Аппарат плазменной резки металла HITBOX HBC5500

- Цена: $180 (12230р)
- Перейти в магазин
Посматривал на подобные устройства после покупки частного дома, т.к. работы с металлом было много, а болгаркой шумно, руки от вибрации устают, расходники быстро заканчиваются, да и побаиваюсь я их после случая на работе. А тут кроме розетки и компрессора ничего не нужно, вращающихся травмоопасных элементов нет, из расходников только сопло с электродом, которые стоят 10$ за горсть. Скорость работы выше, чем у болгарки, уровень шума ниже и легко вырезать неровные контуры. Вот только стоили они раньше дорого, но сейчас можно найти вполне рабочую модель в пределах $200.
Простенькая коробка, характеристики нигде не указаны, только бренд и модель

Уложено всё аккуратно, вместо пенопласта используется пакет с воздушными карманами

В комплекте «плазморез», съемный рукав, провод «массы», шланг подачи воздуха, пара хомутков

А так же запасное сопло и электрод, которые не попали на кадр выше

На лицевой стороне один потенциометр для изменения силы тока и дисплей, отображающий текущее значение

В нижней части разъем для подключения провода «массы», основной коннектор с воздуховодом для горелки и вспомогательный под кнопку, вроде как вместо неё можно педаль подключить для удобства работы

С правой стороны есть окошко для манометра, сверху вырез под регулятор, блокирующийся в нажатом состоянии

Манометр с блоком осушителя, под ним виднеется вентилятор, слева выключатель с резиновым пыльником

Кабель питания с тремя проводами по 2.5 квадрата

Провод массы 16 квадратов

Рукав горелки без опознавательных знаков, относительно гибкий

Сопло и электрод обмедненные, видел еще никелевые, но так и не понял что лучше

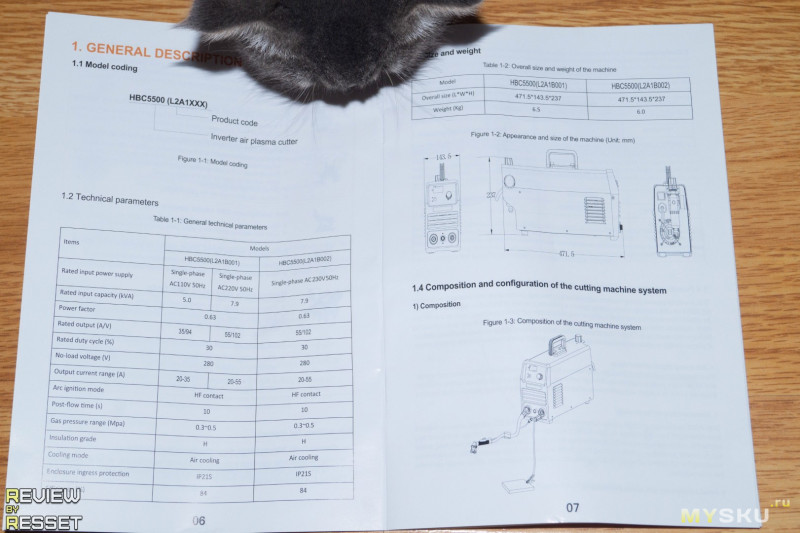
Инструкцию всю не стал фотографировать, только характеристики
Кошка пришла проверить комплект на наличие посторонних запахов, кажется ничего критичного

Перед использованием обязательно подключите компрессор, наличие датчика давления я не проверял, так что есть шанс, что без продувки сопло оплавит дугой. В комплекте нет коннектора-ёлочки, так что мне в голову пришла гениальная идея использовать обычный от пневмоинструмента. Трубка туго налезла на резьбу, хомутом хорошенько затянул

Но при повышении давления выше 4 Бар, шланг с громким хлопком сорвало, так что пришлось ехать в магазин

Вот сейчас хорошо стало, 6 Бар конструкция выдержала без происшествий

Рабочее давление должно быть в пределах 3-5 Бар, при активации дуги оно как раз «гуляет» в этом диапазоне
Регулировки напряжения нет, только ток, который корректируется в диапазоне 20-57А
Розжиг тут высокочастотный, для поддержания дуги сопло должно находиться близко к заготовке. После прерывания дуги или отпускании кнопки, еще 10 секунд осуществляется продувка электрода с соплом, заодно и место среза охладить можно

При использовании сварочной маски заметил, что дуга тонкой струёй выдувается из отверстия сопла, то есть образуется между электродом(+) и внутренней частью сопла, которое касается заготовки(-). Понял это не сразу, так что во время съемки она уже окрашивалась в зеленоватый оттенок из-за нагрева налипшего вокруг отверстия металла
Чуть задавил экспозицию, чтобы увидеть больше деталей
Еще больше, уже лучше, в кадре видно самую горячую часть

Так меняется мощность в зависимости от выставленного тока, видно расплавленную каплю, окрашивающую дугу
А такой эффект возник на выдержке кажется 1/4000с (около 4кГц)

Как-то много времени я уделил дуге, но пользовался инструментом впервые, было интересно рассмотреть подробнее процесс поближе. Перейдем непосредственно к резке металла и для начала взял кусок потолочного профиля, его толщина 0.6мм, материал оцинкованная сталь. На минимальных 20А он поддается резке, но только если не торопиться. Если над поверхностью искр больше, чем под ней, вы торопитесь
На средней мощности при той же скорости прохода уже проблем нет, только уголок не поддался
Ну а на максимуме у профиля шансов нет
Но при такой толщине кромка сильно перегревается и рез получается не такой чистый, как при использовании болгарки или ножниц, так что для аккуратной работы с тонким металлом я бы использовал ручной инструмент

Возьмем чего-нибудь посерьезнее, например, лист металла толщиной 3мм

При 20А дуга слишком слабая, скорость работы крайне низкая, что приведет к перегреву сопла и заготовки

На средней мощности можно работать, но всё равно довольно медленно

А вот при 57А вполне комфортно, под конец ускорился специально

Режет заметно быстрее болгарки, а вот такое повторить ручным инструментом будет сложно и долго

В местах, где плазма не прожгла стенку насквозь, расплавленный металл просто выдувает наружу.

Заготовку прогревает слабо, так что он при остывании не прилипает к поверхности и легко убирается

Срез получается не такой ровный, как при механическом спиливании, но всё же довольно аккуратный

Ближе

На этом куске я пробовал разную степень наклона сопла и пришел к логичному выводу, что 90 градусов идеальное значение, можно чуть наклонять от себя, чтобы в случае чего искры летели в сторону, но скорость работы будет ниже. Ширина канавки при такой толщине на полной мощности составляет около 3мм, что чуть меньше, чем при использовании болгарки с мелким диском

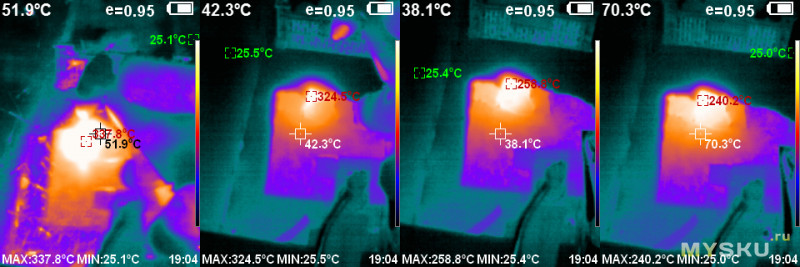
Так же обратил внимание, что во время обработки пластина оставалась довольно прохладной, вот для примера отпилил небольшой кусок и сделал снимки тепловизором
В паре сантиметров от места воздействия температура поднялась всего до 52 градусов, сантиметрах в 4 составляла 30-40 градусов и постепенно прогревалась, забирая тепло от места воздействия. В любом случае результат меня удивил, от болгарки нагрев обычно больше, всё дело в размере площади воздействия и скорости работы
Обыскал весь двор и нашел только эту трубу и не торопясь срезал от нее небольшой кусочек. Заметил, что плазморез неприхотлив к состоянию рабочей поверхности и массу не пришлось елозить по ржавчине для розжига дуги

Толщина стенки 7мм

Срез получился не очень ровным, но и опыта у меня не особо много, а еще за время тестирования мне в нескольких местах прожгло штаны, так что старался пользоваться защитным экраном если это было возможно и не всегда было удобно работать

Болгаркой умаялся бы пилить, да и такого размера квадрат вряд ли получил из-за диаметра диска

Собрал небольшое видео с демонстрацией работы, может кому-то интересно звук послушать
А вот что стало с соплом после всех мучений. Больше всего расходники страдают когда дуга по каким-то причинам не прожигает поверхность насквозь и поток отражается в сопло вместе с расплавленным металлом, например, при начале резки не от края заготовки(в этом случае рекомендуется сделать отверстие) или если торопиться

Налёт очищается щеткой, но не полностью и из-за нагрева этих вкраплений сопло продолжает постепенно выгорать

Электрод тоже страдает от недостаточной продувки если на пути струи попадается препятствие, один раз его можно перевернуть перед тем как выкидывать. Керамическая форсунка чувствует себя нормально, главное не ронять её при замене комплектующих

Как писал выше, расходники не очень дорогие, вот лот из 10 комплектов за $10, аналогичные «никелевые» можно найти доллара на полтора дешевле, но я ими не пользовался, не могу сказать, лучше они или хуже этих

Конструкция модульная, что немного упростит ремонт при выходе из строя какого-то узла
Флюс везде отмыт, пайка выглядит нормально
Провод заземления есть, на корпус отводится в нескольких местах, кнопка разрывает оба провода питания
Конденсаторов 3 штуки на 680мкФ, напряжение не удалось разглядеть, скорее всего 400В

Радиаторы выходного каскада прикрыты пластиной для увеличения потока воздуха, проходящего через них
В силовой части используются транзисторы 40N60 на 600В, 40А. Не могу утверждать, что на всех четырех радиаторах они стоят, т.к. добраться до внутренних не смог, но в теории для 280В и 50А вполне хватило бы 4 штук

Диодные мосты спрятали внутри, их тут два штуки
На отдельной плате разместили осциллятор для HF поджига
Установлено три катушки индуктивности
Судя по всему, конденсатор в плату управления впаивался вручную

HITBOXHBOLLT снижает цену на $5, больше скидку сделать не могут, но если в комментарии к заказу написать «Hitbox», первым 30 покупателям в подарок отправят удлинитель в прикуриватель длиной 3.7м
Учитывая, что у меня не было опыта работы с подобным инструментом, можно утверждать, что с ним спокойно справится новичок, главное понять как правильно держать горелку для лучшей производительности и меньшего насилия над расходниками.
По комфорту использования с болгарками и пилами по металлу не сравнить, горелка почти ничего не весит, а для работы не нужно прилагать никакого усилия к заготовке, главное следить за траекторией. Не сказал бы, что работает бесшумно, слышно писк дуги и выходящий поток воздуха, но это гораздо тише гула редуктора и скрежета диска.
Воздух проходит не только внутри сопла, но еще и обдувает его снаружи, заодно охлаждая обрабатываемую область, а учитывая небольшой размер дуги и быструю скорость прохода, поверхность детали прогревается гораздо меньше, чем при механическом воздействии или резке автогеном.
Благодаря высокочастотному поджигу, можно не особо заморачиваться с очисткой деталей от ржавчины, за время тестирования ни разу не пришлось поправлять зажим массы или царапать им поверхность.
К компрессору для гаражного применения требования так же не особо высокие, моего Magnus K-270/50(270л/ч 50л) вполне хватило, качал до 7 Бар, с ограничением на редукторе до 5, в итоге при резке 3мм пластины подкачка не включалась, хотя там в общей сложности пару минут продувки было с учетом 10 секунд после каждого пуска. По мере снижения рабочего давления, звук дуги меняется, производительность падает и край среза получается менее ровным, т.к. расплавленный металл сдувается не полностью и часть просто вытесняет наружу. Терпимый результат до 1.5-2 Бар, ниже результат будет хуже, да и электрод с соплом перегреваться начнут.
Мощность неплохая для его стоимости, слышал, что для пластин толщиной 10мм нужно покупать модель минимум на 40А, тут производитель заявляет толщину резки до 16мм при 57А, но большинство продавцов указывают максимальное значение «грязного реза», по сути это расстояние, на котором температуры дуги будет достаточно для расплавления металла, вот только скорость прохода будет очень низкой. Думаю максимальная толщина для комфортной работы тут будет порядка 10мм.
Как всегда, приветствуется конструктивная критика. Всем добра =)
Характеристики
Бренд: HITBOX
Модель: HBC5500
Технология инвертора: IGBT
Входное напряжение: 220В ± 15%, 50/60 Гц
Номинальный входной ток: 18A
Выходное напряжение без нагрузки: 280 В
Диапазон выходного тока: 20-57 А
Эффективность: 84%
Коэффициент мощности: 0.63
Тип поджига: Высокочастотный
Рабочее давление воздуха: 0.3-0.5 МПа
Толщина резки: 1-16 мм
Класс изоляции: F
Класс защиты корпуса: IP21S
Вес нетто: 10 кг
Размер: 425*205*355 мм
Распаковка и внешний вид
Простенькая коробка, характеристики нигде не указаны, только бренд и модель
Уложено всё аккуратно, вместо пенопласта используется пакет с воздушными карманами
В комплекте «плазморез», съемный рукав, провод «массы», шланг подачи воздуха, пара хомутков
А так же запасное сопло и электрод, которые не попали на кадр выше
На лицевой стороне один потенциометр для изменения силы тока и дисплей, отображающий текущее значение
В нижней части разъем для подключения провода «массы», основной коннектор с воздуховодом для горелки и вспомогательный под кнопку, вроде как вместо неё можно педаль подключить для удобства работы
С правой стороны есть окошко для манометра, сверху вырез под регулятор, блокирующийся в нажатом состоянии
Манометр с блоком осушителя, под ним виднеется вентилятор, слева выключатель с резиновым пыльником
Кабель питания с тремя проводами по 2.5 квадрата
Провод массы 16 квадратов
Рукав горелки без опознавательных знаков, относительно гибкий
Сопло и электрод обмедненные, видел еще никелевые, но так и не понял что лучше
Инструкцию всю не стал фотографировать, только характеристики
Кошка пришла проверить комплект на наличие посторонних запахов, кажется ничего критичного
Тестирование
Перед использованием обязательно подключите компрессор, наличие датчика давления я не проверял, так что есть шанс, что без продувки сопло оплавит дугой. В комплекте нет коннектора-ёлочки, так что мне в голову пришла гениальная идея использовать обычный от пневмоинструмента. Трубка туго налезла на резьбу, хомутом хорошенько затянул
Но при повышении давления выше 4 Бар, шланг с громким хлопком сорвало, так что пришлось ехать в магазин
Вот сейчас хорошо стало, 6 Бар конструкция выдержала без происшествий
Рабочее давление должно быть в пределах 3-5 Бар, при активации дуги оно как раз «гуляет» в этом диапазоне
Регулировки напряжения нет, только ток, который корректируется в диапазоне 20-57А
Розжиг тут высокочастотный, для поддержания дуги сопло должно находиться близко к заготовке. После прерывания дуги или отпускании кнопки, еще 10 секунд осуществляется продувка электрода с соплом, заодно и место среза охладить можно
При использовании сварочной маски заметил, что дуга тонкой струёй выдувается из отверстия сопла, то есть образуется между электродом(+) и внутренней частью сопла, которое касается заготовки(-). Понял это не сразу, так что во время съемки она уже окрашивалась в зеленоватый оттенок из-за нагрева налипшего вокруг отверстия металла
Чуть задавил экспозицию, чтобы увидеть больше деталей
Еще больше, уже лучше, в кадре видно самую горячую часть
Так меняется мощность в зависимости от выставленного тока, видно расплавленную каплю, окрашивающую дугу
А такой эффект возник на выдержке кажется 1/4000с (около 4кГц)
Как-то много времени я уделил дуге, но пользовался инструментом впервые, было интересно рассмотреть подробнее процесс поближе. Перейдем непосредственно к резке металла и для начала взял кусок потолочного профиля, его толщина 0.6мм, материал оцинкованная сталь. На минимальных 20А он поддается резке, но только если не торопиться. Если над поверхностью искр больше, чем под ней, вы торопитесь
На средней мощности при той же скорости прохода уже проблем нет, только уголок не поддался
Ну а на максимуме у профиля шансов нет
Но при такой толщине кромка сильно перегревается и рез получается не такой чистый, как при использовании болгарки или ножниц, так что для аккуратной работы с тонким металлом я бы использовал ручной инструмент
Возьмем чего-нибудь посерьезнее, например, лист металла толщиной 3мм
При 20А дуга слишком слабая, скорость работы крайне низкая, что приведет к перегреву сопла и заготовки
На средней мощности можно работать, но всё равно довольно медленно
А вот при 57А вполне комфортно, под конец ускорился специально
Режет заметно быстрее болгарки, а вот такое повторить ручным инструментом будет сложно и долго
В местах, где плазма не прожгла стенку насквозь, расплавленный металл просто выдувает наружу.
Заготовку прогревает слабо, так что он при остывании не прилипает к поверхности и легко убирается
Срез получается не такой ровный, как при механическом спиливании, но всё же довольно аккуратный
Ближе
На этом куске я пробовал разную степень наклона сопла и пришел к логичному выводу, что 90 градусов идеальное значение, можно чуть наклонять от себя, чтобы в случае чего искры летели в сторону, но скорость работы будет ниже. Ширина канавки при такой толщине на полной мощности составляет около 3мм, что чуть меньше, чем при использовании болгарки с мелким диском
Так же обратил внимание, что во время обработки пластина оставалась довольно прохладной, вот для примера отпилил небольшой кусок и сделал снимки тепловизором
В паре сантиметров от места воздействия температура поднялась всего до 52 градусов, сантиметрах в 4 составляла 30-40 градусов и постепенно прогревалась, забирая тепло от места воздействия. В любом случае результат меня удивил, от болгарки нагрев обычно больше, всё дело в размере площади воздействия и скорости работы
Обыскал весь двор и нашел только эту трубу и не торопясь срезал от нее небольшой кусочек. Заметил, что плазморез неприхотлив к состоянию рабочей поверхности и массу не пришлось елозить по ржавчине для розжига дуги
Толщина стенки 7мм
Срез получился не очень ровным, но и опыта у меня не особо много, а еще за время тестирования мне в нескольких местах прожгло штаны, так что старался пользоваться защитным экраном если это было возможно и не всегда было удобно работать
Болгаркой умаялся бы пилить, да и такого размера квадрат вряд ли получил из-за диаметра диска
Собрал небольшое видео с демонстрацией работы, может кому-то интересно звук послушать
А вот что стало с соплом после всех мучений. Больше всего расходники страдают когда дуга по каким-то причинам не прожигает поверхность насквозь и поток отражается в сопло вместе с расплавленным металлом, например, при начале резки не от края заготовки(в этом случае рекомендуется сделать отверстие) или если торопиться
Налёт очищается щеткой, но не полностью и из-за нагрева этих вкраплений сопло продолжает постепенно выгорать
Электрод тоже страдает от недостаточной продувки если на пути струи попадается препятствие, один раз его можно перевернуть перед тем как выкидывать. Керамическая форсунка чувствует себя нормально, главное не ронять её при замене комплектующих
Как писал выше, расходники не очень дорогие, вот лот из 10 комплектов за $10, аналогичные «никелевые» можно найти доллара на полтора дешевле, но я ими не пользовался, не могу сказать, лучше они или хуже этих
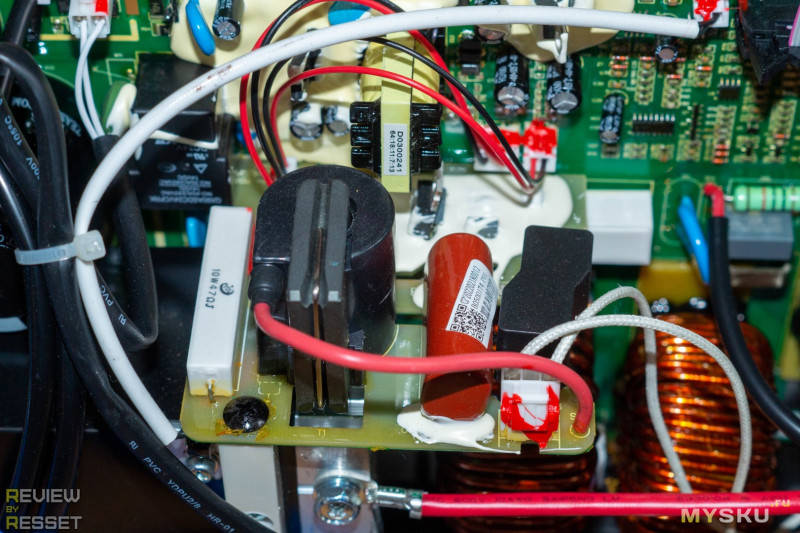
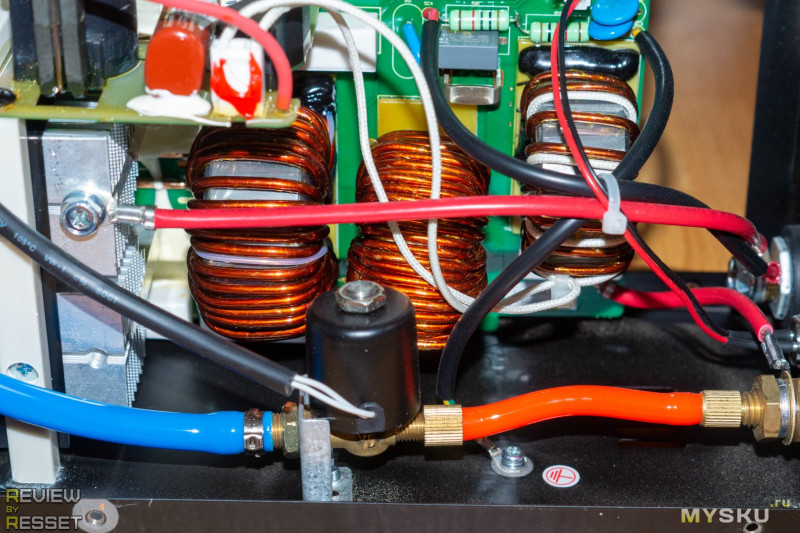
Внутренний мир
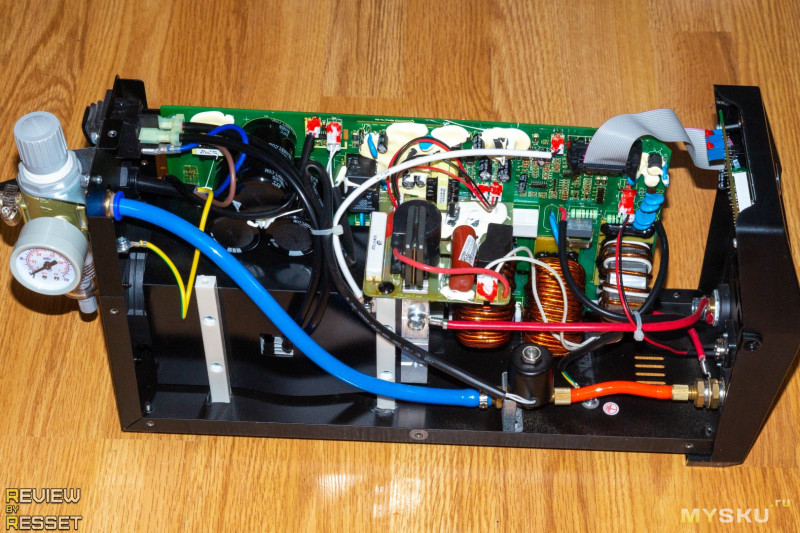
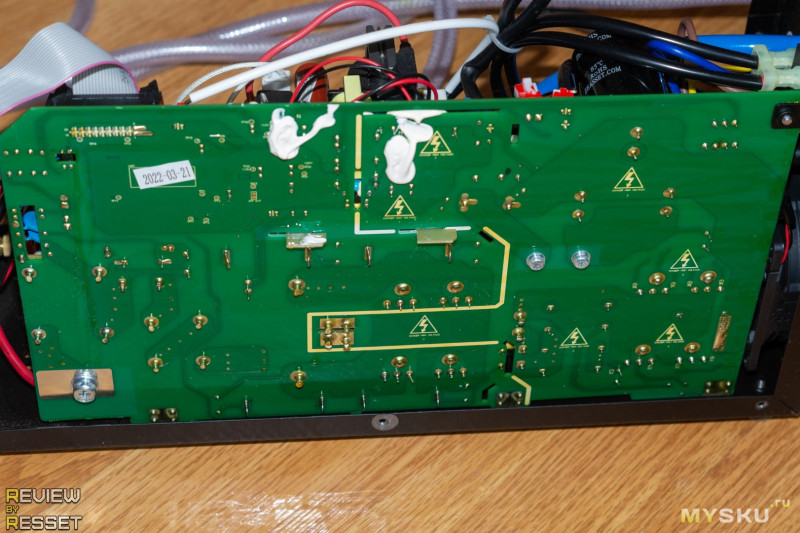
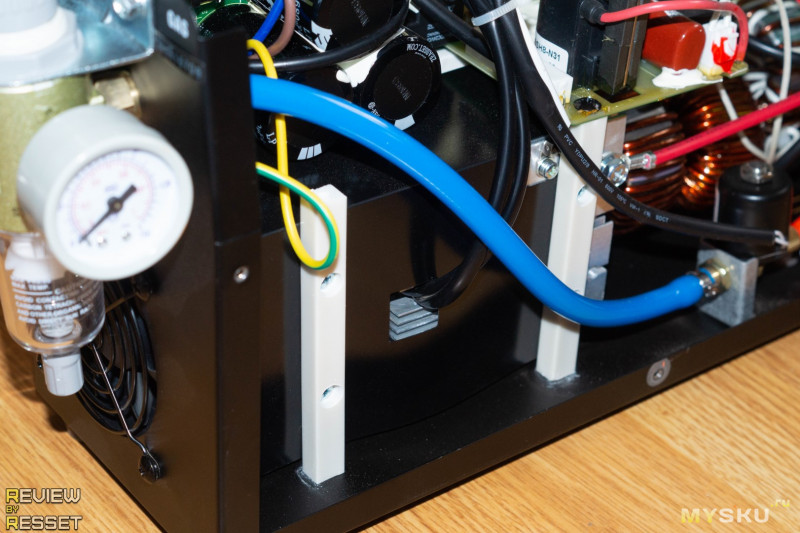
Конструкция модульная, что немного упростит ремонт при выходе из строя какого-то узла
Флюс везде отмыт, пайка выглядит нормально
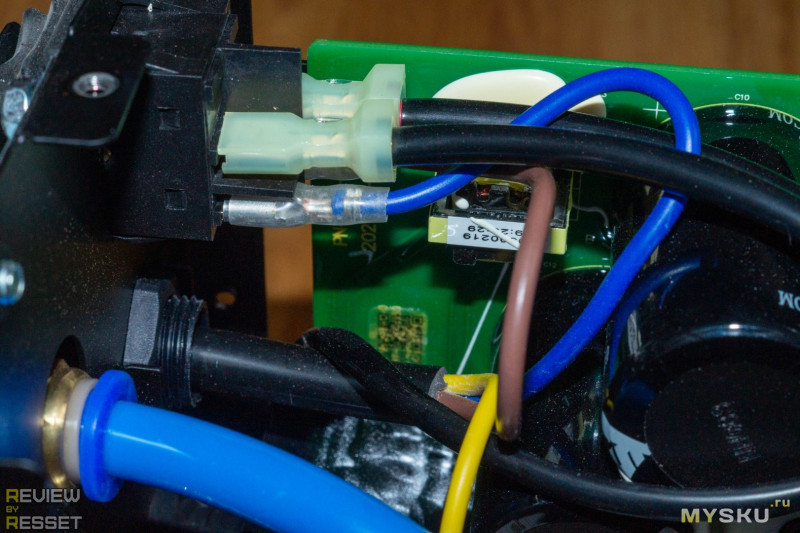
Провод заземления есть, на корпус отводится в нескольких местах, кнопка разрывает оба провода питания
Конденсаторов 3 штуки на 680мкФ, напряжение не удалось разглядеть, скорее всего 400В
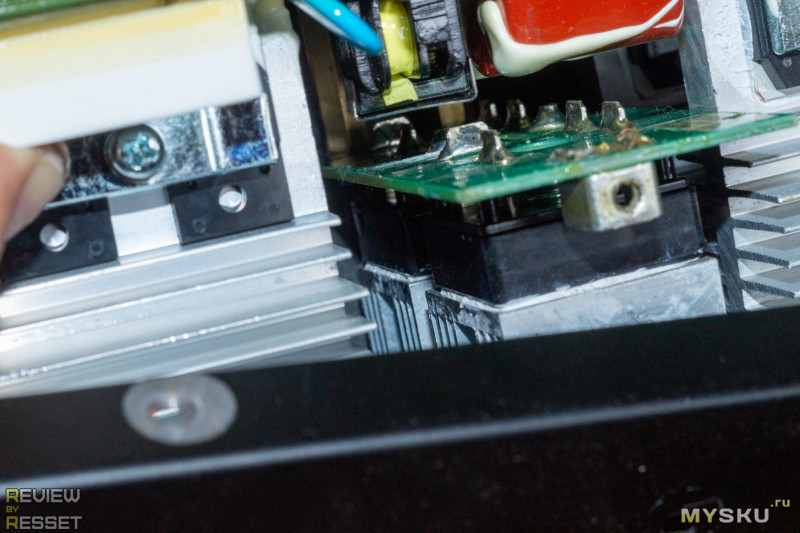
Радиаторы выходного каскада прикрыты пластиной для увеличения потока воздуха, проходящего через них
В силовой части используются транзисторы 40N60 на 600В, 40А. Не могу утверждать, что на всех четырех радиаторах они стоят, т.к. добраться до внутренних не смог, но в теории для 280В и 50А вполне хватило бы 4 штук
Диодные мосты спрятали внутри, их тут два штуки
На отдельной плате разместили осциллятор для HF поджига
Установлено три катушки индуктивности
Судя по всему, конденсатор в плату управления впаивался вручную
Купон
HITBOXHBOLLT снижает цену на $5, больше скидку сделать не могут, но если в комментарии к заказу написать «Hitbox», первым 30 покупателям в подарок отправят удлинитель в прикуриватель длиной 3.7м
Итоги
Учитывая, что у меня не было опыта работы с подобным инструментом, можно утверждать, что с ним спокойно справится новичок, главное понять как правильно держать горелку для лучшей производительности и меньшего насилия над расходниками.
По комфорту использования с болгарками и пилами по металлу не сравнить, горелка почти ничего не весит, а для работы не нужно прилагать никакого усилия к заготовке, главное следить за траекторией. Не сказал бы, что работает бесшумно, слышно писк дуги и выходящий поток воздуха, но это гораздо тише гула редуктора и скрежета диска.
Воздух проходит не только внутри сопла, но еще и обдувает его снаружи, заодно охлаждая обрабатываемую область, а учитывая небольшой размер дуги и быструю скорость прохода, поверхность детали прогревается гораздо меньше, чем при механическом воздействии или резке автогеном.
Благодаря высокочастотному поджигу, можно не особо заморачиваться с очисткой деталей от ржавчины, за время тестирования ни разу не пришлось поправлять зажим массы или царапать им поверхность.
К компрессору для гаражного применения требования так же не особо высокие, моего Magnus K-270/50(270л/ч 50л) вполне хватило, качал до 7 Бар, с ограничением на редукторе до 5, в итоге при резке 3мм пластины подкачка не включалась, хотя там в общей сложности пару минут продувки было с учетом 10 секунд после каждого пуска. По мере снижения рабочего давления, звук дуги меняется, производительность падает и край среза получается менее ровным, т.к. расплавленный металл сдувается не полностью и часть просто вытесняет наружу. Терпимый результат до 1.5-2 Бар, ниже результат будет хуже, да и электрод с соплом перегреваться начнут.
Мощность неплохая для его стоимости, слышал, что для пластин толщиной 10мм нужно покупать модель минимум на 40А, тут производитель заявляет толщину резки до 16мм при 57А, но большинство продавцов указывают максимальное значение «грязного реза», по сути это расстояние, на котором температуры дуги будет достаточно для расплавления металла, вот только скорость прохода будет очень низкой. Думаю максимальная толщина для комфортной работы тут будет порядка 10мм.
Как всегда, приветствуется конструктивная критика. Всем добра =)
Самые обсуждаемые обзоры
P.S. Интересно, насколько сложно будет к этому аппарату TIG приколхозить, выдержит ли (разница в рабочем напряжении)? Потому что универсалы TIG+MIG+PLASMA стоят дорого, чистый TIG в плазму не переделать, напряжения не хватит. А, вот, наоборот — может прокатить сравнительно «малой кровью», если электроника позволит.
Вырезать ровный круг ни разу не получалось.
Использую для резки не плоских поверхностей и по месту подрезка.
Требования к компрессору серьезные — литров 100 минимум и 2х поршневой — меньше, 20-30сек режем и ждем…
У меня больше 3кВт от электросети проблема и одновременная резка и работа компрессора не возможна((((((
Линейный рез металла до 5мм оптимальней болгаркой.
Забросил на какое-то время, но потом уже в своем дворе уголки варил, у них стенки были одинаковой толщины, так что накосячить было сложнее. Поначалу были пропуски, неравномерный провар, но конструкция не рассыпалась, а со временем и швы на вид гораздо лучше стали, хотя в комментариях результаты моих тестов периодически критикуют )
Для новичка оптимально использовать ОК-46
Они и дугу хорошо держат, и поджигаются легко.
Далее не нужно копировать профи — варим небольшими порциями, не пытаясь заварить за раз…
т.е. зажгли электрод, 5мм провели — убрали.
через 1-2 сек опять зажгли, примерно в центре предыдущего шовчика — сделали 5мм убрали…
Если плохо поджигается — добавляем тока.
Если металл проваливается — убавляем тока.
Электрод ведём под углом примерно 45 градусов.
Шов должен оставаться на его тупой стороне — что бы туда шлак уплывал.
Ну и не забываем, что в сварке важна не сварка, а подготовка.
Металл от ржи и краски должен быть не до блеска, но зачищен.
Зазор между деталями минимальный.
Это проблема не новичка, а учителя.
Даже самые непонтовые сварщики, на этом месте начинают гнуть пальцы: «ты чё не вишь, это вот метал, а это шлак, ты чё слепой?.»
По итогу лично я могу на бытовом уровне даже кузовщину варил электродом :-)
Но разглядеть где в этой раскалённой массе шлак, а где расплав, до сих пор не смог.
Так что не вижу причин заморачиваться, просто набиваем руку и этого хватит.
Не от маски (сварные её кличут между собой щитком), а от светопроницаемости стекла. Стекло подбирается индивидуально под себя (глаза у всех разные): слишком светлое — глазам больно смотреть на очень яркую дугу, излишне тёмное — плохо видно детали участка сварки… А цвет дуги и сварочной ванночки (зависит от стекла) не так важен (хотя сам, например, всегда любил соломенный цвет:=))
А мне показалось, что уже при 3мм болгарка отстает по скорости работы даже по прямой, я вообще их опасаюсь, плюс громко, пыльно
а по кругу — дуга под наклоном, при толщине в 5мм уже заметный эллипс получается — ровненько под 90гр только у станков, но это уже другая история…
Ощущение, что кроме розетки ничего не существует.
Кому интересно.
ссылка
P.S. Не реклама.
Но видел и сопла(в основном для ЧПУ) с острым основанием как у ацетиленовых горелок, вот ими скорее всего по поверхности вести не желательно
Плазмой точно резать практически невозможно ± 3мм и это по линейке. Большой расход электроэнергии и расходников, плохая мобильность и громоздкость.
Тогда и круги станут идеально ровные и красивые, и линейный рез станет как по линеечке.
Для резака лучше кинематику от углекислотных лазеров использовать, чем от фрезера.
Автор — рукастый эстонский фермер, живущий на хуторе.
Это да, сопло гладкое, по поверхности скользит, а если железяка еще и в кратерах от ржавчины вся, даже ровную линию провести сложно, так что шаблоны здорово выручают
Недавно тесть разбирал старые постройки во дворе, интересно, эти ребята со станками по выезду работают? )
Ну а если серьезно, это инструмент для грубой работы с металлом, если нужно быстро отрезать кусок какой-то железяки, по желанию рез можно сделать определенной формы, а станки это обычно декоративное оформление, всякие узорчики сделать или быстренько отверстий наделать в нужных местах с большой точностью.
А так, да, если что-то разбирать — то да, согласен.
Может всётаки технология LCC или квазирезонансник, или просто тупой ШИМ? IGBT — это всего лишь технология по которой выполнены ключи. А так хоть что угодно впихнуть можно? Да хоть из мощного FET или составной из маломощного МОП и мощного биполярника для снижения входной ёмкости.
Самый ТОП на текущий момент для сварочника — инвертор по топологии LCC (последовательный резонансник с ёмкостным характером нагрузки).
PS: В компьютерных БП самый ТОП, да и вообще практически для любого БП, — LLC (последовательный резонансник с индуктивным характером нагрузки).
LCC фактически применяется только там, где БП сразу нагружен на максимальную нагрузку с токами более 100-200А, либо нагрузка быстро переходит из ХХ на максимум и/или сам ХХ как правило довольно редок, а максимальная нагрузка или около того более частая.
А все эти квазирезонансники, ACRF (активный снаббер) и иже с ними — костыли для тупой ШИМки с детскими болезнями.
LLC/LCC не боятся ни обрывов, ни полных КЗ, ни КЗ с дребезгом.
У LLC ZVS для силовых ключей, у LCC — ZCS для выпрямительных диодов, поэтому для сварочника предпочтителен ZCS.