Фотополимерный 3D принтер Elegoo Saturn 8.9" 4К. Обзор, распаковка, первые впечатления

- Цена: 500 usd
- Перейти в магазин
Меня видимо потянуло на гигантизм. Еще один принтер купленный в распродажу был еще один фотополимерник.
У меня в мастерской трудятся 4шт мелких, 6" полимерника, в целом с обьемами они справляются успешно. Но вот бывают заказы, которые весьма проблемно туда запихнуть. И тут начинается лес поддержек.
Основные детали что я печатаю — мне комфортнее от стола, минимизировать поддержки еще на этапе моделирования. Поэтому бОльший стол очень уж просился.
Поле печати заявлено — 19,2*12*20 сантиметров. Для полимерника это уже хороший результат.
Приходит принтер в такой коробке, мне приехало с помощью ДПД до отделения. Я заказывал две бутылки смолы с ним, их скотчем прикрепили к коробке. Упакован хорошо. По углам добавлены ребра жестости из плотно картона, и дополнительно связали пластиковыми уголками. Все же принтер не дешевый, постарались максимально защитить его.

Внутри основной коробки лежит собственно сам принтер и коробочка с «Tool Kit», так называемым набором юного печатника. Комплект стандартный в 2021 году для полимерников: внешний блок зарядки, пара шпателей (металлический и пластиковый), кусачки, перчатки, флешка, фильтры для смолы, пара масок, инструкция, и набор шестигранников с запасными винтами.

Внутри самого принтера, уже стандартно, весь обьем заполнен вспененным полиэтиленом, внутри которого спрятан столик.

В сравнении с младшим собратом, Voxelab Proxima 6".

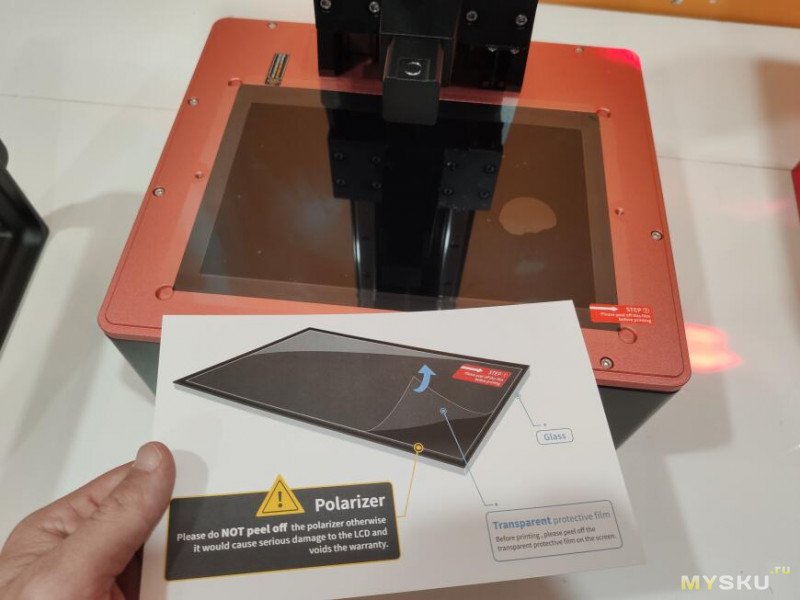
Очень чувствуется что у Elegoo это далеко не первый фотополимерный принтер. А тут еще и не бюджетный. Все места где пользователь может накосячить по не опытности — все подписано, все защищено пленками с предупреждениями что можно отдирать, что нельзя.
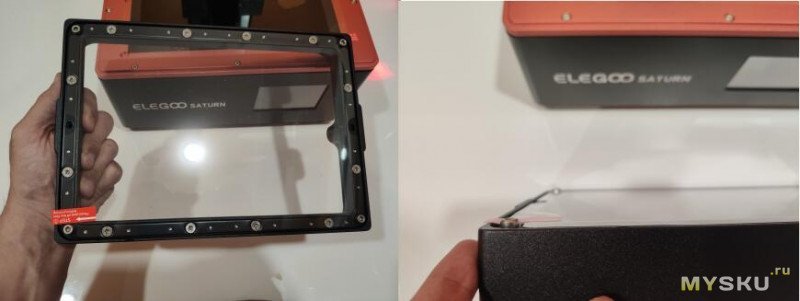
Ванна тоже неплохо продумана. Fep пленка конечно с двух сторон в защитной пленке. А на обратной стороне ванны по углам 4 винта торчат за корпус. Первая их задача — они центрируют ванну на основании принтера, удобно. Но главное чем понравилось — можно спокойно ставить на стол, не боясь об этот самый стол поцарапать пленку.
А вот запасной пленки в комплекте они не положили, обидненько.
Касаемо столика — он тоже в защитной пленке. Шлифовка отличная.

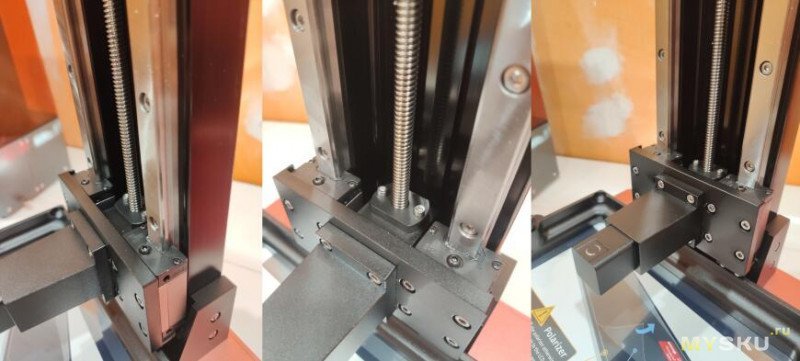
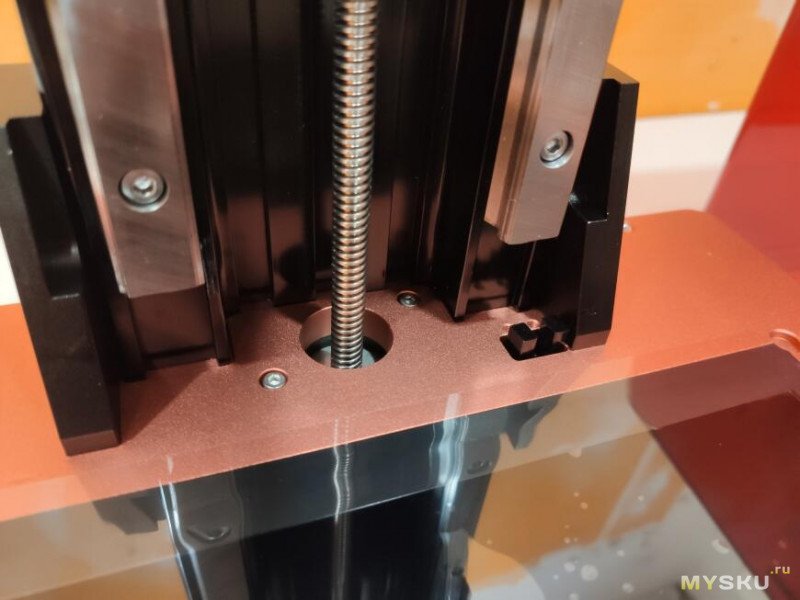
А вот к держателю столика некие вопросики. Он весьмаааа массивный. Прям монументааально выглядит. Но чисто технически можно было реализовать эту конструкцию. Фото на примере с мелким вокселем. Если б они выиграли 3-5 сантиметров и добавили это в печатное поле — думаю все были б только рады.

Но к самой кинематики сильно вопросов нет. Две рельсы, вал довольно ровный. Площадки все металлические, основание тоже. Все довольно массивно сделано.
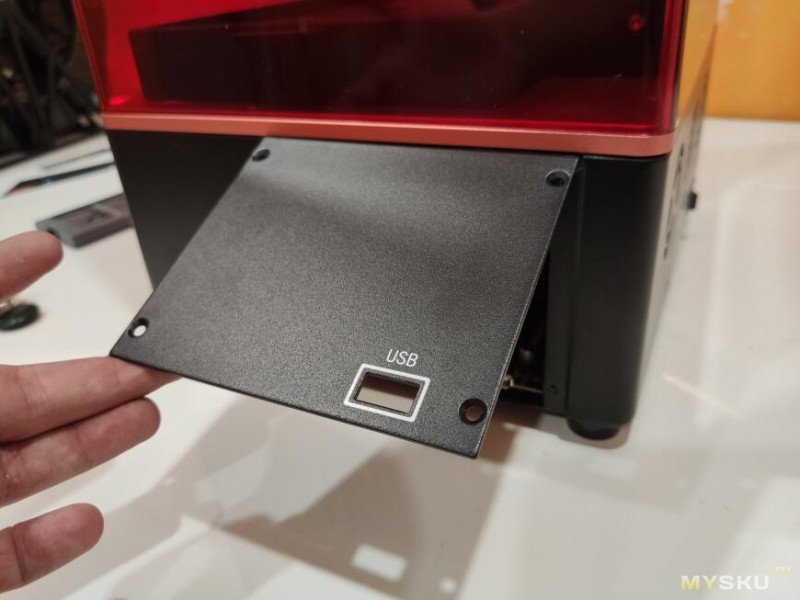
Касаемо основания. Тут тоже везде металл. Все сделано аккуратно, симпатично. Спереди сенсорный дисплей, справа выведен разьем на флешку. Сзади 2 вентилятора на выдув теплого воздуха изнутри, порт для подключения к сети, кнопка включения и вход блока питания.
Скажу сразу — сетевой кабель я не подключал, не скажу работает тут или нет. В мастерской интернет заведен по Wi-fi только, нет необходимости принтер подключать к сети.

Снизу виднеются окошки для вентиляции радиаторов Параледа. Той конструкции, которая засвечивает смолу.
Я хотел заглянуть вовнутрь, как делал на всех принтерах, и тут ждал маааленький сюрприз. На моих Voxelab наружний корпус чисто для декорации, который прикручивается на основную раму. Тут корпус и есть рама. Если хочешь залезть вовнутрь, то будь добр разбери полностью. Отделить балку Z, открутить верхнюю панель и тд.

Поэтому я решил для морального успокоения заглянуть через единственную «форточку» в корпусе.
Внутри все довольно симпатично и аккуратно. Блок линз параледа, линзы матовые. Мотор оси Z висит на демферах, плата читу.
Особо делать тут нечего, поэтому закрываем окно.

Меню тоже стандартное, все необходимые функции имеются.

Датчик 0 по оси Z конечно же оптический. Немного напрягло что он стоит вертикально.
Обычно я калибрую стол так. Делаю Auto Home, затем вручную опускаю на несколько миллиметров и там уже затягиваю столик. Принцип такой. Принтер по датчику отбивает 0 и опускается медленно ниже на заданное значение каждый раз.
Когда датчик стоял горизонтально, тут я не парился. А когда есть шанс пробить его железным «копьем», немного напрягло. Но все настроилось отлично, в этом проблем нет.
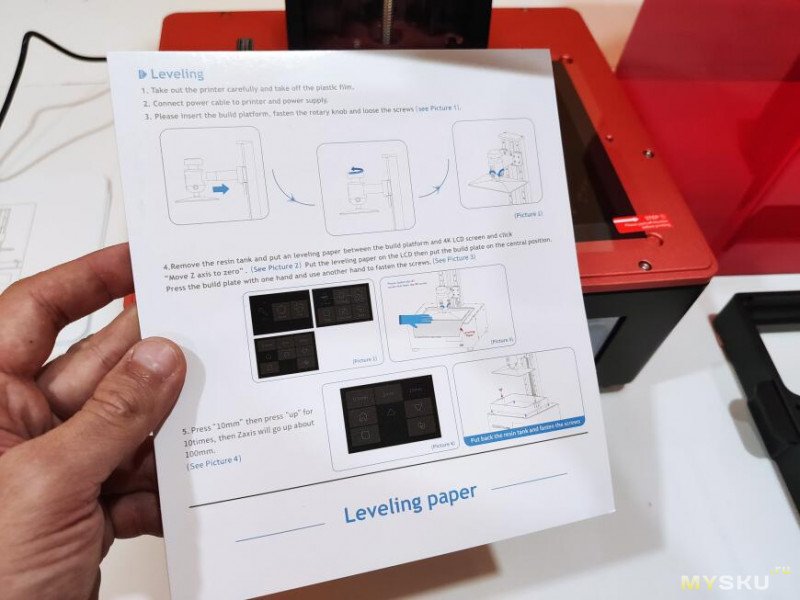
В комплекте очень подробная инструкция как откалибровать стол. Все наглядно и понятно.
Единственный момент — эта инструкция является одновременно и калибровочным листом. То есть по задумке производителя — вы ее подкладываете и по ней калибруете зазор. Но… Это не листик, это скорее картон, довольно толстый. Принцип калибровки то какой. Убираем ванну, подкладываем листик, толщиной с пленку. Он имитирует ее. И затягиваем стол чтоб зазора не было. То есть это тот самый 0, где нет зазоров. И тут мы используем картон…
В целом деталь думаю отпечатается, если не отпечатается — увеличить время засветки начального слоя и все будет ок. Но тогда мы получим приличную «слоновью ногу» на этих самых первых слоях от перезасвета. Непорядок.
Поэтому я выкинул эту бумажку и взял обычный лист А4 и по нему все настроил.

Так же пришлось сделать то, что я раньше никогда не делал)
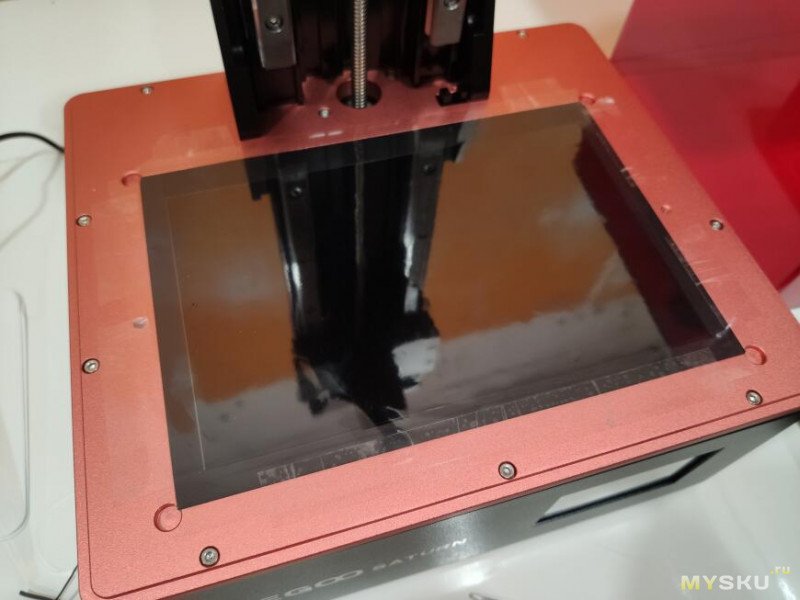
Экран без защиты сверху, без никакой. Со временем, когда порвется пленка (а она рано или поздно порвется) — экран зальет смолой. Это обычно происходит во время печати. И собственно эта разлитая смола тут же засвечивается и прилипает.
На 6" полимерниках это иногда происходит. Смолу уже оттирал от голого экрана. Практически всегда без последствий, но небольшие изьяны появляются. Там я честно особо не переживал, новый экран стоит адекватных денег, и пара запасных уже лежат. Тут 8.9" 4К дисплей стоит уже весомо больше. Упороть его уж ооочень не хочется. Поэтому пришлось воспользоваться народным способом.

Пошел на цветочный рынок, купил рулон тонкой лавсановой пленки, стоит она копейки (около 200р). Отрезал по размеру и сверху положил на экран, по периметру проклеив обычным скотчем.
Пленка тонкая, прозрачная, на качество печати повлиять не должна. Но если протечет смола, она спасет драгоценный дисплей.
И еще из народных способов — обработать феп пленку какой-нибудь химией типа анти-дождя, восков и тд.
Много споров идет на эту тему, мазать или нет. Все сходятся на том, что да мазать стоит, но насколько ее хватает — неизвестно. Я использую вот такой спрей. Почему его? Потому что стоял в шкафу, я его для машины использую) Мне он больше всех понравился, решил тут тоже норм будет работать.
Принцип такой — напшикал обильно, подождал чуть чуть. Бумажными салфетками просто промокаю его досуха и все. Брака с ним меньше, детали практически никогда не прилипают (хотя это возможно еще и от прямоты рук и правильно подобранных настройках).
Повторяю обработку только тогда, когда мою ванну спиртом.

Ну и конечно же принтер в сборе. Выглядит красиво, ничего не скажешь)



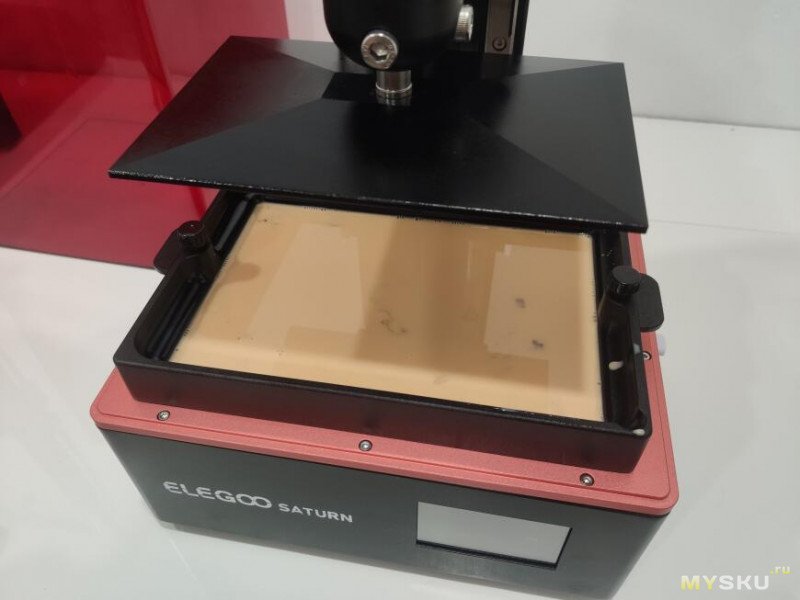
Для тестирования принтера и настройки решил взять смолу эникубик. Стандартная, дешевая смола, цвет skin-like.
Полный обьем ванны — 680гр смолы, прилично.

И тут хочу сказать сразу один момент. Ванну и столик желательно помыть тщательно спиртом. После первой печати увидел все в таких черных разводах. Это краситель столика-ванны немного смыло, было немного неожиданно.
И еще одна маленькая придирка — кабель питания. Для фотополимерников у меня отдельная узкая полка. Так вот с угловыми разьмами вообще никаких неудобств не было. Но с прямым разьемом было немного неудобно, принтеру нужно больше свободного места сзади.
Но пора уже и попечатать.
Первым запустил тестовую пластинку. Параметры на глаз.
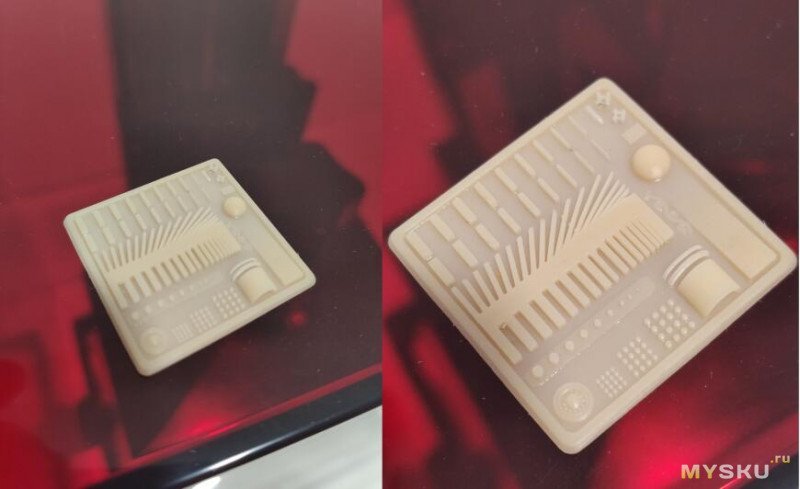
По мне так получилось очень даже неплохо. Пара последних пластинок не пропечаталась, поэтому немного добавил времени на слой и запустил то, что давно уже хотел.
Это эмблемка для моего друга из Калифорнии. Мелкие похожие штуки для него я успешно отпечатал на других принтерах. Но хотелось еще сделать ему максимально большой размер. Вышло замечательно, качество супер.
Была маленькая сложность оторвать ее от столика, уж очень хорошо к нему все прилипает. Но канцелярский нож справился отлично.

И нужно было испытать в бою то, что иногда приходится делать. Печатать за раз большие партии деталей.
Заказа на большое количество на горизонте не было, поэтому решил сделать армию малышей. Отпечатались все без брака, тут как раз нам на руку играет Параллед. Но не все ушастые пережили отделение от стола, и отделение поддержек. Дешевые смолы очень хрупкие, вот уши и поотлетали у многих.

Принтер мне очень понравился. Я очень долго ждал когда цена на большие размеры упадет хоть немного. Наконец то можно печатать приличных размеров детали в отличном качестве, когда это необходимо.
И напоследок решил добавить маленький тюнинг, который я сделал спустя несколько дней эксплуатации.
Колпак. Он огромный, он без ручек, он гладкий и красивый. Постоянно жалко его заляпать смолой, его неудобно поднимать, он довольно габаритный. Меня хватило на пару дней, и потом все-таки нервы сдали)
Обычная мебельная ручка. Выбрал первую что понравилась визуально и ее прикрутил. С ней гоооораздо стало легче и удобнее тягать этот колпак.

У меня в мастерской трудятся 4шт мелких, 6" полимерника, в целом с обьемами они справляются успешно. Но вот бывают заказы, которые весьма проблемно туда запихнуть. И тут начинается лес поддержек.
Основные детали что я печатаю — мне комфортнее от стола, минимизировать поддержки еще на этапе моделирования. Поэтому бОльший стол очень уж просился.
Поле печати заявлено — 19,2*12*20 сантиметров. Для полимерника это уже хороший результат.
Приходит принтер в такой коробке, мне приехало с помощью ДПД до отделения. Я заказывал две бутылки смолы с ним, их скотчем прикрепили к коробке. Упакован хорошо. По углам добавлены ребра жестости из плотно картона, и дополнительно связали пластиковыми уголками. Все же принтер не дешевый, постарались максимально защитить его.
Внутри основной коробки лежит собственно сам принтер и коробочка с «Tool Kit», так называемым набором юного печатника. Комплект стандартный в 2021 году для полимерников: внешний блок зарядки, пара шпателей (металлический и пластиковый), кусачки, перчатки, флешка, фильтры для смолы, пара масок, инструкция, и набор шестигранников с запасными винтами.
Внутри самого принтера, уже стандартно, весь обьем заполнен вспененным полиэтиленом, внутри которого спрятан столик.
В сравнении с младшим собратом, Voxelab Proxima 6".
Очень чувствуется что у Elegoo это далеко не первый фотополимерный принтер. А тут еще и не бюджетный. Все места где пользователь может накосячить по не опытности — все подписано, все защищено пленками с предупреждениями что можно отдирать, что нельзя.
Ванна тоже неплохо продумана. Fep пленка конечно с двух сторон в защитной пленке. А на обратной стороне ванны по углам 4 винта торчат за корпус. Первая их задача — они центрируют ванну на основании принтера, удобно. Но главное чем понравилось — можно спокойно ставить на стол, не боясь об этот самый стол поцарапать пленку.
А вот запасной пленки в комплекте они не положили, обидненько.
Касаемо столика — он тоже в защитной пленке. Шлифовка отличная.
А вот к держателю столика некие вопросики. Он весьмаааа массивный. Прям монументааально выглядит. Но чисто технически можно было реализовать эту конструкцию. Фото на примере с мелким вокселем. Если б они выиграли 3-5 сантиметров и добавили это в печатное поле — думаю все были б только рады.
Но к самой кинематики сильно вопросов нет. Две рельсы, вал довольно ровный. Площадки все металлические, основание тоже. Все довольно массивно сделано.
Касаемо основания. Тут тоже везде металл. Все сделано аккуратно, симпатично. Спереди сенсорный дисплей, справа выведен разьем на флешку. Сзади 2 вентилятора на выдув теплого воздуха изнутри, порт для подключения к сети, кнопка включения и вход блока питания.
Скажу сразу — сетевой кабель я не подключал, не скажу работает тут или нет. В мастерской интернет заведен по Wi-fi только, нет необходимости принтер подключать к сети.
Снизу виднеются окошки для вентиляции радиаторов Параледа. Той конструкции, которая засвечивает смолу.
Я хотел заглянуть вовнутрь, как делал на всех принтерах, и тут ждал маааленький сюрприз. На моих Voxelab наружний корпус чисто для декорации, который прикручивается на основную раму. Тут корпус и есть рама. Если хочешь залезть вовнутрь, то будь добр разбери полностью. Отделить балку Z, открутить верхнюю панель и тд.
Поэтому я решил для морального успокоения заглянуть через единственную «форточку» в корпусе.
Внутри все довольно симпатично и аккуратно. Блок линз параледа, линзы матовые. Мотор оси Z висит на демферах, плата читу.
Особо делать тут нечего, поэтому закрываем окно.
Меню тоже стандартное, все необходимые функции имеются.
Датчик 0 по оси Z конечно же оптический. Немного напрягло что он стоит вертикально.
Обычно я калибрую стол так. Делаю Auto Home, затем вручную опускаю на несколько миллиметров и там уже затягиваю столик. Принцип такой. Принтер по датчику отбивает 0 и опускается медленно ниже на заданное значение каждый раз.
Когда датчик стоял горизонтально, тут я не парился. А когда есть шанс пробить его железным «копьем», немного напрягло. Но все настроилось отлично, в этом проблем нет.
В комплекте очень подробная инструкция как откалибровать стол. Все наглядно и понятно.
Единственный момент — эта инструкция является одновременно и калибровочным листом. То есть по задумке производителя — вы ее подкладываете и по ней калибруете зазор. Но… Это не листик, это скорее картон, довольно толстый. Принцип калибровки то какой. Убираем ванну, подкладываем листик, толщиной с пленку. Он имитирует ее. И затягиваем стол чтоб зазора не было. То есть это тот самый 0, где нет зазоров. И тут мы используем картон…
В целом деталь думаю отпечатается, если не отпечатается — увеличить время засветки начального слоя и все будет ок. Но тогда мы получим приличную «слоновью ногу» на этих самых первых слоях от перезасвета. Непорядок.
Поэтому я выкинул эту бумажку и взял обычный лист А4 и по нему все настроил.
Так же пришлось сделать то, что я раньше никогда не делал)
Экран без защиты сверху, без никакой. Со временем, когда порвется пленка (а она рано или поздно порвется) — экран зальет смолой. Это обычно происходит во время печати. И собственно эта разлитая смола тут же засвечивается и прилипает.
На 6" полимерниках это иногда происходит. Смолу уже оттирал от голого экрана. Практически всегда без последствий, но небольшие изьяны появляются. Там я честно особо не переживал, новый экран стоит адекватных денег, и пара запасных уже лежат. Тут 8.9" 4К дисплей стоит уже весомо больше. Упороть его уж ооочень не хочется. Поэтому пришлось воспользоваться народным способом.
Пошел на цветочный рынок, купил рулон тонкой лавсановой пленки, стоит она копейки (около 200р). Отрезал по размеру и сверху положил на экран, по периметру проклеив обычным скотчем.
Пленка тонкая, прозрачная, на качество печати повлиять не должна. Но если протечет смола, она спасет драгоценный дисплей.
И еще из народных способов — обработать феп пленку какой-нибудь химией типа анти-дождя, восков и тд.
Много споров идет на эту тему, мазать или нет. Все сходятся на том, что да мазать стоит, но насколько ее хватает — неизвестно. Я использую вот такой спрей. Почему его? Потому что стоял в шкафу, я его для машины использую) Мне он больше всех понравился, решил тут тоже норм будет работать.
Принцип такой — напшикал обильно, подождал чуть чуть. Бумажными салфетками просто промокаю его досуха и все. Брака с ним меньше, детали практически никогда не прилипают (хотя это возможно еще и от прямоты рук и правильно подобранных настройках).
Повторяю обработку только тогда, когда мою ванну спиртом.
Ну и конечно же принтер в сборе. Выглядит красиво, ничего не скажешь)
Для тестирования принтера и настройки решил взять смолу эникубик. Стандартная, дешевая смола, цвет skin-like.
Полный обьем ванны — 680гр смолы, прилично.
И тут хочу сказать сразу один момент. Ванну и столик желательно помыть тщательно спиртом. После первой печати увидел все в таких черных разводах. Это краситель столика-ванны немного смыло, было немного неожиданно.
И еще одна маленькая придирка — кабель питания. Для фотополимерников у меня отдельная узкая полка. Так вот с угловыми разьмами вообще никаких неудобств не было. Но с прямым разьемом было немного неудобно, принтеру нужно больше свободного места сзади.
Но пора уже и попечатать.
Первым запустил тестовую пластинку. Параметры на глаз.
По мне так получилось очень даже неплохо. Пара последних пластинок не пропечаталась, поэтому немного добавил времени на слой и запустил то, что давно уже хотел.
Это эмблемка для моего друга из Калифорнии. Мелкие похожие штуки для него я успешно отпечатал на других принтерах. Но хотелось еще сделать ему максимально большой размер. Вышло замечательно, качество супер.
Была маленькая сложность оторвать ее от столика, уж очень хорошо к нему все прилипает. Но канцелярский нож справился отлично.
И нужно было испытать в бою то, что иногда приходится делать. Печатать за раз большие партии деталей.
Заказа на большое количество на горизонте не было, поэтому решил сделать армию малышей. Отпечатались все без брака, тут как раз нам на руку играет Параллед. Но не все ушастые пережили отделение от стола, и отделение поддержек. Дешевые смолы очень хрупкие, вот уши и поотлетали у многих.
Принтер мне очень понравился. Я очень долго ждал когда цена на большие размеры упадет хоть немного. Наконец то можно печатать приличных размеров детали в отличном качестве, когда это необходимо.
И напоследок решил добавить маленький тюнинг, который я сделал спустя несколько дней эксплуатации.
Колпак. Он огромный, он без ручек, он гладкий и красивый. Постоянно жалко его заляпать смолой, его неудобно поднимать, он довольно габаритный. Меня хватило на пару дней, и потом все-таки нервы сдали)
Обычная мебельная ручка. Выбрал первую что понравилась визуально и ее прикрутил. С ней гоооораздо стало легче и удобнее тягать этот колпак.
| +65 |
16096
150
|
Самые обсуждаемые обзоры
| +83 |
3295
116
|
| +128 |
5791
150
|
| +61 |
4789
98
|
Вместо Джанго Фетта Вы клонировали Йоду?
Просто руки только дошли фото все доделать и собрать в кучу.
Будет третий скоро ;)
О_о
(не прошу отчета, прошу наиболее характерных примеров)
Если вы нашли свою нишу и зарабатываете на ней деньги, то об этом нужно молчать
Даже если я потеряю малую часть прибыли, то зачем мне это делать то?
yandex.ru/images/search?from=tabbar&text=%D0%B2%D1%8B%D1%80%D1%83%D0%B1%D0%BA%D0%B8%20%D0%B4%D0%BB%D1%8F%20%D0%BA%D1%83%D0%BB%D0%B8%D0%BD%D0%B0%D1%80%D0%BE%D0%B2
Вообще, не только из фотополимеров. Спасибо.
Если прям очень критично, то можно после слива спиртом промыть ванну.
Хранить в той же бутылке, что и купили.
Опять же, помню, сколько я долбался отмывать ванну после красного полимера, стобы налить белый. И все равно первые модели были отчетливо розовыми. :)
В общем, мне кажется, что менять цвет на полимернике — задача нетривиальная.
Каждую печать снимаю платформу, отделяю детали и ставлю назад.
По поводу отмытия тоже никогда проблем не было. Залил спирта и вымываешь углы
Там же даже банальная пауза-включение уже полосу дают на модели. А тут прям развлечение целое
Плюс смола другого цветов скорее всего потребует другого времени засветки. Если ÷ 0,5 сек, то ещё терпимо, если более — будут проблемы.
Думал о 3D-принтере, чтобы печать матрицу нужной формы, с которой потом снимать слепок для термоустойчивого литьевого силикона. Но фотополимерный принтер, судя по отзывам, печатает лучше, чем обычный 3D-принтер.
В-общем, забраковал я 3D-печать. Побаловаться может сойдёт, а для серьёзных дел пока не годится.
и если деталька не крошечная?
Часто это не надо и потому народ может использовать результат без пост-обработки.
Но по-хорошему, это надо ещё обработать, загрунтовать, покрасить и т.д. После этого он хоть глянцевый будет если надо.
Я делал на заказ подставку для динамика-пищалки. Сначала отдал человеку именно такой полуфабрикат. Даже распечатал слоем 0,15мм, но слои видны были, конечно.
Заказчику как раз это не понравилось. После этого перепечатал на 0,2мм и зачистил, сделал грунтовку и покраску до ровной матовой поверхности. После этого заказчик не мог поверить, что это было на том же принтере сделано. Слоёв не было видно.
Самая дешёвая смола на распродажах стоит столько же плюс минус.
Самая дешёвая фотополимерные смола — сама по себе отличного качества. Печатается без брака из-за сырья. Но да, детали очень твердые с нее получаются и очень хрупкие. Хорошие смолы естественно дороже. И расходников на ней побольше. Но качество печати и детализация на них недостижимое для фдм.
У фдм самый дешёвый пластик, будет сам по себе, извините, говном. Или диаметр плавает, или влажный, или красителя пересыпят, или сырье само по себе низкого качества. 1200-1500р за кг это обычные пластики АБС, Петг, Пла и хорошего производителя. Которые достал с упаковки, отпечатал катушку, и взял следующую и ТД. По этому поводу даже спорить не буду, я бывает в день отпечатываю по несколько килограмм пластика, перепробовал много, сделал выводы.
Хороший, прочный к истиранию пластик на фдм, так же как и резиноподобный стоит от 3к за килограмм. Что тоже весьма недурно. Так то и на фдм есть пластики с ценой свыше 10 за кило
Это касаемо цен.
А вообще полимерник не заменит фдм. Это разное оборудование, для разных целей.
Как этот размер меряется — в сложенном виде (пополам), по обхвату или как?