Модернизация аппарата контактной сварки Sunkko 787A+ часть 2

Доброго времени суток, читатели Муськи! В статье:
mysku.club/blog/aliexpress/72487.html
я рассказывал про модернизацию аппарата контактной сварки Sunkko 787A+
Сегодня продолжим модернизацию!
В комментариях мне писали, что трансформатор китайского прибора намного меньше трансформатора микроволновки и стоит поискать трансформатор от микроволновки. На сайте бесплатных объявлений наткнулся на трансформатор цена всего 150 российских рублей. Глупо было пройти мимо такого предложения!
Трансформатор внешне в хорошем состоянии. Включать в сеть трансформатор от микроволновое не стоит т.к. он повышающий. Первичка обычно нижняя и намотана более толстым проводом.
Далее необходимо срезать вторичную обмотку. Разбирать трансформатор я смысла не вижу. Для этого я взял ножевку по металлу. На все ушло минут 15. На вторичке медь. В металлоприемке мне за неё дали 200 руб.
Далее провод. Мне как то отдали нерабочий 29" ЭЛТ телевизор. Я его разобрал на радиодетали. Плюс по периметру трубы был медный провод ~25 квадратов. С провода я снял изоляцию (типа чёрная изолента) соединил в два раза и обмотал новой изолентой. Получил провод 50 квадратов. Такой провод получилось засунуть 2,5 витка. В оригинальном китайском трансформаторе было всего 1,5 витка:

Далее купил в магазине два наконечника. Обжали мне их там же у меня такого инструмента нет.

Просверлил новые дырки и установил трансформатор:
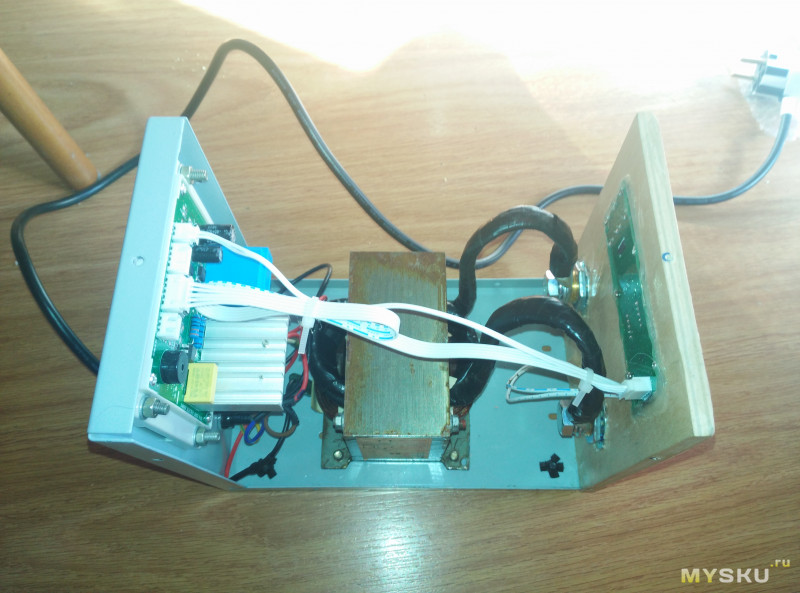
Раз уж занялся модернизацией установил разъёмы на клещи и на панель аппарата:


Испытал работает. Ток измерить нечем (мои клещи максимум 200А) но по ощущениям стало лучше! Можно время уменьшить для аналогичного результата.
Пока с модернизацией все! Далее только в сторону модернизации ручки для сварки смотреть надо. Но это уже совсем другая история…
Всем спасибо за внимание!
mysku.club/blog/aliexpress/72487.html
я рассказывал про модернизацию аппарата контактной сварки Sunkko 787A+
Сегодня продолжим модернизацию!
В комментариях мне писали, что трансформатор китайского прибора намного меньше трансформатора микроволновки и стоит поискать трансформатор от микроволновки. На сайте бесплатных объявлений наткнулся на трансформатор цена всего 150 российских рублей. Глупо было пройти мимо такого предложения!
Трансформатор внешне в хорошем состоянии. Включать в сеть трансформатор от микроволновое не стоит т.к. он повышающий. Первичка обычно нижняя и намотана более толстым проводом.
Далее необходимо срезать вторичную обмотку. Разбирать трансформатор я смысла не вижу. Для этого я взял ножевку по металлу. На все ушло минут 15. На вторичке медь. В металлоприемке мне за неё дали 200 руб.
Далее провод. Мне как то отдали нерабочий 29" ЭЛТ телевизор. Я его разобрал на радиодетали. Плюс по периметру трубы был медный провод ~25 квадратов. С провода я снял изоляцию (типа чёрная изолента) соединил в два раза и обмотал новой изолентой. Получил провод 50 квадратов. Такой провод получилось засунуть 2,5 витка. В оригинальном китайском трансформаторе было всего 1,5 витка:
Далее купил в магазине два наконечника. Обжали мне их там же у меня такого инструмента нет.
Просверлил новые дырки и установил трансформатор:
Раз уж занялся модернизацией установил разъёмы на клещи и на панель аппарата:
Испытал работает. Ток измерить нечем (мои клещи максимум 200А) но по ощущениям стало лучше! Можно время уменьшить для аналогичного результата.
Пока с модернизацией все! Далее только в сторону модернизации ручки для сварки смотреть надо. Но это уже совсем другая история…
Всем спасибо за внимание!
Самые обсуждаемые обзоры
| +91 |
4650
173
|
| +62 |
3196
93
|
| +77 |
2774
82
|
| +58 |
4359
60
|
Я бы раздвинул старые витки и добавил ещё один, транс вплотную к стенке. Тогда было бы вообще огонь.
И что то не видно в описании его применения, как её с каждого проводка зачищали.
Или зажали как есть, а дальше что продавлось, то и работает?
А для получения максимальных токов со вторички ее нужно мотать голым проводом или набором проводов.
Вначале окно в железе оклеивается тонким изолятором (я брал 0,2мм стеклотекстолит для многослойных плат) с небольшими выпусками в 1мм за края железа. Еще делаются шесть Г-образных вставок изоляторов толщиной 0,5-1мм — это межвитковая изоляция, а вторая половинка «Г» изолирует витки обмотки вне окна.
С провода снимается изоляция, остается кусок в изоляции для вывода, далее провод вводится в окно, и повив разворачивается так, чтобы жилы шли параллельно. Деревянной палочкой (брусочком) провод разминается по всему квадрату окна трансформатора. Второй виток мотается точно так же, а Г-образные изоляционные вставки вставляются меж витками после намотки, это чтобы дать свободу действий при укладке провода и использовать пустое пространство окна трансформатора. Потом обмотки чуток шевелятся и вставляются 3 изолятора (6 уголков) два по краям и один между витками.
Таким способом можно уложить обмотку примерно в 2 раза больше по сечению, чем круглую в изоляции.Да и охлаждаться она будет не в пример лучше и быстрее кабеля в виниле или в изо/стекло-ленте.
Да, на первый взгляд несколько замороченно, но ведь это инструмент и делается один раз и навсегда, поэтому (ИМХО) есть смысл заморочиться и сделать лучше, чем если по-быстрому. Да и результат порадует, когда сможете сварить точками 0,5-0,8мм железо. Я таким «переклепывал» детали ПК-шных корпусов — корзины под винты, отсеки 5.25", кронштейны под вентиляторы и прочую лабуду.
Целое поколение выросло, которые на слух и по написанному нифига не понимают… Или видео посмотреть или на пальцах показать и обязательно с жестикуляцией.
Вот я вам картинку нарисовал, для простоты восприятия.
Если и этого будет недостаточно, то не ваше это, покупайте готовое, если не можете представить, как сделать самому.
Ну, что ж, каждому свое.
Тут сам принцип имеет значение — максимально заполнить медью окно трансформатора для увеличенния сечения обмотки.
Один мой знакомый (электрик) сделал «обмотку» из Г-образных медных шин (2шт на виток) толщиной 6мм от электрощита (вроде как трансформаторы тока на них монтировались...) — залудил концы, просверлил отверстия, вставил в окно и стянул болтами М6.
Больше сечение вторички = меньше сопротивление = меньше падение напряжения = меньше нагрев.
Там длина обмотки это 2/3 — 3/4 всей длины проводников и, ИМХО, стоит уменьшить потери в этой цепи.
Задача-то достаточно простая — без потерь подвести ток с трансформатора к контактам, чтобы нагрев происходил именно на них, а не по всей питающей их цепи.
Меня так учили — старайся делать хорошо, а плохо, оно само получится.
Буду делать 3 витка как у автора. А что даст если сделать 6 витков?
так же интересно, есть ли смысл делать два раза по 3 витка (я так понимаю это не тоже самое что просто 6 витков) и объединять их к одному выходу?
Если намотать мало витков толстым проводом — будет малое напряжение и малое сопротивление проводов, большой ток не развить из за малого напряжения. Это обычно 2 витка. Хотя у меня на 2 витках варит хорошо.
Если намотать много витков, то таким толстым проводом намотать не получится, окно не позволит. Значит провод тоньше, сопротивление больше, но и напряжение больше. И еще при увеличении числа витков растет индуктивное сопротивление. В итоге при сильном росте числа витков, обычно больше 5, падает ток. Нужна золотая середина, 3-5 витков. Ну и при этом более толстый и короткий провод обеспечит более большой ток.
Это вкратце, вот подробное видео, не мое правда.
На каких выдержках варит 0.5-0.8?
Вокруг точки сварки металл меняет цвет?
Выдержка чувствуется по проседанию рукоятки прижимного электрода — как поехала вниз, значит хватит. При передержке дымок и цвета побежалости вокруг точки. Там самое главное убрать всяческую гальванику и оксидирование и зачистить металл в месте сварки, тогда процесс лучше идет. У меня спецом была шлифовка из резинки от кран-буксы на 8мм оси с наждачкой — дрелью аккуратные пятачки зачищались.
По цинку, что электродуговая, что контактная, все плохо получается.
По периметру размагничивающая катушка намотана изолированным проводом. Надеюсь, перед обжимом изоляцию зачищали?
svarkaed.ru/oborudovanie-dlya-svarki/detali-i-prisposobleniya/chto-takoe-bajonetnyj-razem-dlya-svarki.html
Тоже не плохо получается.
Не у всех есть подходящий пресс инструмент
mysku.club/blog/russia-stores/48049.html#comments
Параметры: 1 импулс 75%*2, второй 99*2, интервал 3
Я бы все же рекомедовал попробовать заменить дохлый китайски удобный гибкий провод от сварочных разъемов до ручки на нормальный провод 35-50 квадратов, чисто для пробы. Выдержки должны упасть раза в 2-3 и может ореол вокруг точки сварки уйдет.
так же 0.5 витка если просто просунуть провод в одно окно и не возвращать его.
Виток это U а полвитка это I , рисовать лень.
Оно даже работать будет наверное. Так что тут полтора землекопа вполне возможны. Но применяется редко.
slup200.pdf — How to Design a Transformer with Fractional Turns.
Вроде поиском по интернету находится.
PS. Оказывается есть даже перевод на русский! Вот:
www.leoniv.diod.club/articles/pdf/slup200_ru.pdf
Возьмите любой самый дешёвый китайский цена не большая.
Медные электроды и их заточка конечно важны, но я полагаю что в вашем случае не в них дело. Заточить жало паяльника и попробовать дело 3 минут…
youtu.be/RLy7qbVuxhs
если у вас сварка уже варит, но плохо, то можно смотреть примерно с 4 минут.
Если коротко, то нужно:
— максимально короткий провод, вынос проводов максимально укоротить.
— провод сечением 35-150 квадратных миллиметров. 35 минимум, но нужно 4-5 витков и соответственно 3-5 вольта.
— максимально плотно заполнить окно вторичкой, мотать плотно ближе к сердечнику.
— толстые электроды с хорошим надежным контактом.
— провод на первичку сечением 1.5-2.5 квадрата,
— для постоянства результатов необходим таймер.
Площадь соприкосновения — я затачиваю как карандаш. При проводе 35 и 5 витках сильно искрит и быстро изнашивается электрод. При 95 проводе и 2 витках искрит и гудит значительно меньше, варят примерно одинаково.
Если у вас сильно греются провода вторички и слабая сварка, значит скорее всего провода вторички тонкие.
На вторичку необходимо от 50мм2 для нормального результата, выше 85-90 не нужно.
Напряжение там получится 2,5-3,5В. Ампераж примерно 700-800А. Этого за глаза гвозди варить.
Первичка, как выше уже сказали, должна быть медная, а не омедненный алюминий.
Байонеты типа сварочных, как и эта ручку выносную, нах! На них теряется очень много мощности.
На байонетах за счет гуляющего пятна контакта и малой площади, переходного сопротивления.
В ручке из-за малого сечения проводников и электродов, соответственно большого сопротивления.
Наконечники нужны медные, не луженные, желательно толстостенные, люминевые не пойдут. Соединение методом обжима.
Лучше всего взять медный пруток ф14-16мм, внутри высверлить 3-4см, засунуть вторичку и обжать.
Электроды соединять с максимальным пятном контакта и сечением максимально приближенным ко вторичке.
Всегда использую луженые, в них проще впаивать провод.
Сейчас рядом два сварочника, вторичка 5х35 и 2х95, на обоих ток сварки около 700-800А, ток КЗ выше раза в два.
а если впаивать, то лучше заливать серебросодержащим припоем
но лучше качественная обжимка, подойти к электрикам-силовикам, они за 5 минут обожмут шо угодно)))
При тесте КЗ обжатая греется чуть сильнее чем паяная
обе гильзы луженые.
Может у припоя и больше сопротивление, но площадь соприкосновения то тоже больше, и причем значительно.
На вскидку киловатник.