Сварочный аппарат HITBOX MIG 200II

- Цена: $300
- Перейти в магазин
Продолжаю развивать тему сварочных аппаратов. Ранее были бюджетные образцы, в этот раз удалось протестировать более продвинутую IGBT(не путать с LGBT) модель, которая поддерживает три типа сварки: MMA, TIG и MIG, при чем может работать как с флюсовой проволокой, так и с полноценной, в том числе алюминиевой диаметром 0.6-1мм. Так же имеется режим Synergic, заметно упрощающий настройку и режим точечной сварки. Под катом подробно пройдемся по каждому режиму и настройкам, в том числе скрытых от глаз пользователя. Осторожно, куча фото и гифок (вдруг у кого трафик ограничен).
Курьер привез коробку с логотипом HITBOX и легким намеком насчет содержимого

Внутри в пенопласте был сварочный аппарат, инструкция и дополнительная коробка

В которой оказались расходники

Комплект состоит из пары проводов для режима MMA, рукав для MIG, катушки флюсовой проволоки диаметром 0.8мм, а так же набора для перехода на алюминиевую проволоку диаметром 0.9мм. Ну и инструкция есть, при чем довольно объемная

С тыльной стороны находится выключатель, трубка для подачи газа, серийный номер, бумажка с характеристиками и перфорация под 100мм вентилятор

На лицевой расположены 6 кнопок, два энкодера и один потенциометр, о них поговорим позже

Чуть ниже находятся разъемы для подключения проводов

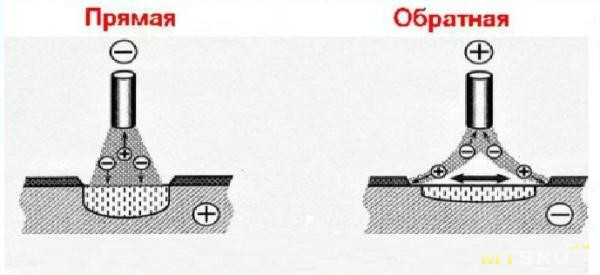
Основной контакт MIG выведен из корпуса для возможности быстрой смены полярности. При использовании проволоки с флюсом необходима прямая полярность, а без флюса обратная(при работе с алюминием тоже)

Разъем для рукояти имеет каналы для подачи проволоки и газа, а так же два контакта, идущие на кнопку

Боуден при желании можно заменить на другой
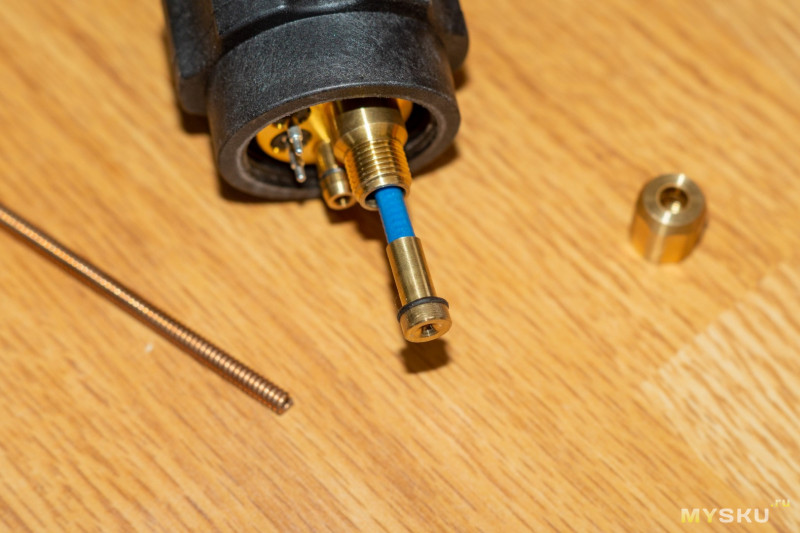
В комплекте есть тефлоновая трубка специально для работы с алюминиевой проволокой

Так же необходимо будет заменить сопло на 1мм, которое так же есть в пакетике, при этом используется проволока диаметром 0.9мм, чтобы ей было куда расширяться при нагреве

Запасной ролик с двумя U-образными канавками под 1 и 1.2мм

Комплектное сопло 0.8мм

Рукоять массивная, в руке лежит удобно

Провод тоже довольно толстый, но оно и понятно, внутри две трубки и три провода, включая силовой

В кабеле питания три жилы по 2.5 квадрата

В массе и ручке MMA 16 квадратов

Если сравнивать с моделью MIG 145, обозреваемая выглядит заметно массивнее

Выключатель массивный с резиновой изоляцией, в перчатках нащупать будет не проблема
Левая кнопка отвечает за выбор режимов сварки между MMA, TIG и MIG

В MMA напряжение постоянно, первый энкодер ни на что не влияет, второй регулирует ток, третий идукцию
Аналогично и в TIG можно менять только рабочий ток(есть дополнительные настройки, но о них ниже)

А вот в MIG уже напряжение регулируется в диапазоне 11-26В, вторым энкодером корректируется подача проволоки от 1.5 до 14м/мин, диаметр и тип в ручном режиме не выбирается

Можно еще выбрать тип подачи между 2Т(классика), 4Т, в котором достаточно однократно нажать кнопку и аппарат варит до повторного нажатия или до срыва дуги, а так же Spot для прихватывания заготовок точками
Кнопкой рядом с вольтметром можно войти в параметры и выставить время импульса от 0.1 до 5с

Для менее опытных или более ленивых сварщиков придумали режим Synergic, включив который необходимо выбрать диаметр проволоки и её тип, после чего левым энкодером можно будет откорректировать значение напряжения в диапазоне ± 3В
Средний энкодер уже будет настраивать не скорость подачи, а максимальный ток, при смене этого параметра автоматически будет подстраиваться как напряжение, так и подача

Так же они будут меняться при выборе типа проволоки и ее диаметра
Ещё кнопкой рядом с вольтметром можно войти в выбор сохраненной ячейки памяти, всего их 10 штук
Для сохранения данных необходимо выбрать ячейку, выставить нужные параметры и подождать 20 секунд
После чего можно пользоваться готовыми предустановками, они сохраняются при выключении питания

Если кому-то показалось, что настроек слишком мало, во «взрослых» моделях ведь есть продувка до дугообразования, во время охлаждения шва, отжиг проволоки(Burn Back). Здесь тоже всё это есть, только немного спрятано, чтобы не нагружать пользователя лишней информацией. Для входа в меню тонкой настройки аппарата, нужно перед включением зажать кнопку выбора режима сварки(2Т/4Т/...) до появления надписи P1

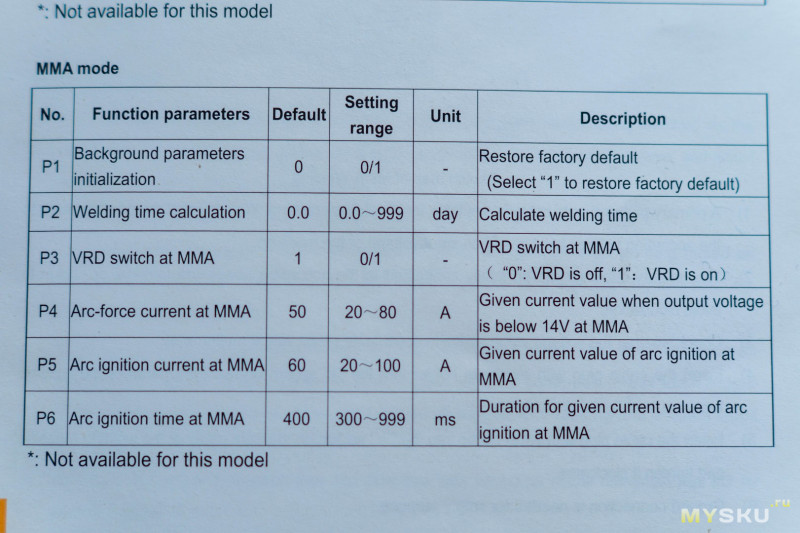
Для каждого типа сварки пункты отличаются, для MMA их 6

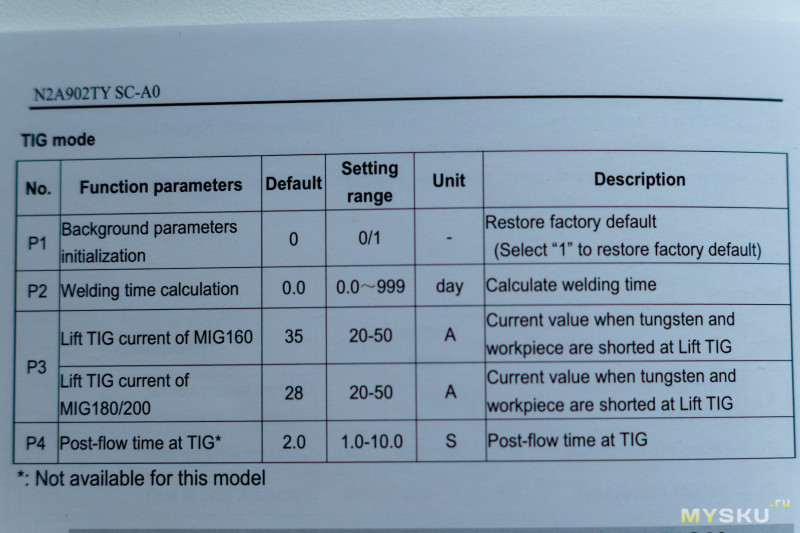
Для TIG всего 4
Но самый важный это пусковой ток, который позволит не палить электрод при неудачном поджиге
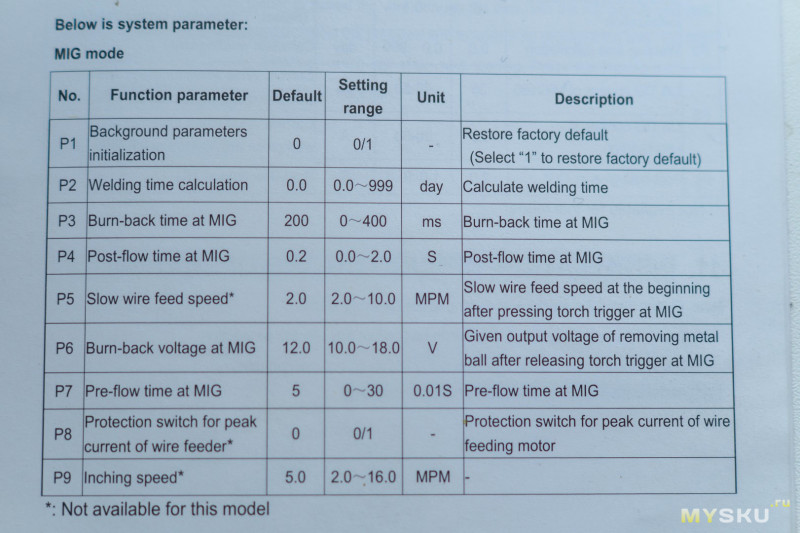
Для MIG 9 пунктов

Вот тут уже и Burn Back и pre/post-flow и скорость «холостой» подачи проволоки
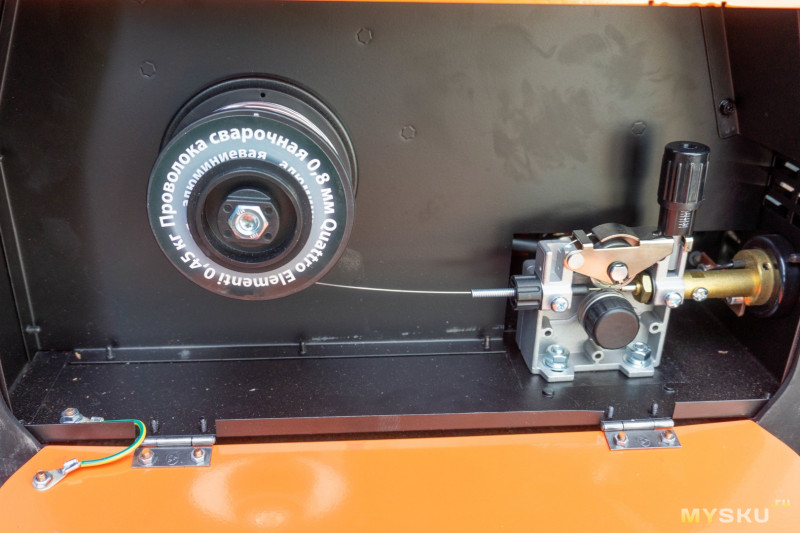
По настройкам прошлись, можно ставить проволоку, для этого нужно открыть боковую крышку
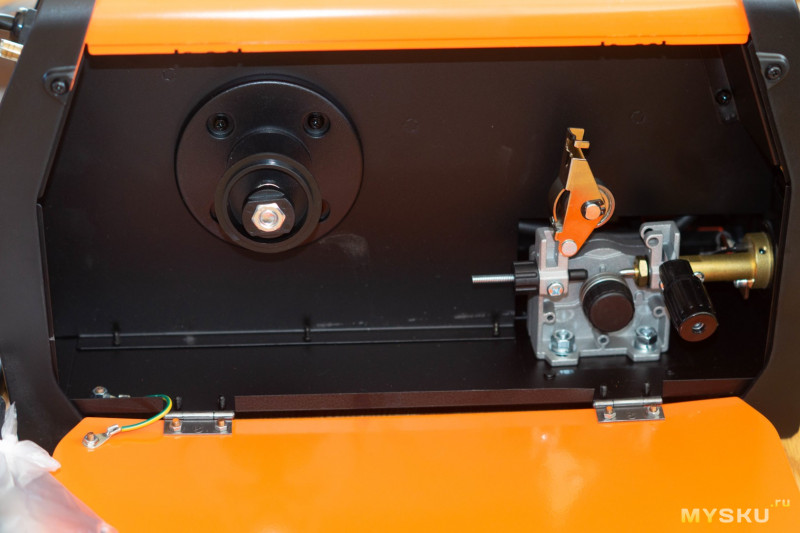
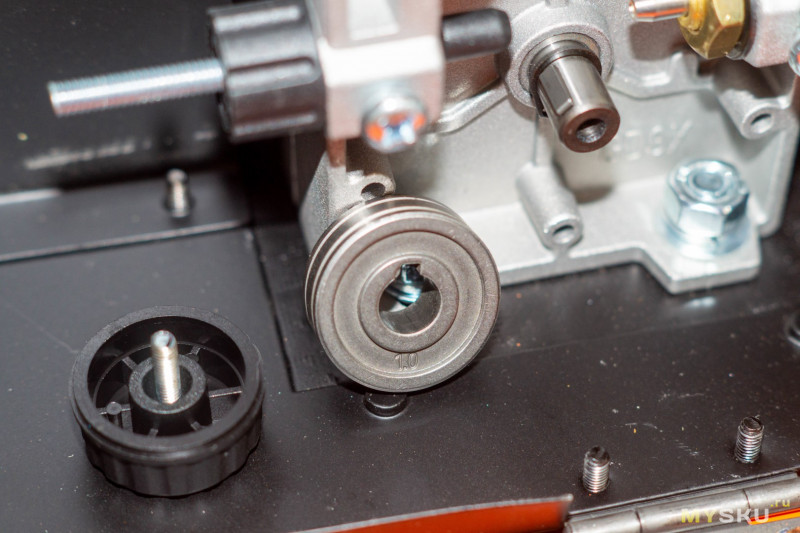
Установлен двусторонний ролик подачи, по умолчанию под 0.8мм
Но можно его повернуть и пользоваться 1мм проволокой
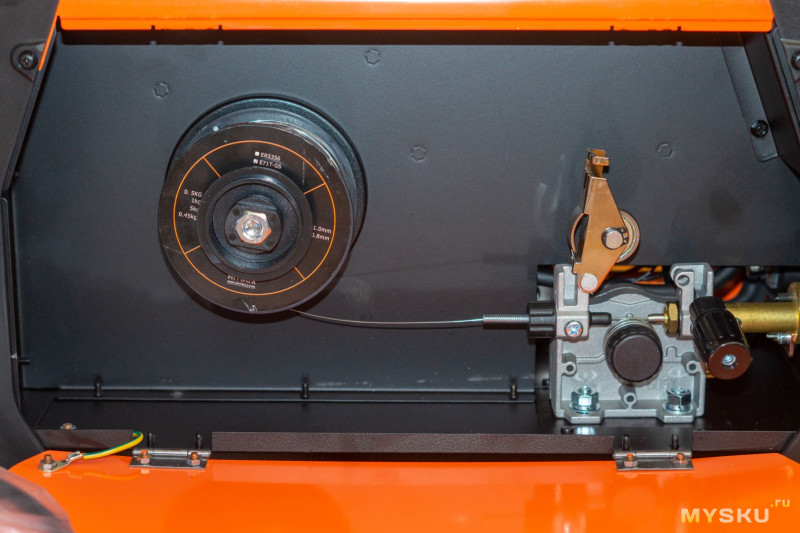
Комплектная катушка фирменная E71T-GS, вес 1кг, диаметр 0.8мм

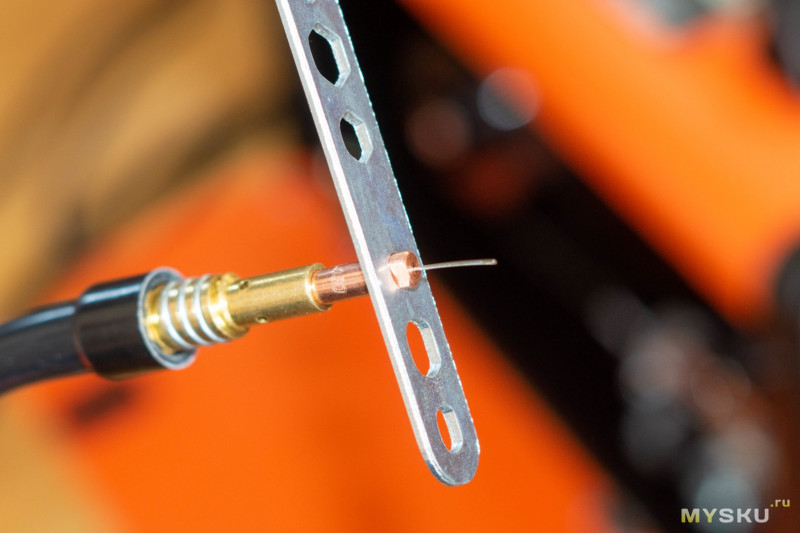
Вешаем, вставляем свободный конец в канал и проталкиваем пока не вылезет через сопло или не упрется
При необходимости выкручиваем наконечник и помогаем продеть проволоку через него
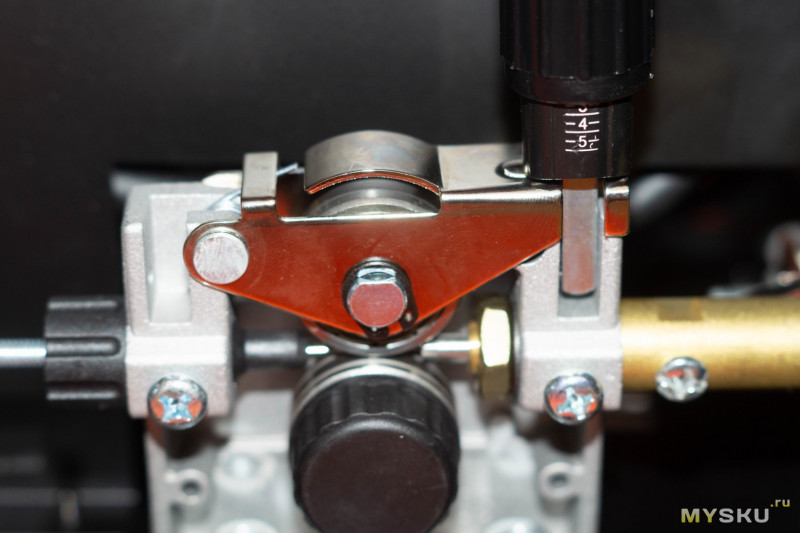
Прижимаем ролик, для флюсовой проволоки ручку я обычно подтягиваю на уровень 3 шкалы, чтобы не мять
Интересный момент, во время «заправки» после нажатия на кнопку подачи, она стартует на небольшой скорости, но если через пару секунд не происходит дугообразование, она автоматически увеличивается, заметно ускоряя протяжку проволоки
Начал с электродуговой сварки (MMA). Минимальный ток в этом режиме составляет 20А, у меня самый мелкий электрод 2мм и он оказался крупноват. По умолчанию форсирование дуги 50А, поджиг 60А на 400мс, так что его быстро оплавляет, но если чуть утопить в ванну, металл начинает плавиться практически без дугообразования, что выглядит довольно необычно )
Поднял ток до 50А, который обычно использовал при работе с «двойкой». Без нареканий
Для 3мм электрода такой ток маловат, прогрев идет слабый, но электрод не залипает, дуга держится довольно стабильно, колдунство какое-то. Так что если не будет под рукой 2мм электрода, можно потихоньку работать и «тройкой» на пониженном токе
На привычных мне 90А процесс идет как по маслу, главное сильно не задерживаться на одном месте

При 120А металл толщиной 2мм уже на грани прожигания

Ну а если поднять до 160А, заготовку очень быстро прожигает

Ну и, собственно, результат, продвигался справа налево, но думаю это и так видно

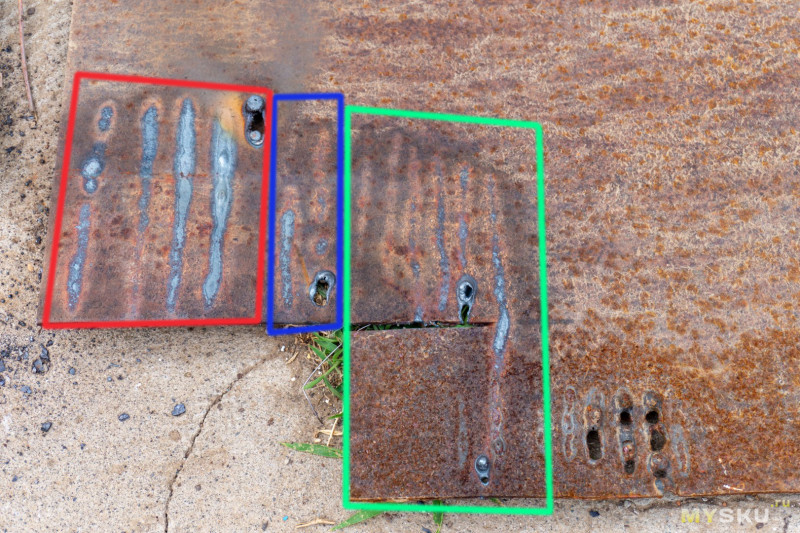
С обратной стороны так же отчетливо видны непрогретые и перегретые участки

Сбил шлак молотком

Далее MIG с комплектной флюсовой проволокой. Ручной режим, минимальная подача 1.5м/мин и напряжение 11В. Дуга не очень стабильная, заготовку не прогревает, так что на поверхности образуется большой валик

Поднял напряжение до 15В, пошел прогрев, но проволоку быстро сжигает, дуга нестабильна
Увеличил подачу до 3м/мин, получил неплохое соотношение, с этим уже можно работать

Но если бы не было никакого опыта, с 11В на 15В сразу не перескочил и для начала поднял до 13В. Материал проварило, но валик крупноват, так что предыдущее значение было оптимально для данной толщины

Если же переборщить и выставить максимум 26В, проволоку при подаче 3м/мин снова начинает жечь и получается светомузыка, хотя таким образом можно сделать прихватки не боясь прожечь материал, при этом валик практически не выступает над поверхностью
Ну а если и подачу выкрутить до 14м/мин, пластину моментально прожигает, так что при большом желании таким образом можно делать отверстия(знакомый так мангал дырявил)
Для тех, кто впервые взял полуавтомат в руки, ну или просто хочет быстрее подобрать нужные параметры, умные люди придумали режим Synergic, которому нужно указать желаемый ток в соответствии с толщиной заготовки, а напряжение и подача подстроятся сами.
Для флюсовой проволоки диаметром 0.8мм, минимумом является значение 12.7В и 45А. Подача небольшая, дуга стабильная, но прогрев слабый, так что подойдет только для совсем тонкого металла

13.5В 60А лучше, но еще слабовато
При 14.7В и 80А пошел прогрев
При 16В 100А так же можно спокойно работать
Если поднять до 17В 120А, можно прожечь стенку, задержавшись на одном месте
Выше 18.5В при 140А поднимать не стал, и так уже на грани, да и горелкой вести нужно достаточно быстро, так что аккуратно работать будет сложнее
Ну и результат. Кажется, что грязи еще больше, чем от обычных электродов

Но после нескольких взмахов щетки всё выглядит не так уж плохо
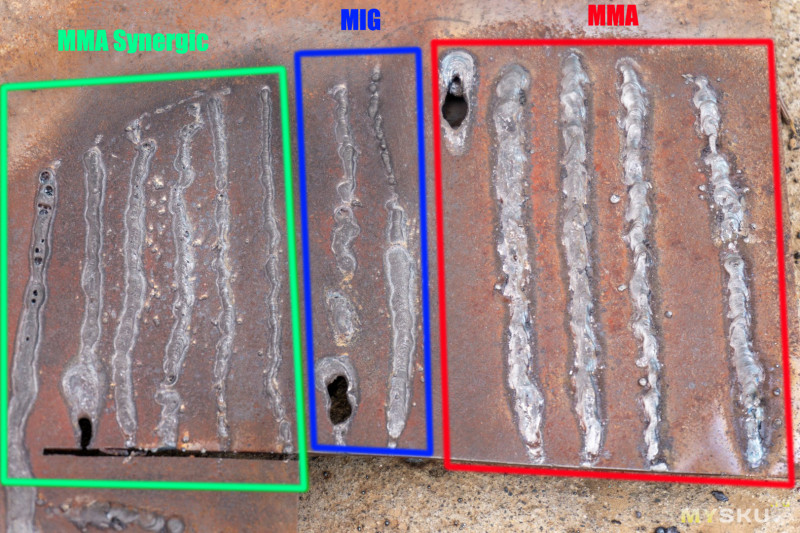
С обратной стороны можно посмотреть степень проварки материала на разной мощности
Сопло так же необходимо чистить, после всех мучений оно стало выглядеть вот так, но нужно учитывать, что я им работал в не самых щадящих условиях, в нормальном режиме оно пачкается заметно меньше

Наконечник так же весь в налете

Чистится обычной тряпочкой, я для этого использую одноразовые полотенца, пару движений и всё чистое

Решил найти 15В, которые подобрал в ручном режиме, для этого выставил ток 85А и постарался сделать аккуратный шов. Правда забыл выключить автофокус, так что картинка получилась ярче, но местами размытая
Вроде неплохо, учитывая, что я всему учился самостоятельно в гараже и опыта не очень много

Провар хороший, получается в ручном режиме верно прикинул напряжение

Что касается коррекции индуктивности(крайний правый потенциометр), как ни странно, она тут работает и в режиме Synergic даже польза от неё есть, но в ручном режиме вполне можно обойтись и без этого. Если объяснять на пальцах, она позволяет сгладить импульсы, формирующие дугу, она становится стабильнее и лучше прогревает материал, соответственно и валик сильнее размазывает по поверхности. В теории еще шов чище должен быть и искр лететь меньше, но я тестировал на флюсовой проволоке, так что будет не очень показательно в этом плане. Казалось бы, ставь на всю и пользуйся, но не всё так просто как кажется. При увеличении индуктивности капли расплавленной проволоки начинают отделяться реже, увеличиваясь в размерах, что внесет неудобства при работе с вертикальными и потолочными швами, так что в этом случае её придется выкручивать практически в минимум
Сделал три прохода с одинаковыми параметрами, протягивал так, чтобы толщина ванны и прогрев был примерно одинаковый. Первый с минимальным значением индуктивности, заняло это 14 секунд
Второй со средним, при этом пришлось немного ускориться до 13 секунд
Третий в максимальном, заняло это у меня 12 секунд, то есть каждый раз приходилось вести горелку сильнее
На первый взгляд результаты не сильно отличаются, разве что слева ощутимо темнее, а на правом шлака больше
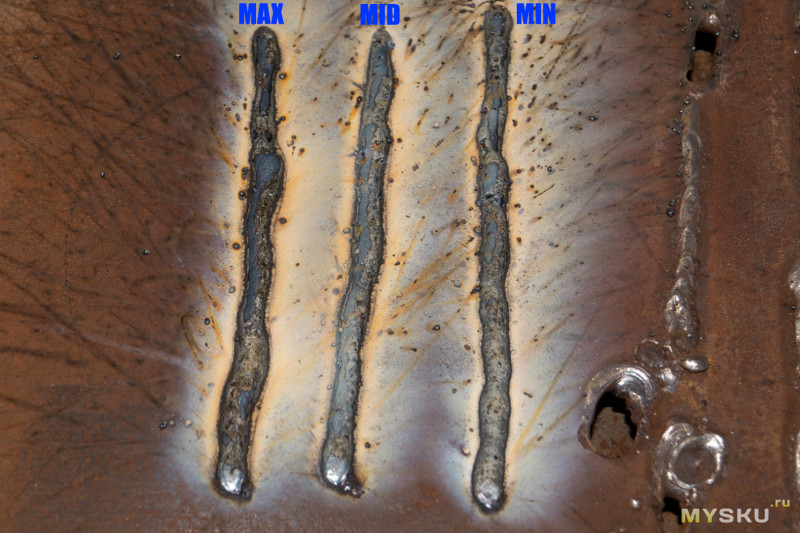
Если посмотреть на высоту валика, тот что слева так же ниже

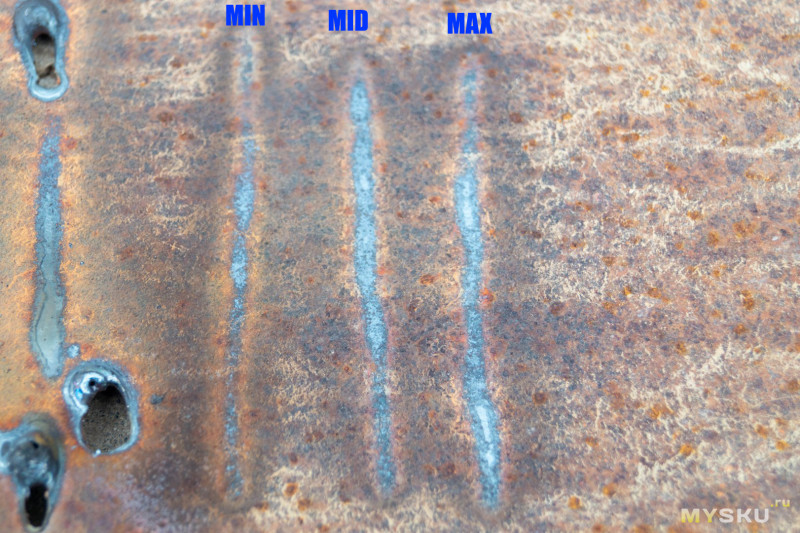
После чистки цвет у всех стал одинаковым, но правый на вид не такой аккуратный

Если же перевернуть лист, можно заметить, что шов с большим значением индуктивности прогрелся заметно лучше предыдущих, а ведь я даже быстрее его протянул, чтобы избежать перегрева
Так что всё работает, пользоваться можно, но с таким же успехом можно просто немного откорректировать напряжение, тот же Synergic позволяет подвинуть его в ±3В, а в ручном вообще можно беспределить. Вероятно на больших токах изменение индуктивности дает более ощутимую разницу, так что в любом случае хуже она не делает, пусть будет.
Так же проверил режимы подачи, как и писал выше, 2Т это обычный режим, в котором оператор работает удерживая кнопку на рукояти. В режиме 4Т для старта достаточно нажать кнопку один раз и отпустить, при этом дуга будет поддерживаться до тех пор пока кнопка не будет нажата повторно или не разорвется цепь
Режим Spot позволяет быстро прихватить, а при необходимости и заварить деталь с тонкими стенками, минимальное время импульса составляет 1/10 секунды, параметры напряжения и тока регулируются как обычно, без ограничений

Максимальное время импульса 5 секунд, этого хватит для прогрева толстого металла
По умолчанию оно составляет 1/2 секунды

Результат
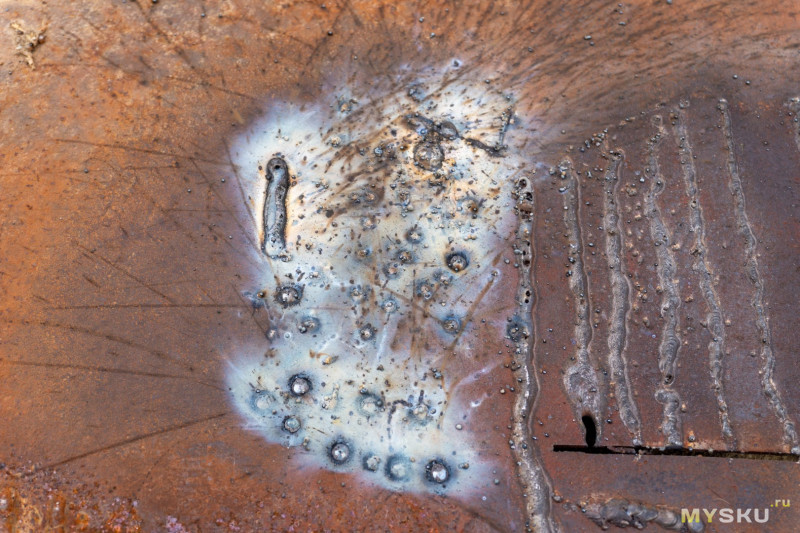
Шлак от этой проволоки легко очищается обычной относительно мягкой щеткой

Вот ближе
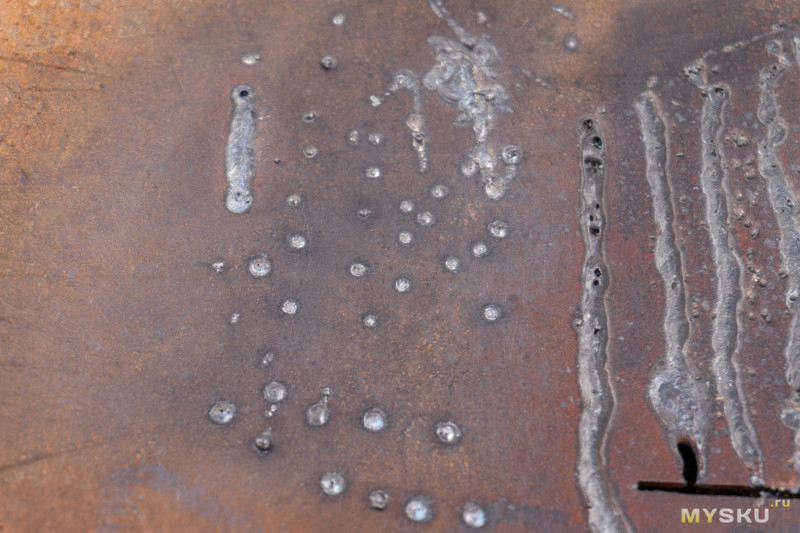
С обратной стороны местами есть провар даже на точках с импульсом 0.5с

Напряжение и ток были теми же оптимальными для этого листа 15В 85А, так что остался хороший запас

Данный аппарат так же может работать обычной проволокой в среде защитного газа, как правило СО2, т.к. он самый дешевый, но у меня были только остатки Аргона в небольшом баллоне, поговаривают, что с ним шов получается даже немного аккуратнее. Не забываем, что нужно переключиться на обратную полярность, то есть провод горелки перекидываем на плюс(есть подписи у коннекторов для забывчивых)

Первый пуск показал, что что-то не так. Дуги почти нет, искры во все стороны как от болгарки

А вместо шва получилось вот это, хотя отрываться по-хорошему оно не хотело

Потом я открыл вентиль газа и всё пошло как по маслу, совершенно другое поведение, ток 100А

Ну и результат значительно отличается. Шов не обрабатывал, всё и так красиво

Не стал больше мучить железяки, ведь газа мало, а в аппарате заявлена поддержка варки алюминия. Полярность для работы с алюминием должна быть обратная, при таком подключении дуга будет разрушать оксидную пленку.
Так же нельзя просто заменить катушку и начать работать, т.к. алюминий при нагреве прилично расширяется и в том же 0.8мм наконечнике с большой долей вероятности застрянет, да и стоковый канал грубоват для такой мягкой проволоки, так что откручиваем наконечник и вытаскиваем боуден из рукава

Тефлоновый закинули с запасом, так что совмещаем концы и обрезаем, оставляя пару лишних сантиметров

Вставляем в рукав до упора и только потом срезаем излишки

Продеваем проволоку, не забываем заменить наконечник на миллиметровый. Я протупил и заранее заказал катушку 0.8мм, а нужно было 0.9мм, под которые рассчитан наконечник, да и в режиме Synergic нельзя выставить диаметр меньше 0.9мм для алюминия. Так же немного ослабил прижим ролика, иначе проволоку будет плющить и может смять в боудене
Первые попытки показали, что и параметры для 0.9 проволоки не очень подходят для работы с 0.8мм, при минимальном токе она собиралась в крупные капли, которые слишком быстро застывали на поверхности толком не успевая растекаться
Получалось как-то так, фиксация есть, но о герметичности и речи быть не может, при увеличении мощности из-за бОльшей скорости подачи валик накидывало еще больше

А потом я вспомнил, что можно отдельно корректировать напряжение в диапазоне ±3В и о чудо, после выкручивания его в максимум дело сдвинулось с мертвой точки, дуга стала стабильнее и валик наконец начал расплываться по поверхности

Проволока не из чистого алюминия, так что есть небольшой нагар, но вокруг шва видна восстановленная от оксида область, ну и край прожгло, нужно было прихватить его на небольшом напряжении и потом дотягивать

После зачистки выглядит неплохо

Полуавтоматом алюминий варил впервые, так что может опыта не хватает, а может у проволоки 0.8мм сопротивление слишком сильно отличается от 0.9мм и поэтому не хватало температуры дуге. Но в любом случае данный режим не безнадежен и он выручит если под рукой нет TIGа или прутка с флюсом
Для тех, кто любит слушать звук дуги, смонтировал небольшое видео во всех режимах
Электроника занимает половину корпуса
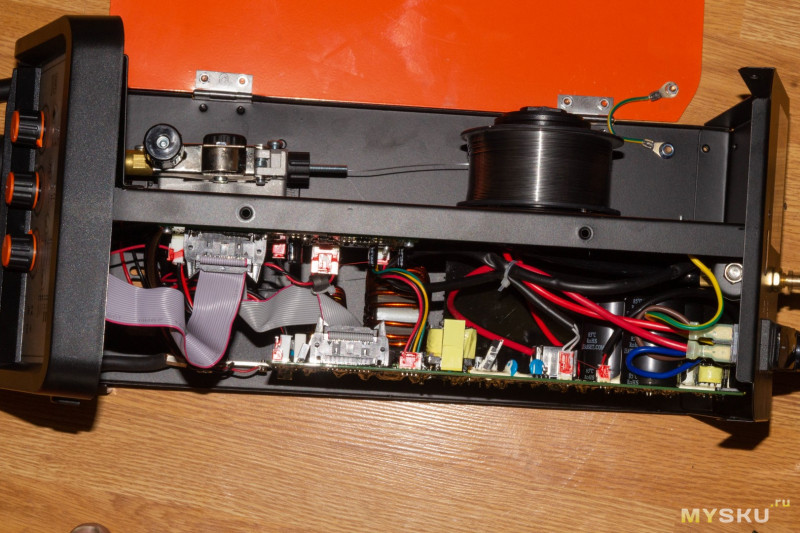
Имеется провод заземления, кнопка выключения рассчитана на ток до 30А, четыре контакта полностью обесточивают цепь питания, электроклапан, открывающий подачу газа установлен на входе
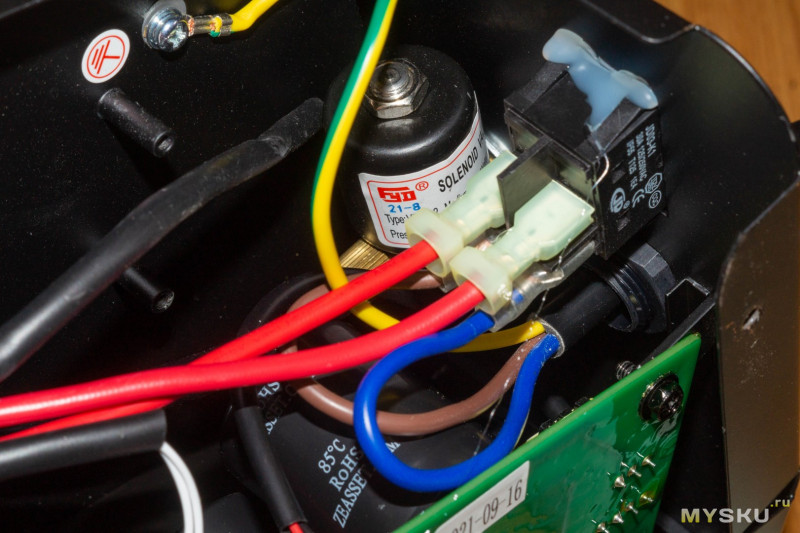
Всего плат три штуки: силовая, контроллер и левее распаяно управление с индикаторами
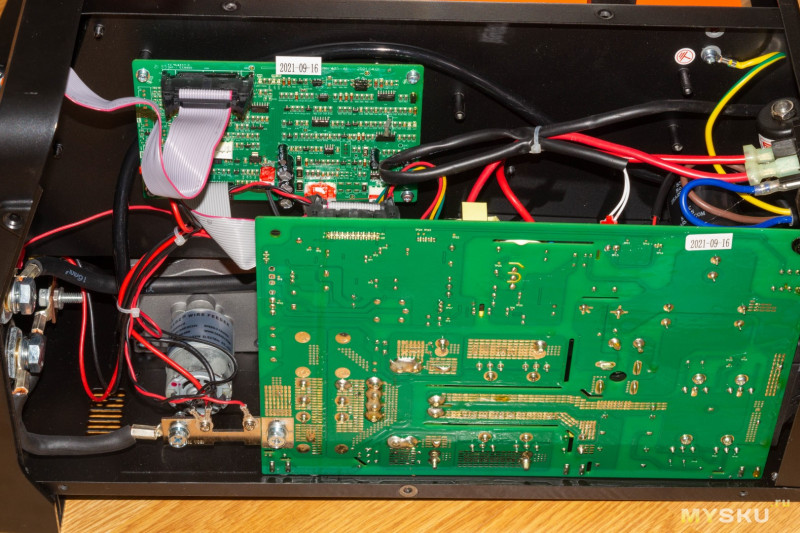
Всё на коннекторах, так что в случае поломки можно заменить какой-то один вышедший из строя узел

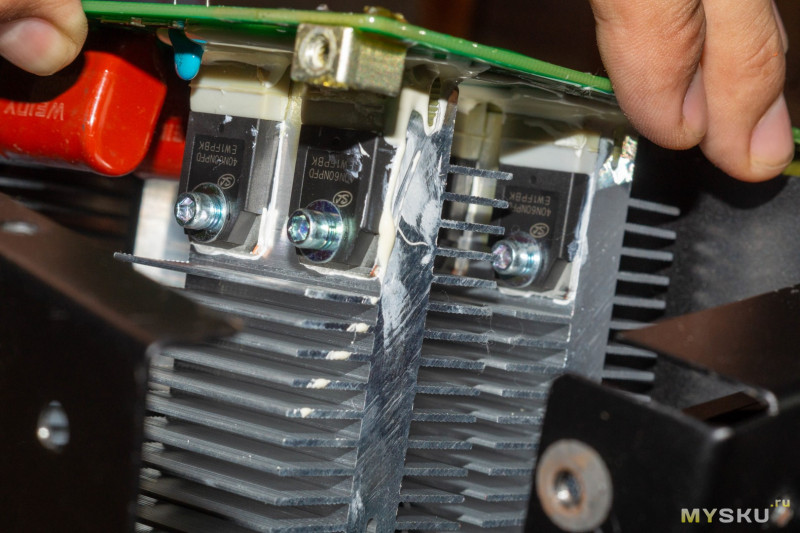
На выходе силовой части стоят 4 транзистора 40N60
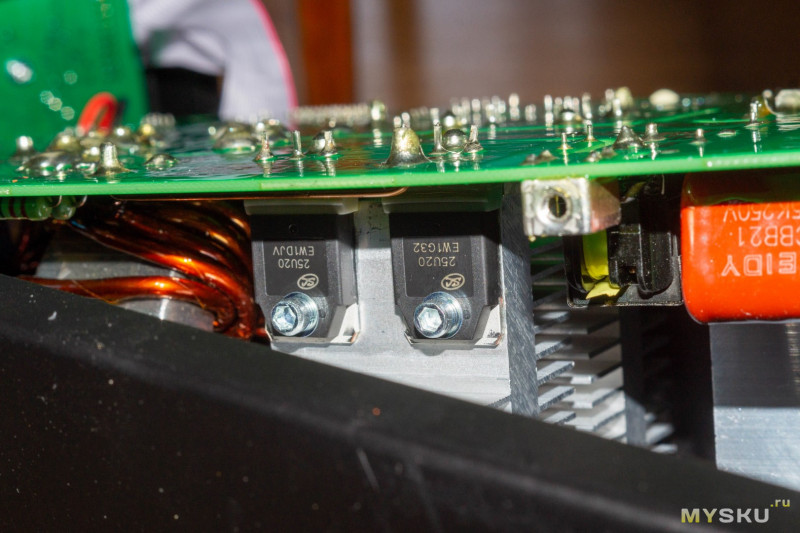
Диоды 25U20
Двигатель механизма подачи проволоки
HITBOXMIG200 снижает цену до $300 или 18800 рублей. В RU складе есть запас в 700 единиц
Ценник конечно у этой модели не такой низкий, как у самых бюджетных образцов 3-5 в одном, но и функциональность довольно неплохая:
+ При работе с электродами(ММА) показал отличный результат, варить приятно, электрод идет как по маслу, с залипанием после 50А не сталкивался, только «двойка» при 20А приплавлялась если надолго опустить её в ванну, но я бы очень удивился если б этого не происходило. Так то можно форсаж дуги накрутить, но в этом случае тонкий металл будет жечь.
+ MIG так же работает без нареканий, комплектная флюсовая проволока хорошая, я даже заказал две катушки прозапас за $25, т.к. в местных магазинах они дороже, но при этом работать с ними невозможно. С безфлюсовой проволокой проблем никаких, главное не забывать открывать подачу газа и результат вас порадует, особенно в режиме Synergic. Работает и коррекция индуктивности, обеспечивая более стабильную дугу и глубокий прогрев.
+ В комплекте есть всё для работы с алюминием, я пользовался этим режимом впервые, так что результат не идеальный, но он есть, так что если набить руку(и купить правильную проволоку), можно работать с деталями не очень большой толщины, ведь на обратной полярности «постоянки» заготовка не так хорошо прогревается, как при использовании переменного тока и слишком массивные скорее всего доставят проблем
+ Отдельно хотел бы выделить режим Spot, который позволяет прихватывать детали точками с импульсом от 1/10 до 5 секунд, так что если выставить минимальный ток, можно работать с довольно тонким металлом не боясь его прожечь. Так же порадовала возможность более тонкой настройки режимов работы с помощью скрытого меню, я продувку после сварки для MIG чуть поднимал, чтобы шов красивее был.
+ Ну и к сборке замечаний никаких, как и внутреннему содержимому, платы отмыты, всё на коннекторах, провода питания нормального сечения, есть заземление, даже створку отдельным проводом подключили, чтобы пользователя при замене проволоки сюрпризов не поджидало. Механизм подачи полностью металлический, не сказал бы, что там нагрузки дикие на него, но выглядит как минимум серьезнее, чем пластиковый
Данная модель еще и TIG поддерживает, но он тут как во многих «универсальных» аппаратах работает в режиме Lift и розжиг дуги происходит при касании иглы заготовки, подача газа принудительная, к баллону нужно подключаться напрямую, либо искать переходники под разъем сварочного аппарата, так что это уже извращение, но если очень нужно аккуратно сварить черный металл в аргоне, почему нет.
Этот способ подключения подходит и для классических ММА инверторов, но в идеале напряжение для TIG горелки не должно превышать 20 Вольт, так что если на выходе вашего сварочного аппарата порядка 60 Вольт, игла скорее всего помрёт на минимальном токе, вероятно даже в момент розжига (Lift TIG).
Если кому нужен полноценный DC TIG, можете заглянуть в соседний обзор HBT2000 Pro
Как всегда, приветствуется конструктивная критика. Всем добра =)
UPD. Продавец написал, что всем купившим данную модель в течении нескольких дней после публикации обзора, он подарит переходники под мелкие коннекторы, так что можно будет пользоваться и привычными проводами

Характеристики
Производитель: HITBOX
Модель: MIG200 II
Технология инвертора: IGBT
Входное напряжение: 220В ±15%
Частота: 50/60 Гц
Максимальное выходное напряжение: 60В
Рабочий цикл: 25%180А, 60% 116А, 100% 90А
Рабочий диаметр проволоки: 0.6-1мм
Скорость подачи: 1.5-14 м/мин
Размер: 425*183*290мм
Вес в сборе: 12кг
Дополнительные режимы: 4T, Spot, Synergic
Распаковка и внешний вид
Курьер привез коробку с логотипом HITBOX и легким намеком насчет содержимого
Внутри в пенопласте был сварочный аппарат, инструкция и дополнительная коробка
В которой оказались расходники
Комплект состоит из пары проводов для режима MMA, рукав для MIG, катушки флюсовой проволоки диаметром 0.8мм, а так же набора для перехода на алюминиевую проволоку диаметром 0.9мм. Ну и инструкция есть, при чем довольно объемная
С тыльной стороны находится выключатель, трубка для подачи газа, серийный номер, бумажка с характеристиками и перфорация под 100мм вентилятор
На лицевой расположены 6 кнопок, два энкодера и один потенциометр, о них поговорим позже
Чуть ниже находятся разъемы для подключения проводов
Основной контакт MIG выведен из корпуса для возможности быстрой смены полярности. При использовании проволоки с флюсом необходима прямая полярность, а без флюса обратная(при работе с алюминием тоже)
Разъем для рукояти имеет каналы для подачи проволоки и газа, а так же два контакта, идущие на кнопку
Боуден при желании можно заменить на другой
В комплекте есть тефлоновая трубка специально для работы с алюминиевой проволокой
Так же необходимо будет заменить сопло на 1мм, которое так же есть в пакетике, при этом используется проволока диаметром 0.9мм, чтобы ей было куда расширяться при нагреве
Запасной ролик с двумя U-образными канавками под 1 и 1.2мм
Комплектное сопло 0.8мм
Рукоять массивная, в руке лежит удобно
Провод тоже довольно толстый, но оно и понятно, внутри две трубки и три провода, включая силовой
В кабеле питания три жилы по 2.5 квадрата
В массе и ручке MMA 16 квадратов
Если сравнивать с моделью MIG 145, обозреваемая выглядит заметно массивнее
Первое включение и настройка
Выключатель массивный с резиновой изоляцией, в перчатках нащупать будет не проблема
Левая кнопка отвечает за выбор режимов сварки между MMA, TIG и MIG
В MMA напряжение постоянно, первый энкодер ни на что не влияет, второй регулирует ток, третий идукцию
Аналогично и в TIG можно менять только рабочий ток(есть дополнительные настройки, но о них ниже)
А вот в MIG уже напряжение регулируется в диапазоне 11-26В, вторым энкодером корректируется подача проволоки от 1.5 до 14м/мин, диаметр и тип в ручном режиме не выбирается
Можно еще выбрать тип подачи между 2Т(классика), 4Т, в котором достаточно однократно нажать кнопку и аппарат варит до повторного нажатия или до срыва дуги, а так же Spot для прихватывания заготовок точками
Кнопкой рядом с вольтметром можно войти в параметры и выставить время импульса от 0.1 до 5с
Для менее опытных или более ленивых сварщиков придумали режим Synergic, включив который необходимо выбрать диаметр проволоки и её тип, после чего левым энкодером можно будет откорректировать значение напряжения в диапазоне ± 3В
Средний энкодер уже будет настраивать не скорость подачи, а максимальный ток, при смене этого параметра автоматически будет подстраиваться как напряжение, так и подача
Так же они будут меняться при выборе типа проволоки и ее диаметра
Ещё кнопкой рядом с вольтметром можно войти в выбор сохраненной ячейки памяти, всего их 10 штук
Для сохранения данных необходимо выбрать ячейку, выставить нужные параметры и подождать 20 секунд
После чего можно пользоваться готовыми предустановками, они сохраняются при выключении питания
Если кому-то показалось, что настроек слишком мало, во «взрослых» моделях ведь есть продувка до дугообразования, во время охлаждения шва, отжиг проволоки(Burn Back). Здесь тоже всё это есть, только немного спрятано, чтобы не нагружать пользователя лишней информацией. Для входа в меню тонкой настройки аппарата, нужно перед включением зажать кнопку выбора режима сварки(2Т/4Т/...) до появления надписи P1
Для каждого типа сварки пункты отличаются, для MMA их 6
Для TIG всего 4
Но самый важный это пусковой ток, который позволит не палить электрод при неудачном поджиге
Для MIG 9 пунктов
Вот тут уже и Burn Back и pre/post-flow и скорость «холостой» подачи проволоки
По настройкам прошлись, можно ставить проволоку, для этого нужно открыть боковую крышку
Установлен двусторонний ролик подачи, по умолчанию под 0.8мм
Но можно его повернуть и пользоваться 1мм проволокой
Комплектная катушка фирменная E71T-GS, вес 1кг, диаметр 0.8мм
Вешаем, вставляем свободный конец в канал и проталкиваем пока не вылезет через сопло или не упрется
При необходимости выкручиваем наконечник и помогаем продеть проволоку через него
Прижимаем ролик, для флюсовой проволоки ручку я обычно подтягиваю на уровень 3 шкалы, чтобы не мять
Интересный момент, во время «заправки» после нажатия на кнопку подачи, она стартует на небольшой скорости, но если через пару секунд не происходит дугообразование, она автоматически увеличивается, заметно ускоряя протяжку проволоки
Тестирование
Начал с электродуговой сварки (MMA). Минимальный ток в этом режиме составляет 20А, у меня самый мелкий электрод 2мм и он оказался крупноват. По умолчанию форсирование дуги 50А, поджиг 60А на 400мс, так что его быстро оплавляет, но если чуть утопить в ванну, металл начинает плавиться практически без дугообразования, что выглядит довольно необычно )
Поднял ток до 50А, который обычно использовал при работе с «двойкой». Без нареканий
Для 3мм электрода такой ток маловат, прогрев идет слабый, но электрод не залипает, дуга держится довольно стабильно, колдунство какое-то. Так что если не будет под рукой 2мм электрода, можно потихоньку работать и «тройкой» на пониженном токе
На привычных мне 90А процесс идет как по маслу, главное сильно не задерживаться на одном месте
При 120А металл толщиной 2мм уже на грани прожигания
Ну а если поднять до 160А, заготовку очень быстро прожигает
Ну и, собственно, результат, продвигался справа налево, но думаю это и так видно
С обратной стороны так же отчетливо видны непрогретые и перегретые участки
Сбил шлак молотком
Далее MIG с комплектной флюсовой проволокой. Ручной режим, минимальная подача 1.5м/мин и напряжение 11В. Дуга не очень стабильная, заготовку не прогревает, так что на поверхности образуется большой валик
Поднял напряжение до 15В, пошел прогрев, но проволоку быстро сжигает, дуга нестабильна
Увеличил подачу до 3м/мин, получил неплохое соотношение, с этим уже можно работать
Но если бы не было никакого опыта, с 11В на 15В сразу не перескочил и для начала поднял до 13В. Материал проварило, но валик крупноват, так что предыдущее значение было оптимально для данной толщины
Если же переборщить и выставить максимум 26В, проволоку при подаче 3м/мин снова начинает жечь и получается светомузыка, хотя таким образом можно сделать прихватки не боясь прожечь материал, при этом валик практически не выступает над поверхностью
Ну а если и подачу выкрутить до 14м/мин, пластину моментально прожигает, так что при большом желании таким образом можно делать отверстия(знакомый так мангал дырявил)
Для тех, кто впервые взял полуавтомат в руки, ну или просто хочет быстрее подобрать нужные параметры, умные люди придумали режим Synergic, которому нужно указать желаемый ток в соответствии с толщиной заготовки, а напряжение и подача подстроятся сами.
Для флюсовой проволоки диаметром 0.8мм, минимумом является значение 12.7В и 45А. Подача небольшая, дуга стабильная, но прогрев слабый, так что подойдет только для совсем тонкого металла
13.5В 60А лучше, но еще слабовато
При 14.7В и 80А пошел прогрев
При 16В 100А так же можно спокойно работать
Если поднять до 17В 120А, можно прожечь стенку, задержавшись на одном месте
Выше 18.5В при 140А поднимать не стал, и так уже на грани, да и горелкой вести нужно достаточно быстро, так что аккуратно работать будет сложнее
Ну и результат. Кажется, что грязи еще больше, чем от обычных электродов
Но после нескольких взмахов щетки всё выглядит не так уж плохо
С обратной стороны можно посмотреть степень проварки материала на разной мощности
Сопло так же необходимо чистить, после всех мучений оно стало выглядеть вот так, но нужно учитывать, что я им работал в не самых щадящих условиях, в нормальном режиме оно пачкается заметно меньше
Наконечник так же весь в налете
Чистится обычной тряпочкой, я для этого использую одноразовые полотенца, пару движений и всё чистое
Решил найти 15В, которые подобрал в ручном режиме, для этого выставил ток 85А и постарался сделать аккуратный шов. Правда забыл выключить автофокус, так что картинка получилась ярче, но местами размытая
Вроде неплохо, учитывая, что я всему учился самостоятельно в гараже и опыта не очень много
Провар хороший, получается в ручном режиме верно прикинул напряжение
Что касается коррекции индуктивности(крайний правый потенциометр), как ни странно, она тут работает и в режиме Synergic даже польза от неё есть, но в ручном режиме вполне можно обойтись и без этого. Если объяснять на пальцах, она позволяет сгладить импульсы, формирующие дугу, она становится стабильнее и лучше прогревает материал, соответственно и валик сильнее размазывает по поверхности. В теории еще шов чище должен быть и искр лететь меньше, но я тестировал на флюсовой проволоке, так что будет не очень показательно в этом плане. Казалось бы, ставь на всю и пользуйся, но не всё так просто как кажется. При увеличении индуктивности капли расплавленной проволоки начинают отделяться реже, увеличиваясь в размерах, что внесет неудобства при работе с вертикальными и потолочными швами, так что в этом случае её придется выкручивать практически в минимум
Сделал три прохода с одинаковыми параметрами, протягивал так, чтобы толщина ванны и прогрев был примерно одинаковый. Первый с минимальным значением индуктивности, заняло это 14 секунд
Второй со средним, при этом пришлось немного ускориться до 13 секунд
Третий в максимальном, заняло это у меня 12 секунд, то есть каждый раз приходилось вести горелку сильнее
На первый взгляд результаты не сильно отличаются, разве что слева ощутимо темнее, а на правом шлака больше
Если посмотреть на высоту валика, тот что слева так же ниже
После чистки цвет у всех стал одинаковым, но правый на вид не такой аккуратный
Если же перевернуть лист, можно заметить, что шов с большим значением индуктивности прогрелся заметно лучше предыдущих, а ведь я даже быстрее его протянул, чтобы избежать перегрева
Так что всё работает, пользоваться можно, но с таким же успехом можно просто немного откорректировать напряжение, тот же Synergic позволяет подвинуть его в ±3В, а в ручном вообще можно беспределить. Вероятно на больших токах изменение индуктивности дает более ощутимую разницу, так что в любом случае хуже она не делает, пусть будет.
Так же проверил режимы подачи, как и писал выше, 2Т это обычный режим, в котором оператор работает удерживая кнопку на рукояти. В режиме 4Т для старта достаточно нажать кнопку один раз и отпустить, при этом дуга будет поддерживаться до тех пор пока кнопка не будет нажата повторно или не разорвется цепь
Режим Spot позволяет быстро прихватить, а при необходимости и заварить деталь с тонкими стенками, минимальное время импульса составляет 1/10 секунды, параметры напряжения и тока регулируются как обычно, без ограничений
Максимальное время импульса 5 секунд, этого хватит для прогрева толстого металла
По умолчанию оно составляет 1/2 секунды
Результат
Шлак от этой проволоки легко очищается обычной относительно мягкой щеткой
Вот ближе
С обратной стороны местами есть провар даже на точках с импульсом 0.5с
Напряжение и ток были теми же оптимальными для этого листа 15В 85А, так что остался хороший запас
Данный аппарат так же может работать обычной проволокой в среде защитного газа, как правило СО2, т.к. он самый дешевый, но у меня были только остатки Аргона в небольшом баллоне, поговаривают, что с ним шов получается даже немного аккуратнее. Не забываем, что нужно переключиться на обратную полярность, то есть провод горелки перекидываем на плюс(есть подписи у коннекторов для забывчивых)
Первый пуск показал, что что-то не так. Дуги почти нет, искры во все стороны как от болгарки
А вместо шва получилось вот это, хотя отрываться по-хорошему оно не хотело
Потом я открыл вентиль газа и всё пошло как по маслу, совершенно другое поведение, ток 100А
Ну и результат значительно отличается. Шов не обрабатывал, всё и так красиво
Не стал больше мучить железяки, ведь газа мало, а в аппарате заявлена поддержка варки алюминия. Полярность для работы с алюминием должна быть обратная, при таком подключении дуга будет разрушать оксидную пленку.
Так же нельзя просто заменить катушку и начать работать, т.к. алюминий при нагреве прилично расширяется и в том же 0.8мм наконечнике с большой долей вероятности застрянет, да и стоковый канал грубоват для такой мягкой проволоки, так что откручиваем наконечник и вытаскиваем боуден из рукава
Тефлоновый закинули с запасом, так что совмещаем концы и обрезаем, оставляя пару лишних сантиметров
Вставляем в рукав до упора и только потом срезаем излишки
Продеваем проволоку, не забываем заменить наконечник на миллиметровый. Я протупил и заранее заказал катушку 0.8мм, а нужно было 0.9мм, под которые рассчитан наконечник, да и в режиме Synergic нельзя выставить диаметр меньше 0.9мм для алюминия. Так же немного ослабил прижим ролика, иначе проволоку будет плющить и может смять в боудене
Первые попытки показали, что и параметры для 0.9 проволоки не очень подходят для работы с 0.8мм, при минимальном токе она собиралась в крупные капли, которые слишком быстро застывали на поверхности толком не успевая растекаться
Получалось как-то так, фиксация есть, но о герметичности и речи быть не может, при увеличении мощности из-за бОльшей скорости подачи валик накидывало еще больше
А потом я вспомнил, что можно отдельно корректировать напряжение в диапазоне ±3В и о чудо, после выкручивания его в максимум дело сдвинулось с мертвой точки, дуга стала стабильнее и валик наконец начал расплываться по поверхности
Проволока не из чистого алюминия, так что есть небольшой нагар, но вокруг шва видна восстановленная от оксида область, ну и край прожгло, нужно было прихватить его на небольшом напряжении и потом дотягивать
После зачистки выглядит неплохо
Полуавтоматом алюминий варил впервые, так что может опыта не хватает, а может у проволоки 0.8мм сопротивление слишком сильно отличается от 0.9мм и поэтому не хватало температуры дуге. Но в любом случае данный режим не безнадежен и он выручит если под рукой нет TIGа или прутка с флюсом
Для тех, кто любит слушать звук дуги, смонтировал небольшое видео во всех режимах
Внутренний мир
Электроника занимает половину корпуса
Имеется провод заземления, кнопка выключения рассчитана на ток до 30А, четыре контакта полностью обесточивают цепь питания, электроклапан, открывающий подачу газа установлен на входе
Всего плат три штуки: силовая, контроллер и левее распаяно управление с индикаторами
Всё на коннекторах, так что в случае поломки можно заменить какой-то один вышедший из строя узел
На выходе силовой части стоят 4 транзистора 40N60
Диоды 25U20
Двигатель механизма подачи проволоки
Купон
HITBOXMIG200 снижает цену до $300 или 18800 рублей. В RU складе есть запас в 700 единиц
Итоги
Ценник конечно у этой модели не такой низкий, как у самых бюджетных образцов 3-5 в одном, но и функциональность довольно неплохая:
+ При работе с электродами(ММА) показал отличный результат, варить приятно, электрод идет как по маслу, с залипанием после 50А не сталкивался, только «двойка» при 20А приплавлялась если надолго опустить её в ванну, но я бы очень удивился если б этого не происходило. Так то можно форсаж дуги накрутить, но в этом случае тонкий металл будет жечь.
+ MIG так же работает без нареканий, комплектная флюсовая проволока хорошая, я даже заказал две катушки прозапас за $25, т.к. в местных магазинах они дороже, но при этом работать с ними невозможно. С безфлюсовой проволокой проблем никаких, главное не забывать открывать подачу газа и результат вас порадует, особенно в режиме Synergic. Работает и коррекция индуктивности, обеспечивая более стабильную дугу и глубокий прогрев.
+ В комплекте есть всё для работы с алюминием, я пользовался этим режимом впервые, так что результат не идеальный, но он есть, так что если набить руку(и купить правильную проволоку), можно работать с деталями не очень большой толщины, ведь на обратной полярности «постоянки» заготовка не так хорошо прогревается, как при использовании переменного тока и слишком массивные скорее всего доставят проблем
+ Отдельно хотел бы выделить режим Spot, который позволяет прихватывать детали точками с импульсом от 1/10 до 5 секунд, так что если выставить минимальный ток, можно работать с довольно тонким металлом не боясь его прожечь. Так же порадовала возможность более тонкой настройки режимов работы с помощью скрытого меню, я продувку после сварки для MIG чуть поднимал, чтобы шов красивее был.
+ Ну и к сборке замечаний никаких, как и внутреннему содержимому, платы отмыты, всё на коннекторах, провода питания нормального сечения, есть заземление, даже створку отдельным проводом подключили, чтобы пользователя при замене проволоки сюрпризов не поджидало. Механизм подачи полностью металлический, не сказал бы, что там нагрузки дикие на него, но выглядит как минимум серьезнее, чем пластиковый
Данная модель еще и TIG поддерживает, но он тут как во многих «универсальных» аппаратах работает в режиме Lift и розжиг дуги происходит при касании иглы заготовки, подача газа принудительная, к баллону нужно подключаться напрямую, либо искать переходники под разъем сварочного аппарата, так что это уже извращение, но если очень нужно аккуратно сварить черный металл в аргоне, почему нет.
Этот способ подключения подходит и для классических ММА инверторов, но в идеале напряжение для TIG горелки не должно превышать 20 Вольт, так что если на выходе вашего сварочного аппарата порядка 60 Вольт, игла скорее всего помрёт на минимальном токе, вероятно даже в момент розжига (Lift TIG).
Если кому нужен полноценный DC TIG, можете заглянуть в соседний обзор HBT2000 Pro
Как всегда, приветствуется конструктивная критика. Всем добра =)
UPD. Продавец написал, что всем купившим данную модель в течении нескольких дней после публикации обзора, он подарит переходники под мелкие коннекторы, так что можно будет пользоваться и привычными проводами
Самые обсуждаемые обзоры
| +52 |
2876
52
|
| +22 |
1958
40
|
| +74 |
4111
32
|
Как-то так
Вики
Ведь никто не говорит, что биполярные транзисторы Дарлингтона изготовлены в «другом конструктиве».
А тут что-то похожее, на базовом слое внедрили полевой транзистор.
ЛГБТIGBT сварочниками примерно то же самое.В итоге, решил попробовать аппарат «для Китая» — заказал XTRAMIG 200 SYN. Опирался на ЭТОТ РОЛИК. Фиг знает сколько ждать и возможно лишняя переплата денег.
А с полуавтоматом мне кажется проблем еще меньше, вот, к примеру первый попавшийся ролик в ютубе, где на постоянке у опытного сварщика получается довольно симпатичный шов. Я же с ним никогда не работал, да и в планах особо нет, в основном «черные» железяки свариваю
Переменный ток для TIG, постоянный для MIG (полуавтомат).
Так что если очень нужно, можно и на обычном инверторе из ашана тиг зажечь, но результат будет несколько отличаться от работы нормальным аппаратом )
Только осторожно нужно подключать, а то сожжет сварочный аппарат. Я для экспериментов прикупил б/у сварку на Авито для этого, чтобы не жалко было, но пока не доделал.
wikimetall.ru/oborudovanie/argonnaya-svarka-iz-invertora-svoimi-rukami.html
Я на всякий случай думаю дополнитель отгородить осцилятор от сварочного аппарата дросселем из старого трансформатора, один виток буквально, чтобы высовольтные импульсы в сварочный аппарат не прошли.
Посмотрите у вас тоже нет страницы 16?
Но судя по всему, пропущено только 3 начальных пункта настройки, там скорее всего было что-то вроде «подключите трубку подачи газа, подтяните ее хомутами, становите контакт массы в + или — разъем в зависимости от используемого материала, контакт рукава на оставшийся».
Аппарат довольно прост в настройке, в Synergic вообще достаточно выбрать тип с толщиной проволоки и начиная с минимального тока мучить заготовки различной толщины, сами заметите когда подберете оптимальные параметры, а там уже по опыту начнете подбирать нужные без «черновика» )
disk.yandex.ru/d/VuGkW8kAc5Iilg
disk.yandex.ru/d/Yr1pBmdvFuRCzA
пожалуйста :)
Заметил, что при сваривании деталей швы визуально симпатичнее смотрятся, чем просто при размазывании по цельной пластине(как при тестировании проволоки с газом), так что если еще буду тестировать, не поленюсь и нарежу кусков.
Например «Аврора динамика 2000» или аналогичная Ресанта (саипа 220 люкс). Вроде основные характеристики такие же?
На Али можно было купить такой сварочный аппарат по хорошей цене. Неделю назад была распродажа и курс $, специально, делали 57руб за доллар. Заранее, до распродажи, читал что постараются курс $ приблизить к официальному курсу (на несколько дней).
А на сегодня к сожалению, цена одинаковая почти, а гарантии нет
Ближайший конкурент foxweld uno mig 200 syn за 36к, хотя и в нем спота нет. Обозреваемый при курсе даже 70 рублей стоит на 15 тысяч дешевле(300$)
Продавец адекватный, в случае поломки высылает необходимые модули бесплатно
А вот синергетики уже нет, раньше была на прошлых моделях. Это я пропустил.
Хочется что-то с гарантией, наверное в этом вся беда
Аврора стоит 25400
А данный аппарат 70×300 = 21 000 руб
Разница в 4500 руб на сегодня не перевешивает.
Хотя мне, новичку не знакомому со сваркой, хочется от аппарата, следующее
1. Варить порошковой проволокой с флюсом. Горелка, съёмная 3м
2. ММА с горячим стартом и поджогом. Разъемы больше 16 квадратов (не как у Ресант)
3. Гарантия в несколько лет
4. Цена и вес, что бы были поменьше
Если бы не официальная гарантия и если бы я представлял где и за сколько можно отремонтировать в моем городе (Ярославль) китайский аппарат, то разумеется бы выбрал из аппарата из Китая. Сэкономил бы и был доволен.
Тут главное курс ловить. Знакомые поговаривают, что до осени может быть просадка ниже 50 рублей, так что кидаем в избранное и ждём )
Но мэйл ру хочет зарабатывать и у нас идёт накрутка в 10 руб (условно ).
Надо ждать когда доллар снова упадет, ловить курс выгодный.
Вы правы.
Сейчас глянул по статистике, только до 73 снизился с 77, беда
Ещё вчера считал что только в наших магазинах и только Аврора динамика 2000
Перечитал ещё раз обзор, уже внимательно.
Режим спот, конечно крут и синергетика, вес поменьше и цена чем у Авроры.
Единственное, не могу понять какая длина кабелей ММА, MIG, 220V и какое сечение кабелей и какие разъемы под ММА?
А так же в чем отличие от модели в том же магазине, MIG-250
Вроде все тоже самое, а цена меньше
https://aliexpress.ru/item/item/1005002989032280.html
На первый взгляд точно нет того же спорта и похоже Synergic тоже, в наличии не вижу тефлонового боудена, так что алюминий скорее всего отменяется, в остальном сложно сказать насколько настройки отличаются )
Китайцы (машинный перевод возможно ) так плохо описание пишут, что сложно разобраться
Действительно, в обозреваемом аппарате синергетика есть, сварка алюминия упоминается.
А вот режим спот, не могу найти в описании, то есть без вашего обзора, я бы не никогда не узнал про режим спот.
Если не сложно, покажите где написано это, понимаю что моя невнимательность, но сам найти не могу.
При чем обычно все эти подрежимы выносят отдельно, чтобы перед глазами были и если нет индикаторов под них, то скорее всего они будут отсутствовать.
Но видать вы как профи это только видеть можете, по косвенным признакам. )
Не прошло и 2-3х дней как после вашего обзора загорелся этим аппаратом.
Возможно даже и взял бы, если бы снова курс упал.
Как думаете, горелку tig стоит брать? В отзывах пишут, что очень тоненькая, что не стоит. И кабели для MMA реально заменить на более длинные (3-5 метра ) из меди. Разъем стандартный для них?
В Ресанта разъем под 16 мм. То есть толще 16 мм² кабель уже не поставить.
А в данном аппарате вы говорите что разъем Больше, чуть ли не в 2 раза, что выглядит лучше на перспективу, ведь можно и удлинять без возрастания сопротивления (при условия меди или повышения сечения кабеля ).
И ещё вопрос. Как на счёт просадок по напряжению.
Гаража нет, то есть брать чисто для себя хороший инструмент на дачу, где будет работа через удлинитель в 20м.
Инвертора нормально работают с пониженым напряжением, обладая даже несколько большей мощностью(заявленной ), от 160-180 V
А данный прибор работает от 230+\-15%, то есть от 196V
И что будет при понижении напряжения?
Если откажется работать, то это одно, придется покупать более толстую переноску
А если выходит из строя, то это уже беда ))
Слышал что в Китае с качеством сети часто хуже чем в РФ, но все таки данные аппараты не для деревень как мне кажется.
Хочется услышать ваше мнение или поделитесь заниями
Tig по желанию, тут будет работать только lift поджиг, то есть после касания металла. В отличии от бюджетных инверторов в этом аппарате задаётся ток розжига, чтобы иглу на старте сложнее было «затупить», но вот плавного затухания дуги не будет как в полноценных тиг моделях, так что шов в конце будет не таким красивым, хотя конечно не критично. Меня бы больше расход аргона беспокоил, подачу ведь вручную нужно будет открывать и закрывать.
По разъёмам, сейчас замерил, диаметр 12.9мм, так что 16 квадратов явно не предел(при диаметре 5мм сечение более 20 квадратов). В старенькой ресанте диаметр раза в 2 меньше, не знаю что у Вас за монстр с 16мм разъёмами, я таких не встречал )
По поводу нижнего порога напряжения, я когда ворота варил, пользовался двумя переносками, одна была нормальная под большую нагрузку, вторая слабенькая. В процессе перепутал, пытаюсь варить, а дуга разжигается и гаснет, как будто ток в минимум падает. На всю выкрутил, а «двойка» еле разгорается. Так что не испортится, просто варить хуже будет в зависимости от степени просадки.
Качество в Китае сейчас не хуже хотя бы по причине того, что там все они и производятся. Не так давно публиковал обзор инвертора за 35 долларов по акции, у него начинка от Сварога real arc 200 отличалась минимально. Те же конденсаторы, транзисторы и диоды, даже платы внешне идентичны. У нас же производства нет, просто шильдики рисуют свои )
А вы ворота варили тоже на полуавтомате?
Режим спот как работает?
Может работать без газа с самозащитой проволокой?
Или это аналог Tig сварки, пульс
Пульс это чередование слабого тока и сильного, грубо говоря, секунду дуга поддерживает температуру, секунду плавит ванну/пруток.
Спот это ограниченное по времени воздействие. Например, при импульсе 0.1 секунды после нажатия кнопки образуется дуга продолжительностью 1/10 секунды, независимо от того, держите Вы кнопку или нет. Можно настроить импульс до 5 секунд, в этом случае продолжительность сварки составит 5 секунд даже если Вы отпустили кнопку в процессе, хотя всегда можно отнести сопло в сторону для прекращения работы.
Работает как с флюсовой проволокой, так и с газом )
Это преимущество по сравнению с «нашей» Авророй.
Жаль только цена не как на распродаже. 18 тыс конечно шикарная цена была. Жаль что раньше не относился серьезно к аппаратам с АлиЭкспресс, но вы хорошо все объяснили.
Вопрос к участникам обсуждения, кто успел купить, урвать, по какой цене?
Ну так то в Али легко можно наткнуться и на некачественный товар, обман в плане характеристик и криво работающие режимы, куда без этого. Но для этого и существуют обзоры, где после тестов можно понять стоит ли модель тех денег, что за нее просят )
Это все прекрасно.
Но увы, цена доллара от наших ребят растет каждый день. Есть ли другие магазины с доставкой в РФ, площадки?
Так же с гарантией доставки
Стоит ли ждать снижение цены, как думаете?
Ну и может продавец решит акцию сделать, в этом случае она появится в майску )
Если придумаете, отпишитесь, можно даже отдельным постом, думаю многим будет интересно