3д принтер Creality3D Ender - 3
- Цена: $178.99
- Перейти в магазин
Всем привет!
Мечта о покупке собственного 3д принтера давно не покидала меня. В июне начал активно изучать данный вопрос. Изначально думал что-то брать из Anet-ов, но почитав немного обзоры — передумал. Уж слишком много допиливать там нужно. В итоге увидел флешсейл на Гирбесте с вкусной ценой на Ender 3 и начал изучать данный принтер. Пересмотрев кучу обзоров на английском, понял, что это действительно стоящий принтер и его нужно брать! В итоге жаба одобрила покупку и данный принтер был приобретен за 179.99$.
Осторожно, много фото!
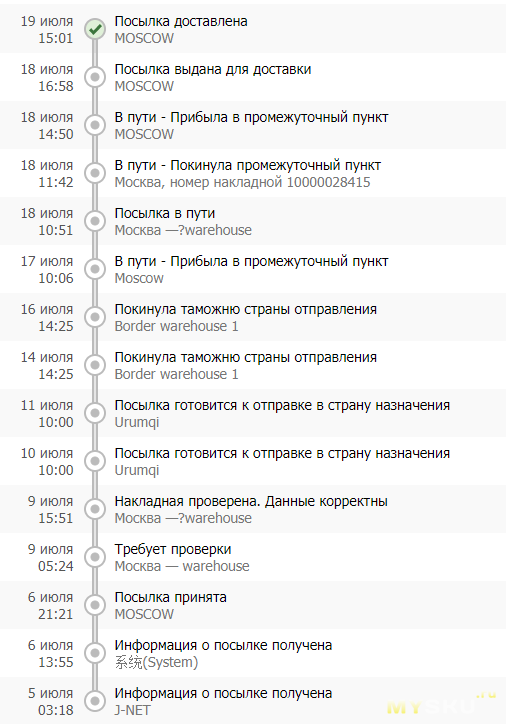
Так как живу я в Беларуси и платить за растаможку не особо хотелось, пришлось пользоваться горячо любимым посредником в России — «Почтипочтой» (пользуюсь достаточно давно, отзывы только положительные). За доставку посредником пришлось доплатить 24$.
Заказ был сделан 03.07.2018. Отправили через 2 дня.
Краткие характеристики:
Пришел принтер в большой коробке и был частично собран.

Упаковано все на уровне, повредить что-то крайне сложно.
Комплект поставки:

Все шурупы разложены по пакетикам и подписаны. Так же в комплекте у нас карта памяти на 8Гб, картридер и несколько метров белого PLA пластика.
На карте памяти есть инструкция и классное видео по сборке и настройке, присутствуют драйвера и необходимый софт (Cura_15.04.3 и Cura-3.0.2-win64), памятка о возможных проблемах и путях их решения и несколько тестовых моделей для печати.
В комплект входит весь необходимый для сборки инструмент, а так же шпатель для снятия напечатанных деталей со стола и кусачки.

Так же присутствует игла для прочистки сопла, запасное сопло и фитинг.

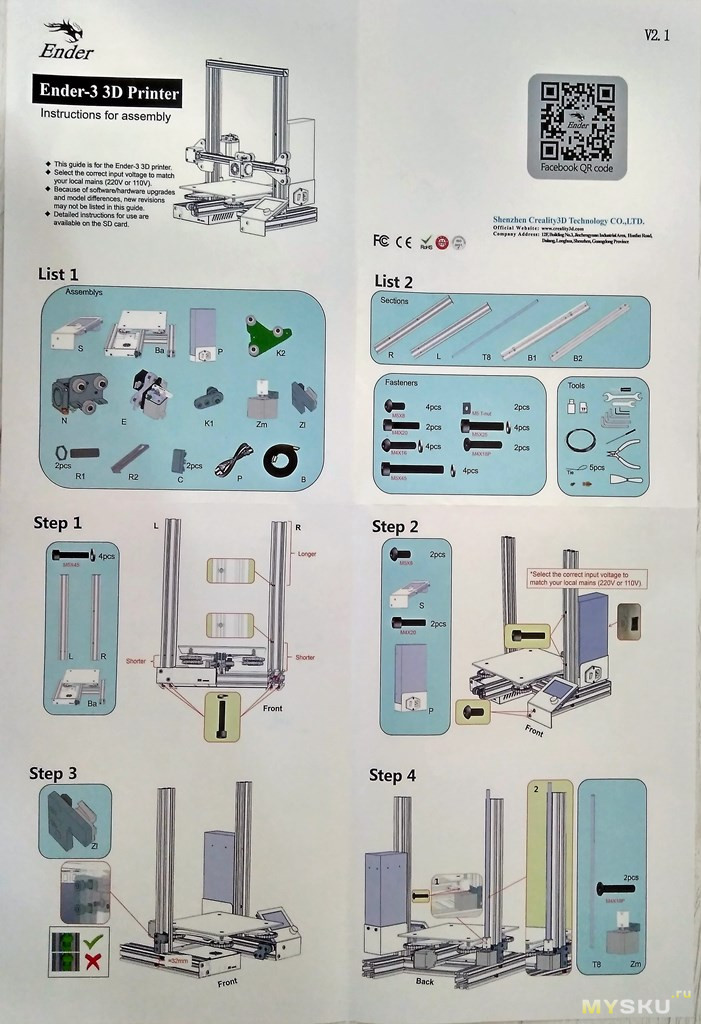
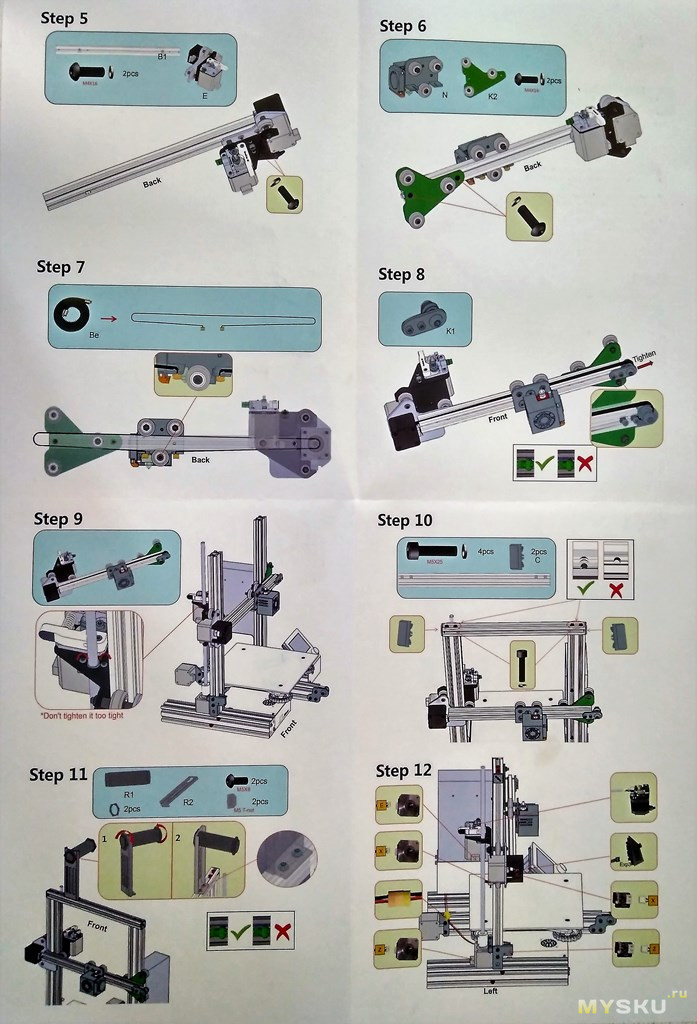
Принтер легко собирается всего за 12 шагов. Инструкция по сборке прилагается.
Собирал я 3д принтер впервые и справился примерно за час.
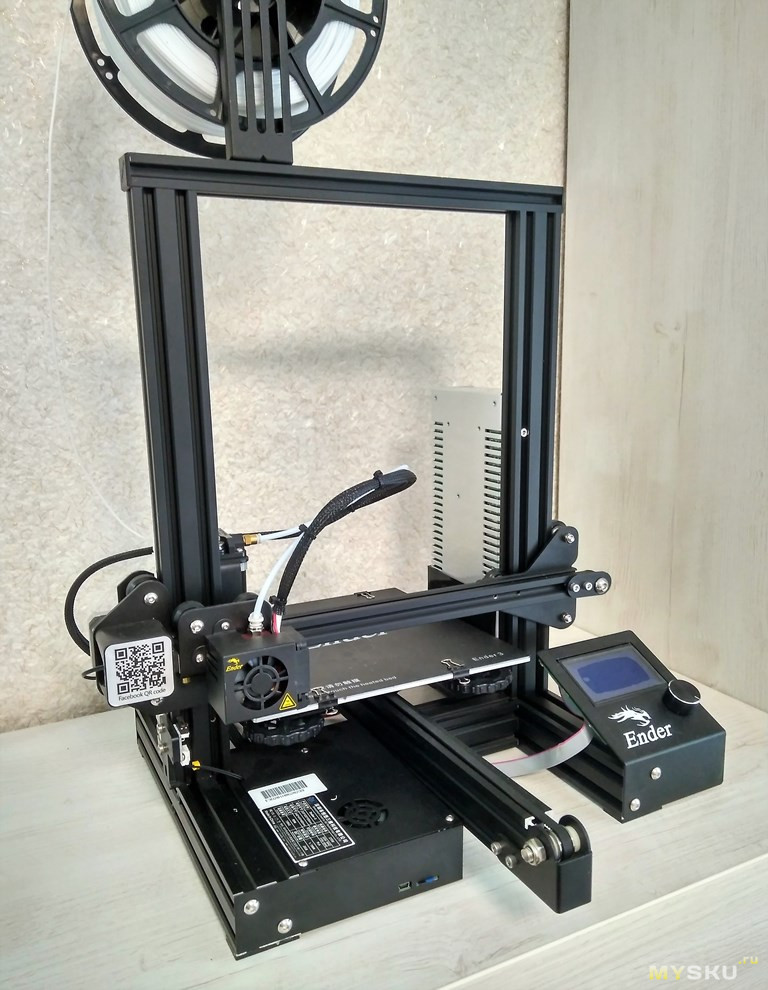
Вот и сам красавец, уже собранный.
После сборки напечатал направляющую пластика, дабы пруток случайно не прищемило валом оси Z. Есть и другие варианты.
После сборки выявил несколько минусов:
1. При затягивании болтов двигатель оси Z немного перекашивает. Решается напечатанной проставкой или заменой заменой муфты на виброгасящую или гибкую. Для себя я выбрал первый вариант и напечатал проставку, но пока еще не установил.
2. Стол был криво установлен и имел ход примерно 2мм. Данная проблема решается затяжкой роликов.
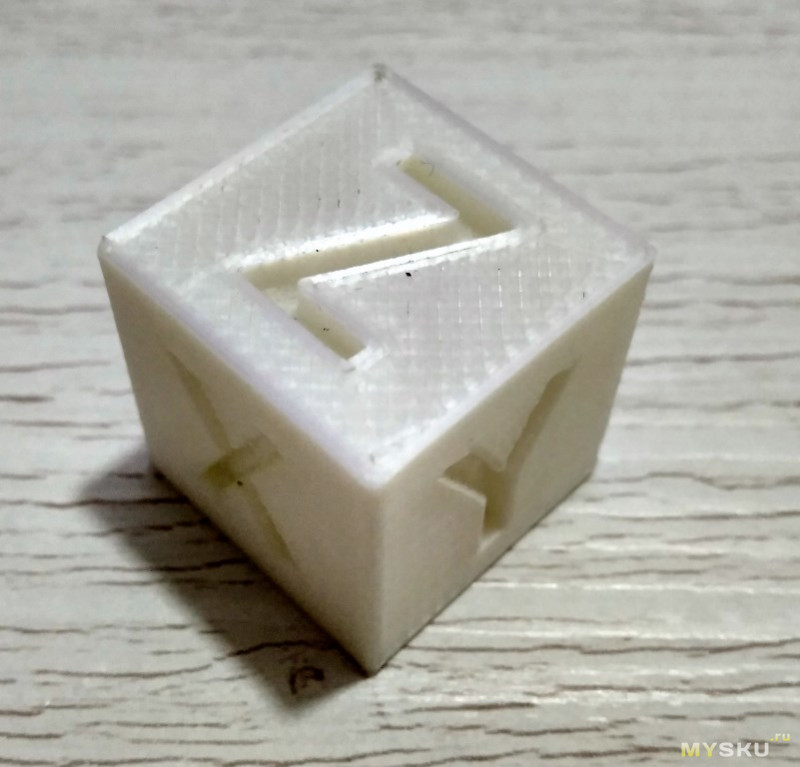
После калибровки стола были напечатаны тестовый кубик (PLA из коробки) и кораблик (PLA от Bestfilament).


На кораблике видны небольшие провисания пластика. В общем-то нужно еще играться с настройками печати.
В планах:
Подводя итог, хочется сказать что принтером я остался очень доволен. Печатает довольно качественно из коробки, достаточно тихий.
К покупке крайне рекомендую!
UP! Добавил скрин покупки.

Мечта о покупке собственного 3д принтера давно не покидала меня. В июне начал активно изучать данный вопрос. Изначально думал что-то брать из Anet-ов, но почитав немного обзоры — передумал. Уж слишком много допиливать там нужно. В итоге увидел флешсейл на Гирбесте с вкусной ценой на Ender 3 и начал изучать данный принтер. Пересмотрев кучу обзоров на английском, понял, что это действительно стоящий принтер и его нужно брать! В итоге жаба одобрила покупку и данный принтер был приобретен за 179.99$.
Осторожно, много фото!
Так как живу я в Беларуси и платить за растаможку не особо хотелось, пришлось пользоваться горячо любимым посредником в России — «Почтипочтой» (пользуюсь достаточно давно, отзывы только положительные). За доставку посредником пришлось доплатить 24$.
Заказ был сделан 03.07.2018. Отправили через 2 дня.
Доставка
Краткие характеристики:
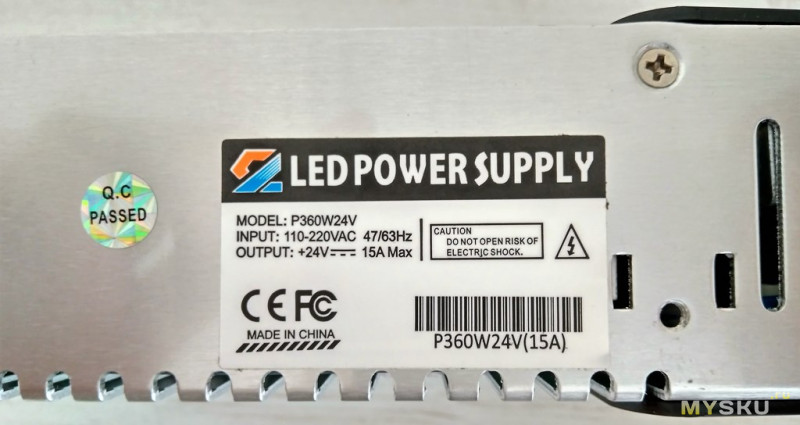
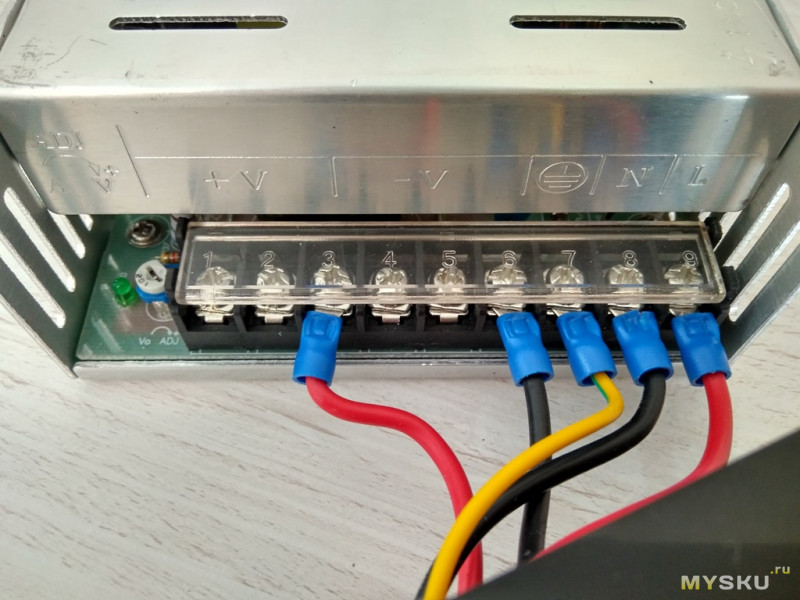
- блок питания — 24V 16A
- область печати — 220х220х250
- механика — V-slot
- экструдер MK10
- система подачи боуден
- хотенд под сопла MK8
- точность: 0,1 мм
- диаметр сопла: 0,4 мм
Пришел принтер в большой коробке и был частично собран.
Упаковано все на уровне, повредить что-то крайне сложно.
Комплект поставки:
Все шурупы разложены по пакетикам и подписаны. Так же в комплекте у нас карта памяти на 8Гб, картридер и несколько метров белого PLA пластика.
На карте памяти есть инструкция и классное видео по сборке и настройке, присутствуют драйвера и необходимый софт (Cura_15.04.3 и Cura-3.0.2-win64), памятка о возможных проблемах и путях их решения и несколько тестовых моделей для печати.
В комплект входит весь необходимый для сборки инструмент, а так же шпатель для снятия напечатанных деталей со стола и кусачки.
Так же присутствует игла для прочистки сопла, запасное сопло и фитинг.
Принтер легко собирается всего за 12 шагов. Инструкция по сборке прилагается.
Собирал я 3д принтер впервые и справился примерно за час.
Инструкция по сборке
Вот и сам красавец, уже собранный.
Детальные фото
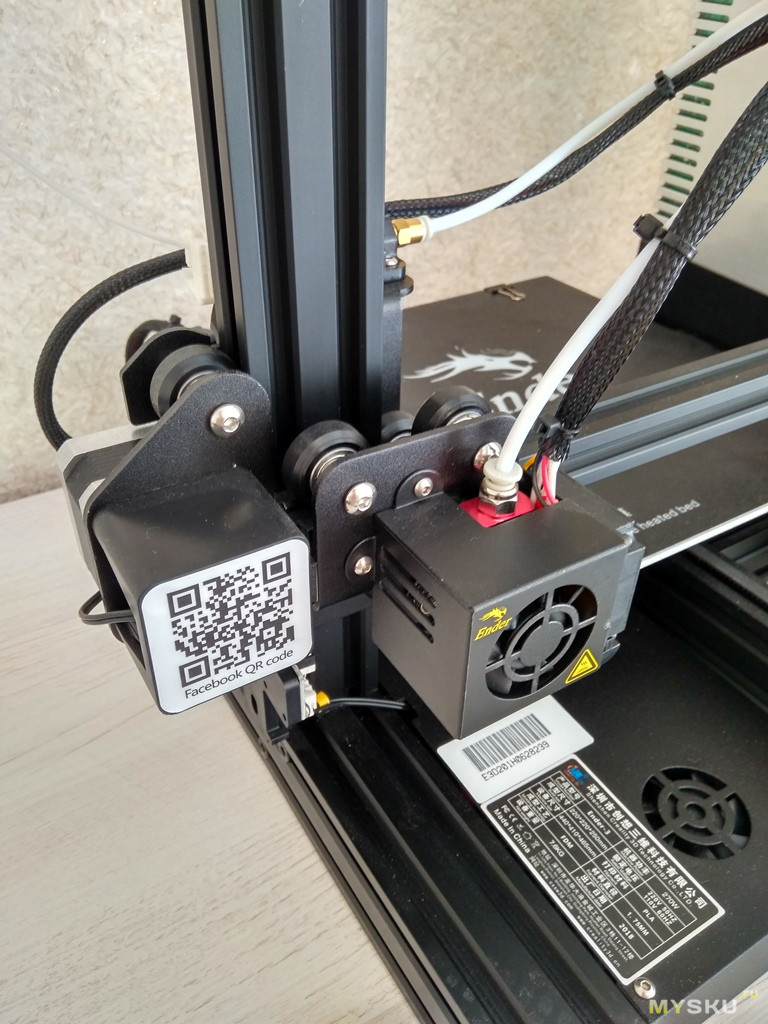
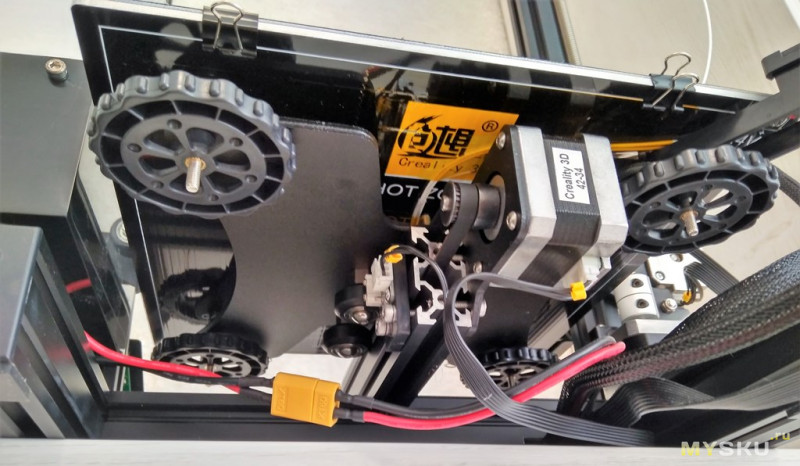
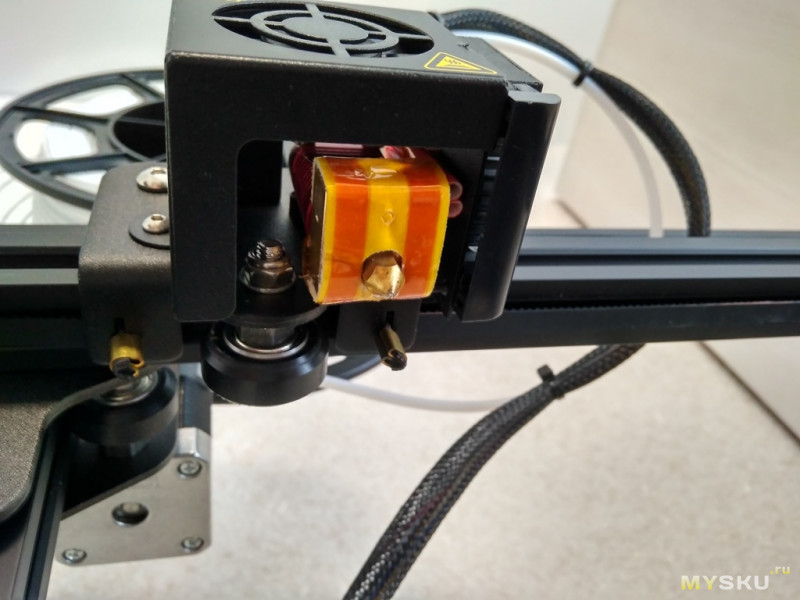
Сам блок экструдера:
Панель управления:
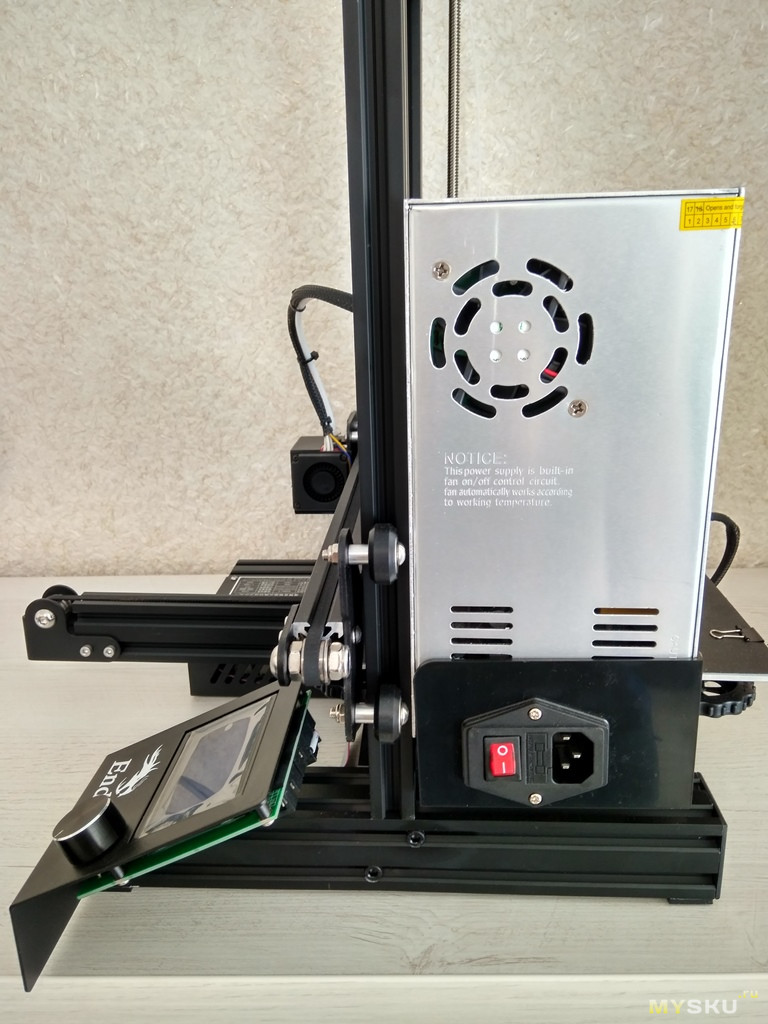
Вид сбоку:
Ось Y:

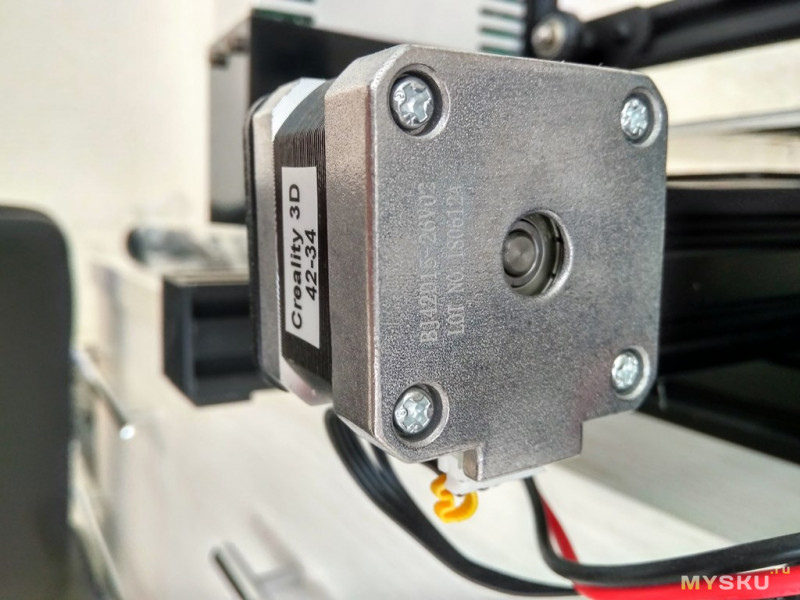
Маркировка двигателя:
Двигатель оси Z, виден небольшой перекос.

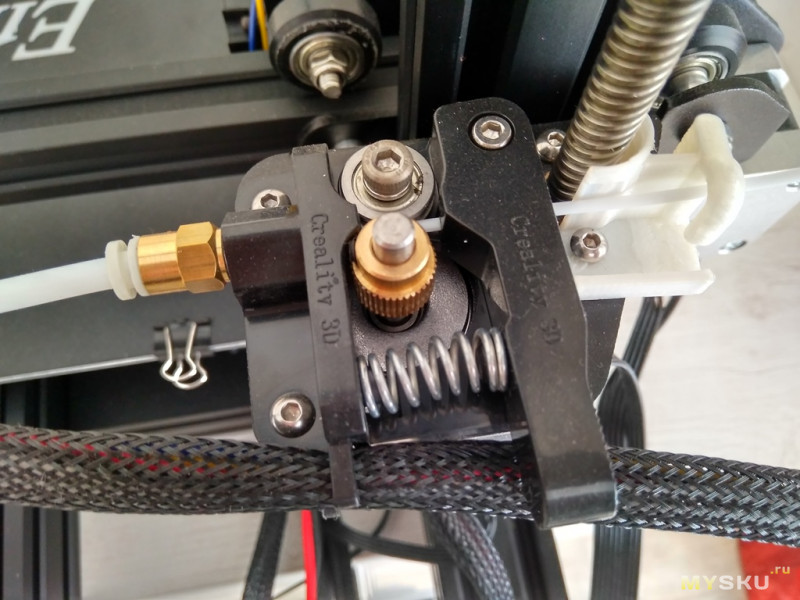
Система подачи:
Концевик оси Z:

…

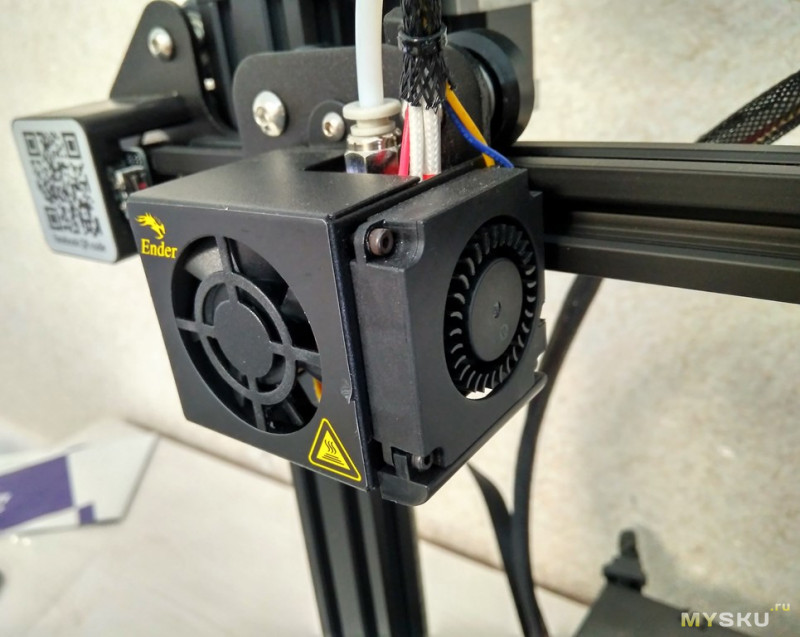
Экструдер:
Характеристики:

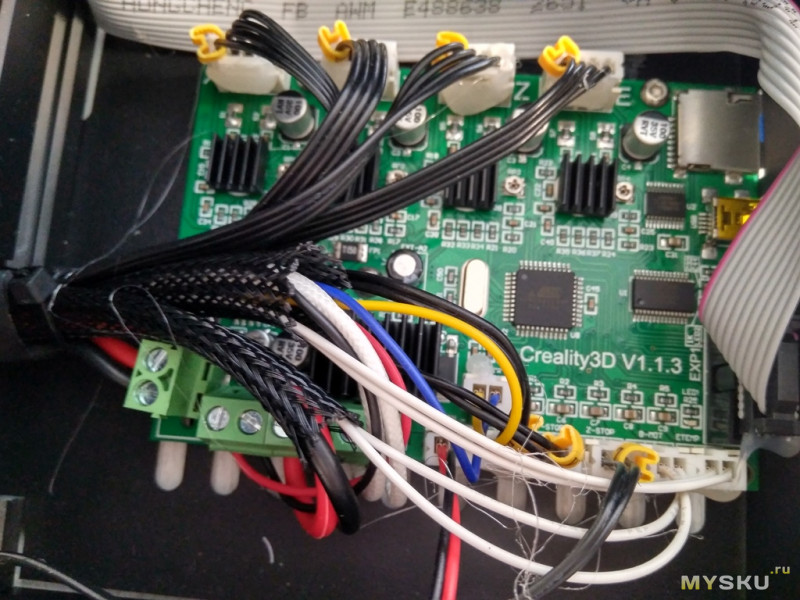
Плата управления:

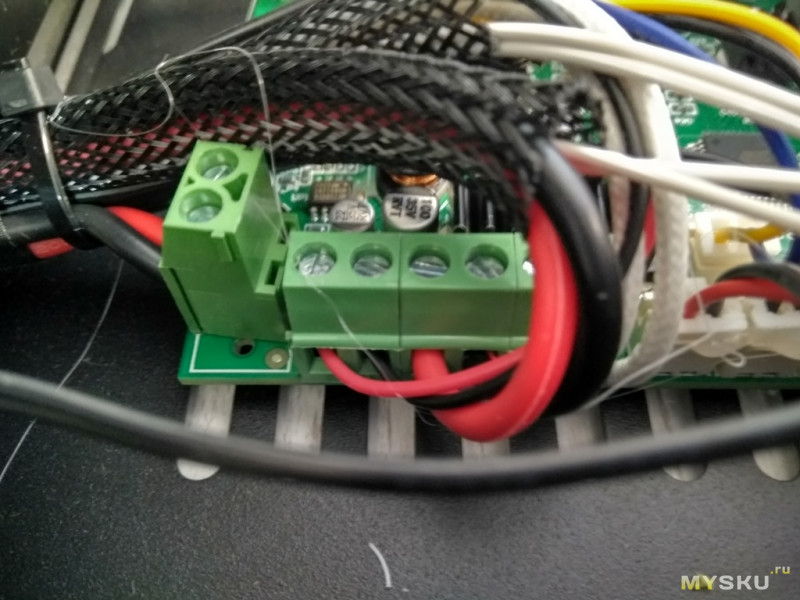
Блок питания:

Панель управления:
Вид сбоку:
Ось Y:
Маркировка двигателя:
Двигатель оси Z, виден небольшой перекос.
Система подачи:
Концевик оси Z:
…
Экструдер:
Характеристики:
Плата управления:
Блок питания:
После сборки напечатал направляющую пластика, дабы пруток случайно не прищемило валом оси Z. Есть и другие варианты.
После сборки выявил несколько минусов:
1. При затягивании болтов двигатель оси Z немного перекашивает. Решается напечатанной проставкой или заменой заменой муфты на виброгасящую или гибкую. Для себя я выбрал первый вариант и напечатал проставку, но пока еще не установил.
2. Стол был криво установлен и имел ход примерно 2мм. Данная проблема решается затяжкой роликов.
После калибровки стола были напечатаны тестовый кубик (PLA из коробки) и кораблик (PLA от Bestfilament).
На кораблике видны небольшие провисания пластика. В общем-то нужно еще играться с настройками печати.
Еще примеры печати
Белый пластик PETG от ABS Maker.
Салатовый — PLA от Bestfilament.
Слой 0.1мм.
Детали для тисков:





Брелоки:


Подложка под двигатель оси Z:

Салатовый — PLA от Bestfilament.
Слой 0.1мм.
Детали для тисков:
Брелоки:
Подложка под двигатель оси Z:
В планах:
- установить подложку под двигатель оси Z
- заменить покрытие стола на зеркало либо на магнитную подложку от Creality (да-да, несколько дней назад она поступила в продажу на официальном сайте за 13$)
- поставить реле и настроить отключение принтера от сети по окончанию печати
- немного облагородить принтер, зафиксировав красиво все провода
Подводя итог, хочется сказать что принтером я остался очень доволен. Печатает довольно качественно из коробки, достаточно тихий.
К покупке крайне рекомендую!
UP! Добавил скрин покупки.
Дополнительная информация
Самые обсуждаемые обзоры
| +32 |
1674
52
|
я допустим больше 40 лет без него прожил, а дед мой и умер, никогда дрыгостола не увидев.
или у нас отменили презумпцию невиновности, и мы прям обязаны стали кому-то доказывать факт покупки? это известный, достаточно качественный и дешевый принтер — понятно что его покупают и обозревают.
Качество на самом деле не идеальное, но вполне нормальное :)
Вот альбом некоторых моих результатов печати, там можно и эти тиски рассмотреть в более крупном масштабе — photos.google.com/share/AF1QipMS9DkVoj89wLlTctLHHT5BtTzQb4jRkraf7DqsUJW0vB6jDwusHcWXtD-PAZ70mg?key=UkxDWkFpMk1hNEM0UnpqZVliVDUzd3lvOWZHQ21R
А6 недалеко ушел, но ничего плохого про него сказать не могу. Есть что допиливать, но и так вполне сносно печатает на своих скоростях.
А 3дтудеисты пусть и дальше живут в счастливом неведении :)
Если уж что-то заинтересовало, то там под каждой фотографией можно добавлять комментарии, спрашивать :)
Найти мелкие тисочки хорошие для дома (на струбцине) реально проблема.
Но… Китай он и есть Китай, в большинстве случаев, что к нам попадает, без допила никак…
П.С. Вот например, мужик изголяется. :)
Надо будет допечатать на новом )
А так вполне функциональная штука, держит достаточно ровно и крепко :)
Я считал сутки работы принтера, выходило около 60 копеек, насколько помню =)
А так да, я считал для холодного стола, так выходит конечно дороже.
Да, для ПЛА мощность принтера можно прикидывать в районе 20-40 Ватт, но и все равно за сутки больше 60 копеек набегает :)
Печатал и ПЛА и ПЕТГ.
Как вы с этим боролись?
Понятно, что можно везде во fusion зазоры побольше поставить, но это долго и не всегда исходник есть.
Может есть еще способы?
Часто можно решить проблему масштабированием в слайсере. Иногда помогает чуть уменьшить в настройках слайсера диаметр сопла или параметр flow (подачу пластика). Если все это не помогает, то даже не знаю как еще можно нормально изменить STL.
Вообще, если зазоры в модели хотя бы 0.2 мм, то напечатанные детали должно хоть и плотно, но вставляться, иначе нужно смотреть почему принтер печатает не тот размер.
у меня печатает просто впритык :)
Сейчас поглядел в исходнике, у него в шпильках зазоры .1, а так везде .25.
Наверное у автора супер точный принтер.
Я пока не научился
Вот когда они, дефекты, начинают устойчиво и разнообразно получаться на сложных и очень нужных деталях там где их быть не должно, уходит кубичная эйфория и приходит понимание, что не все так радужно в 3D печати.
Фото раскрашенной модели из интернета:
классов работаете? :)
Это как купить новую машину и тут же понять, что ей сход-развал надо делать, регулировать зажигание и тп
Ездить можно, но всё же лучше «приложить усилия»
Мне кажется не очень удачным решением крепить его на узкой рельсе.
Стекло по первой ссылке — +100 к ровности стола, отлично держит PLA, ABS, SBS, PETG, другие пластики не пробовал :)
Пленка дешевле, но я сам ее не пробовал, по отзывам тоже вроде держит :)
Ну или вырезать кусок зеркала (говорят, оно более ровное, чем оконные стекла) и осваивать дзен хорошей адгезии — в инете сотни рецептов чем мазать стекло чтобы пластик на нем держался, какой-нибудь из них подойдет и Вам :)
ретракт 5.2мм со скоростью 70мм/с