Сварочные кабельные штекеры Varteg и их применение для сварки скруток

- Цена: 116р за 2шт
- Перейти в магазин
Ранее, я уже показывал неплохие сварочные штекеры, купленные на али
ссылка В комментариях меня упрекали, что лучше их покупать на месте, вот теперь и сравним их с бюджетными штекерами, купленными в известном интернет магазине.
Продаются в удобном пакетике


Внутренности доверия не вызывают, хлипкие они
В сравнении с нормальными


Резиновые защитные чехлы — одинаковые

Сравнительные размеры латунных наконечников
Шестигранник 13/14мм
Длина 23,5/28мм
Толщина стенки в самом тонком месте 1,0/1,5мм
Гильзы стальные омеднённые
Итого, на Али я купил штекеры лучшего качества, чем в местном магазине. Да, можно и тут купить отличные штекеры, но стоить они будут ощутимо дороже, что впрочем неудивительно. Для моего применения не требовались качественные штекеры и обозреваемые запросто подошли, но для дуговой сварки на большие токи в длительном режиме я бы их точно не поставил.
Теперь немного поговорим о неразборных контактных соединениях проводов.
К ним относятся: сварка, пайка и опрессовка
Идеального способа неразборного соединения проводов в принципе не существует, каждый из них имеет достоинства, недостатки и область применения.
Достоинства сварного соединения проводов:
— очень быстрый
— простой в исполнении, требуется минимальный навык
— не требует расходных материалов, потому очень дешёвый
— сваривать можно как однопроволочные (жёсткие) так и многопроволочные (гибкие) провода
— можно сваривать алюминиевые провода (после некоторой тренировки)
Недостатки:
— требуется наличие сварочного инвертора и приспособлений
— необходимо сетевое питание оборудования
— качество сварки зависит от качества провода (об этом ниже)
— нельзя выполнять сварку в пожароопасных и сырых зонах
— ограничение на сварку скруток большого сечения
По поводу качества используемой меди
Иногда попадаются какие-то левые провода с жилами из чего-то, не похожего на электротехническую бескислородную медь. После сварки таких проводов, сварка получается пористая, хрупкая и легко разламывается при минимальной нагрузке. Такие провода сваривать нельзя, да и вообще применять их нежелательно.
Скрутки большого сечения таким образом сваривать нежелательно, т.к. место сварки (капля сварки) ограничено по размерам и не должно быть сильно меньше сечения скрутки. Разумный максимум сечений — это 2х10кв.мм или 3х6кв.мм.
Использовать штатные сварочные провода для сварки скруток очень неудобно, кто пробовал — знает о чём речь.
Для изготовление нормальных проводов для сварки скруток понадобились:
— 2 сварочных кабельных штекера
— кабель КГтпХЛ 2x2.5 длиной 3м

— небольшие старые советские беспонтовые пассатижи 160мм

— графитовая щётка подходящего размера

— изолента, термоусадка, припой
— немного времени на сборку
По поводу сечения кабеля для сварки скруток
Для кабеля КГ 2х2,5 длительный максимальный ток составляет 25А, а реальный ток сварки скруток 50-120А. Однако, коэффициент повторного включения (ПВ) не превышает 5% (2 сварки по 1 секунде за минуту). При таком использовании, жилы кабеля просто физически не успевают нагреться до критической температуры.
Процесс изготовления кабеля
Просто подключить провод 2.5кв.мм в сварочный штекер нельзя, т.к. соединение будет механически слабым, поэтому сделал так

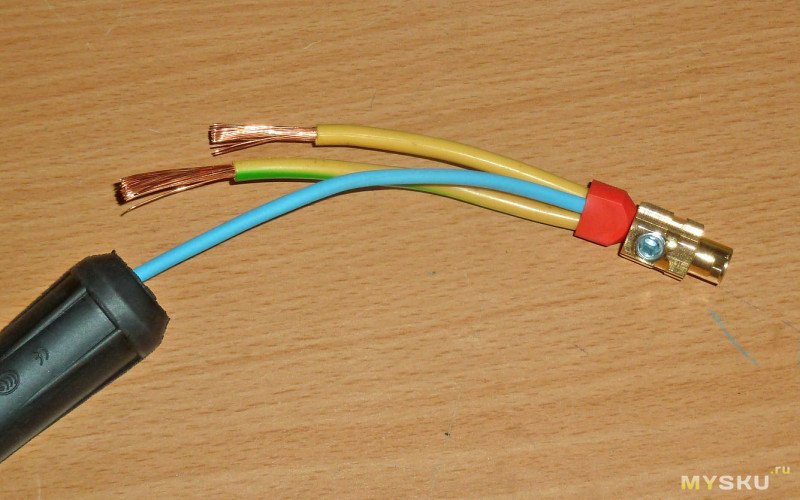



В результате, имеем мощное подключение в клемме и плавное снижение сечения за пределами защитного кожуха, что не позволит кабелю резко перегибаться и обламываться.
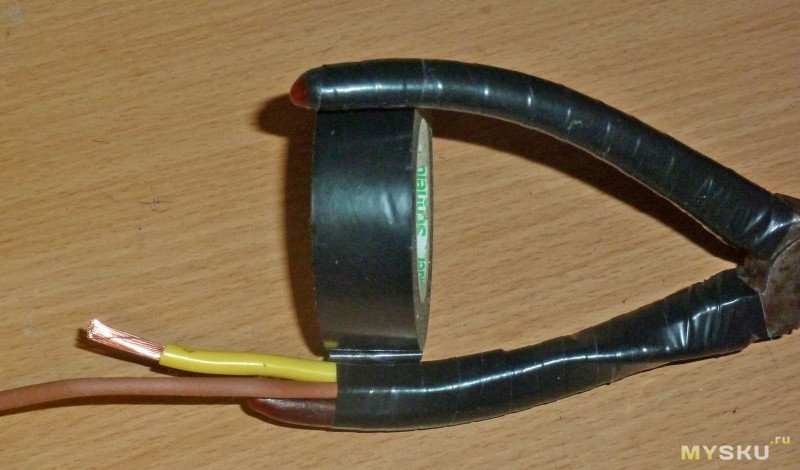
С другой стороны кабель припаял к пассатижам

Взял подходящую графитовую щётку и закрепил её на жёсткую основу, чтобы было удобно и безопасно проводить сварку
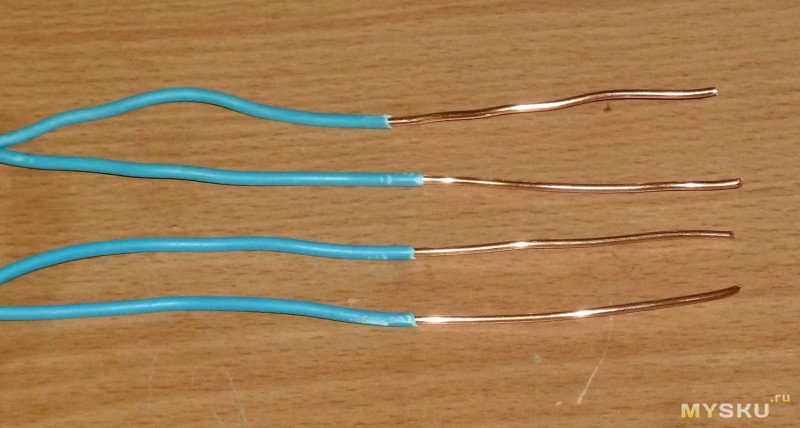
Просверлил щётку и вклеил в неё 2 толстых штыря


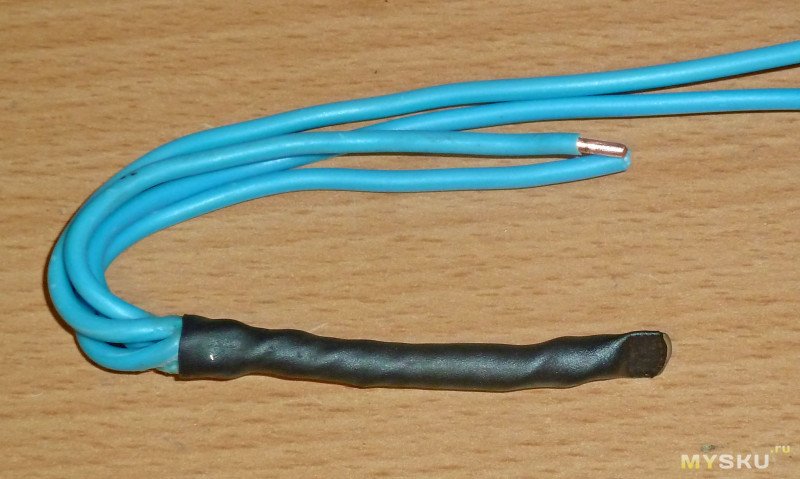
Припаял провод к хвостику, всё замотал изолентой и обжал термоусадкой

Получилось как-то так


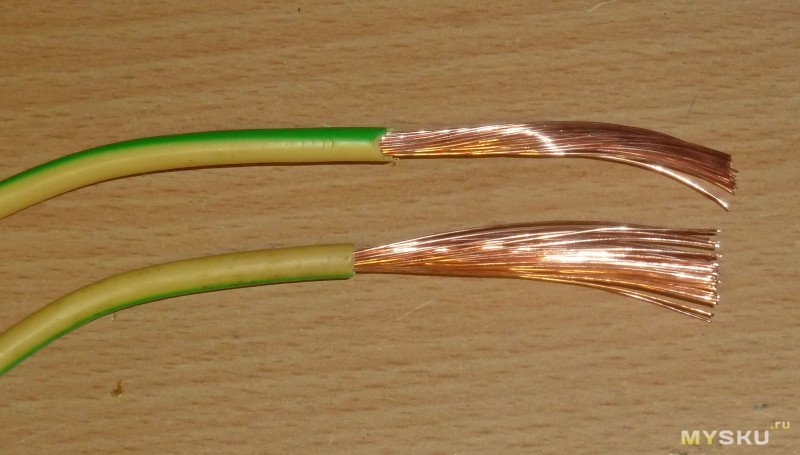
Выполнение сварки скрутки моножильных проводов 4х2,5кв.мм
Провода зачистить на 60-70мм
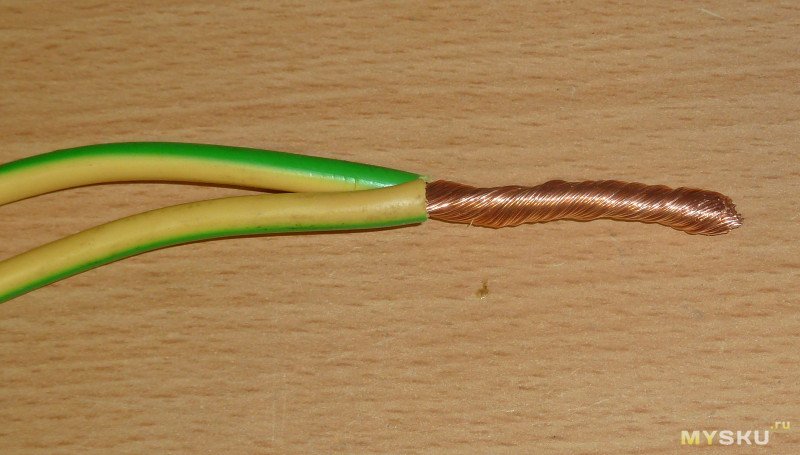
Скрутить плоскогубцами за кончики

Некоторые рекомендуют при скрутке вторыми пассатижами держать провода у основания, но я так не делаю, т.к. жилы в этом месте повреждаются и склонны к обламыванию при запихивании готовой скрутки в распаячную коробку. Проще и лучше пучок загнуть буквой Г и одними пассатижами за кончики жил плотно скрутить их. Общая длина скрутки конечно-же будет больше, но в типичную распаячную коробку 80х80мм они входят нормально.
Откусить кончик кусачками, оставив длину скрутки 40-50мм, получив аккуратную и качественную скрутку, готовую для сварки.

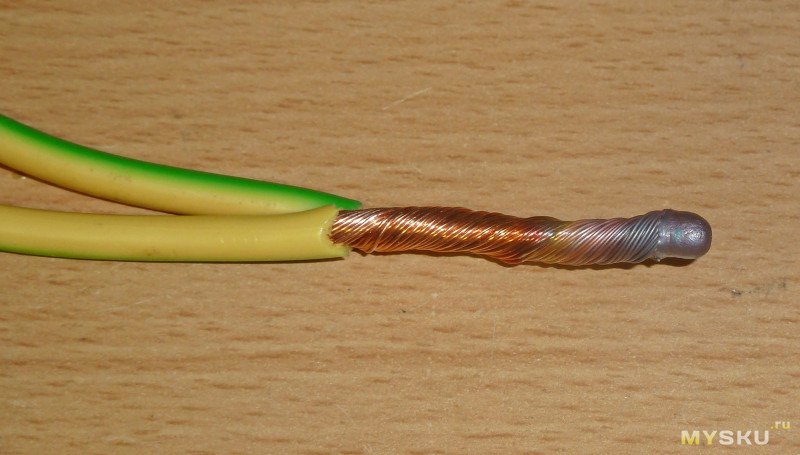
Используя подготовленные сварочные провода, захватить пассатижами скрутку, развернуть её соединением вниз и поднести угольный электрод примерно на 1 секунду. При этом желательно не забыть закрыть глаза :)
Полярность и значение сварочного тока лучше определить предварительно на тестовой сварке. Я использовал прямую полярность (минус на электроде) и ток 80А.
При сварке, использовать обычную сварочную маску неудобно, а специальные очки надо ещё иметь, поэтому я использую простые защитные очки без светофильтра, но во время горения дуги глаза просто закрываю (всё равно там не на что смотреть). За такое короткое время сварки (секунды) жёсткое УФ излучение никак не успевает повредить кожу лица.


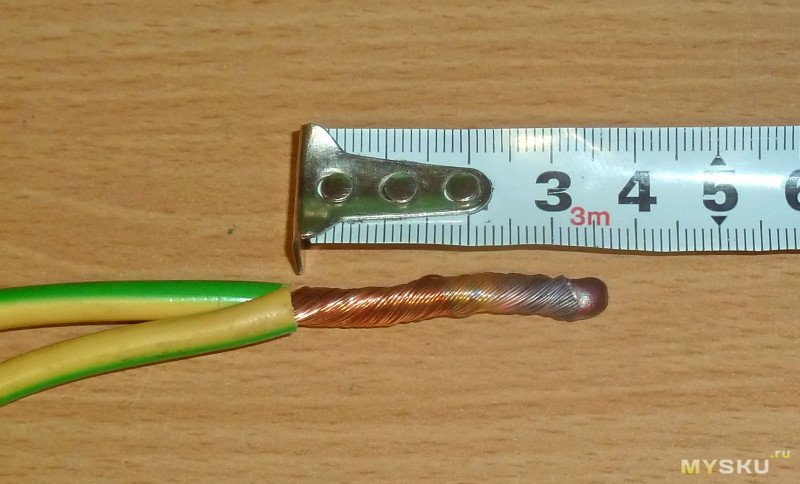
После сварки, длина скрутки уменьшается примерно на 3-5мм
Сразу после сварки, надо подержать скрутку в пассатижах секунд 30, чтобы излишнее тепло не перешло на изоляцию и не повредило её.
После остывания, скрутку необходимо изолировать изоляционной лентой или термоусадочной трубкой. Если скрутка расположена по влажном помещении или на улице, лучше использовать термоусадку с клеевым подслоем

Сварку скруток гибких проводов производят аналогичным образом
Для примера 2х6кв.мм

Сварка скрутки алюминиевого провода 2х4кв.мм



Варил на обратной полярности (плюс на электроде)
Результат чуть хуже, чем у меди, но так обычно и бывает при сварке алюминия без флюса. Шарик не хрупкий, при сдавливании плющится без разрушения.
Надеюсь, информация была полезной, до новых встреч :)
ссылка В комментариях меня упрекали, что лучше их покупать на месте, вот теперь и сравним их с бюджетными штекерами, купленными в известном интернет магазине.
Продаются в удобном пакетике
Внутренности доверия не вызывают, хлипкие они
В сравнении с нормальными
Резиновые защитные чехлы — одинаковые
Сравнительные размеры латунных наконечников
Шестигранник 13/14мм
Длина 23,5/28мм
Толщина стенки в самом тонком месте 1,0/1,5мм
Гильзы стальные омеднённые
Итого, на Али я купил штекеры лучшего качества, чем в местном магазине. Да, можно и тут купить отличные штекеры, но стоить они будут ощутимо дороже, что впрочем неудивительно. Для моего применения не требовались качественные штекеры и обозреваемые запросто подошли, но для дуговой сварки на большие токи в длительном режиме я бы их точно не поставил.
Теперь немного поговорим о неразборных контактных соединениях проводов.
К ним относятся: сварка, пайка и опрессовка
Идеального способа неразборного соединения проводов в принципе не существует, каждый из них имеет достоинства, недостатки и область применения.
Достоинства сварного соединения проводов:
— очень быстрый
— простой в исполнении, требуется минимальный навык
— не требует расходных материалов, потому очень дешёвый
— сваривать можно как однопроволочные (жёсткие) так и многопроволочные (гибкие) провода
— можно сваривать алюминиевые провода (после некоторой тренировки)
Недостатки:
— требуется наличие сварочного инвертора и приспособлений
— необходимо сетевое питание оборудования
— качество сварки зависит от качества провода (об этом ниже)
— нельзя выполнять сварку в пожароопасных и сырых зонах
— ограничение на сварку скруток большого сечения
По поводу качества используемой меди
Иногда попадаются какие-то левые провода с жилами из чего-то, не похожего на электротехническую бескислородную медь. После сварки таких проводов, сварка получается пористая, хрупкая и легко разламывается при минимальной нагрузке. Такие провода сваривать нельзя, да и вообще применять их нежелательно.
Скрутки большого сечения таким образом сваривать нежелательно, т.к. место сварки (капля сварки) ограничено по размерам и не должно быть сильно меньше сечения скрутки. Разумный максимум сечений — это 2х10кв.мм или 3х6кв.мм.
Использовать штатные сварочные провода для сварки скруток очень неудобно, кто пробовал — знает о чём речь.
Для изготовление нормальных проводов для сварки скруток понадобились:
— 2 сварочных кабельных штекера
— кабель КГтпХЛ 2x2.5 длиной 3м
— небольшие старые советские беспонтовые пассатижи 160мм
— графитовая щётка подходящего размера
— изолента, термоусадка, припой
— немного времени на сборку
По поводу сечения кабеля для сварки скруток
Для кабеля КГ 2х2,5 длительный максимальный ток составляет 25А, а реальный ток сварки скруток 50-120А. Однако, коэффициент повторного включения (ПВ) не превышает 5% (2 сварки по 1 секунде за минуту). При таком использовании, жилы кабеля просто физически не успевают нагреться до критической температуры.
Процесс изготовления кабеля
Просто подключить провод 2.5кв.мм в сварочный штекер нельзя, т.к. соединение будет механически слабым, поэтому сделал так
В результате, имеем мощное подключение в клемме и плавное снижение сечения за пределами защитного кожуха, что не позволит кабелю резко перегибаться и обламываться.
С другой стороны кабель припаял к пассатижам
Взял подходящую графитовую щётку и закрепил её на жёсткую основу, чтобы было удобно и безопасно проводить сварку
Просверлил щётку и вклеил в неё 2 толстых штыря
Припаял провод к хвостику, всё замотал изолентой и обжал термоусадкой
Получилось как-то так
Выполнение сварки скрутки моножильных проводов 4х2,5кв.мм
Провода зачистить на 60-70мм
Скрутить плоскогубцами за кончики
Некоторые рекомендуют при скрутке вторыми пассатижами держать провода у основания, но я так не делаю, т.к. жилы в этом месте повреждаются и склонны к обламыванию при запихивании готовой скрутки в распаячную коробку. Проще и лучше пучок загнуть буквой Г и одними пассатижами за кончики жил плотно скрутить их. Общая длина скрутки конечно-же будет больше, но в типичную распаячную коробку 80х80мм они входят нормально.
Откусить кончик кусачками, оставив длину скрутки 40-50мм, получив аккуратную и качественную скрутку, готовую для сварки.
Используя подготовленные сварочные провода, захватить пассатижами скрутку, развернуть её соединением вниз и поднести угольный электрод примерно на 1 секунду. При этом желательно не забыть закрыть глаза :)
Полярность и значение сварочного тока лучше определить предварительно на тестовой сварке. Я использовал прямую полярность (минус на электроде) и ток 80А.
При сварке, использовать обычную сварочную маску неудобно, а специальные очки надо ещё иметь, поэтому я использую простые защитные очки без светофильтра, но во время горения дуги глаза просто закрываю (всё равно там не на что смотреть). За такое короткое время сварки (секунды) жёсткое УФ излучение никак не успевает повредить кожу лица.
После сварки, длина скрутки уменьшается примерно на 3-5мм
Сразу после сварки, надо подержать скрутку в пассатижах секунд 30, чтобы излишнее тепло не перешло на изоляцию и не повредило её.
После остывания, скрутку необходимо изолировать изоляционной лентой или термоусадочной трубкой. Если скрутка расположена по влажном помещении или на улице, лучше использовать термоусадку с клеевым подслоем
Сварку скруток гибких проводов производят аналогичным образом
Для примера 2х6кв.мм
Сварка скрутки алюминиевого провода 2х4кв.мм
Варил на обратной полярности (плюс на электроде)
Результат чуть хуже, чем у меди, но так обычно и бывает при сварке алюминия без флюса. Шарик не хрупкий, при сдавливании плющится без разрушения.
Надеюсь, информация была полезной, до новых встреч :)
Самые обсуждаемые обзоры
| +63 |
2857
64
|
| +105 |
3249
39
|
Сейчас же сварочник стоит без дела.
— надо добивать свободную гильзу жилками
— если жать гексагоном, требуется подбирать матрицу под конкретную гильзу
— провод может выскочить в процессе обжима
Кабель негорючий 3*2,5 на розеки, на свет 3*1,5, тож не горючий.
Если нагрузки большие то сварка, неспорю, но в бытовых условиях, ваги отличная замена скруткам.
З/Ы/ вагоненавистники можете пинать. =)
Я не ярый фанат ваговских клемм, скрутка да еще и с пайкой это вообще круто!!! Просто надо понимать где можно использовать тот или иной вариант. И не всегда правильно делать 100500 запас по параметрам и характеристикам, только для того, чтобы было)))
Второе, осенью в неотапливаемых помещениях постоянно стоят обогреватели, а это, надо сказать, не сопоставимо со стиралкой, бывало что обогреватели работали 20/24 несколько дней.
В третьих, время от времени проверяю клеммы на наличие повреждений, ну нету их, не ту…
Не собираюсь никого переубеждать или что-то доказывать, но для небольших нагрузок ваги показали себя вполне очень даже неплохо.
Когда на клемнике весит 4 потебителя каждый из которых на 2квт, + время от времени чайник или микроволновка…
Может вам надо было купить оригинальные WAGO, а не то что продает местный рынок?
Сдаётся мне здесь дело не в мощности и её продолжительности, а в количестве включений-выключений нагрев-остывание-ослабление контактов. Кроме стиралки была ещё посудомойка. Часто они работали вместе
Вопрос к первому в ветке
Получается, что «понторезы», которые в Вашем понимании, используют качественный обжим, а «прошаренные» сварочник. Среди моих знакомых электромонтажников, процентов 80 перешли со сварочника на обжим, потому-что быстро и без проводов. Получается «прошаренные» это начинающие «понторезы»)
Видел специальные омедненные электроды якобы для этих целей
Расскажите поподробнее про режимы на сварочном инверторе.
Режимы подбираются экспериментально. 3-4 тестовых скрутки и дело пошло. Для фото я варил вообще без предварительного подбора режимов, поэтому они выглядят не идеально.
Приходилось разбирать проводку на скрутках 50 летней давности.
Диффузия накрепко их сваривает, отодрать тяжело.
Литиевые аккумуляторы с алюминиевой верхушкой такими аппаратами тоже варят.
Если да, то делали мы как-то давно один объект, проводка в трубах, взрывоопасное производство, так одним из требований было — соединения в металлических коробках и только на сварке.
Я являюсь заказчиком на этих объектах, я принимающая сторона. Так что мне на уши батон крошыть не стоит. Если есть нормативная документация, то скажу спасибо.
Покажите где Разрешена
Да и с чего бы.
Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки,сварки, пайки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
На Вашем объекте в ПУЭ заглядывают?
Кстати, согласно ПУЭ, соединение проводов скруткой в распределительной коробке может использоваться только временно, при тестировании сети. Для постоянного использования она запрещена, но применяется, как известно, повсеместно…
Приказ Минэнерго России От 08.07.2002 № 204
Приказом Минэнерго России от 20.12.2017 г. № 1196 признаны не подлежащими применению абзацы первый и шестой пункта 7.1.34.
Приказом Минэнерго России от 20.12.2017 г. № 1197 исключен пункт 2.5.223 главы 2.5 «Воздушные линии электропередачи напряжением выше 1 кВ» раздела 2
2.1.5. Неразборные контактные соединения должны выполняться сваркой, пайкой или опрессовкой. Допускается применение других методов, указанных в стандартах или технических условиях на электротехнические устройства конкретных видов.
Ваш непрофессионализм поражает… :/
не испытывал, несколько смущает то, что на картинке — один провод остается прямым.
Зажмите пассатижами провода на конце изоляции (без особого усердия, чтоб не повредить изоляцию). Разведите провода немного в стороны, потом рукой оборачивайте два провода одновременно, так чтоб получались равномерные витки провода один вокруг другого, как на витой паре. Возьмите другими пассатижами конец проводов и дотяните скрутку оборачивая пассатижи вокруг оси.
Есть компактные горелки — как раз для такой работы.
есть интерес только для сварки алюминия. Вы можете попробовать и рассказать результаты?
Расплавленный припой, капнувший в рукав или за шиворот малополезен для здоровья.
«Полковник вызывает двух рядовых.
— Мне звонили из детского сада, и сказали, что после того, как вы там в
качестве шефской помощи исправляли проводку, все дети стали ругаться
отборным матом!
— Мы тут не при чем, спокойно себе работали. Я лестницу держал, а
Сидоров паял. Правда, мне за шиворот олово начало капать…
— И что ты сказал? Наверное, ругался?
— Да нет. Я спокойно спросил: „Сидоров, разве ты не видишь, что твоему
боевому товарищу за шиворот падают капли расплавленного олова?“
ГОСТ 30331.15-2001 (МЭК 364-5-52-93) «Электроустановки зданий Часть 5 Выбор и монтаж электрооборудования Глава 52 Электропроводки»: Не рекомендуется применять пайку при соединении проводников силовых цепей.
ну и сварка всеж требует 1. защиты сварщика, 2. проводов, 3. электричества, 4. умения работы.
для пайки — маленькая горелка + припой с флюсом в припое = качественная пайка с первого раза любым рж
Так пайка также всего этого требует, кроме того, при сварке меньше шансов что изоляция «поползет».
Которая по факту также может быть опасна.
Ну да, как бы не так, как раз при сварке накосячить куда сложнее.
Однозначно сложнее, т.к. иногда косяки получаются
Теперь же это нельзя. Какие то сварки навыдумывали. Нахрена все это. Все и без этой капельки будет вечно работать.
я как то делал ревизию скруток алюминиевых проводов 30-и летней давности — почти все были с оплавленной изоляцией и деградацией алюминия в зоне контакта.
Была бы сварка- скрутки были бы вечными.
Живу в кирпичной пятиэтажке, построенной 55 лет назад.Несколько лет назад, перед вселением, делал ремонт, естественно.Переделывать проводку на 100% не стал т.к. в коробках скрутки алюминиевого провода сечением 2,5 квадрата проварены.На освещение оставил старьё, на розетки кинул новое.
И да, каюсь, собирал всё на простые скрутки, только медью.
— а вот оказывается площадь контакта на контактное сопротивление очень слабо влияеет, намного больше влияет усилие прижимания до определенной величины, а дальше без разницы.
Поэтому в следующий раз хочу попробовать сварку.
el.ru/catalogue/cable-systems/14/959
el.ru/catalogue/cable-systems/14/923