PLA от CREOZONE

- Цена: 26.49$
- Перейти в магазин
Всем привет! Недавно мне предложили протестировать PLA от «Сreozоne», его уже обозревал lexus---08 — показал внешний вид, характеристики и несколько примеров моделей. Я не буду повторяться и зайду с другой стороны.
Есть пруток другого производителя, который в России стал «народным» из-за небольшой стоимости при заказе большой партии и в целом неплохого качества, вот и сравним с ним данный филамент, немного углубимся в характеристики и протестируем спекаемость слоев, адгезию со столом, точность производства и однородность материала.
Бренд: CREOZONE
Диаметр: 1,75мм
Допуск PLA: ± 0.03mm
Масса нетто: 1кг
Масса брутто: 1.21
Тип: PLA
Цвет: белый
Температуры печати: PLA: 190°C — 210°C
Стол: холодный — 60 ° в зависимости от используемой поверхности.
Обещают хорошую равномерность и отсутствие примесей, а это уменьшает шансы засорения хотэнда, равномерную спекаемость и ровные слои, улучшая внешний вид поверхности модели.
Еще пишут, что у них ABS не воняет, но это проверю может быть в следующий раз =)
Не исключено, что запаковывали теплый продукт после сушки. Выветривается быстро, особых проблем не доставляет, но есть.
Перед подачей прутка я обычно избавляюсь от участка, который фиксировался на катушке и первое что заметил — данный филамент более пластичен, при изгибе ломается хуже предшественника. Ну да ладно, переходим к практике.
Нарисовал несколько простеньких моделек. Белого PLA от ФД у меня не осталось, поэтому буду использовать прозрачный, как раз ни у кого не возникнет мысли о том, что я мог «перепутать» детали ради рекламы =)
Печать велась при абсолютно одинаковых условиях, при чем не идеальных, дабы увидеть разницу в огрехах:
Сопло: 0.5 мм
Высота слоя: 0.3 мм
Периметров: 2
Количество слоев крышки и дна: 3 (100% заполнение)
Скорость печати: 60 мм/с(внешний периметр: 80%)
Температура сопла: 200°C
Температура стола: 80°C
Покрытие стола: адгезивное стекло ultrabase
Испытуемые в сборе.
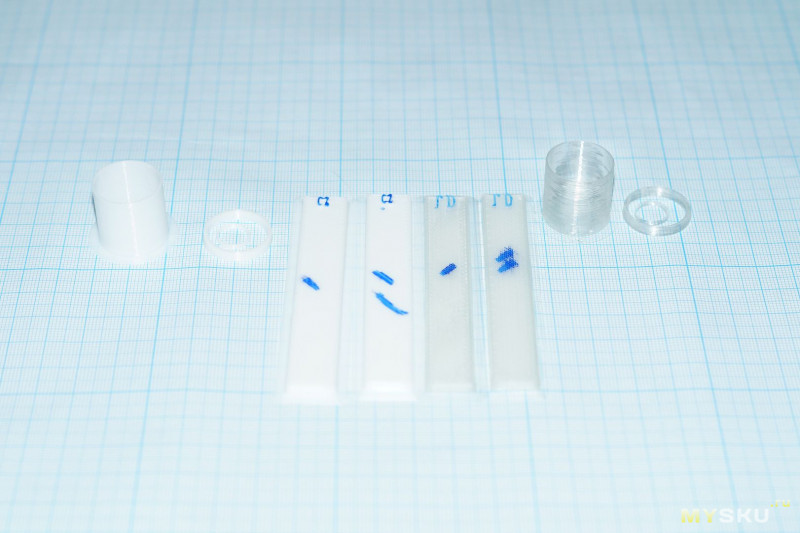
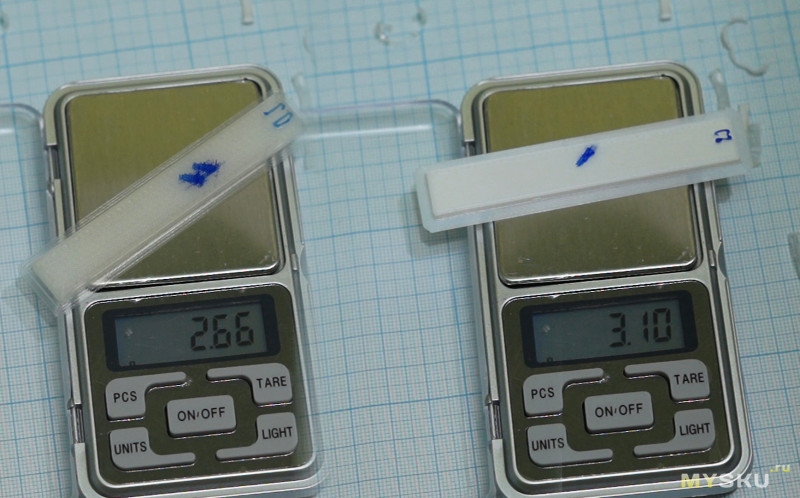
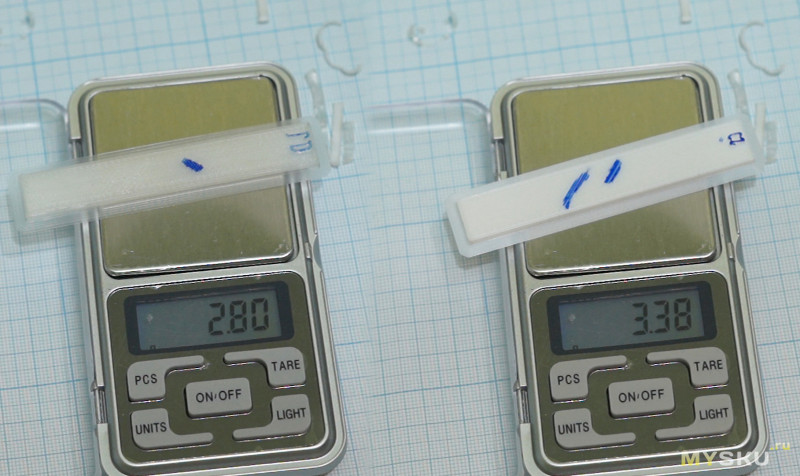
Взвешивание укажет на разницу в плотности материала.
50% заполнение. НА полоски не обращайте внимания — это просто метки чтобы отличать модели.
100% заполнение
«Вазы» — однослойные модели
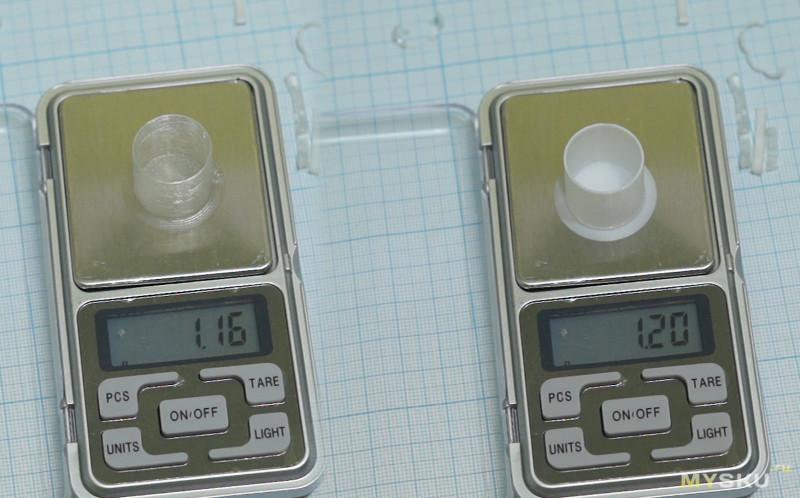
Расход филамента по длине одинаковый, значит creozone плотнее. Ну или есть разница в равномерности прутка.
Проверяем максимальный угол изгиба
fdplast — я знал, чего ожидать, но думал еще немного выдержит. Весело разлетелся по комнате )

creozone — начали расходиться верхние слои, после нескольких циклов разделил надвое.
fdplast — уже лучше, искать половинки не пришлось.
creozone — растрескался меньше, чем при 50%, но из-за растяжения в месте сгиба все меньше сопротивлялся с каждым циклом, чтобы разделить, пришлось потянуть на излом.

Как и писал в начале, PLA от creozone изначально показался менее ломким. С одной стороны это хорошо, т.к. за счет эластичности уменьшается риск расслоения или отлипания модели, а так же механических повреждений во время эксплуатации.
Но с другой стороны излишняя гибкость тоже может навредить в тех случаях когда нужна жесткая фиксация, пусть и более хрупкая. Как сталь до закалки или после.
Спекаемость слоев
Сделал цилиндры в режиме «ваза» — в один слой по спирали. Ширина слоя 0.5 мм, высота 0,3 мм.
FDPlast
Не сказать, что легко, но пальцами рвется

Ну и оторвем кусочек вдоль слоя

Creozone
Пальцем порвать не смог, но мелкая отвертка решила проблему.
Так же оторвем кусочек. Я уперся в ладонь, а не тянул на весу, поэтому кажется, что было легче, но и по размеру отслоившегося куска было видно, что не сильно он хотел отделяться =)

Снова фаворит Creozone.
Прочность
Изначально я напечатал слишком толстые кольца, которые не смог порвать даже повиснув всем весом(80 кг).
Новые модельки сделал более хрупкими:
Высота: 2 мм (Высота слоя 0.3 мм)
Диаметр: 2 см
Толщина стенки: 1 мм (2 периметра по 0.5)
Методика:
Вставляем в кольцо отвертку с одной стороны, крючок весов с другой и тянем пока не порвется.

Я рассчитывал килограмм на 6-10, чуть не угробил штатив.
FDPlast 17+ кг
Creozone 18+ кг. Придется поверить, т.к. процесс снимать не стал. Разница в любом случае незначительна.
Ну и раз уж принтер включен и пластик «заправлен», решил напечатать несколько моделек, отложенных на потом.
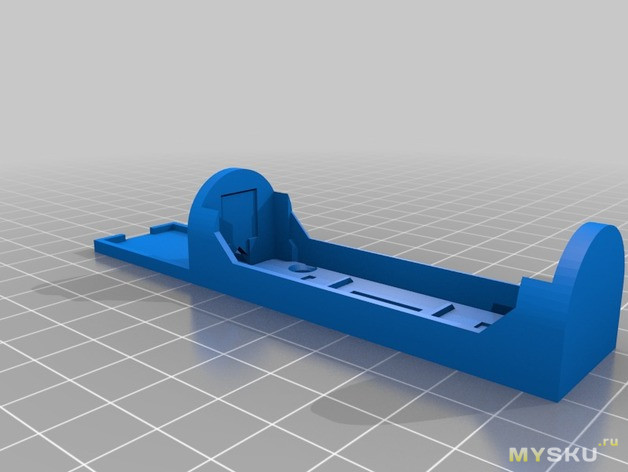
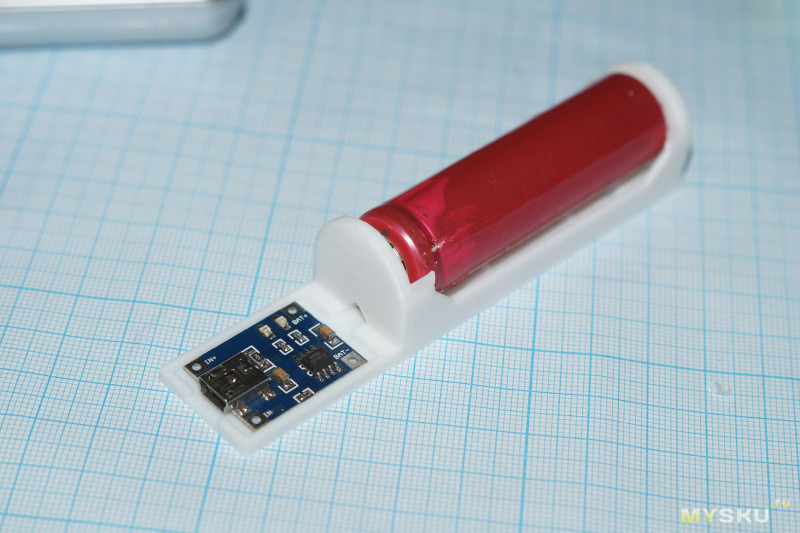
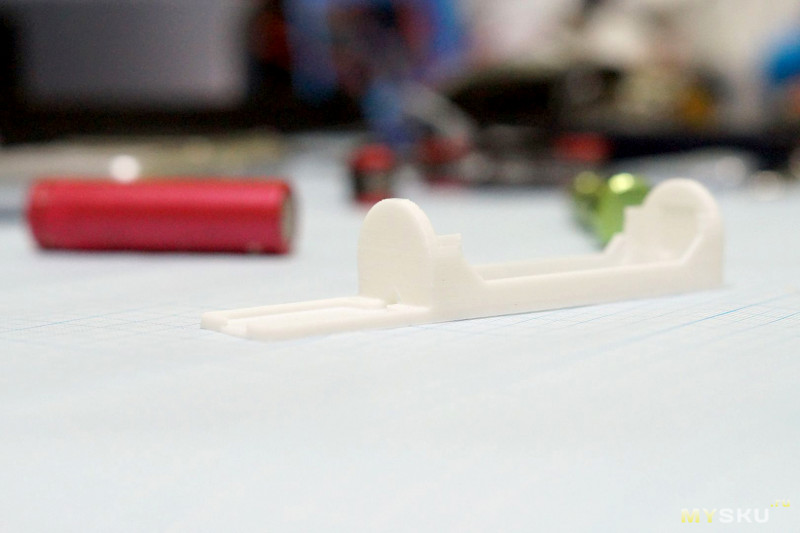
Немного подкорректировал параметры печати и вперед. Простенький корпус зарядки 18650
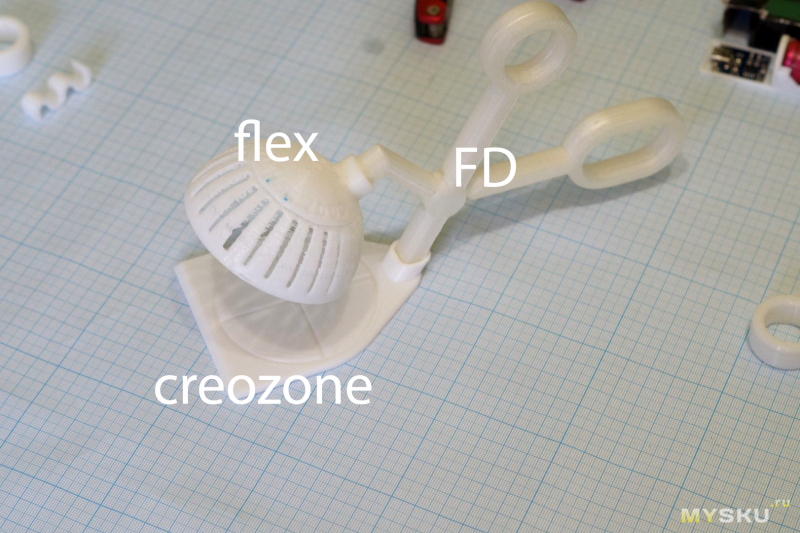
И «ловилку» букашек/паучков для жены.

Купол печатал эластичным прутком. Не был готов к возникшим трудностям, но смог доделать за один заход.
Толщина прутка равномерна, к этому не придерешься, слои получаются более ровные.
По поводу примесей сложно сказать, т.к. хотэнд у меня и ранее не забивался.
Более текучий при той же температуре, за счет чего достигается хорошая спекаемость слоев, лучше липнет к столу.
Менее хрупкий — лучше сопротивляется растрескиванию на изломе.
По-моему меньше запаха во время печати, но это не точно, может просто лично для меня не так резок.
Из минусов наверное только одноразовая упаковка. Да, после извлечения из пакета герметично завернуть обратно не получится, было бы неплохо закидывать в подарок зип-пакет соответствующего размера.
Ну и возможно для кого-то хрупкость будет важнее гибкости, хотя сгибанию оба пластика сопротивлялись одинаково.
Ценник в среднем на процентов 30 выше местных самых бюджетных образцов(с учетом стоимости доставки), но ниже, чем у BF и REC, которые пользуются высокой популярностью у владельцев 3D принтеров.
Подписчики магазина могут получить дополнительную небольшую скидку.
Задавайте вопросы в комментариях, конструктивная критика так же приветствуется, да и пластик остался, так что могу сделать еще несколько тестов по вашим просьбам в разумных пределах =)
Есть пруток другого производителя, который в России стал «народным» из-за небольшой стоимости при заказе большой партии и в целом неплохого качества, вот и сравним с ним данный филамент, немного углубимся в характеристики и протестируем спекаемость слоев, адгезию со столом, точность производства и однородность материала.
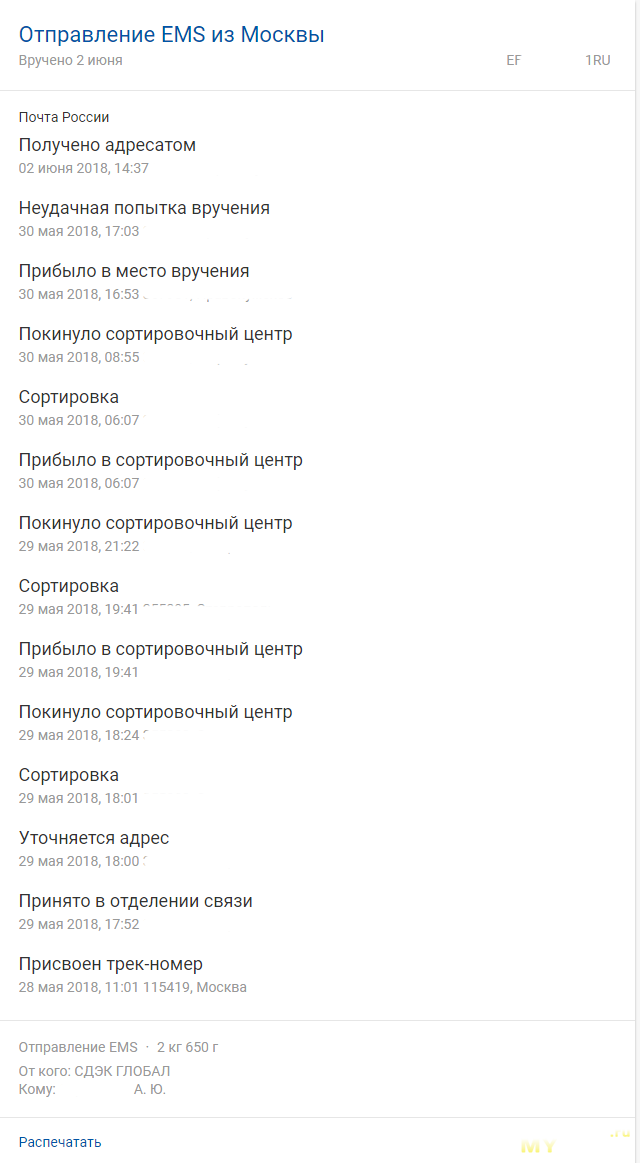
На данный момент рекордно быстрая доставка
С учетом ожидания отправки заняла около 10 дней, из них 3 дня колесила по местным почтовым отделениям.
Распаковка и внешний вид
Коробки обмотали как обычно черным пакетом

Фирменная упаковка не броская, но выглядит презентабельно
Сам филамент в вакуумной упаковке, которая гарантированно не даст проникнуть внутрь влаге.
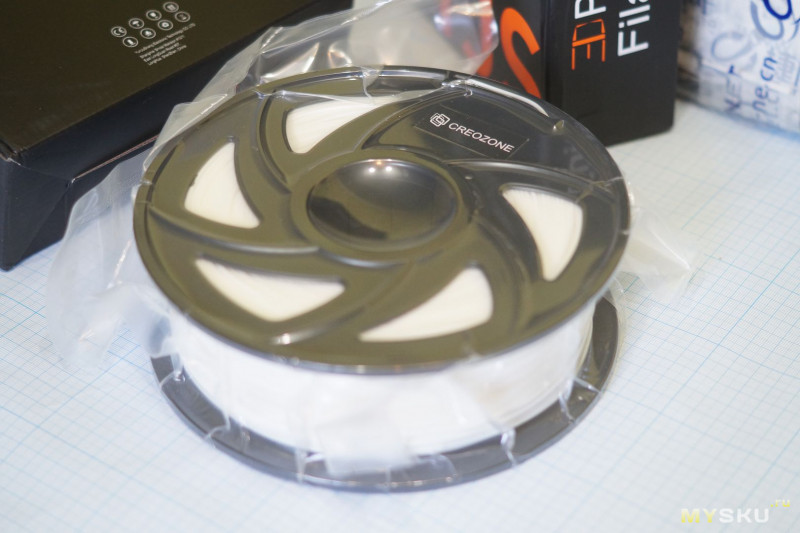
Катушка тоже оригинальная, есть наклейка с информацией о прутке. Это большой плюс, т.к. в ФД я несколько раз путал пластик и приходилось останавливать печать. Со временем научился определять материал по хрупкости, но наклейка заметно упрощает жизнь.

Силикагель не забыли, хотя для вакуумной упаковки и не критично.

Фирменная упаковка не броская, но выглядит презентабельно
Сам филамент в вакуумной упаковке, которая гарантированно не даст проникнуть внутрь влаге.
Катушка тоже оригинальная, есть наклейка с информацией о прутке. Это большой плюс, т.к. в ФД я несколько раз путал пластик и приходилось останавливать печать. Со временем научился определять материал по хрупкости, но наклейка заметно упрощает жизнь.
Силикагель не забыли, хотя для вакуумной упаковки и не критично.
Характеристики
Бренд: CREOZONE
Диаметр: 1,75мм
Допуск PLA: ± 0.03mm
Масса нетто: 1кг
Масса брутто: 1.21
Тип: PLA
Цвет: белый
Температуры печати: PLA: 190°C — 210°C
Стол: холодный — 60 ° в зависимости от используемой поверхности.
Обещают хорошую равномерность и отсутствие примесей, а это уменьшает шансы засорения хотэнда, равномерную спекаемость и ровные слои, улучшая внешний вид поверхности модели.
Еще пишут, что у них ABS не воняет, но это проверю может быть в следующий раз =)
Тестирование
После вскрытия пакета чувствуется легкий запах пластика, при чем исходит он не от прутка, а от катушки.Не исключено, что запаковывали теплый продукт после сушки. Выветривается быстро, особых проблем не доставляет, но есть.
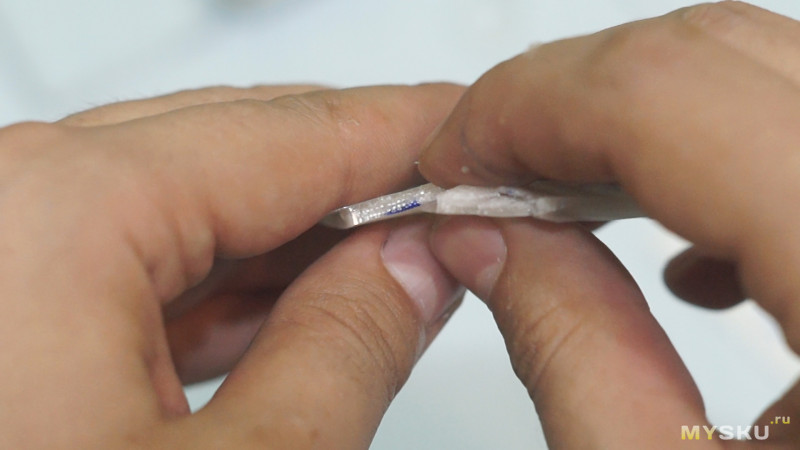
Перед подачей прутка я обычно избавляюсь от участка, который фиксировался на катушке и первое что заметил — данный филамент более пластичен, при изгибе ломается хуже предшественника. Ну да ладно, переходим к практике.
Нарисовал несколько простеньких моделек. Белого PLA от ФД у меня не осталось, поэтому буду использовать прозрачный, как раз ни у кого не возникнет мысли о том, что я мог «перепутать» детали ради рекламы =)
Печать велась при абсолютно одинаковых условиях, при чем не идеальных, дабы увидеть разницу в огрехах:
Сопло: 0.5 мм
Высота слоя: 0.3 мм
Периметров: 2
Количество слоев крышки и дна: 3 (100% заполнение)
Скорость печати: 60 мм/с(внешний периметр: 80%)
Температура сопла: 200°C
Температура стола: 80°C
Покрытие стола: адгезивное стекло ultrabase
Испытуемые в сборе.
Взвешивание укажет на разницу в плотности материала.
50% заполнение. НА полоски не обращайте внимания — это просто метки чтобы отличать модели.
100% заполнение
«Вазы» — однослойные модели
Расход филамента по длине одинаковый, значит creozone плотнее. Ну или есть разница в равномерности прутка.
Проверяем максимальный угол изгиба
Заполнение 50%
fdplast — я знал, чего ожидать, но думал еще немного выдержит. Весело разлетелся по комнате )
creozone — начали расходиться верхние слои, после нескольких циклов разделил надвое.
Заполнение 100%
fdplast — уже лучше, искать половинки не пришлось.
creozone — растрескался меньше, чем при 50%, но из-за растяжения в месте сгиба все меньше сопротивлялся с каждым циклом, чтобы разделить, пришлось потянуть на излом.
Как и писал в начале, PLA от creozone изначально показался менее ломким. С одной стороны это хорошо, т.к. за счет эластичности уменьшается риск расслоения или отлипания модели, а так же механических повреждений во время эксплуатации.
Но с другой стороны излишняя гибкость тоже может навредить в тех случаях когда нужна жесткая фиксация, пусть и более хрупкая. Как сталь до закалки или после.
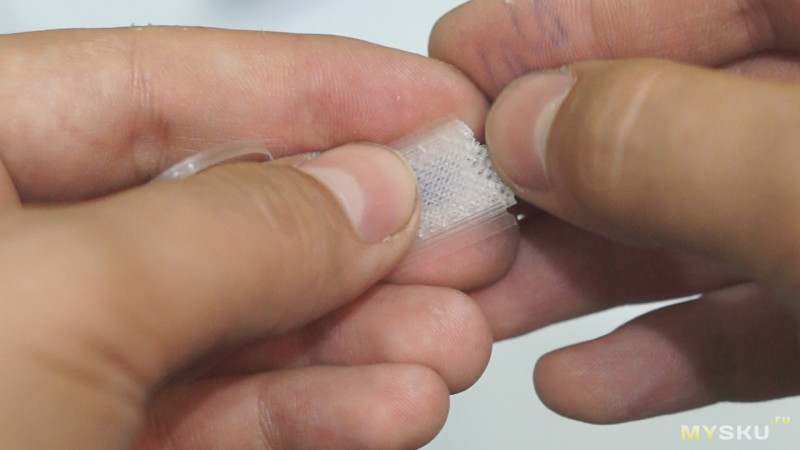
Спекаемость слоев
Сделал цилиндры в режиме «ваза» — в один слой по спирали. Ширина слоя 0.5 мм, высота 0,3 мм.
FDPlast
Не сказать, что легко, но пальцами рвется
Ну и оторвем кусочек вдоль слоя
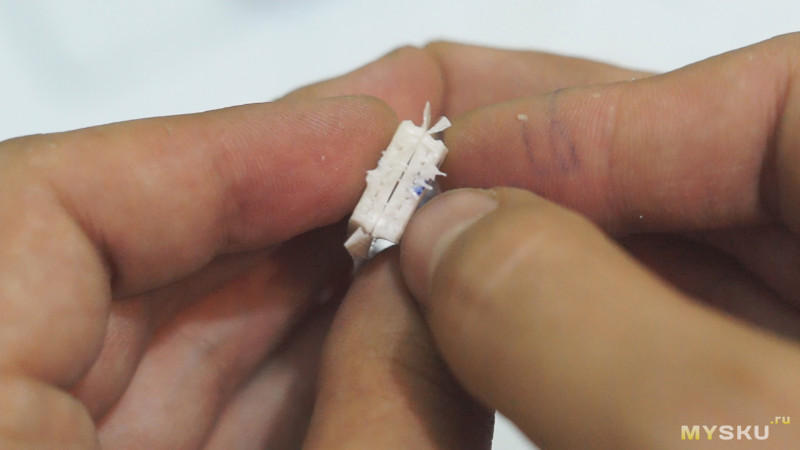
Creozone
Пальцем порвать не смог, но мелкая отвертка решила проблему.
Так же оторвем кусочек. Я уперся в ладонь, а не тянул на весу, поэтому кажется, что было легче, но и по размеру отслоившегося куска было видно, что не сильно он хотел отделяться =)
Снова фаворит Creozone.
Прочность
Изначально я напечатал слишком толстые кольца, которые не смог порвать даже повиснув всем весом(80 кг).
Новые модельки сделал более хрупкими:
Высота: 2 мм (Высота слоя 0.3 мм)
Диаметр: 2 см
Толщина стенки: 1 мм (2 периметра по 0.5)
Методика:
Вставляем в кольцо отвертку с одной стороны, крючок весов с другой и тянем пока не порвется.
Я рассчитывал килограмм на 6-10, чуть не угробил штатив.
FDPlast 17+ кг
Creozone 18+ кг. Придется поверить, т.к. процесс снимать не стал. Разница в любом случае незначительна.
Ну и раз уж принтер включен и пластик «заправлен», решил напечатать несколько моделек, отложенных на потом.
Немного подкорректировал параметры печати и вперед. Простенький корпус зарядки 18650
И «ловилку» букашек/паучков для жены.
Купол печатал эластичным прутком. Не был готов к возникшим трудностям, но смог доделать за один заход.
Итоги
Качество у creozone оказалось выше:Толщина прутка равномерна, к этому не придерешься, слои получаются более ровные.
По поводу примесей сложно сказать, т.к. хотэнд у меня и ранее не забивался.
Более текучий при той же температуре, за счет чего достигается хорошая спекаемость слоев, лучше липнет к столу.
Менее хрупкий — лучше сопротивляется растрескиванию на изломе.
По-моему меньше запаха во время печати, но это не точно, может просто лично для меня не так резок.
Из минусов наверное только одноразовая упаковка. Да, после извлечения из пакета герметично завернуть обратно не получится, было бы неплохо закидывать в подарок зип-пакет соответствующего размера.
Ну и возможно для кого-то хрупкость будет важнее гибкости, хотя сгибанию оба пластика сопротивлялись одинаково.
Ценник в среднем на процентов 30 выше местных самых бюджетных образцов(с учетом стоимости доставки), но ниже, чем у BF и REC, которые пользуются высокой популярностью у владельцев 3D принтеров.
Подписчики магазина могут получить дополнительную небольшую скидку.
add our store to «favorite», they will get additional 2% discount
Задавайте вопросы в комментариях, конструктивная критика так же приветствуется, да и пластик остался, так что могу сделать еще несколько тестов по вашим просьбам в разумных пределах =)
Самые обсуждаемые обзоры
| +41 |
1491
53
|
| +43 |
1844
29
|
У креозона есть PLA+, усиленный, попозже покажу результаты тестов.
Зы: обзор интересный, познавательный)
А Вы не смотрели в сторону наборов из трёх разных типов пластиков?
ABS+PLA+экзотика.
Я, к примеру, недавно получил ABS+PLA+Carbon Fiber за 68$.
Интересная цена за катушку выходит.
Доставка из России. 5 дней.
От Carbon Fiber я просто в восторге!
ABS пахнет не сильно. Сравнить не с чем.
Да и вобще, пластики у Креозона отличные. Я правда ещё не все перепробовал.
Carbon Fiber токопроводящий?
но сомневаюсь…
Я вот тоже везде говорю что пластик креозон очень даже неплох. Но меня чуть ли не в продажности бренда обвиняют.
ну подумаешь 15 постов со скидками за 9 месяцев, но может правда бренд так хорош ))
Поэтому иногда заказывать в Китае выгодно если доставка бесплатна.
Видимо крупным предприятиям не интересна ниша 3д печати из за низкого спроса и итоговой выгоды от продажи данной продукции, поэтому филамент изготавливают мелкие заводы или вообще производят кустарно.
Пруф: vk.com/wall-158825893_472?reply=479
Но с другой стороны это все равно дешевле. Покупать по 1кг… такое себе. Либо там дикая акция и с учетом доставки одной катушки там реально выгода. Стараюсь брать хотя бы 5 кг. А так 10кг берешь и приличное время не паришься ни с этой проблмой. Да и доставка тогда… у меня с petg.ru прошлый раз вообще по 35 рублей за катушку доставка вышла.
Тем более ДНС стал пластиками банчить.
Зачем? Нет я понимаю купить новыинку без гарантии и т.д. Но тут проверенный поставщик. Я знаю случаи когда был брак и после сообщения на почту ребята соглашались выслать замену без проблем.
Просто именно момент что вы не смогли это дело правильно приготовить…
Ну меня тоже мучала межслойная адгезия, пока я не сделал камеру. И вся проблема тут же улетучилась. А вообще зачем хипс брали?
Я не спорю, что в нашей местности можно закупиться дешевле, но качество всё же будет хуже. Как и писал в конце обзора, это не критично если делать что-то для себя, но для коммерческой деятельности все же лучше переплатить и взять менее проблемный образец =)
Камера это хорошо, я решил проблему настроив нормально хотэнд и уменьшив скорость печати, все руки никак не дойдут сделать шкафчик.
Да заморочился сделать сборку с двумя экструдерами, может помните делал серию постов по печати и модификациям? Мы еще с Вами много дискутировали =)
Пока думал как все это лучше сделать, заказал хипс посмотреть как он себя ведет.
Пробовал конечно. И поднимал температуру и т.д…
Просто он изначально и разрабатывался именно для поддержек. А не непосредственно материал для деталья. Я его кста именно для таких же целей и брал.
С хорошими людьми всегда приятно пообщаться )
Ну и плюс даже при использовании только по назначению ппц как воняет.
Но я бы не советовал брать прозрачный, т.к. модели все без исключения будут мутные. Можно посмотреть в сторону SBS Glass, вот там при 100% заполнении хотя бы есть намек на прозрачность =)
Посмотрите на фото распечатанных моделей в одной кучке, видна неравномерность заполнения прозрачным пластиком. По-хорошему конечно нужно было сфотографировать ближе, если Вам это важно, могу сделать еще несколько фото когда приеду домой.
PLA должен ломаться, а не гнуться по свойствам.
ну и ценник совсем не рядом с ФД, а много дороже — тоже факт, можно приспособиться к нему…
Если выдерживает аналогичную нагрузку, но при этом начинает сгибаться, а не разлетается на 2 части, то почему бы и нет )
креозон совсем немного мягче фдпласта в плане жесткости.
оптимально не прыгать по производителям, а оптимизировать под себя линейку пластика от одного ))))
но у каждого свои фломастеры…
PLA, как известно, изготавливается на основе крахмала. В Китае, возможно, это рисовый крахмал, у европейцев пшеничный или кукурузный.
Ну и кроме этого, при одинаковой технологии изготовления, может быть множество региональных ньюансов в плане сырья.