PETG Carbon филамент для 3д печати от ERYONE

- Цена: 1728р ($22)
- Перейти в магазин
PETG один из самых непривередливых материалов для печати. У него хорошая адгезия, нет необходимости использовать специальные составы для стола, да и сквозняков он не так боится как АБС. При этом детали получаются прочными, усадка небольшая. Единственное что мне не нравилось, это глянцевая поверхность, которая зачастую портит внешний вид детали, проявляя все огрехи печати, да и красить детали то еще удовольствие. Данный образец наполнен угольными волокнами, которые помимо придания матовости в теории должны еще и армировать слои, увеличивая их прочность.
Распаковка и внешний вид
Поставляется в картонной коробке со скромным принтом

Катушка упакована в вакуумный пакет, на боковой грани нанесена информация о содержимом

Отличия от классического PETG сразу бросаются в глаза. Пруток матовый(даже при снимке со вспышкой), поверхность шершавая. Кстати, многие советуют использовать сопла из закаленной стали при работе с угленаполненными прутками, т.к. они со временем увеличивают диаметр латунного сопла, действуя как абразив

Вот так под микроскопом выглядит кусочек снятых с сопла излишков

Разогрел свежий пруток феном, коснулся пальцем расплава и вытянул тонкий «волос». Оказалось, что сам пластик прозрачен и черный цвет ему дают исключительно волокна карбона
Тестирование
Использовал следующие настройки для всех моделей:
- Температура стола 70 °C
- Температура сопла 220 °C
- Высота слоя 0.2 мм
- Обдув выключен
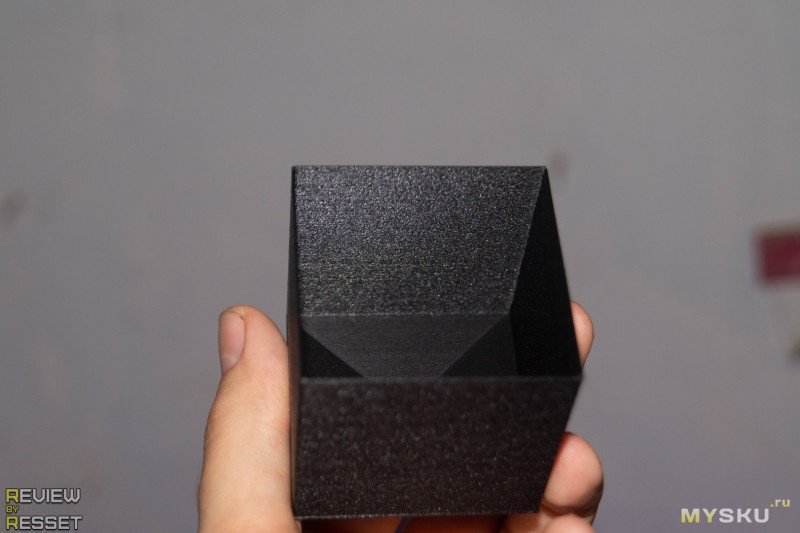
По традиции напечатал однослойный кубик, он сводит к минимуму огрехи работы механики принтера, так что поверхность получается максимально эталонной, проявляя только проблемы прутка, а по деформации стенок можно судить об усадке материала. Вжжуух и готово, эх, было бы так в реальном времени...
Красотища какая
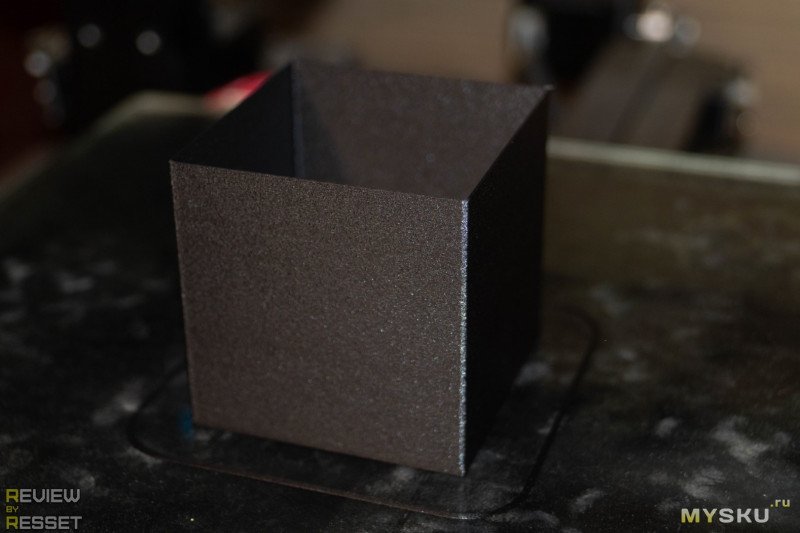
Вспышку поверхность не отражает, только мелкие вкрапления переливаются, но это визуально придаёт даже больше шершавости, чем есть на самом деле
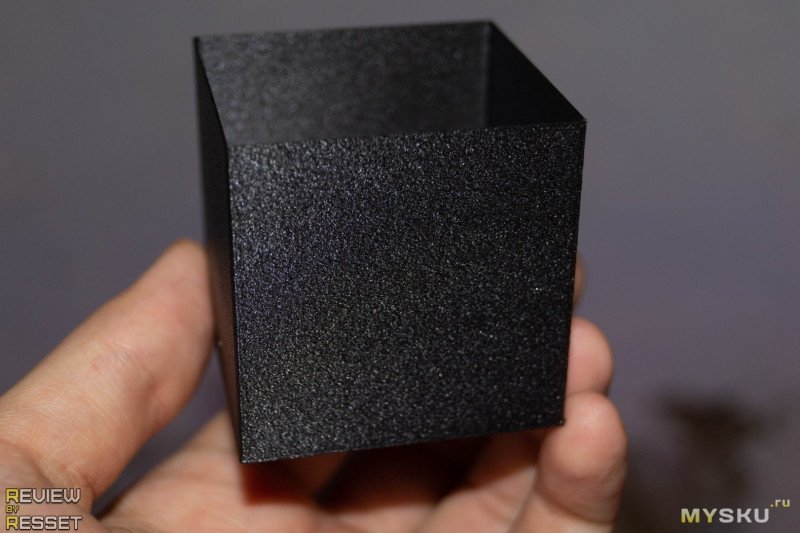
Внутренние стенки и донышко тоже не вызывают вопросов всё аккуратно
Давайте сравним с классическим PETG, как говорится, разница налицо
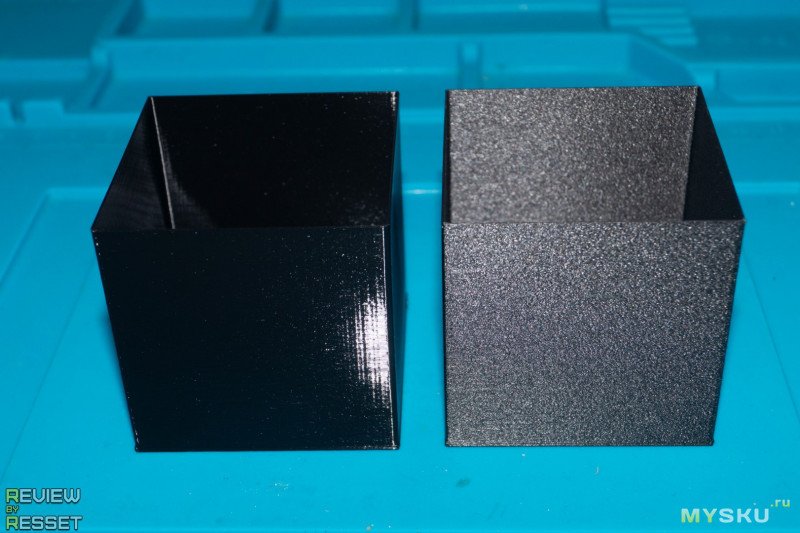
Не знаю как вам, но мне матовая поверхность всегда больше глянца нравилась. Так же по степени искажений стенок можно сказать, что PETG Carbon дал меньше усадку, что было ожидаемо. А еще наполнитель отлично замаскировал слои, думаю не каждый визуально сможет понять, что образец напечатан
Рассмотрели со всех сторон, можно и ломать. Петг прочный, но тонкостенные детали хрупкие, при чем обычно детали не расслаиваются, а ломаются как попало
Материал от ERYONE не стал исключением, но вязкость оказалось выше, стенки не растрескивались от напряжения, а сминались и пришлось дорывать их руками. Занятно, я ожидал, что они станут прочнее за счет армирования, но не пластичнее.
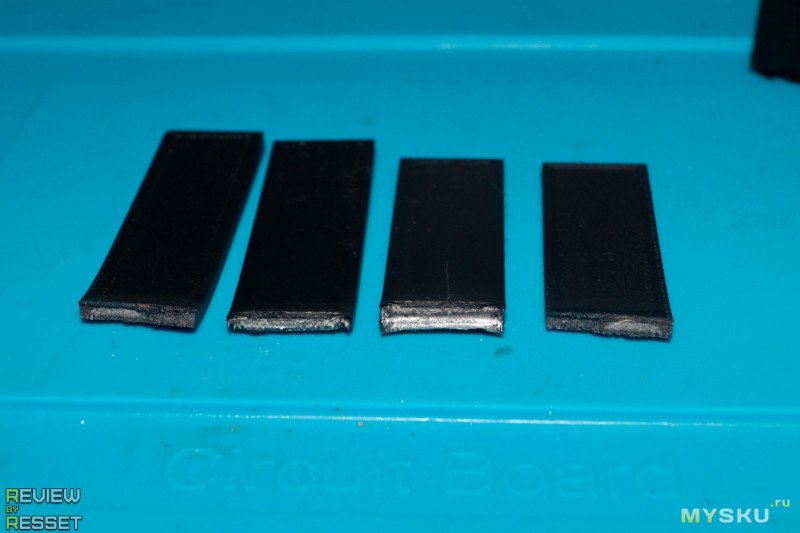
Давайте посмотрим на пластинки 17х100х3мм со 100% заполнением, параметры печати были одинаковые. У угленаполненного переэкструзия выражена намного меньше. Как и в случае с кубиком, спасибо нужно сказать волокнам карбона, которые при нагреве не расширяются и материал выдавливает практически без излишков

Под определенным углом можно рассмотреть полосы крышки, но тем не менее разница огромна

Пластина из чистого петга до какого-то момента сопротивлялась излому, после чего внешние слои начали растягиваться и она сложилась, разделение произошло после сгибания в обратную сторону

Petg Carbon изначально сопротивлялся немного больше, а при критичной нагрузке вместо того, чтобы сложиться, разлетелся на две части. Так и должно работать армирование
Раскидал куски в случайном порядке, но думаю не трудно догадаться где какой материал
Ну и напоследок покажу несколько примеров практичных деталей. К примеру, вот новые «уличные» колёса для РУ машинки, справа прозрачный петг или пла, уже не помню. Кстати, шины так же были напечатаны, только уже MSLA принтером с использованием FLEX смолы. Если её подвезут на склад, напишу небольшой обзоорчик

Для сравнения, вот такие колёсики установлены производителем. Смотреться возможно будет не очень эстетично, но можно будет по асфальту покататься не боясь мелких камней

От «соплей» на ретрактах наполнение не спасает, хотя их заметно меньше, чем у «классики»
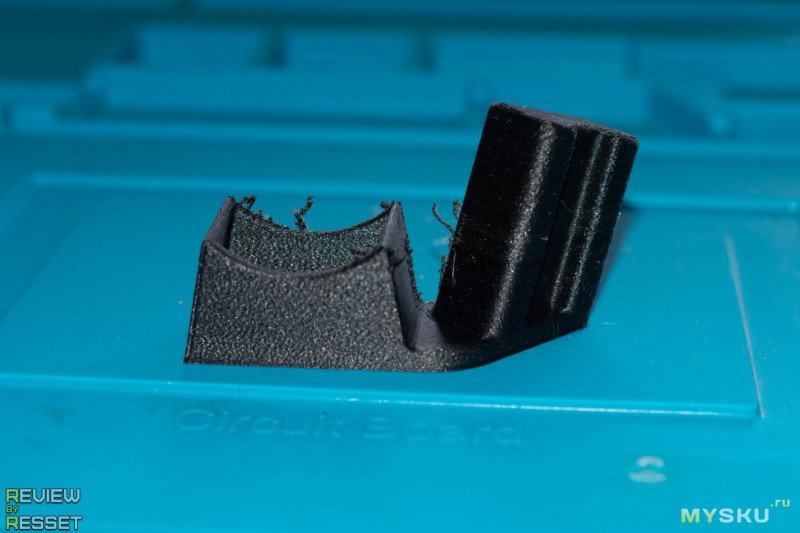
Без фанатизма снял неровности, стало лучше. Из-за вспышки проявляются слои разной структуры

Но вот при обычном освещении данный переходник уже выглядит как часть принтера

После печати стол устанавливается под углом и все излишки смолы стекают в ванну. Так и модель мыть проще и меньше шансов обляпать всё вокруг при снятии
А теперь то, о чём следует помнить, покупая угленаполненные пластики. Со временем я заметил, что первые слои начали хуже прилипать к столу, а поверхность деталей становилась более шероховатой. Филамент набрал влаги? Неа, просто угольные волокна работают как абразив и диаметр выходного отверстия сопла несколько увеличился спустя 15-20 часов печати. Слева новое 0.6мм, справа старое 0.4мм

При чем я знал, что это произойдет, но не думал, что так быстро, так что желательно сразу закупить и запасные сопла из закаленной стали или с сапфировой/рубиновой вставкой, тогда проблем не будет

Купон
На странице лота есть номиналом 78 рублей, а так же имеется купон на 420р от 2100р, так что выгодно брать 2 катушки, либо докинуть что-то еще по мелочи в магазине

Итоги
К ERYONE вопросов нет, пруток равномерный, намотка катушки виток к витку, поверхность напечатанных деталей выглядит отлично(меня изначально он этим и привлек), по прочности не уступает обычному PETG и мне кажется даже немного превосходит его. Параметры принтера корректировать не пришлось, пользовался привычными.
Единственный недостаток, это пожирание сопла из мягких материалов и необходимость использования расходников из закаленной стали, либо вставками рубина/сапфира, которые стоят несколько дороже. Цена последних 2500р за штуку против 100р за горсть латунных, но зато они должны быть вечными и подходят для работы со всеми материалами, так что это неплохой апгрейд принтера.
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
| +69 |
3008
109
|
| +55 |
3262
36
|
Тут похожая но чет цена доставки бредовая https://aliexpress.ru/item/item/1005003314125124.html
UPD нашел вроде по нормальной цене https://aliexpress.ru/item/item/4000512909491.html
В итоге, печатаю на наклейку, которая была с принтером (наклеил её на стекло 2.5 мм) — по мне, самый лучший результат. И липнет хорошо (PETG с клеем), и масса стола небольшая, и поверхность получается «приятно шершавой» (но не слишком, как с PEI).
А потом я попробовал TPU, и, по ощущениям, после него ПЕТГ вообще перестал липнуть — отваливается даже если первый слой заведомо «сжимать». Тогда задумался о покупке PEI. Купил, но, как писал выше, имхо этот бутерброд тяжеловат для дрыгостола. Сама идея с магнитом — крутая, все действительно хорошо липнет и хорошо отходит. Но вот шероховатость по мне даже слишком — первый слой получается уже далеко не ровным.
Примерно в это время решил немного поэкспериментировать и прикупить несколько обычных стекол в обычной стеклорезке. На одно из них наклеил тот самый комплектный коврик, который шел с принтером и год лежал на полке. На удивление оказалось, что он наиболее удобен — детали хорошо липнут и он имеет среднюю шероховатость. Пока печатаю на нем, но вижу, что он недолговечен. Наверное, надо купить запасной :)
Главное съём модели достаточно быстрый получается, нет необходимости жать остывания стола.
Вот даже не знаю от чего. Просто как то заметил, что какая то фигня с печатью началась. Естественно старался на сопло даже не дышать и косо не смотреть. Закручивал динамометрическим ключом с усилием в половину от рекомендуемого максимума. Сопла брал вот эти — https://aliexpress.ru/item/item/4000085697229.html С купонами где то в районе 1700 рублей были. Но печатают они конечно заметно лучше медных и закалённых. То, что в отзывах плачут о том, что это искусственные рубины — так это дураку понятно, что не натуральные. Мне интересно было попробовать, да и цена для меня вообще смешная — день работы за пару сопел. Так что какой то результат и опыт получен. Если вдруг понадобится что то качественное напечатать, может ещё парочку возьму, Но пока ничего такого не нужно было.
И еще, в отзывах пишут, что жутко вонючий
Это так?
Когда печатали ABS с карбоновым волокном, да, воняло знатно, видимо из-за наполнителя абс активнее испарения давал. А этот печатал как петг, не особо и запах чувствовался. Но я в мастерской сейчас пользуюсь, возможно в ограниченном пространстве(например, на закрытом балконе) сильнее ощущался бы
А тут вдруг попробовал сопла от trianglelab. Причем, взял V6 — они короче на 0.5 мм, но вполне подходят. Extra prime amount смог значительно уменьшить (до 0.2 мм³ при печати 0.6/0.3), качество печати тоже возросло.
А все потому, что обычные сопла внутри практически сразу от выхода начинают расширяться. А от треугольников — имеют цилиндр заданного диаметра некой глубины. Этот тонкий цилиндр и способствует удержанию текучего PETG в сопле во время ретрактов. Так что теперь смотрю на дешевые весьма скептически.
Ну и, в довершение — сопло. Сопло 0.6 от треугольников дает и деталь ровнее, и «волос» меньше. Прочитал об этом на каком-то профильном сайте, решил попробовать, оказалось правдой. Теперь понимаю, что для себя надо брать только такие сопла, пусть они и дороже в разы. Опять же, для дома (если не брать пластики с карбоном, как ваш) одного сопла хватает достаточно надолго.
При печати, да, не сопливит, вязкость выше.
Имейте ввиду, кому это важно.
Вакуум хороший, всосало много при разрезании пакета. Но он не закрывается, как у REC, и зип-пакета не вложили, как другие китайцы делают. Жадины.
В целом мне он не нравится, много возни. Пока не нашел, где он будет лучше обычного PETG.
Такие минусы:
* Плохая спекаемость слоев, как по вертикали, так и по горизонтали. Отсюда все проблемы, включая отвратные мостики на тестовых фигурах, потому что нить липнет к соплу лучше, чем к нижнему слою. Даже на 240 (рекомендации производителя 220-240). Если при достижении края программа уводит сопло вглубь детали, мостик закрепляется, если уводит в сторону, мостик тянется за соплом и обрывается.
* Плохо ложится первый слой, даже на 3D-клей: снижаем скорость первого слоя в 2-3 раза и приподнимаем температуру до 240-245, стол 75-80.
* Коэффициент трения настолько велик, что с трудом пролез через тефлоновую трубку с 1.8 внутренним, где даже TPU не застревал. Я стал бояться за экструдер, не сотрет ли его внутри. Подающие ролики, слава богу, не стерлись, видимо достаточно твердые. Сопло, конечно, закаленное, 0.6.
Плюсы:
* Не соплив, не текуч, хорошая точность внешней стенки.
* Тверже и жестче. Особенно это видно при падении деталей на стол, звук удара выше.
Не нашел в сети рекомендаций, как им печатать. Не нравится, что может отвалиться от стола при печати. Не нравится неконтролируемость мостиков. Нравится несопливость.
Печатал слоем 0.2 и на дефолтных скоростях. Возможно тоже надо больше поток дать. Фаски, печатаемые от стола, немного слоятся. Попробую снизить скорость.
Мостики аж на 10 мм/с печатал. Скорость тут не влияет, а только траектория сопла на второй стенке: если закрепится, то и на 40 может получиться, а если не закрепится, то все, печать можно останавливать. Вот эта фатальность больше всего печалит. Не всем мы можем из куры управлять. У меня были планы новую директ голову из него напечатать, но там деталь на 5-6 часов для 0.6 сопла или 7-8 часов для 0.4, обидно будет запороть из-за мостиков, которых там будет достаточно. Да и термостойкость у него та же, что у чистого PETG.
Поставил серию тестов на подбор температуры, особенности печати мостиков и поддержки. Оптимальная температура таки 240. Мостики печатаются только с прямолинейной траекторией, как в области нависания, так и на второй стенке. Например, стоит избегать фасок в отверстиях и пазах в вертикальной стенке. Поддержки допустимы только от стола, отделяются легко. Поддержки от модели не держатся.
Так же спонтанно возникает неспекание на углах, возникают висячие нити и даже ленты. По таким местам деталь ломается без усилий. Это значит, что нужно и тут скорость снизить.
При нагреве воздухом с целью удаления волос и нитей, деталь деформируется и уже не восстанавливает форму.