TPU филамент от CREOZONE

- Цена: 33.27$
- Перейти в магазин
Всем привет! Ранее я публиковал тестирование PLA филамента от «Сreоzone». Получил еще и TPU(разновидность FLEX'а), вот он будет поинтереснее.
Подробное описание, тестирование и применение под катом.
Бренд: CREOZONE
Диаметр: 1,75мм
Допуск: ± 0,05 мм
Масса нетто: 1кг
Масса брутто: 1.21
Тип: TPU
Цвет: белый
Температуры печати: 190°C — 210°C (на уровне PLA)
Стол: холодный — 60°C в зависимости от используемой поверхности.
Внешне обычная катушка creozone в вакуумной упаковке, не отличить от PLA и ABS.

Пока не потянешь за пруток =)

По ощущениям что-то среднее между резиной и пластиком. Растягивается не очень сильно, возвращается в исходное состояние. Есть предел, при котором материал безвозвратно удлиняется, но усилия нужно прилагать приличные, ниже будет тест на разрыв.
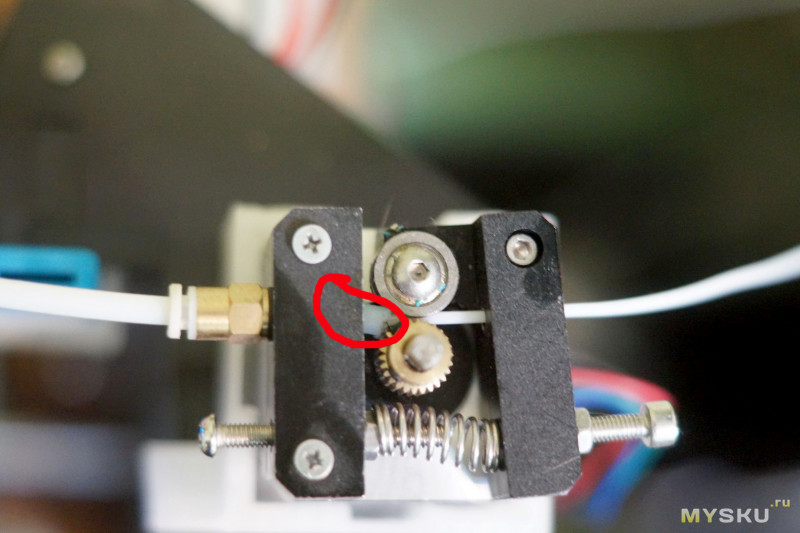
Первое о чем подумал — «на кой я поставил боуден и куда дел директ?» Вот так выглядит у меня механизм подачи. кусок тефлоновой трубки добавил когда боролся с зажевыванием SBS.
Настройки печати:
Сопло: 0.5 мм
Высота слоя: 0.3 мм
Ретракт: 5 мм
Периметров: 2
Количество слоев крышки и дна: 3 (100% заполнение)
Скорость печати: 30 мм/с(внешний периметр: 80%)
Температура сопла: 200°C
Температура стола: 60°C
Покрытие стола: адгезивное стекло ultrabase
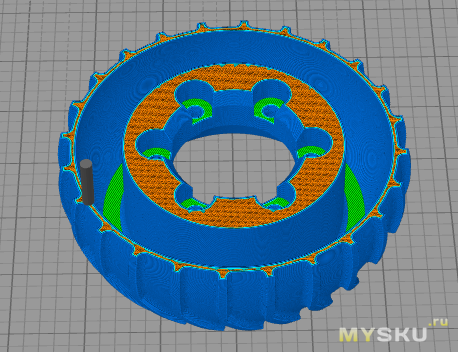
Первая же модель должна была стать настоящим испытанием, т.к. тонкие стенки местами перерастали в узкие полоски, которые изгибались при малейшей нагрузке и раскачивались вместе со столом.
С год назад мне давали пару метров какого-то флекса, так он даже на директе не хотел нормально выдавливаться и лез через шестерню, но как ни странно, ничего нового изобретать не пришлось.
На фото лучше видно когда это стало проблемой.
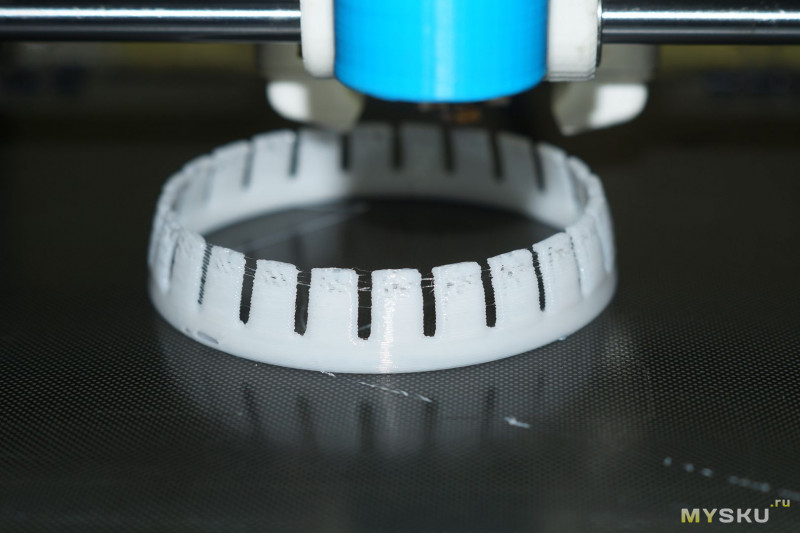
Для того чтобы истонченные стенки конструкции не завалились, я увеличил подачу филамента. Появились волосы между вершинами, но это небольшая плата. Но это не все, полоски кончились и началась сплошная стена, филамент скопился и все же выдавился со стороны шестерни экструдера. Заметил не сразу, приостановил печать, поправил пруток, уменьшил подачу. Проблема снова решена костылями, но потерян целый слой, следующие его перекрыли насколько смогли.
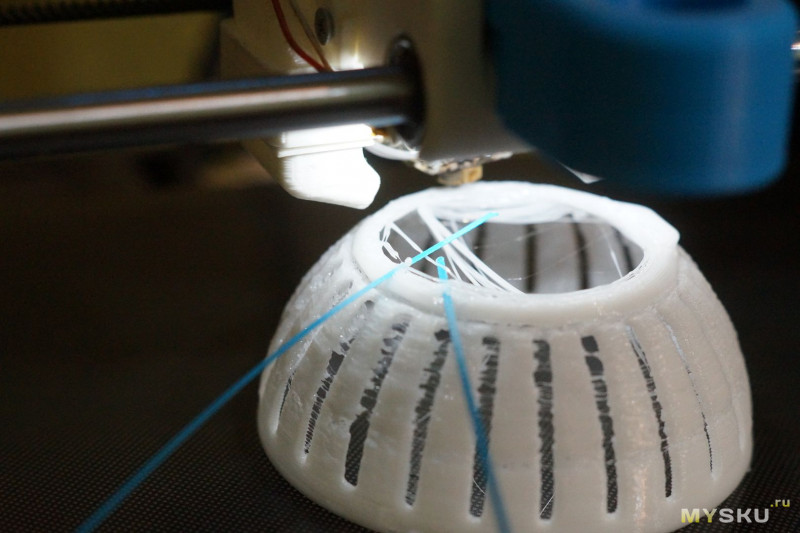
Что это за синие полосочки? Из-за смещения, в определенный момент слой не смог ухватиться за нижний и окружность съехала внутрь модели. Флекс он такой, нить не провисает через всю модель, а натягивается между двух точек, за которые зацепилась. Я применил дедовский способ, а именно вложил обрезок ABS чтобы скорректировать высоту и дать зацепиться слою на нужной ширине, а дальше оно уже само. Да, ужас, но мне не для выставки =)
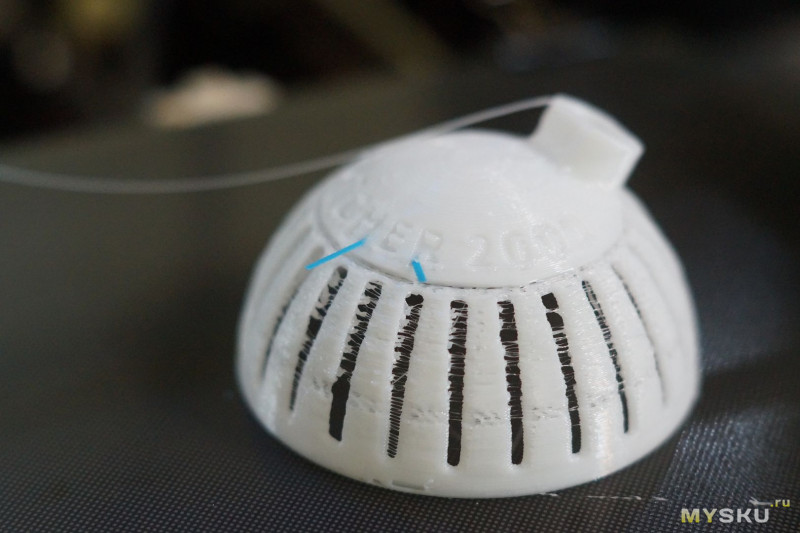
После печати купола осталась волосина диаметром 0.3 мм, которая тянулась от модели до сопла во время «парковки».

Попробуем намотать ее на крюк весов и порвать. 540 грамм… неплохо.

Печатаем кольцо, аналогичное тестируемому в прошлом обзоре, а именно:
Высота: 2 мм (Высота слоя 0.3 мм)
Диаметр: 2 см
Толщина стенки: 1 мм (2 периметра по 0.5)
В этот раз додумался наступить на отвертку и тянуть вверх

Кстати, вот максимальное растяжение до необратимой деформации
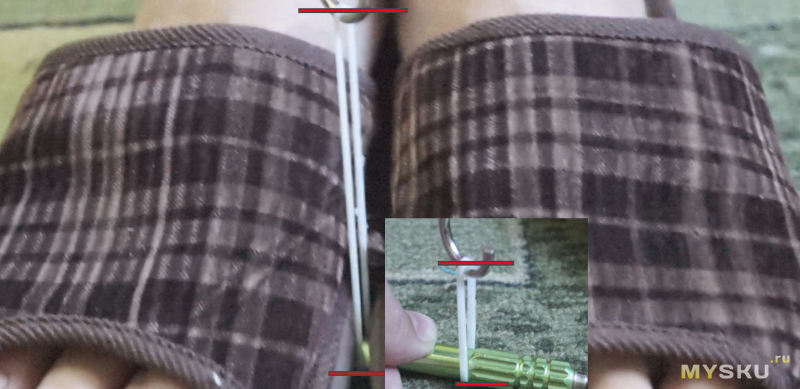
После 20 килограмм растянулось еще немного и порвалось на отметке 24.5 кг. Думаю этот рекорд я ничем не побью =)

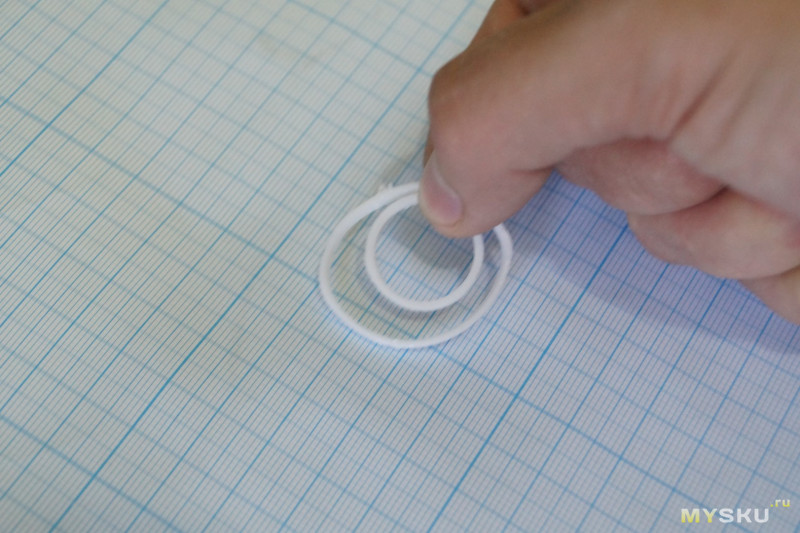
Вот как необратимо растянулся материал во время теста на разрыв. Внутреннее кольцо не тянули.
Температурной обработке поддается слабо, в отличие от того же PLA, который можно обдуть турбозажигалкой и подправить изгибы.
Тонкостенные модели еще можно попробовать выгнуть, но толстые детали, да еще с низким процентом заполнения скорее сгорят, чем прогнутся =)

При 100 градусах становится более гибким, но форму держит. При высокой температуре поверхность темнеет, от открытого пламени воспламеняется, разгорается слабо.
На гифке выше было видно, что на стол упала горящая капля. Так вот, она прилипла к бумажке и сохранила эластичность после остывания, правда малость потемнела. Так что данный филамент можно использовать как герметик, просто поджигая пруток и капая куда надо =)
Это шутка, не нужно никуда наносить расплавленный горящий пластик.
Так же не поддается наждачке, надфилям и прочим «теркам», зато неплохо режется
Ну и несколько примеров того, что можно сделать из этого филамента.
Для любителей баночных напитков можно сделать вот такую крышечку

Для тех, кто предпочитает, например, грушу в стекле — тоже есть вариант

От встрясок скорее всего не спасет, но все же будет препятствовать свободному выходу газов и попадания всякой живности внутрь емкости.
Так же напечатал несколько вот таких лент — отлично держат.
А вот после этого захотел себе RC машинку.

Кстати, отверстия в колесе были гораздо меньшего диаметра, чем болты, но за счет эластичности все отлично затянулось без необходимости расширения, при этом общая площадь детали не изменилась — все прекрасно встало в свои пазы.

Колеса с полостями внутри, из за этого края получаются жесткие, а рабочая область мягкая

Тестировал, нацепив на гравер

Есть немного слоумо, но гифка превращает его в обычный фрагмент, поэтому кому интересно, вот:
Не стоит раскрывать на весь экран, разрешение не высокое.
«Поигрался» несколько минут пока гравер не сел, вот последствия.

Думаю любителям РУ техники данный пластик пришелся бы по душе — в сети куча моделей колес, лопастей и прочих мягких комплектующих.
Любители акустики могут печатать демпфирующие ножки для своих устройств в нужных количествах с нужным дизайном.
Из-за хорошего спекания слоев вполне можно печатать всякого рода уплотнители и прокладки, в том числе для систем с горячей жидкостью.
Единственное что не получилось сделать — это растворить модель. На бензин ему вообще плевать, а ацетон лишь за сутки разрушил межслойные связи и деталь просто расслоилась, при чем рвались нити так же плохо, не было ощущения деградации.

В меру гибкий — если не печатать тонкие и длинные модели, подойдет даже для «дрыгостолов».
Термо и износостойкий, думаю не корректно будет сравнивать его с остальными видами пластика, но эти качества значительно расширяют сферы применения.
Цена находится на уровне конкурентов, при чем у многих таких позиций нет вовсе.
Ну и снова напишу о 2% скидке для тех, кто добавит магазин в «любимые». Это не большая, но все же скидка )
Напоминаю, Вы оцениваете обзор, а не товар.
Вопросы и конструктивная критика в комментариях как всегда приветствуются. Всем добра =)
Термопластичный полиуретан – это полимерный материал, сочетающий в себе твердость крепкого пластика и эластичность природного каучука.Очень занятный вид не очень прихотливого флекса. Насколько неприхотливого? Я печатал на «дрыгостоле» боуденом, это который с длинной трубкой подачи )
Подробное описание, тестирование и применение под катом.
Доставка
С учетом ожидания отправки заняла около 10 дней, из них 3 дня колесила по местным почтовым отделениям.
Характеристики
Бренд: CREOZONE
Диаметр: 1,75мм
Допуск: ± 0,05 мм
Масса нетто: 1кг
Масса брутто: 1.21
Тип: TPU
Цвет: белый
Температуры печати: 190°C — 210°C (на уровне PLA)
Стол: холодный — 60°C в зависимости от используемой поверхности.
Внешне обычная катушка creozone в вакуумной упаковке, не отличить от PLA и ABS.
Пока не потянешь за пруток =)
По ощущениям что-то среднее между резиной и пластиком. Растягивается не очень сильно, возвращается в исходное состояние. Есть предел, при котором материал безвозвратно удлиняется, но усилия нужно прилагать приличные, ниже будет тест на разрыв.
Первое о чем подумал — «на кой я поставил боуден и куда дел директ?» Вот так выглядит у меня механизм подачи. кусок тефлоновой трубки добавил когда боролся с зажевыванием SBS.
Настройки печати:
Сопло: 0.5 мм
Высота слоя: 0.3 мм
Ретракт: 5 мм
Периметров: 2
Количество слоев крышки и дна: 3 (100% заполнение)
Скорость печати: 30 мм/с(внешний периметр: 80%)
Температура сопла: 200°C
Температура стола: 60°C
Покрытие стола: адгезивное стекло ultrabase
Первая же модель должна была стать настоящим испытанием, т.к. тонкие стенки местами перерастали в узкие полоски, которые изгибались при малейшей нагрузке и раскачивались вместе со столом.
С год назад мне давали пару метров какого-то флекса, так он даже на директе не хотел нормально выдавливаться и лез через шестерню, но как ни странно, ничего нового изобретать не пришлось.
На фото лучше видно когда это стало проблемой.
Для того чтобы истонченные стенки конструкции не завалились, я увеличил подачу филамента. Появились волосы между вершинами, но это небольшая плата. Но это не все, полоски кончились и началась сплошная стена, филамент скопился и все же выдавился со стороны шестерни экструдера. Заметил не сразу, приостановил печать, поправил пруток, уменьшил подачу. Проблема снова решена костылями, но потерян целый слой, следующие его перекрыли насколько смогли.
Что это за синие полосочки? Из-за смещения, в определенный момент слой не смог ухватиться за нижний и окружность съехала внутрь модели. Флекс он такой, нить не провисает через всю модель, а натягивается между двух точек, за которые зацепилась. Я применил дедовский способ, а именно вложил обрезок ABS чтобы скорректировать высоту и дать зацепиться слою на нужной ширине, а дальше оно уже само. Да, ужас, но мне не для выставки =)
Испытание прочности
После печати купола осталась волосина диаметром 0.3 мм, которая тянулась от модели до сопла во время «парковки».
Попробуем намотать ее на крюк весов и порвать. 540 грамм… неплохо.
Печатаем кольцо, аналогичное тестируемому в прошлом обзоре, а именно:
Высота: 2 мм (Высота слоя 0.3 мм)
Диаметр: 2 см
Толщина стенки: 1 мм (2 периметра по 0.5)
В этот раз додумался наступить на отвертку и тянуть вверх
Кстати, вот максимальное растяжение до необратимой деформации
После 20 килограмм растянулось еще немного и порвалось на отметке 24.5 кг. Думаю этот рекорд я ничем не побью =)
Вот как необратимо растянулся материал во время теста на разрыв. Внутреннее кольцо не тянули.
Температурной обработке поддается слабо, в отличие от того же PLA, который можно обдуть турбозажигалкой и подправить изгибы.
Тонкостенные модели еще можно попробовать выгнуть, но толстые детали, да еще с низким процентом заполнения скорее сгорят, чем прогнутся =)
При 100 градусах становится более гибким, но форму держит. При высокой температуре поверхность темнеет, от открытого пламени воспламеняется, разгорается слабо.
На гифке выше было видно, что на стол упала горящая капля. Так вот, она прилипла к бумажке и сохранила эластичность после остывания, правда малость потемнела. Так что данный филамент можно использовать как герметик, просто поджигая пруток и капая куда надо =)
Это шутка, не нужно никуда наносить расплавленный горящий пластик.
Так же не поддается наждачке, надфилям и прочим «теркам», зато неплохо режется
Ну и несколько примеров того, что можно сделать из этого филамента.
Для любителей баночных напитков можно сделать вот такую крышечку
Для тех, кто предпочитает, например, грушу в стекле — тоже есть вариант
От встрясок скорее всего не спасет, но все же будет препятствовать свободному выходу газов и попадания всякой живности внутрь емкости.
Так же напечатал несколько вот таких лент — отлично держат.
А вот после этого захотел себе RC машинку.
Кстати, отверстия в колесе были гораздо меньшего диаметра, чем болты, но за счет эластичности все отлично затянулось без необходимости расширения, при этом общая площадь детали не изменилась — все прекрасно встало в свои пазы.
Колеса с полостями внутри, из за этого края получаются жесткие, а рабочая область мягкая
Тестировал, нацепив на гравер
Есть немного слоумо, но гифка превращает его в обычный фрагмент, поэтому кому интересно, вот:
Не стоит раскрывать на весь экран, разрешение не высокое.
«Поигрался» несколько минут пока гравер не сел, вот последствия.
Думаю любителям РУ техники данный пластик пришелся бы по душе — в сети куча моделей колес, лопастей и прочих мягких комплектующих.
Любители акустики могут печатать демпфирующие ножки для своих устройств в нужных количествах с нужным дизайном.
Из-за хорошего спекания слоев вполне можно печатать всякого рода уплотнители и прокладки, в том числе для систем с горячей жидкостью.
Единственное что не получилось сделать — это растворить модель. На бензин ему вообще плевать, а ацетон лишь за сутки разрушил межслойные связи и деталь просто расслоилась, при чем рвались нити так же плохо, не было ощущения деградации.
Итоги
Необычный пластик, вполне имеющий право на жизнь.В меру гибкий — если не печатать тонкие и длинные модели, подойдет даже для «дрыгостолов».
Термо и износостойкий, думаю не корректно будет сравнивать его с остальными видами пластика, но эти качества значительно расширяют сферы применения.
Цена находится на уровне конкурентов, при чем у многих таких позиций нет вовсе.
Ну и снова напишу о 2% скидке для тех, кто добавит магазин в «любимые». Это не большая, но все же скидка )
Напоминаю, Вы оцениваете обзор, а не товар.
Вопросы и конструктивная критика в комментариях как всегда приветствуются. Всем добра =)
Самые обсуждаемые обзоры
| +41 |
1467
52
|
| +43 |
1821
29
|
Я вечером приеду домой и обязательно отпишусь по поводу дроптеста с метровой высоты — самому интересно стало =)
Но если кинуть чуть сильнее, колесо отскакивает обратно в руку, а граната на том же уровне, только в сторону дальше отлетает. Ну еще и треснула малость. Как-то так )
Надо чёрного tpu посмотреть…
С другой стороны, если SBS печатали, с шестерней подачи должно быть всё нормально и TPU тоже полезет. Ну или придется тоже обрезок трубки вложить.
с таким https://www.gearbest.com/3d-printers-3d-printer-kits/pp_649616.html
отдельно не видел
а как симли стал юзать с его 0.1мм первый слой (тупо стол чистый, и мелкие неровности заполняет, зато следующий слой прямо жирненько идет) — так вообще супер — не отслаиваются края на больших моделях))))
а тумбочку начал делать и бросил — просто стойку 15 с работы забрал — вот туда монтировать буду, отвез в гараж принтер — там пофик на вонь)))))
рядом MPCNC начну соберать — год все лежит приготовленное — там может бойден и зафигачу)))
стол не мою — с виду как 3Д картинка — компенсация кривых столов из поднебесной)))
Я тоже раньше так делал, но наносил БФ-6 разбавленный спиртом. Тоже не сдирал старый слой, сопло просто нарезало себе путь где надо, но PLA к этому составу не очень хорошо лип. Говорят с БФ-2 таких проблем нет, но не успел проверить.
Сопло: 0.5 мм
Высота слоя: 0.3 мм
Ретракт: 5 мм
Периметров: 2
Количество слоев крышки и дна: 3 (100% заполнение)
Скорость печати: 30 мм/с(внешний периметр: 80%)
Температура сопла: 200°C
Температура стола: 60°C
Покрытие стола: адгезивное стекло ultrabase
К столу липнет отлично, купол печатал без юбки.
Трубка около 40 см.
Посмотрю что за «зверь».
P.S. Пластик закажу, но как-нибудь потом. У меня ещё HIPS (тоже, кстати, Creozone) не опробован. И SBS Pro филаментарновский.
Так пачкаться же будут быстрее, да и грязь на черном выглядит естественнее, а вот белое будет хотеться помыть )
P.S. Однако ж… Что-то ещё помню с института.
Я пока межслойную деламинацию, на моделях среднего размера, победить не смог.
И я не один такой…
Правда сделать принт на заказ наверное дешевле выйдет, чем печатать филаментом =)
На заказ дешевле, да, но выдерживает всего пару стирок. Вышивка долго живет, но и стоит солидно.
В свете этого интересно как будет вести себя TPU
А также систематическое следование принципу — «Никогда не откладывай на завтра то, что можно сделать послезавтра!»