Обзор семи эластичных филаментов для 3D печати от Bestfilament и PrintProduct

- Цена: 1 417.50р. (с промо-кодом)
- Перейти в магазин
Заходите под кат, там мы печатаем резиновые изделия, сравниваем результаты.
Принтер у меня начального уровня, Anycubic Mega S, с экструдером боуден. Это значит, мотор, подающий пластиковый пруток, закреплен неподвижно на раме принтера, и с подвижным хотэндом, где пластик плавится, он соединен тефлоновой трубкой.
Перед покупкой я прочел обзор на свой принтер, в котором автор приходил к выводу, что эластичными полимерами принтер печатает весьма посредственно, больше для галочки в спецификации. И вот, для разных проектов мне понадобился резиноподобный филамент. Прокладки печатать, уплотнительные кольца, гофры, резиновые ножки и т.п. Покупать сразу катушку смысла не было, так что я взял на пробу несколько образцов у двух фирм.
Филамент от Bestfilament.
Взял все что было гнущееся, а именно:
1. BFGummy — 40 рублей, за эти деньги получаешь отрезок около 10 метров, как и остальные пробники.
2. TPU Soft — 100 рублей (сейчас уже 85)
3. Bflex — 85 рублей
Цвета мне попались все черные.
BFGummy
https://bestfilament.ru/category/plastik-Bestfilament/bfgummy/
На сайте о нем пишут вот что:
Не устойчив к маслам и бензину.
Экструдер: 230°С
Платформа: 100-110°С
Сопло: 0,4 мм
Скорость: 20-30 мм/с
Ретракт: нет
Обдув: нет
Рекомендуется закрытый корпус принтера.
Цена: 1600 р/кг. (сейчас скидка)
Пробник выглядит так:


Мягкий, податливый шнурок, на вид совершенно как резина. Матовый. Легко сплющивается пальцами. Цена в два раза ниже остальных — это, конечно, плюс. Но нестоек к маслу и бензину — минус.

Я соорудил в качестве тестовой модели кирпичик с надписями, сделал все необходимые настройки в слайсере и принялся печатать.
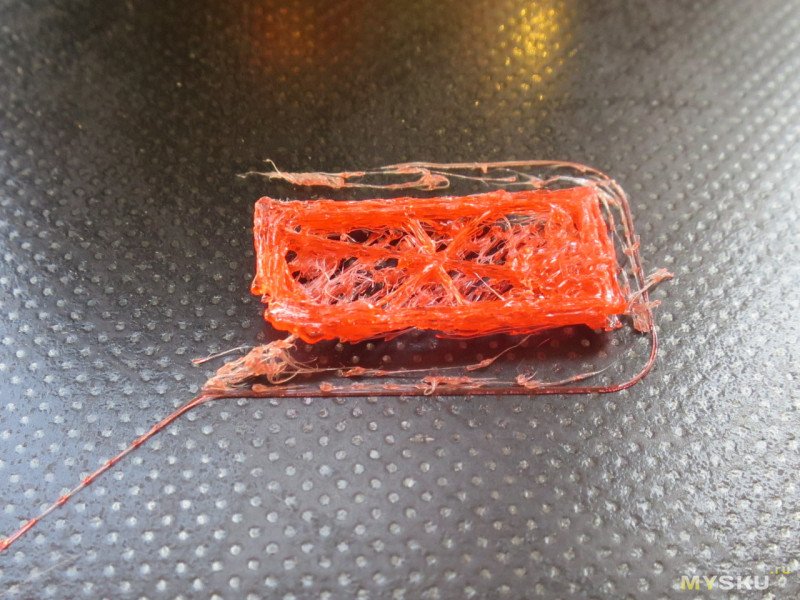
Поначалу филамент нормально выходил из сопла. Но со временем поток как-то поубавился, в трубке стали заметны скручивания филамента, потом мотор эструдера начал пропускать шаги из-за затора. В итоге печать не пошла и, остановив принтер, я получил вот такую деталь:

Ну что тут сказать. Для такого пластика, конечно же, нужен директ экструдер, т.е. мотор, подающий филамент непосредственно в нагревательный элемент, без всех этих трубочек. Переделка моего принтера в принципе возможна, но стоит ли с ней заморачиваться ради пластика, несовместимого с бензином и маслом — большой вопрос.
Так что откладываем пока этот филамент, у нас остались еще два других.
TPU Soft
https://bestfilament.ru/category/plastik-Bestfilament/tpu-05-kg-175-mm/
Термопластичный полиуретан.
стоек к маслам и бензину.
Экструдер: 200-220°С
Платформа: 40-60°С
Скорость печати: 40-60 мм/с
Обдув: Да
Ретракт: Да
2 цвета (черный и натуральный)
Цена: 3380 р/кг.
Это все данные с сайта. На самом же пакетике указаны другие температуры: Экструдер: 220-250, платформа: 80-90.


Настраиваю печать на 220 градусов, как компромисс между сайтом и пакетом. Да, в отзывах на сайте упоминается, что на филаменте встречаются наплывы по толщине. На этом пластике наплывов не обнаружил, а вот на следующем да, подтверждаю.

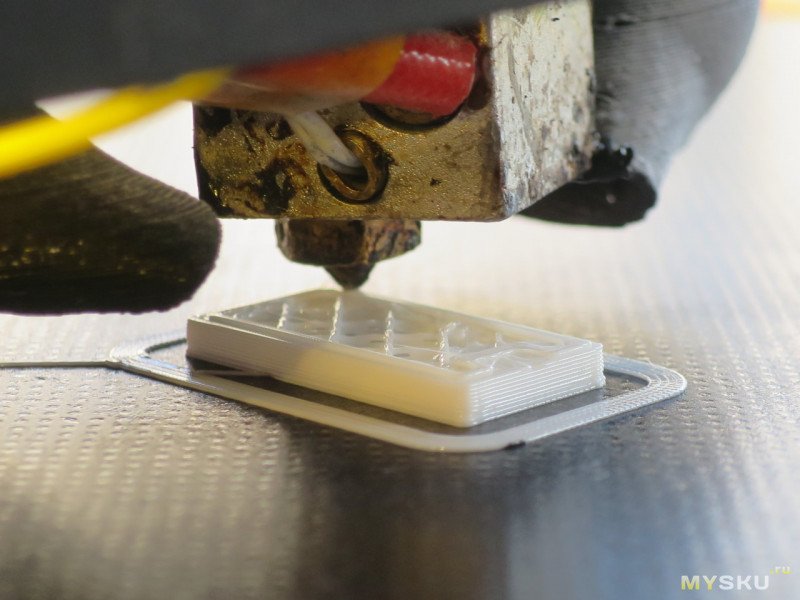
Вот что у меня получилось (на фото кирпичик справа):

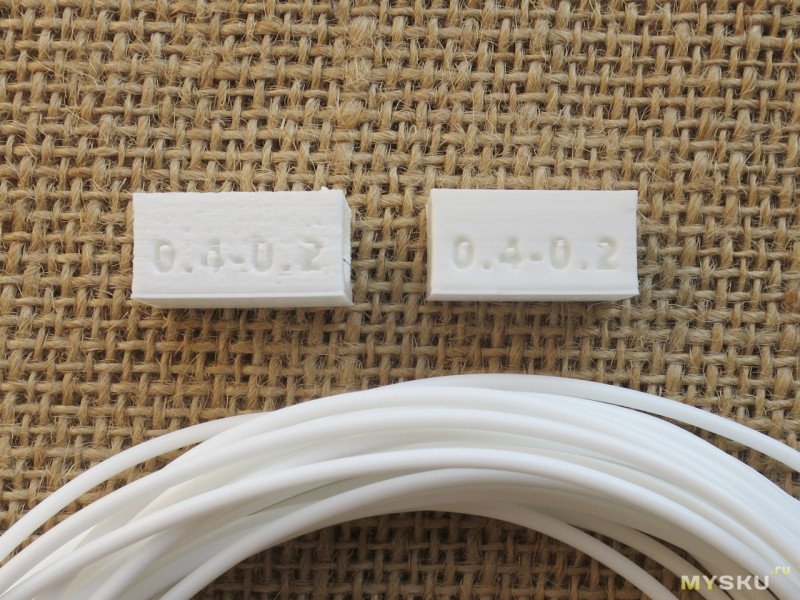
При печати слышно потрескивание — лопаются пузырики водяного пара. Ясное дело — пластик требует сушки. Сушил я его ночь при температуре 70-75 градусов. Наутро распечатал эту же модель и вышло значительно лучше, на фото она слева.
И все-таки при печати в один слой хорошо видно, что пузырьки остались. Возможно дело в том, что я сушил сразу много филаментов, и влага не только испарялась, но и в какой-то степени перераспределялась между ними.
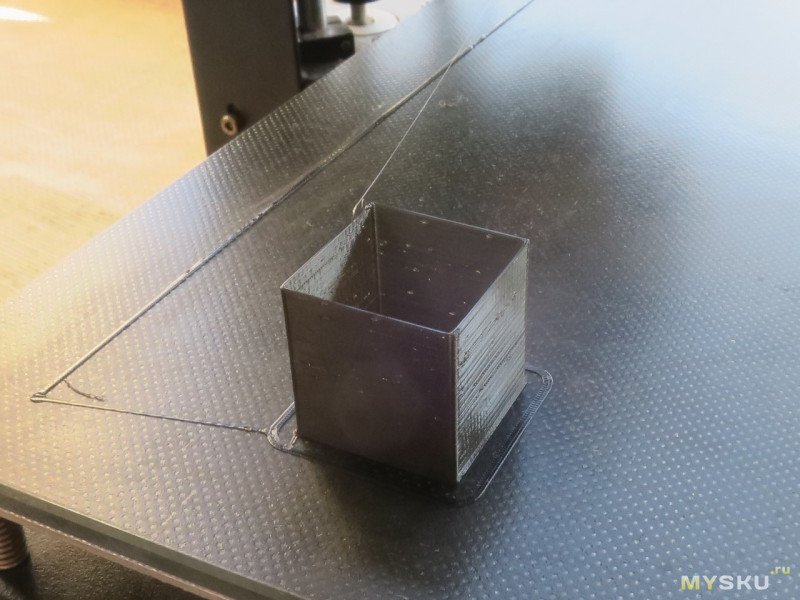
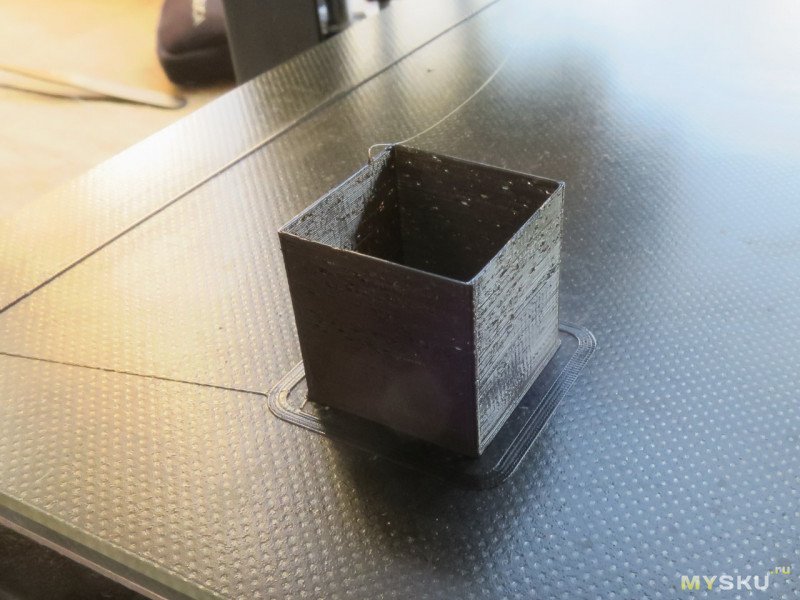
Ничего, просушу еще. Получившийся кубик оказался довольно мягким. Он хорошо приклеился к столу без всяких ухищрений, и я даже опасался отрывать дно толщиной в 0,2 мм от стола. Все обошлось, кубик тянулся, но не порвался. Он нам еще пригодится позже.
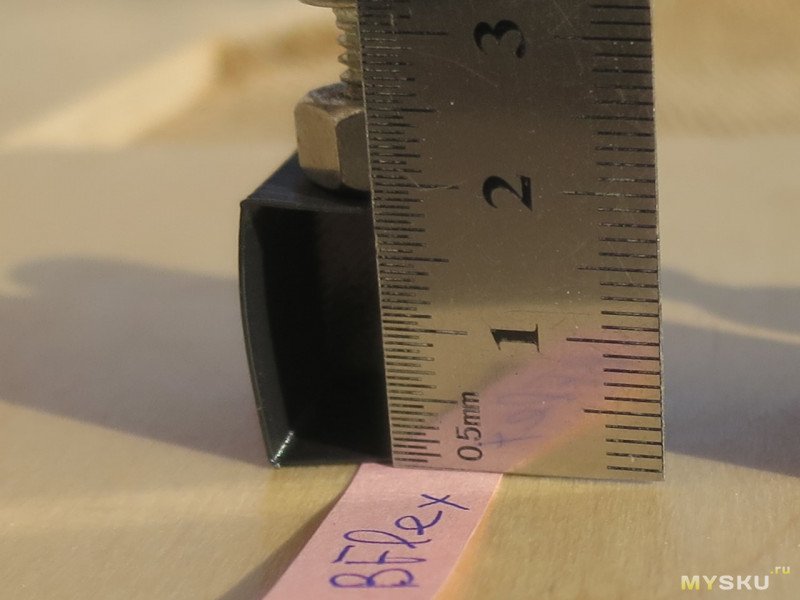
BFlex
https://bestfilament.ru/category/plastik-Bestfilament/bflex/
Устойчив к растворителям.
Экструдер: 220-250 градусов.
Платформа: 80-90 градусов.
Скорость: 20-30 мм/с
Ретракт: нет
Обдув: нет
Температура эксплуатации: -40..+80°С
Плотность: 1,15 г/см3
Твердость по Шору D: 40
Удлинение (относ. при разрыве): 1000%
7 цветов
Цена: 3380 р/кг.



Десятикратное удлинение и 7 цветов конечно впечатляют. На пакетике опять чехарда с температурой — написано «240-250». На прутке можно отыскать небольшие наплывы. Не 3 мм, как писали в отзыве, но есть.

Эти наплывы не помешали мне печатать, т.к. пластик мягкий и они легко проскакивали в экструдер.
Та же история, что и с TPU Soft. Сушить перед печатью в обязательном порядке! Сравните образцы до и после сушки.

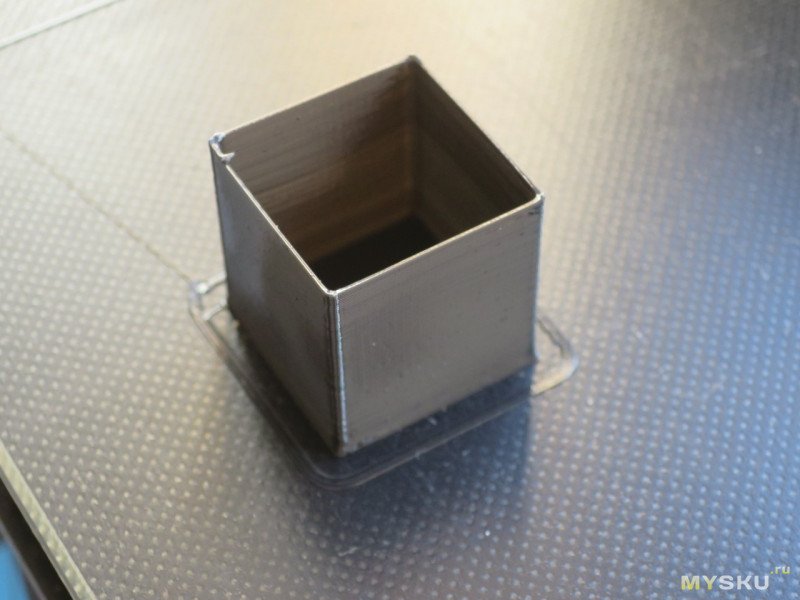
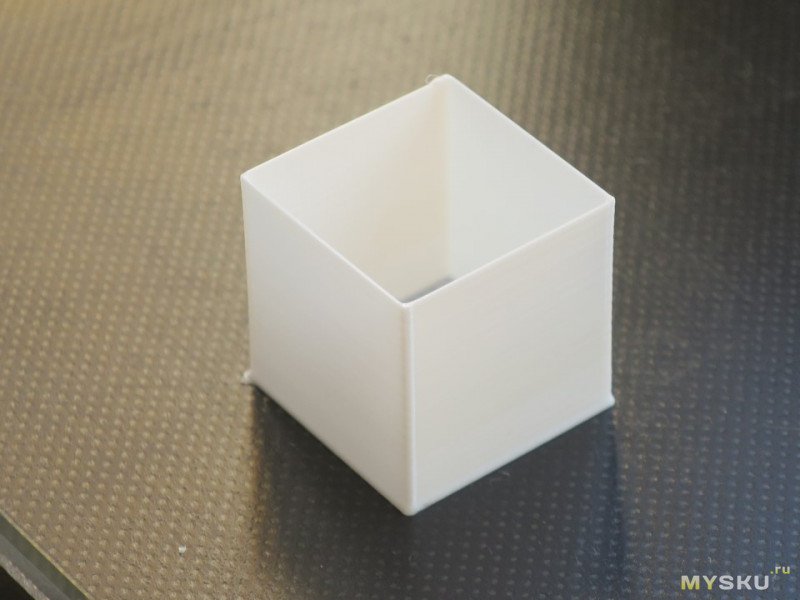
Кубик из него получился ровненький.
Фирма Print Product пробники филаментов раздает бесплатно. Гибких филаментов мне дали 4 вида: Titi Flex Soft (роскошный нэйминг, это да), Titi Flex Medium, Titi Flex Spring и Titi Flex Hard.
Titi Flex Soft
http://printproduct3d.ru/catalog.html#!/TITI-FLEX-SOFT-пластик-PrintProduct/p/85620360/category=52546147
Данные от производителя:
Твердость по Шору D: 57
рабочая температура -60..+125 °С
растяжение в 850%
масло- бензостойкий
6 цветов
Цена 3900 р/кг, если без промокода
Мне попался красный, слегка прозрачный цвет.


По длине отрезали 780 см.
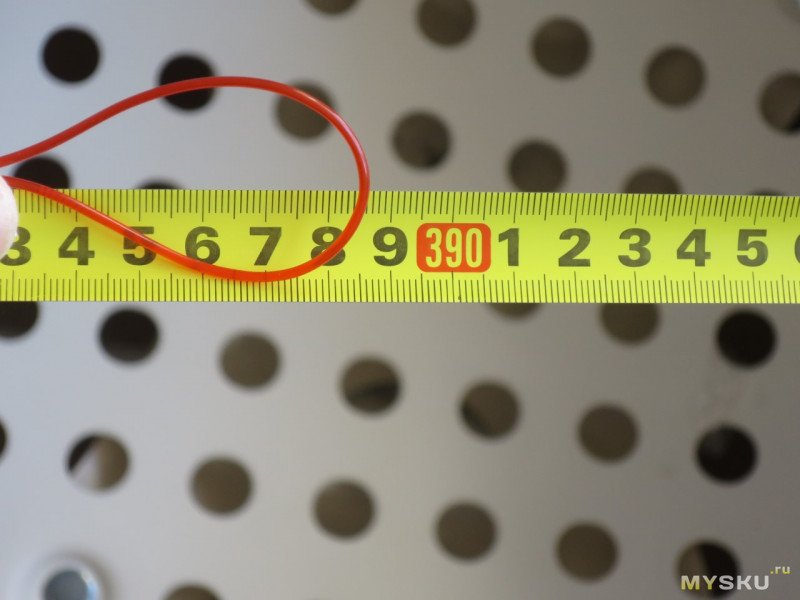
Масса — 21,5 г.

Если считать, что диаметр прутка ровно 1,75 мм, то получается, что плотность полимера 1,146 г/см3. Гугль утверждает, что плотность термопластичного полиуретана без наполнителей лежит в пределах 1,1 — 1,25 г/см3. В общем, совпадает. Но если знать реальную плотность, то можно оценивать средний фактический диаметр прутка, т.к. при зажатии в губки штангенциркуля филамент сминается и измерить фактический диаметр не так-то просто.
Филамент очень мягкий, по ощущениям как хорошо проваренная макаронина.

Попытался им напечатать, но получилось вот что:
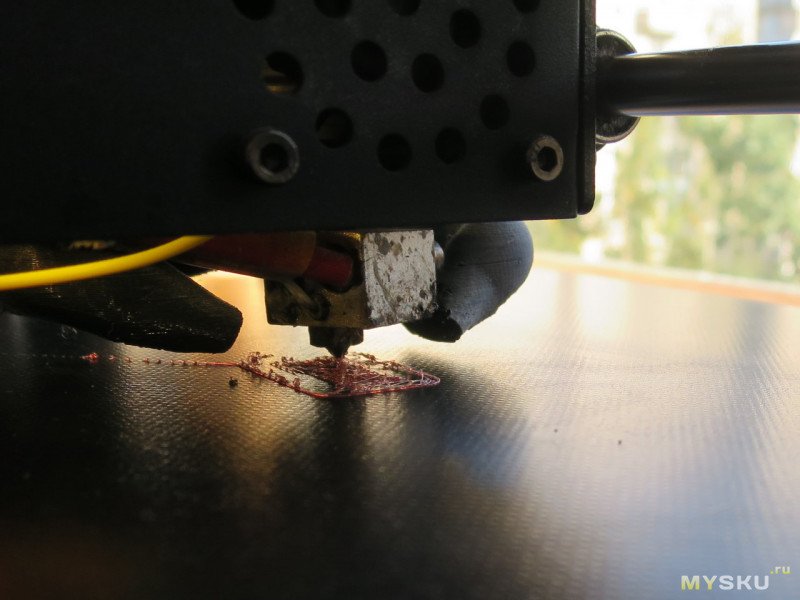
В трубке принтера филамент начал извиваться как змея.
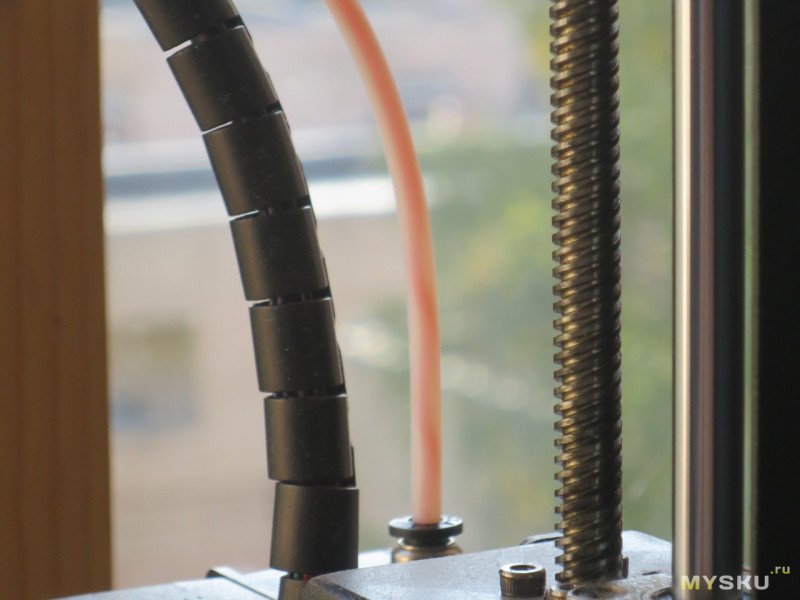
На этом месте я печать остановил.
Конечно, ему нужен директ экструдер. Моя неудача не говорит о том, что пластик плох, мягкие пластики имеют свою сферу применения, просто нужен соответствующий материалу инструмент.
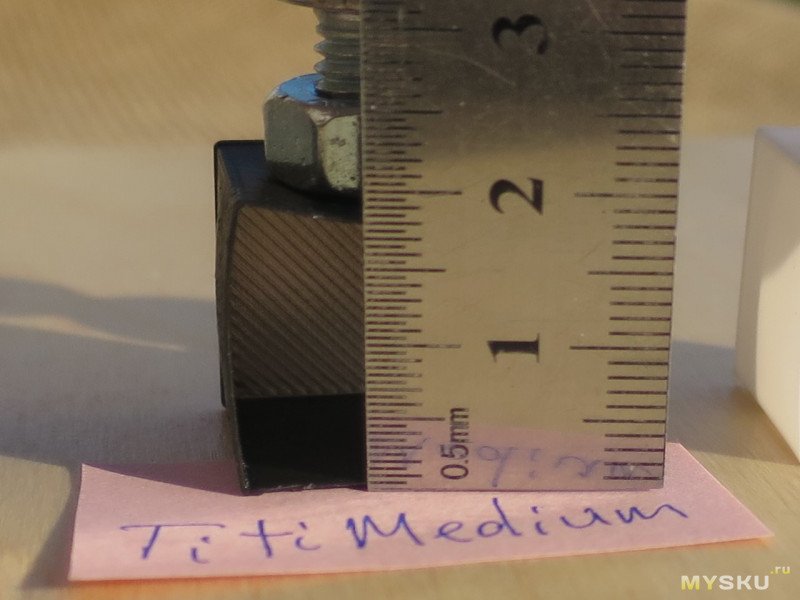
Titi Flex Medium
http://printproduct3d.ru/catalog.html#!/TITI-FLEX-MEDIUM-пластик-PrintProduct/p/67529397/category=52546147
Твердость по Шору D: 65
рабочая температура -60..+145 °С
6 цветов
Цена: 3780 р/кг, если без промокода


Отрезали 990 см, вес бухты 27 г. Плотность 1,134 г/см3, при условии соблюдении диаметра 1,75мм.


Мне показалось, что он тверже TPU Soft, но мягче Bflex. Выглядит гладким и блестящим.

Температуру поставил среднюю, 220 градусов. И снова убедился, что пластик перед печатью следовало бы просушить.


Липнет к столу пластик превосходно, печать никаких затруднений не вызывает.
В общем, мне понравился этот филамент, но основные испытания еще впереди.
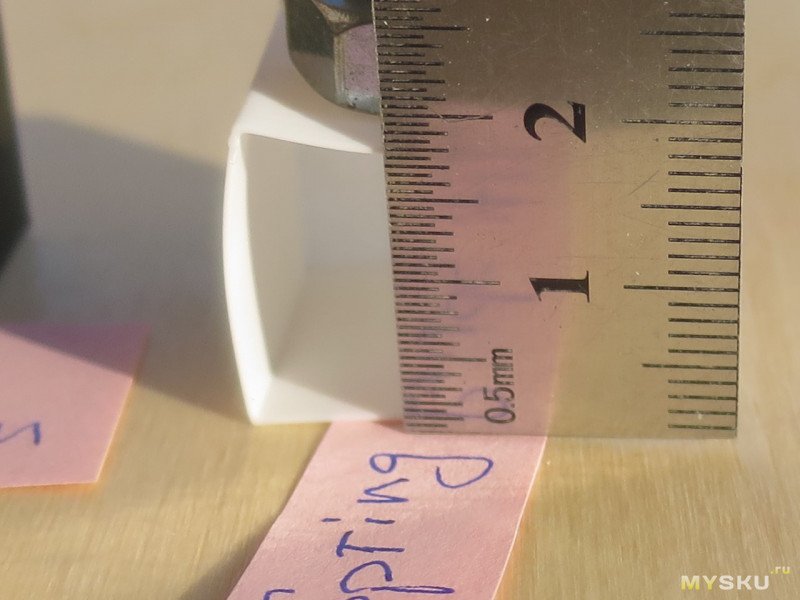
Titi Flex Spring
http://printproduct3d.ru/catalog.html#!/TiTi-FLEX-SPRING-пластик-PrintProduct/p/69937640/category=52546147
Твердость по Шору D: 95
рабочая температура -60..+135 °С
масло- бензостойкий
Плотность 1.18 г/см3
Модель упругости — 3 МПа
предел прочности — 29 МПа
относительное удлинение перед разрывом — 550%
прочность на разрыв Н/мм — 70
износостойкость мм3 — 35
6 цветов
Цена: 3900 р/кг, без учета промокода


Мне попался белый цвет. Не натуральный, как его называют, т.е. полупрозрачный, а именно ярко-белый.

Длина отрезка 980 см, при весе 29 г высчитываем плотность: 1,23 г/см3.


У производителя указана плотность 1,18, т.е. 96% от измеренной. Может быть диаметр у образца больше, а может быть плотность флуктуирует.
Филамент немного более «пластиковый», чем остальные. Но и с ним печать прошла без замечаний, просушка только желательна.
Печать проблем не вызывает.

Titi Flex Hard
http://printproduct3d.ru/catalog.html#!/TITI-FLEX-SOFT-пластик-PrintProduct/p/85620360/category=52546147
С сайта:
Твердость по Шору D: 70
рабочая температура -60..+155 °С
Самая жёсткая марка из разновидностей TITI FLEX.
6 цветов
Цена: 3900 р/кг без учета промокода


Он действительно оказался самым жестким. И мелкие детали из него распечатываются более четкими. Сушка потребовалась и ему.


Отрезок 10м, вес 30 г значит средняя плотность 1,25 г/см3.

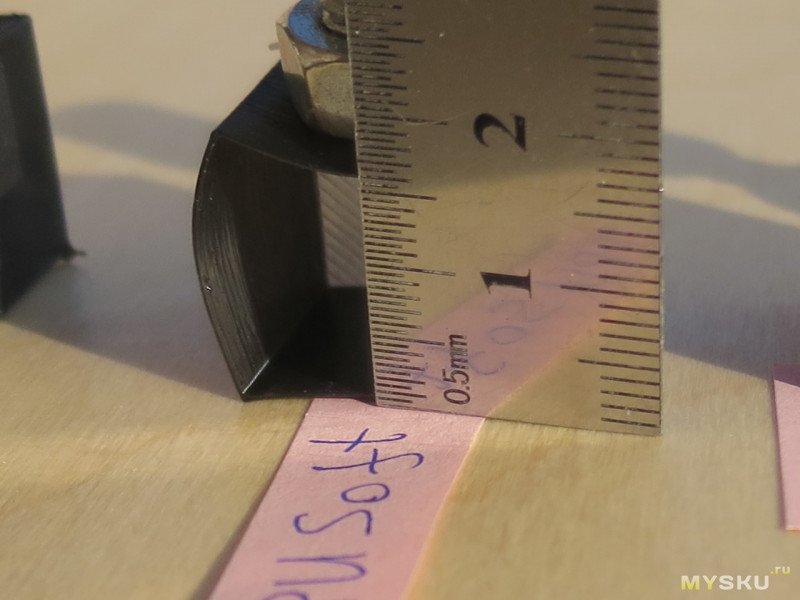
Из каждого пластика я напечатал образцы для определения прочности. Сечение самой тонкой части 1 на 1 мм. Сделал стенд из безмена, болта с подшипником и уголка.

Исходное расстояние между крюками 16 мм, максимальное — 54. Таким образом, имеем растяжение на 240%.

Приступаем к исследованиям:
TPU Soft
Выдержал нагрузку почти в полтора килограмма (1,495 кг), потом начал необратимо вытягиваться и усилие поползло вниз.
BFlex
Аналогично, растягивался с усилием чуть больше килограмма (1,19 кг), стенд мой закончился, а он так и не порвался. В итоге — неупругая деформация. Учитывая, что деформация необратима, такой режим явно не может быть штатным для распечатанной детали. Так что удлинять стенд смысла не было. Странно, что на растяжение Flex работает хуже более мягкого TPU Soft.
Titi Flex Medium
Его предел — 3,14 кг. Это 32 МПа. Пока что чемпион. И он тоже не порвался.
Titi Flex Spring
На отметке 1,335 кг произошел разрыв. Это 13,6 МПа.
Titi Flex Hard
Порван с усилием 3,03 кг. Это 31 МПа.
Для определения гибкости проведем еще один эксперимент. Нагрузим одинаковым грузом боковые стороны кубиков и выясним прогиб. Кубики 20 на 20 мм, толщина слоя 0,2 мм, печать соплом 0,4 мм. Дно в один слой, стенки в один слой в режиме вазы, т.е. без стыков.

TPU Soft: 4 мм
BFlex: 2мм
Titi Flex Medium: 2мм
Titi Flex Spring: 2,5мм
Titi Flex Hard: 1,5мм

Итоговая таблица:
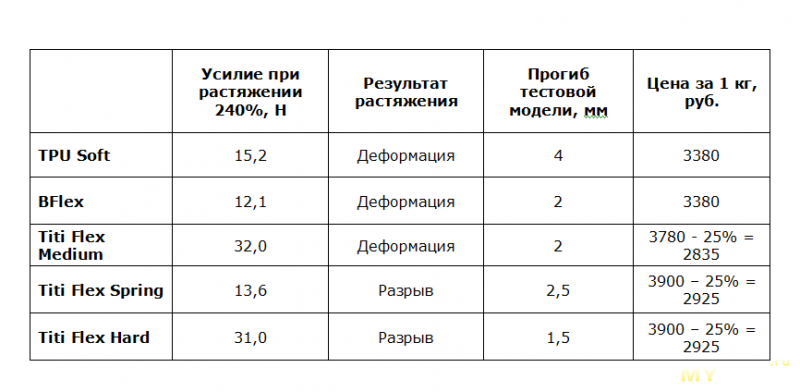
На самом деле, тут нельзя однозначно сказать какой филамент лучше, ведь все зависит от сферы применения.
Выводы:
1. Перед первой покупкой флекса лучше купить/взять пробник. Два из семи образцов к моему принтеру не подходят в принципе.
2. Даже принтер начального уровня способен печатать эластичными филаментами, не нужно этого бояться: колеса, прокладки, уплотнители, демпферы — все вам под силу.
3. Мягкие и жесткие филаменты отличаются грубо говоря вдвое, и каждый тип может найти свое применение.
4. Из рассмотренных образцов я бы выбрал Titi Flex Medium как наиболее универсальный, если вы приобретаете его не под конкретный проект, а на максимум возможных применений. К тому же, он самый недорогой.
5. Филамент крайне желательно сушить перед использованием. «Из коробки» ни один из образцов не был достаточно просушен.
Конечно, очень располагает то, что производитель бесплатно предоставляет пробники. Но взять пробник можно по предварительной заявке и только один раз. А если нужно взять просто небольшой кусчек филамента, распечатеть шестеренку из нейлона или прокладку из флекса, то пробники можно купить. По цене половины катушки из Китая тут можно накупить пробников на все случаи жизни.
Принтер у меня начального уровня, Anycubic Mega S, с экструдером боуден. Это значит, мотор, подающий пластиковый пруток, закреплен неподвижно на раме принтера, и с подвижным хотэндом, где пластик плавится, он соединен тефлоновой трубкой.
Перед покупкой я прочел обзор на свой принтер, в котором автор приходил к выводу, что эластичными полимерами принтер печатает весьма посредственно, больше для галочки в спецификации. И вот, для разных проектов мне понадобился резиноподобный филамент. Прокладки печатать, уплотнительные кольца, гофры, резиновые ножки и т.п. Покупать сразу катушку смысла не было, так что я взял на пробу несколько образцов у двух фирм.
Филамент от Bestfilament.
Взял все что было гнущееся, а именно:
1. BFGummy — 40 рублей, за эти деньги получаешь отрезок около 10 метров, как и остальные пробники.
2. TPU Soft — 100 рублей (сейчас уже 85)
3. Bflex — 85 рублей
Цвета мне попались все черные.
BFGummy
https://bestfilament.ru/category/plastik-Bestfilament/bfgummy/
На сайте о нем пишут вот что:
Не устойчив к маслам и бензину.
Экструдер: 230°С
Платформа: 100-110°С
Сопло: 0,4 мм
Скорость: 20-30 мм/с
Ретракт: нет
Обдув: нет
Рекомендуется закрытый корпус принтера.
Цена: 1600 р/кг. (сейчас скидка)
Пробник выглядит так:
Мягкий, податливый шнурок, на вид совершенно как резина. Матовый. Легко сплющивается пальцами. Цена в два раза ниже остальных — это, конечно, плюс. Но нестоек к маслу и бензину — минус.
Я соорудил в качестве тестовой модели кирпичик с надписями, сделал все необходимые настройки в слайсере и принялся печатать.
Поначалу филамент нормально выходил из сопла. Но со временем поток как-то поубавился, в трубке стали заметны скручивания филамента, потом мотор эструдера начал пропускать шаги из-за затора. В итоге печать не пошла и, остановив принтер, я получил вот такую деталь:
Ну что тут сказать. Для такого пластика, конечно же, нужен директ экструдер, т.е. мотор, подающий филамент непосредственно в нагревательный элемент, без всех этих трубочек. Переделка моего принтера в принципе возможна, но стоит ли с ней заморачиваться ради пластика, несовместимого с бензином и маслом — большой вопрос.
Так что откладываем пока этот филамент, у нас остались еще два других.
TPU Soft
https://bestfilament.ru/category/plastik-Bestfilament/tpu-05-kg-175-mm/
Термопластичный полиуретан.
стоек к маслам и бензину.
Экструдер: 200-220°С
Платформа: 40-60°С
Скорость печати: 40-60 мм/с
Обдув: Да
Ретракт: Да
2 цвета (черный и натуральный)
Цена: 3380 р/кг.
Это все данные с сайта. На самом же пакетике указаны другие температуры: Экструдер: 220-250, платформа: 80-90.
Настраиваю печать на 220 градусов, как компромисс между сайтом и пакетом. Да, в отзывах на сайте упоминается, что на филаменте встречаются наплывы по толщине. На этом пластике наплывов не обнаружил, а вот на следующем да, подтверждаю.
Вот что у меня получилось (на фото кирпичик справа):
При печати слышно потрескивание — лопаются пузырики водяного пара. Ясное дело — пластик требует сушки. Сушил я его ночь при температуре 70-75 градусов. Наутро распечатал эту же модель и вышло значительно лучше, на фото она слева.
И все-таки при печати в один слой хорошо видно, что пузырьки остались. Возможно дело в том, что я сушил сразу много филаментов, и влага не только испарялась, но и в какой-то степени перераспределялась между ними.
Ничего, просушу еще. Получившийся кубик оказался довольно мягким. Он хорошо приклеился к столу без всяких ухищрений, и я даже опасался отрывать дно толщиной в 0,2 мм от стола. Все обошлось, кубик тянулся, но не порвался. Он нам еще пригодится позже.
BFlex
https://bestfilament.ru/category/plastik-Bestfilament/bflex/
Устойчив к растворителям.
Экструдер: 220-250 градусов.
Платформа: 80-90 градусов.
Скорость: 20-30 мм/с
Ретракт: нет
Обдув: нет
Температура эксплуатации: -40..+80°С
Плотность: 1,15 г/см3
Твердость по Шору D: 40
Удлинение (относ. при разрыве): 1000%
7 цветов
Цена: 3380 р/кг.
Десятикратное удлинение и 7 цветов конечно впечатляют. На пакетике опять чехарда с температурой — написано «240-250». На прутке можно отыскать небольшие наплывы. Не 3 мм, как писали в отзыве, но есть.
Эти наплывы не помешали мне печатать, т.к. пластик мягкий и они легко проскакивали в экструдер.
Та же история, что и с TPU Soft. Сушить перед печатью в обязательном порядке! Сравните образцы до и после сушки.
Кубик из него получился ровненький.
Фирма Print Product пробники филаментов раздает бесплатно. Гибких филаментов мне дали 4 вида: Titi Flex Soft (роскошный нэйминг, это да), Titi Flex Medium, Titi Flex Spring и Titi Flex Hard.
Titi Flex Soft
http://printproduct3d.ru/catalog.html#!/TITI-FLEX-SOFT-пластик-PrintProduct/p/85620360/category=52546147
Данные от производителя:
Твердость по Шору D: 57
рабочая температура -60..+125 °С
растяжение в 850%
масло- бензостойкий
6 цветов
Цена 3900 р/кг, если без промокода
Мне попался красный, слегка прозрачный цвет.
По длине отрезали 780 см.
Масса — 21,5 г.
Если считать, что диаметр прутка ровно 1,75 мм, то получается, что плотность полимера 1,146 г/см3. Гугль утверждает, что плотность термопластичного полиуретана без наполнителей лежит в пределах 1,1 — 1,25 г/см3. В общем, совпадает. Но если знать реальную плотность, то можно оценивать средний фактический диаметр прутка, т.к. при зажатии в губки штангенциркуля филамент сминается и измерить фактический диаметр не так-то просто.
Филамент очень мягкий, по ощущениям как хорошо проваренная макаронина.
Попытался им напечатать, но получилось вот что:
В трубке принтера филамент начал извиваться как змея.
На этом месте я печать остановил.
Конечно, ему нужен директ экструдер. Моя неудача не говорит о том, что пластик плох, мягкие пластики имеют свою сферу применения, просто нужен соответствующий материалу инструмент.
Titi Flex Medium
http://printproduct3d.ru/catalog.html#!/TITI-FLEX-MEDIUM-пластик-PrintProduct/p/67529397/category=52546147
Твердость по Шору D: 65
рабочая температура -60..+145 °С
6 цветов
Цена: 3780 р/кг, если без промокода
Отрезали 990 см, вес бухты 27 г. Плотность 1,134 г/см3, при условии соблюдении диаметра 1,75мм.
Мне показалось, что он тверже TPU Soft, но мягче Bflex. Выглядит гладким и блестящим.
Температуру поставил среднюю, 220 градусов. И снова убедился, что пластик перед печатью следовало бы просушить.
Липнет к столу пластик превосходно, печать никаких затруднений не вызывает.
В общем, мне понравился этот филамент, но основные испытания еще впереди.
Titi Flex Spring
http://printproduct3d.ru/catalog.html#!/TiTi-FLEX-SPRING-пластик-PrintProduct/p/69937640/category=52546147
Твердость по Шору D: 95
рабочая температура -60..+135 °С
масло- бензостойкий
Плотность 1.18 г/см3
Модель упругости — 3 МПа
предел прочности — 29 МПа
относительное удлинение перед разрывом — 550%
прочность на разрыв Н/мм — 70
износостойкость мм3 — 35
6 цветов
Цена: 3900 р/кг, без учета промокода
Мне попался белый цвет. Не натуральный, как его называют, т.е. полупрозрачный, а именно ярко-белый.
Длина отрезка 980 см, при весе 29 г высчитываем плотность: 1,23 г/см3.
У производителя указана плотность 1,18, т.е. 96% от измеренной. Может быть диаметр у образца больше, а может быть плотность флуктуирует.
Филамент немного более «пластиковый», чем остальные. Но и с ним печать прошла без замечаний, просушка только желательна.
Печать проблем не вызывает.
Titi Flex Hard
http://printproduct3d.ru/catalog.html#!/TITI-FLEX-SOFT-пластик-PrintProduct/p/85620360/category=52546147
С сайта:
Твердость по Шору D: 70
рабочая температура -60..+155 °С
Самая жёсткая марка из разновидностей TITI FLEX.
6 цветов
Цена: 3900 р/кг без учета промокода
Он действительно оказался самым жестким. И мелкие детали из него распечатываются более четкими. Сушка потребовалась и ему.
Отрезок 10м, вес 30 г значит средняя плотность 1,25 г/см3.
Из каждого пластика я напечатал образцы для определения прочности. Сечение самой тонкой части 1 на 1 мм. Сделал стенд из безмена, болта с подшипником и уголка.
Исходное расстояние между крюками 16 мм, максимальное — 54. Таким образом, имеем растяжение на 240%.
Приступаем к исследованиям:
TPU Soft
Выдержал нагрузку почти в полтора килограмма (1,495 кг), потом начал необратимо вытягиваться и усилие поползло вниз.
BFlex
Аналогично, растягивался с усилием чуть больше килограмма (1,19 кг), стенд мой закончился, а он так и не порвался. В итоге — неупругая деформация. Учитывая, что деформация необратима, такой режим явно не может быть штатным для распечатанной детали. Так что удлинять стенд смысла не было. Странно, что на растяжение Flex работает хуже более мягкого TPU Soft.
Titi Flex Medium
Его предел — 3,14 кг. Это 32 МПа. Пока что чемпион. И он тоже не порвался.
Titi Flex Spring
На отметке 1,335 кг произошел разрыв. Это 13,6 МПа.
Titi Flex Hard
Порван с усилием 3,03 кг. Это 31 МПа.
Для определения гибкости проведем еще один эксперимент. Нагрузим одинаковым грузом боковые стороны кубиков и выясним прогиб. Кубики 20 на 20 мм, толщина слоя 0,2 мм, печать соплом 0,4 мм. Дно в один слой, стенки в один слой в режиме вазы, т.е. без стыков.
TPU Soft: 4 мм
BFlex: 2мм
Titi Flex Medium: 2мм
Titi Flex Spring: 2,5мм
Titi Flex Hard: 1,5мм
Итоговая таблица:
На самом деле, тут нельзя однозначно сказать какой филамент лучше, ведь все зависит от сферы применения.
Выводы:
1. Перед первой покупкой флекса лучше купить/взять пробник. Два из семи образцов к моему принтеру не подходят в принципе.
2. Даже принтер начального уровня способен печатать эластичными филаментами, не нужно этого бояться: колеса, прокладки, уплотнители, демпферы — все вам под силу.
3. Мягкие и жесткие филаменты отличаются грубо говоря вдвое, и каждый тип может найти свое применение.
4. Из рассмотренных образцов я бы выбрал Titi Flex Medium как наиболее универсальный, если вы приобретаете его не под конкретный проект, а на максимум возможных применений. К тому же, он самый недорогой.
5. Филамент крайне желательно сушить перед использованием. «Из коробки» ни один из образцов не был достаточно просушен.
Конечно, очень располагает то, что производитель бесплатно предоставляет пробники. Но взять пробник можно по предварительной заявке и только один раз. А если нужно взять просто небольшой кусчек филамента, распечатеть шестеренку из нейлона или прокладку из флекса, то пробники можно купить. По цене половины катушки из Китая тут можно накупить пробников на все случаи жизни.
Самые обсуждаемые обзоры
| +68 |
3024
70
|
| +39 |
2464
55
|
| +33 |
2008
39
|
Я у них беру всегда пла, пробовал все кроме абс. Решил для себя что лучше только пла, все остальные пластики полная х*рня.
Вот ПЛА у них совершенно не понравился. ПЕТГ, ХИПС, ТПУ отличные.
и в руках все кубики потискать, для наглядности, чтобы хоть как-то жесткость на видео показать.
я, собственно, хочу некое подобие бампера на осцилл изобразить.хотя бы 4 уголка приклеить
Плюс за труды, спасибо-за информацию. ;-)