ELEGOO SATURN 3 ULTRA

- Цена: 44483 рублей
- Перейти в магазин
У данной модели большой 10" экран с разрешением 12К(11520x5120) и закаленным стеклом. Мощная ось Z, нормальная система крепления, регулировки стола и новый тип плёнки обеспечивают скорость печати до 150мм/ч. Я год как пользуюсь Elegoo Mars 3 Pro и меня всё в нем полностью устраивало, кроме размера экрана 6.6". Много мелких деталей в нем не разместить и большие приходилось нарезать, поэтому периодически поглядывал на сатурн и наконец дождался хорошей цены во время мартовской распродажи.
Характеристики
Распаковка и внешний вид
Приходит в здоровенной коробке, не ожидал, что она будет таких размеров. Корпус со всех сторон зажат вспененными вставками, под верхней находится инструкция и бумажка для калибровки стола. Постарайтесь её не потерять.


Под крышкой принтера так же имеется несколько фиксирующих вставок, в которых спрятан стол и еще одна небольшая коробка.


Сюда вложили блок питания 24В 7.5А, угольный фильтр, WiFi антенну, USB флешку, пластиковый и металлический шпатели, маски, пластиковая карта с кодом бессрочной лицензии для Voxel Tango, несколько пар перчаток, фильтров для смолы, набор ключей и запасные винты. Даже напрягся, думал может вкрутить их нужно куда-то.


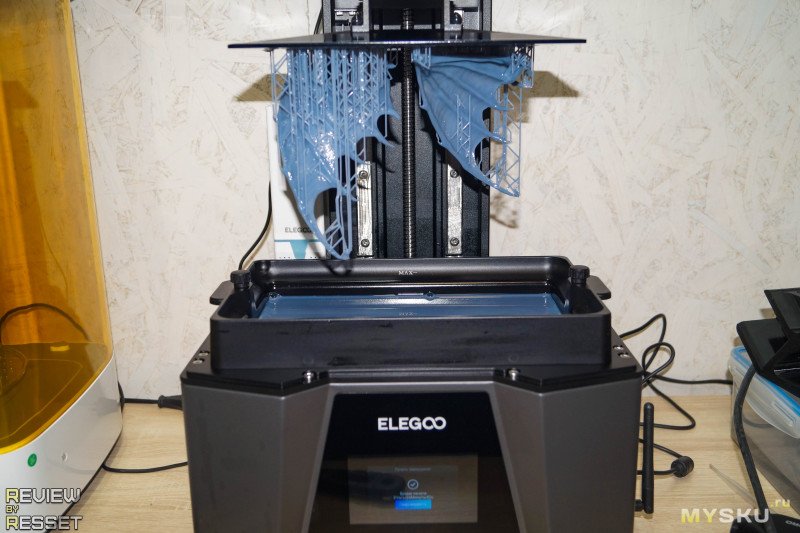
Корпус принтера металлический, без колпака, стола и смолы вышло 9.2 кг, в полном сборе будет 11 килограмм/ Цифры вверх ногами, т.к. из-за размеров пришлось ставить его на напольные весы. Ножки мягкие, так что эту тушу фиг сдвинешь с места пока не приподнимешь над поверхностью. Вроде устойчивость этим моделям не особо нужна, но лишним не будет.


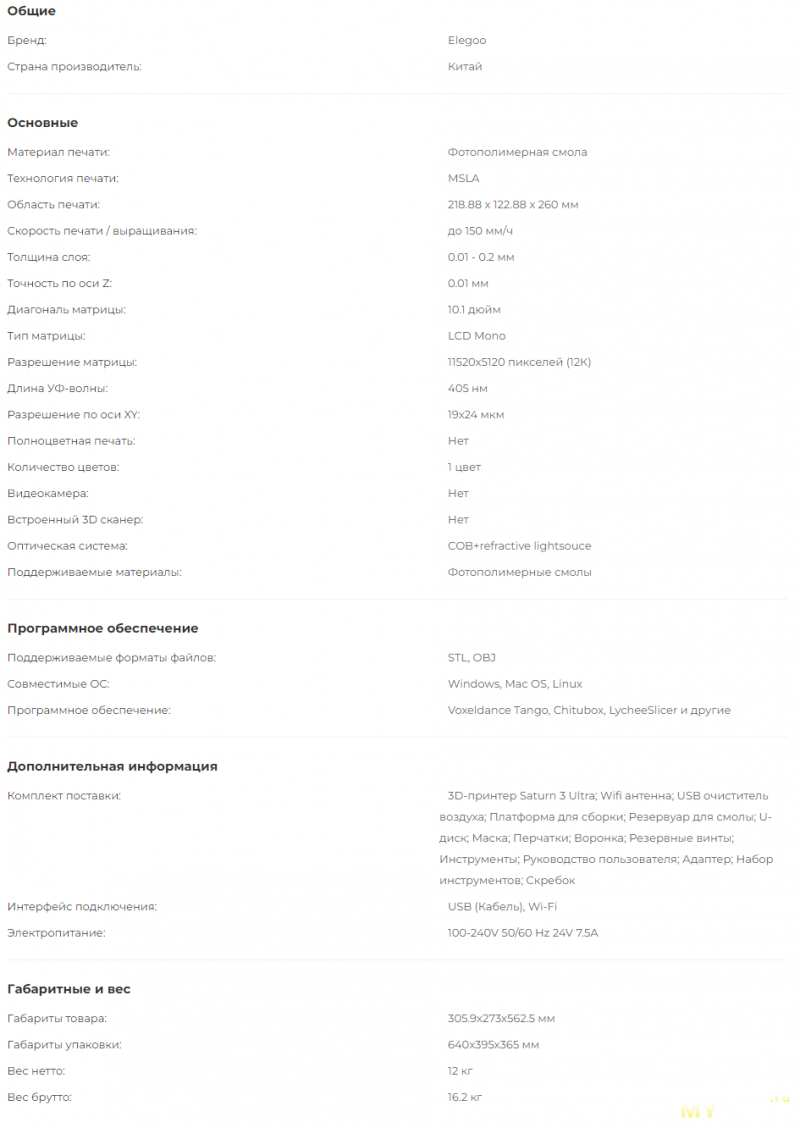
При чем половину веса по ощущениям приходится на направляющую оси Z, которая оснащена двумя толстенными рельсами и механизмом шариковой винтовой передачи, у которого по сравнению с механизмом винт-гайка скольжения, выше КПД, износостойкость, за счет уменьшения потерь на трение возрастает точность и плавность движения. А еще винт оси Z является продолжением ротора мотора, а не посажен на муфту. Смазки не пожалели. К подъемному механизму вопросов нет никаких, все прошлые ошибки учли, конструкция кажется монолитной, даже не знаю чего тут еще можно улучшить.

Концевик оси оптический и работает без нареканий, по крайней мере в марсе он за год не доставил проблем, а вот в Longer Orange почему-то часто засорялся. То ли расположение менее удачное было, то ли у Elegoo сенсоры от паров смолы защищают фильтры.

Для них по бокам под заглушками находятся два USB разъема без линии передачи данных.

Кстати, сзади у колпака под заглушкой имеется отверстие для принудительной вентиляции. В продаже есть станция очистки воздуха Elegoo Mars Mate, стоит 15к рублей. Странное решение, ведь с закрытым колпаком и так запаха минимум, а после открытия вытяжка уже не поможет.


На правой стороне корпуса разместили разъемы для подключения флешки, WiFi(2.4 и 5Ггц) антенны и питания, а так же кнопка выключения. Сзади находятся вентиляционные отверстия, в одно воздух засасывается, в другое выдувается. Оба прикрыты поролоновыми фильтрами.


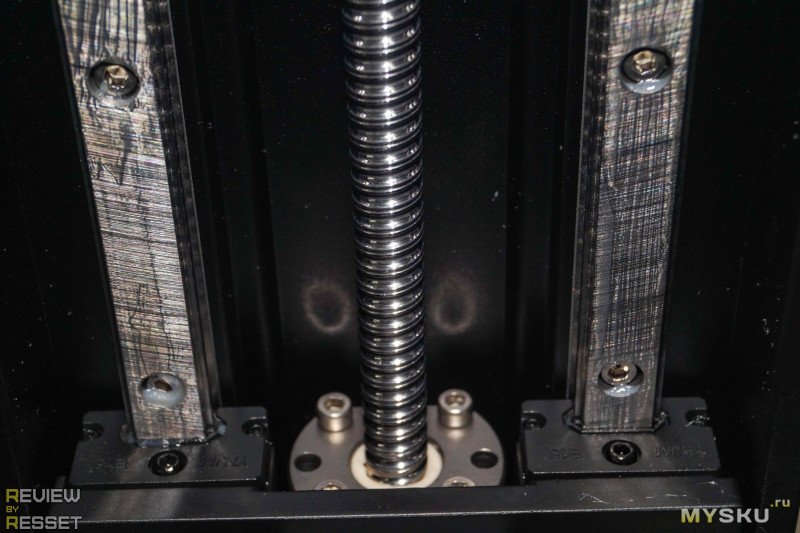
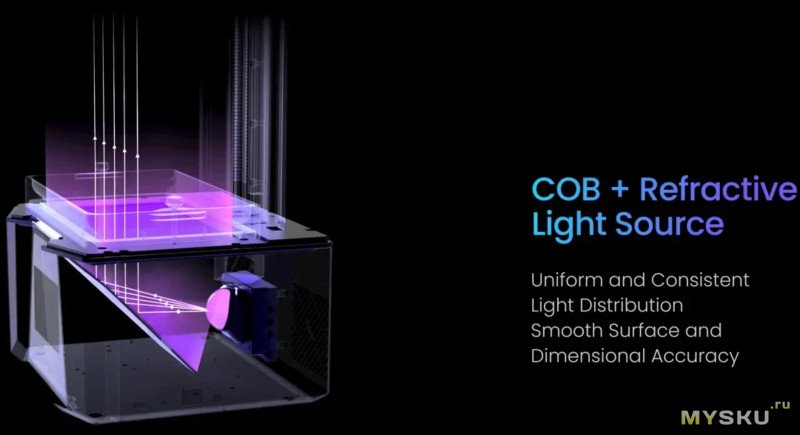
Вместо кучи светодиодов и панели линз, тут установлен излучатель с одной большой. У Mars 3 такая же система, но у Saturn 3 её разместили на задней стенке для повышения эффективности системы охлаждения(по сути это самый горячий модуль принтера во время работы), а для равномерного распределения потока используется зеркало. Тепло к двум радиаторам отводят шесть трубок, за циркуляцию воздуха отвечают четыре вентилятора. Включаются они только во время печати и как ни странно, шума принтер издаёт не больше, чем тот же марс.
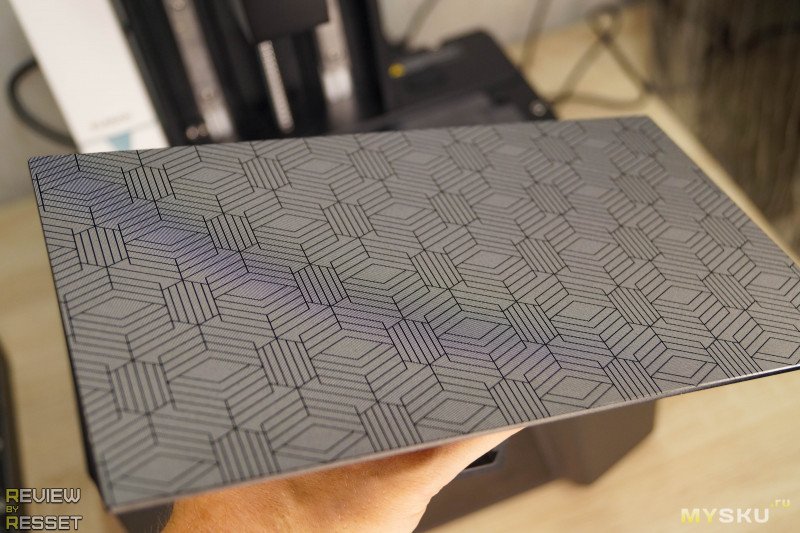
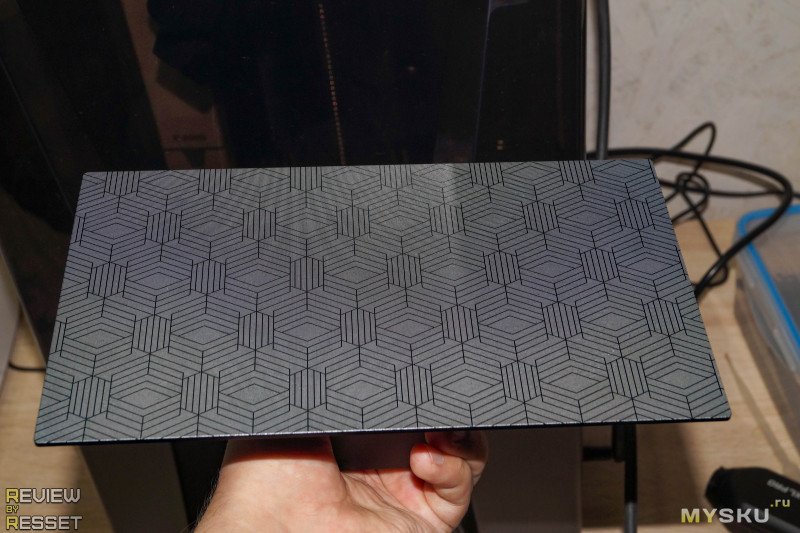
Изменения коснулись и платформы. Благодаря лазерной гравировке, на шершавую поверхность лучше липнут первые слои во время печати, но похожу благодаря канавкам не возникает эффекта присоски и они без особого труда отделяются шпателем.
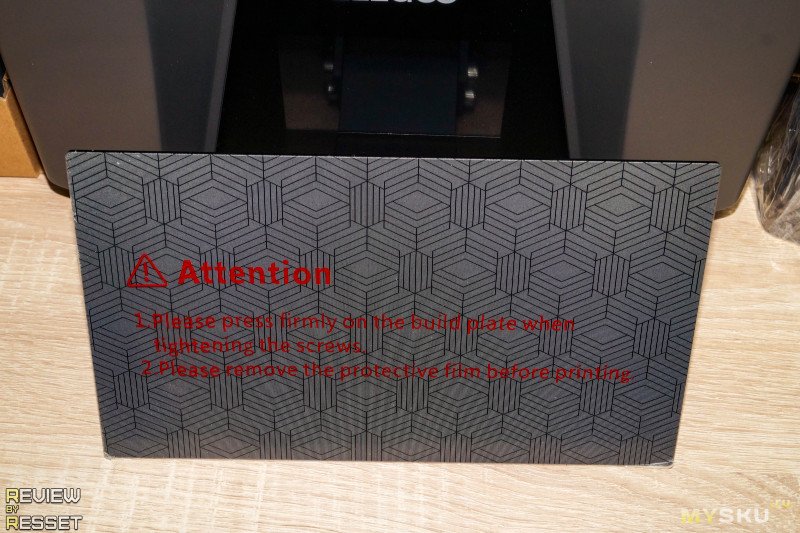
Второе не менее важное нововведение это новая система фиксации по четырем точкам, а не шарнир с двумя винтами как это было в том же третьем марсе. В интернетах пишут, что шарниры нужно калибровать чуть ли не после каждого сеанса печати, но я один раз хорошенько затянул его и забыл, вот только замучился в ноль выводить, т.к. при закручивании горизонт постоянно сбивался. Так что четыре винта это здорово, надеюсь в будущих моделях не станут откатываться обратно. Несмотря на разницу диагонали в 4.4"(10"-6.6"), экран сатурна на самом деле намного больше, чем у марса 3. Его площадь составляет 268.6864 см2 против 128.128 см2.

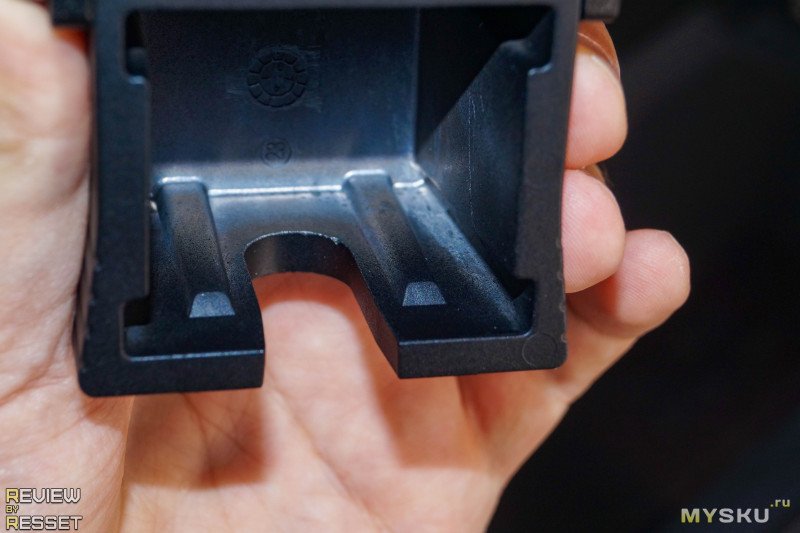
А еще уделили внимание посадке платформы на подъемнике, добавив направляющие конической формы, которые сводят люфт к минимуму и исключают смещение стола во время затягивания винта.

Подготовка к печати
Для начала нужно снять ванну и снять защитные плёнки с неё и дисплея. Желательно делать это в чистом помещении без пыли, иначе замучаетесь убирать ворсинки, налипающие из-за статики. Говорят, что небольшие частицы не влияют на качество печати, но я стараюсь по максимуму всё убирать. Плёнка мягкая, платформа всю эту гадость в неё будет вдавливать.
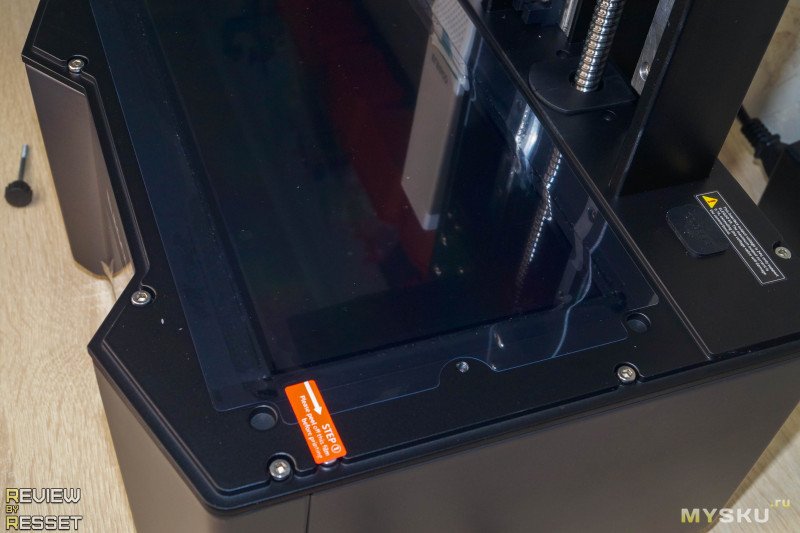

А она тут тоже необычная, это ACF с глянцевым покрытием внутри и матовым снаружи. Именно она позволяет существенно увеличить скорость печати благодаря низкой адгезии к засвечиваемой поверхности детали. Проще говоря, модель хуже к ней липнет и можно поднимать деталь быстрее не беспокоясь, что её оторвёт от платформы или поддержек. По поводу того, из чего складывается скорость 150мм/ч, я напишу во время тестирования.

Далее необходимо выровнять платформу. Я снял видео от себя, но думаю официальное с нескольких ракурсов будет нагляднее. Обязательно досмотрите до конца и не забудьте выставить ноль в настройках. Повторно калибровать не придется, просто первая печать скорее всего не удастся, придется очищать поверхность, а это лишний стресс на первых шагах.
А еще после ослабления винтов и опускания платформы до концевика, можно дополнительно опустить её еще на миллиметр. Система предупредит, что это максимальное расстояние для движения ниже нуля, но нам больше и не нужно. Что это даёт: во время парковки платформа будет опускаться до концевика и между ней и пленкой будет запас 1мм, что позволит плавно выдавить излишки смолы и меньше насиловать недешевый расходник. За дисплей, кстати, можно не преживать, он покрыт закаленным стеклом.
Кстати, бумажку не нужно зажимать платформой намертво, она должна спокойно из-под неё извлекаться, иначе нижние слои будет жрать и продавливать плёнку. Проверить можно, напечатав тестовый кубик. В моём случае его высота 10мм и в первый раз переусердствовал с нажимом на стол, показалось, что в видео на него прилично давят. В итоге деталь стала короче на 0.4мм. Выровнял платформу заново, чтобы калибровочный лист легко проталкивался под ней и всё стало нормально.


Программное обеспечение построено на базе ОС Linux с 4Гб оперативной памяти. Интерфейс на 4" IPS дисплее с разрешением 800х480 выглядит приятнее, тач ёмкостный, имеется перевод на русский язык и даже почти без косяков. По крайней мере я только в одном месте нашел.
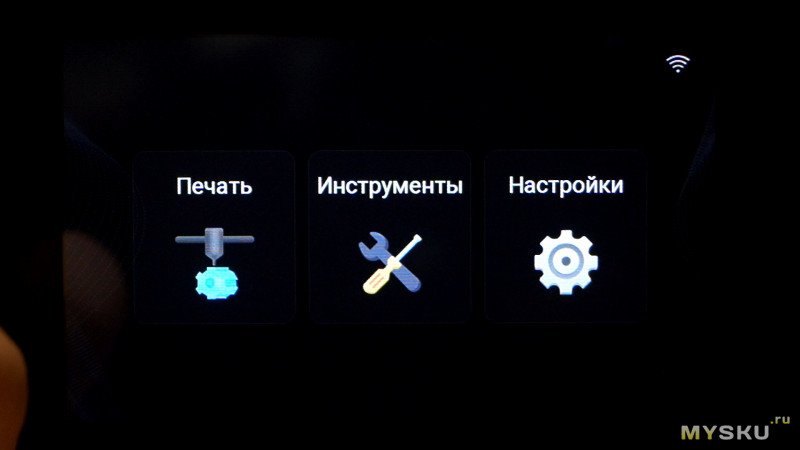
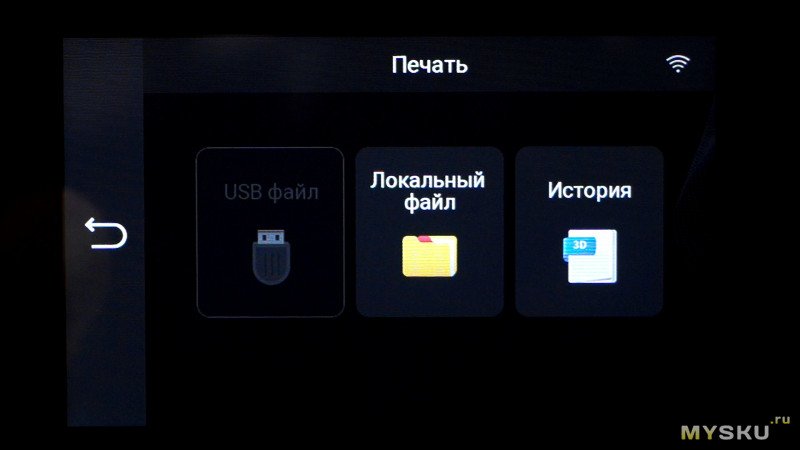
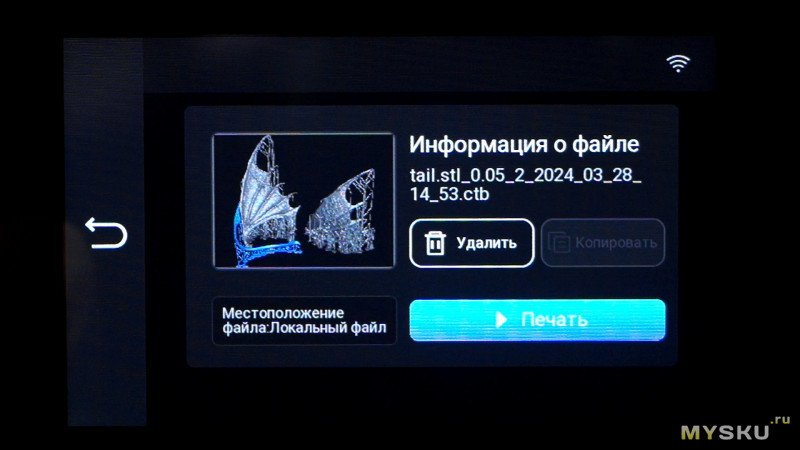
В меню печати можно выбрать файл на флешке или встроенной памяти, а так же посмотреть историю печати.
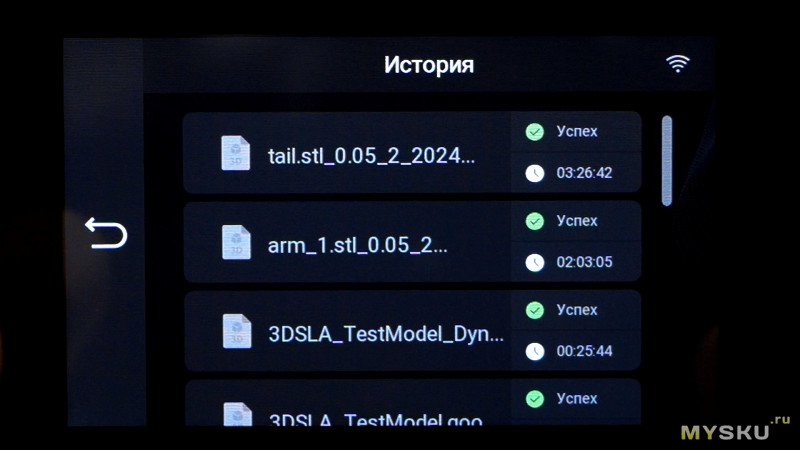
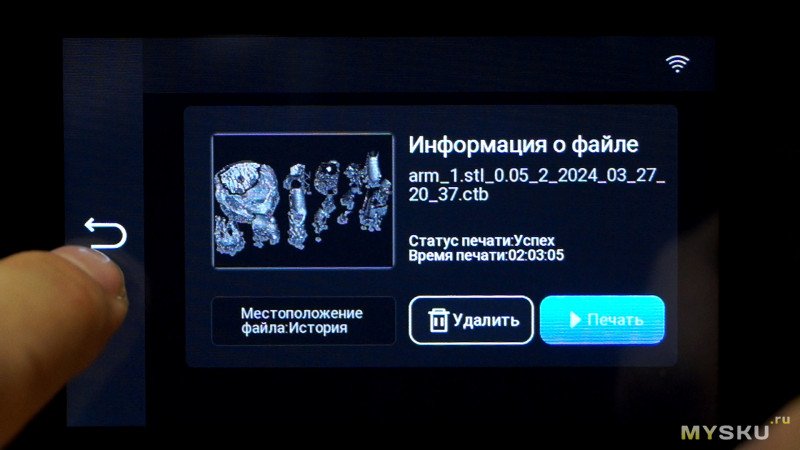
Список не очень информативный, очень не хватает превью. В истории дополнительно отображается как прошла печать и сколько времени занял процесс.
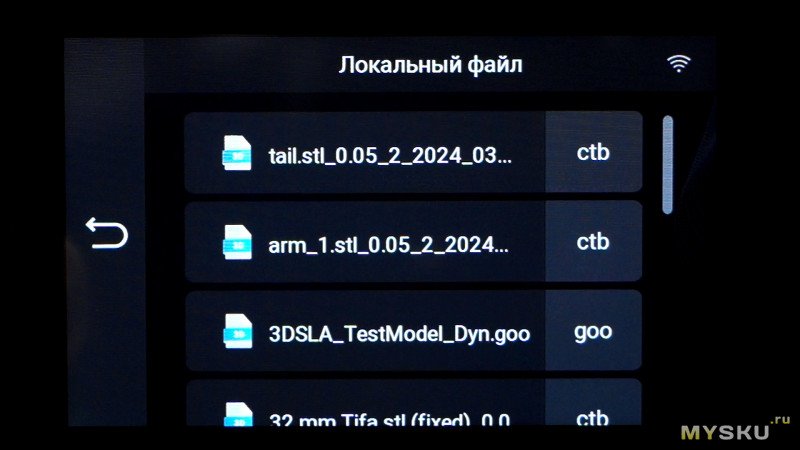
При нажатии на строку, появляется превью, отсюда можно подтвердить запуск задания, скопировать фай лс флешки во внутреннюю память или удалить. Кстати, так и не узнал объем встроенного хранилища. Накидал кучу файлов и пока система не ругается.
В меню инструментов шесть пунктов, самый первый «Manual» перевели как «руководство пользователя» и никто не нашел подвох, видимо потому что переводчик не видел всей структуры. А это всего лишь ручное управление платформой.


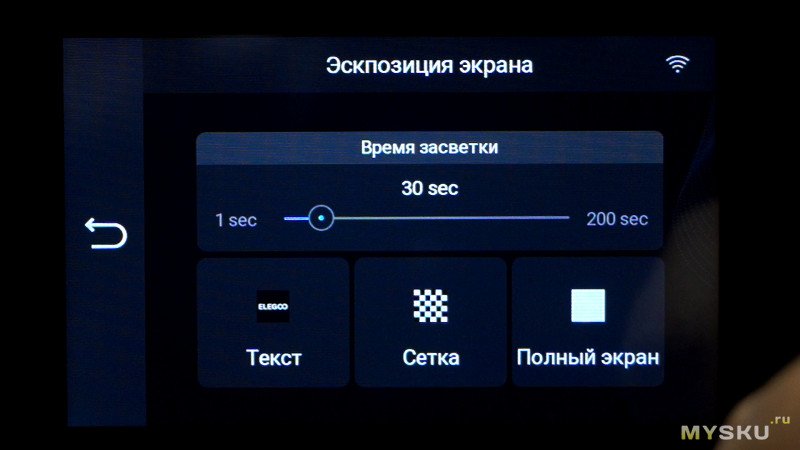
С установкой «Z в ноль» все познакомились в видео, делается это для того, чтобы контроллер понимал куда опускать платформу для формирования первого слоя. «Очистка ванны» и «экспозиция экрана» на первый взгляд похожи, и там и там можно включить засветку всего экрана для очистки, но во втором случае мощность излучателя снижена, чтобы пользователь мог оценить состояние дисплея в случае возникновения проблем с печатью.

«Экстренный стоп» отменяет необдуманные действия пользователя, ну а самопроверка запускает тест основных систем и сообщает если какой-то из узлов неисправен.
В меню настроек есть еще четыре пункта, выбор языков тут действительно большой.

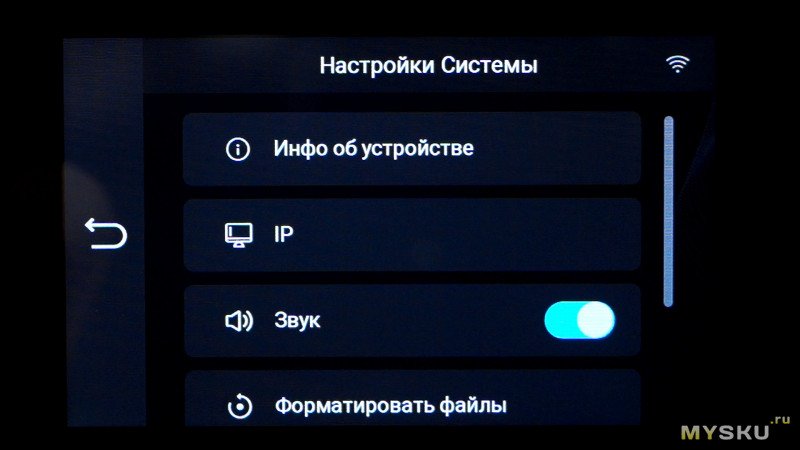
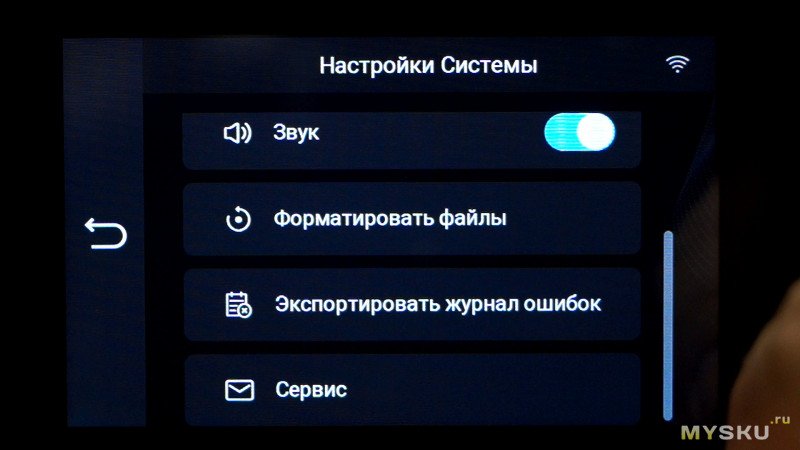
В настройках системы можно посмотреть информацию об устройстве и изменить его название, чтобы проще было управлять группой при подключении по сети, в IP отображается адрес. Звуки по умолчанию выключены, но я уже привык к оповещению при срабатывании концевика нуля и после завершения печати. Есть возможность отформатировать хранилище, чтобы не удалять все файлы по одному и экспортировать журнал ошибок на флешку для дальнейшего анализа. В сервисе отображается информация о производителе.
В WiFi сканируется сеть, поддерживается как 2.4ГГц, так и 5ГГц диапазон.

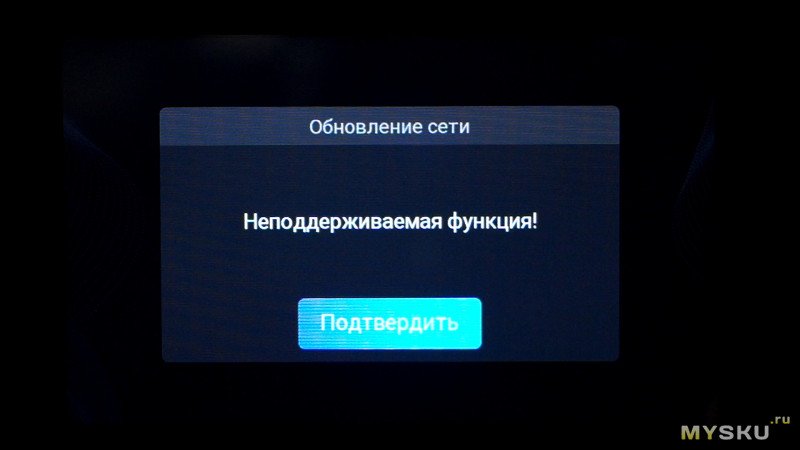
Обновление прошивки по воздуху пока не работает, прошивка стоит последняя от 22.12.23.
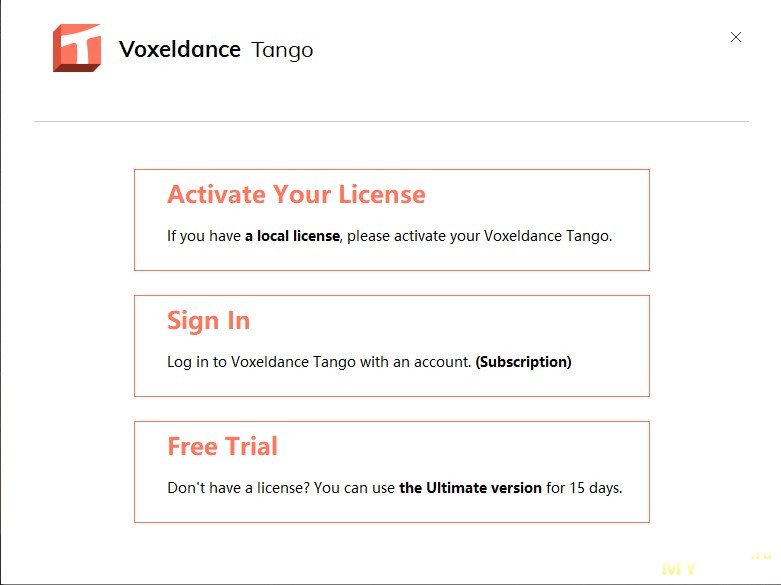
Немного о софте для ПК… Elegoo рекомендуют пользоваться Voxel Tango и даже подкидывают пластиковую карту с кодом активации бессрочной лицензии.
Во время запуска программы вылазит окошко активации.
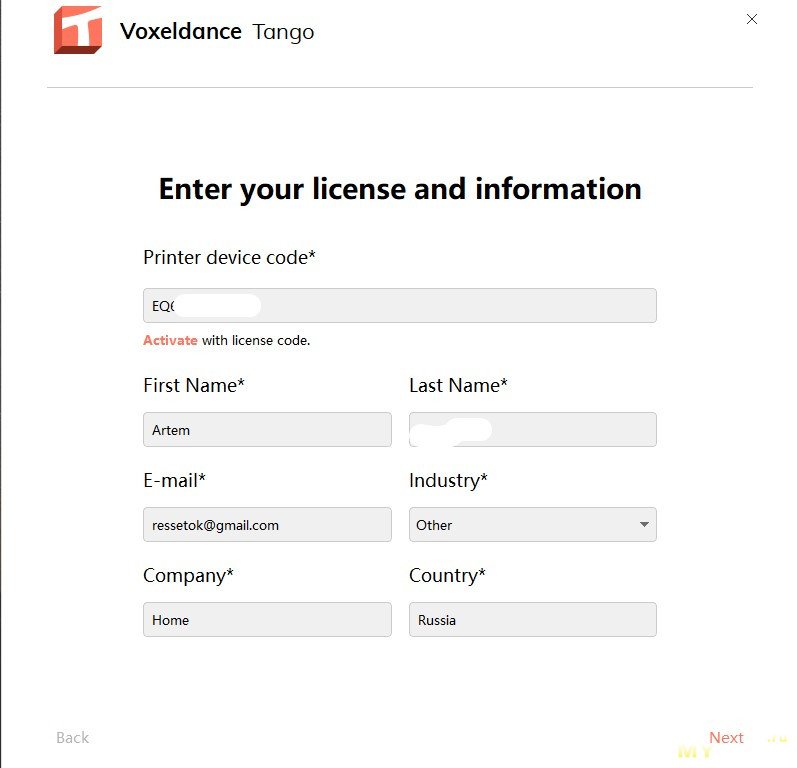
Заполняем поля помеченные звездочкой и тыкаем Next до тех пор, пока не появится уведомление об успешной активации. У меня сработало раза с 10, ругалось на отсутствие связи с сервером.
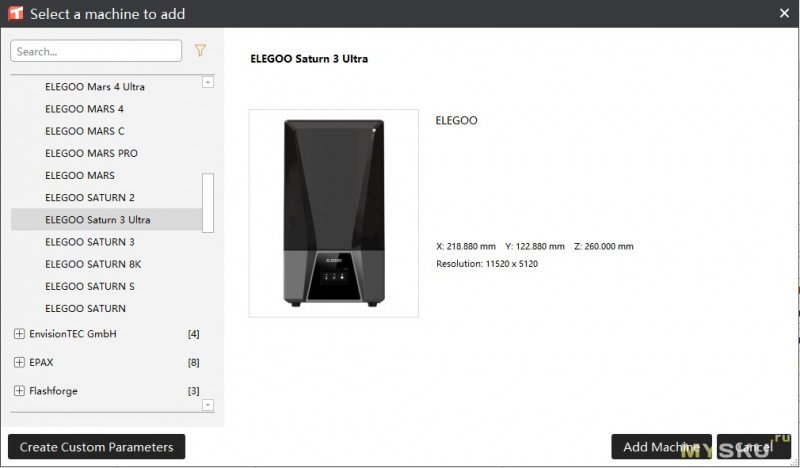
Затем выбираем принтер и можно пользоваться
Программа на английском языке, есть несколько тем на выбор, инструментов много. Чем-то напомнил мне личи.
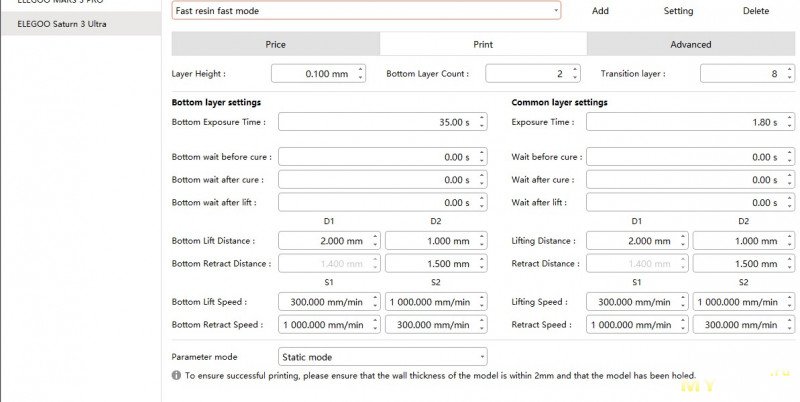
В настройках уже есть несколько профилей, в том числе для скоростной печати, параметры расположены логично, а еще в самом низу можно выбрать между статическим режимом, динамическим с упором на скорость и динамическим с упором на качество. В динамическом режиме скорость платформы повышается и снижается в зависимости от геометрии модели и области засветки. Звучит довольно интересно и отличия во времени печати есть, но не значительные. Возможно при использовании более сложных моделей, разрыв будет ощутимее.
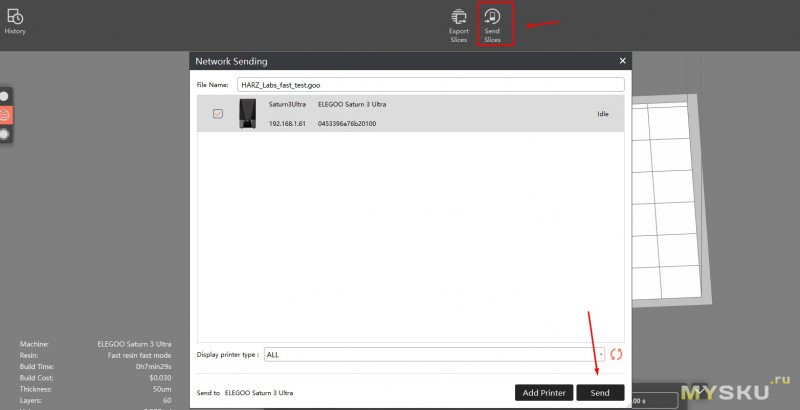
После нарезки файл можно сохранить на флешку или отправить по сети. Так же можно запустить печать, но только последней переданной детали, файлового менеджера нет.
Так же можно работать и в более привычном Chitubox, вот только он мне написал, что никаких третьих сатурнов он не знает. Странно, был уверен, что видел их в списке
Оказывается вышла версия 2.0 и все новинки перенесли в неё.
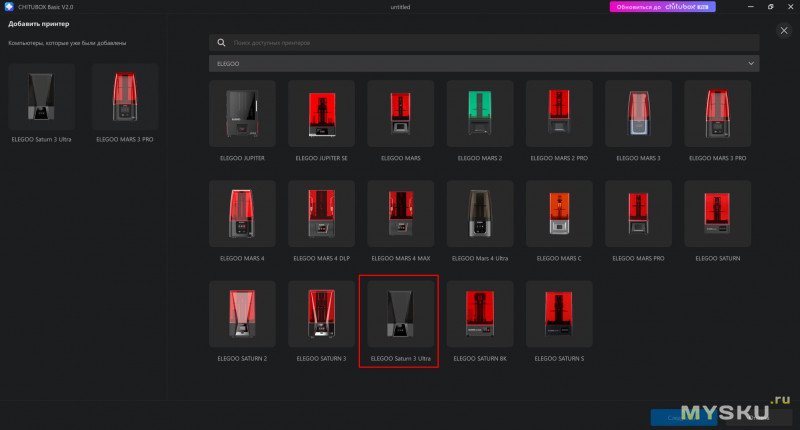
Вот только это уже не старый добрый читубокс, а новый и непривычный. Ну да ладно, раз вы это читаете, значит интернет есть и найти гайд не составит труда. Отправка файлов по сети так же без проблем работает, так что во время тестирования я ни разу не вставлял комплектную флешку в принтер.
Тестирование
Наконец дошли до того, ради чего 99% людей открыли обзор. Год назад третий марс казался мне большим, но его можно полностью накрыть колпаком сатурна. Судя по характеристикам, они не должны слишком сильно отличаться друг от друга в плане мощности засветки, так что в некоторых тестах буду сравнивать их результаты для поиска плюсов и минусов новой плёнки.

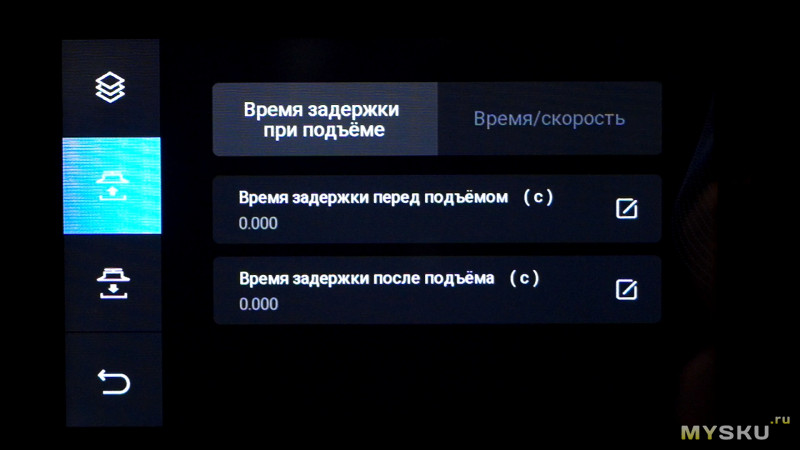
Смолу использовал Elegoo Rapid, вроде как с ней можно добиться максимальной скорости печати. И с первых секунд стало понятно, что она очень жидкая, по ощущениям чуть гуще молока, в ванну до метки влазит грамм 500, не меньше. Не знаю что там с концентрацией фотоинициаторов, но как минимум, модели будет меньше колбасить при подъеме/опускании в неё на высоких скоростях и меньше времени потребуется для выравнивания поверхности после погружения, в скоростном профиле задержка перед засветкой стоит по нулям.

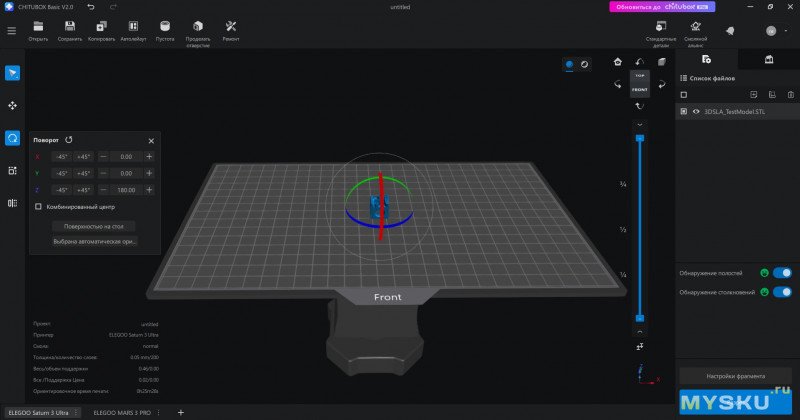
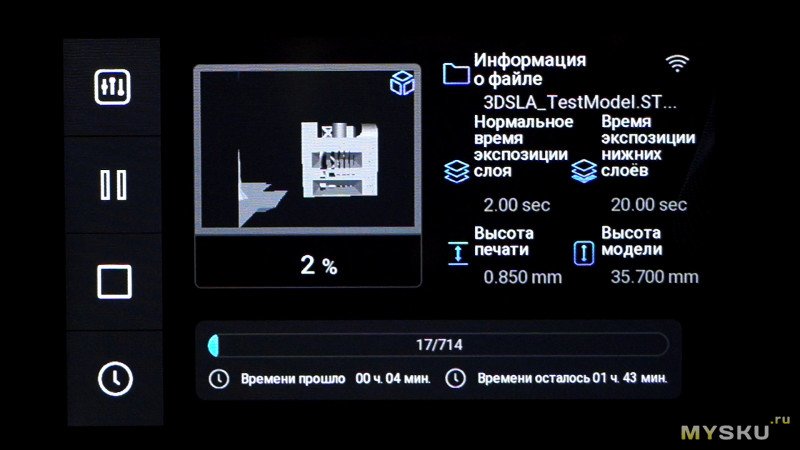
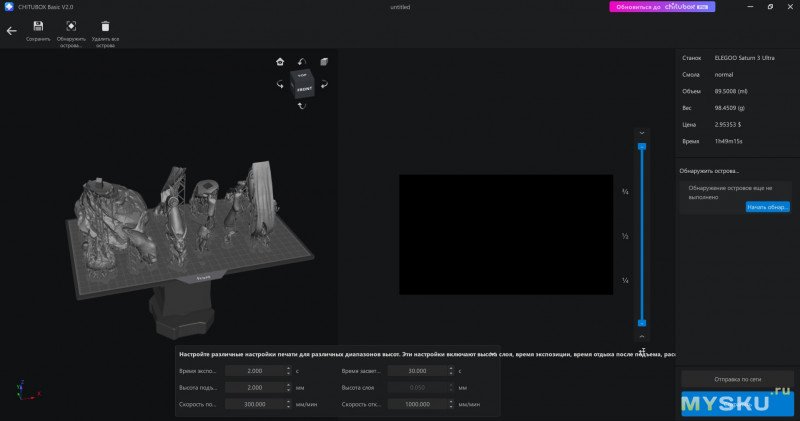
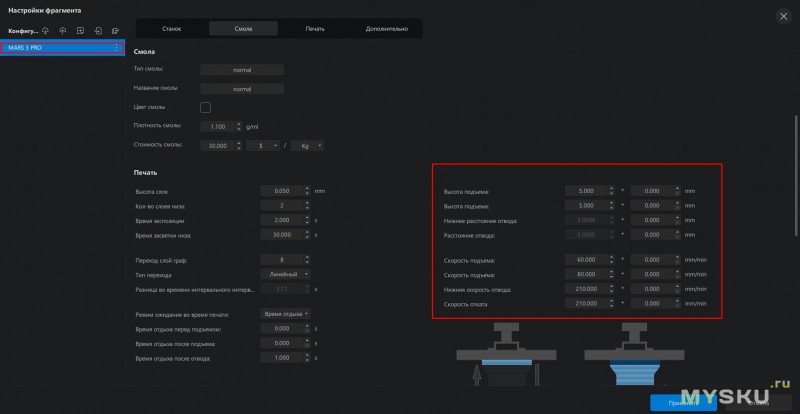
Выбираем модель, нажимаем «Печать» и появляется окно с превью, прогрессбаром, основными параметрами первых и обычных слоев, а так же прошедшим и оставшимся временем.
Если нажать на превью, вместо него начнут отрисовываться контур текущего слоя.
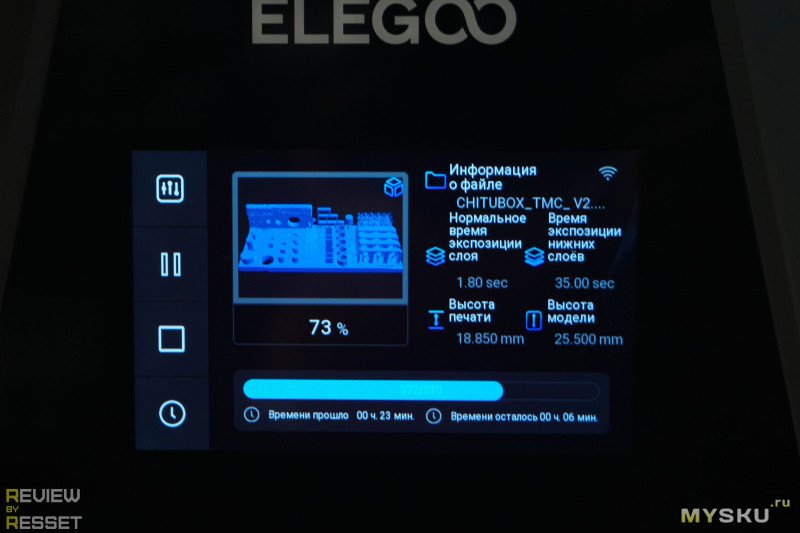
А через некоторое время появляется заставка с прогрессбаром и основной информацией.
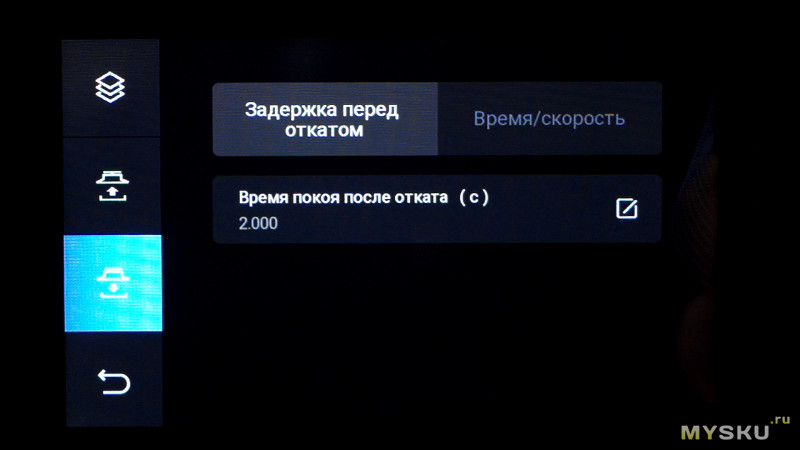
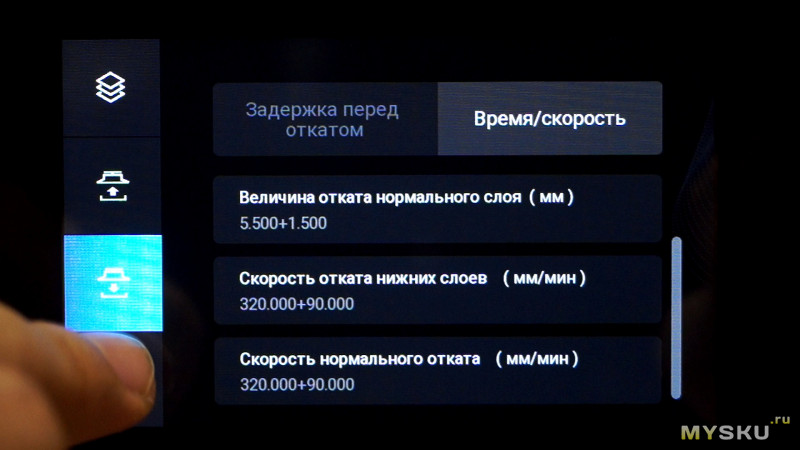
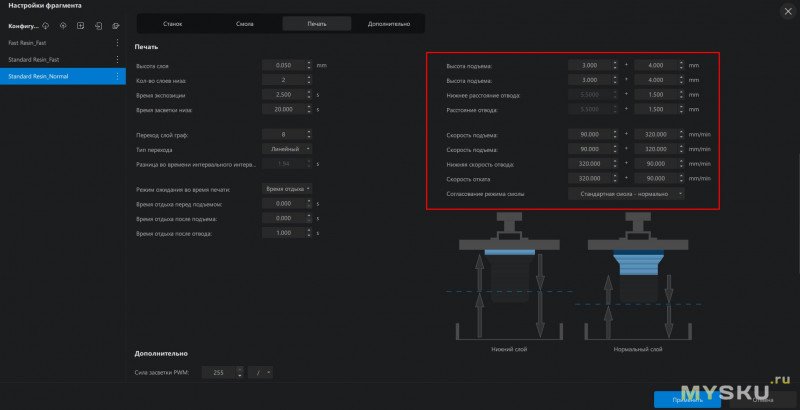
Кроме паузы и остановки печати, слева имеется кнопка параметров, с помощью которой можно откорректировать все настройки текущего задания.
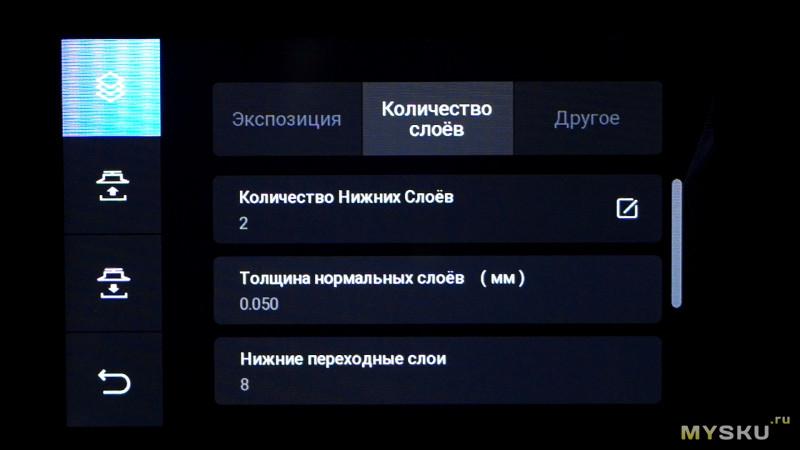
Слои
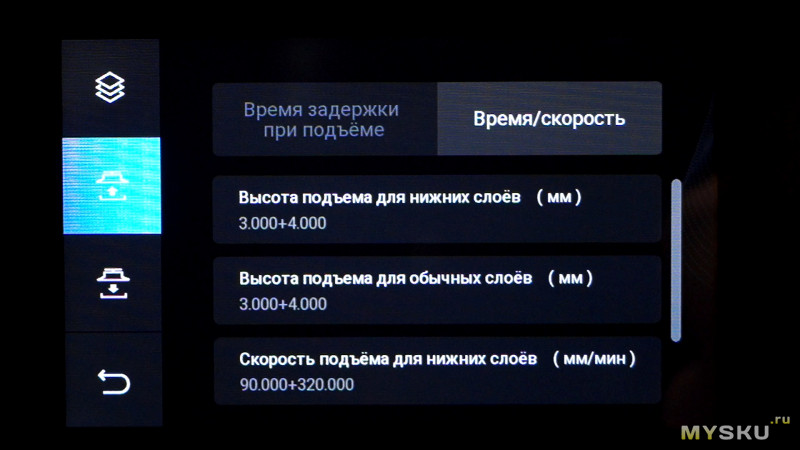
Подъем платформы
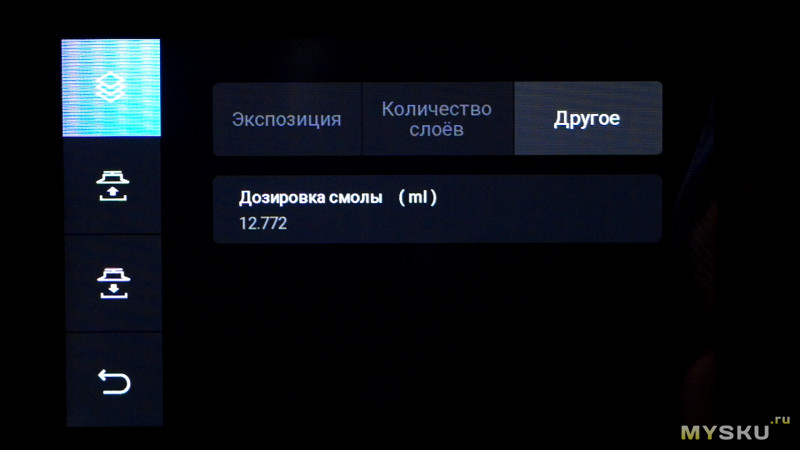
Опускание платформы
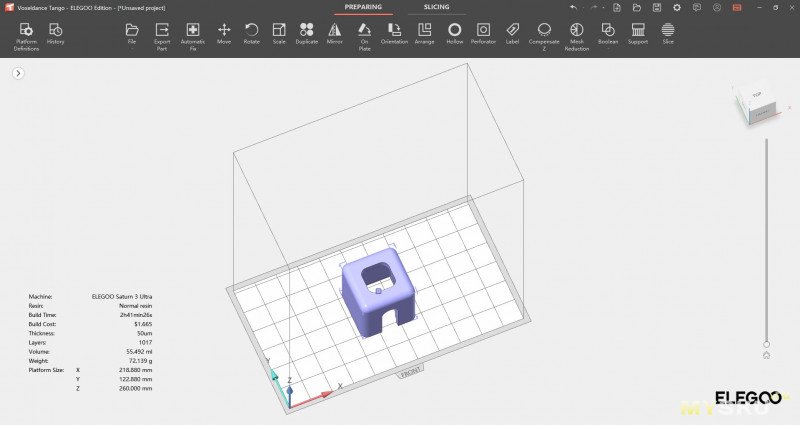
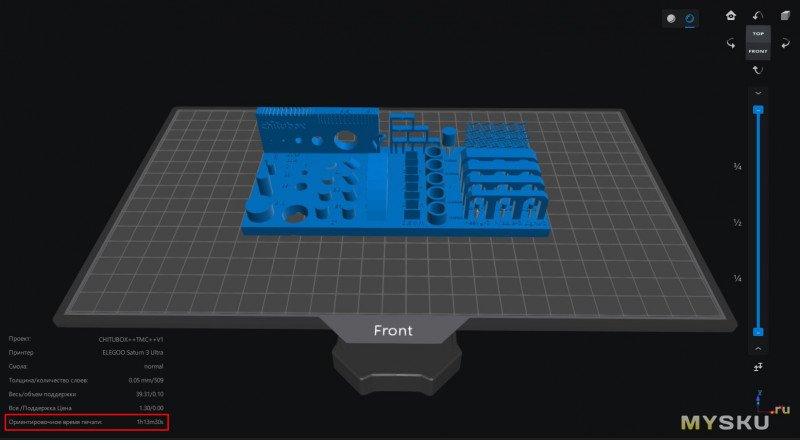
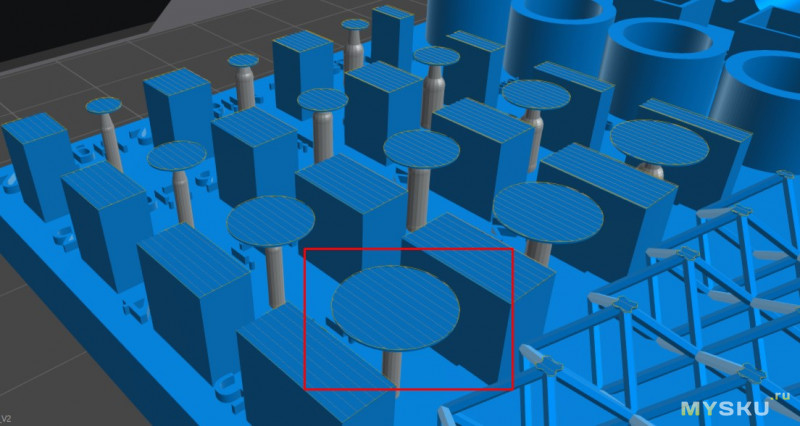
Всё, с настройками закончили, можно и попечатать. Для начала закинул вот такую модель высотой 25.5мм. Если выбрать обычный профиль, печать займет чуть больше часа, грубо говоря средняя скорость составит 25мм в час, до которых и марса разогнать можно.
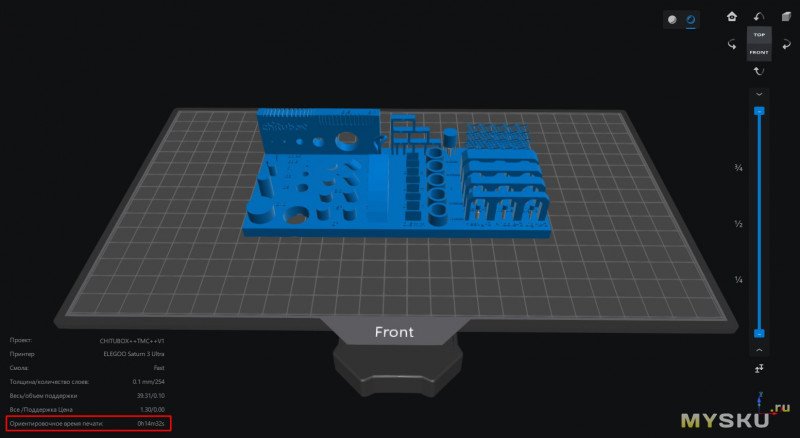
А вот если выбрать быстрый профиль, который подразумевает наличие ACF пленки и Rapid смолы, время сокращается до 14 с половиной минут, что в 5 с лишним раз быстрее и получаем скорость где-то 130мм/час, что близко к заявленному максимуму.
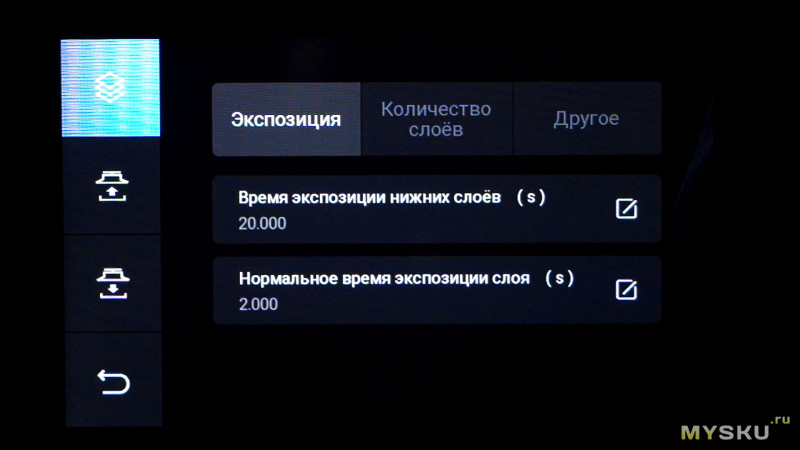
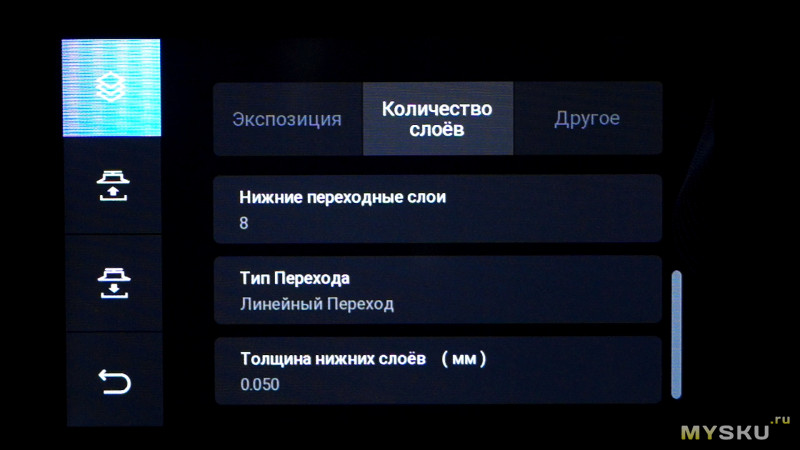
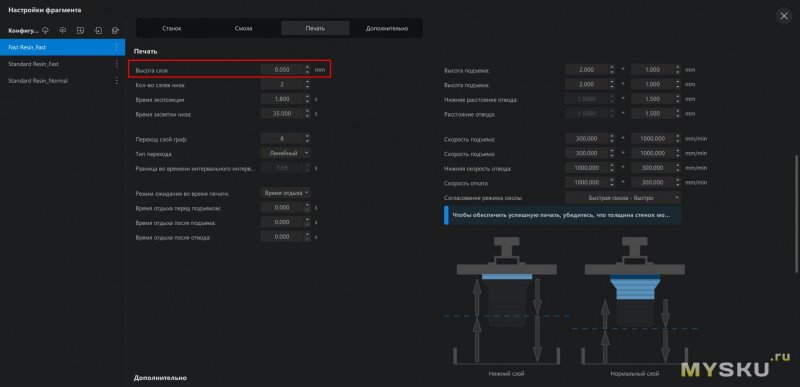
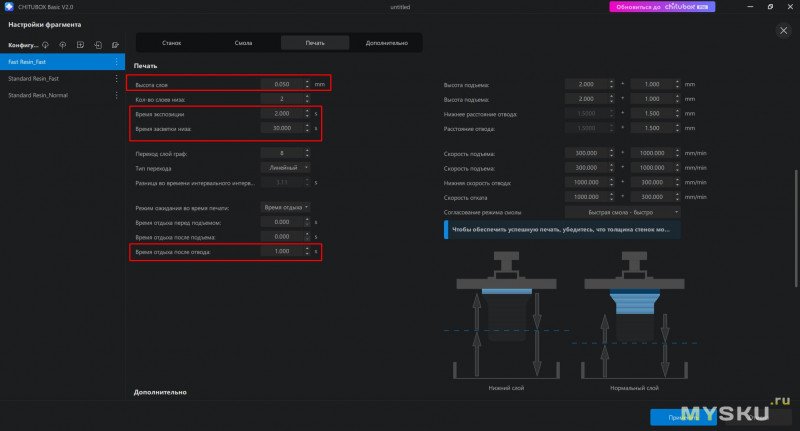
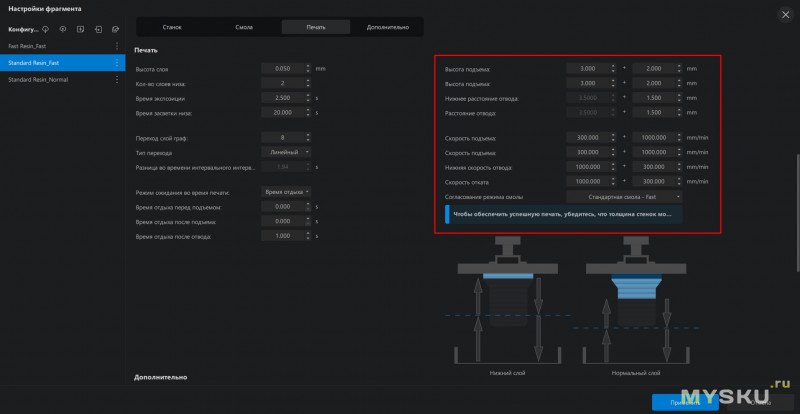
Давайте посмотрим на настройки печати. Время экспозиции обычных слоёв сократилось до 1.8 секунды, высота подъема сократилась до 2мм на скорости 300мм/мин и до 1мм на 1000мм/мин. Если бы я увидел подобные рекомендации когда печатал марсом, подумал бы, что написавший это человек заболел. Время засветки для быстрой смолы не удивляет, но при подъеме на 3мм, засвеченный слой с очень большой вероятностью будет оттягивать обычную FEP, не отлипая от неё. Со временем платформа поднимется достаточно высоко и на скорости 240мм/мин(вроде как максимум марса) налипшая клякса скорее всего останется на пленке в лучшем случае или растянет/порвет её в худшем. Так что у сатурна очень сильный разгон даёт ACF, ну и скорость подъема можно побольше накрутить при желании. А еще по умолчанию высота слоя для быстрого профиля аж 0.1мм, что допустимо для технички, но не для тестовых моделей, так что снизил его до 0.05мм и время печати выросло вдвое.
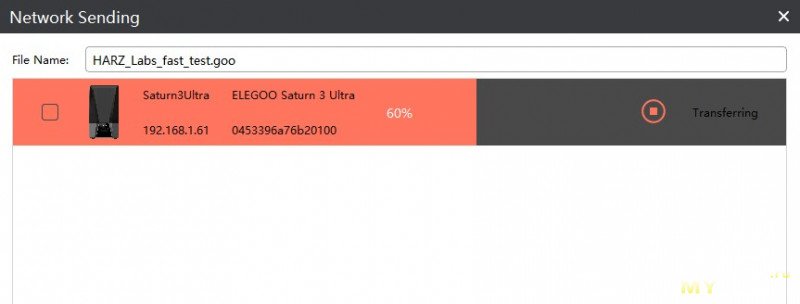
Но в любом случае 25 минут для печати модели высотой 25.5мм, это очень быстро. Нарезаю, отправляю по сети принтеру и соглашаюсь начать печать.
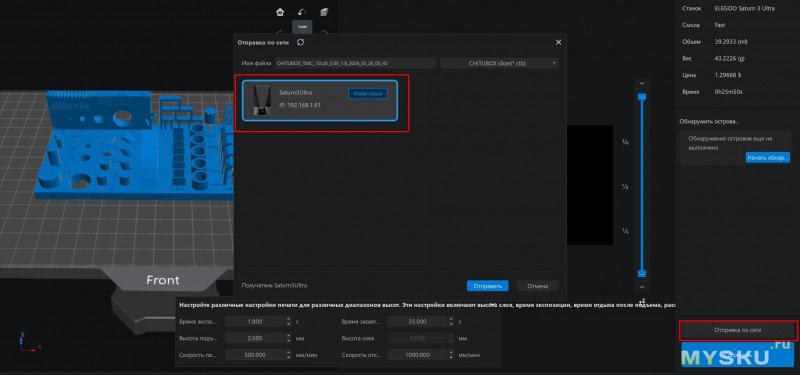
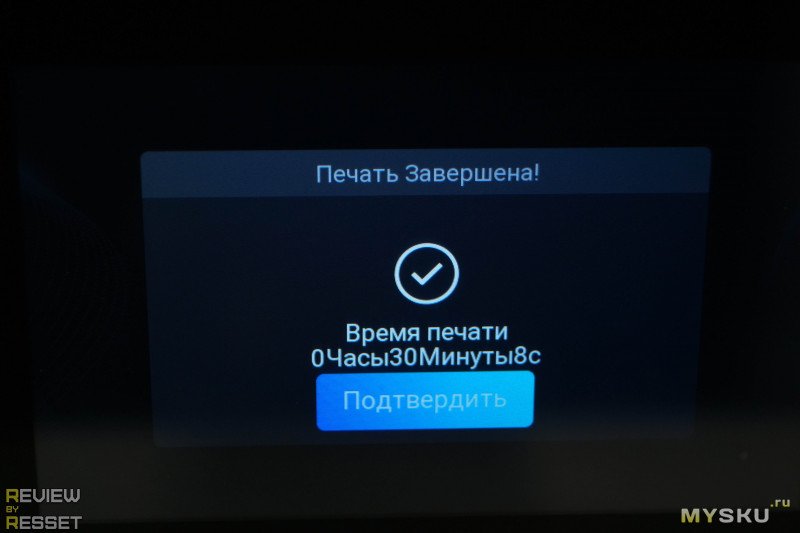
В процессе он пересчитал задание и написал, что процесс займет около 30 минут. В итоге закончил за 30 минут и 8 секунд.
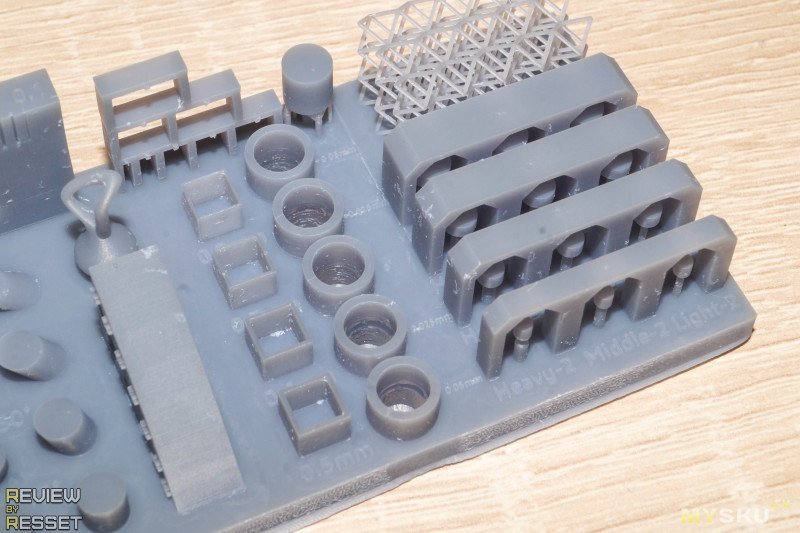
Для первой печати конечно не очень удачная модель, она крупная с высоким основанием и на ней куча сложных участков, но обошлось без проблем, вроде всё на месте. Единственное, меня смутили 30 секунд для первого слоя при 1.8 секундах для основных, но кто я такой, чтобы сомневаться в рекомендациях производителя и кучи блогеров.
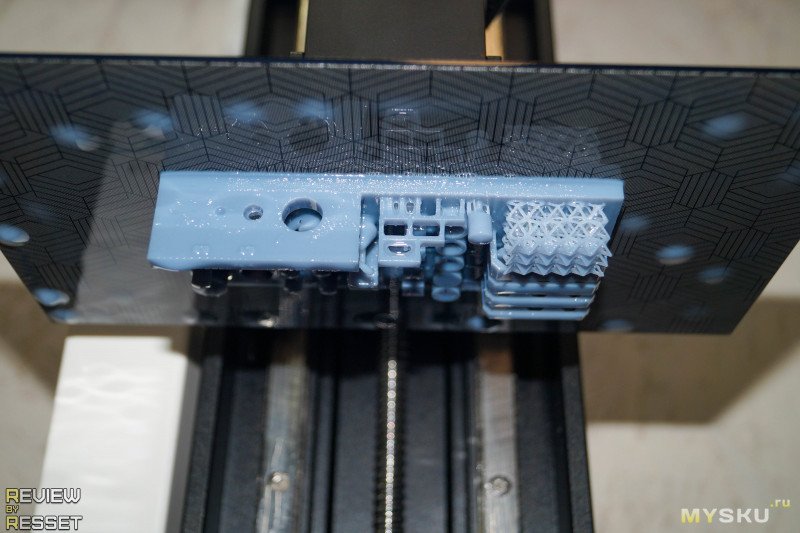
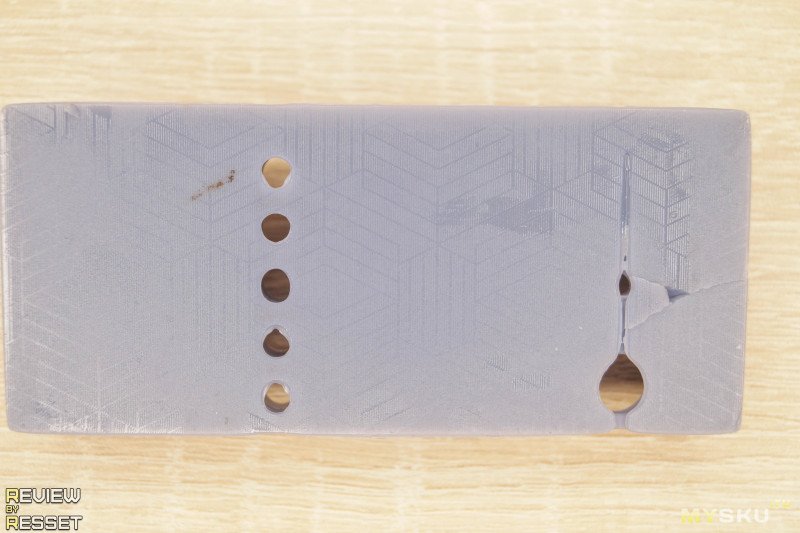
Отлипала пластина нехотя и даже треснула с краю, но не рассыпалась. И да, сквозным отверстиям прям плохо, но это было ожидаемо, т.к. во время полимеризации они превращались в присоски и при резком подъеме создавался большой перепад давления. Видно как с краю начало размывать основание от самого крупного и пошло по цепочке.
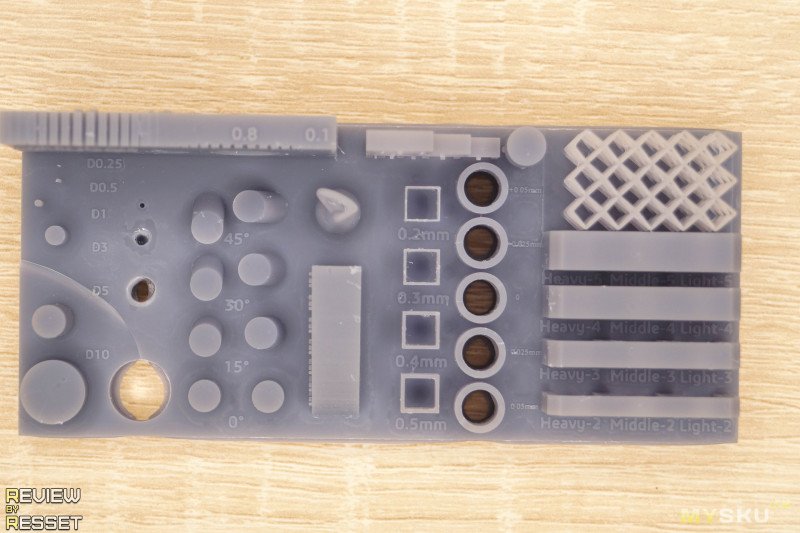
Но если честно, я думал, что будет хуже. А тут мосты все на месте, наклонные цилиндры не повело, даже мелкота вся отпечаталась. Вот самые узкие насечки залило.
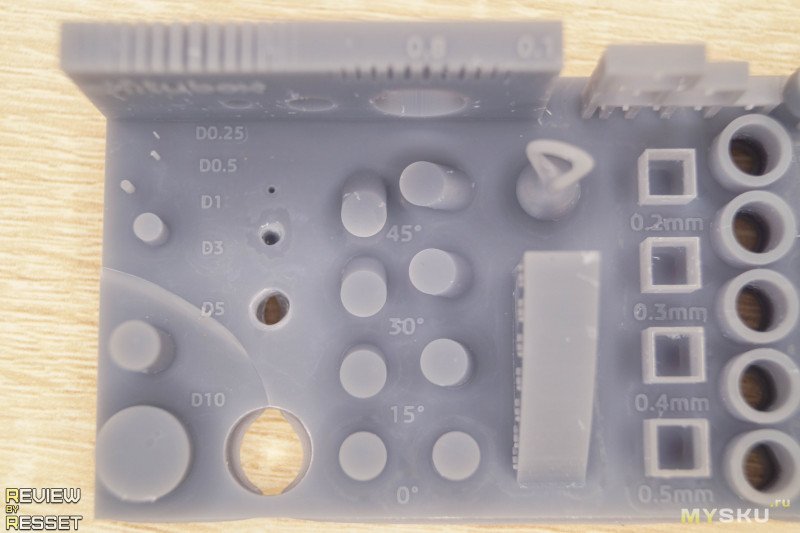

Больше всего удивили поддержки. Справа под арками формировались цилиндры различного размера, их удерживали три типа поддержек: мелкие, средние и крупные. Был уверен, что дальние на таких скоростях сорвёт, но нет, всё на месте, пленка действительно работает.
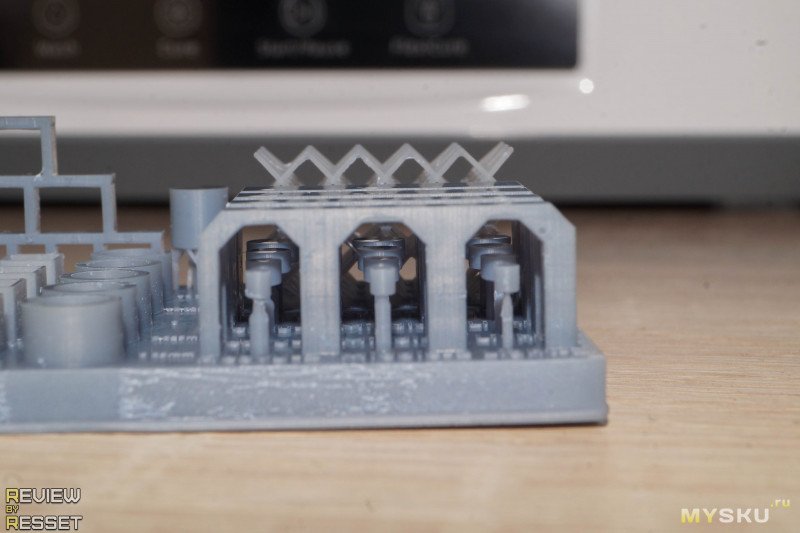
Вот в разрезе наглядная разница в площади цилиндра и поддержки, на которой он формировался. И это на скорости отрыва 300мм/мин с подъемом 3мм, колдунство какое-то.
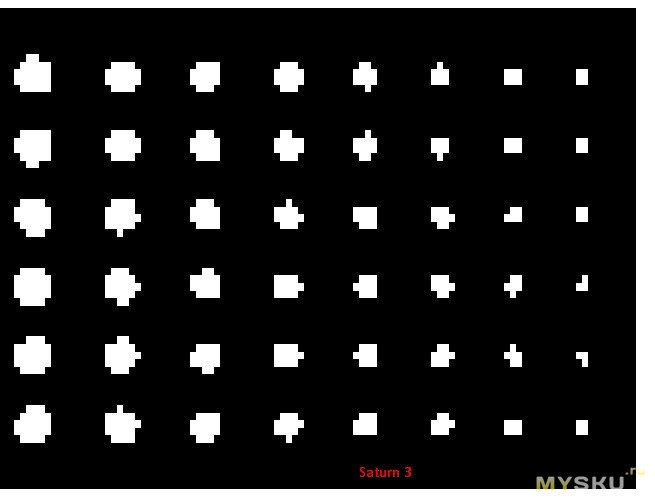
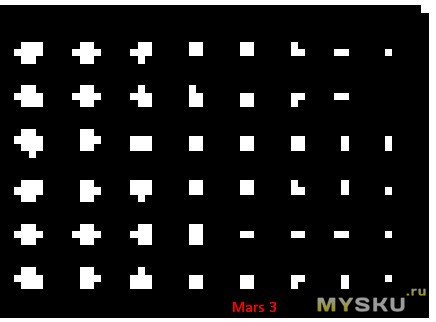
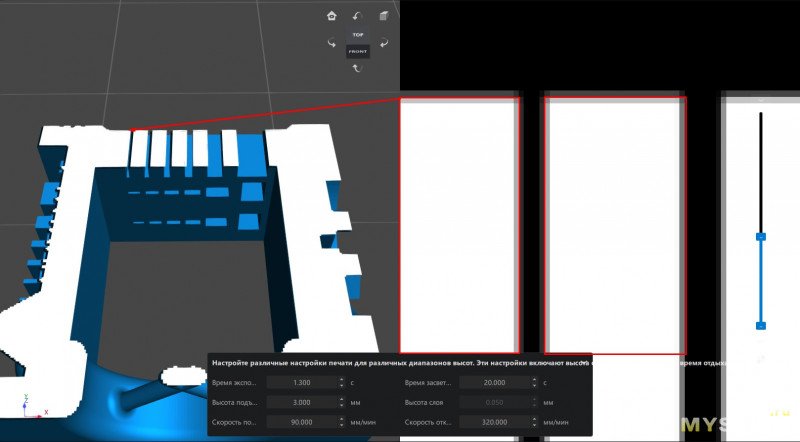
Вернемся к насечкам. У Saturn 3 пиксели 19×24 мкм, у Mars 3 их размер 35мкм, на примерах ниже наглядно показана разница при прорисовке элементов от 400мкм до 50мкм в диаметре.
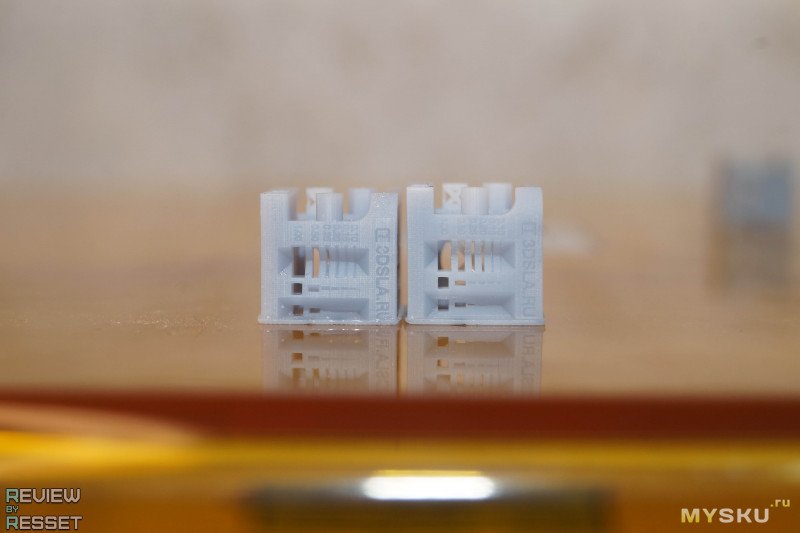
Но есть еще один важный фактор, который может повлиять на результат и это паразитная засветка. Как было видно на первых фото, плёнка не полностью прозрачна, а значит она однозначно будет рассеивать попадающий на неё свет, из-за чего близко расположенные элементы могут сливаться друг с другом. Этот эффект будет сильно зависеть от реактивности смолы, так что с Rapid он проявляется максимально интенсивно. На примере ниже кубики были напечатаны с одними и теми же настройками, левый c использованием ACF пленки сатурна, правый на FEP марса. Вырезы до 0.025 осилили оба принтера, но 0.02 сатурн уже залил.
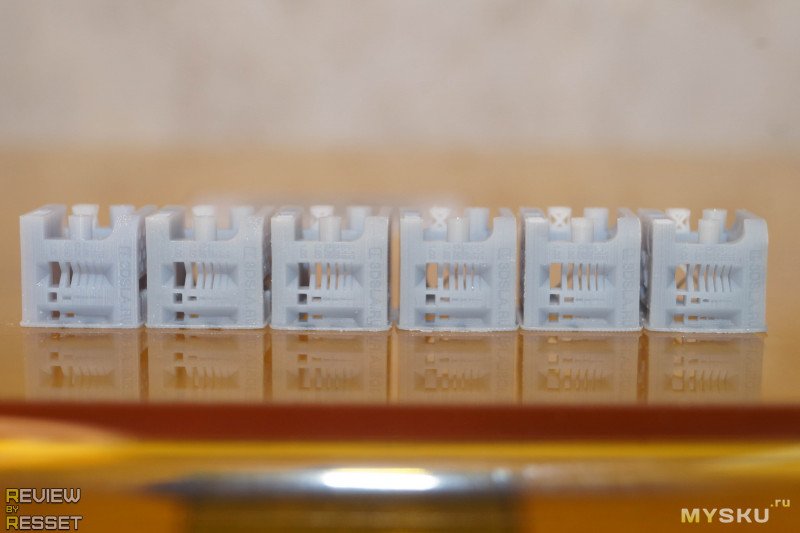
Как можно бороться с данным эффектом? Если нет микроскопических деталей, можно снизить время засветки основных слоёв, из-за чего смола за пределами пикселя будет полимеризоваться не так активно. При чем я сглупил и в Fast профиле не обратил внимание, что 1.8 секунды засветки нужно было для слоя 0.1мм, соответственно, для 0.05 нужно снижать его в 1.5-2 раза. Так и сделал, на фото кубики с временем формирования слоя от 1.8 до 0.8 секунды.

Ну и вот что их этого получилось.
На паре кубиков проверил еще один способ избавления от эффекта паразитной засветки, активировав опцию размытия. Она создаёт зону затемнения на контурах, обеспечивая более плавный переход.
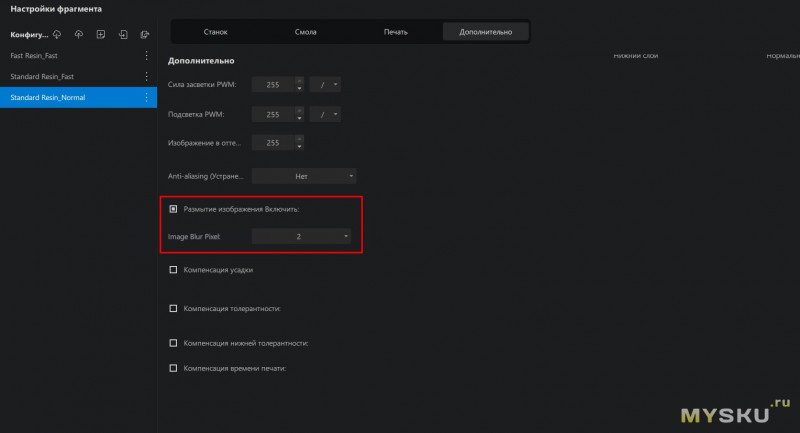
И это сработало, результат похож на соседний с очередным снижением времени засветки. Так что если нужно сохранить мелкие детали, можно использовать данный параметр, разрешение позволяет.
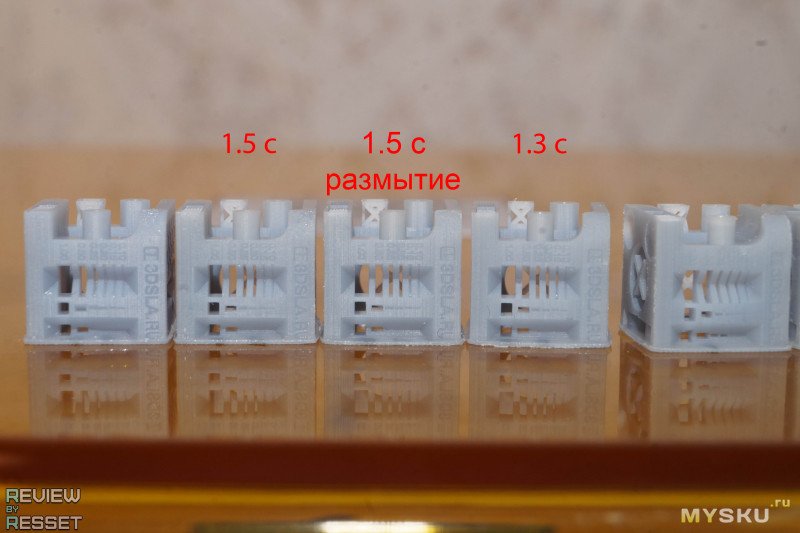
Ну и лучший результат для вертикальных стенок получился при 0.8 секунды, вот только мелкие горизонтальные сформировались не все, но у меня никогда не получалось сделать этот кубик идеальным. В теории если повысить время засветки, слои должны стать тверже и меньше компенсировать вдавливание в плёнку во время печати, но тогда вернемся к проблеме, которую решали выше. Так что смола конечно интересная, полимеризация за 0.8 секунды впечатляет и скорее всего это не предел, но законы физики обмануть не удалось.

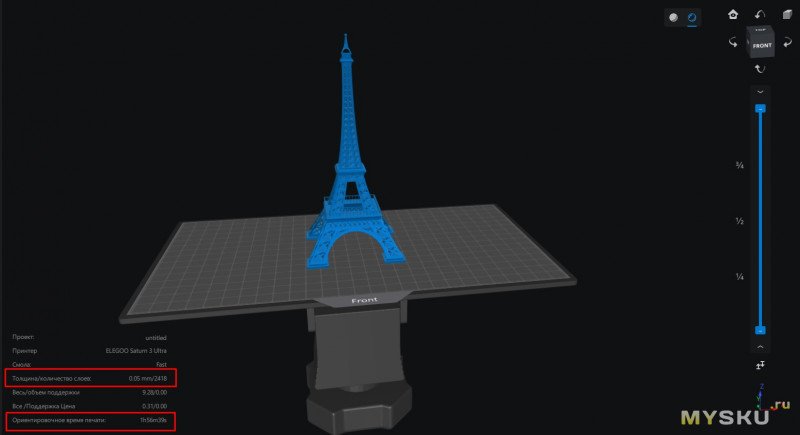
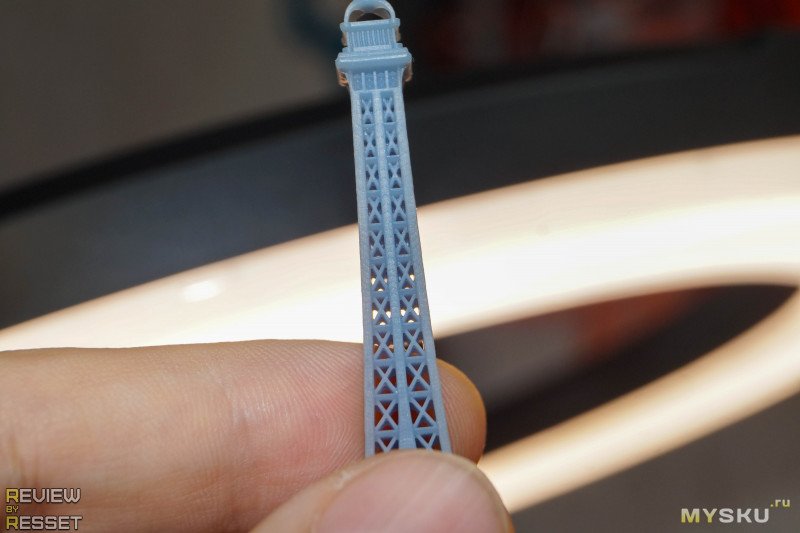
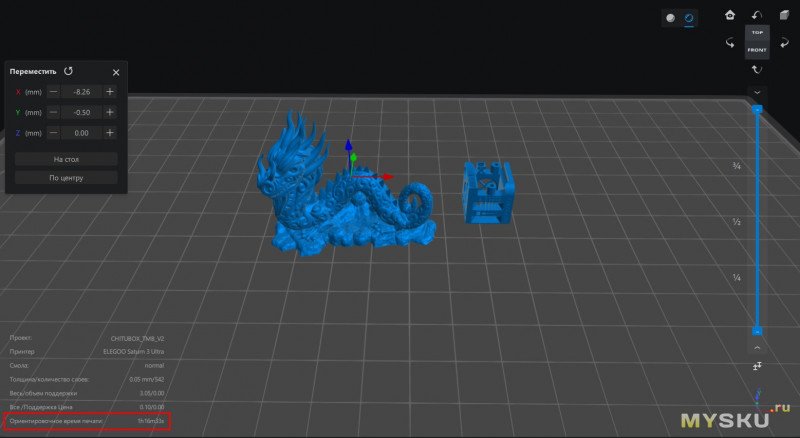
С этим вроде разобрались. Давайте попробуем закинуть более объемную модель и посмотрим насколько будет отличаться время печати от того, что высчитывает слайсер. Возьмем вот такую башня высотой 121мм, ориентировочное время печати 1 час 56 минут и 39 секунд.
Запилил таймлапс. На самом деле я их больше наснимал, но лень было обрабатывать, да и без этого обзор большой получается.
Итого ушло 2 часа, 8 минут и 31 секунда. Разница в 12 минут это задержка цикла где-то на 0.3 секунды на слой, что вполне неплохо, слайсер ведь не учитывает задержки во время ускорения и смены движения платформы.
Получилось неплохо, детализация отличная, отпечатались все элементы, ничего не залило и не оторвало. Единственное, похоже эта смола реагирует с предыдущей, растворенной в спирте, превращаясь в сгустки и налипая на модель местами. Но менять 5 литров в мойке только ради этой банки как-то не хочется, так что мелкие потом промывал в отдельной банке.



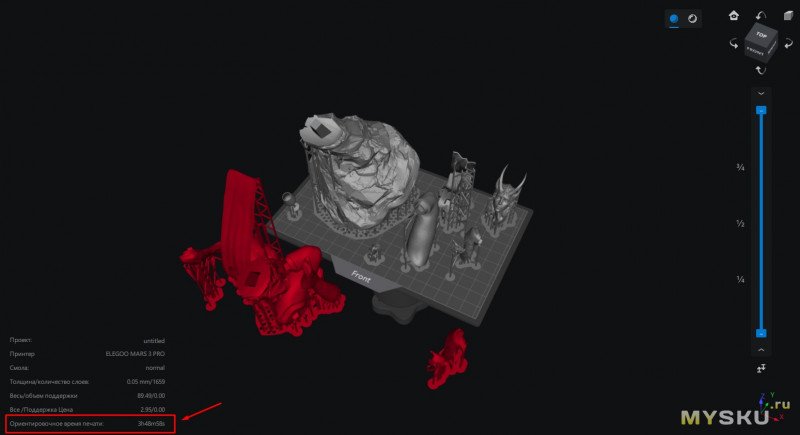
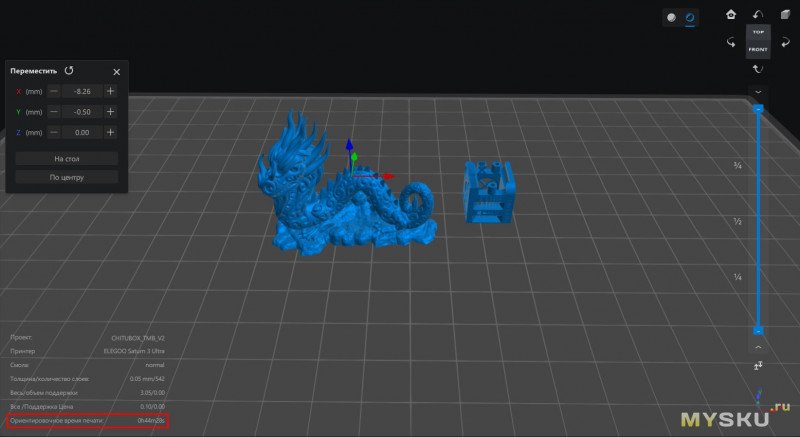
Ну, с рекомендуемыми настройками проблем нет, так что можно попробовать напечатать фигурку, которую очень захотела жена. Оценив геометрию деталей, пришел к выводу, что не помешает добавить задержку перед засветкой, т.к. широкие тонкостенные элементы могут не успеть выровняться сразу после погружения плюс поднял время экспозиции до 2 секунд, чтобы стенки были жестче. Близко расположенных мелких деталей тут нет, поэтому не повредит.
Время печати составит около 2 часов. При 1659 слоях, добавление задержки в 1 секунду замедлило процесс на 27 минут, а увеличение времени засветки с 1.3 до 2 секунд еще на 19.
Mars 3 pro в этих же условиях, но сниженной скоростью из-за отсутствия ACF пленки, печатал бы почти 4 часа, ну и часть моделей не влезло на платформу.
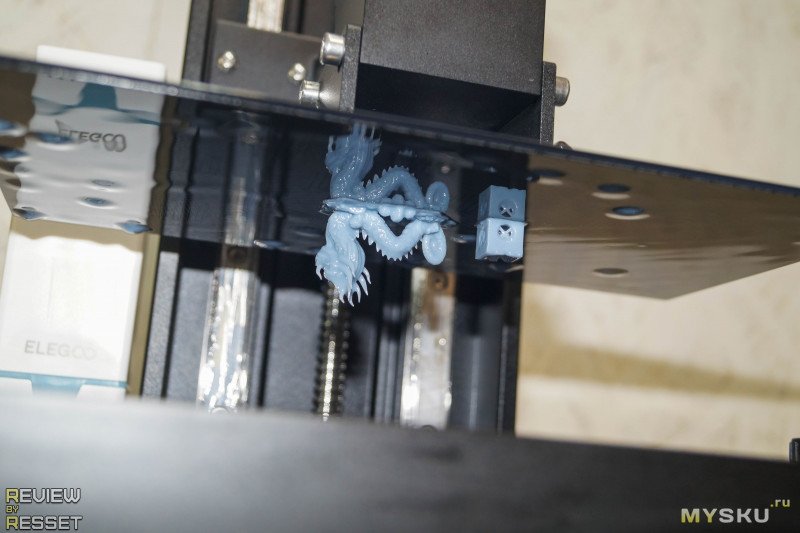
Спустя 2 часа и 3 минуты, принтер сообщил о завершении задания.
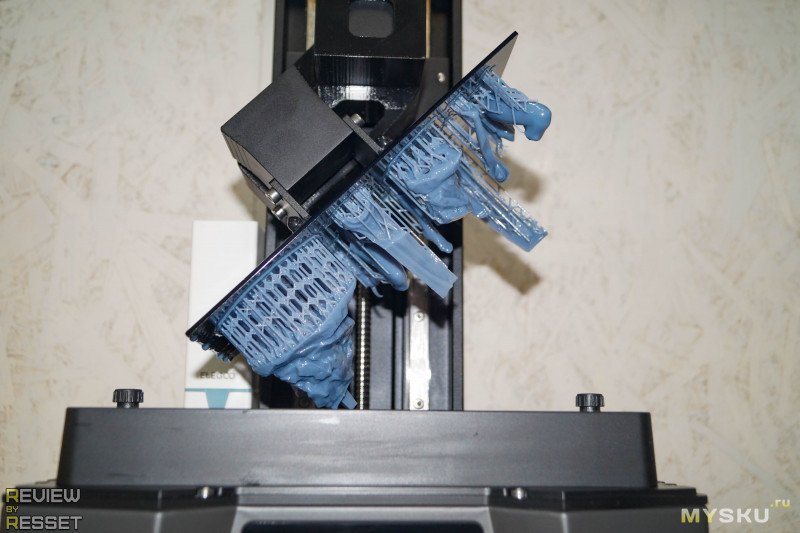
И тут столкнулся с первой неприятной проблемой. Основания поддержек прилипли к платформе намертво и пришлось отбивать их шпателем как зубилом по миллиметру, представляя что будет с лазерной гравировкой после такого. Матированный стол марса быстро покрылся царапинами. Но у сатурна канавки то ли канавки глубже, то ли сплав не такой мягкий. Местами появились небольшие точки с блеском, которые проявляются только под определенным углом освещения.
Детали все были с поддержками, так что во время отделения не пострадали.

Результат отличный, все детали пропечатались, но на светло-серой поверхности они не очень сильно выделяются, так что пришлось ждать дня и перебирать ракурсы.


На голове мелких элементов больше.

Второй партией допечатал крылья, сократив время засветки первых слоёв до 20 секунд и как видно по второму фото, основания отделились от платформы вообще без проблем.

И хоть с виду они менее детализированы, чем остальные детали модели, но для перепонок похоже использовали качественную текстуру, на которой расположено множество микроскопических прожилок, выглядит очень реалистично.


Останется покрасить, склеить всё вместе и обработать стыки. Процесс медитативный, кропотливый и этим точно буду заниматься не я, но посадку проверил, вроде нормально.

В идеале должен получиться вот такой результат, но руки должны быть очень прямыми.

Наткнулся на еще одну модельку. Детализация у неё конечно похуже.


Но и размер несколько меньше, можно сказать дюймовочка. На участках с плавным переходом высоты заметны островки, но по X и Y придраться не к чему, всё детали принтер вытянул.


Еще поиздевался над моделькой, уже не помню во сколько раз уменьшил, но на вид в 3-4. Стул сломал, приняв ножку за одну из поддержек.


Еще несколько примеров с неплохой детализацией.




Стандартная смола так же показала себя неплохо. В профиль ускоренной печати кроме высоты слоя меняет только скорость и расстояние отвода, время при этом сокращается где-то на треть. Щелчков пленки не услышал, а значит слои к пленки сильно не прилипали и можно еще немного сократить высоту подъема платформы.
Получилось отлично, от платформы модели отделились легко, все детали на месте.



Принтер показался мне тихим. Есть шум воздуха, проходящего через решетку радиатора сзади корпуса, но он монотонный и не отвлекает.

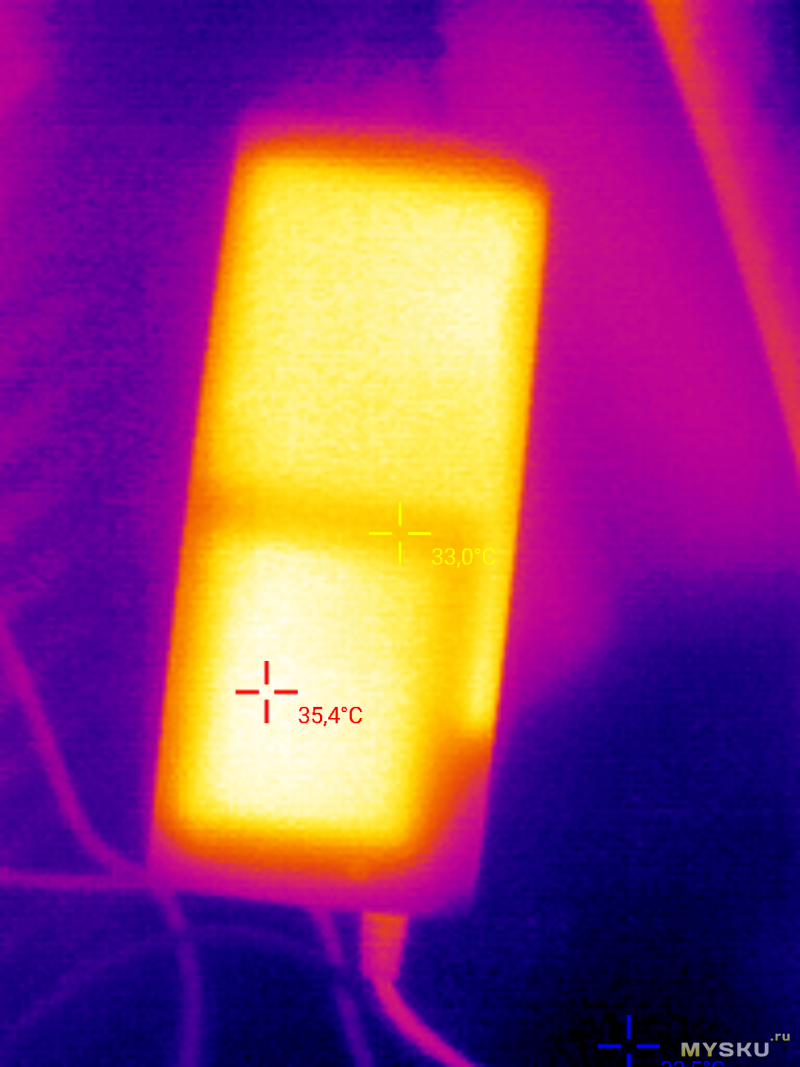
Системы охлаждения вполне хватает, чтобы поддерживать температуру корпуса в норме, на выходе воздух разогревался максимум до 36 градусов, блок питания во время продолжительной работы не грелся выше 40 градусов. Правда в мастерской сейчас 20 градусов и летом скорее всего температура вырастет, но не думаю, что намного.
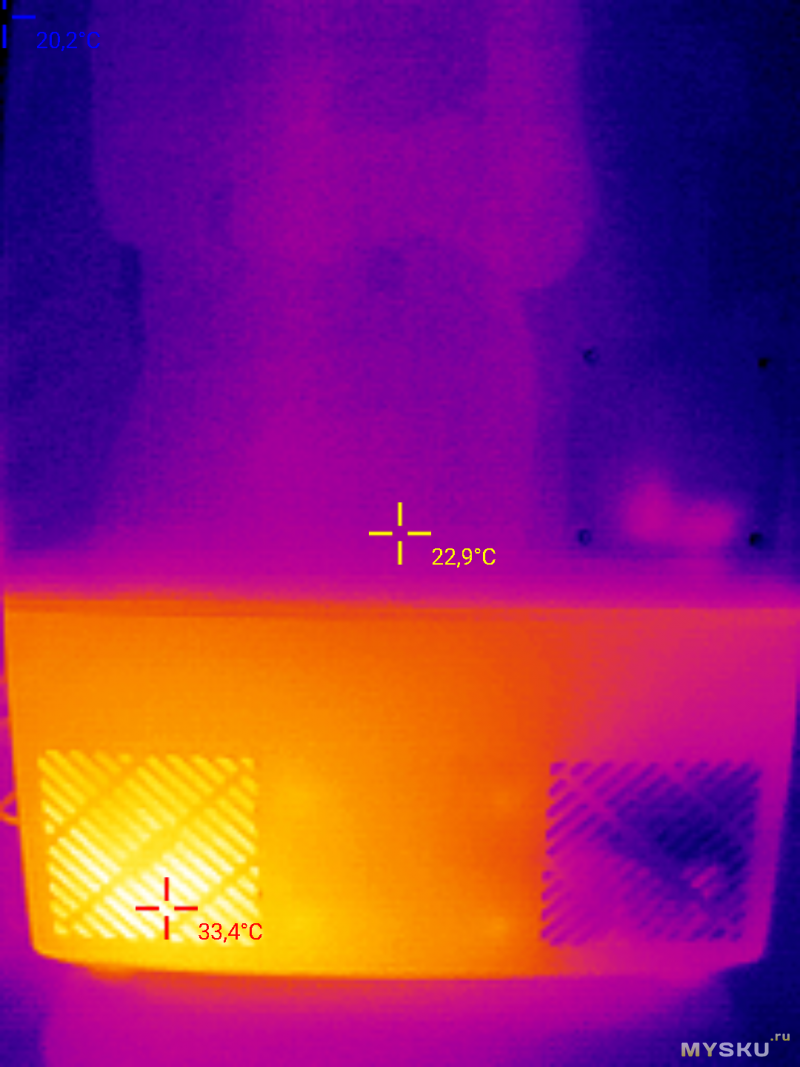
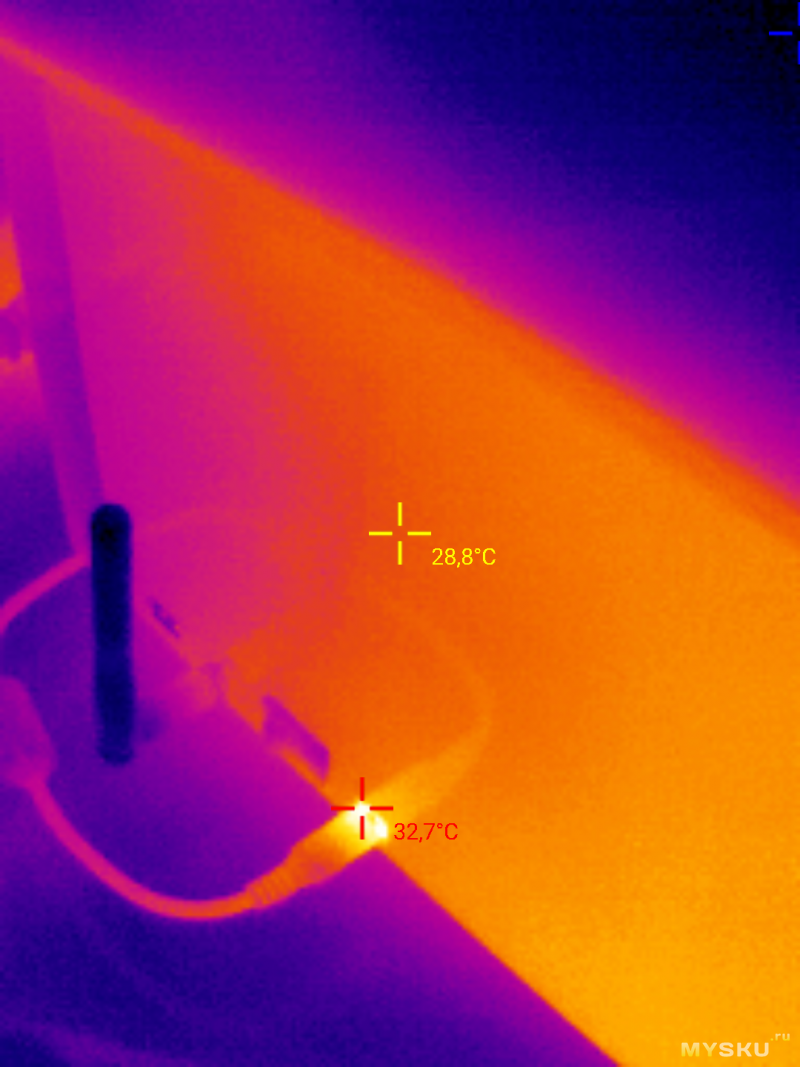
Пока проверял температуру, обратил внимание на перемещение потоков воздуха, которое тепловизор не должен улавливать, но потом понял, что этот рисунок возникает на поверхности фильтра. Занятно смотрится.
Внутренний мир
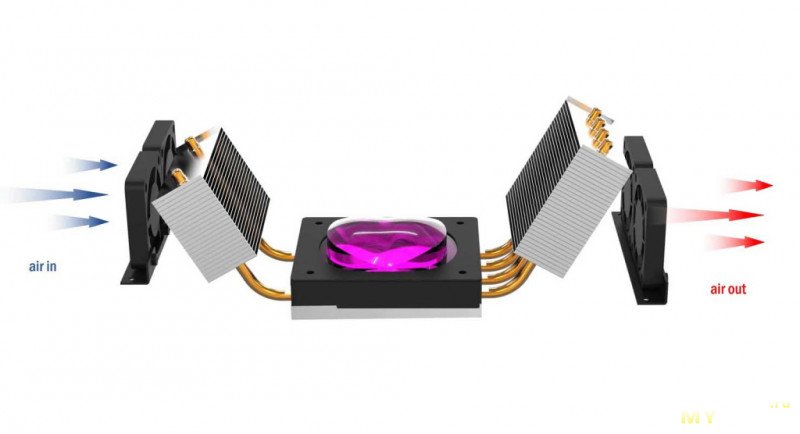
Разбирать корпус я не стал, т.к. попадание пыли не полезно для его содержимого, но нашел в сети единственное фото внутренностей при замене лицевого дисплея. Слева виден мелкий вентилятор, который обдувает плату, а справа большой, направленный на радиатор УФ излучателя. В описании модели говорилось о четырех штуках, видимо еще один большой нагнетает воздух в корпус и мелкий что-то еще охлаждает. Но это не точно.
UPD. Нашел еще два фото.



Купон
Во время мартовской распродажи эта модель стоила 42000 рублей, это очень неплохая цена. До 4 апреля будет действовать дополнительная распродажа, но стоимость выросла до 44 483 рублей, что уже не так заманчиво, но всё еще неплохо. Обычная цена 53-56к рублей. Сейчас али добавляет информацию о возможном таможенном сборе, но судя по срокам доставки, принтер отправляют из RU склада и дополнительных затрат быть не должно.

Saturn 3 обойдется в 38800 рублей
Итоги
+ Корпус ощущается монолитным, даже намека на люфт или какие-то вибрации нет, все элементы металлические, массивные. Две толстенных направляющих и шариковый вал, который является продолжением ротора двигателя, обеспечивают точное и плавное движение подъемного механизма даже на высоких скоростях.
+ Обновленная платформа Ultra серий мне понравилась больше классической. Человеческая фиксация с четырьмя винтами вместо шарнира, удобная и надежная посадка на направляющую, глубокая гравировка рабочей поверхности снижает эффект присоски и облегчает снятие с неё моделей. Возможно на шершавостях первые слои еще и держатся лучше, по крайней мере у меня за время тестирования ничего не отлипало.
+ Большой монохромный дисплей с областью построения 218.88*122.88*260мм, разрешением 12К (11520x5120) и размером пикселя 19x24мкм. Матрица прикрыта закаленным стеклом, так что если вдруг вы запустите печать, забыв снять с платформы предыдущую деталь, с экраном ничего не будет, а вот плёнке может стать плохо, так что всегда проверяйте стол.
+ Переработана система EL3D-4.0 на базе Linux. Интерфейс стал удобнее, всё логично, так что быстро освоился в новом меню, имеется и качественный перевод на русский язык(за исключением одного пункта). Сенсор емкостный, так что на нажатия реагирует без нареканий. Во время печати есть возможность на ходу откорректировать кучу параметров, чтобы не пришлось каждый раз заново нарезать модель, подбирая оптимальные.
Почему-то везде пишут о 4Гб оперативной памяти, но что-то мне подсказывает, что столько принтеру не нужно и всё же это объем внутреннего хранилища.
+ WiFi это хорошо, при чем передача файлов без проблем работает как в Voxel Tango, так и Chitubox. Больше не нужно бегать туда-сюда с флешкой, достаточно просто нажать кнопку «отправить» в слайсере. К имени дописывается высота слоя, время засветки и дата создания, чтобы было легче разобраться в списке. Например: «Name_0.05_2.5_2024_03_31_00_24».
+ Скорость, но тут всё не так однозначно
ACF плёнка скорее плюс, т.к. позволяет существенно ускорить процесс печати за счет меньшей адгезии сформированных слоёв к её поверхности. А раз деталь плохо липнет, значит нужно меньше поднимать платформу для её отделения и можно делать это быстрее, не боясь отломать поддержки или растянуть/порвать плёнку. К тому же ей меньше тянет, а значит и воздействие на соседние детали при олипании меньше. По моим подсчетам, прирост скорости со стандартной смолой составляет порядка 30%, что очень даже неплохо. Если взять более жидкую и активную Rapid смолу, можно заметно уменьшить время засветки, убрать задержку после погружения и сократить время печати в два с лишним раза. Максимальная скорость 150 мм/ч достигается при увеличении высоты слоя до 0.1мм. При чем ACF плёнку можно использовать и в других принтерах, но в том же марсе «разгон» будет не такой значительный из-за более медленной оси Z.
Но есть у неё и минус, куда же без этого. Из-за своей структуры она сильнее рассеивает излучение, чем стандартная FEP плёнка и возникает паразитная засветка. Не сказать, что её влияние критично, думаю многие бы не заметили изменения в привычных моделях, но вот если печатать тестовые, узкие участки будет перекрывать. Можно снизить эффект, уменьшив время засветки или активировав размытие, но в этом случае будут хуже пропечатываться мелкие одиночные детали. Так что нужно балансировать между скоростью и максимальной детализацией. К тому же, конструкция ванны позволяет с легкостью заменить плёнку на любую другую, так что у пользователя всегда будет выбор.
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
| +54 |
5965
123
|
| +27 |
1988
43
|
| +47 |
3359
105
|
| +66 |
2145
41
|
Обозреваемый, судя по всему хорош, но 44 тр — это, по мне, весьма недешево.
Вы получается плёнку сами меняли? Раньше практически для всех моделей продавались вот такие рамки и стоили дороговато. Для того, чтобы можно было самостоятельно менять только пленку, нужно было купить кастомную рамку.
Раньше оно там было, но ни на что не влияло и приходилось расставлять поддержки в читу, а нарезеть модель в стоковом слайсере.
Плоты поддержек легко снимаются просто при нагреве. Пара минут обдува строительным феном и они становятся эластичными, легче поддеваются шпателем и спокойно отлипают. А так покрытие стола тут довольно прочное, марс царапинами покрылся за неделю аккуратного использования. Этот поначалу колупал прилично, поверив в правильность настроек для быстрой смолы. Думал если меньше поставлю, она отлипнет. А оказалось, что для больших площадей и 15 секунд хватает вполне, чтобы держаться. Плёнка решает )
Кстати, уже давно появились смолы на растительной основе, вроде как они практически безопасны, да и запах другой, но не такие прочные изделия получаются, так что для технических деталей может не подойти. А всякие фигурки или для дома чего, что не должно выдерживать высоких нагрузок, вполне можно печатать.
Ну и если говорить о безопасности, ФДМ принтеры так же желательно держать на балконе, т.к. на данный момент только петг более-менее безопасен, остальные и воняют и соединения нехорошие пир нагреве выбрасывают.