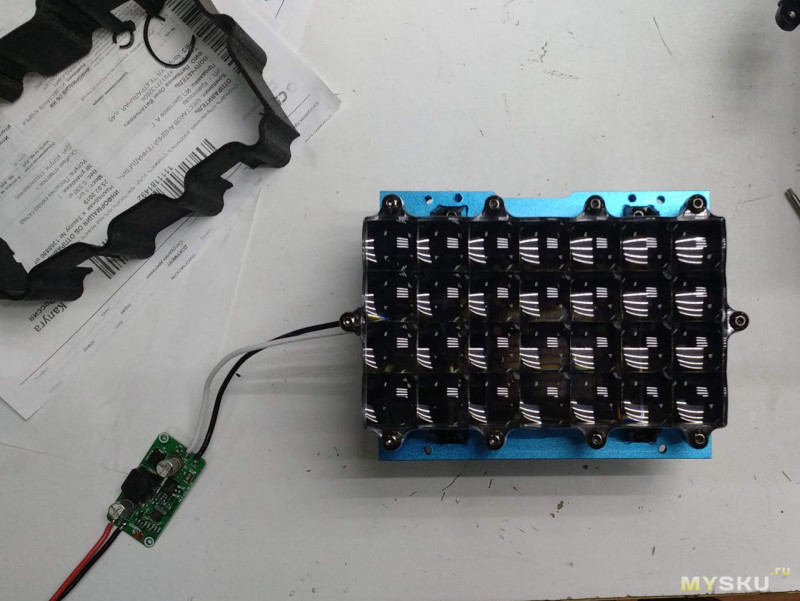
Отдельно стоит небольшая платка драйвера УФ-светодиодов на контроллере тока для светодиодов LM3421.
Ну и кучка более подробных фото.

Ну и теперь самое интересное — матрица светодиодов с массивом спрямляющих линз. Я встречал название для такой системы — «паралед», по-моему довольно удобное краткостью и отражающее суть — параллельный свет от LED-источника :)
Это одна из отличительных особенностей этого принтера. В первой версии Фотона, как и в подавляющем большинстве остальных LCD-принтеров, подсветка состояла из мощной светодиодной матрицы и конуса-отражателя:
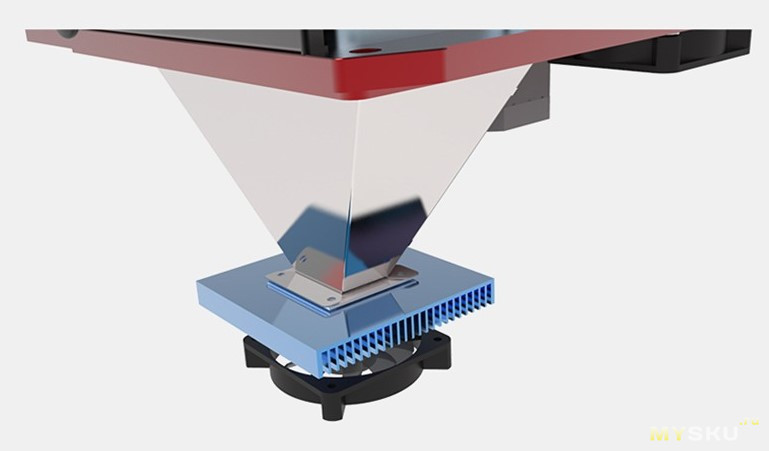
Чем плоха такая конструкция? Двумя моментами:
1. В центр поля попадает больше света, чем на края.
2. Сильная боковая засветка, искажающая геометрию печатаемых моделей.
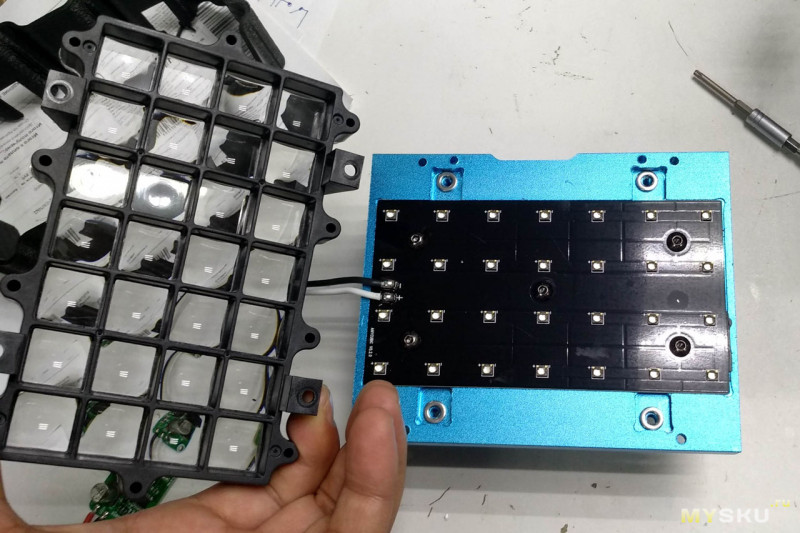
В новой версии эникубиковцы применили относительно новое решение, не так давно начавшее появляться на рынке — матрица отдельных светодиодов, над каждым из которых расположена корректирующая линза. Линзы объединены в один блок. Насколько мне известно, впервые такое решение придумала и применила в конце прошлого года тайваньская компания Phrozen в своем принтере Phrozen Shuffle. Они назвали эту систему Paraled. Сейчас ее можно уже купить на Али, но пока еще не слишком дешево — https://aliexpress.com/item/item/33003036160.html
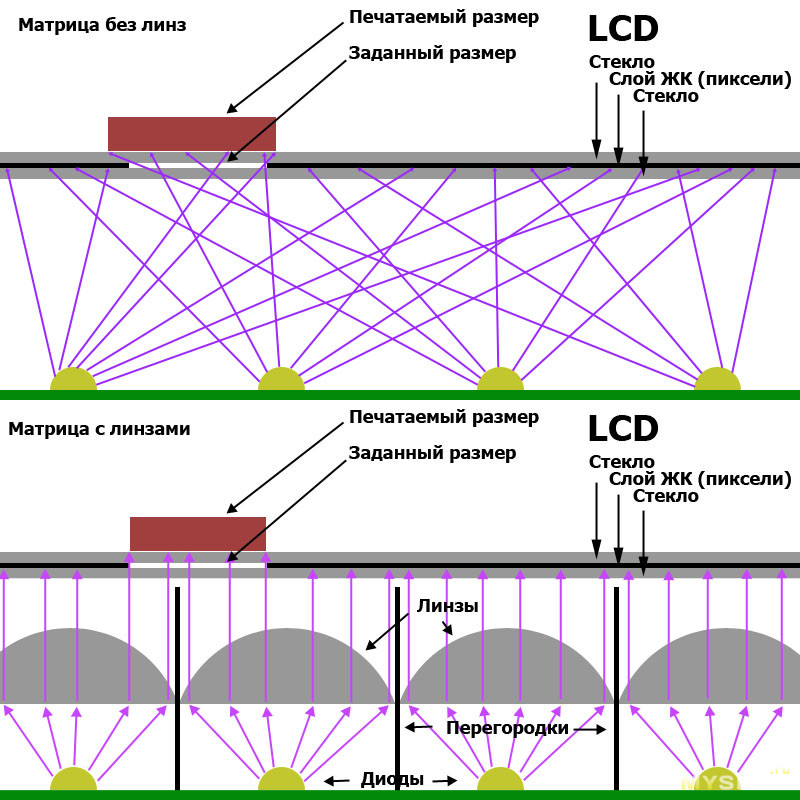
Продемонстрирую отличия схематичным рисунком (по мере своих художественных талантов :)):
Посмотрим же на эту штуку поближе :)
Плата со светодиодами закреплена на радиаторе. Я сначала хотел открутить ее, чтобы проверить есть ли там термопаста, но потом увидел вылезшую кое-где по краям из под платы пасту и успокоился.
Над светодиодами закреплен массив перегородок, а на нем — массив линз (пластиковых, разумеется). Что любопытно — между линзами и радиатором со светодиодами проставлены шайбы. С ними светодиоды в фокусе линз, они видны через линзы четко и резко. Если убрать эти шайбы — светодиоды слегка уходят из фокуса.
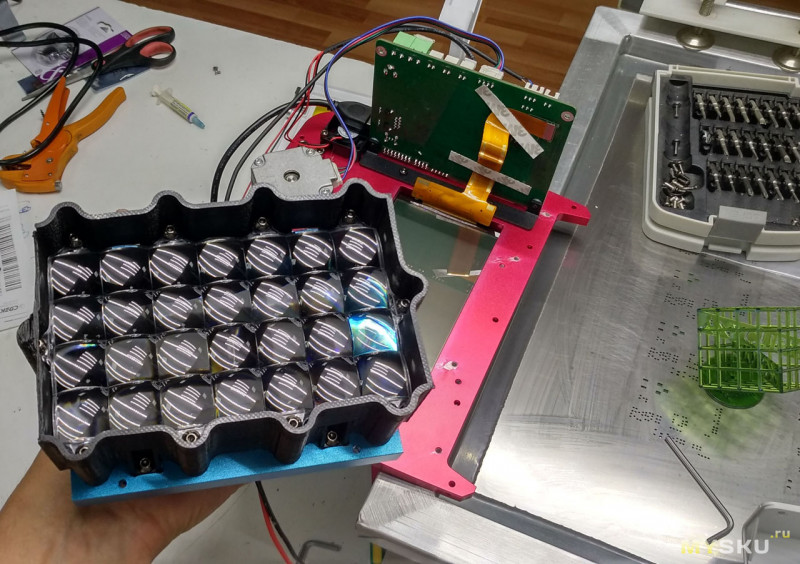


Все это дело закрывается по бокам кожухом. Что интересно — этот кожух напечатан на FDM-принтере :) Видимо, аникубик еще не изготовил матрицы для массового литья под давлением :)
Какие светодиоды ставятся аникубиком — я, если честно, не знаю, не разбираюсь в них настолько чтобы по внешнему виду определить марку и производителя. Может быть кто-то и узнает их:
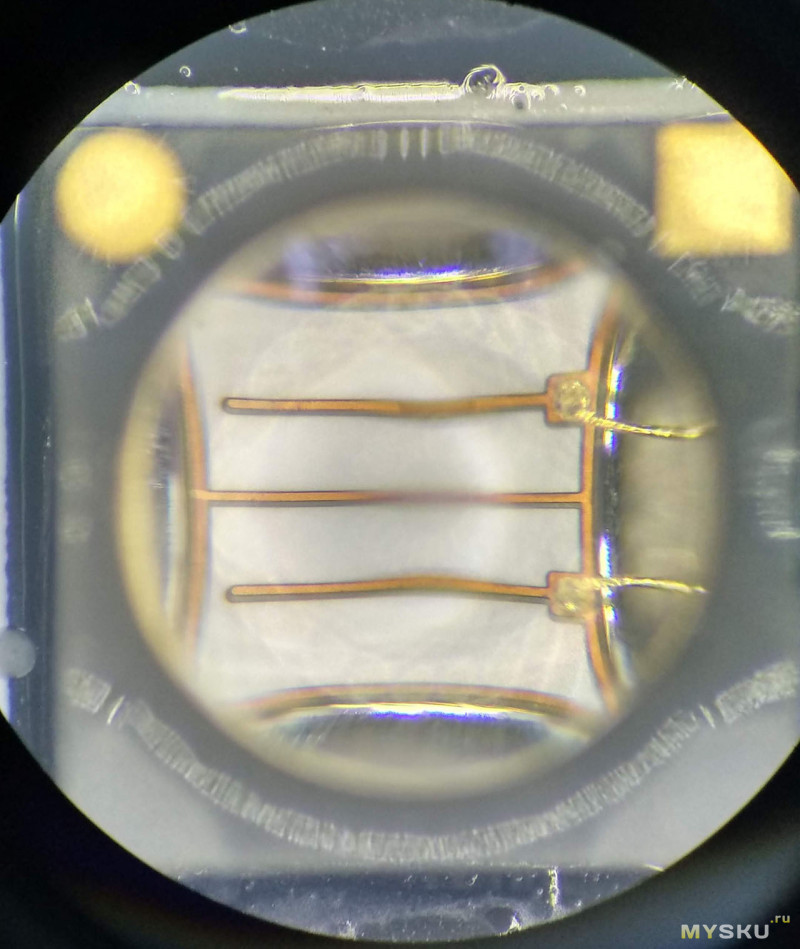
Равномерность свечения, кстати, не ахти. Эникубик явно не парится подбором светодиодов.
А вот ролик, на котором виден эффект этих линз. Довольно прикольно выглядит, на мой взгляд :) В поле зрения почти всегда только один светодиод, расположенный прямо снизу. Если отдаляться от линз, то постепенно в поле зрения попадает все больше светодиодов. Ощущение такое, что угловой размер остается постоянным. Но я слишком слаб в оптике, чтобы описать это со знанием дела… Камеру старался держать на примерно таком же расстоянии от линз, на котором от них находится LCD.
Не так давно я проводил эксперименты с этим параледом — исследовал и равномерность засветки через него, и влияние расстояний между разными элементами. Но это уже не для этого обзора, и так тут картинок выше крыши :)
Собирается все в обратном порядке :)
Затем нужно открутить два болта на задней стенке и по шесть болтов/шурупов на боковых:
Боковые стенки сцепляются с задней несколькими защелками, их хорошо видно внутри по углам. Аккуратно разъединяем их и снимаем заднюю стенку — на сколько это позволяют провода, идущие к гнезду питания. Не пытайтесь снять боковые стенки — они в передней части все еще держатся на болтах внутри корпуса!
Теперь вынимаем дно, которое просто сидит в пазах боковых стенок и открывается доступ к болтам, которые внутри корпуса все еще держат боковые стенки:
Откручиваем их и боковые стенки снимаются. На одной из них закреплены выключатель питания и гнездо USB:
На USB просто откручиваем два шурупа с внешней стороны стенки, а с выключателя сдергиваем клеммы. С гнездом питания на задней стенке не намного сложнее — просто выдергиваем из платы разъем.
Передняя стенка с дисплеем держится на двух болтах. Сначала отсоединяем от платы шлейф дисплея. Выдвигаем вперед два темных ушка по бокам от разъема (они выдвигаются примерно на миллиметр) и просто вынимаем шлейф:
Потом откручиваем два болта, крепящих переднюю стенку и все, принтер полностью свободен от корпуса :)
Конструкция принтера довольно незамысловата :) Основание всей конструкции — анодированная (красная) дюралевая плита толщиной 8 мм — на мой взгляд вполне прилично для требуемой жесткости.
Вертикальная несущая оси Z — это дюралевая фрезерованная плита с ребрами направляющих. Толщина основания — около 5 мм, ширина 138 мм, крепится к основной плите на 8 болтов М4. Две каретки — роликовые, стальные подшипники катаются по стальным круглым направляющим, впрессованным в плиту оси Z. Предусмотрена регулировка натяга, но мне она не понадобилась — каретки ходят по направляющим с небольшим натягом (который незначительно меняется по высоте), люфтами там даже не пахнет :)
Концевик внизу оси Z — оптический, и это не может не радовать, учитывая его более точную повторяемость и более высокую надежность.
Теперь плата. От версии платы в первом Фотоне отличий не слишком много: по-другому разведена (все компоненты переместились на одну сторону), чип SDRAM на 16 мегабайт вместо 8. Остальное, похоже, осталось тем же — микроконтроллер STM32F407ZET6, два контроллера SSD2828 для матрицы LCD, сетевой интерфейс (не задействован), USB. На фотографиях плат от первого Фотона второй чип затерт, но скорее всего там стоит такая же ПЛИС от Xilinx — XC6SLX9.
Драйвер ШД для Z — A4988 с приклеенным на него небольшим радиатором.
На плате предусмотрены разъемы:
- LCD с тач-панелью на передней стенке (пользовательский интерфейс, управление)
- LCD для формирования изображения слоев
- USB-хост
- Ethernet (не задействован)
- два коннектора питания 12 вольт: штыревой и круглый (круглый не задействован)
- питание УФ-светодиодов 12 вольт
- PWM — по идее это выход ШИМ для управления яркостью УФ-светодиодов (не задействован)
- вентилятор охлаждения светодиодов 12 вольт
- какой-то MB (латинскими буквами), на него посажены вентиляторы вытяжки воздуха из камеры печати
- выход на шаговый двигатель оси Z
- вход концевика Z+ (Z max) (не задействован)
- вход концевика Z- (Z min)
- какая-то подсветка LCD (LCD_BL) (не задействован)
Отдельно стоит небольшая платка драйвера УФ-светодиодов на контроллере тока для светодиодов LM3421.
Ну и кучка более подробных фото.
Ну и теперь самое интересное — матрица светодиодов с массивом спрямляющих линз. Я встречал название для такой системы — «паралед», по-моему довольно удобное краткостью и отражающее суть — параллельный свет от LED-источника :)
Это одна из отличительных особенностей этого принтера. В первой версии Фотона, как и в подавляющем большинстве остальных LCD-принтеров, подсветка состояла из мощной светодиодной матрицы и конуса-отражателя:
Другие отличия Photon S от первой версии Photon
- немного другая плата управления
- другой формат воспринимаемых файлов для печати
- «угольные фильтры», через которые из камеры печати выдувается воздух; в кавычках — потому что толку от них, на мой взгляд, почти никакого
- усиленная ось Z на двух роликовых направляющих
Чем плоха такая конструкция? Двумя моментами:
1. В центр поля попадает больше света, чем на края.
2. Сильная боковая засветка, искажающая геометрию печатаемых моделей.
В новой версии эникубиковцы применили относительно новое решение, не так давно начавшее появляться на рынке — матрица отдельных светодиодов, над каждым из которых расположена корректирующая линза. Линзы объединены в один блок. Насколько мне известно, впервые такое решение придумала и применила в конце прошлого года тайваньская компания Phrozen в своем принтере Phrozen Shuffle. Они назвали эту систему Paraled. Сейчас ее можно уже купить на Али, но пока еще не слишком дешево — https://aliexpress.com/item/item/33003036160.html
Продемонстрирую отличия схематичным рисунком (по мере своих художественных талантов :)):
Посмотрим же на эту штуку поближе :)
Плата со светодиодами закреплена на радиаторе. Я сначала хотел открутить ее, чтобы проверить есть ли там термопаста, но потом увидел вылезшую кое-где по краям из под платы пасту и успокоился.
Над светодиодами закреплен массив перегородок, а на нем — массив линз (пластиковых, разумеется). Что любопытно — между линзами и радиатором со светодиодами проставлены шайбы. С ними светодиоды в фокусе линз, они видны через линзы четко и резко. Если убрать эти шайбы — светодиоды слегка уходят из фокуса.
Все это дело закрывается по бокам кожухом. Что интересно — этот кожух напечатан на FDM-принтере :) Видимо, аникубик еще не изготовил матрицы для массового литья под давлением :)
Какие светодиоды ставятся аникубиком — я, если честно, не знаю, не разбираюсь в них настолько чтобы по внешнему виду определить марку и производителя. Может быть кто-то и узнает их:
Равномерность свечения, кстати, не ахти. Эникубик явно не парится подбором светодиодов.
А вот ролик, на котором виден эффект этих линз. Довольно прикольно выглядит, на мой взгляд :) В поле зрения почти всегда только один светодиод, расположенный прямо снизу. Если отдаляться от линз, то постепенно в поле зрения попадает все больше светодиодов. Ощущение такое, что угловой размер остается постоянным. Но я слишком слаб в оптике, чтобы описать это со знанием дела… Камеру старался держать на примерно таком же расстоянии от линз, на котором от них находится LCD.
Не так давно я проводил эксперименты с этим параледом — исследовал и равномерность засветки через него, и влияние расстояний между разными элементами. Но это уже не для этого обзора, и так тут картинок выше крыши :)
Собирается все в обратном порядке :)
Итоги
По итогам за эти три недели владения и довольно активного пользования (я сейчас тестирую разные полимеры) могу сказать, что принтер получился вполне неплохим. Со своими компромиссами, конечно, но тем не менее очень достойный уровень для потребительской вещи.Плюсы:
— довольно жесткая конструкция, в том числе и оси Z;
— очень неплохо печатает «из коробки» — вот буквально, распаковал, откалибровал платформу, налил в ванночку полимер и можно печатать;
— новая система засветки «паралед» заметно выравнивает засветку по полю и снижает паразитную засветку. Это уже было продемонстрировано энтузиастами на практических примерах — искажения по краям поля практически сошли на нет;
— недостижимая для FDM-принтеров детализация (впрочем, это плюс почти всех фотополимерных принтеров);
— сам процесс печати, его настройка — гораздо проще, чем на FDM: фактически для качественной печати нужно подобрать только время засветки слоя для данного полимера и все. Никаких натяжений ремней, звона по осям, температур сопла и стола, вопросов адгезии к столу и т.д. — ничего из той кучи вопросов и проблем, с которой сталкивается начинающий FDM-печатник :)
— цена довольно демократична для фотополимерного принтера;
Минусы:
(общие для всех или большинства фотополимерников)
— цена расходников примерно в 10 раз выше, чем для FDM-принтеров;
— полимеры имеют более или менее сильный запах, необходимо хорошо проветривать помещение, в котором идет печать;
— бОльшая возня по сравнению с FDM — налить/слить полимер, промыть после печати ванночку и платформу, чистить от полимера шпатели, промывать и дозасвечивать модели (а это еще дополнительное благоухание изопропила);
— физические свойства распространенных полимеров далеки от идеала -в основном они твердые и довольно хрупкие;
(минусы конкретно этой модели)
— хлипкая дверца, боюсь, что скорее рано, чем поздно, она просто выломает или вырвет крепления петель;
— на оси Z могли бы разориться на нормальные рельсы и ШВП;
— светодиоды могли бы быть более качественными, с равномерной силой свечения;
— понимает только свой формат файлов (впрочем, этой болезнью страдает большинство подобных принтеров);
— небольшая площадь печати. Впрочем, была бы тут ванна размером 20х20 см, полимер в нее приходилось бы литрами заливать :) Да и стоимость больших моделей будет совсем печальной…
Как окончательный итог — смело можно брать, принтер вышел очень неплохим на мой скромный взгляд :)
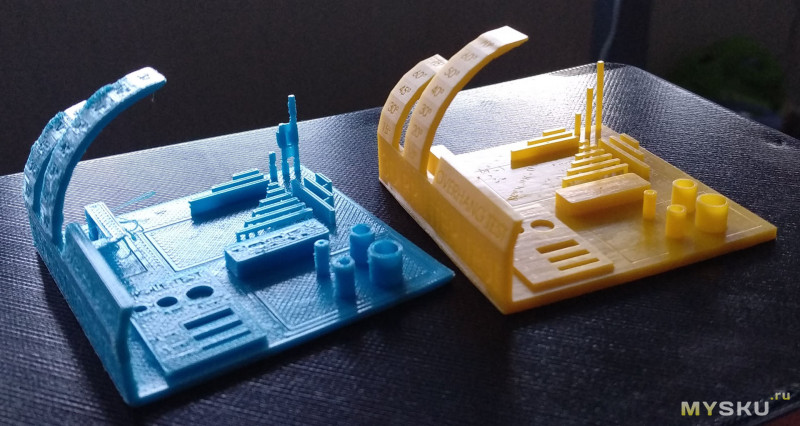
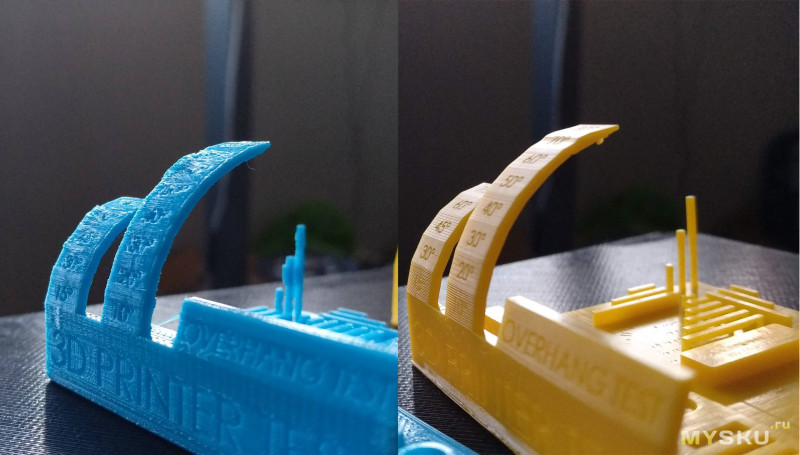
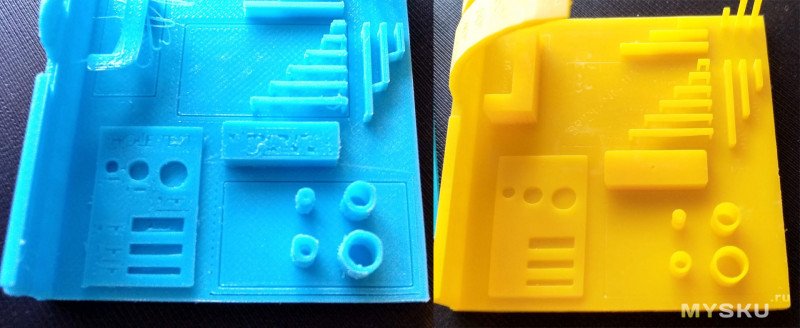
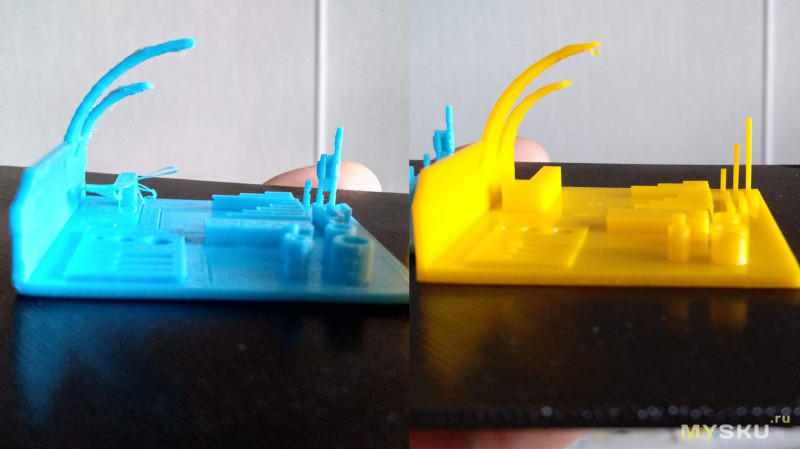
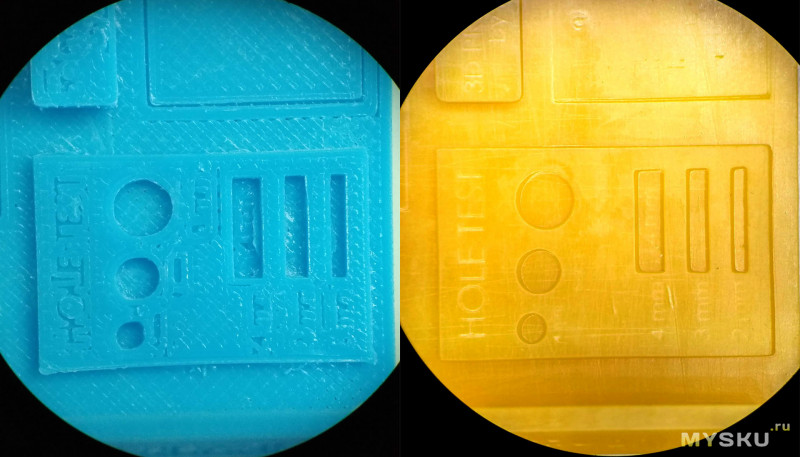
Как пример — вот сравнение тестовой модели, напечатанной на Анет А8 и Фотон С. Слои одинаковые — 0,05 мм. Фотон печатал 3 ч. 15 мин., Анет — 4 ч. 30 мин. :) Полимер, кстати, не самый подходящий для демонстрации детальности — имеет сильную боковую паразитную засветку, да и для фотографирования не самый удачный цвет — на некоторых снимках мне пришлось сильно подкрутить уровни, чтобы детали стали различимы. Но какой был налит в ванночку, тем и напечатал :)
Угадайте каким цветом печатал FDM-принтер Anet A8, а каким фотополимерный Anycubic Photon S :)))
Фотосравнение
И еще немного моих моделек
Спасибо всем осилившим мою графоманию ;)
Может быть попозже напишу вторую часть, где рассмотрю софт, процесс подготовки и печати, особенности и желательные доработки принтера (а куда без них в 3D-принтерах? :))).
| +66 |
19489
106
|
Самые обсуждаемые обзоры
| +33 |
1930
57
|
Я тоже уже давно интересуюсь этой темой, но как-то все не мог решиться, пока этот принтер не вышел с его параледом и более серьезной осью Z :)
На тудейке пробегала разработка для самосбора и не дорого выходило, но стоимость расходников и нишевость моделей убивает все желание.
Как вариант при наличии моделей или приличным скиллом моделирования можно конверсионные наборы моделистам изготавливать.
Да, тоже думаю, что моделистам, или, особенно, коллекционерам фигурок из фильмов, игр… Которые покупают их и раскрашивают :)
Только обозреваемый принтер печатает из коробки, а с «прутковыми» надо полгода по.паться, настраивая. Очень «полезно» для новичков.
Да, действительно, на российский склад принтер ехал больше месяца. Зато я получил бонусом еще одну бутылку полимера.
Возня постоянная.
И про постобработку не забываем.
Зато после печати не нужно ничего отмывать, переливать, досвечивать. Снял бобину с принтера, спрятал ее обратно в пакет и коробку. Снял деталь со стола — и пользуйся :)
Это целый десяток кликов мышкой в слайсере — выбрать сохраненный профиль нужного пластика и при необходимости подкорректировать параметры, исходя из требований к детали :)
Это же не необходимость :)
Мой знакомый, который профессионально этим занимается, в том числе коммерческой разработкой, много интересного рассказывал.
И слишком много тем на форумах, с разнообразными вопросами и проблемами. все это позволяет сделать вывод, что для не ежедневного применения печать прутком достаточно геморройна. Лично у меня на такие пляски с бубном времени нет.
По факту 80% печатающих просто молча делают свое дело, остальные 20% наводнили форум с жалобами )
1) Печать требует определенных знаний, что и на что влияет, если таких знаний нет и читать не охото, то для таких ленивых жоп, куча соответствующих форумов, где они могут покричать, что у них ничего не работает.
2) На качество печати очень сильно влияет сама конструкция принтера. Хорошая и качественная вещь. дешево стоить по определению не может. Многие напокупали себе принтеров за 7 — 10 т.р. собранных из палок, и сидят жалуются. Я не говорю, что дорогие принтеры идеальны, у них тоже есть недостатки, но печатают они несравнимо лучше уже из коробки.
3) Ну качество самого филамента тоже играет не последнюю роль.
Но тут, конечно, зависит еще от того, что человек ждет от принтера и что (и чем) он хочет печатать.
Нет, потом, конечно, я допечатал крепление катушки пластика и фильтр для прутка, усилил нагрев стола и утеплил сам стол, потом перепрошивал плату на мерлина, потом вообще поменял плату, потом поменял экструдер… Но все это значительно позже и не по необходимости, а для удобства или просто из интереса :) Кроме, может быть, стола — родной он греется долго и плохо :)
Покупал максимальную комплектацию ZAV MAX Pro и изначально собранный.
Все печатает из коробки, только цена несколько выше дешевых собратьев, мне он обошелся года 1.5 назад около 50 вроде. Но на сайте у них есть комплекты для самосбора, что сразу скинет где-то 10-15 т.р. за аналогичный.
Зато печатает качественно и не хуже аналогов за 150 т.р.
P.S. А вообще, допиливать можно любой принтер. Нет пределов совершенства, как говорят.
ZAV-MAX-PRO
Вот ссылка на муську
Это если надо срочно.
В декабре 3 версия выйдет видимо.
Запчасти есть отдельно на сайте + всегда можно связаться с ребятами из ZAV и порешать вопросы.
Из подводных камней — планку X можно прикрутить неровно и стол будет невозможно откалибровать. Лечится перетяжкой винтов. И крепление мотора Z — простым способом не лечится. Если не затягивать крепления, то проблема проявляется на высоких моделях (и возможно не сразу) — можно забить.
Могу сравнить с самосборным noname CoreXY. Ender удивил как простотой сборки, так и качеством первого же кубика.
Ну и ценник радует.
PS А, ну и пожалуй штатный стол у Ender — кривой. На больших моделях может быть беда с первым слоем. Я почти сразу перешёл на оконное стекло за 100 рублей и проблем нет.
Кстати, а почему Анет А8 слой 0.05 выбрали? Там шаг разве не 0.04?
Шаг — да, но есть же еще микрошаги :)
Дешевле 22 тыщ такой принтер еще не скоро будет стоить, к сожалению :(
(Видел на канале «Alpha Mods»)
Из принтера (и после промывки в спирте) модели выходят «полузасвеченные», поверхность на ощупь слегка мягкая и чуть-чуть липкая (но не пачкается после промывки), их очень легко поцарапать даже ногтем без особых усилий. Чтобы они отвердели окончательно их нужно на некоторое время поместить под УФ. Время зависит от мощности УФ-излучения, от 2 до 20 минут :)
Бывают полимеры и более пластичные:
и более прочные:
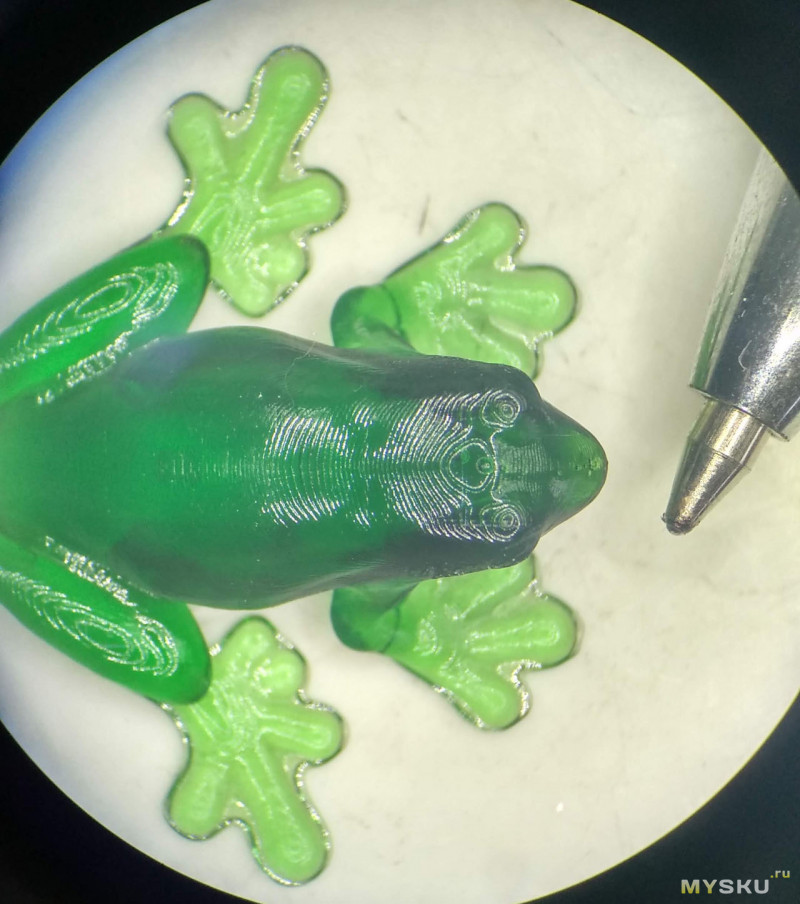
Внутри модель совершенно однородная, как литая. То есть если напечатать модель из прозрачного полимера, то она и будет прозрачной, без искажающий внутренних структур, характерных для FDM :)
На солнце она становится только более твердой (и более хрупкой) — дополимеризуется. Про долговременное (годами) влияние солнца я не знаю, если честно. По химической стойкости — мне не известен растворитель, способный растворить изделие из фотополимера. Обычные растворители (ацетон, растворители серии 6хх, спирты, бензины, дихлорметан) его не берут. На модель только после промывки, без закрепления под УФ, дихлорметан еще как-то влияет — поверхность становится рыхлой, тонкие детали покрываются трещинами, но после полной полимеризации воздействие ДХМ в течении нескольких минут не оказывает никакого эффекта. К кислотам и щелочам полимеры тоже вроде бы устойчивы.
Вот и слушай маркетологов, раструбивших, что 3д печать дома уже доступна.
Либо корявки из FDM, но имеющие нормальные физ. свойства, либо отличное качество фотополимера с полным их отсутствием.
И огромное спасибо за то, что отговорил!
У этих принтеров довольно узкая ниша — в основном это художественные модели с хорошей точностью/детализацией. Какой-нить производитель или коллекционер фигурок и 10-кратную цену полимера заплатит за печать уникальной модели. Или при прототипировании какого-то прибора напечатать кучку мелких сложных деталей.
Я попробовал печатать фигурки. Какие попроще — получаются уже и с моим опытом:
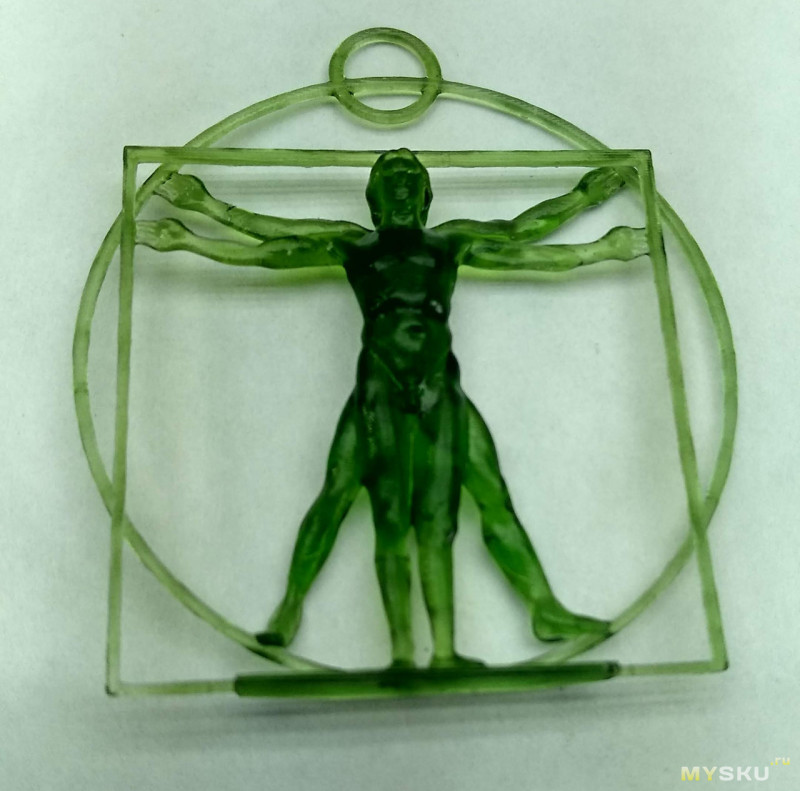
А для хорошей печати более сложных фигурок нужно больше опыта. Хочу напечатать вот эту:
Но с ней уже нужно знать и понимать больше, чем я пока знаю и понимаю :) Хотя отдельные части вроде получаются :)
Ну может с распечатать я бы еще и взялся, но раскрашивать… не мое. Я вообще монотонную и кропотливую работу не могу. Мне лучше куб цемента замесить и залить, чем скажем 5 литровое ведерко той же малины собрать.
Да грубо говоря запросы то были. Но… моделек то не было. Я такое моделирование не могу (в смысле не мое, у меня или параллельно, или перпендикулярно ))) ), а когда делали запросы на моделирование, то ценник ребята ломили не копеечный и моделисту проще было выкупить оригинал (там правда не моделист, а ювелир).
Ей же задеть при сливе обо что чуть угловатое — и всё… И пленку вручную «до звона» не натянуть и её еще где-то взять нужно.
Или для этого уже умельцами какие-то способы решения придуманы?
Про «взять» я уже написал выше, легко ищется по словам «FEP film» на том же Алиэкспрессе :) А про натяжку — там при замене обратная проблема — не перетянуть ее. Для этого на Тингверсе есть даже специальные подставки, чтобы создать правильное натяжение — www.thingiverse.com/thing:3351933 (и там же показан процесс натяжения).
Хотя конечно ожидал что донышко все-же из какого спец-стекла будет. Может так на более дорогих моделях и реализовано.
А её категория «расходник» и приведенное Вами видео их полностью снимает.
Действительно прояснили.
У меня скорее инерционность мышления сыграла. Что если уж деталь станка — то это всерьёз и надолго.
А тут один из важнейших узлов — плёночка. Да кроме всего прочего на неё хоть и небольшие, но регулярные нагрузки приходятся.
На работе имею дело с промышленным деревообрабатывающем оборудованием и вот на кромочных станках в районе клеевого бачка всегда видны следы испарений и «шуба» из пыли на них. На клеях-расплавах предупреждающие этикетки в виде дохлой рыбы и дерева, в виде мертвых легких (вызывает рак) и прочей дряни всегда пугают. Я к тому, что испарение есть, от него никуда не деться и оно может быть не очевидно, но не думаю, что оно сильно полезно :) Для домашнего использования надо дорабатывать.
Ну, в идеале такой принтер должен стоять рядом с вытяжкой. Да только мало кто будет так париться. Или не будут использовать или максимум — окно приоткрывать для проветривания (как я :)).
Особенность дельты это одновременная работа 4х моторов и звук бззз-бззз-жжжжж просто пилит мозг, ну и запах разогретой пластмассы, думаю менее вреден, чем испарения жидкой смолы :) А так да, пластик он такой, нажористый! :)
Один раз почти оформил покупку, но что то перегорело, пока сравнивал цены и особенности плат разных производителей (перемычки и их отсутствие на разные режимы работы) Подумал, что да фик с ним — пусть жужжит на кухне :)
Печатаю не каждый день и для борьбы с шумом выкинуть трёшник негуманно. :) Жаба победила… ну или здравый смысл.
А вот 3D touch датчик для дельт маст хэв, столкнулся с тем, что стекло изначально скручено пропеллером, а при нагреве выгибается еще причудливей. На дельте трудно реализовать механизм выравнивания стола механически, тем более что плоскости у стекла нет. Датчик и перманентный distortion закрывают проблему гнутого стекла.
Я этот принтер собирал больше по приколу, но мне понравилось и со временем втянулся. Синяков тоже набил много при сборке и настройке.
Как с жигулями, если знать где намотать проволки и изоленты — можно любой вопрос закрыть.
Мне, если честно, sla нравится, но он избыточен для меня. Как дальнейшее развитие технологии и если есть коммерческое применение, то считаю отличной штукой!
Я на ютубе насмотрелся обзоров, финалом почти каждого является фраза «вентилятор экструдера остался самой громкой деталью»
Но там в этих драйверах, как выяснилось, надо перед покупкой разбираться. На каких то платах есть микро перемычки для пайки и смены режимов, на других их нет и надо мучиться с паяльником, выпаивая конденсатор, запаивать резистор, резать дорожки. Есть в отличиях разводки и разные прошивки под step\dir sda\scl.
Меня трудности как бы никогда не останавливали, тем более в электронике, но что то я накидал корзину, начал сравнивать, копать инфу и подумал, что пора остановить бесконечный тюнинг принтера :D
У меня так было с чпу фрезерным станком в гараже — то одно хотелось улучшить, то другое, то ось сделать поворотную, но в какой то момент сорвал стоп-кран — харэ, и так неплохо работает :)
Ну, я их купил сразу на плате управления принтером :))) Там уже все было предусмотрено и настроено, я только разъемы повтыкал :))
Не знаю насколько будет уместны здесь вопросы «чайника» в 3D печати к Вам, но все же спрошу.
Скажите, пожалуйста, какому принтеру отдать предпочтение с точки зрения надежности, качества печати и стабильности работы программного обеспечения — ANYCUBIC Photon-S или младшему брату ANYCUBIC Photon?
Легко ли устанавливаются программы для принтеров на ОС Windows 10?
Заранее спасибо.
По стабильности ПО — прошивка у Photon, наверное, будет постабильнее. По крайней мере она не выдает тот глюк, который я на Photon-S уже дважды поймал, и от других читал о таком же глюке — когда принтер вместо детали печатает тестовую рамку. Очень неприятный глюк :(
По верхнему ПО, которое ставится на комп, вопросов нет ни там ни тут. Ну, точнее, и там и тут вопросы одинаковые, потому что для обеих моделей идет одна и та же программа :) Никаких проблем с установкой на 10-ку нет, работает нормально.
Родной слайсер очень медленно слайсит и расстановка поддержек реализована слабо. А Chitubox, который тоже умеет слайсить под обе модели, страдает парой глюков, но зато слайсит в десятки раз быстрее и в нем удобнее расставлять поддержки.