Сварочный аппарат HBT2000 Pro (TIG(DC) + MMA)

- Цена: $193.49
- Перейти в магазин
Ну вот пришла очередь попробовать в деле и аргонодуговую сварку. Многие пугали, что полуавтомат сложнее ММА, в итоге лично мне он показался гораздо проще в освоении, к TIG советовали даже не подходить, т.к. тут навыки оттачивать нужно долго и дорого, но когда нас это останавливало. Данная модель в режиме TIG имеет предел тока 200А, ПН при этом составляет 35%(100% при 118А), в ММА максимальный ток 170А с ПН 20%(100% при 76А). Для настройки используется циклограмма из 8 пунктов, имеется режим DC Pulse, 2Т/4Т, Spot, поджиг HF(бесконтактный). Подробнее под катом.
Производитель: HZXVOGEN
Технология: Mosfet
Напряжение питания: 220В ±15%
Частота: 50/60 Гц
Максимальная нагрузка: 43.6/28A
Диапазон силы тока в режиме ММА: 10-170A
Диапазон силы тока в режиме TIG: 10-200A
Рабочий цикл: 200A 35%, 152А 60%, 118А 100%
Тип розжига: Высокочастотный, бесконтактный
Эффективность: 80%
Коэффициент мощности: 0.73
Класс изоляции: F
Класс защиты корпуса: IP21
Размер: 400х150х180мм
Вес в сборе: 11 кг
Приходит в картонной коробке

Внутри она разделена на две секции, в верхней размещены комплектующие, под перегородкой сам аппарат

Вместо пенопласта используют пакет с воздушными вставками

Корпус небольшой

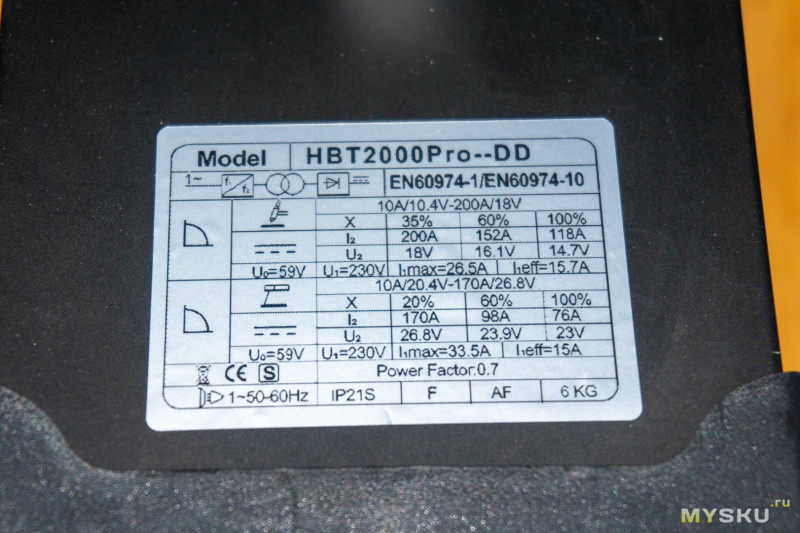
Характеристики наклеены на видном месте в верхней части
Сзади расположен кабель питания, кнопка выключения, трубка подачи газа, имеется наклейка с серийным номером, чуть ниже за пластиковыми решетками спрятан 100мм вентилятор, направлен на вдув, дефлекторы наклонены вниз

На лицевой стороне находится циклограмма для подробной настройки процесса сварки, для управления используются несколько кнопок и энкодер, в самом низу разместили коннекторы для подключения силовой части, а так же разъемы для канала подачи газа и электроники горелки

Провода толстые, на питание идет кабель с тремя проводами по 4мм2 каждый

Провода массы и электрододержателя по 25мм2, толще я пока не встречал

Трубка подачи газа армированная, диаметр 8х12мм, в комплекте имеется пара металлических хомутов

Горелка в отдельном запаянном пакете

Длина рукава 4 метра, довольно гибкий, рукоять удобная

В верхней части есть несколько элементов управления, отвечающих за пуск, продувку газа и корректировку тока

При желании можно снять заглушку без использования дополнительных инструментов

И заменить блок управления на другой, размер у него стандартный

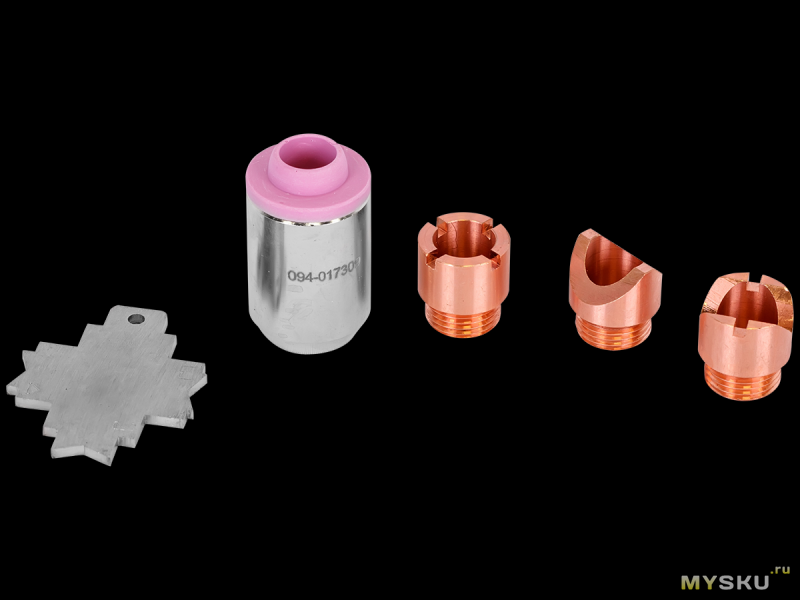
В отдельном пакетике можно найти дополнительные цанги на 2.4 и 3.2мм, длинный колпачок и керамические сопла

В горелке уже стоит цанга 2мм

Нужно только вставить в нее электрод и затянуть длинный колпачок, я купил десяток WL-20 диаметром 2мм

Сборка окончена, горелка готова к работе

Для перехода по пунктам циклограммы используется крайняя левая кнопка, значения корректируются энкодером.
Первый пункт это время продувки газом перед дугообразованием, регулируется в диапазоне от 0 до 3 секунд с шагом 0.1. Позволяет вытеснить обычный воздух из горелки, если этого не сделать, во время пуска электрод будет быстро деградировать, да и поверхность заготовки испортить можно, особенно если после подключения трубки не была сделана принудительная продувка

Начальный ток, регулируется в диапазоне 10-200А. Он может быть как меньше, так и больше пикового по ситуации, это позволяет как начать аккуратный прогрев поверхности, так и быстро сформировать сварочную ванну

Время нарастания тока до пикового значения корректируется от 0 до 60 секунд

Пиковый ток
После того как пользователь отпустит кнопку, процесс сварки не может завершится моментально. Точнее может, но результат получится не очень хорошим. Чтобы завершить шов без образования кратера, ток должен снижаться постепенно, так что запускается обратная пуску последовательность, задается время снижения тока
Конечное значение настраивается в диапазоне от 5 до 200А
Ну и финальная продувка, которая оберегает еще не остывший шов и вольфрам от окисления
Над потенциометром есть кнопка переключения режимов работы, следующим рассмотрим DC Pulse
В циклограмме при активируется дополнительный пункт базовый ток
И еще два пункта под ней, один отвечает за баланс перехода от одного значения к другому. Корректируется в диапазоне от 10 до 90%, по умолчанию 50%, это значит, что во время одного цикла будет выделены равные периоды работы с базовым и пиковым током
Второй отвечает за частоту, она изменяется в диапазоне от 0.5 до 200Гц
Чуть правее есть еще одна кнопка смены режима сварки, 2Т это классический тип, пользователь нажал кнопку, процесс начался, отпустил и процесс завершился. При 4Т кнопку удерживать не нужно, для окончания работы нужно нажать ее повторно. В режиме Spot активируется дополнительный пункт, позволяющий выбрать время импульса от 0.1 до 10 секунд, а на циклограмме можно выбрать только пиковый ток и время предварительного наддува

Ну и последний режим ММА, в нем можно выставить ток от 10 до 170А
Откорректировать форсирование дуги в диапазоне 0-170А, на это значение будет подниматься ток при затухании дуги, тем самым предотвращая залипание электрода
И задать значение горячего старта от 0.01 до 1, скорее всего это соотношение к максимальному току. Данная опция позволяет проще разжечь дугу на загрязненной поверхности
Начал с ММА как с самого распространенного типа сварки, минимальный ток составляет всего 10 Ампер, остальные параметры оставил по умолчанию: форсирование 50, горячий старт 0.1, электрод 2мм, лист металла так же 3мм.
Дуги практически нет, поверхность не разогревается, так что ванна не расплывается по поверхности, расплавленный электрод просто прикипает каплями, для двойки 10А явно мало, но тем не менее залипания происходили реже, чем я предполагал

20 Ампер, дуга появилась, начался прогрев поверхности, так что можно аккуратно работать

30 Ампер, дуга стала увереннее, попробовал макнуть электрод, форсирование не спасло
При 40 Амперах аппарат уже прощает неопытность сварщику, касание поверхности не гасит дугу

На 60А электрод заканчивается быстро
Перешел на 3мм, процесс медленно, но верно идет, при желании можно упереть электрод в заготовку

При 70А уже можно комфортно работать

А вот при 90А уже лучше не зевать, ну или подкрутить форсирование
Тот же ток, но уже с быстрым проходом
170А для 3мм заготовки и электрода уже явно многовато

Вот как выглядит дисплей во время работы, тут видны скачки при форсировании и сброс при залипании
Вот результат мучений железяки

После очистки шлака

Тут можно оценить высоту и равномерность шва

Ну и обратная сторона

Думаю с ММА вопросов остаться не должно, это довольно распространенный вид сварки, так что перейдем к TIG.
Поджиг тут высокочастотный, что на данный момент является самым удобным методом возбуждения дуги, т.к. электрод не касается заготовки. После нажатия на кнопку старта из корпуса будет слышан треск, не пугаемся, это разрядник. Подносим иглу к заготовке, разрядник умолкает, появляется слабая дуга, стоит поднести еще ближе и… «ГЛАЗА!»©. Без подключения газа лучше не проверять, т.к. вольфраму это совсем не нравится
Так как данная модель не умеет работать с переменным током, варить алюминий ей не положено, сейчас наглядно покажу почему.
Возьмем корпус вентилятора, это однозначно не чистый алюминий, но цель не сделать красивый шов, а показать почему постоянный ток не очень подходит для работы с этим материалом

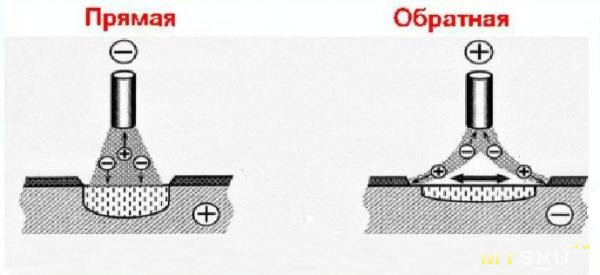
Ток 50А, прямая полярность. Дуга разжигается, но даже на гифке видно образование оксида. Края прогрелись, даже пруток размазало, но качество шва далеко от идеала и прочность соединения будет под большим вопросом
При переменном токе полярность меняется с большой частотой, прямая прогревает заготовку, а обратная разрушает оксидную пленку. Хм, так значит можно перекинуть полярность и снимать себе оксид на здоровье, вот только дуга в этом случае меняет свое направление и начинает больше греть иглу, а не обрабатываемую поверхность
Так что при той же силе тока вольфрамовый электрод уничтожается за пару секунд, вылетая в виде искр

Даже керамическое сопло оплавило, кончик электрода видно аж у цанги

Заточил электрод, снизил ток до 35А, стало не так страшно
Видно, что в месте воздействия дуги поверхность очистилась, но прогрелась недостаточно и шарик припоя не растекся по ней. Так что обратной полярностью пользоваться можно, но только на небольших токах, а значит и толщина свариваемых деталей будет сильно ограничена, да и электроды придется менять чаще

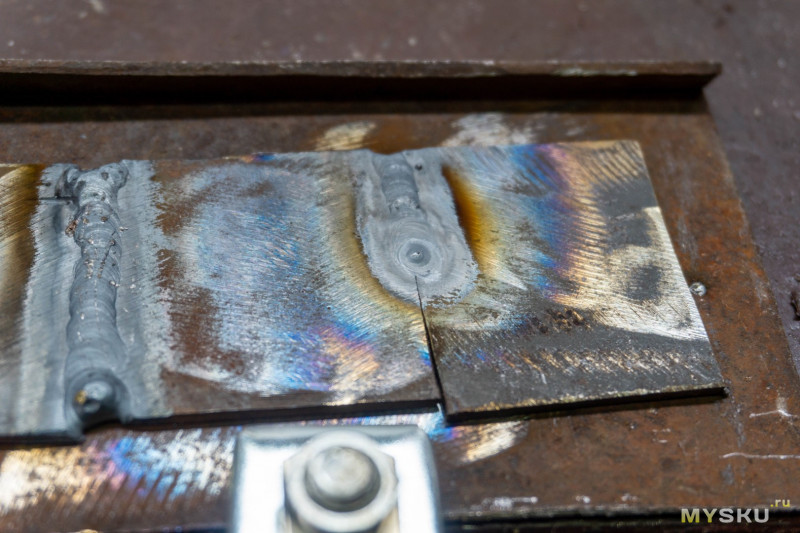
Переходим к железякам, с которыми эта модель может работать без проблем. Чтобы не затягивать материал, я не буду вдаваться в детали процесса, в сети хватает информации под каким углом держать горелку, как подобрать правильный ток, какой должен быть расход газа для той или иной оснастки и материала, мы тут просто смотрим насколько адекватно оборудование реагирует на наши действия. Нарезал пластинок толщиной 2мм, присадочный пруток использовал ER70S-6, аналог СВ-08ГС диаметром 1.6мм

Для начала выставил ток 20А, для нормального прогрева стыка пришлось поднять его до 40А
Затем до 50А, ванна сформировалась, можно подавать пруток
Для эксперимента плавно поднял ток до 80А, область прогрева заметно увеличилась
Снизил до 70А, при таком значении и процесс идет быстро и перегрева нет

По внешнему виду шва не очень понятно с каким током был проход

А вот с обратной стороны можно заметить разные цвета побежалости

Кончик иглы практически не потерял форму

Так же проверил режим DC Pulse, пиковый ток 70А, базовый 35А, баланс 50%, частота 3 Гц. Годная штука, главное поймать ритм и перетаскивать каплю припоя в момент перехода, при этом контролировать процесс становится гораздо удобнее, так что я бы только в «пульсе» и работал
Результат мне понравился, валик получился гораздо меньше, чем при первой попытке
Ну и очень было интересно как себя покажет режим Spot, ведь он редко встречается в бюджетных моделях, а значит исполнение может быть далеко от идеала. Оставил ток на тех же 70А, но время импульса поднял до 1/2с

Вот что получилось, шов тут практически не выступает над поверхностью, но в конце края оплавились и собрались в приличного размера уголок, так что углы нужно обрабатывать отдельно на малых токах

Если уменьшить время импульса до 1/10с, пластину не прогревает полностью, хотя точки выглядят прикольно

Но еще интереснее смотрится результат на нержавейке, ток 20А, импульс 1/10с. Только кратеры в центре не понравились, они появляются не из-за касания иглы, а из-за резкого перепада мощности дуги, для этого и придумано затухание в обычном режиме. Так то их можно перекрывать, ставя следующую точку ближе к центру предыдущей, но это будет долго, так же кратеры не образуются при минимальном токе, но пятно контакта получается очень мелкое, хотя стык тонкой нержавейки таким образом можно заварить, долго, но выполнимо )

С обратной стороны нержавейку в процессе сварки продувают аргоном или обрабатывают антикором после

При 30 и 50А размер точки заметно увеличивается, но металл явно перегревает

Говорят, что опытные сварщики могут многое сказать о сварочном аппарате только услышав звук дуги, так что смонтировал небольшое видео из кусков, которые использовал для гифок
Еще нашел вот такие наборы под стандартную горелку для точечной сварки стенок внахлест
Вот небольшое видео с демонстрацией работы данного комплекта
Плата со стороны боковой стенки прикрыта прозрачным листом диэлектрика, флюс смыт

Силовая часть отделена от платы контроллера и управления
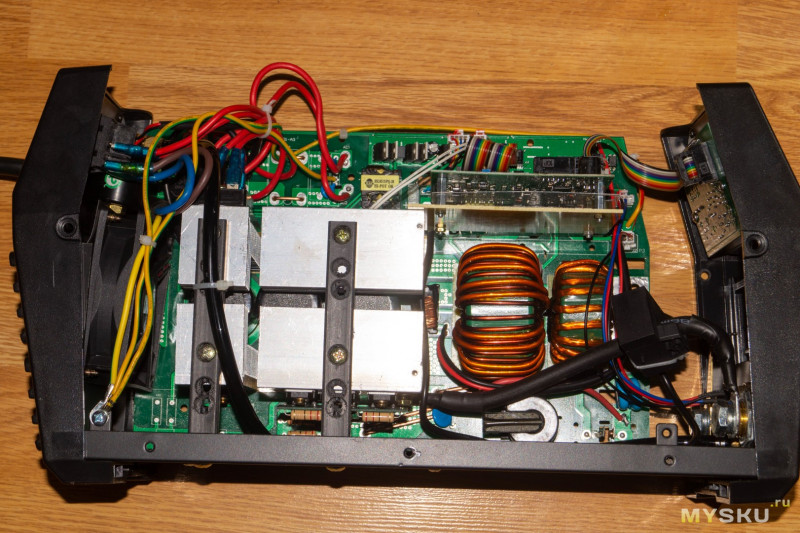
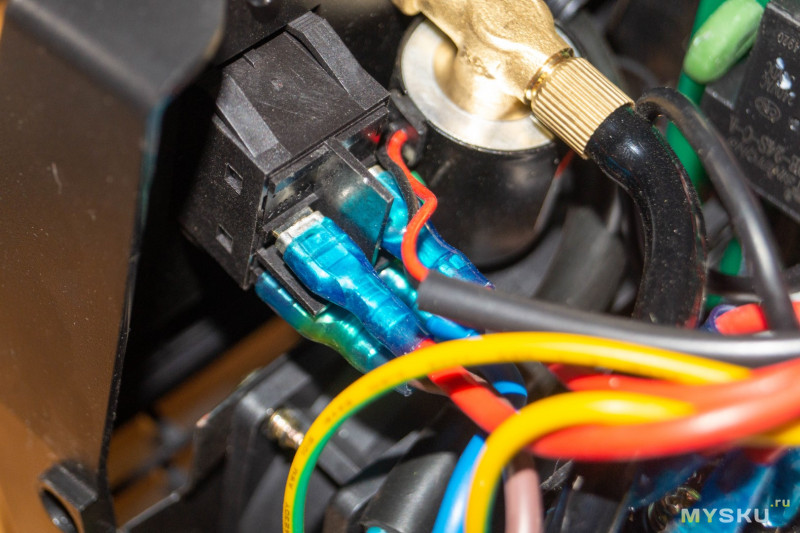
Провод заземления имеется, выключатель четырехконтактный, полностью разрывает цепь
Три конденсатора спрятаны под радиаторами, разглядел только напряжение 400В, по размеру похоже на 470мкФ

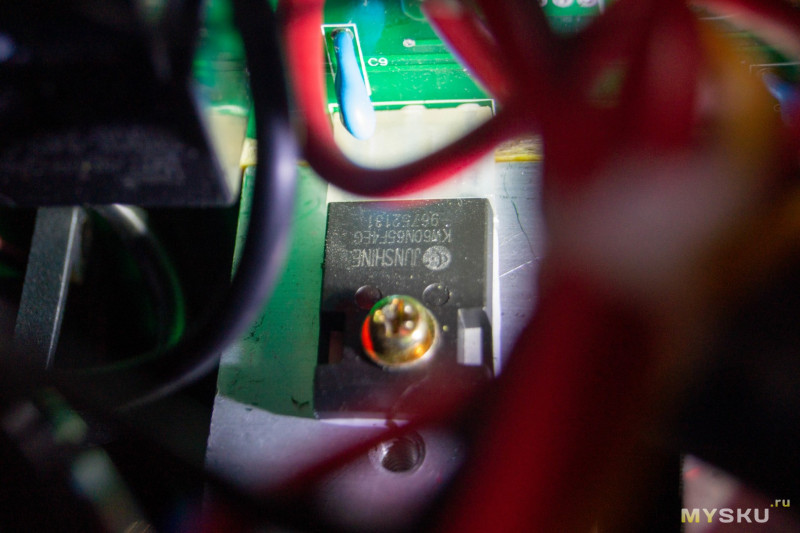
На крупном радиаторе yаходится датчик температуры и два транзистора 60N65
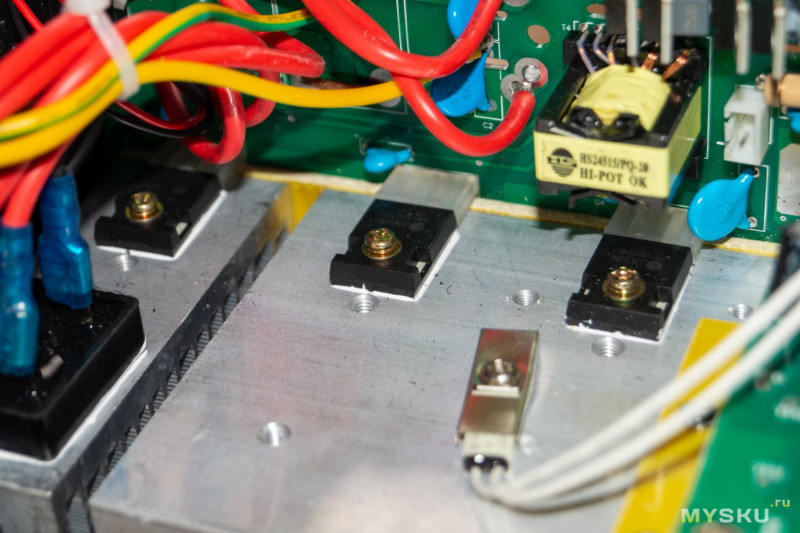
Думал на мелком рядом будут диоды, но там тоже оказался аналогичный
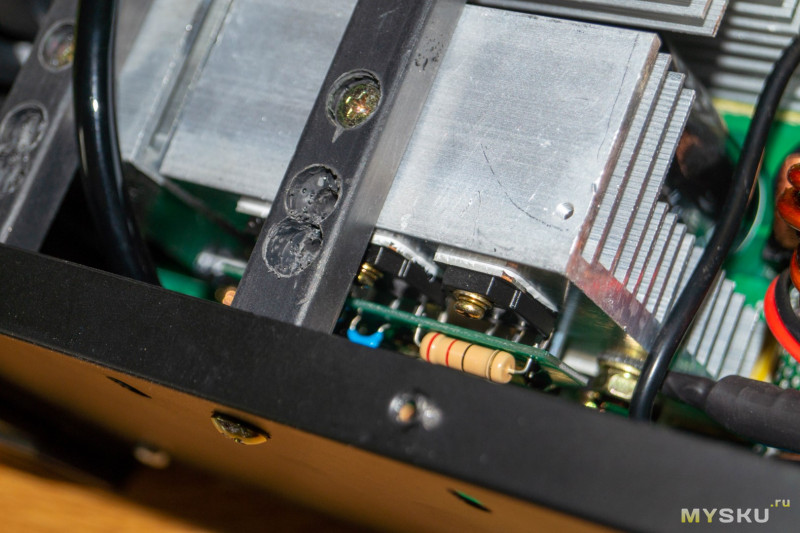
С обратной стороны радиаторы дублируются, но вверху на отдельной мелкой платке к нижнему прикручены еще три дополнительных элемента, это наверное и есть диоды, но маркировку рассмотреть не смог, т.к. добраться к ним было проблемно, все разъемы на герметике. Так что получается используется 6 транзисторов и 3 диода, но это не точно.
На выходе нашел разрядник, который жужжит когда игла далеко от заготовки
Жужжит страшно, так что желание проверять как «бьется» горелка если прикоснуться к ней пальцем, пропало
На время публикации обзора магазин выделил купон на $24, который берется на странице акций, ценник получится ниже, чем во время распродажи 27 июня
Ну что могу сказать, TIG оказался не так страшен как многие рассказывали, мои действия поначалу контролировал человек с опытом работы, но понять принцип было проще, чем рассчитывал. Я бы сравнил данный вид сварки с пайкой феном(или ацетиленовой горелкой), только вместо потока воздуха тут маленькая, но очень горячая электрическая дуга. Видна ее форма и площадь, которую она нагревает. Добавляешь ток пока поверхность не начнет смачиваться небольшой лужицей расплавленного металла(припоя), которая следует за дугой и потихоньку тянешь её в нужном направлении не давая застывать. Если есть зазор или нужен валик на поверхности для дополнительной прочности/жесткости, в процессе нужно добавлять присадочный пруток. В режиме пульсации контролировать ситуацию еще проще, т.к. дуга периодически ослабевает, не допуская перегрева заготовки, но ванна при этом держится хорошо. Так странно называть эту маленькую капельку ванной после ММА сварки, где реально формируется большое пятно расплавленного металла.
Инициализация дуги происходит бесконтактным методом, а настройка процесса сварки осуществляется с помощью полноценной циклограммы, что редкость для моделей данной ценовой категории. Вот, к примеру, самый дешевый TIG в местном онлайне стоит $250, из настроек только ток, продолжительность подачи газа до/после дугообразования и переключатель в режим ММА, увеличивающий ток на выходе
Что-то похожее обойдется уже в $500+

Режим точечной сварки стыков без внесения присадки вызвал интерес, жаль, что аргон уже заканчивался к тому моменту и игла начала деградировать во время дугообразования. Понравилась не экономия присадочных прутков, а в состояние шва, который даже обрабатывать не нужно, обязательно поиграюсь с ним после заправки баллона. Беда в том, что на обмен у нас предлагают только баллоны на 40 литров, а всё что меньше(в моем случае 20 литров) возят раз в месяц на заправку, так что вряд ли успею дополнить эту часть обзора до публикации, но может поделюсь в будущих. Так же посматривал на насадки для точечной сварки металла внахлёст, которые позволяют создать более высокую в небольшой области и проплавить двойную стенку.
К ММА вопросов нет, варит, дополнительно настраивается форсирование и горячий старт, чего лишены многие модели среднего ценового диапазона, при 98А ПН(продолжительность нагрузки) составляет 60%, так что мощности вполне хватит для работы с электродами до 3мм. Кстати, впервые вижу минимальный ток 10А, жаль, что не нашел у нас в продаже 1мм электродов, интересно было бы «кузовщину» ими помучить вместо полуавтомата или TIGа там, где не нужна особая аккуратность.
Так же запомнились толстенные силовые провода и питания, имеется заземляющий провод, а четырехконтактная кнопка выключения разрывает всю цепь. Вроде мелочи, а видно, что не пытались максимально сэкономить на комплектующих, при этом ценник остался довольно гуманным.
Данный магазин имеет один склад с HZXVOGEN Official Store, у которых сварочные аппараты и принадлежности к ним расходятся довольно быстро, а склад общий, так что я буду стараться указывать фактические остатки во время публикации и периодически обновлять данные, т.к. в прошлый раз были жалобы на длительное ожидание после того как всё закончилось в RU складе.
В данный момент осталось: 275 штук
Как всегда, приветствуется конструктивная критика. Всем добра =)
Характеристики
Производитель: HZXVOGEN
Технология: Mosfet
Напряжение питания: 220В ±15%
Частота: 50/60 Гц
Максимальная нагрузка: 43.6/28A
Диапазон силы тока в режиме ММА: 10-170A
Диапазон силы тока в режиме TIG: 10-200A
Рабочий цикл: 200A 35%, 152А 60%, 118А 100%
Тип розжига: Высокочастотный, бесконтактный
Эффективность: 80%
Коэффициент мощности: 0.73
Класс изоляции: F
Класс защиты корпуса: IP21
Размер: 400х150х180мм
Вес в сборе: 11 кг
Распаковка и внешний вид
Приходит в картонной коробке
Внутри она разделена на две секции, в верхней размещены комплектующие, под перегородкой сам аппарат
Вместо пенопласта используют пакет с воздушными вставками
Корпус небольшой
Характеристики наклеены на видном месте в верхней части
Сзади расположен кабель питания, кнопка выключения, трубка подачи газа, имеется наклейка с серийным номером, чуть ниже за пластиковыми решетками спрятан 100мм вентилятор, направлен на вдув, дефлекторы наклонены вниз
На лицевой стороне находится циклограмма для подробной настройки процесса сварки, для управления используются несколько кнопок и энкодер, в самом низу разместили коннекторы для подключения силовой части, а так же разъемы для канала подачи газа и электроники горелки
Провода толстые, на питание идет кабель с тремя проводами по 4мм2 каждый
Провода массы и электрододержателя по 25мм2, толще я пока не встречал
Трубка подачи газа армированная, диаметр 8х12мм, в комплекте имеется пара металлических хомутов
Горелка в отдельном запаянном пакете
Длина рукава 4 метра, довольно гибкий, рукоять удобная
В верхней части есть несколько элементов управления, отвечающих за пуск, продувку газа и корректировку тока
При желании можно снять заглушку без использования дополнительных инструментов
И заменить блок управления на другой, размер у него стандартный
В отдельном пакетике можно найти дополнительные цанги на 2.4 и 3.2мм, длинный колпачок и керамические сопла
В горелке уже стоит цанга 2мм
Нужно только вставить в нее электрод и затянуть длинный колпачок, я купил десяток WL-20 диаметром 2мм
Сборка окончена, горелка готова к работе
Настройка параметров
Для перехода по пунктам циклограммы используется крайняя левая кнопка, значения корректируются энкодером.
Первый пункт это время продувки газом перед дугообразованием, регулируется в диапазоне от 0 до 3 секунд с шагом 0.1. Позволяет вытеснить обычный воздух из горелки, если этого не сделать, во время пуска электрод будет быстро деградировать, да и поверхность заготовки испортить можно, особенно если после подключения трубки не была сделана принудительная продувка
Начальный ток, регулируется в диапазоне 10-200А. Он может быть как меньше, так и больше пикового по ситуации, это позволяет как начать аккуратный прогрев поверхности, так и быстро сформировать сварочную ванну
Время нарастания тока до пикового значения корректируется от 0 до 60 секунд
Пиковый ток
После того как пользователь отпустит кнопку, процесс сварки не может завершится моментально. Точнее может, но результат получится не очень хорошим. Чтобы завершить шов без образования кратера, ток должен снижаться постепенно, так что запускается обратная пуску последовательность, задается время снижения тока
Конечное значение настраивается в диапазоне от 5 до 200А
Ну и финальная продувка, которая оберегает еще не остывший шов и вольфрам от окисления
Над потенциометром есть кнопка переключения режимов работы, следующим рассмотрим DC Pulse
В циклограмме при активируется дополнительный пункт базовый ток
И еще два пункта под ней, один отвечает за баланс перехода от одного значения к другому. Корректируется в диапазоне от 10 до 90%, по умолчанию 50%, это значит, что во время одного цикла будет выделены равные периоды работы с базовым и пиковым током
Второй отвечает за частоту, она изменяется в диапазоне от 0.5 до 200Гц
Чуть правее есть еще одна кнопка смены режима сварки, 2Т это классический тип, пользователь нажал кнопку, процесс начался, отпустил и процесс завершился. При 4Т кнопку удерживать не нужно, для окончания работы нужно нажать ее повторно. В режиме Spot активируется дополнительный пункт, позволяющий выбрать время импульса от 0.1 до 10 секунд, а на циклограмме можно выбрать только пиковый ток и время предварительного наддува
Ну и последний режим ММА, в нем можно выставить ток от 10 до 170А
Откорректировать форсирование дуги в диапазоне 0-170А, на это значение будет подниматься ток при затухании дуги, тем самым предотвращая залипание электрода
И задать значение горячего старта от 0.01 до 1, скорее всего это соотношение к максимальному току. Данная опция позволяет проще разжечь дугу на загрязненной поверхности
Тестирование
Начал с ММА как с самого распространенного типа сварки, минимальный ток составляет всего 10 Ампер, остальные параметры оставил по умолчанию: форсирование 50, горячий старт 0.1, электрод 2мм, лист металла так же 3мм.
Дуги практически нет, поверхность не разогревается, так что ванна не расплывается по поверхности, расплавленный электрод просто прикипает каплями, для двойки 10А явно мало, но тем не менее залипания происходили реже, чем я предполагал
20 Ампер, дуга появилась, начался прогрев поверхности, так что можно аккуратно работать
30 Ампер, дуга стала увереннее, попробовал макнуть электрод, форсирование не спасло
При 40 Амперах аппарат уже прощает неопытность сварщику, касание поверхности не гасит дугу
На 60А электрод заканчивается быстро
Перешел на 3мм, процесс медленно, но верно идет, при желании можно упереть электрод в заготовку
При 70А уже можно комфортно работать
А вот при 90А уже лучше не зевать, ну или подкрутить форсирование
Тот же ток, но уже с быстрым проходом
170А для 3мм заготовки и электрода уже явно многовато
Вот как выглядит дисплей во время работы, тут видны скачки при форсировании и сброс при залипании
Вот результат мучений железяки
После очистки шлака
Тут можно оценить высоту и равномерность шва
Ну и обратная сторона
Думаю с ММА вопросов остаться не должно, это довольно распространенный вид сварки, так что перейдем к TIG.
Поджиг тут высокочастотный, что на данный момент является самым удобным методом возбуждения дуги, т.к. электрод не касается заготовки. После нажатия на кнопку старта из корпуса будет слышан треск, не пугаемся, это разрядник. Подносим иглу к заготовке, разрядник умолкает, появляется слабая дуга, стоит поднести еще ближе и… «ГЛАЗА!»©. Без подключения газа лучше не проверять, т.к. вольфраму это совсем не нравится
Так как данная модель не умеет работать с переменным током, варить алюминий ей не положено, сейчас наглядно покажу почему.
Возьмем корпус вентилятора, это однозначно не чистый алюминий, но цель не сделать красивый шов, а показать почему постоянный ток не очень подходит для работы с этим материалом
Ток 50А, прямая полярность. Дуга разжигается, но даже на гифке видно образование оксида. Края прогрелись, даже пруток размазало, но качество шва далеко от идеала и прочность соединения будет под большим вопросом
При переменном токе полярность меняется с большой частотой, прямая прогревает заготовку, а обратная разрушает оксидную пленку. Хм, так значит можно перекинуть полярность и снимать себе оксид на здоровье, вот только дуга в этом случае меняет свое направление и начинает больше греть иглу, а не обрабатываемую поверхность
Так что при той же силе тока вольфрамовый электрод уничтожается за пару секунд, вылетая в виде искр
Даже керамическое сопло оплавило, кончик электрода видно аж у цанги
Заточил электрод, снизил ток до 35А, стало не так страшно
Видно, что в месте воздействия дуги поверхность очистилась, но прогрелась недостаточно и шарик припоя не растекся по ней. Так что обратной полярностью пользоваться можно, но только на небольших токах, а значит и толщина свариваемых деталей будет сильно ограничена, да и электроды придется менять чаще
Переходим к железякам, с которыми эта модель может работать без проблем. Чтобы не затягивать материал, я не буду вдаваться в детали процесса, в сети хватает информации под каким углом держать горелку, как подобрать правильный ток, какой должен быть расход газа для той или иной оснастки и материала, мы тут просто смотрим насколько адекватно оборудование реагирует на наши действия. Нарезал пластинок толщиной 2мм, присадочный пруток использовал ER70S-6, аналог СВ-08ГС диаметром 1.6мм
Для начала выставил ток 20А, для нормального прогрева стыка пришлось поднять его до 40А
Затем до 50А, ванна сформировалась, можно подавать пруток
Для эксперимента плавно поднял ток до 80А, область прогрева заметно увеличилась
Снизил до 70А, при таком значении и процесс идет быстро и перегрева нет
По внешнему виду шва не очень понятно с каким током был проход
А вот с обратной стороны можно заметить разные цвета побежалости
Кончик иглы практически не потерял форму
Так же проверил режим DC Pulse, пиковый ток 70А, базовый 35А, баланс 50%, частота 3 Гц. Годная штука, главное поймать ритм и перетаскивать каплю припоя в момент перехода, при этом контролировать процесс становится гораздо удобнее, так что я бы только в «пульсе» и работал
Результат мне понравился, валик получился гораздо меньше, чем при первой попытке
Ну и очень было интересно как себя покажет режим Spot, ведь он редко встречается в бюджетных моделях, а значит исполнение может быть далеко от идеала. Оставил ток на тех же 70А, но время импульса поднял до 1/2с
Вот что получилось, шов тут практически не выступает над поверхностью, но в конце края оплавились и собрались в приличного размера уголок, так что углы нужно обрабатывать отдельно на малых токах
Если уменьшить время импульса до 1/10с, пластину не прогревает полностью, хотя точки выглядят прикольно
Но еще интереснее смотрится результат на нержавейке, ток 20А, импульс 1/10с. Только кратеры в центре не понравились, они появляются не из-за касания иглы, а из-за резкого перепада мощности дуги, для этого и придумано затухание в обычном режиме. Так то их можно перекрывать, ставя следующую точку ближе к центру предыдущей, но это будет долго, так же кратеры не образуются при минимальном токе, но пятно контакта получается очень мелкое, хотя стык тонкой нержавейки таким образом можно заварить, долго, но выполнимо )
С обратной стороны нержавейку в процессе сварки продувают аргоном или обрабатывают антикором после
При 30 и 50А размер точки заметно увеличивается, но металл явно перегревает
Говорят, что опытные сварщики могут многое сказать о сварочном аппарате только услышав звук дуги, так что смонтировал небольшое видео из кусков, которые использовал для гифок
Еще нашел вот такие наборы под стандартную горелку для точечной сварки стенок внахлест
Вот небольшое видео с демонстрацией работы данного комплекта
Внутренний мир
Плата со стороны боковой стенки прикрыта прозрачным листом диэлектрика, флюс смыт
Силовая часть отделена от платы контроллера и управления
Провод заземления имеется, выключатель четырехконтактный, полностью разрывает цепь
Три конденсатора спрятаны под радиаторами, разглядел только напряжение 400В, по размеру похоже на 470мкФ
На крупном радиаторе yаходится датчик температуры и два транзистора 60N65
Думал на мелком рядом будут диоды, но там тоже оказался аналогичный
С обратной стороны радиаторы дублируются, но вверху на отдельной мелкой платке к нижнему прикручены еще три дополнительных элемента, это наверное и есть диоды, но маркировку рассмотреть не смог, т.к. добраться к ним было проблемно, все разъемы на герметике. Так что получается используется 6 транзисторов и 3 диода, но это не точно.
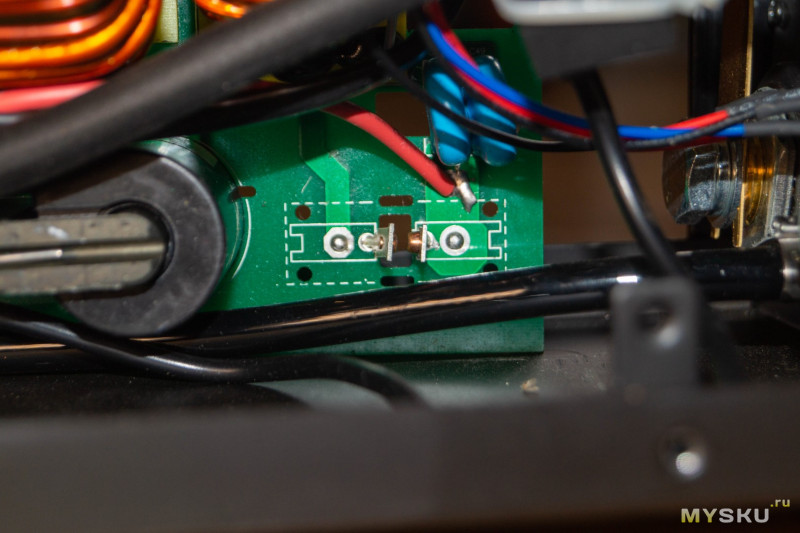
На выходе нашел разрядник, который жужжит когда игла далеко от заготовки
Жужжит страшно, так что желание проверять как «бьется» горелка если прикоснуться к ней пальцем, пропало
Купон
На время публикации обзора магазин выделил купон на $24, который берется на странице акций, ценник получится ниже, чем во время распродажи 27 июня
Итоги
Ну что могу сказать, TIG оказался не так страшен как многие рассказывали, мои действия поначалу контролировал человек с опытом работы, но понять принцип было проще, чем рассчитывал. Я бы сравнил данный вид сварки с пайкой феном(или ацетиленовой горелкой), только вместо потока воздуха тут маленькая, но очень горячая электрическая дуга. Видна ее форма и площадь, которую она нагревает. Добавляешь ток пока поверхность не начнет смачиваться небольшой лужицей расплавленного металла(припоя), которая следует за дугой и потихоньку тянешь её в нужном направлении не давая застывать. Если есть зазор или нужен валик на поверхности для дополнительной прочности/жесткости, в процессе нужно добавлять присадочный пруток. В режиме пульсации контролировать ситуацию еще проще, т.к. дуга периодически ослабевает, не допуская перегрева заготовки, но ванна при этом держится хорошо. Так странно называть эту маленькую капельку ванной после ММА сварки, где реально формируется большое пятно расплавленного металла.
Инициализация дуги происходит бесконтактным методом, а настройка процесса сварки осуществляется с помощью полноценной циклограммы, что редкость для моделей данной ценовой категории. Вот, к примеру, самый дешевый TIG в местном онлайне стоит $250, из настроек только ток, продолжительность подачи газа до/после дугообразования и переключатель в режим ММА, увеличивающий ток на выходе
Что-то похожее обойдется уже в $500+
Режим точечной сварки стыков без внесения присадки вызвал интерес, жаль, что аргон уже заканчивался к тому моменту и игла начала деградировать во время дугообразования. Понравилась не экономия присадочных прутков, а в состояние шва, который даже обрабатывать не нужно, обязательно поиграюсь с ним после заправки баллона. Беда в том, что на обмен у нас предлагают только баллоны на 40 литров, а всё что меньше(в моем случае 20 литров) возят раз в месяц на заправку, так что вряд ли успею дополнить эту часть обзора до публикации, но может поделюсь в будущих. Так же посматривал на насадки для точечной сварки металла внахлёст, которые позволяют создать более высокую в небольшой области и проплавить двойную стенку.
К ММА вопросов нет, варит, дополнительно настраивается форсирование и горячий старт, чего лишены многие модели среднего ценового диапазона, при 98А ПН(продолжительность нагрузки) составляет 60%, так что мощности вполне хватит для работы с электродами до 3мм. Кстати, впервые вижу минимальный ток 10А, жаль, что не нашел у нас в продаже 1мм электродов, интересно было бы «кузовщину» ими помучить вместо полуавтомата или TIGа там, где не нужна особая аккуратность.
Так же запомнились толстенные силовые провода и питания, имеется заземляющий провод, а четырехконтактная кнопка выключения разрывает всю цепь. Вроде мелочи, а видно, что не пытались максимально сэкономить на комплектующих, при этом ценник остался довольно гуманным.
Данный магазин имеет один склад с HZXVOGEN Official Store, у которых сварочные аппараты и принадлежности к ним расходятся довольно быстро, а склад общий, так что я буду стараться указывать фактические остатки во время публикации и периодически обновлять данные, т.к. в прошлый раз были жалобы на длительное ожидание после того как всё закончилось в RU складе.
В данный момент осталось: 275 штук
Как всегда, приветствуется конструктивная критика. Всем добра =)
Самые обсуждаемые обзоры
| +52 |
2876
52
|
| +22 |
1958
40
|
| +74 |
4111
32
|
Не спорю, работать можно, но опыта у пользователя должно быть явно больше, начинающий посмотрит на эти мучения и решит, что TIG не для него )
Ну и расход газа будет заметно выше при ручной подаче вентилем, а аргон не дешевый и таскать его на заправку хлопотно.
А тиг аппарат без переменки, это как безалкогольное пиво))))
Но я согласен, что модель с AC будет практичнее если планируется часто работать с алюминием, но стоят они заметно дороже. Я в основном железяки варю, для них конечно и полуавтомата с головой хватает, но иногда хочется и красиво сделать, хотел сварить мангал когда аргон привезут, думаю симпатичнее получится, чем проволокой )
У меня MMA аппарат где можно TIG горелку подключать, но даже желания такого не было, считаю что для TIG нужен TIG аппарат.
Поэтому я от такой сварки отказался и варю теперь исключительно полуавтоматом.
На работе, сварной, вообще варит аргоном от трансформаторного сварочного ТДМ-400, через балластник, переменкой. Это ж не говорит, что это норма жизни такая.)))
Потом дошли руки до полуавтомата. Все пугали, что это намного сложнее ММА, но в первый же день у меня начали получаться вполне адекватные швы, нужно было только привыкнуть к тому, что тут проволока заметно тоньше электрода и принцип настройки несколько отличается.
Ну а TIG уже не каждому необходим, но если нужен герметичный, аккуратный и красивый внешне шов, тут без вариантов
Поскольку есть аппарат из прошлого века GUSMI 165 с горелкой TIG, есть желание потратиться на AC/DC аппарат, алюминий актуален, MIG его варит но весьма посредственно.
И сейчас будет распродажа. Покупать ЗДЕСЬ.
P.S. скинул ссылку, он ответил, что всегда у них берет
Не надо пытаться обмануть судьбу, в попытке купить новые оригинальные транзисторы на Али, за 2 копейки.
На Али есть и оригинальные б/у транзисторы и мощные диоды. Тут каждый решает сам — либо оригинальные новые и относительно дорого, либо б/у транзисторы и диоды с разбора (недорого).
Но мои возражения касались не самого факта использования гифок вместо видео, а их количества.
Ведь согласитесь: одно дело, когда в большом массиве текста встречается одна гифка, которая занимает то же место, которое бы заняло словесное описание происходящего на ней, при этом ее полная длительность (загрузка + просмотр) меньше или равна примерной длительности чтения эквивалентного текстового описания. И совершенно другое дело, когда у вас на странице между блоками текста по 2-3 предложения сначала вспыхивают пустые места, откидывая дальнейший текст куда-то вниз, а потом прогружаются зацикленные гифки (которых на типичный сейчас FullHD экран помещается три штуки в вашем текущем обзоре), и все это начинает бессвязно мельтешить на бОльшей площади контента, заставляя среди этого мельтешения с трудом выискивать тот текст, который ты, собственно, начинал читать.
В общем, как компромиссный вариант, я бы предложил вам ограничить использование гифок в обзоре количеством, при котором хотя бы при типичной 1080р высоте экрана в поле зрения читателя обзора не окажется более одной гифки, т.е. расстояние между ними в тексте будет составлять эквивалент 50 строк (с учетом, что часть строк может быть заменена статичным изображением соответствующей высоты).
Ну а насчет безлимитного траффика — да, у большинства он такой, но при таких объемах загружаемого контента и динамическом рендеринге (при котором загружаемый контент меняет верстку) становится важной реальная скорость подключения. И в данном случае, к примеру, на моем 25 Мбит/с канале (имхо, вполне себе средний по меркам большинства читателей Муськи), с учетом всех «накладных расходов» на установление соединения по каждому загружаемому элементу, задержек, времени начального и повторного рендера страницы после загрузки очередного элемента, итоговый результат «чистой» полной загрузки страницы (скролл в самый низ и отсечка времени по появлению HTTP-кода последнего запроса в консоли браузера) выходит: 3:07 минуты времени, 204 запроса, 158.43 MB траффика.
По идее ограничение размера картинок продиктовано чисто экономией места на хостинге. При этом в реальности выходит, что если в одном обзоре 100 миниатюр по 0,5МБ, а в другом — один оригинал фото с камеры на 6 МБ, проблемы будут у автора второго обзора, хотя на хостинге первый займет куда больше.
Поэтому есть предложение к администрации: при наличии технческой возможности, сменить ограничение размера вложения на ограничение суммарного размера вложений в обзоре. Также, возможно, имеет смысл привязать ограничение объема вложений на обзор к рейтингу автора (если автор имеет высокий рейтинг — то он умеет писать обзоры и сможет эффективнее использовать занятое место на хостинге, чем несколько неопытных с тем же совокупным суммарным объемом).
Ограничения не месте хостинг, с этим особых проблем нету. Ограничение на размер картинки, чтобы кто-то не загрузил RAW файл от камеры с разрешение 10000x20000 и потом люди не мучались.
Насчет GIF, нужно-ли увеличивать размер? или считаем, что все что больше — это уже видео и его лучше на ютуб загружать?
А с другой, при снятии ограничений появится больше гифок с кучей бесполезных кадров, т.к. уже не нужно обрезать лишнее.
В идеале бы доработать редактор, чтобы можно было размещать картинки и анимацию в ряд без необходимости руками видоизменять код. Самое простое что приходит в голову это добавить несколько кнопок вставки изображения с масштабом 1/2 и 1/3, при нажатии на которые в коде уже будет прописана урезанная ширина и картинки идущие друг за другом будут выстраиваться в ряд.
Ну или перейти на интерактивный редактор, где все эти действия можно будет выполнять кликом мышки, это конечно сложнее, но станет гораздо удобнее оформлять материал.
ResSet сделал отличный и наглядный обзор, который не только интересно читать, но и смотреть. Ибо анимашки в тексте в тему в разы более понятны, чем в отдельном видео или в нескольких склеенных гифках.
Ничего уменьшать не надо и тем более — просить администпвцию делать ограничение на количество трафика в обзоре, если не пытаться обзоры на калькуляторе смотреть — иначе я буду просить ограничение на количество пользователей-неосиляторов))). А при текущих каналах и в режиме ленивой подгрузки изображений в нормальном браузере вообще никаких проблем не возникает.
Но есть такая же, как в обзоре за ту же цену и купон аналогичный выделили. Заказывать можно и там и там, склад один )
Спасибо за работу — было очень очень интересно!
Я переживал, что в комментариях будут жаловаться на маленькое количество примеров сварки ТИГом, сам с точечным режимом не наигрался, но нормальный баллон привезут в следующем месяце, а продавец просил опубликовать материал в этом.
О. сработало — почему не понял :-)
Смотря что называть вменяемыми деньгами. Hitbox заявили, что делают аппарат на переменке, но анонсируют скорее всего к концу лета, у них ценники гуманные. А так с AC+DC стартуют от $380
a.aliexpress.com/_DkbCMBV
А у нас их продают, только ценники совсем не гуманны. Вот сейчас готов обзор на полуавтомат простенький со встроенным синергетиком и дешевле 100 долларов, отписались, что во время распродажи оформили 800 заказов, заказали еще столько же, ждём поступление на склад, горшочек не вари )
Не всеми понимаемый момент: покупая аппарат (с AC или без), ты всё равно тратишь минимум 200 долларов! Но когда тебе приспичит варить люминь (к примеру, радиатор на авто), ты «простым» аппаратом уже ничего не сделаешь. Хуже того — ты его даже не продашь! (чтобы вернуть 200 баксов) Получается «полубесполезный» аппарат «валяется» за 200 баксов, хотя за 400 мог бы работать беспрестанно. Алюминий существенно расширяет твою возможность «подработать».
К тому же пачка алюминиевого прутка стоит более 100 долларов, а поштучно я не находил в продаже.
Да и тонкий металл можно на постоянке варить обратной полярностью на небольших токах, главное чтобы зазор небольшой был
А TIG DC — это, действительно, деньги на ветер. В хозяйстве бесполезная вещь, ну если только похвастаться перед соседями по гаражу. А продать вы его уже точно не сможете. Придётся самому любоваться.
Часто ведь так бывает, покупаешь или самый бюджетный вариант на пробу или уже выкладываешь по максимуму за профессиональное оборудование если точно знаешь, что оно окупится.
Прутки у нас только в пачках по килограмму запакованые в магазинах лежат, говорят на рынок раз в неделю газель приезжает с расходниками, вот там можно и по 200 грам брать и вольфрам поштучно недорогой
Кстати, вольфрам намного бюджетнее брать на Али, там десяток электродов стоит примерно столько же, сколько один с Газели на рынке.
А прутки часто выкладывают на Авито, 5-ти килограммовую пачку (метровых) по аллюминию или нержавейке можно приобрести ~ за 3,5÷4 т.р.
И лично моё мнение, самый универсальный (на все случаи жизни) сварочный аппарат — это хороший полуавтомат, естественно, с газом.
Но тиг мне эстетическое наслаждение доставляет. Тянешь ванну дугой и глаз радуется, никаких искр, клубов дыма, аккуратненько капелька по поверхности катается, перекрывая стык, ну и чистить ничего не нужно.
Полуавтоматом тот же участок можно быстрее пройти, но и процесс и результат более грубый получается )