Фотополимерный 3D принтер SparkMaker SLA: маленький и доступный

- Цена: $254.99 ($209.99)
- Перейти в магазин
Интересный и недорогой стереолитографический (SLA) 3D принтер от SparkMaker.
Принтер отлично подойдет для начинающих, так как работает сразу из коробки и не требует каких-либо серьезных настроек/калибровок.
С помощью этой модели 3D принтера можно получить первый опыт фотополимерной печати, разобраться что и к чему, попробовать свои силы в новом творчестве.
Принтер обеспечивает печать слоя до 25 микрон, разрешение матрицы 845 x 480 точек, и при всей дешевизне он компактный и тихий. И печатает — каши не просит. Не нужно смотреть за постоянным нагревом, за сквозняками, следить за филаментом, чтобы не перехлестнулась нить… Поставил на несколько часов модель, и шуршит себе…
Если вам интересна фотополимерная печать или хотели узнать, как это происходит, тогда вам сюда)))
Приветствую всех посетителей сайта Mysku!
Для удобства, сделаю в обзоре небольшое содержание.
Содержание и быстрая навигация по тексту:
Описание стартапа, характеристики
Посылка, упаковка, комплект
Внешний вид, первое включение
Интерфейс программы SparkStudio
Тестирование
Дополнительная информация
Заключение
Описание стартапа, характеристики
Наверх ▲
Итак, этот принтер родом с Кикстартера. Некоторое время назад активная молодая команда фандила на разработку самого бюджетного фотополимерного принтера Спаркмейкер, и весьма удачно.
Собрали более полумиллиона долларов на разработку и запуск в производство нового бюджетного SLA принтера.

Они собрали более полумиллиона долларов на свой проект.
Принтер (тогда назывался SparkMaker WOW!) получился очень компактный.

А теперь 3Д принтер SparkMaker доступен в свободной продаже, можно приобрести в магазине Gearbest c бесплатной доставкой. Купон будет в конце обзора.
Характеристики:
Brand: SparkMaker
Type: Complete Machine
Print speed: 8 — 15 s/layer
Supporting material: Resin
XY-axis positioning accuracy: 0.01mm
Z-axis positioning accuracy: 0.002 mm
Voltage: 24V
Working Power: 48W
Packing Type: Assembled packing
Connector Type: SD card
Product weight: 2.0000 kg
Package weight: 3.0000 kg
Product size: 17.00 x 17.00 x 27.50 cm
Package size: 34.00 x 34.00 x 34.00 cm
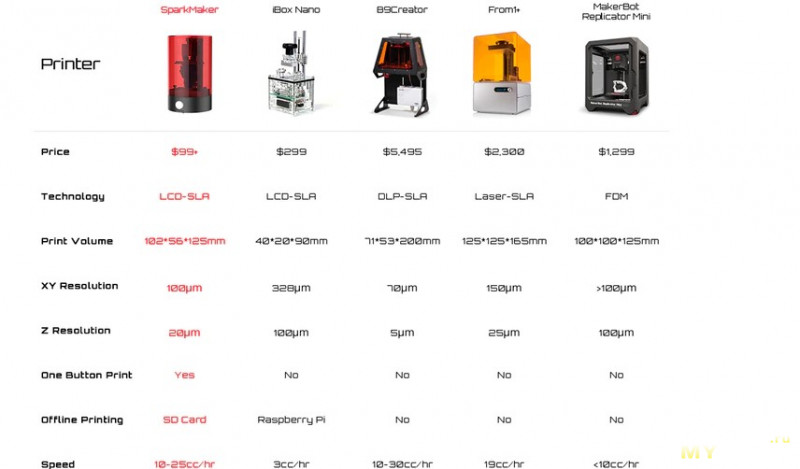
Производитель приводит вот такую выборку-сравнение по ценам и возможностям доступных 3D SLA принтеров, на основании которой можно сделать вывод, что у команды WOW! получился очень даже неплохой принтер.
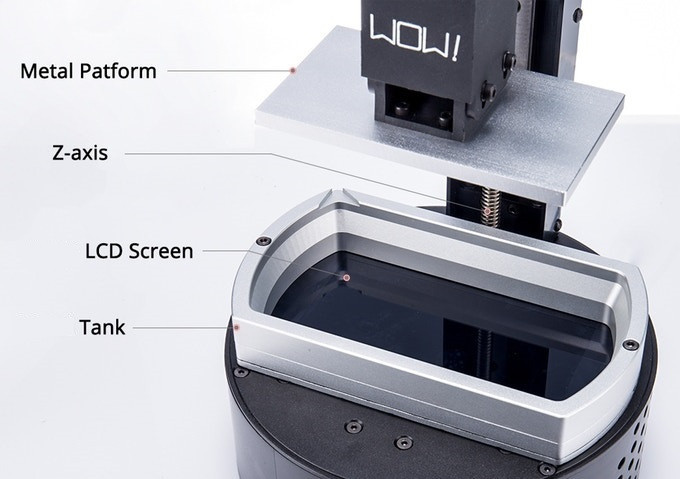
На анимации представлена «взрыв-схема» 3Д принтера.

Принтер представляет собой механизм с ванночкой и осью Z, на которой постепенно поднимается платформа для печати. Слой за слоем формируется изображение. Размер ванночки, а вернее платформы для печати 98 x 55 мм, высота подъема до 125 мм. Под ванночкой расположен IPS дисплей 4.5" с разрешением 845 x 480). В данной конфиругации доступна только печать с SD карты, фактически 3Д принтер автономный.

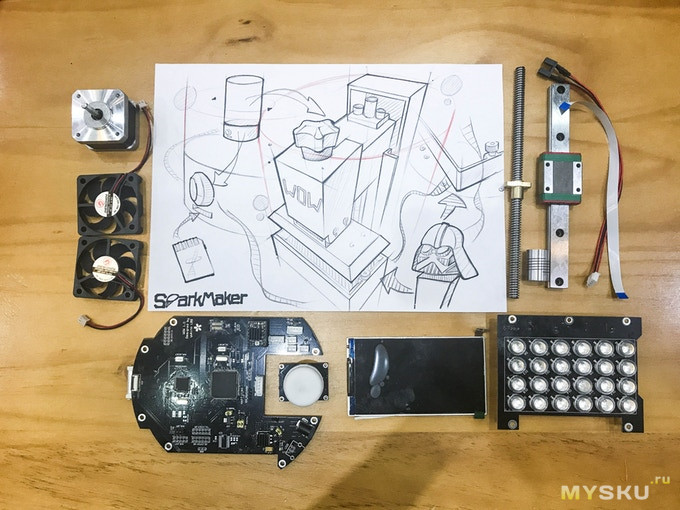
В истории разработки принтера мелькает вот это изображение: эскиз конструкции принтера и основные компоненты: рельса MGN15, винт Т8, двигатель для Z, матрица 4.5", матрица УФ светодиодов, плата управления + энкодер.
Основные рабочие компоненты: платформа для печати (алюминиевая), пластиковая ванночка, объемом примерно 100...120 мл, на дне ванночки установлена антиадгезионная пленка, под ванночкой — дисплей и матрица засветки.
Вот так выглядит процесс формирования модели (ускоренно).
Посылка, упаковка, комплект
Наверх ▲
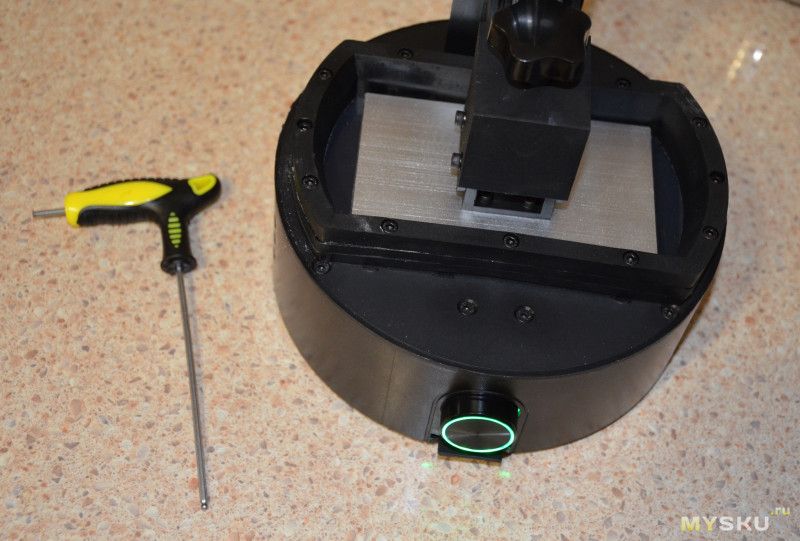
Это более чем компактный 3Д принтер. Выглядит как цилиндр высотой 27.5 см, диаметром 17 см. Практически всю видимую часть занимает колпак из специального пластика (красного цвета). Это защитная крышка, предохраняющая от УФ лучей.

Пришел в аккуратной коробке. Такую можно подарить — очень даже производит впечатление.
Внутри в пенопластовом коконе находится принтер. Снаружи картонная коробка. Достаточно надежно.

Принтер в пакете, отдельно лежат инструкции.

Принтер зафиксирован в транспортном положении малярным скотчем.

Снимаем защитную крышку, снимаем транспортный скотч.

Под кареткой находится блок питания, ключ-шестигранник.
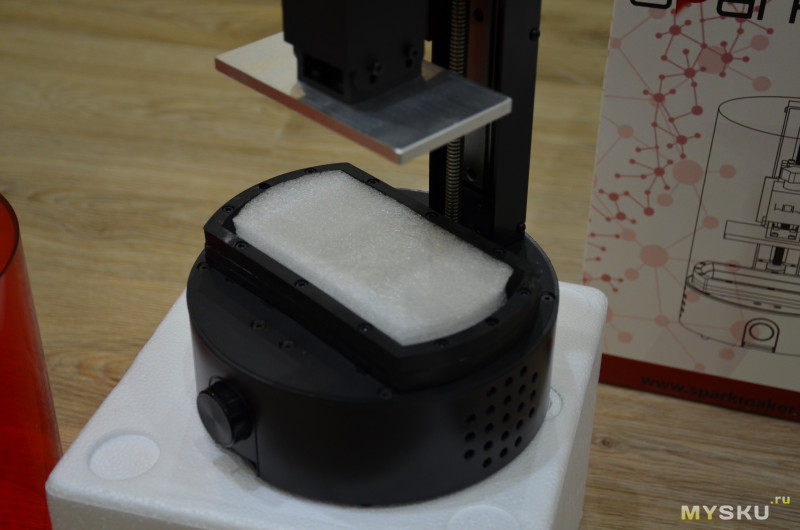
Ванночка защищена блоком пенополиэтилена.
Блок питания простой, легкий, со стандартной евровилкой.

Параметры 24В/2А, круглый джек обычный.

Внутри была наклейка WOWi, хотите клейте, хотите нет.
Внешний вид, первое включение
Наверх ▲
Детали принтера, на которые есть смысл обратить внимание.
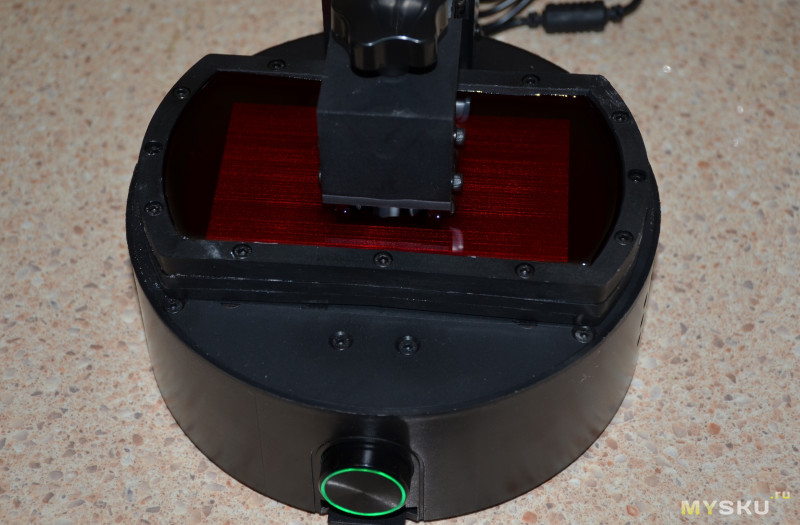
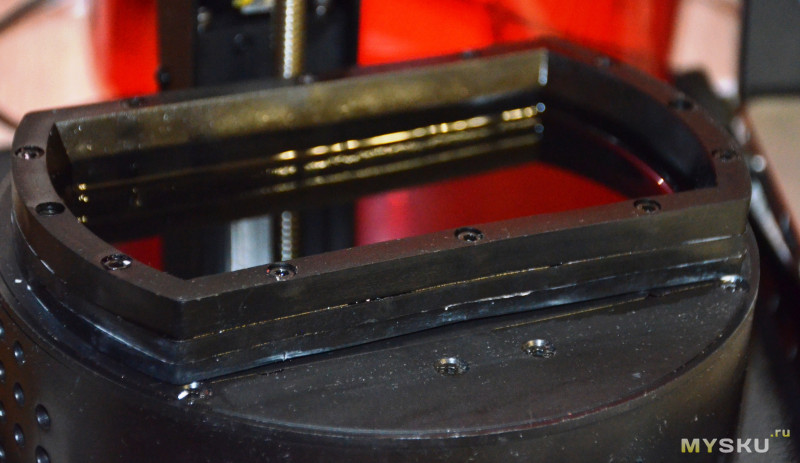
Ванночка небольшого размера, пластиковая, разборная. У нового поколения принтера появилась металлическая ванночка. Она съемная, можно обслужить.
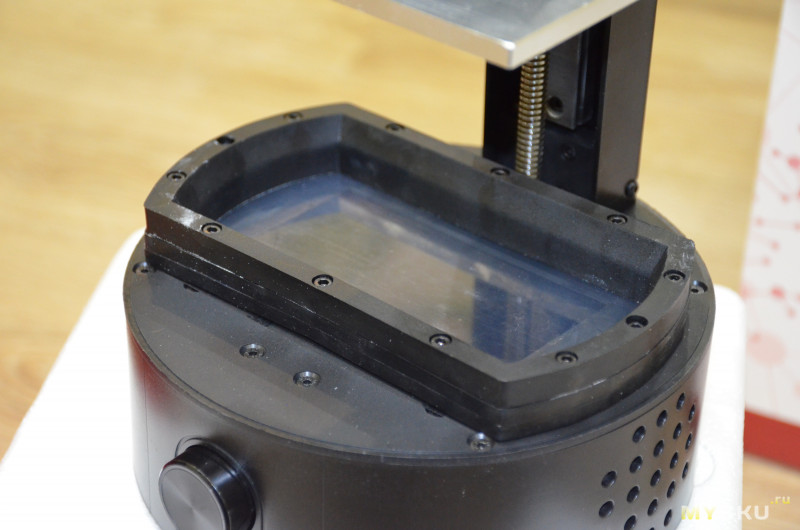
Антиадгезионная FEP-пленка для ванночки от 3М.

Энкодер и кардридер

При работе энкодер отображает состояние 3 цветами.
Зеленый — готов, простаивает. Можно вручную оперировать платформой (вверх и вниз), поворачивая энкодер.

Если вставлена карта памяти, то достаточно нажать на энкодер для начала печати. Загорится красный цвет.

Если долго держать при печати нажатый энкодер, то печать отменится.
Если просто нажать во время печати, включится пауза. Принтер отъедет немного наверх, можно будет оценить количество оставшегося фотополимера и прогресс печати. В таких случаях подсветка становится синей.
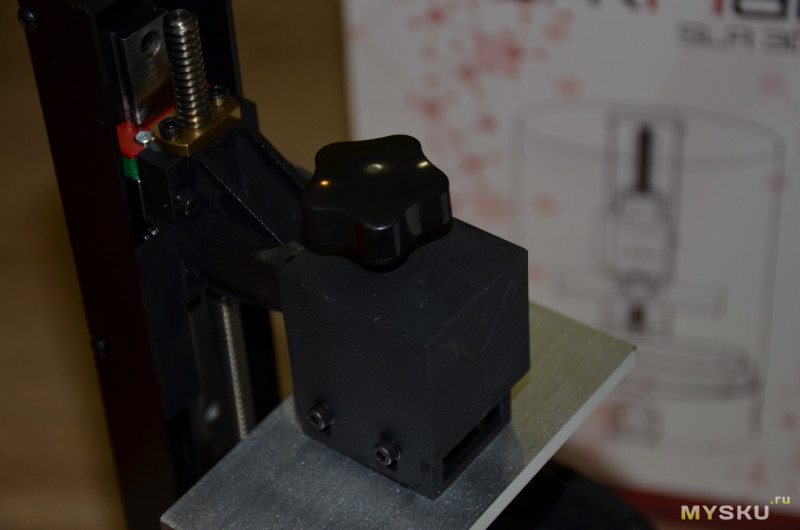
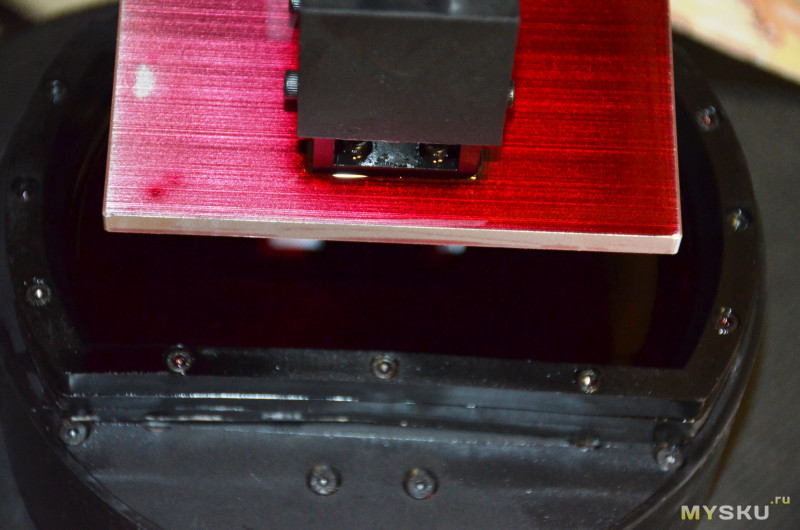
Платформа для печати крепится на одной оси Z в виде рельсы и винта Т8.
Платформа — кусок алюминия. Не полированный. Вырезан аккуратно.
Размер оси примерно 210мм, норабочий ход максимальная высота печати заявлена только 125 мм. Это еще связано с объемом ванночки, объем не более 100...120 мл, но можно «подливать» во время печати, если печатаете что-то объемное.
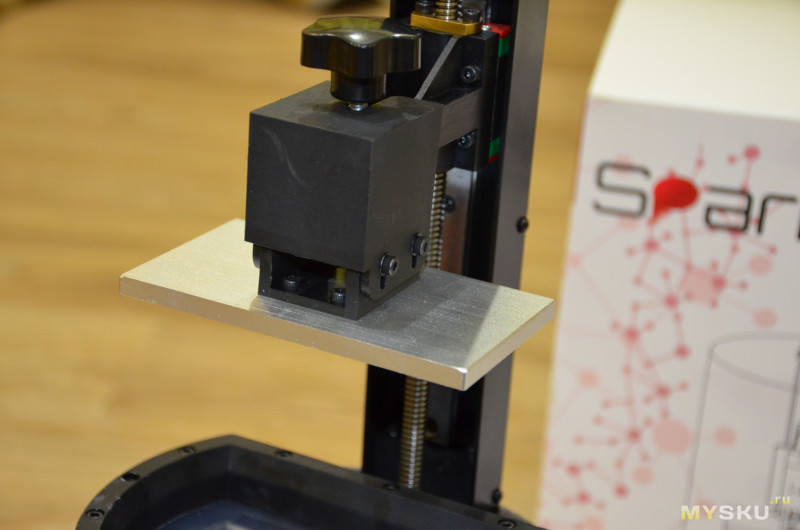
Для крепления платформы предусмотрен винт с барашком.
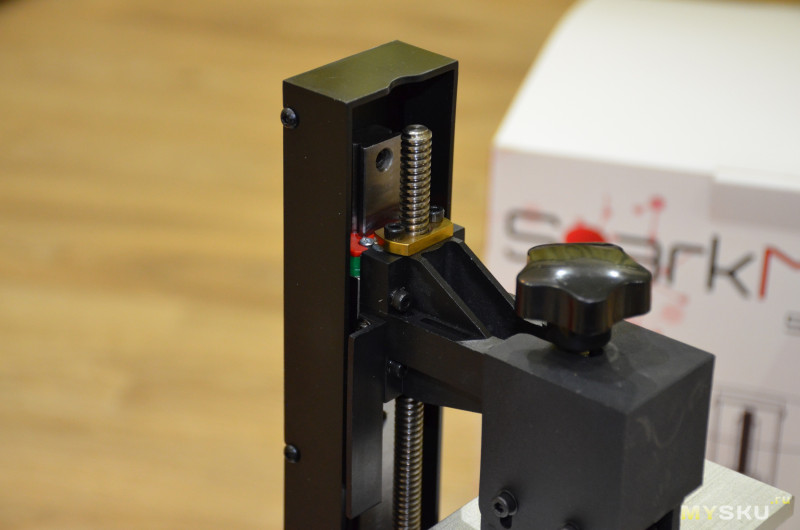
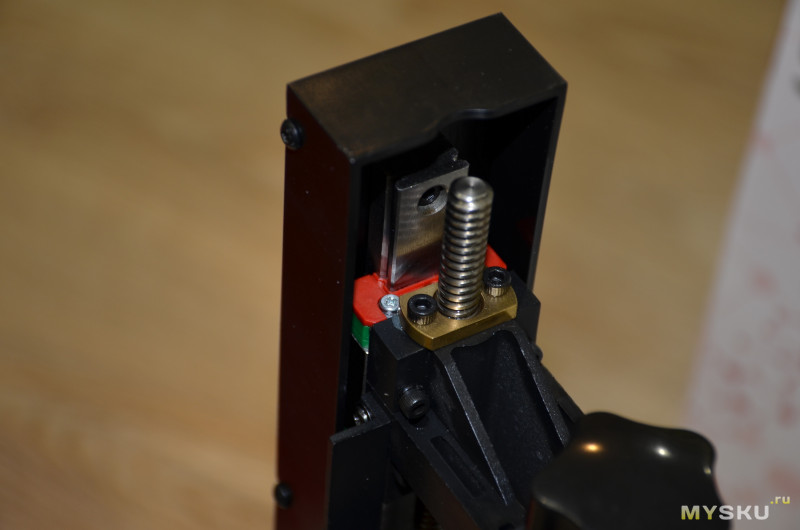
В качестве направляющей оси Z служит рельса MGN15 с удлиненной кареткой. Для поднятия и опускания — винт Т8, гайка которого закреплена на каретке.
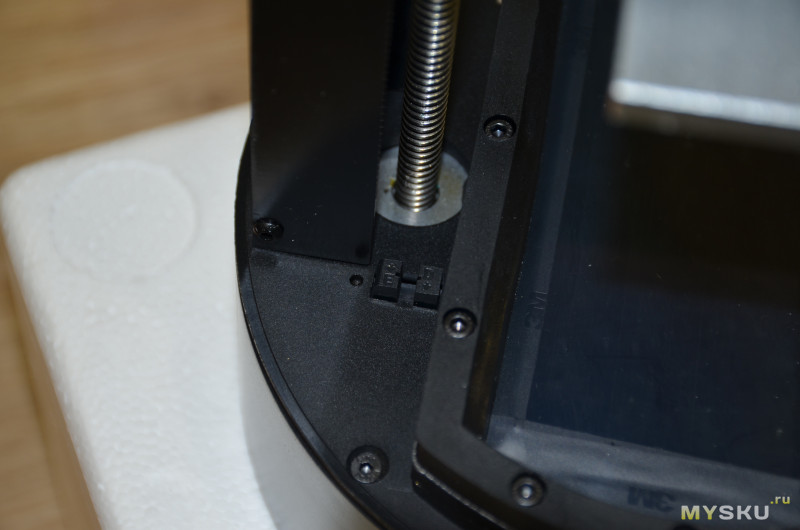
Внизу видно муфту двигателя и оптический датчик по Z. Он уже откалиброван по высоте, ничего регулировать не требуется.
Еще фото механизма
Слева и справа есть вентиляционные отверстия, через которые видна начинка: матрица, плата.

Все это дело обдувает вентилятор.
Если заглянуть вовнутрь, то виден массив линзованных мощных светодиодов с UV-спектром. Очень дешевое и эффективное решение. А главное, всегда можно заменить 1-2 диода, если вышли из строя (если, конечно, найти аналоги).

После распаковки и перед печатью рекомендую выровнять платформу.
Вот эти 4 винта служат для фиксации платформы.
Ослабляем, опускаем платформу, пока не сработает концевик.
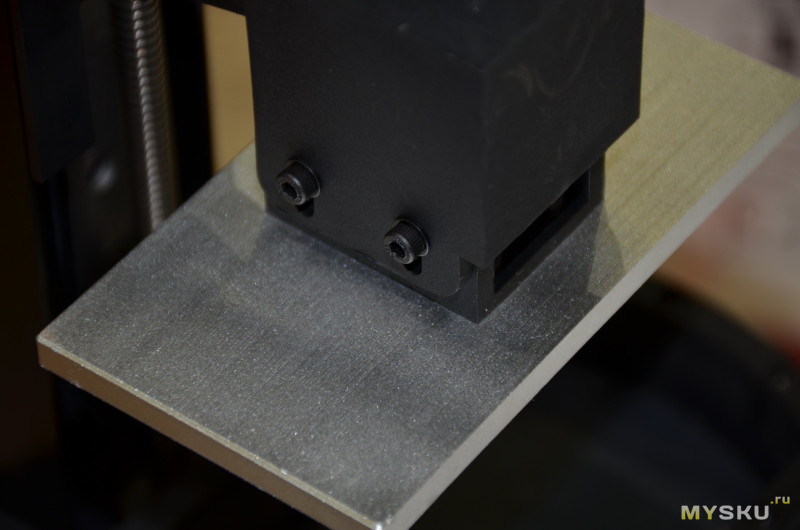
Платформа должна свободно без зазоров, ровно, лежать на дне ванночки.

Затягиваем винты как есть. Комплектный шестигранник короткий, использовал свои. Винты под шестигранник на 3мм.
Все, принтер настроен)))
Можно переходить к следующему этапу.
Интерфейс программы SparkStudio
Наверх ▲
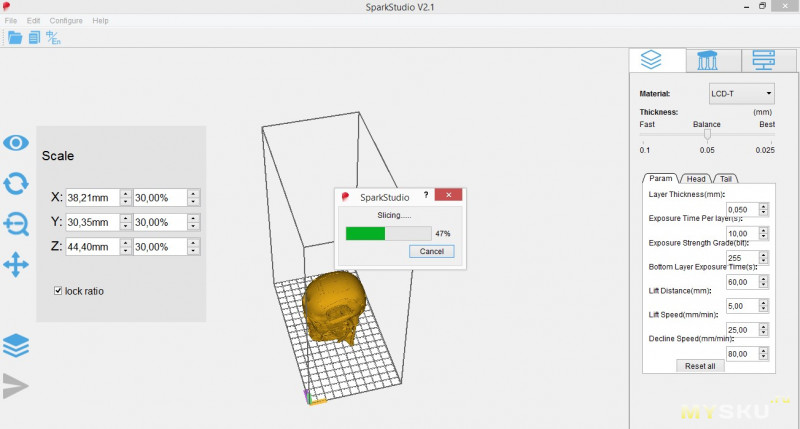
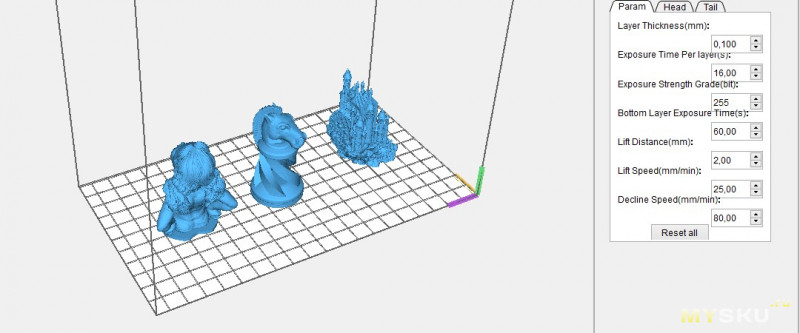
Сделаю небольшое введение в ПО SparkStudio.
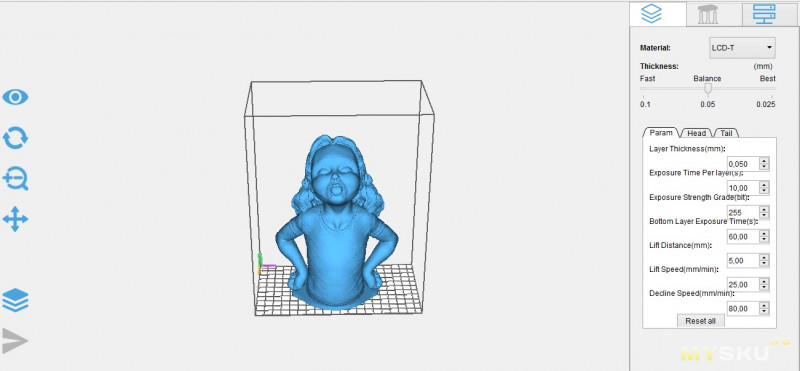
Это простая программа-слайсер с обычным набором функций.
В левом блоке есть кнопки вращения, перемещения, масштабирования (как в Cura и других слайсерах), чуть ниже — функция запуска слайсера.
В правом блоке настройки принтера (длительность засветки слоя и скорости перемещения).
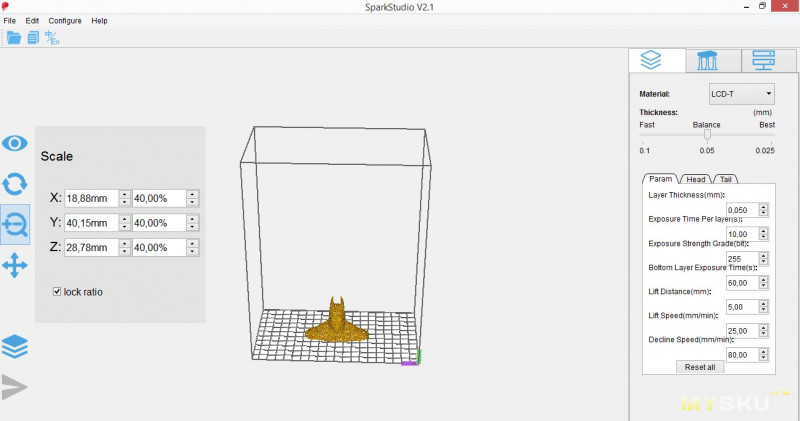
Закидываем любой STL файл, крутим-вертим, нажимаем на кнопку слайсинга, получаем файл («родного» формата для Sparkmaker) и время печати.
Простое окошко, печать зависит от размера слоя (25, 50, 100 микрон) и времени его засветки. Чем меньше слоя и дольше засветка — тем сильнее увеличивается время работы. Ну и от размера модели естественно.
Отмечу «фишку» — время рассчитывается для всего «рабочего поля». Одна деталь, или несколько деталей на все поле будут печататься с одинаковым количеством времени. Влияет только размер модели по высоте и толщина стоя
(количество слоев), с учетом времени засветки слоя.
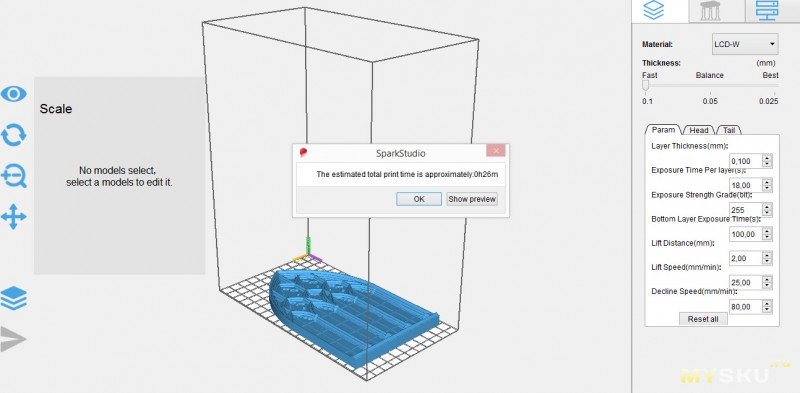
Резать модель в слайсере нельзя, функционал достаточно бедноват.
Нажимаем кнопку слева внизу (слои) и запускаем слайсер. Перед запуском процесса программа спросит указать ей папку или карту памяти. Если папку — без кириллицы.
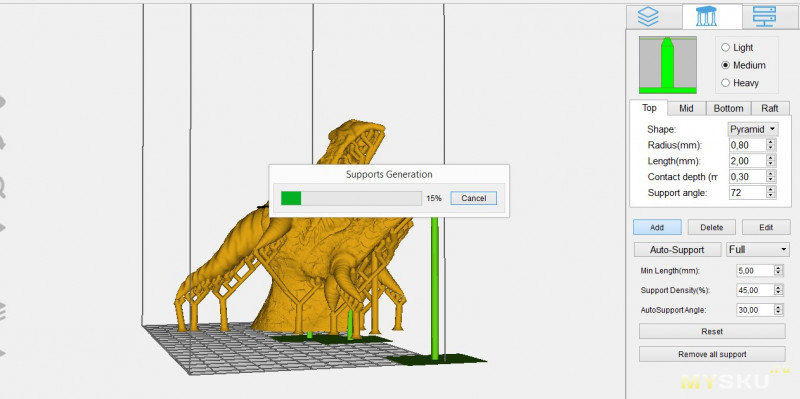
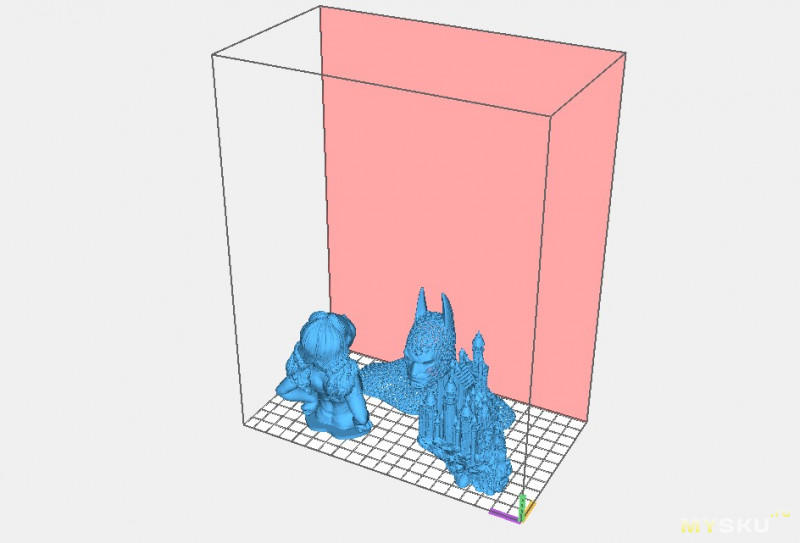
Зато поддержки можно расставлять и в ручную, и в авторежиме. Очень удобно и продуманно.
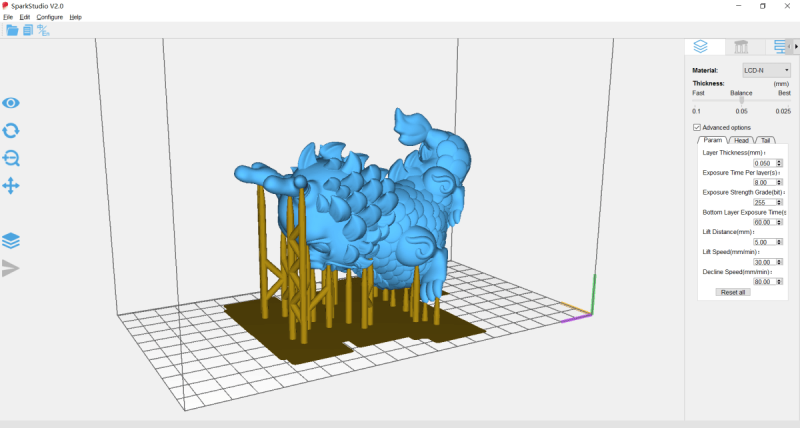
Берем сложную модель.
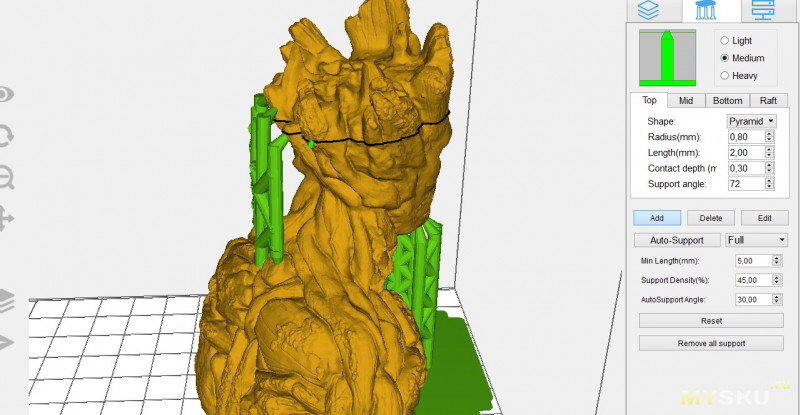
Справа вверху переключаемся в режим поддержек и вручную (Add) ставим туда, куда посчитали нужным поддержки.
Форма/свойства поддерживающих конструкций настраиваются.
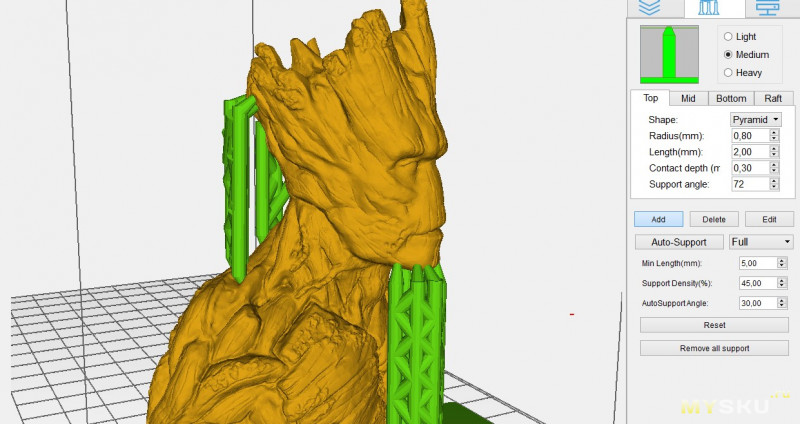
Можно запустить авто-расстановку.
Тестирование
Наверх ▲
Итак, закинули модель с нужными параметрами на карту памяти, стол выровняли, далее наливаем немного фотополимерной смолы.
Она в меру густая, будьте аккуратнее, много наливать нельзя, так как платформа погружается полностью. Около 100 мл, лучше меньше, для первых тестовых моделей.
Я использовал местный фотополимер 3Dlab Basic, в литровой фасовке. Это неплохой вариант по цене и качеству.

Заполняем ванночку, опускаем вручную (или принтер в автомате опустит) платформу.
Закрываем красным колпаком.

Подключаем блок питания.
Вставляем карту памяти.
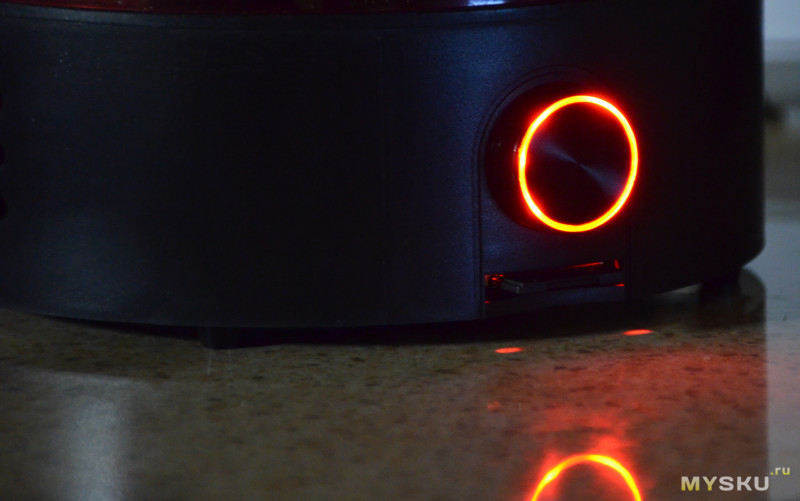
В энкодере кстати стоят по 4 светодиода по кругу, каждого цвета. Создается прикольный эффект, в том числе с «приветственным» миганием.
В ожидании — зеленым, при печати — красным.
Если нужно включить паузу, то при печати нажимаем на энкодер. Он загорается синим, ждем. Ждем завершения экспонирования слоя, как выполнит задание — поверхность откатывается на пару-тройку см вверх, можно проверить прогресс, качество, и подлить смолы если вдруг требуется.
Обратно «отжимаем» кнопку, принтер опускает платформу и печатает дальше, без смещений. На мой взгляд это большой плюс.

Должно быть вот так. Картинка с изображением моделей, напечатанных на этом принтере. Качество более чем достойное для такого малыша (картинка с оф. сайта).

Но у меня с первого раза получилось несколько не так. При запуске процесса слайсинга обращайте внимание на значения времени засветки, лучше подобрать заранее длительность для конкретного фотополимера.
А также, небольшой совет – обязательно соблюдаем чистоту — полимер очень маркий и липкий, и соблюдайте технику безопасности (инструкция обычно бывает на упаковке с полимером).
Поверхности платформы и ванночки должны быть чистые и обезжиренные.
А иначе будет вот так, как у меня получилось с первого раза)))))
Для теста взял одну из моделей с предыдущих обзоров. Просто интересно было посмотреть как печатает. Плоская невысокая модель печатается очень быстро — удобно подбирать время засветки. В моем случае, для слоя 0.05 мм для фотополимера от 3Dlab (Basic) время составило 18 секунд на слой, для слоя 0.1 мм 20 секунд. Время примерное, можно делать ± пару секунд.

После того, как достали платформу, можно снять деталь, желательно промыть ее в спирте и дополнительно закрепить под УФ-лампой. Подойдет простая УФ-лампа для наращивания ногтей, достаточно 2-3 минуты подержать модель. Если используете поддержки — их можно отделить после закрепления под лампой.
Вот что получается (до закрепления)
Фотополимер 3Dlab (Basic) достаточно эластичный.

Размеры модели совпадают с исходным чертежом, если и есть усадка смолы, то очень небольшая.
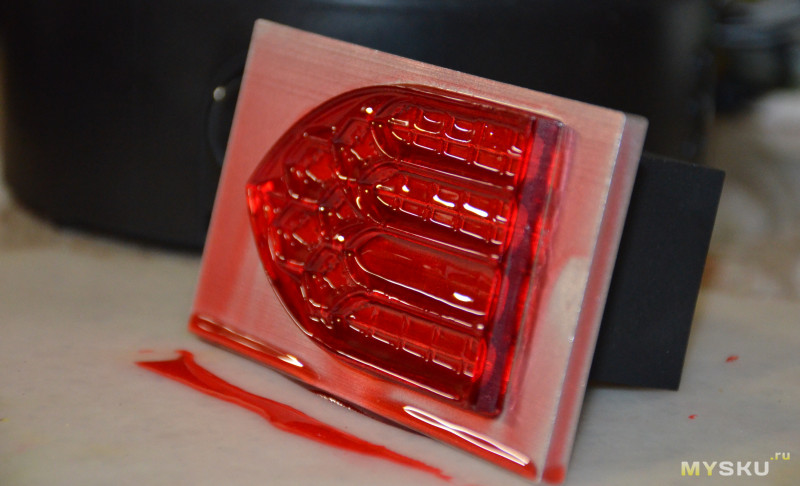
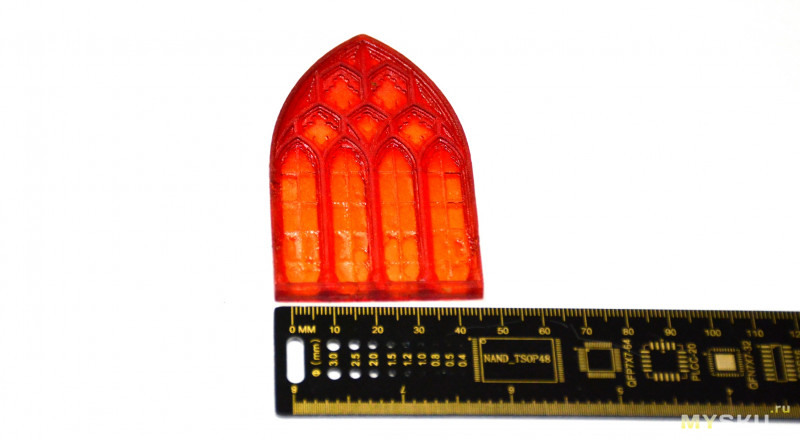
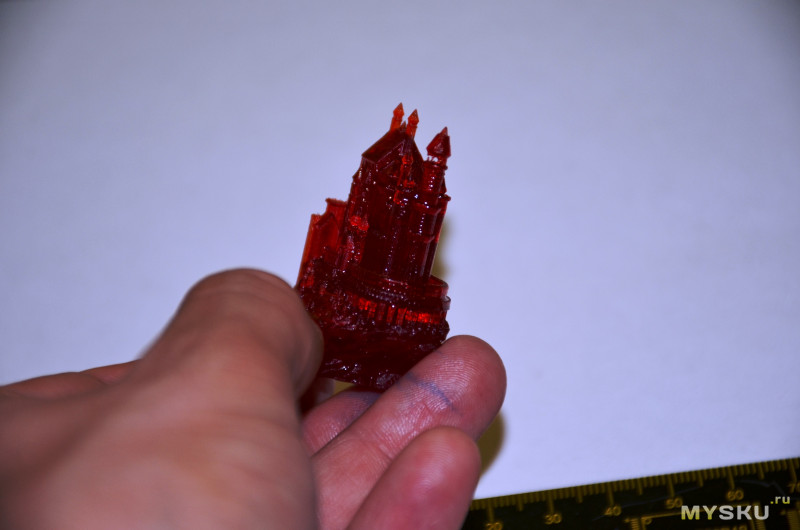
Выше была картинка готического витража в слайсере. Вот что получилось при печати.
Промытое в спирте окно.
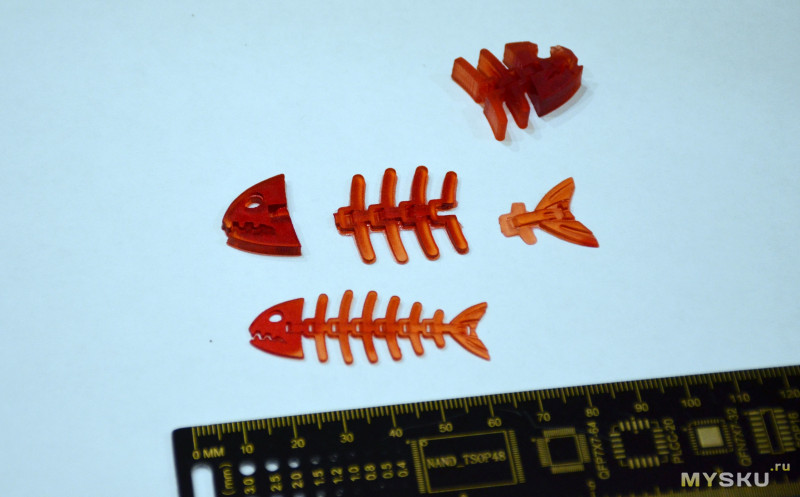
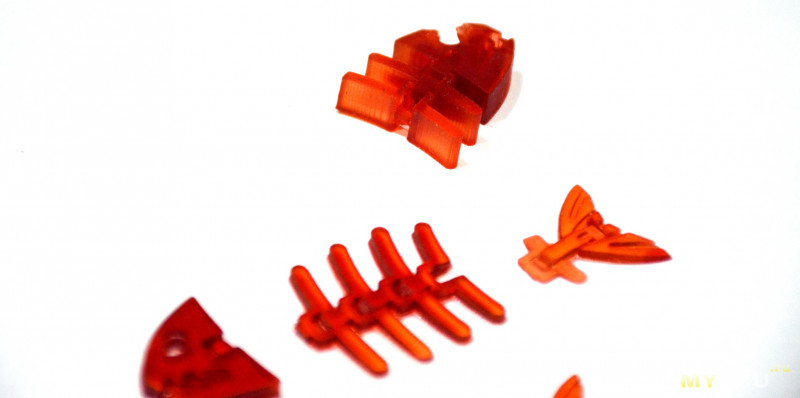
Попробовал сложные структуры типа сочлененных моделей, заодно сломал посмотреть как печатается(fozzy fish).
И если в FDM печати нужно уделять вниманию, как формируются «мостики», то здесь такой проблемы нет вообще.
Во время печати сделал паузу, подлил полимера.
Чуть переборщил — платформа погружается полностью, с верхом))))
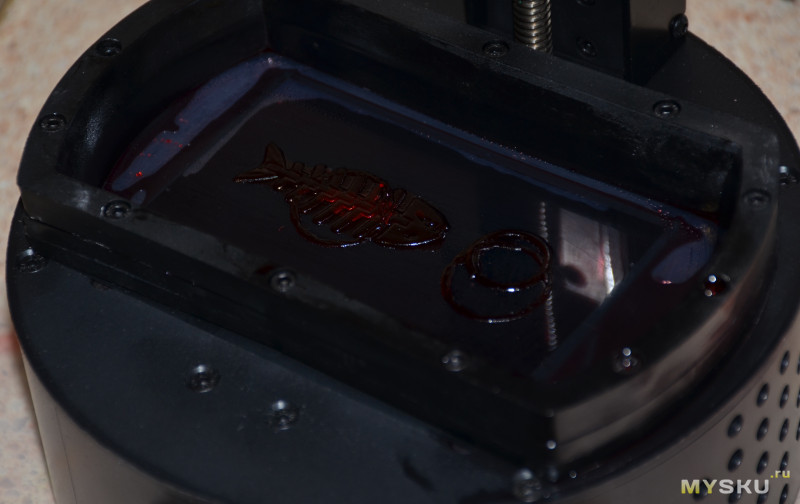
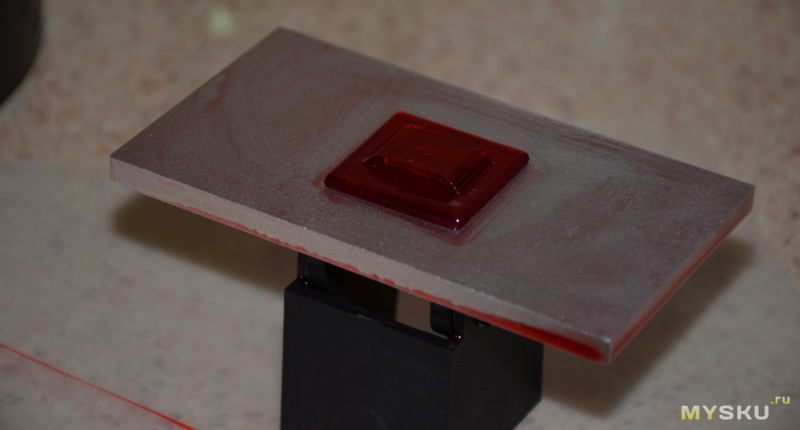
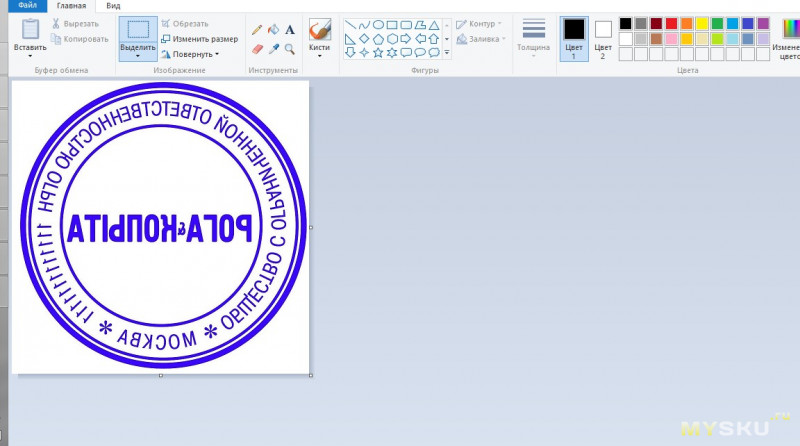
Отпечатал штампики.
Картинки брал из интернета, просто в поиске «контурные рисунки».
Можно нарисовать эскиз самостоятельно.
Берем/делаем/ищем любой нужный текст штампика или рисунок.
Загружаем его в Cura (при импорте настраиваем толщину подложки, высоту рисунка, размеры).
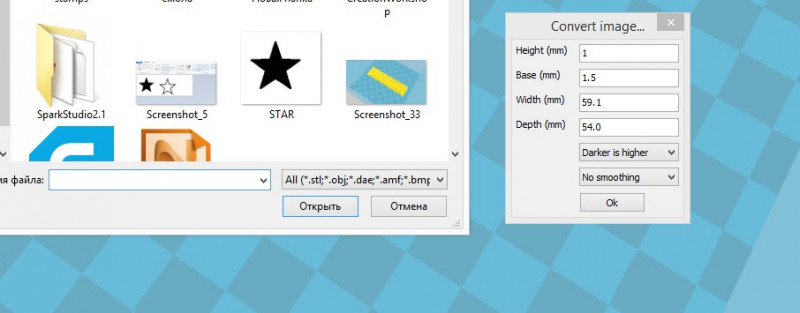
Сохраняем из Cura модель в *.STL
Полученную модель загружаем в Spark Studio.

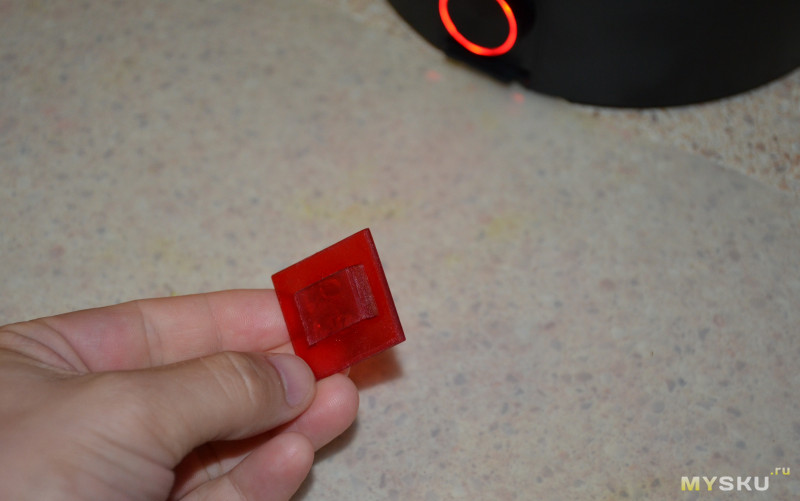
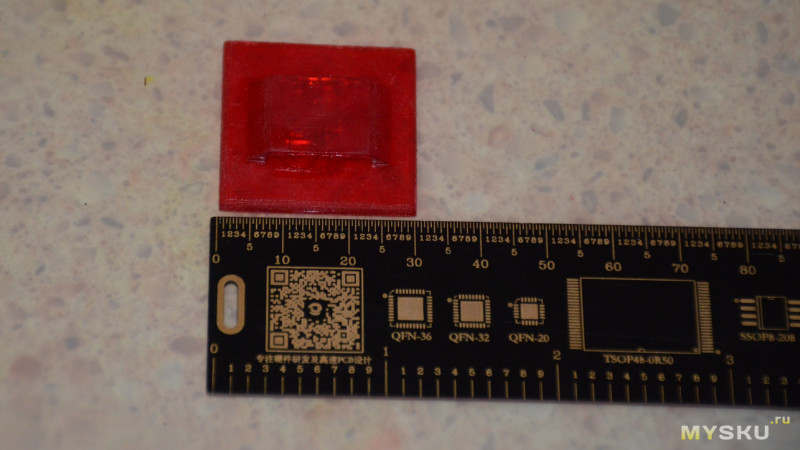
Вот что получилось.

Нужен для них удобный держатель
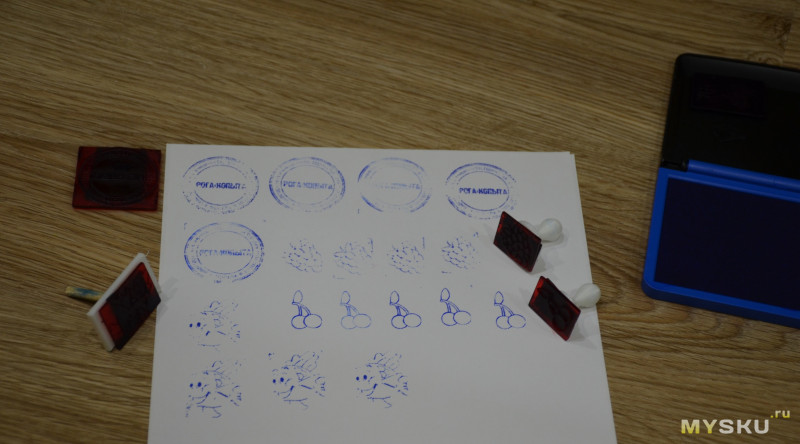
Не забываем зеркалить изображения для штампиков при необходимости.
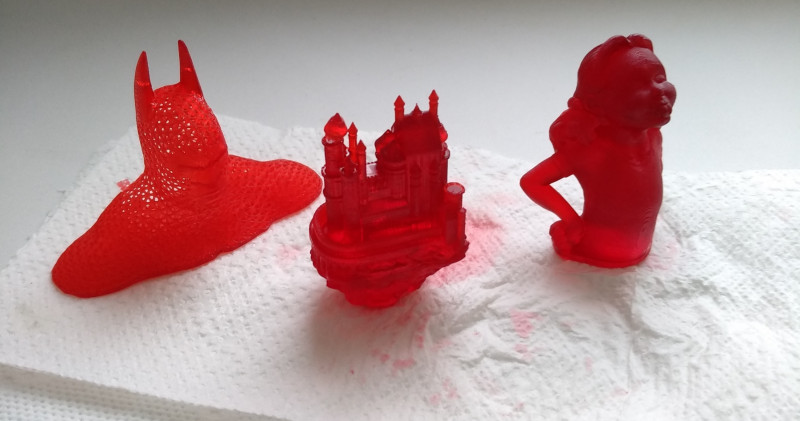
Тестовые девочки.

Тестовый замок.
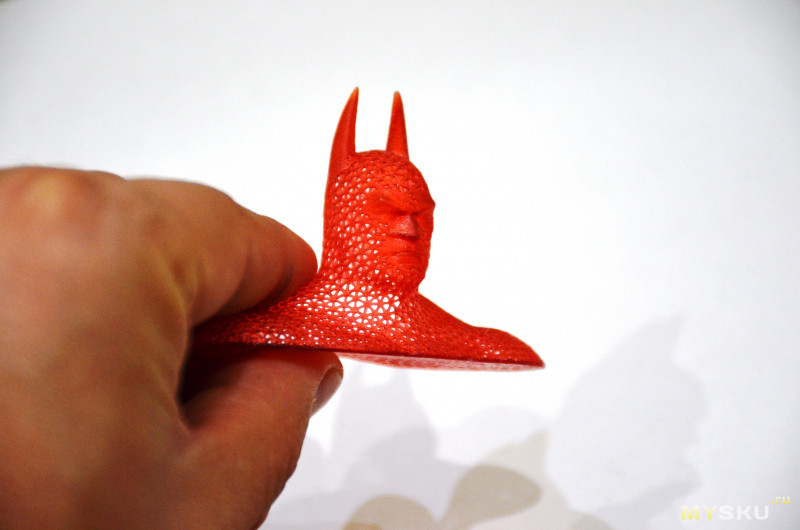
Бетмен из сетчатой структуры. Подобное весьма сложно для FDM.
Даю время закрепиться моделям, потом можно показать/поиграть/поставить на полку.
Дополнительная информация
Наверх ▲
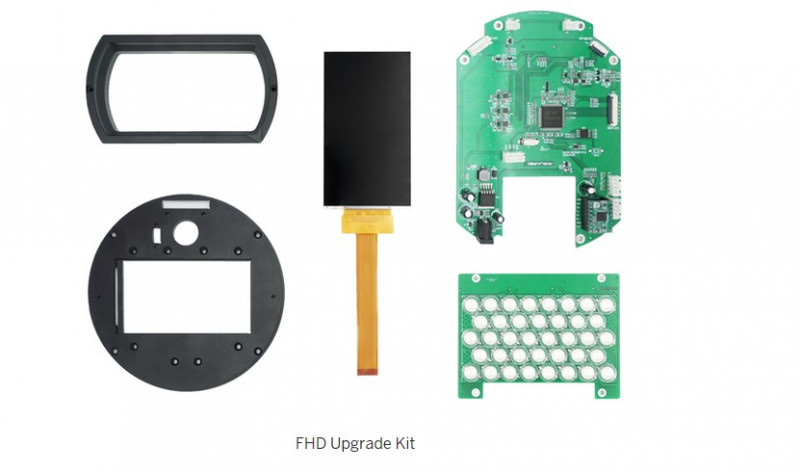
Отмечу: сейчас доступен для приобретения специальный апгрейд для принтера до FHD.
В комплекте есть металлическая ванночка, новый дисплей FHD, новая плата управления с блютузом (и приложением для смартфона), новый модуль УФ подсветки. Есть смысл апгрейдиться до «старшей версии».
The kit includes 1 x Metal Tank, 1 x Metal Panel, 1 x 1080p LCD Screen, 1 x Mainboard, and 1 x UV Backlight.
Нашел тип специальной пленки (антиадгезионной) от 3М. Это fep film 3M™ Dyneon™, а конкретно Fluoroplastic FEP 6303Z. Можно купить в промышленных рулонах, в рознице не нашел.
Видеопрезентация принтера
Инструкция (туториал)
Руководство пользователя
Разработчик и производитель принтера: WOW Innovation (Shenzhen) Technology Co., Ltd.
Официальный сайт принтера
Скачать ПО Spark Studio V2.1 и прошивку SparkMaker firmware V1.5
Заключение
Наверх ▲
Принтер отлично подойдет для начинающих фотополимерных печатников.
За минимальные деньги и усилия вы получаете работающий 3D принтер.
Остается только выбрать для себя подходящий полимер и спокойной заниматься творчеством.
После печати изделия промываются и дополнительно закрепляются в ультрафиолетовом свете. Это обеспечивает дополнительную прочность моделям.
Если есть желание, можно взять этот принтер для бизнеса — доукомплектовать 3Д лабораторию с минимальными затратами (аналоги стоят дороже). Можно взять для моделизма и печати сувениров, так как принтер позволят печатать с очень высокой детализацией масштабные копии. Если совсем серьезно заморочиться — то можно изготавливать мастер модели для отливки, что само по себе удобнее традиционного FDM (смола проще выжигается).
Отдельно выделю простоту обслуживания и работы с принтером. Производитель предлагает уже отслайсенные тестовые модели, достаточно интересные. Скачиваем — закидываем сразу на карточку, в принтер, и остается нажать кнопочку энкодера.
Для протирки лучше всего использовать салфетки или безворсовые тряпочки, со спиртом, этиловым или изопропиловым.
Рекомендую работать в перчатках — фотополимеры может вызывать аллергическую реакцию.
Очень понравилось, что принтер очень очень тихий.
При работе шумит только вентилятор — равномерный несильный шум. Я уверен, что при продуманном подходе, можно снизить обороты и шум вентилятора. А из двигателей есть только один по оси Z, который работает время от времени при перемещении вверх по слоям. Если изменить скорость перемещения вверх, то звук двигателя значительно снизится. Это является следствием примененных современных драйверов, а вернее одного драйвера, который умеет дробить шаг до 1/128.
Новая модель оказалась чуть более «продуманная». Ванночку в новой модели Sparkmaker заменили на металлическую, а матрицу на FDH. Также появилась возможность управления со смартфона. На мой взгляд, удобная и полезная функция, которой в старой модели (в обзоре) не хватает. Хорошо хоть, можно прикупить апгрейд-кид для старой версии ($99).
От себя отмечу отсутствие какой-либо индикации прогресса выполнения задания, фактически время до завершения можно оценить только визуально, вспоминая высоту модели, которую слайсили. Ну или будильник заводить.
Других нюансов не вспомню. Пауза работает корректно.
Сейчас фотополимерный 3Д принтер SparkMaker SLA можно приобрести со скидкой по купону GBRUSPARK109, цена составит $229.99.
Update — новый купон GBSparkMaker, цена 209.99
Быстрый полимер для фотополимерных принтеров с малой и средней областями печати фотополимер 3Dlab Basic.
Принтер отлично подойдет для начинающих, так как работает сразу из коробки и не требует каких-либо серьезных настроек/калибровок.
С помощью этой модели 3D принтера можно получить первый опыт фотополимерной печати, разобраться что и к чему, попробовать свои силы в новом творчестве.
Принтер обеспечивает печать слоя до 25 микрон, разрешение матрицы 845 x 480 точек, и при всей дешевизне он компактный и тихий. И печатает — каши не просит. Не нужно смотреть за постоянным нагревом, за сквозняками, следить за филаментом, чтобы не перехлестнулась нить… Поставил на несколько часов модель, и шуршит себе…
Если вам интересна фотополимерная печать или хотели узнать, как это происходит, тогда вам сюда)))
Приветствую всех посетителей сайта Mysku!
Для удобства, сделаю в обзоре небольшое содержание.
Содержание и быстрая навигация по тексту:
Описание стартапа, характеристики
Посылка, упаковка, комплект
Внешний вид, первое включение
Интерфейс программы SparkStudio
Тестирование
Дополнительная информация
Заключение
Описание стартапа, характеристики
Наверх ▲
Итак, этот принтер родом с Кикстартера. Некоторое время назад активная молодая команда фандила на разработку самого бюджетного фотополимерного принтера Спаркмейкер, и весьма удачно.
Собрали более полумиллиона долларов на разработку и запуск в производство нового бюджетного SLA принтера.
Они собрали более полумиллиона долларов на свой проект.
Принтер (тогда назывался SparkMaker WOW!) получился очень компактный.
А теперь 3Д принтер SparkMaker доступен в свободной продаже, можно приобрести в магазине Gearbest c бесплатной доставкой. Купон будет в конце обзора.
Характеристики:
Brand: SparkMaker
Type: Complete Machine
Print speed: 8 — 15 s/layer
Supporting material: Resin
XY-axis positioning accuracy: 0.01mm
Z-axis positioning accuracy: 0.002 mm
Voltage: 24V
Working Power: 48W
Packing Type: Assembled packing
Connector Type: SD card
Product weight: 2.0000 kg
Package weight: 3.0000 kg
Product size: 17.00 x 17.00 x 27.50 cm
Package size: 34.00 x 34.00 x 34.00 cm
Производитель приводит вот такую выборку-сравнение по ценам и возможностям доступных 3D SLA принтеров, на основании которой можно сделать вывод, что у команды WOW! получился очень даже неплохой принтер.
На анимации представлена «взрыв-схема» 3Д принтера.
Принтер представляет собой механизм с ванночкой и осью Z, на которой постепенно поднимается платформа для печати. Слой за слоем формируется изображение. Размер ванночки, а вернее платформы для печати 98 x 55 мм, высота подъема до 125 мм. Под ванночкой расположен IPS дисплей 4.5" с разрешением 845 x 480). В данной конфиругации доступна только печать с SD карты, фактически 3Д принтер автономный.
В истории разработки принтера мелькает вот это изображение: эскиз конструкции принтера и основные компоненты: рельса MGN15, винт Т8, двигатель для Z, матрица 4.5", матрица УФ светодиодов, плата управления + энкодер.
Основные рабочие компоненты: платформа для печати (алюминиевая), пластиковая ванночка, объемом примерно 100...120 мл, на дне ванночки установлена антиадгезионная пленка, под ванночкой — дисплей и матрица засветки.
Вот так выглядит процесс формирования модели (ускоренно).
Посылка, упаковка, комплект
Наверх ▲
Это более чем компактный 3Д принтер. Выглядит как цилиндр высотой 27.5 см, диаметром 17 см. Практически всю видимую часть занимает колпак из специального пластика (красного цвета). Это защитная крышка, предохраняющая от УФ лучей.
Пришел в аккуратной коробке. Такую можно подарить — очень даже производит впечатление.
Внутри в пенопластовом коконе находится принтер. Снаружи картонная коробка. Достаточно надежно.
Принтер в пакете, отдельно лежат инструкции.
Дополнительная информация - фото инструкции, вкладыша, QR коды с вкладыша на ПО
Итак, достаточно подробная инструкция.

В электронном виде я ее продублирую. Ссылка будет в конце обзора.
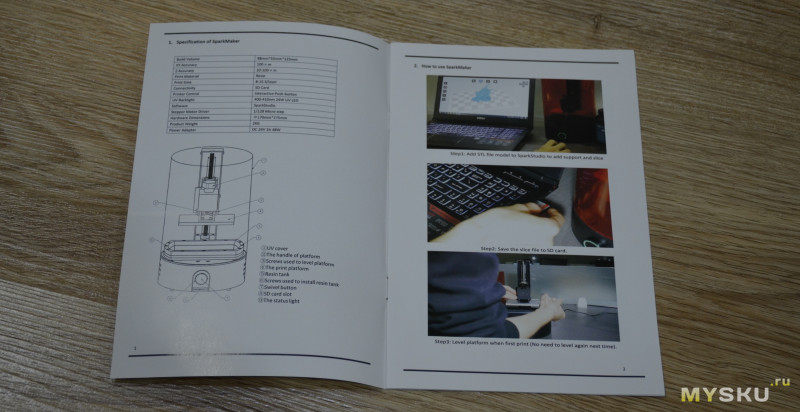
Есть QR коды на скачивание ПО и техподдержку
В электронном виде я ее продублирую. Ссылка будет в конце обзора.
Есть QR коды на скачивание ПО и техподдержку
Принтер зафиксирован в транспортном положении малярным скотчем.
Снимаем защитную крышку, снимаем транспортный скотч.
Под кареткой находится блок питания, ключ-шестигранник.
Ванночка защищена блоком пенополиэтилена.
Блок питания простой, легкий, со стандартной евровилкой.
Параметры 24В/2А, круглый джек обычный.
Внутри была наклейка WOWi, хотите клейте, хотите нет.
Внешний вид, первое включение
Наверх ▲
Детали принтера, на которые есть смысл обратить внимание.
Ванночка небольшого размера, пластиковая, разборная. У нового поколения принтера появилась металлическая ванночка. Она съемная, можно обслужить.
Антиадгезионная FEP-пленка для ванночки от 3М.
Энкодер и кардридер
При работе энкодер отображает состояние 3 цветами.
Зеленый — готов, простаивает. Можно вручную оперировать платформой (вверх и вниз), поворачивая энкодер.
Если вставлена карта памяти, то достаточно нажать на энкодер для начала печати. Загорится красный цвет.
Если долго держать при печати нажатый энкодер, то печать отменится.
Если просто нажать во время печати, включится пауза. Принтер отъедет немного наверх, можно будет оценить количество оставшегося фотополимера и прогресс печати. В таких случаях подсветка становится синей.
Платформа для печати крепится на одной оси Z в виде рельсы и винта Т8.
Платформа — кусок алюминия. Не полированный. Вырезан аккуратно.
Размер оси примерно 210мм, но
Для крепления платформы предусмотрен винт с барашком.
В качестве направляющей оси Z служит рельса MGN15 с удлиненной кареткой. Для поднятия и опускания — винт Т8, гайка которого закреплена на каретке.
Внизу видно муфту двигателя и оптический датчик по Z. Он уже откалиброван по высоте, ничего регулировать не требуется.
Еще фото механизма
Слева и справа есть вентиляционные отверстия, через которые видна начинка: матрица, плата.
Все это дело обдувает вентилятор.
Если заглянуть вовнутрь, то виден массив линзованных мощных светодиодов с UV-спектром. Очень дешевое и эффективное решение. А главное, всегда можно заменить 1-2 диода, если вышли из строя (если, конечно, найти аналоги).
После распаковки и перед печатью рекомендую выровнять платформу.
Вот эти 4 винта служат для фиксации платформы.
Ослабляем, опускаем платформу, пока не сработает концевик.
Платформа должна свободно без зазоров, ровно, лежать на дне ванночки.
Затягиваем винты как есть. Комплектный шестигранник короткий, использовал свои. Винты под шестигранник на 3мм.
Все, принтер настроен)))
Можно переходить к следующему этапу.
Интерфейс программы SparkStudio
Наверх ▲
Сделаю небольшое введение в ПО SparkStudio.
Это простая программа-слайсер с обычным набором функций.
В левом блоке есть кнопки вращения, перемещения, масштабирования (как в Cura и других слайсерах), чуть ниже — функция запуска слайсера.
В правом блоке настройки принтера (длительность засветки слоя и скорости перемещения).
Закидываем любой STL файл, крутим-вертим, нажимаем на кнопку слайсинга, получаем файл («родного» формата для Sparkmaker) и время печати.
Простое окошко, печать зависит от размера слоя (25, 50, 100 микрон) и времени его засветки. Чем меньше слоя и дольше засветка — тем сильнее увеличивается время работы. Ну и от размера модели естественно.
Отмечу «фишку» — время рассчитывается для всего «рабочего поля». Одна деталь, или несколько деталей на все поле будут печататься с одинаковым количеством времени. Влияет только размер модели по высоте и толщина стоя
(количество слоев), с учетом времени засветки слоя.
Резать модель в слайсере нельзя, функционал достаточно бедноват.
Нажимаем кнопку слева внизу (слои) и запускаем слайсер. Перед запуском процесса программа спросит указать ей папку или карту памяти. Если папку — без кириллицы.
Зато поддержки можно расставлять и в ручную, и в авторежиме. Очень удобно и продуманно.
Берем сложную модель.
Справа вверху переключаемся в режим поддержек и вручную (Add) ставим туда, куда посчитали нужным поддержки.
Форма/свойства поддерживающих конструкций настраиваются.
Можно запустить авто-расстановку.
Если требуется больше информации - под спойлером пара видео использования слайсера
Общая информация про SparkStudio
Расстановка поддержек
Расстановка поддержек
Тестирование
Наверх ▲
Итак, закинули модель с нужными параметрами на карту памяти, стол выровняли, далее наливаем немного фотополимерной смолы.
Она в меру густая, будьте аккуратнее, много наливать нельзя, так как платформа погружается полностью. Около 100 мл, лучше меньше, для первых тестовых моделей.
Я использовал местный фотополимер 3Dlab Basic, в литровой фасовке. Это неплохой вариант по цене и качеству.
Заполняем ванночку, опускаем вручную (или принтер в автомате опустит) платформу.
Закрываем красным колпаком.
Подключаем блок питания.
Вставляем карту памяти.
В энкодере кстати стоят по 4 светодиода по кругу, каждого цвета. Создается прикольный эффект, в том числе с «приветственным» миганием.
В ожидании — зеленым, при печати — красным.
Если нужно включить паузу, то при печати нажимаем на энкодер. Он загорается синим, ждем. Ждем завершения экспонирования слоя, как выполнит задание — поверхность откатывается на пару-тройку см вверх, можно проверить прогресс, качество, и подлить смолы если вдруг требуется.
Обратно «отжимаем» кнопку, принтер опускает платформу и печатает дальше, без смещений. На мой взгляд это большой плюс.
Должно быть вот так. Картинка с изображением моделей, напечатанных на этом принтере. Качество более чем достойное для такого малыша (картинка с оф. сайта).
Но у меня с первого раза получилось несколько не так. При запуске процесса слайсинга обращайте внимание на значения времени засветки, лучше подобрать заранее длительность для конкретного фотополимера.
А также, небольшой совет – обязательно соблюдаем чистоту — полимер очень маркий и липкий, и соблюдайте технику безопасности (инструкция обычно бывает на упаковке с полимером).
Поверхности платформы и ванночки должны быть чистые и обезжиренные.
А иначе будет вот так, как у меня получилось с первого раза)))))
Для теста взял одну из моделей с предыдущих обзоров. Просто интересно было посмотреть как печатает. Плоская невысокая модель печатается очень быстро — удобно подбирать время засветки. В моем случае, для слоя 0.05 мм для фотополимера от 3Dlab (Basic) время составило 18 секунд на слой, для слоя 0.1 мм 20 секунд. Время примерное, можно делать ± пару секунд.
После того, как достали платформу, можно снять деталь, желательно промыть ее в спирте и дополнительно закрепить под УФ-лампой. Подойдет простая УФ-лампа для наращивания ногтей, достаточно 2-3 минуты подержать модель. Если используете поддержки — их можно отделить после закрепления под лампой.
Вот что получается (до закрепления)
Фотополимер 3Dlab (Basic) достаточно эластичный.
Размеры модели совпадают с исходным чертежом, если и есть усадка смолы, то очень небольшая.
Выше была картинка готического витража в слайсере. Вот что получилось при печати.
Промытое в спирте окно.
Попробовал сложные структуры типа сочлененных моделей, заодно сломал посмотреть как печатается(fozzy fish).
И если в FDM печати нужно уделять вниманию, как формируются «мостики», то здесь такой проблемы нет вообще.
Во время печати сделал паузу, подлил полимера.
Чуть переборщил — платформа погружается полностью, с верхом))))
Отпечатал штампики.
Картинки брал из интернета, просто в поиске «контурные рисунки».
Можно нарисовать эскиз самостоятельно.
Берем/делаем/ищем любой нужный текст штампика или рисунок.
Загружаем его в Cura (при импорте настраиваем толщину подложки, высоту рисунка, размеры).
Сохраняем из Cura модель в *.STL
Полученную модель загружаем в Spark Studio.
Вот что получилось.
Нужен для них удобный держатель
Не забываем зеркалить изображения для штампиков при необходимости.
Тестовые девочки.
Тестовый замок.
Бетмен из сетчатой структуры. Подобное весьма сложно для FDM.
Даю время закрепиться моделям, потом можно показать/поиграть/поставить на полку.
Дополнительная информация
Наверх ▲
Отмечу: сейчас доступен для приобретения специальный апгрейд для принтера до FHD.
В комплекте есть металлическая ванночка, новый дисплей FHD, новая плата управления с блютузом (и приложением для смартфона), новый модуль УФ подсветки. Есть смысл апгрейдиться до «старшей версии».
The kit includes 1 x Metal Tank, 1 x Metal Panel, 1 x 1080p LCD Screen, 1 x Mainboard, and 1 x UV Backlight.
Нашел тип специальной пленки (антиадгезионной) от 3М. Это fep film 3M™ Dyneon™, а конкретно Fluoroplastic FEP 6303Z. Можно купить в промышленных рулонах, в рознице не нашел.
Видеопрезентация принтера
Инструкция (туториал)
Руководство пользователя
Разработчик и производитель принтера: WOW Innovation (Shenzhen) Technology Co., Ltd.
Официальный сайт принтера
Скачать ПО Spark Studio V2.1 и прошивку SparkMaker firmware V1.5
Заключение
Наверх ▲
Принтер отлично подойдет для начинающих фотополимерных печатников.
За минимальные деньги и усилия вы получаете работающий 3D принтер.
Остается только выбрать для себя подходящий полимер и спокойной заниматься творчеством.
После печати изделия промываются и дополнительно закрепляются в ультрафиолетовом свете. Это обеспечивает дополнительную прочность моделям.
Если есть желание, можно взять этот принтер для бизнеса — доукомплектовать 3Д лабораторию с минимальными затратами (аналоги стоят дороже). Можно взять для моделизма и печати сувениров, так как принтер позволят печатать с очень высокой детализацией масштабные копии. Если совсем серьезно заморочиться — то можно изготавливать мастер модели для отливки, что само по себе удобнее традиционного FDM (смола проще выжигается).
Отдельно выделю простоту обслуживания и работы с принтером. Производитель предлагает уже отслайсенные тестовые модели, достаточно интересные. Скачиваем — закидываем сразу на карточку, в принтер, и остается нажать кнопочку энкодера.
Для протирки лучше всего использовать салфетки или безворсовые тряпочки, со спиртом, этиловым или изопропиловым.
Рекомендую работать в перчатках — фотополимеры может вызывать аллергическую реакцию.
Очень понравилось, что принтер очень очень тихий.
При работе шумит только вентилятор — равномерный несильный шум. Я уверен, что при продуманном подходе, можно снизить обороты и шум вентилятора. А из двигателей есть только один по оси Z, который работает время от времени при перемещении вверх по слоям. Если изменить скорость перемещения вверх, то звук двигателя значительно снизится. Это является следствием примененных современных драйверов, а вернее одного драйвера, который умеет дробить шаг до 1/128.
Новая модель оказалась чуть более «продуманная». Ванночку в новой модели Sparkmaker заменили на металлическую, а матрицу на FDH. Также появилась возможность управления со смартфона. На мой взгляд, удобная и полезная функция, которой в старой модели (в обзоре) не хватает. Хорошо хоть, можно прикупить апгрейд-кид для старой версии ($99).
От себя отмечу отсутствие какой-либо индикации прогресса выполнения задания, фактически время до завершения можно оценить только визуально, вспоминая высоту модели, которую слайсили. Ну или будильник заводить.
Других нюансов не вспомню. Пауза работает корректно.
Сейчас фотополимерный 3Д принтер SparkMaker SLA можно приобрести со скидкой по купону GBRUSPARK109, цена составит $229.99.
Update — новый купон GBSparkMaker, цена 209.99
Быстрый полимер для фотополимерных принтеров с малой и средней областями печати фотополимер 3Dlab Basic.
Самые обсуждаемые обзоры
| +94 |
5799
188
|
| +73 |
2650
39
|
| +246 |
4986
40
|
ближайший конкурент по цене это Wanhao D7 (около $400)
Штампик по образцу из интернета из разряда ненужных подарков.
А штампики интересны для детей)))
Ну и в подарок можно сделать кому-либо))))
интересует стоимость расходников?
Что происходит и что делать с остатками в ванне?
Содержимое не портится. Как вариант — можно шприцом обратно откачать из ванночки.
Главное, чтобы не было мусора там. Если мусор есть (например, оторванные поддержки, мало ли), можно использовать бумажные фильтры для процеживания.
Если печатаете непрерывно — то просто подливать по факту использования и не заморачиваться.
А, забыл сказать — при печати почти нет запаха.
Интересен также процент потерь — налитого и вес отпечатанного?
Вес замка из обзора (тестовый замок) 9 г.
Вес окна-витража 8 г.
У меня за все время тестов не ушло даже 100 мл (две недели, много моделей).
Взвесил в шприце 10 мл: 12 г.
уже от 40-50 мл в ванночке можно печатать небольшие модели.
На стенках не остается.
Не испаряется.
Когда вынимаю, остается немножко на модели, но это очень очень мало.
Автоматом копируется 1 файл.
print.wow
Если на карте что-то есть с таким же названием — перетирается. Это и есть «защита от дурака».
Выбрать/хранить модели на карте памяти нельзя, соответственно. Понимает только 1 файл (print.wow).
В этом плате версия с подключением к смартфону интереснее.
В обзоре эластичный, я брал еще модельный, он как стекло по прочности, после отверждения.
Литра хватает на оооочень много.
У Wanhao есть фасовка по поллитра, удобно, подешевле.
С картриджами есть принтеры, другая ценовая категория (несколько тысяч $), с картриджам тоже проблем полно (текут и т.п.)
За обзор автору спасибо!
Ссылка в л/с.
Спасибо заранее
Спасибо заранее))
Мне тоже ссылку если можно, у меня жена стоматолог).
Подробная инструкция
При нагревании не оставляет золы, потом можно заливать в полости металлы (актуально для ювелирки).
Полностью выжигаемых полимеров не существует в принципе.
С полимерными 3D принтерами ювелиры бьются уже лет 8. Первые принтеры были дорогущие немецкие Envisiontec
envisiontec.com/3d-printers/perfactory-family/perfactory-4-standard/
Их и сейчас пытаются продавать на российском рынке.
Сначала был полимер оранжевого цвета EC500, сотни экспериментов не привели к положительному результату, зольность все равно была, которая просто губила все литье в опоке. То есть ставить модели из полимера с обычными восковыми моделями нельзя. Продукты горения загрязняли всю полость формы-опоки.
Далее появился зеленый полимер Epic, по заверениям производителя «нулевой зольности и пригоный для дальнейшего формования в жидкую двухкомпонентную резину».
Но на вопрос а что делать с поддержками, которых приходится ставить огромное количество на любой мало-мальски сложной модели менеджеры отводили глаза.
Поэтому на данном этапе подобная технология пригодна разве только для быстрого прототипирования будущей модели, что бы подержать в руках и посмотреть как будет смотреться, например, кольцо на руке.
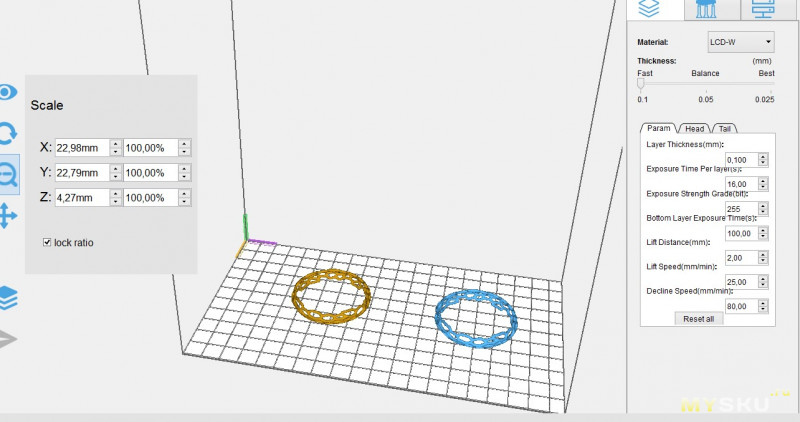
То же кольцо будет печататься минут 12-15, и уже можно подержать в руках.
Для технологии ЛВМ полимеры еще не доросли, по крайней мере на уровне цветных металлов с относительно небольшой температурой прокалки опок и заливки металла.
по идее можно попробовать печатать резинку сразу под восковки, из сабжевого фотополимера
Для сложных объектов или единичных изделий это оправдано.
В зависимости от используемого материала модель может выплавляли, выжигаться или растворяться.
Даже в случае использования воска, не всегда удается его полностью вытопить и остатки в форме выжигаются при прокалке опоки.
В части пластиков, подозреваю, далее если это термопластичные пластики, из скорее всего невозможно полностью «вытопить» а если используются uv-отверждаемые, то скорее всего и в принципе невозможно. В связи с чем модели из них предварительно выжигают, а потом льют в опоку без модели.
Конечно, полимер можно выжечь на температуре 1000+ градусов, практически бесследно.
Но, формовочные смеси, применяемые в ювелирке и литье мелкой пластики не предназначены для таких температур. Ювелирные формомассы состоят из гипса и кристобалита, на температурах свыше 800 они растрескиваются.
Исключение — массы для платины, так называемые фосфатные. Они держат температуру до 1500, но цена на такие смеси нивелирует разницу в стоимости выращивания между, например СолидСкейпом на полностью выжигаемом воске, и подобными принтерами.
Есть специальные пластики, которые выгорают лучше, чем воск — оставляя меньше «остатков»
Пластиков лучше чем воск не существует.
На момент 2х лет назад на их форуме выкладывали список полимеров для разных задач, он насчитывал около 100 разных полимеров, неужели у вас на предприятии все протестировали?
Так если нет, то ваш довод, что вы на ювелирном предприятии — ни о чем.
Повторюсь, у них на форуме очень много ювелиров — они давали подробный отчет какой полимер лучше для ювелирки
И знаете как тестировали все эти полимеры? Брали ОДНУ модель, и формовали ее в опоку. Одна-две еще может быть показывают сносные результаты. Я же говорил о масштабном применении в промышленности, когда на «елке» ставится около сотни восковок.
И когда на «елке» стоит десятка два полимерных — вся елка идет в утиль по причине загрязнения газовой пористостью.
Если вы узнали о полимерах года два назад, то я плотно работал на подобных принтерах 8 лет назад.
Опять же 100 полимеров тестировать и ставить эксперименты на драгметаллах очень невыгодно и убыточно.
Повторюсь, ювелиры, которые отписываются на данном форуме — ювелиры одиночки. Для которых формовать одну пластиковую модельку в опоку размером с стакан — обычное дело. На производствах с массовым выпуском так не работают.
Изучите матчасть, а именно литье по выжигаемым (выплавляемым) моделям, хотя бы примерный цикл ювелирного производства, а затем читайте ыорумы людей, которые о ювелирке не знают практически ничего.
Я говорю о том, что полимер имеет такую же или меньше зольность, чем воск. Ни о каком газе и массовом производстве речь не идет. Я говорю только о зольности и не более.
Но да, вы в этом правы, Ювелиры, которые там работают — производят по одной-две эксклюзивных модели и все.
Для себя я открыл длп принтеры довольно таки давно. Я даже сам один собрал. Но, более 2х лет не следил за форумом и полимерами, от того и говорю что 2 года назад там люди выкладывали.
п.с. я ювелиркой не занимался. Так поигрался и распродал по запчастям. Слишком у меня большой и времени требует.
нулевая зольность нужна для ЛВМ, для заливки в резину она разумеется не нужна
Спасибо за обзор.
$314 текущий лот, + пересылка (3 кг, около $70).
Будет в школе всех удивлять.
Сам фотополимер, конечно, загружать со взрослыми, а вот моделировать/красить/собирать может сам.
При печати почти не шумит (только вентиляторы), и почти нет запаха.
Такие вещи делают!!!!
Вот чертежи/3д модель
А по поводу «хрупкости» — фотополимеры разные, есть «усиленные».
Бюсты еще неплохо выходят. По поводу усиленных надо почитать, раньше вроде были только твердые и хрупкие, либо эластичные. А после затвердевания модели солнца не боятся?
Может колер выгорать на ярком солнце — это нормально.
Обычно красят такие модели (постобработка), получается очень даже не плохо.
Кстати, на печати, по моему, ошибка.
Рога & Копыта вроде было не общество с ограниченной ответственностью, а общество с безграничной безответственностью.
И сколько стОит замена?
Мой выбор пока FDM- стоимость печати дешевле почти на порядок (10 раз), максимальный объем моделей в десятки раз больше, постобработка позволяет получить идеальную гладкость при необходимости. Аналогичные модельки печатал из SBS Watson.
На кикстартере было 70usd
Есть смысл посмотреть Anycubic Photon
https://www.gearbest.com/3d-printers-3d-printer-kits/pp_1579266.html
И второй вопрос, есть ли для него такая смола, чтобы на выходе по упругости и хрупкости было, как ABS?
Тут процесс схож с фотолитографией, которая позволяет формировать структуры с огромным разрешением.
Точность и детализация тут зависят от разрешения матрицы, через которую проходит УФ излучение.
Тут я увы не в теме, тоже присоединяюсь к вопросу.
Штампики для ребёнка можно)
Обычная УФ лампа или УФ светодиод не подходят?
Получается разрешение в этой комплектации как у FDM с соплом 0.15 мм, предполагаю, что резкость еще немного падает на пленке.
Смола, я так понял хрупкая или гибкая (типа PLA vs SBS) — на выбор.
Вот бы температуру размягчения узнать…
Но металл он не заменит. И даже прочные индустриальные пластики типа фторопласта не заменит
Фторопласт очень текуч и легко деформируется.
По большому счету до полноценного принтера там не хватает линейной направляющей, шагового двигателя и печатабельных на FDM деталей
Вы имеете в виду RepRap? Есть проекты фотополимерных самоделок, по цене близки к SparkMaker.
Практически. По описанию этот upgrade kit — бОльшая часть потенциальной самоделки.
Из покупных деталей понадобятся
рельс MGN12 ~14$
ходовой винт с гайкой ~5$
ШД ~6$
Соединительная муфта и прочий крепеж — ну пусть еще 5$
Остальное либо печатабельно, либо из ближайшего супермаркета.
Предзаказ на коробочный FHD принтер сейчас $249.00
Неплохой шанс
сэкономить 100$помучаться с настройками (до этого поупражнявшись в конструировании/моделировании). Но проект может получиться зачетнымОтличная идея, я не додумался.
Нужно будет колпак сделать защитный от УФ.
Пленки FEP есть в большом количестве от Wanhao D7 на Али. Недорого.
Что делать с прошивкой/ПО?
Так материнка в апгрейд ките же
2) по фото там обычный a4988, микрошаг регулируется
3) на крайний случай — настройки слайсера
Там что-то их новых, которые дробят 1/128.
А еще лучше найти прошивку в исходниках.
Интересует что-то типа «человек в форме» в масштабах 1:72, 1:144 — будут видны «погоны» при разрешении 845x480?
Подойдет ли данный принтер для печати «фототравления», «смолы»? Если «да», то «окупится» ли. Пусть не в «бизнесе», а для себя.
Например, "WOODEN DECK FOR Z24(40024-5) BATTLESHIP NAGATO 1941 Hasegawa" стоит «пятачок».
ЗЫ. Пример не удачный — забыл про «крошечность» данного принтера, а «махоньких матросиков» в продаже не встречал. :(
Слои видны на глаз, если печатать 0,1 мм. Если печатать 0,025, практически не заметно.
Да и никто постобработку не отменял)
Очень плохой рейтинг на иностранных обзорах и на Amazon. И вроде хочется, но как-то очень они настораживают, и большой процент — просто ничего не получилось с печатью, каково ваше мнение по этому поводу?
https://www.banggood.com/Kelant-Orbeat-D100-2K-UV-LED-DLP-Resin-3D-Printer-11565155mm-Build-Size-p-1364409.html
А вот и на распродаже 11/11
https://aliexpress.com/item/item/2017-touch-screen-SLA-DLP-LCD-3d-printer-with-250ml-free-resin-sample/32828165683.html,searchweb201602_5_10065_10068_318_319_317_10696_450_10084_5723513_10083_10618_452_535_534_533_5025915_10307_532_204_10059_10884_323_10887_100031_5728715_320_321_322_10103_448_449,searchweb201603_55,ppcSwitch_0_ppcChannel&algo_expid=fa2534f8-1d06-4d1e-a59d-45cb1abdeb86-5&algo_pvid=fa2534f8-1d06-4d1e-a59d-45cb1abdeb86
Spark / Kelan
разрешение XY 0.100 / 0.047(меньше лучше)
разрешение Z 0.0200 / 0.0125 (меньше лучше)
размер построения 102*56*125 / 115*65*155 (Большое лучше)
интерфейс нет(кнопка) / сенсорная панель
Подключение к пк нет / есть
автоуровень нет / есть
Скорость построения 8-15с / 3-10с (как меряют не пойму, т.к. тут к полимеру вопрос)
комплектация принтер / принтер + перчатки, шпательки, пласкогубцы и доп тефлоновая пленка
цена 250 (229 с купоном) / 369
я не агитирую, я не имею ни одного. Я просто сравниваю два принтера по ттх на бумаге.
Планирую себе приобрести второй — это все-равно лучше, чем FHD версия спарка.
Вообще у этого продавца несколько вариантов в разных ценовых диапазонах.
— подключается по USB (как управлять по HDMI — не представляю). Соответственно некоторым (например, мне) нужно управление из-под малинки. «кнопками и дисплеем» (на своем FDM) пользовался раза 3-4 сразу после сборки. Я (возможно только я) даже не рассматриваю принтеры без «подключения к сети». Принтеры с подключением «таки да» © — дороже.
ЗЫ.
Я почему дал ссылку на продавца — это как с «попугаями». Если врет, то про все принтеры одинаковою (я про Spark)
2. Налоги платить дополнительно за полимер — не охота.
3. В том то и разница! орбит работает как с так и без компа. А ваш — только через комп.
мой самосбор работает на том же софте. У вашего принцип такой — софт открывает на весь экран вам картинку. Так вот, если случайно запустился скринсейвер, позвонили в скайп и прочее — вот это и на печати.А когда принтер независимый — подключил, отправил на печать. Ушел с этим ноутом гулять, а печать продолжается.
я по этому и спрашиваю, чем ваш лучше.
— Я печатаю «с малинки» (octoprint), удаленно. Обнаглел на столько, что звоню и прошу вынуть (тупо открыть дверцу, достать то, что там есть и положить рядом с «ящиком») «изделие», чтобы начать печатать новое. (У меня ситалловое стекло и мазать его ничем не надо).
Просто изначально вы сказал Вот и вопрос почему «тогда уж»?
AliRadar дает продавцу 78%
ЗЫ. Про доставку, налоги и т.п. — для «моих координат» пока не актуально.
Желтушный без доставки 340, а орбит — 290.
1) Наличие дисплеев в продаже. Отдельно, а не в виде кита апгрейда. Дисплей в таких принтерах это расходник.
2) возможность снести прошивку и накатить туда нанодлп.
кстати, а ссылка на этот апгрейд-кит есть?