Сварочный аппарат 4 в 1 HZXVOGEN HBM2280

- Цена: $319 (24400р)
- Перейти в магазин
На данный момент это топовая модель в магазинах HZXVOGEN и HITBOX. Умеет работать в режиме MMA, TIG(DC lift) и MIG, отдельным режимом считают возможность сварки алюминия, для чего в комплекте имеется тефлоновый боуден и опционально катушка алюминиевой проволоки диаметром 0.8мм. Рабочий цикл при 200A составляет 60%(170А для MMA); 155A = 100%(131 для ММА), чего для домашнего применения должно хватать с запасом. При помощи энкодеров и большого цветного дисплея можно быстро менять основные параметры «на ходу», что заметно упрощает настройку под свои нужды
Упаковка довольно массивная, комплектующие разложены по отдельным коробочкам

Сварочный аппарат зафиксирован пенопластовыми вставками

Вот весь комплект, кошка провела инспекцию, всё в порядке

На лицевой стороне корпуса находится цветной дисплей, три энкодера и один потенциометр, ниже расположены коннекторы для подключения MIG рукава и прочей оснастки

Когда увидел дополнительный разъем, решил, что это для HF поджига TIG, обрадовался

Но оказалось, что есть вот такие штуковины с собственным механизмом подачи

Сзади можно разглядеть 100мм вентилятор, массивную кнопку с резиновым пыльником и трубку для подачи газа

Ну и характеристики, вот поближе

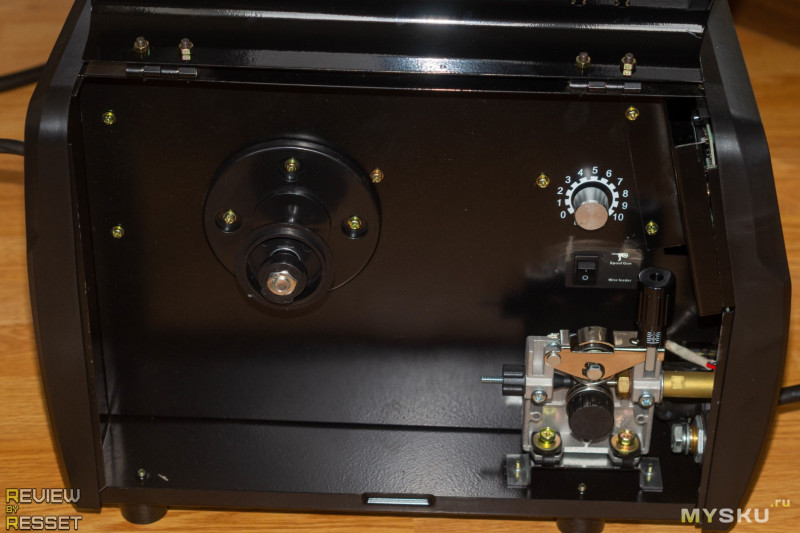
Слева расположен отсек подачи проволоки, 5кг катушка влезет без проблем
Детали механизма металлические
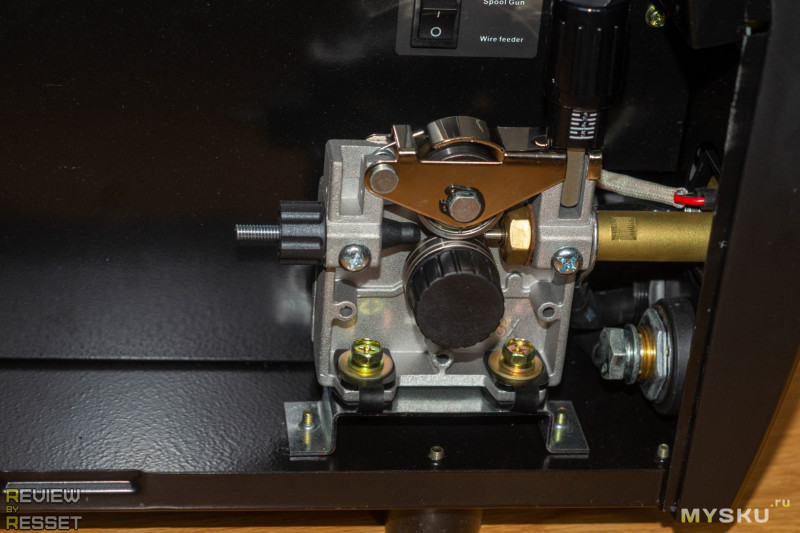
Чуть выше есть переключатель, который активирует подачу в «пистолете», отключая основную. Чуть выше крутилка отжига проволоки, которая определяет сколько времени подавать напряжение на горелку после прекращения подачи, тем самым убирая излишки и не позволяя остаткам прилипать ко шву. Довольно полезная опция, особенно для новичков

Кабель питания трехжильный, по 2.5 квадрата каждая

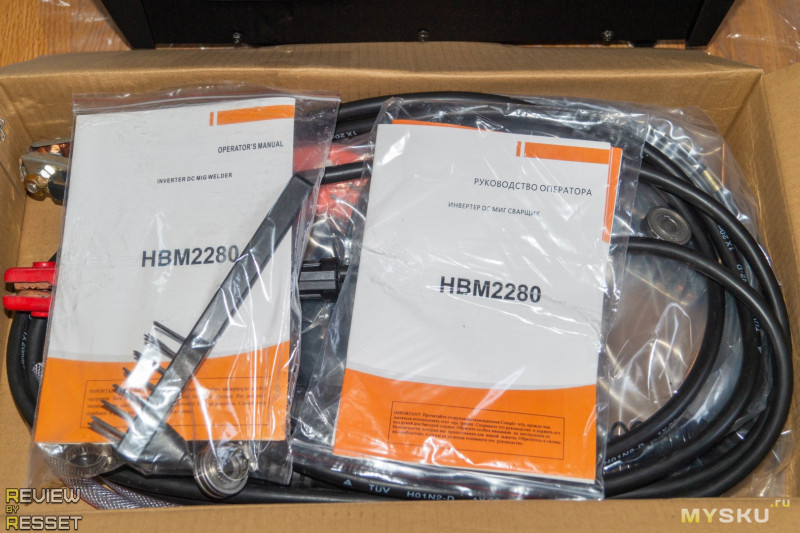
В самой крупной коробке находится основные комплектующие для MMA и MIG режимов
Провода массы и электрододержателя по 20 квадратов

Внешне похоже на медь, но проверить нечем

Рукав MIG не самый дешевый, очень похож на MS 24 «сварога», только у него одна горелка $100-150 стоит

Такая же пружина у основания

Сопло с кольцом-фиксатором

И керамический диффузор один в один как у сварога

Вот в разобранном виде

Коннектор стандартный

Так же в комплекте имеется тефлоновый боуден, трубка для подачи газа с хомутами, пара дополнительных роликов, два сопла, ключ для их замены, молоточек-щетка и вольфрамовый электрод. Не знаю, будет ли он если заказать комплект без TIG горелки

Ролики под диаметр 0.6-0.8мм и 1.0-1.2мм

Канавки с двух сторон, достаточно просто перевернуть. Комплектное 0.8-1.0мм

Одно сопло 0.8мм, второе без маркировки, но если под алюминий, должно быть 0.9-1.0мм

Второй боуден опять же нужен для мягкой алюминиевой проволоки, в стоковом она может заминаться

В маленькой белой коробке лежит катушка весом 0.5кг
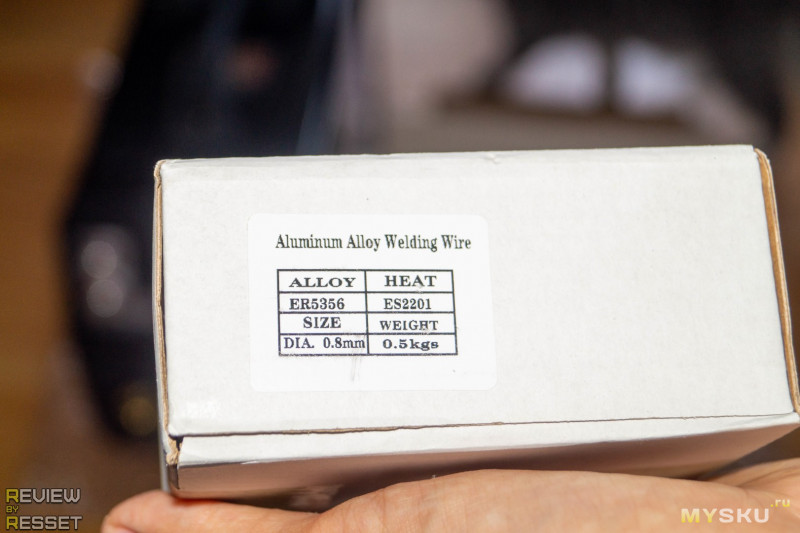
Вроде алюминий

Инструкций четыре и даже есть на русском языке, хотя по обложке можно понять, что всё плохо
Как-то так
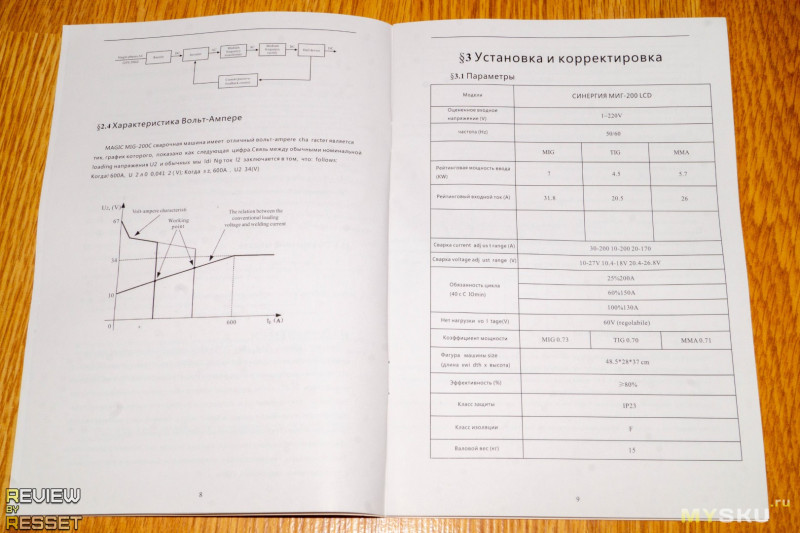
Впервые вижу в инструкции трафарет подложки в масштабе 1:1, вдруг кто захочет освежить старый )

В средней коробке лежит TIG рукав с расходниками

Если верить цвету обмазки электрода, он ториевый(WT-20), подходит для работы с постоянным током

Управление реализовано с помощью многоуровневого меню, переход по пунктам осуществляется поворотом левого нижнего потенциометра, изменение параметров поворотом его же
Сначала я пролистывал всё меню сначала, но оказалось, что долгим нажатием можно вернуться на шаг назад
Автоматика сама выставляет оптимальную подачу и напряжение в зависимости от внесенных данных, а так же выделяет предпочитаемый диапазон коррекции, при выходе за который значения окрашиваются в красный цвет и никто не запрещает накручивать подачу от 1.5 до 17м/мин и напряжение от 10 до 26В
Для настройки индуктивности используется потенциометр, на дисплее отображается текущее значение от 1 до 10
Флюсовая проволока называется FCAW-S, в этом режиме тип газа не указывается

Для ММА настройки и интерфейс немного отличаются, впервые вижу параметр «Рабочий цикл», для рутиловых электродов необходимо выбирать 60ХХ, для базовых 70ХХ. У меня базовых нет, на рутиловых особой разницы не заметил
Слепил гифку как влияет выбор диаметра электрода на диапазон изменения толщины заготовки
Левый верхний потенциометр корректирует ток от 10 до 170А, оптимальный диапазон так же размечен

Правый регулирует форсирование дуги от 0 до 10
Ну и тиг, настройка еще проще
А из параметров можно менять только ток от 10 до 200А

Если вы успели подумать, что в обзоре как-то многовато гифок, крепитесь
Мучить буду металлическую пластину толщиной 2.5мм. Начнем с простейшего, с ММА, при 10А с электродом 2мм и форсированием 5, аппарат справился отлично. Варит фигово, но электрод не залипает, резкий всплеск был на хотстарте, а дальше просто бесшумно держит расплавленным небольшую каплю металла, занятно

Поднял до 30А, удачно поймал форсирование, на гифке видно как дуга периодически меняет цвет на коррекции
Обычно 60А является потолком для 2мм электрода, он обильно дымит и быстро заканчивается
Зажал 3мм электрод и поднял ток до 70А, дуга держится хорошо, не залипает если оказывать давление
90А выбрала автоматика для 3мм электрода и заготовки, я обычно и вручную ставлю такое значение
Кстати, во время работы на дисплее отображаются текущие значения тока и напряжения
4мм электродов у меня нет, так что поднял ток до 170А, 2.5мм лист режет, электрод аннигилируется быстро
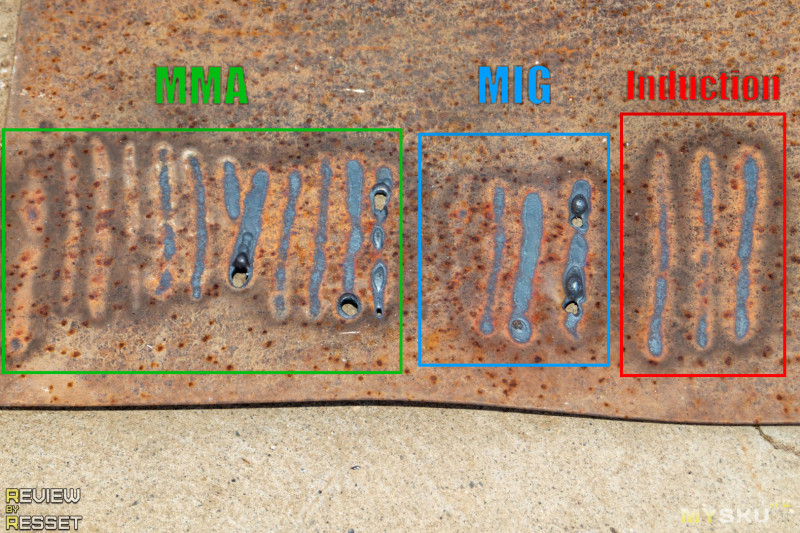
Не стал фотографировать каждый валик отдельно, нарастание тока было справа налево

Убрал шлак, самые аккуратные получились при токе 50А 2мм(по центру до того как прожигать начало) и 90мм 3мм(аналогично левее перед «дырявыми»), но думаю это из-за того, что рука набита как раз под эти значения, если протягивать быстрее или медленнее, оптимальные параметры будут другими

С обратной стороны(зеркально слева направо) так же видно, что при рекомендованном токе провар хороший

Далее MIG Syn. Сначала выкрутил всё в минимум(1.5м/мин и 10В), дуга получилась лучше, чем я ожидал, т.к. в ручном режиме в минимуме обычно получается стробоскоп, а тут относительно стабильно держится
Далее рекомендованные для данной толщины 3.5м/мин и 18В. Валик ложится нормально, металл не прожигает
Во время работы на дисплее та же отображаются текущие значения тока и напряжения
Увеличил до 5.4м/мин и 22В, выйдя за рекомендуемый диапазон, мощность действительно высоковата
Ну и при максимальных 17м/мин и 26В пластину предсказуемо прожигает, а всё вокруг заполняется дымом
Перед тем как покажу результаты, должен предупредить, что в комплекте была только алюминиевая проволока, так что пришлось использовать какое-тогов недоразумение, оставляющее после себя кучу брызг, которые не убираются щеткой

Тут только болгарка спасёт. Кстати, три крайних валика были сделаны на разных значениях индуктивности

И с обратной стороны видно, что чем выше индуктивность, тем лучше провар
Так же заметил, что брызг особенно много на ржавой поверхности, на чистом металле их минимум. Вот, к примеру, приваривал трубку детского батута, толщина металла 0.6мм

Не видел, чтобы ребенок вообще их раскачивал, но периодически они отламываются у основания

Состыковал насколько смог, снизил подачу до 2м/мин, а напряжение до 10В, прихватил в нескольких местах точками и перекрыл пробелы, в процессе заметил, что брызг на поверхности практически не осталось

Заварил оставшиеся участки, из-за низкого напряжения местами накидал лишнего, но эти участки закрываются

Еще тесть притаскивал какое-то недоразумение, которое назвал граблями, они просто разделились на 4 части

Похоже производитель просто зажимал гребенку двумя пластинами, в которые вставлялся держак

Хотел прихватить в нескольких местах чтобы лучше держалось, но проволока мне не понравилась, чего экономить

Хотя и тут брызг осталось не так уж много

С обратной стороны тоже не пожалел

Ну и сам корпус, который фиксировался «усиками» тоже прихватил

Постучал несколько раз о дорожку, сломал держак, но сами грабли чувствуют себя хорошо. Предложил покрасить черной краской, но тесть сказал, то дома есть зеленая и он сам всё сделает.
В итоге работать вполне можно, на чистой поверхности даже брызг не так уж много, но при использовании оригинальной проволоки от хитбокса даже на ржавой пластинке было намного чище.
Если же нужна красота, подключайте газ, вставляйте обычную проволоку и наслаждайтесь процессом
А так же результатом без всякой постобработки. При чем я с газом работал второй раз

Если руку набить, можно сделать гораздо лучше
Разница по сравнению с флюсовой проволокой конечно большая, но нужно баллон таскать

Как писал выше, в комплекте была алюминиевая проволока, так что придется и её протестировать. Я с алюминием ранее особо не возился и этот металл очень коварен

Когда начинаешь варить, заготовка холодная, но со временем прогревается и провар становится интенсивнее

Вот так это выглядит с обратной стороны, если держать пластинку на весу

А если свариваемые детали еще и разные по размеру, шов заваливается на мелкую
Вот тут не руки кривые, а шов сам «стекал» на пластинку, которая прогревалась быстрее

Между собой они соединились, но не по всему шву, а после его прогрева

Для себя понял, что если нужно варить алюминий, нормальный результат получится только с AC TIG.
Но эта модель поддерживает только постоянный ток, ТИГ горелку так же кинули в комплект вместе с иглой, так что подключил подачу газа, взял две пластинки со стенками 5мм и попробовал их соединить. Поджиг контактный и при использовании ММА аппаратов дуга вспыхивает резко, частенько сжигая кончик иглы тут же позаботились о плавном нарастании тока, что хорошо
Стык сварил, но без полноценной циклограммы не удобно работать, еще и к режиму «Pulse» привык, так что получилось аккуратнее, чем ММА электродом, но для TIG безобразно. Больше мучить не стал, это прям вот на экстренный случай режим, когда металл тонкий и не получается аккуратно сделать ни электродом, ни проволокой, вот тогда потихоньку можно пользоваться

Сборка модульная
Большая плата силовая, на ней расположен входной и выходные каскады, на радиаторах в верхней части размещено три транзистора 40N60, датчик температуры и диодный мост
В нижней части на мелком радиаторе еще один транзистор 40N60, а на крупном четыре диода 80F40, даташит на которые нашел ksiman
Между радиаторами спрятаны три конденсатора, маркировкой повернуты к рёбрам, но кажется 680мкФ, 400В

Двигатель 24В 40Вт
Обратил внимание, что используется два модуля амперметра, один массивный висит на выходе, второй мелкий рядом с катушкой индуктивности, видимо для коррекции и отслеживания залипаний
Плата дисплея и крутилок

Ну и контроллер, управляющий ими
Купон 2280HZXVOGEN скидывает $10, в корзине еще $9 и $21, итого скидка составит $40 и ценник на эту модель будет самым низким за всё время, обычно он держался на уровне около $390
С одной стороны, дисплей это хорошо, выводится куча информации, каждый шаг настройки подписан, часть пунктов с наглядными графическими пояснениями, а так же безопасному диапазону подстройки с выбранными параметрами, так что новичку будет гораздо проще разобраться с таким интерфейсом, чем с кучей кнопочек и индикаторов. Но как-то нерационально использованы энкодеры, могли бы выводить меню быстрого доступа при нажатии на верхние и корректировку той же толщины заготовки при повороте левого нижнего на главном экране.
Что касается самих режимов:
В ММА даже минимальным током работать можно, главное раздобыть тонкие электроды и можно смело варить автомобильную фольгу, максимального тока 170А хватит для четверки. А еще впервые увидел в настройках выбор между рутиловым и электродом с основным покрытием. В общем, придраться в этом режиме не к чему.
Впечатление от MIG немного испортила плохая проволока, мне всё никак не дадут ссылку на лот, который закидывают в комплект со сварочными аппаратами. По этой ссылке раньше приходили катушки в вакуумной упаковке

Посмотрите мои предыдущие обзоры полуавтоматов, швы чистенькие, тут же на ржавых пластинах ужас, на чистом металле лучше, но всё равно до идеала далеко, последние две катушки пришли в пластике. Спросил у менеджера, он ответил, что сейчас на складе два типа катушек, но вакуумные скоро закончатся, так что тут как повезет, в отзывах пока старые проскакивают

А так сам режим, в том числе в Synergiс работает адекватно, предлагаемый диапазон настройки совпадает с привычным мне, так что дискомфорта во время тестирования не испытывал, при использовании обычной проволоки и газа результат отличный.
Алюминий для меня еще слишком сложный, теплопроводность высокая, насколько ванна прогрелась не понятно, по мере прогрева поверхности нужно ускоряться, ну или подкладывать какую-нибудь железяку, чтобы шов не проваливался. Хотя вентилятор проволокой заваривал летом, но там стенки около 5мм были, такие сложно перегреть.
TIG тут как и во многих «универсальных» аппаратах больше для галочки, т.к. регулировать можно только пиковый ток, плавное нарастание имеется, но не настраивается, а угасания нет, т.к. аппарат не знает где будет конец шва. В итоге он вроде и работает, дуга зажигается легко, держится, но управление сильно ограничено, а ведь в тонкости настроек и прелесть данного типа сварки.
Поделитесь в комментариях какая флюсовая проволока вам понравилась, я составлю список и оставлю его в конце этого и будущих обзорах, если они будут. Сам перепробовал несколько видов «местной» до 1500р результат не очень.
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Характеристики
Производитель: HZXVOGEN
Модель: HBM2280
Технология инвертора: IGBT
Номинальное напряжение на входе: 220В ±15%
Частота: 50/60 Гц
Напряжение холостого хода: 50В
Диапазон рабочего тока: 10-170А для MMA, 10-200А для MIG и TIG
Скорость подачи проволоки: 3-18 м/мин
Рабочий цикл: 25% — 200A; 60% — 150A; 100% — 130A
Коэффициент мощности: MIG 0.73; TIG 0.70; MMA 0.71
Время постпродувки: 1.0с
Диаметр комплектного сопла: 0.8мм + 1.0мм
Габариты: 469х223х421мм
Вес: 15.5кг
Распаковка и внешний вид
Упаковка довольно массивная, комплектующие разложены по отдельным коробочкам
Сварочный аппарат зафиксирован пенопластовыми вставками
Вот весь комплект, кошка провела инспекцию, всё в порядке
На лицевой стороне корпуса находится цветной дисплей, три энкодера и один потенциометр, ниже расположены коннекторы для подключения MIG рукава и прочей оснастки
Когда увидел дополнительный разъем, решил, что это для HF поджига TIG, обрадовался
Но оказалось, что есть вот такие штуковины с собственным механизмом подачи
Сзади можно разглядеть 100мм вентилятор, массивную кнопку с резиновым пыльником и трубку для подачи газа
Ну и характеристики, вот поближе
Слева расположен отсек подачи проволоки, 5кг катушка влезет без проблем
Детали механизма металлические
Чуть выше есть переключатель, который активирует подачу в «пистолете», отключая основную. Чуть выше крутилка отжига проволоки, которая определяет сколько времени подавать напряжение на горелку после прекращения подачи, тем самым убирая излишки и не позволяя остаткам прилипать ко шву. Довольно полезная опция, особенно для новичков
Кабель питания трехжильный, по 2.5 квадрата каждая
В самой крупной коробке находится основные комплектующие для MMA и MIG режимов
Провода массы и электрододержателя по 20 квадратов
Внешне похоже на медь, но проверить нечем
Рукав MIG не самый дешевый, очень похож на MS 24 «сварога», только у него одна горелка $100-150 стоит
Такая же пружина у основания
Сопло с кольцом-фиксатором
И керамический диффузор один в один как у сварога
Вот в разобранном виде
Коннектор стандартный
Так же в комплекте имеется тефлоновый боуден, трубка для подачи газа с хомутами, пара дополнительных роликов, два сопла, ключ для их замены, молоточек-щетка и вольфрамовый электрод. Не знаю, будет ли он если заказать комплект без TIG горелки
Ролики под диаметр 0.6-0.8мм и 1.0-1.2мм
Канавки с двух сторон, достаточно просто перевернуть. Комплектное 0.8-1.0мм
Одно сопло 0.8мм, второе без маркировки, но если под алюминий, должно быть 0.9-1.0мм
Второй боуден опять же нужен для мягкой алюминиевой проволоки, в стоковом она может заминаться
В маленькой белой коробке лежит катушка весом 0.5кг
Вроде алюминий
Инструкций четыре и даже есть на русском языке, хотя по обложке можно понять, что всё плохо
Как-то так
Впервые вижу в инструкции трафарет подложки в масштабе 1:1, вдруг кто захочет освежить старый )
В средней коробке лежит TIG рукав с расходниками
Если верить цвету обмазки электрода, он ториевый(WT-20), подходит для работы с постоянным током
Настройка
Управление реализовано с помощью многоуровневого меню, переход по пунктам осуществляется поворотом левого нижнего потенциометра, изменение параметров поворотом его же
Сначала я пролистывал всё меню сначала, но оказалось, что долгим нажатием можно вернуться на шаг назад
Автоматика сама выставляет оптимальную подачу и напряжение в зависимости от внесенных данных, а так же выделяет предпочитаемый диапазон коррекции, при выходе за который значения окрашиваются в красный цвет и никто не запрещает накручивать подачу от 1.5 до 17м/мин и напряжение от 10 до 26В
Для настройки индуктивности используется потенциометр, на дисплее отображается текущее значение от 1 до 10
Флюсовая проволока называется FCAW-S, в этом режиме тип газа не указывается
Для ММА настройки и интерфейс немного отличаются, впервые вижу параметр «Рабочий цикл», для рутиловых электродов необходимо выбирать 60ХХ, для базовых 70ХХ. У меня базовых нет, на рутиловых особой разницы не заметил
Слепил гифку как влияет выбор диаметра электрода на диапазон изменения толщины заготовки
Левый верхний потенциометр корректирует ток от 10 до 170А, оптимальный диапазон так же размечен
Правый регулирует форсирование дуги от 0 до 10
Ну и тиг, настройка еще проще
А из параметров можно менять только ток от 10 до 200А
Если вы успели подумать, что в обзоре как-то многовато гифок, крепитесь
Тестирование
Мучить буду металлическую пластину толщиной 2.5мм. Начнем с простейшего, с ММА, при 10А с электродом 2мм и форсированием 5, аппарат справился отлично. Варит фигово, но электрод не залипает, резкий всплеск был на хотстарте, а дальше просто бесшумно держит расплавленным небольшую каплю металла, занятно
Поднял до 30А, удачно поймал форсирование, на гифке видно как дуга периодически меняет цвет на коррекции
Обычно 60А является потолком для 2мм электрода, он обильно дымит и быстро заканчивается
Зажал 3мм электрод и поднял ток до 70А, дуга держится хорошо, не залипает если оказывать давление
90А выбрала автоматика для 3мм электрода и заготовки, я обычно и вручную ставлю такое значение
Кстати, во время работы на дисплее отображаются текущие значения тока и напряжения
4мм электродов у меня нет, так что поднял ток до 170А, 2.5мм лист режет, электрод аннигилируется быстро
Не стал фотографировать каждый валик отдельно, нарастание тока было справа налево
Убрал шлак, самые аккуратные получились при токе 50А 2мм(по центру до того как прожигать начало) и 90мм 3мм(аналогично левее перед «дырявыми»), но думаю это из-за того, что рука набита как раз под эти значения, если протягивать быстрее или медленнее, оптимальные параметры будут другими
С обратной стороны(зеркально слева направо) так же видно, что при рекомендованном токе провар хороший
Далее MIG Syn. Сначала выкрутил всё в минимум(1.5м/мин и 10В), дуга получилась лучше, чем я ожидал, т.к. в ручном режиме в минимуме обычно получается стробоскоп, а тут относительно стабильно держится
Далее рекомендованные для данной толщины 3.5м/мин и 18В. Валик ложится нормально, металл не прожигает
Во время работы на дисплее та же отображаются текущие значения тока и напряжения
Увеличил до 5.4м/мин и 22В, выйдя за рекомендуемый диапазон, мощность действительно высоковата
Ну и при максимальных 17м/мин и 26В пластину предсказуемо прожигает, а всё вокруг заполняется дымом
Перед тем как покажу результаты, должен предупредить, что в комплекте была только алюминиевая проволока, так что пришлось использовать какое-то
Тут только болгарка спасёт. Кстати, три крайних валика были сделаны на разных значениях индуктивности
И с обратной стороны видно, что чем выше индуктивность, тем лучше провар
Так же заметил, что брызг особенно много на ржавой поверхности, на чистом металле их минимум. Вот, к примеру, приваривал трубку детского батута, толщина металла 0.6мм
Не видел, чтобы ребенок вообще их раскачивал, но периодически они отламываются у основания
Состыковал насколько смог, снизил подачу до 2м/мин, а напряжение до 10В, прихватил в нескольких местах точками и перекрыл пробелы, в процессе заметил, что брызг на поверхности практически не осталось
Заварил оставшиеся участки, из-за низкого напряжения местами накидал лишнего, но эти участки закрываются
Еще тесть притаскивал какое-то недоразумение, которое назвал граблями, они просто разделились на 4 части
Похоже производитель просто зажимал гребенку двумя пластинами, в которые вставлялся держак
Хотел прихватить в нескольких местах чтобы лучше держалось, но проволока мне не понравилась, чего экономить
Хотя и тут брызг осталось не так уж много
С обратной стороны тоже не пожалел
Ну и сам корпус, который фиксировался «усиками» тоже прихватил
Постучал несколько раз о дорожку, сломал держак, но сами грабли чувствуют себя хорошо. Предложил покрасить черной краской, но тесть сказал, то дома есть зеленая и он сам всё сделает.
В итоге работать вполне можно, на чистой поверхности даже брызг не так уж много, но при использовании оригинальной проволоки от хитбокса даже на ржавой пластинке было намного чище.
Если же нужна красота, подключайте газ, вставляйте обычную проволоку и наслаждайтесь процессом
А так же результатом без всякой постобработки. При чем я с газом работал второй раз
Если руку набить, можно сделать гораздо лучше
Разница по сравнению с флюсовой проволокой конечно большая, но нужно баллон таскать
Как писал выше, в комплекте была алюминиевая проволока, так что придется и её протестировать. Я с алюминием ранее особо не возился и этот металл очень коварен
Когда начинаешь варить, заготовка холодная, но со временем прогревается и провар становится интенсивнее
Вот так это выглядит с обратной стороны, если держать пластинку на весу
А если свариваемые детали еще и разные по размеру, шов заваливается на мелкую
Вот тут не руки кривые, а шов сам «стекал» на пластинку, которая прогревалась быстрее
Между собой они соединились, но не по всему шву, а после его прогрева
Для себя понял, что если нужно варить алюминий, нормальный результат получится только с AC TIG.
Но эта модель поддерживает только постоянный ток, ТИГ горелку так же кинули в комплект вместе с иглой, так что подключил подачу газа, взял две пластинки со стенками 5мм и попробовал их соединить. Поджиг контактный и при использовании ММА аппаратов дуга вспыхивает резко, частенько сжигая кончик иглы тут же позаботились о плавном нарастании тока, что хорошо
Стык сварил, но без полноценной циклограммы не удобно работать, еще и к режиму «Pulse» привык, так что получилось аккуратнее, чем ММА электродом, но для TIG безобразно. Больше мучить не стал, это прям вот на экстренный случай режим, когда металл тонкий и не получается аккуратно сделать ни электродом, ни проволокой, вот тогда потихоньку можно пользоваться
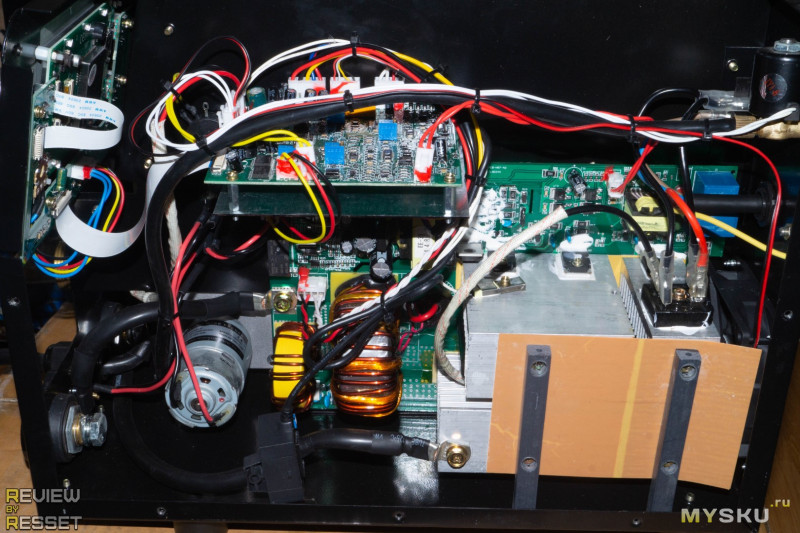
Внутренний мир
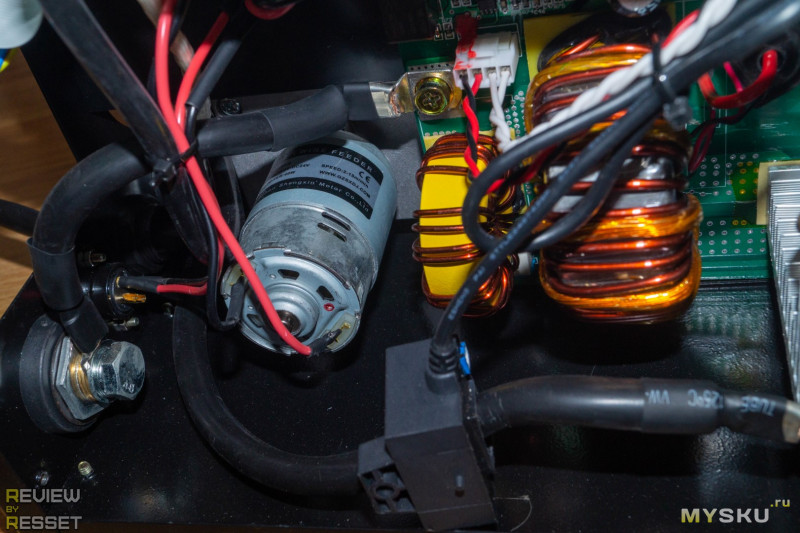
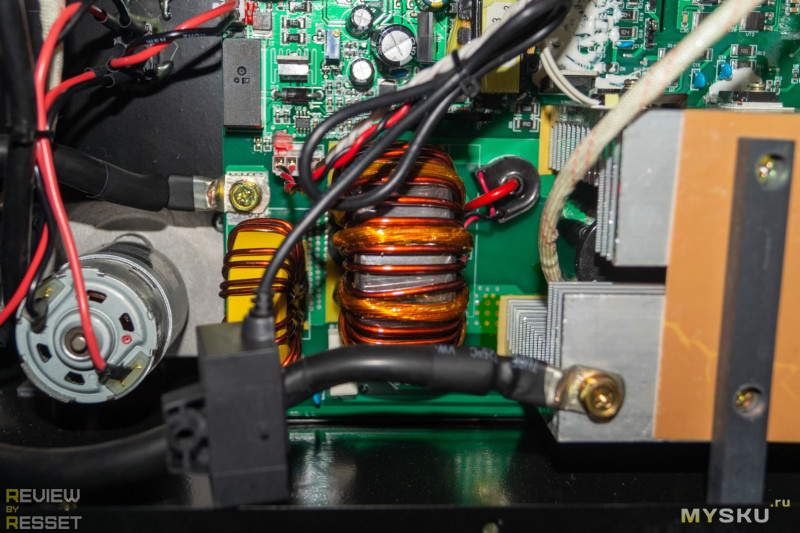
Сборка модульная
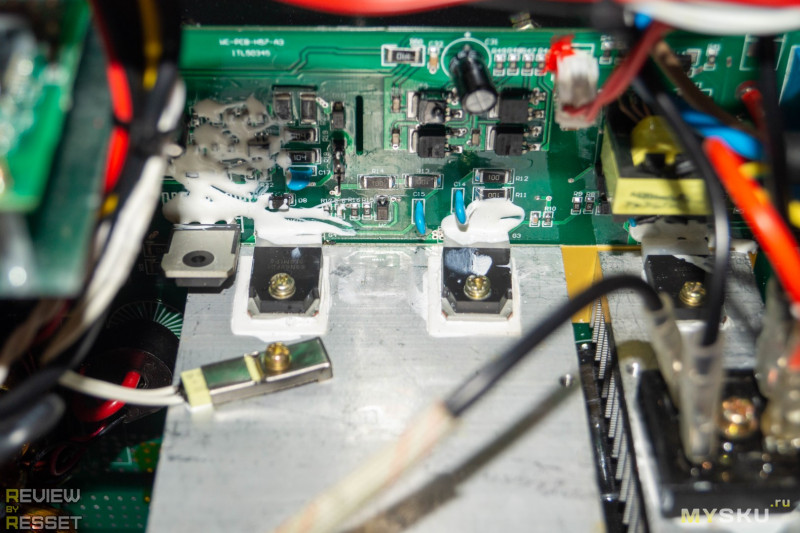
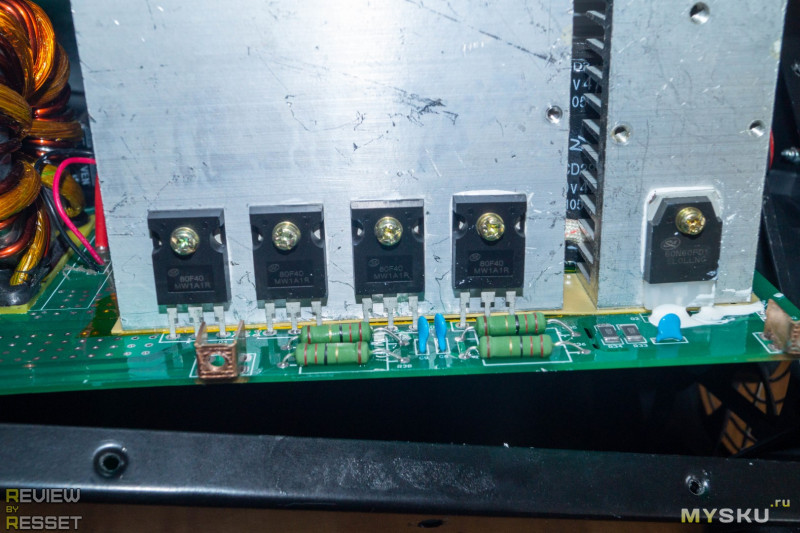
Большая плата силовая, на ней расположен входной и выходные каскады, на радиаторах в верхней части размещено три транзистора 40N60, датчик температуры и диодный мост
В нижней части на мелком радиаторе еще один транзистор 40N60, а на крупном четыре диода 80F40, даташит на которые нашел ksiman
Между радиаторами спрятаны три конденсатора, маркировкой повернуты к рёбрам, но кажется 680мкФ, 400В
Двигатель 24В 40Вт
Обратил внимание, что используется два модуля амперметра, один массивный висит на выходе, второй мелкий рядом с катушкой индуктивности, видимо для коррекции и отслеживания залипаний
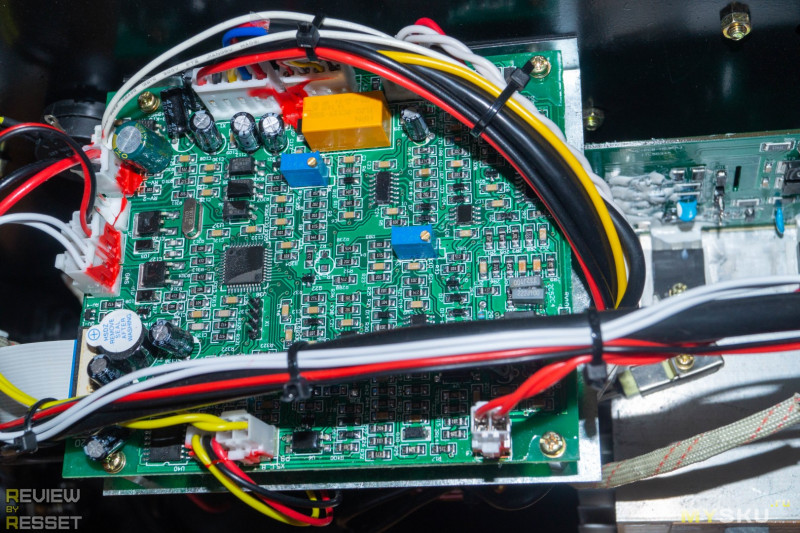
Плата дисплея и крутилок
Ну и контроллер, управляющий ими
По поводу скидок
Купон 2280HZXVOGEN скидывает $10, в корзине еще $9 и $21, итого скидка составит $40 и ценник на эту модель будет самым низким за всё время, обычно он держался на уровне около $390
Итоги
С одной стороны, дисплей это хорошо, выводится куча информации, каждый шаг настройки подписан, часть пунктов с наглядными графическими пояснениями, а так же безопасному диапазону подстройки с выбранными параметрами, так что новичку будет гораздо проще разобраться с таким интерфейсом, чем с кучей кнопочек и индикаторов. Но как-то нерационально использованы энкодеры, могли бы выводить меню быстрого доступа при нажатии на верхние и корректировку той же толщины заготовки при повороте левого нижнего на главном экране.
Что касается самих режимов:
В ММА даже минимальным током работать можно, главное раздобыть тонкие электроды и можно смело варить автомобильную фольгу, максимального тока 170А хватит для четверки. А еще впервые увидел в настройках выбор между рутиловым и электродом с основным покрытием. В общем, придраться в этом режиме не к чему.
Впечатление от MIG немного испортила плохая проволока, мне всё никак не дадут ссылку на лот, который закидывают в комплект со сварочными аппаратами. По этой ссылке раньше приходили катушки в вакуумной упаковке
Посмотрите мои предыдущие обзоры полуавтоматов, швы чистенькие, тут же на ржавых пластинах ужас, на чистом металле лучше, но всё равно до идеала далеко, последние две катушки пришли в пластике. Спросил у менеджера, он ответил, что сейчас на складе два типа катушек, но вакуумные скоро закончатся, так что тут как повезет, в отзывах пока старые проскакивают
А так сам режим, в том числе в Synergiс работает адекватно, предлагаемый диапазон настройки совпадает с привычным мне, так что дискомфорта во время тестирования не испытывал, при использовании обычной проволоки и газа результат отличный.
Алюминий для меня еще слишком сложный, теплопроводность высокая, насколько ванна прогрелась не понятно, по мере прогрева поверхности нужно ускоряться, ну или подкладывать какую-нибудь железяку, чтобы шов не проваливался. Хотя вентилятор проволокой заваривал летом, но там стенки около 5мм были, такие сложно перегреть.
TIG тут как и во многих «универсальных» аппаратах больше для галочки, т.к. регулировать можно только пиковый ток, плавное нарастание имеется, но не настраивается, а угасания нет, т.к. аппарат не знает где будет конец шва. В итоге он вроде и работает, дуга зажигается легко, держится, но управление сильно ограничено, а ведь в тонкости настроек и прелесть данного типа сварки.
Поделитесь в комментариях какая флюсовая проволока вам понравилась, я составлю список и оставлю его в конце этого и будущих обзорах, если они будут. Сам перепробовал несколько видов «местной» до 1500р результат не очень.
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Самые обсуждаемые обзоры
| +52 |
2769
50
|
| +22 |
1934
40
|
| +69 |
3883
31
|
Парни, вкладывайтесь именно в сам сварочный аппарат, берите голые варианты. Остальное лучше покупать отдельно и качественное, по советам с форумов. Как правило, комплектные принадлежности посредственного качества и только чтобы были. Для снижения цены.
Медь продолжает быть «священным металлом» в китайском массовом продукте. Её применяют по большим праздникам и за хорошие деньги.
Медь царапали, но подозрение не ушло )
Как у Вас терпения хватает ( пусть даже с 18-м пунктом)!
поставил бы два плюса, если бы мог.
Возможно в описании перестраховались, занизив показатели, либо скопипастили от другой модели
На корпусе написано, как на заборе, про какой-то Х…
Ха, и в бумажной инструкции на русском языке 25%/-200
Потому что по ним можно было бы отследить падение тока со временем
В бумажной инструкции не указана и разница в максимальном токе в MMA и MIG. В любом случае я оставил и то, что написано в инструкции/описании и то, что наклеили на корпус, т.к. нет возможности самому проверить что из этого правильнее.
Предположу, что в инструкции и описании указали минимальные значения, взяв их от ММА(60=170А, 100=131А), но он упирается в 170А, при 200А возможно 25% и было бы
Обзор обширный. Заслуженный плюс!
datasheet.lcsc.com/lcsc/2103191911_Hangzhou-Silan-Microelectronics-SFR80F40PS_C2761776.pdf
Да я его брал за 14.5 т.р. забыл указать.
И данный аппарат который Вы обозреваете вполне интересный. По крайней мере в используемых технологиях.
Я уже думал провести тест со знакомым сварщиком, но в итоге ведь получится просто красивый шов на любых параметрах, т.к. он в процессе адаптируется под выставленные настройки. А человек, который в итоге купит аппарат, будет потом возмущаться, что там вот красиво всё, а у меня совсем другое получается, обманули )
А руку в любом случае набивать нужно, меня особо никто не учил, точнее отец пытался, но метод кнута
и пряникане особо работал, т.к. я боялся накосячить и из-за этого получалось только хуже. В итоге наверное около 30 лет впервые взял в руки и начал мучить железяки до тех пор, пока не научился делать прочные соединения, вот до красоты еще далеко )Не увидел нигде баллонов с газом (с этим аппаратом их должно быть минимум два — с аргоном и смесью).
ММА здорово (а он сейчас подрос у китайского любого полуавтомата), но тут это опция. Любители берут отдельный аппарат тысяч за 10-12 (у меня такого нет, мне не нужно электродами варить так часто).
Главная «фишка» этого аппарата — это алюминий (который я так понимаю варили без газа??? откуда столько брызг? выставили расход?) при MIG сварке, TIG тут скорее опциональный (жду когда появится аппараты с педалью).
Честно говоря осталось непонятно как он варит алюминий.
Ничего особенного, алюминий варил с ручной подачей аргона, выставлял на редукторе 7 литров, этого обычно было достаточно для обычной проволоки и при работе с TIG, но возможно для MIG рукояти нужно больше. По поводу брызг, это больше на искры было похоже, они не остались на поверхности. Еще и состав проволоки мог повлиять, там же обычно не чистый алюминий, кажется еще и марганец добавляют
Да какие обиды. Я сам иногда хочу чтобы красиво было, но опыт написания обзоров подсказывает, что лучше сделать как можешь, чем показать идеальный результат и разочаровать больше половины людей, которые купят модель, думая, что она сама за тебя всё сделает )
На данный момент мне понравилась модель из обзора и MIG 200II, второй даже больше, из-за того, что настройки под синергик можно быстро поправить без необходимости лазить по меню, да и режим Spot приглянулся, особенно при работе с тонким металлом, опытный сварщик так же согласился, что аппарат за свои деньги хороший и у нас подобные будут сильно дороже стоить. Но 2280 больше подойдет новичкам из-за наглядности настроек как в самом меню, так и при коррекции
Только что проверил, работает
Но выше я писал, что не было цели сделать максимально красиво, полезнее показать как изменение настроек влияет на результат в одинаковых условиях и чтобы их воссоздать проще всего было накладывать швы на металлической пластине с одинаковой скоростью. Если делать красиво, пришлось бы искать заготовки разной толщины и тщательнее подбирать настройки, многие подумали бы, что всё само будет получаться, а после покупки решили, что их обманули, т.к. получается совсем не так, значит автор хвалил одно, а пользовался совсем другим, более качественным аппаратом )
Так что лучше пусть ругают за кривые руки, чем потом обвиняют в недобросовестности.
Наверное, после рекламы, которую автор сделал на Муське, продавец решил, что тут ему масть и попёрла… :)
Не, сварка, очевидно, — не моё… Ну, кроме газовой ювелирной.
Для ювелирки есть миниатюрный «колд тиг», давно просматриваю на подобные аппараты, но не могу придумать практического применения )
ММА понравился — варит мягко, тихо, брызг мало.
А п/а что-то не очень — треск, искры, как не крутил. Прелестей режима SYN тоже не осознал… Древний китаец «электроприбор» мягче варит.
И не понял, как проволоку в рукав заправлять? Крутить бобину руками? Или закрывать газ, включать режим п/а, жать на курок и под напряжением ждать, пока проволока вылезет?
Только в ручном режим удалось более-менее настроить
Ещё интересны нюансы сварки в MIG режиме нерж. проволокой, получаются наросты, видимо металл не растекается. Не понимаю как победить. Чернягу проволокой нормально получалось, а с нержей нет. Режим mig syn, ss, с газом (пробовал и аргон и смесь).