Фотополимерный LCD 3d принтер Anycubic Photon Mono

- Цена: $219.89
- Перейти в магазин
Всем привет.
Это мой первый обзор фотополимерного LCD 3д принтера, да и вообще моё первое знакомство с данной технологией.
Anycubic Photon Mono обладает монохромным 6" LCD дисплеем с разрешением 2К (2560 х 1440).
Не поняли о чем речь? Тогда скорее под кат, там много информации о принтере, немного о технологии печати и несколько примеров печати.
Немного о фотополимерной LCD печати:
Данная технология достаточно новая и дешевая в производстве. Еще ее называют DUP или mSLA.
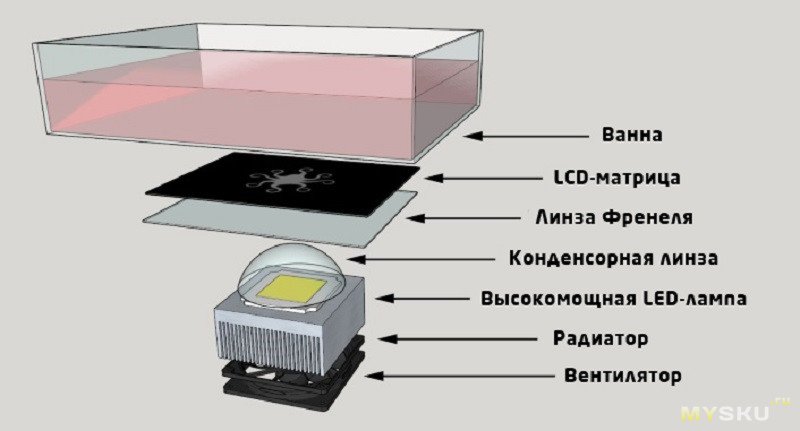
Технология работает благодаря мощному сверхяркому УФ светодиоду, выравнивающей свечение – линзе Френеля и непосредственно матрице IPS LCD панели, формирующей белый контур и черный фон слоя засветки. Черный цвет излучение не проходит, а белый засвечивает свободно, благодаря чему формируется застывающий слой материала. Модель формируется слой за слоем.
Сейчас на смену цветным LCD экранам пришли монохромные и это большой прорыв в технологии. Монохромный дисплей служит значительно дольше, да и скорость печати с таким дисплеем намного выше (примерно в 4 раза). Благодаря монохромной матрице засветка слоя сократилась в среднем до 2 секунд.
Anycubic Photon Mono имеет именно монохромный дисплей и это большее его преимущество.
Характеристики:

Сам же принтер упакован в мягкий защитный кожух.

Все части принтера и комплектующие уложены по своим местам, ничего не болтается. Данная упаковка надежно защитит принтер от повреждений.

Вся комплектация в одном фото. Тут у нас сам принтер, ванночка для смолы, платформа печати, бумажки (инструкция и лист для выравнивания платформы), коробка с блоком питания и другим инструментом. К сожалению, фотополимерную смолу не стали класть в комплект.

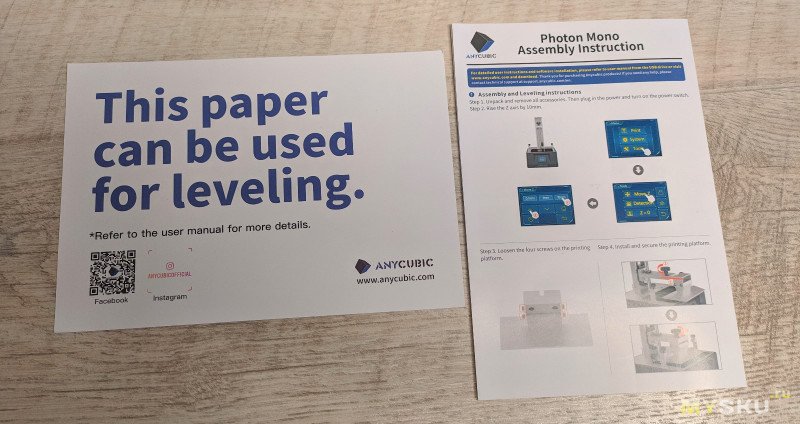
Инструкция по выравниванию платформы и лист для установки правильного зазора.
Платформа печати выполнена из алюминия и обладает уклонами для лучшего стекания смолы. Смола для данных принтеров достаточно дорогая, поэтому каждая капля важна.

Пластиковая ванночка для фотополимера обладает насечками с указанием объема. Для удобного слива смолы в банку предусмотрен носик со скосом. FEP пленка (пленка, которая находится на дне ванночки) сменная, это один из расходников фотополимерных 3д принтеров. Обращаться с ней нужно очень аккуратно, чтобы не поцарапать пленку.

Коробка с инструментом и другими допами.

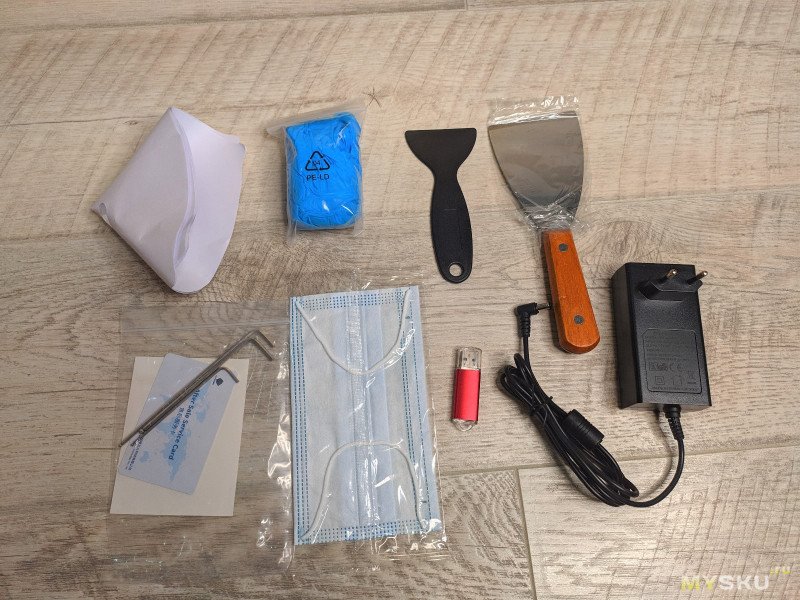
А вот и все ее содержимое. В комплекте: 5 бумажных фильтров, перчатки, пластиковый и металлический шпатели, набор шестигранников и сервисная карточка, маска, флешка и блок питания. Только пластиковым шпателем можно трогать FEP пленку. Металлический предназначен для снятия напечатанного изделия с платформы, хотя кто-то и тут применяет отдельный пластиковый шпатель.
Блок питания на 12В 4А (48Вт), увесистый, на вид качественный.


Размеры принтера

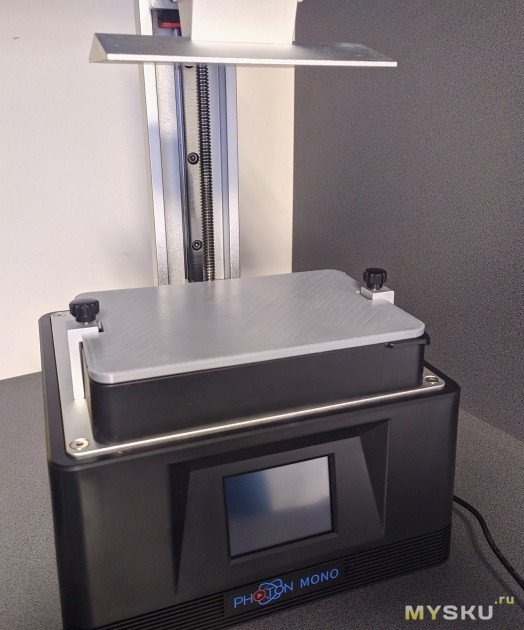
Спереди цветной 2.8" экран. Под ним красуется название модели принтера.

Сзади — вентиляционные отверстия и вход для блока питания.

На левой грани лишь вентиляционные отверстия.
А вот на правой находится кнопка питания, usb разъем и наклейка с характеристиками принтера.

Рассмотрим механизмы чуть подробнее.
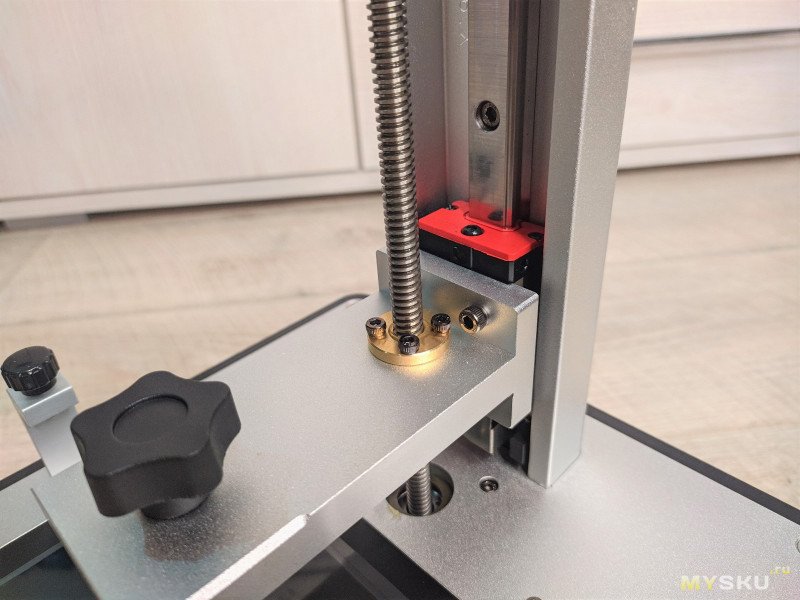
Каретка передвигается на рельсе.
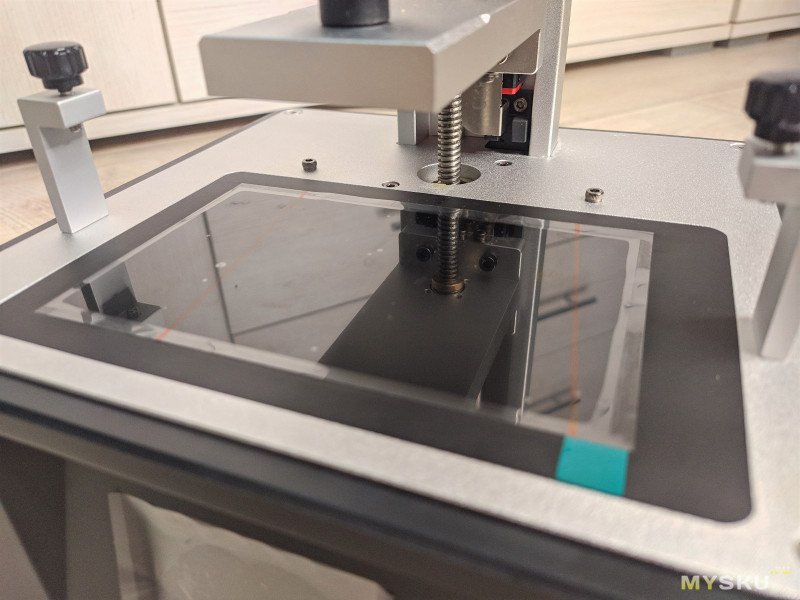
Тот самый монохромный 2К дисплей. По бокам — крепление ванночки.
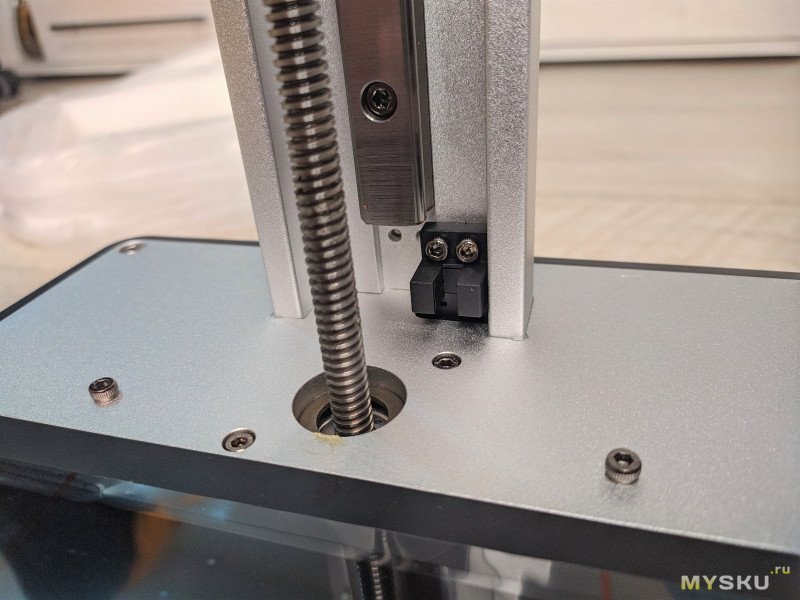
Датчик защитного наличия защитного кожуха. При снятии кожуха печатать останавливается и начинается противный писк. Кстати, датчик можно отключить в настройках.

Концевик оси Z.
Пример установки ванночки со смолой.
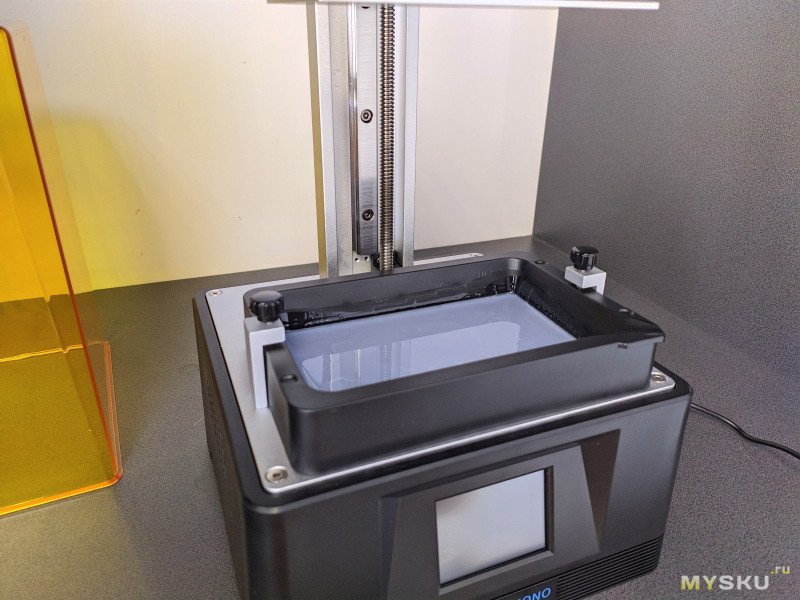
Маркеры объема. Наливать больше МАХ не стоит, потому что в процессе печати платформа вытесняет смолу на свой объем и может произойти утечка смолы на экран.

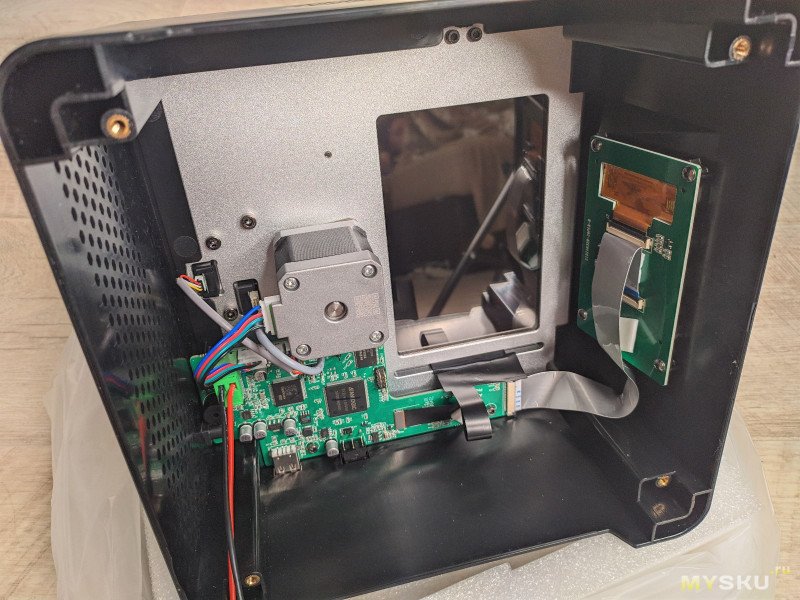
Для доступа к плате нужно открутить всего 4 винта. К сожалению производитель не добавил резиновые ножки по углам, а это было бы очень кстати.

Богатый внутренний мир принтера.
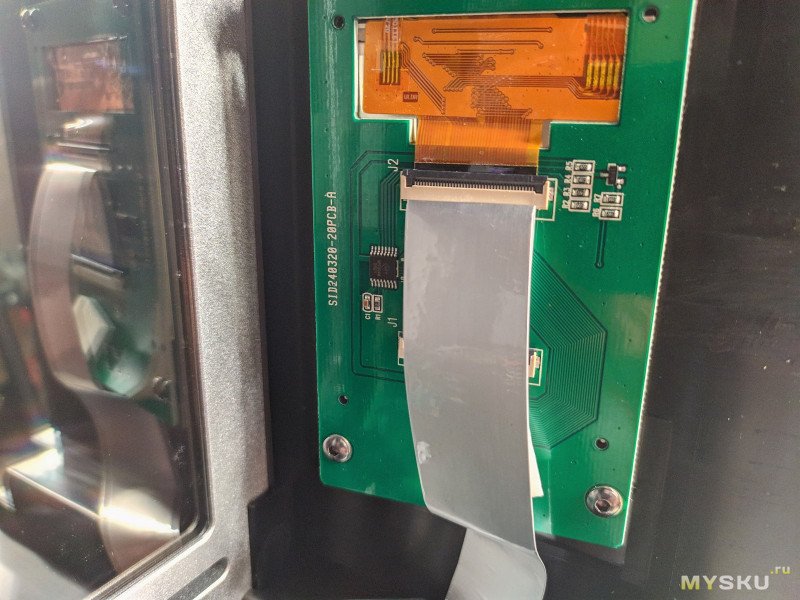
Плата дисплея управления.
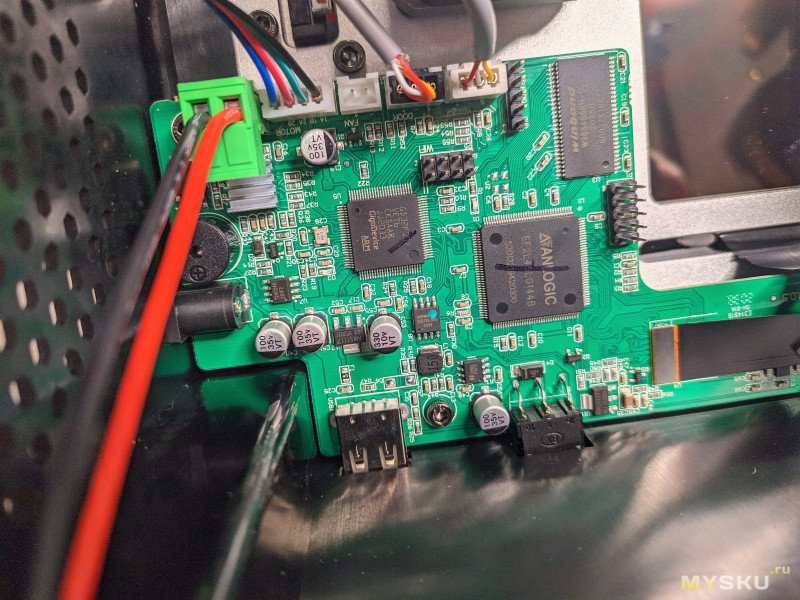
Основная плата. На ней есть разъем для подключения вентилятора, но как таковой вентилятор отсутствует.
Вот и сама матрица УФ диодов с линзами.

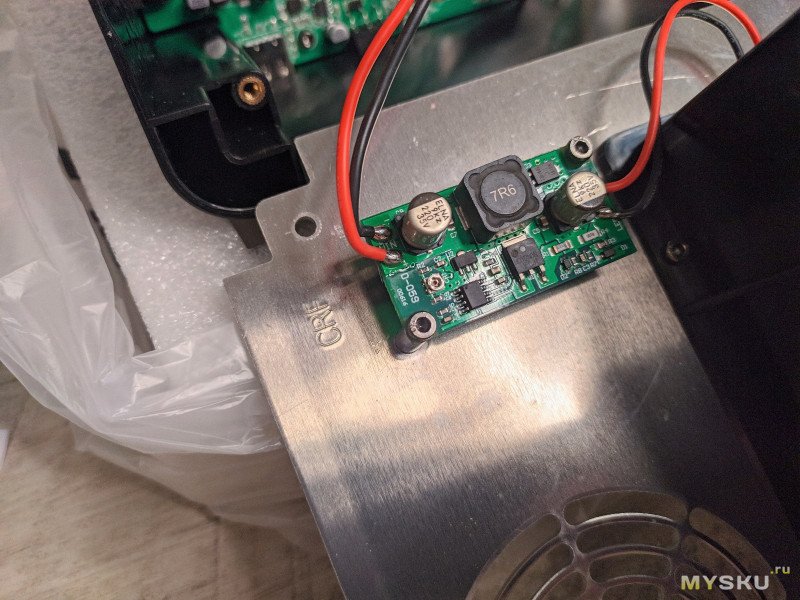
А это, по всей видимости, понижайка для УФ диодов, если не ошибаюсь.
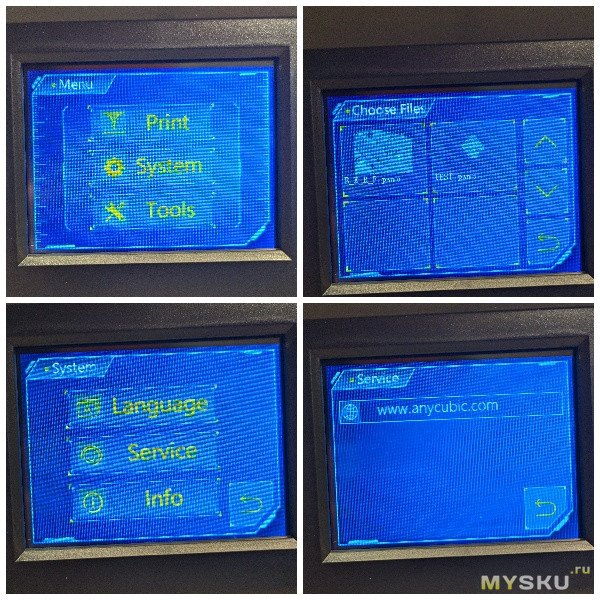
Чуть не забыл про меню принтера. Оно тут по моему стандартное для всех фотополимерных принтеров от Anycubic. Есть возможность подвигать осью Z, проверить засветку, отключить датчик наличия защитного экрана, писк при нажатии и другое.

Затем устанавливаем ванночку и заливаем смолу. Сразу несколько предупреждений: не стоит брать ванночку снизу, лучше вообще не прикасаться пальцами к пленке; перед заливкой смолы ее нужно хорошо встряхнуть.
Для печати использовал смываемую водой фотополимерную смолу серого цвета от Eryone. (совсем скоро будет на нее обзор).
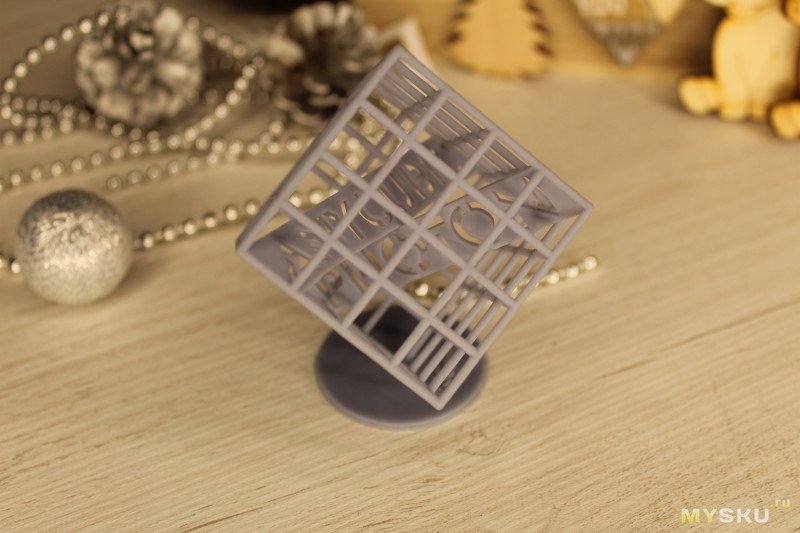
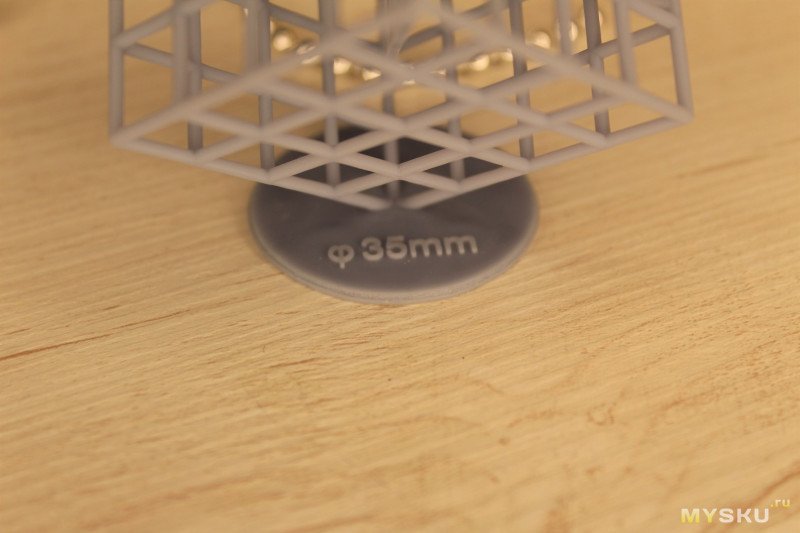
Первая тестовая модель. Значения засветки по умолчанию: 45с на первые 6 слоев и 2с на остальные, слой 50 микрон.
Вот смотрю на модельку в живую и пытаюсь найти слои, а их и не видно, она как литая. Это очень круто. Модель выглядит просто литой.

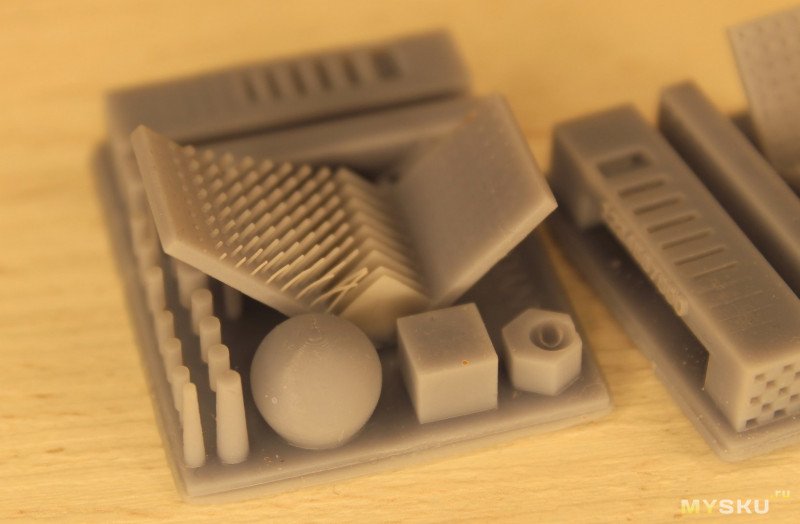
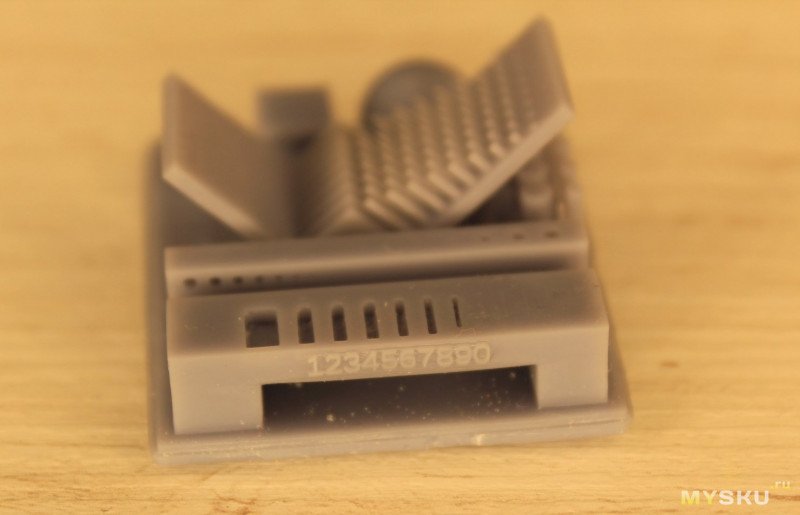
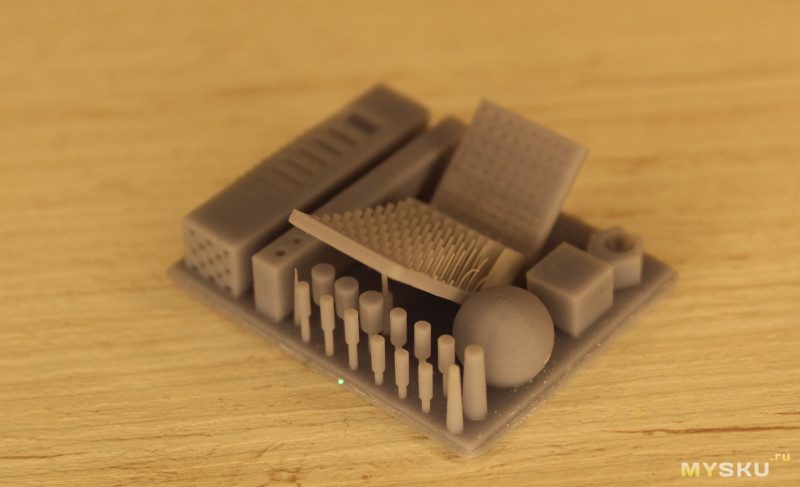
Это уже вторая тестовая модель, поставляемая на флешке с принтером. Вообще это часть целой тестовой модели, потому как печатается таких 8шт сразу и с разной засветкой слоя: от 0.8с до 3.6с. Вообще для моей смолы рекомендованное время засветки составляет 2 секунды. Часть иголочек случайно сломал пальцем(( на самом дели они там были.
Очень хотелось напечатать малыша йоды (думаю большинство смотрело сериал Мандалорец). Засветка первых слоев 22с, последующих — 2с. Данную модель печатал с поддержками. Возможно нужно было его печатать сразу на платформе, без нижних поддержек, но я пока только осваиваю данную технологию печати. Смолу смывал просто водой из под крана, видимо не все смыл и в процессе дозасветки моделька частично побелела. Скорее всего нужно было использовать мягкую кисть для лучшей промывки. Модель высотой всего в 35мм получилась очень детализированной. В дальнейшем я раскрашу ее акриловыми красками.


Жена раскрасила и вот результат.


Если соприкосновение модели и платформы печати большое, то достаточно сложно отдирать модели.
Во время печати можно изменять время засветки, скорость печати и другие параметры.
Таймлапс печати малыша Йоды
Вот так выглядит крепление.
А это крышка для ванночки.
Ссылки на 3д модели:
Крепление платформы
Крышка для ванночки
Подробная инструкция на принтер и родной слайсер
Видео распаковки и калибровки от производителя.
Хотелось бы услышать советы опытных печатников по правильному расположению модели на платформе. Еще я где-то вычитал, что сливать смолу каждый раз необязательно, это нужно делать только при смене смолы на другую. Поэтому я так и поступил, после печати не сливаю смолу, а просто накрываю ванночку крышкой и все. Если принтер простаивает несколько дней, то перед последующей печатью просто перемешиваю смолу в ванночке пластиковым шпательком и запускаю печать.
Для покупки смело порекомендую.
Теперь начну печатать фигурки на заказ :)
Это мой первый обзор фотополимерного LCD 3д принтера, да и вообще моё первое знакомство с данной технологией.
Anycubic Photon Mono обладает монохромным 6" LCD дисплеем с разрешением 2К (2560 х 1440).
Не поняли о чем речь? Тогда скорее под кат, там много информации о принтере, немного о технологии печати и несколько примеров печати.
Немного о фотополимерной LCD печати:
Данная технология достаточно новая и дешевая в производстве. Еще ее называют DUP или mSLA.
Технология работает благодаря мощному сверхяркому УФ светодиоду, выравнивающей свечение – линзе Френеля и непосредственно матрице IPS LCD панели, формирующей белый контур и черный фон слоя засветки. Черный цвет излучение не проходит, а белый засвечивает свободно, благодаря чему формируется застывающий слой материала. Модель формируется слой за слоем.
Сейчас на смену цветным LCD экранам пришли монохромные и это большой прорыв в технологии. Монохромный дисплей служит значительно дольше, да и скорость печати с таким дисплеем намного выше (примерно в 4 раза). Благодаря монохромной матрице засветка слоя сократилась в среднем до 2 секунд.
Anycubic Photon Mono имеет именно монохромный дисплей и это большее его преимущество.
Характеристики:
- Управление: 2,8" сенсорный экран
- ПО: ANYCUBIC Photon workshop
- Область печати: 130 мм * 82 мм * 165 мм
- Разрешение печати: 2560*1620(2K), 51 микрон
- Толщина слоя: 10...150 микрон
- Скорость печати: Макс 50 мм/ч
- Номинальная мощность: 45 Вт
- Тип расходных материалов: УФ смола 405нм
- Длина волны излучения: UV LED 405нм
- Размер принтера: 227 мм (Д) * 222 мм (Ш) * 383,6 мм (В)
- Вес: ~ 4,3 кг
Упаковка
Принтер поставляется в плотной картонной коробке с размерами 295мм * 290 мм * 530мм и весом в ~ 6.5кг.Сам же принтер упакован в мягкий защитный кожух.
Все части принтера и комплектующие уложены по своим местам, ничего не болтается. Данная упаковка надежно защитит принтер от повреждений.
Комплектация
Вся комплектация в одном фото. Тут у нас сам принтер, ванночка для смолы, платформа печати, бумажки (инструкция и лист для выравнивания платформы), коробка с блоком питания и другим инструментом. К сожалению, фотополимерную смолу не стали класть в комплект.
Инструкция по выравниванию платформы и лист для установки правильного зазора.
Платформа печати выполнена из алюминия и обладает уклонами для лучшего стекания смолы. Смола для данных принтеров достаточно дорогая, поэтому каждая капля важна.
Пластиковая ванночка для фотополимера обладает насечками с указанием объема. Для удобного слива смолы в банку предусмотрен носик со скосом. FEP пленка (пленка, которая находится на дне ванночки) сменная, это один из расходников фотополимерных 3д принтеров. Обращаться с ней нужно очень аккуратно, чтобы не поцарапать пленку.
Коробка с инструментом и другими допами.
А вот и все ее содержимое. В комплекте: 5 бумажных фильтров, перчатки, пластиковый и металлический шпатели, набор шестигранников и сервисная карточка, маска, флешка и блок питания. Только пластиковым шпателем можно трогать FEP пленку. Металлический предназначен для снятия напечатанного изделия с платформы, хотя кто-то и тут применяет отдельный пластиковый шпатель.
Блок питания на 12В 4А (48Вт), увесистый, на вид качественный.
Внешний вид
Принтер выглядит симпатично. Оранжевый экран защищает от запахов смолы и от УФ излучения.Размеры принтера
Спереди цветной 2.8" экран. Под ним красуется название модели принтера.
Сзади — вентиляционные отверстия и вход для блока питания.
На левой грани лишь вентиляционные отверстия.
А вот на правой находится кнопка питания, usb разъем и наклейка с характеристиками принтера.
Рассмотрим механизмы чуть подробнее.
Каретка передвигается на рельсе.
Тот самый монохромный 2К дисплей. По бокам — крепление ванночки.
Датчик защитного наличия защитного кожуха. При снятии кожуха печатать останавливается и начинается противный писк. Кстати, датчик можно отключить в настройках.
Концевик оси Z.
Пример установки ванночки со смолой.
Маркеры объема. Наливать больше МАХ не стоит, потому что в процессе печати платформа вытесняет смолу на свой объем и может произойти утечка смолы на экран.
Разборка
Для доступа к плате нужно открутить всего 4 винта. К сожалению производитель не добавил резиновые ножки по углам, а это было бы очень кстати.
Богатый внутренний мир принтера.
Плата дисплея управления.
Основная плата. На ней есть разъем для подключения вентилятора, но как таковой вентилятор отсутствует.
Вот и сама матрица УФ диодов с линзами.
А это, по всей видимости, понижайка для УФ диодов, если не ошибаюсь.
Чуть не забыл про меню принтера. Оно тут по моему стандартное для всех фотополимерных принтеров от Anycubic. Есть возможность подвигать осью Z, проверить засветку, отключить датчик наличия защитного экрана, писк при нажатии и другое.
Примеры печати
Перед печатью выравниваем платформу. Это делается очень легко по инструкции.Затем устанавливаем ванночку и заливаем смолу. Сразу несколько предупреждений: не стоит брать ванночку снизу, лучше вообще не прикасаться пальцами к пленке; перед заливкой смолы ее нужно хорошо встряхнуть.
Для печати использовал смываемую водой фотополимерную смолу серого цвета от Eryone. (совсем скоро будет на нее обзор).
Первая тестовая модель. Значения засветки по умолчанию: 45с на первые 6 слоев и 2с на остальные, слой 50 микрон.
Вот смотрю на модельку в живую и пытаюсь найти слои, а их и не видно, она как литая. Это очень круто. Модель выглядит просто литой.
Это уже вторая тестовая модель, поставляемая на флешке с принтером. Вообще это часть целой тестовой модели, потому как печатается таких 8шт сразу и с разной засветкой слоя: от 0.8с до 3.6с. Вообще для моей смолы рекомендованное время засветки составляет 2 секунды. Часть иголочек случайно сломал пальцем(( на самом дели они там были.
Очень хотелось напечатать малыша йоды (думаю большинство смотрело сериал Мандалорец). Засветка первых слоев 22с, последующих — 2с. Данную модель печатал с поддержками. Возможно нужно было его печатать сразу на платформе, без нижних поддержек, но я пока только осваиваю данную технологию печати. Смолу смывал просто водой из под крана, видимо не все смыл и в процессе дозасветки моделька частично побелела. Скорее всего нужно было использовать мягкую кисть для лучшей промывки. Модель высотой всего в 35мм получилась очень детализированной. В дальнейшем я раскрашу ее акриловыми красками.
Жена раскрасила и вот результат.
Если соприкосновение модели и платформы печати большое, то достаточно сложно отдирать модели.
Во время печати можно изменять время засветки, скорость печати и другие параметры.
Таймлапс печати малыша Йоды
Допы
Так как у меня есть еще и FDM принтеры, то первым же делом я распечатал крышку для ванночки и крепления для слива смолы с платформы печати.Вот так выглядит крепление.
А это крышка для ванночки.
Ссылки на 3д модели:
Крепление платформы
Крышка для ванночки
Подробная инструкция на принтер и родной слайсер
Видео распаковки и калибровки от производителя.
Хотелось бы услышать советы опытных печатников по правильному расположению модели на платформе. Еще я где-то вычитал, что сливать смолу каждый раз необязательно, это нужно делать только при смене смолы на другую. Поэтому я так и поступил, после печати не сливаю смолу, а просто накрываю ванночку крышкой и все. Если принтер простаивает несколько дней, то перед последующей печатью просто перемешиваю смолу в ванночке пластиковым шпательком и запускаю печать.
Выводы
Принтер очень хорош. Вот честно, я не ожидал такого качества печати. Пару минут настройки и уже можно приступать к работе. Сборка принтера качественная, все сделано на высоком уровне. Единственное, очень хотелось бы прорезиненных ножек. Монохромный 2К дисплей обеспечивает значительно более быструю печать по сравнению с обычным.Для покупки смело порекомендую.
Теперь начну печатать фигурки на заказ :)
Самые обсуждаемые обзоры
| +33 |
1888
57
|
кстати, справедливости ради, время печати у монохромного отличается не в 4 раза, меньше. время засветки — да, сильно меньше, но время печати состоит еще из подъема-опускания платформы, и оно довольно значительное, так что итоговый прирост скорости не аж такой высокий. но в любом случае использование монохромных экранов это совершенно логичный и разумный шаг. тем более что и стоимость у них должна быть ниже при более-менее массовом производстве.
Напечатано за один проход, внутри направляющие для платы.
У кого фотополимерники, часто после печати модели изопропиловым спиртом промывают. Возможно при смывке спиртом модель не будет белеть.
В общем, если брать самый дешёвый пластик для FDM (ABS), и не самую дешёвую смолу, то разница в цене печати без цены оборудования получается раз в 10. IMHO, для печати корпусов фотополимерник слишком дорого выходит.
ПеревернулДолил, и печатай дальше.Сравнивать корректней самую дешевую смолу с самым дешевым пластиком — тогда разница всего раза в три будет.
Ну и еще — смолу с пигментом перед печатью нужно хорошо встряхнуть, в банке это проще.
Вам же в комплекте фильтры положили — пользуйтесь на здоровье.
Но если вы регулярно печатаете и все хорошо (без ошметков), то возможно не стоит сливать.
Но вопрос регулярности — вещь относительная…
Особенно вопрос ошметков важен — не только кусочек пластика засвечивается, а есть еще и паразитная засветка — когда фотополимер просвещается и лучи идут в бока — время от времени такие куски затвердевают и вы их профильтруете, если сливать будете. Если не будете — вы и не узнаете о них, а качество печати со временем будет падать.
Но у меня не большой опыт и в итоге не могу сказать на сколько сильно падает, так как я сливал.
п.с. я сам собрал в свое время DLP принтер на основе проектора.
1. недозасвет, в итоге под весом может отвалиться кусок
2. паразитная засветка о которой я говорил выше
3. неправильное размещение кусков, в итоге элементы засвеченные будут в воздухе
Такой не слишком тяжелый, что бы под весом прилипнуть к пленке, но часто размешивается подъемом и возвратом платформы.
Такой вариант шпателем не отловить
Если серьезно — «пройтись шпателем по дну ванночки» — не дает гарантий, что ничего не осталось в самой смоле.
Более того, я никого не призываю фильтровать смолу после каждой печати, да и сам этого каждый раз не делаю.
Вопрос был: «зачем вообще это делать». Думаю ответ исчерпывающий.
Пластик не боится ультрафиолета? Если на прямое солнце повесить, не станет ломким?
Например, если сделать куб у которого одна грань будет толщиной в 2 мм, а другая грань в 5 мм — задняя грань меньше усядет, а передняя больше — при длительном воздействии УФ — передняя грань даст сильнее усадку и треснет либо сама либо при нагрузке (прикосновении).
НО!!! для того, что бы такое произошло — нужно очень много воздействия УФ.
Я смотрел эксперимент — для того что бы такое произошло — пришлось светить на объект УФом около 2 месяцев, что эквивалентно 2 годам беспрерывно под солнцем в наших широтах.
От полимера зависит конечно. Но это только вопрос даты — когда это произойдет — раньше или позже.
Более гибкие полимеры позволяют компенсировать эту проблему благодаря эластичности. Другие полимеры имеют меньшую усадку…
В свое время отказался от печати АБС пластиком по причине того, что корпуса без дополнительной обработки были гигроскопичны и через поры сосали в себя осадки. Даже при 100% заполнении было не хорошо. Хочется понять, какие проблемы ждут с фотополимером? ))
3д печать остается только для прототипа, с которого потом силиконовая форма отливается.
Для массового производства литье в силикон — лучшее решение
Т.е. они крепкие, но хрупкие.
Твердый-мягкий.
Прочный-хрупкий.
Крепкий-слабый.
Но если усадка будет равномерной и форма модели это позволит — проблем не должно быть.
Если модель обработать защитой от УФ, например, покрасить — срок службы должен быть «вечным».
На это много времени и сил уходит.
А про FDM такие страти читаешь — жесть просто.
Надеюсь, появится в итоге FDM принтер, готовый из коробки сразу печатать хорошо без танцев с бубном и искания правды по форумам.
на следующий день правда пересобрал, потому что не предполагал что китайцы не стали регулировать колёса на оси Y.
Для опытного человека это все просто, но с ДЛП/СЛА/ЛЦД — это все пустяки, там нет таких вопросов вообще.
у фотополимерной печати для удачной печати надо правильно
1. выбрать поддержки и развернуть модель. Но это все-равно не так критично, как в случае ФДМ
2. выбрать длительность экспозиции, против выбора температуры.
не надо парится с температурой в помещении, сквозьняками, температурой экструдера, обдувом, ретрактом, типом пластика, даже выбор заполнения не настолько критичен.
И меняя пластик даже на тот же тип, но от другого производителя на фотополимере ты просто длительность засветки выбираешь и не идешь все круги ада заново.
печалька в том, что если не угадал с поддержками, то печать может превратиться кучу застывшей смолы на пленке со всеми вытекающими…
самое дикое, что при печати всяких игрушек/моделек/кукол — проблем нет, а вот корпус напечатать — проблема… плотность поддержек 90% вылечивает…
логика размещения модели в пространстве над столом абсолютно другая, чем на ФДМ…
Не совсем понял, с чем вы, собственно не согласны.
Полностью частично — это как?
Если у вас модель отвалилась от платформы, то засвечиваться будет всё время только нижний слой, область засветки будет соответствовать текущему сечению. Если текущее сечение модели по площади больше, чем первый, прилегающий к платформе, слой, то принтер засветит большую площадь, но все на том же последнем отвалившемся слое.
Модель «расти» не будет — будет просто лежать в ванночке.
С чем здесь спорить?
полностью — когда плюхнулась, частично когда угол поплыл или отвалилась часть модели и прилипла к пленке мешая росту оставшейся модели.
по мере засвета толщина плюхи на пленке немного растет — зависит от мощности засветки и проникновения в материял.
А главное с поддержками меньше вопросов и рисков, чем у ФДМ
при смене пластика такой гемор может возникнуть.
купил, последний ФДМ, дорогущего медведя — попечатав решил допиливать — поставил химеру с водянкой — стало лучше на много. стол 400*400 — кривой писец… автоуровень убрал после «выгораний» 2 раза…
сейчас едут оригинал рельсы хайвин (10тр), потому как китайские умерли за 2 года…
экструдер с редуктором оригинал (2.5тр) приехал — штатный грызет пластик…
про сопла — это расходка для гавенного пластика ФДпласт (дикая зависимость от цвета по настройкам)…
попробовал смолой — красиво, четко, но площадь маленькая и резать деталь пришлось…
и вот купил я аникубик моно Х на будущее — нет времени даже на тестовый кубик напечатать…
кстати смола сильно подешевела — литр стоит в пределах 1300р, а его на дохрена моделей хватает))))))))))
и возник вопрос второй раз — нахрена я моно Х купил))))))))))
а вот когда при доливе смолы сопли мимо ванны попали и каким-то не понятным «чудом» попали на экран и потом застыли при печали — при попытке их отодрать — повредил экран — вот это попадос… благо сейчас есть куча аналогов — заказал новый на оранж. приехал, пока некогда менять…
на моно, как пишут, пленка только с ванной — вот тут попадалово, автор, наверно, еще не «оценил» этот шаг производителя…
на некоторых китайских экран идет с защитным стеклом уже.
думаю на своем оранже, при замене экрана, наклеить защитное стекло/пленку от планшета подобрать…
Тогда ведь она не будет изгибаться при отлипании, если достаточно толстая.
почитайте что народ пишет и кто разбирал эту ванну…
ссылка (почитайте комменты)
решения есть, но в базе она не разборная…
ссылка
в моно Х они этот трюк не стали делать))))))))))
На скрин шоте кстати и моно Х присутствует. Насколько, кстати, удобно ставятся пленки без предварительной перфорации под конкретную ванну?
А главное — я могу купить любую плёнку, от 100 мкм из Питера, до (якобы) нелипнущего Хардлайта.
Но у меня почему-то такое ощущение, что в моно можно поставить ванну от фотона и спокойно использовать ту плёнку, которая нравится.
пленку ни разу не менял испечатав 2л смолы.
Но плёнок купил запасных себе. Вроде не сложно их менять, но я ещё не пробовал.
при наличии аникубиковской мойки+сушки — стало просто без проблем постобработка.
химия — спирт не проблема же найти))) мне медицинский достался дешевле изопропилового — вот только выливать 4л в мойку было как ножом по сердцу)))))))))
если в пленку не тыкать острым — прослужит долго, есть куча предложений на алике…
Вообще-то сейчас изопропиловый спирт продают по цене 600р-900р за литр. Так что промывка в мойке становится совсем не дешёвым процессом, подороже смолы, если каждый раз 4л выливать в помойку.
Проблема с расходниом в том, что он нужен. Если его не купить заранее, то когда он потребуется срочно, его так просто не купить.
Если не поленится и съездить к производителю, то канистра 5 литров — 759р.
Пшыкаю на деталь, тру кисточкой (прислали небольшую малярную кисть вместе с одной смолой), смываю, повторяю.
Так что изопропилового спирта расходуется мало.
Другое дело, если в детали много скрытых полостей и её надо прямо купать. Но такого я пока не печатаю.
и заливать каждый раз не надо — его на долго хватит, потом его можно засветить и использовать дальше…
а по расходке можно подумать, что на ФДМ что-то можно купить — в нашей дыре ни чего не купишь — сопла, трубки, термобаоьеры, фитинги, датчики автоуровня, есть драйвера, моторы в запасе — все заранее покупал на али…
И из всего перечисленного, для FDM расходники только трубки, ну и ещё может сопла. Всё остальное запчасти, которые не требуются гарантированной замены через N часов.
все зависит от удачи с конкретным экземпляром…
А плёнку в фотополимернике менять нужно регулярно. Независимо от удачи, цены, крутости или модели принтера.
ну и запах не у всех полимеров, есть уже водоотмываемые, плёнка стоит копейки обычно.
3dtoday.ru/blogs/news3dtoday/aliexpress-rossiya-diy-entuziasty-zainteresovalis-3d-printerami
нужна помощь в решении этой проблемы. После печати появляются заломы на пленке.