Набор кольцевых (корончатых) сверл по металлу из быстрорежущей стали.

- Цена: 23.53$
- Перейти в магазин
Всем привет! На днях пополнил арсенал своего инструмента набором коронок по металлу. Не долго думая, отправился в мастерскую дабы испытать новое приобритение. Поработав некоторое время этим инструментом, сложилось определенное мнение, которым и хочу поделиться.
На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием.
Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение.
Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм.
К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла.
Доставили набор упакованным в полиэтилен

Комплект состоит из 12 сверл диаметром — 14, 15, 16, 18, 20, 22, 25, 26, 28, 30, 32 и 35 мм.

Каждое сверло находится в отдельной пластиковой коробочке и укомплектовано шестигранным ключом 2.5 мм
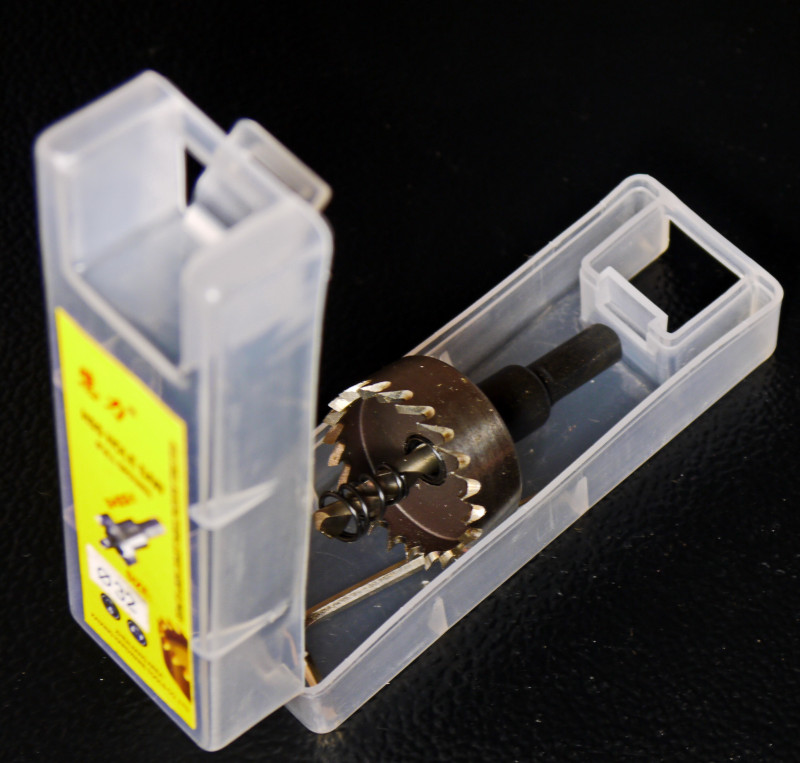
Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки.

Хвостовик взаимозаменяем для всех коронок от 14 до 32 мм. Исключением является коронка диаметром 35 мм — ее хвостовик имеет некоторые отличия в размерах, укажу в скобках. Собственно термин «хвостовик» больше относится к трехгранной части предназначенной для крепления в патроне, а ее продолжением является крепежная часть для всех составляющих. Центрирующие сверло диаметром 5 мм (6мм) имеет характерную лыску предотвращающую от проворачивания и фиксируется винтом на крепежной части хвостовика. Рядом находится резьба для накручивания коронки М10х1.25 (М12х1.25).
Коронки изготовлены из быстрорежущей стали аналогом которой является Р6М5. Высота у всех одинаковая — 13 мм. Различия только в диаметре, а, при внимательном рассмотрении, оказалось и в форме заточки. Центрирующие сверла выступают относительно режущей кромки коронки в среднем на 17 мм. Почему-то у всех по разному — от 15 до 19 мм.



Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие:
14 мм — номинал
15 мм — отклонение +0.1 мм
16 мм — номинал
18 мм — номинал
20 мм — отклонение — 0.05 мм
22 мм — отклонение + 0.05 мм
25 мм — отклонение + 0.05 мм
26 мм — номинал
28 мм — номинал
30 мм — номинал
32 мм — номинал
35 мм — отклонение — 0.05 мм
Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления).
Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм.

Немного опережая ваши замечания, объясню причину использования спирального сверла такого калибра. На данный момент я его не использую. Но в жизни иногда складываются ситуации, что приходится импровизировать. И однажды в такой ситуации срочно нужно было сделать отверстие, а более подходящего чем этот инструмент — под рукой не оказалось. Повторять крайне не рекомендую. Ну, а если, все же припекло — следуйте обратной логике (больше сверло — слабее дрель), и не протачивайте трехгранный хвостовик. В случае заклинивания сверла в материале, это спасет ваши руки.
Сделав отверстие каждым сверлом, в уголке с толщиной полки 4 мм, первым что хотелось бы отметить — это чистота обработки.
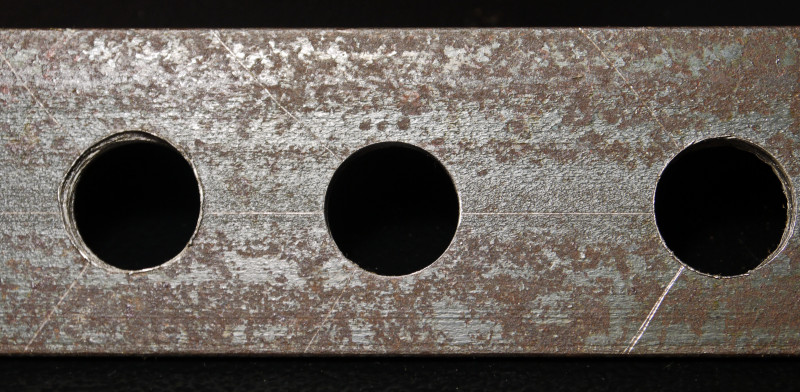
Ниже будут фото в порядке сверления: спиральным, твердосплавным и обозреваемым сверлом. На них отчетливо видно на сколько чище обработка у обозреваемого сверла. Полагаю, добиться этого удалось за счет большего количества резцов, которые в свою очередь дополнительно центрируют сверло, предупреждая биение. Но справедливо будет отметить, что такая разница в чистоте обработки будет только при сверлении дрелью с рук. При использовании сверлильного станка или стойки для дрели, с надлежащей фиксацией заготовки, думаю, результаты будут похожими между собой.



Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм.
На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей)

все три ригеля точно вошли в предназначенные им отверстия

После я принялся дырявить) все, что под руку попало, итогом этого стали изображенные на фото примеры использования.






Ну и для полноты картины — коротенький ролик:
Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра.
В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости.
На этом все. Всем спасибо за внимание.
На данный момент знаю два вида исполнения кольцевых сверл — с твердосплавными пластинками и обозреваемые — из быстрорежущей стали. Первыми пользуюсь уже года два, а вот последние как-то обошел вниманием.
Главная особенность кольцевого сверла в том, что оно вынимает материал не по всей площади высверливаемого отверстия, а только по кругу. По виду это полый цилиндр. Резание осуществляется стенкой цилиндра, на которой располагается режущая кромка. Сверление получается в виде кольца, внутри которого находится нетронутый материал. В результате уменьшается площадь соприкосновения инструмента с материалом, а, следовательно, и трение.
Большинство производителей электродрелей, устанавливают патрон под спиральное сверло максимум 13 мм, и в характеристиках так же ограничивают сверление отверстий в стали до такого же диаметра. Обусловлено это, наверное, не столько мощностью самой дрели, а больше техникой безопасности. Заклинивание, на выходе, сверла на большего диаметра чревато последствиями. О чем говорю понимаю, так как сам некоторое время использовал спиральное сверло диаметром 20 мм.
К чему я это все. Не у всех дома имеется мощный сверлильный станок или, хотя бы, стойка для дрели. Да и применение вышеуказанных не везде возможно. Вот в этих случаях и выручат обозреваемые сверла.
Доставили набор упакованным в полиэтилен
Комплект состоит из 12 сверл диаметром — 14, 15, 16, 18, 20, 22, 25, 26, 28, 30, 32 и 35 мм.
Каждое сверло находится в отдельной пластиковой коробочке и укомплектовано шестигранным ключом 2.5 мм
Сверло является сборным, состоит из хвостовика, самой коронки, спирального сверла (выполняющего роль центральной опережающей части) и конической пружинки.
Хвостовик взаимозаменяем для всех коронок от 14 до 32 мм. Исключением является коронка диаметром 35 мм — ее хвостовик имеет некоторые отличия в размерах, укажу в скобках. Собственно термин «хвостовик» больше относится к трехгранной части предназначенной для крепления в патроне, а ее продолжением является крепежная часть для всех составляющих. Центрирующие сверло диаметром 5 мм (6мм) имеет характерную лыску предотвращающую от проворачивания и фиксируется винтом на крепежной части хвостовика. Рядом находится резьба для накручивания коронки М10х1.25 (М12х1.25).
Коронки изготовлены из быстрорежущей стали аналогом которой является Р6М5. Высота у всех одинаковая — 13 мм. Различия только в диаметре, а, при внимательном рассмотрении, оказалось и в форме заточки. Центрирующие сверла выступают относительно режущей кромки коронки в среднем на 17 мм. Почему-то у всех по разному — от 15 до 19 мм.
Перед использованием решил проверить отклонения диаметров коронок от номинальных. Замеры производил штангенциркулем с точностью измерения до 0.05 мм. Результаты следующие:
14 мм — номинал
15 мм — отклонение +0.1 мм
16 мм — номинал
18 мм — номинал
20 мм — отклонение — 0.05 мм
22 мм — отклонение + 0.05 мм
25 мм — отклонение + 0.05 мм
26 мм — номинал
28 мм — номинал
30 мм — номинал
32 мм — номинал
35 мм — отклонение — 0.05 мм
Предельные отклонения удовлетворяют моим требованиям, тем более — получить точный размер отверстия при использовании дрели все равно не выйдет (виной тому люфт шпинделя у не нового инструмента, определенная дрожь в руках, не перпендикулярность сверления).
Перейдем непосредственно к применению. Для более объективной картины буду сравнивать со спиральным и корончатым твердосплавным сверлом диаметром 20 мм.
Немного опережая ваши замечания, объясню причину использования спирального сверла такого калибра. На данный момент я его не использую. Но в жизни иногда складываются ситуации, что приходится импровизировать. И однажды в такой ситуации срочно нужно было сделать отверстие, а более подходящего чем этот инструмент — под рукой не оказалось. Повторять крайне не рекомендую. Ну, а если, все же припекло — следуйте обратной логике (больше сверло — слабее дрель), и не протачивайте трехгранный хвостовик. В случае заклинивания сверла в материале, это спасет ваши руки.
Сделав отверстие каждым сверлом, в уголке с толщиной полки 4 мм, первым что хотелось бы отметить — это чистота обработки.
Ниже будут фото в порядке сверления: спиральным, твердосплавным и обозреваемым сверлом. На них отчетливо видно на сколько чище обработка у обозреваемого сверла. Полагаю, добиться этого удалось за счет большего количества резцов, которые в свою очередь дополнительно центрируют сверло, предупреждая биение. Но справедливо будет отметить, что такая разница в чистоте обработки будет только при сверлении дрелью с рук. При использовании сверлильного станка или стойки для дрели, с надлежащей фиксацией заготовки, думаю, результаты будут похожими между собой.
Так же отмечу, что максимальная глубина сверления у обозреваемых сверл равна 5 мм. Это ограничивает их применение. Да, в некоторых случаях можно ухитрится — перевернуть заготовку и продолжить сверления с обратной стороны, таким образом удастся просверлить материал толщиной до 10 мм. Этого недостатка лишено твердосплавное корончатое сверло, в моем экземпляре максимальная толщина обрабатываемого материала составляет 25 мм.
На следующем этапе решил проверить точность сверления. Для этого взял старый замок, перенес размеры между осями его ригелей на профильню трубу, и сделал отверстия в стенке профтрубы коронкой 14 мм (что соответствует диаметру ригелей)
все три ригеля точно вошли в предназначенные им отверстия
После я принялся дырявить) все, что под руку попало, итогом этого стали изображенные на фото примеры использования.
Ну и для полноты картины — коротенький ролик:
Отмечу, работа таким инструментом требует определенной сноровки. Во-первых нужно почувствовать момент выхода центровочного сверла и заранее прекратить подачу. Если с разгону вдавить коронку в сталь, то жизнь ее будет не долгой. Во-вторых нужно соблюдать перпендикулярность сверления, особенно на начальном этапе (во-время врезания коронки в материал). В случае не одновременного касания резцами материала, можно сломать центровочное сверло. Особенно критично при сверлении коронками большего диаметра.
В итоге инструментом я остался доволен. Глубины сверления, для моих потребностей, хватает. Осталось проверить ресурс. Лично меня, думаю, он устроит, так как пользоваться буду не ежедневно, а по мере необходимости.
На этом все. Всем спасибо за внимание.
Самые обсуждаемые обзоры
| +57 |
1997
84
|
| +109 |
4421
65
|
Обзор понравился. Плюсую.
Кто же таким инструментом насухую сверлит?
а зачем пружина-то нужна? Кружок после сверления выталкивать, так думаю в 90% случаев ее силы не будет хватать? Просто большой опыт сверления такими сверлами по дереву — там кружок часто надо постараться чтобы вытащить.
Долго пользовался такими, зубья выкрашиваются при закусывании. С победитом подольше ходят, да и скорость реза выше. Но победит на больших диаметрах руки выкручивает только так.
Достаточно один раз в детстве попытаться просверлить тонкий материал сразу сверлом большого диаметра, чтобы на всю жизнь отучиться от этой идеи :)
вот расцепной муфты только нет
В общем, энкоровские коронки мне совсем не понравились, сели очень быстро.
ну должен быть набор из 12 предметов… наверно с ценой напутали
И таки да, нержавейка бывает разная)))
Долго эти коронки по металу не отходят.
покупал такую на 68 для резки по цсп. биметал девольт померла сразу, эта жива и сейчас.
Хотелось сделать хитрый отрезной резец на токарный станочек из пилы по металлу, плюс сделать его подпружиненным. Брал чтобы все было красиво. Но не судьба… Хоть и много отзывов хороших, но мне не повезло — сверло оказалось бракованным…
В общем пока спорю… Дело даже не в деньгах, просто нельзя спускать продавцам что нам всякий хлам втюхивают. Причем раньше было дело присылали брак и имел опыт общения с продавцами как правило если брак, то вопросов не много, сразу возвращают деньги, а тут уперся и все, максимум скидку 0,8 при следующем заказе…
А если серьезно, то если нет возможности использовать для охлаждения промышленную эмульсию, то лучше, чем любое масло, пользоваться раствором питьевой соды в воде.