Филамент PETG от 123 3d

- Цена: 421 ₽ ( ~$4.6)
- Перейти в магазин
На сайте периодически встречаются обзоры разных красивых пластиков. Я же прощупываю дно — смотрим максимально дешевый филамент для печати технички.
После Некрасовского PETG филамента остались противоречивые чувства — печатает, спекается, но грязный, сырой, и на температурной башне вообще ничего непонятно.
А недавно мне на глаза попался пластик 123, который не раз упоминали в комментариях, и который оказался на треть дешевле Некрасовского.
Внешний вид
Этот пластик бывает только черный, белый и прозрачный (последний — редко). Для печати кучи одноразовой технички была приобретена катушка черного.
Сайт производителя отсутствует, филамент периодически всплывает на OZON и WB.
Все, что удалось выцепить по характеристикам:
Диаметр 1.75
900 грамм, 300 метров
Рекомендуемая температура сопла 210-240
Рекомендуемая температура стола 70+
Перед использованием рекомендуется просушить
Филамент приходит в драном пакете. Даже у Некрасовского была коробка и почти герметичный пакет (похожий на запаянную стретч пленку) и силикагель.

Несмотря на такую экономию, используется массивная пластиковая катушка. Этикетка на катушке совершенно нечитаема, можно разобрать только «220-240», материал — полистирол (PS). Штамп на катушке «D200-3D» не гуглится (очевидно, диаметр).

Пластик глянцевый, и на этом глянце очень хорошо видна куча загрязнений.
Тестирование

Вес брутто 1140 г., вес катушки 220 г. (весит как FDPlast`овская), итого филамента 920 г. (обещано 900)
Габариты катушки: внутренний ⌀54мм, наружный ⌀200мм, ширина 63 мм.
Теперь перемотаем — прогоним через фильтр, проверим диаметр и перехлесты. Последних не оказалось, и вся катушка спокойно прошла через фторопластовую трубку. Сушим.
Принтер для тестирования: Flashforge Adventurer 5M, хотэнд Bambu Lab, сопло 0.4, слой 0.2, штатный обдув.
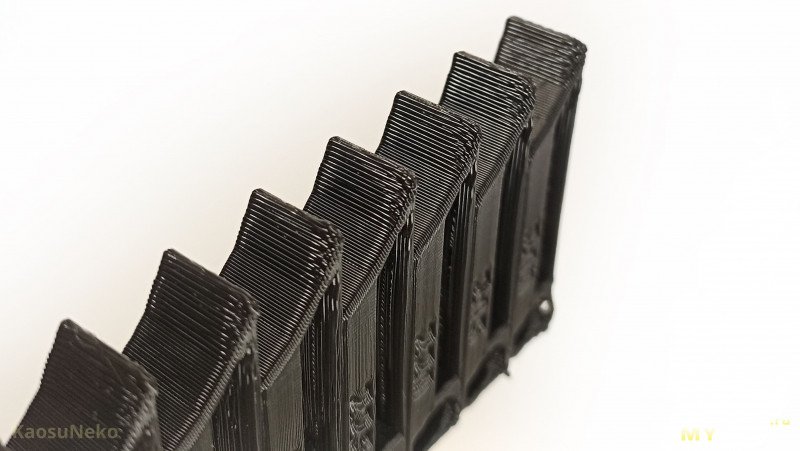

Паутинка есть на любой температуре (сушка не помогает), с 230°С уже хорошо заметна. Удалось сломать по 220°, но это какая-то случайность — вторая башня при таком усилии не сломалась. Канцелярский нож с большим трудом режет по слоям на 210°-215°. На уровне 220° резать модель вдоль слоев уже не получается.

Pressure Advance можно увеличить до 0.03~0.04
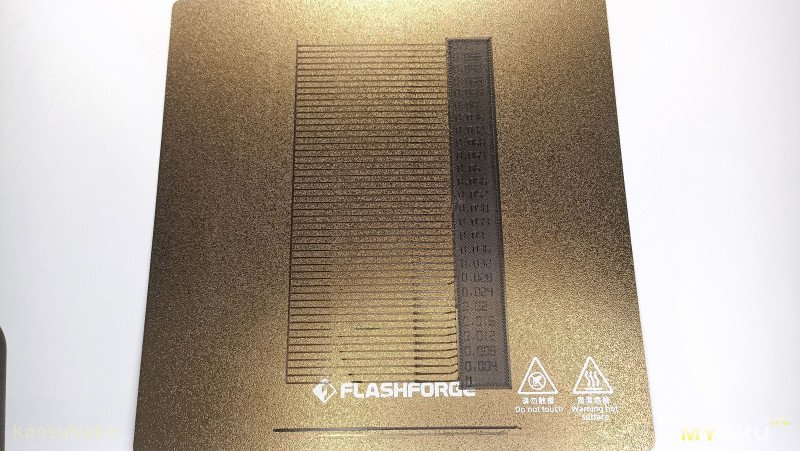
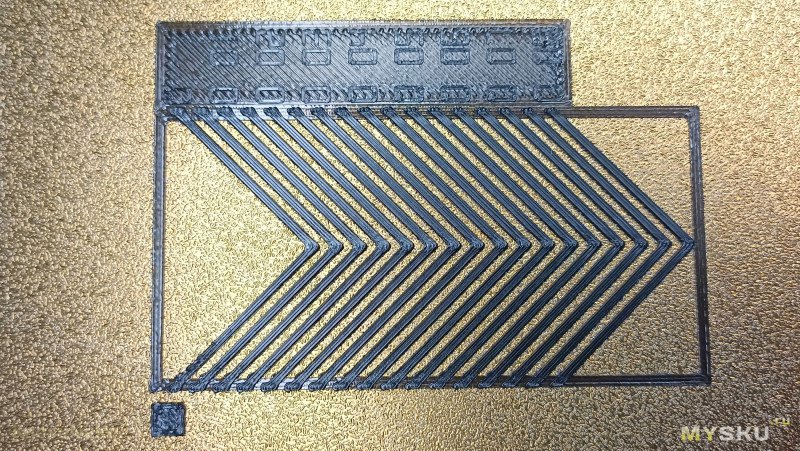
Максимальная скорость потока 5-20 мм³/с на 220°С

До 10 мм³/с модель имеет глянцевый блеск, выше — матовая. С 17 мм³/с начинаются дефекты.
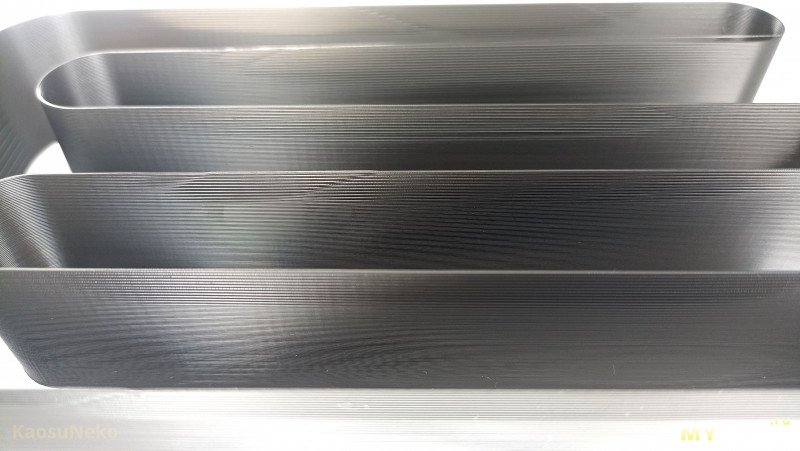
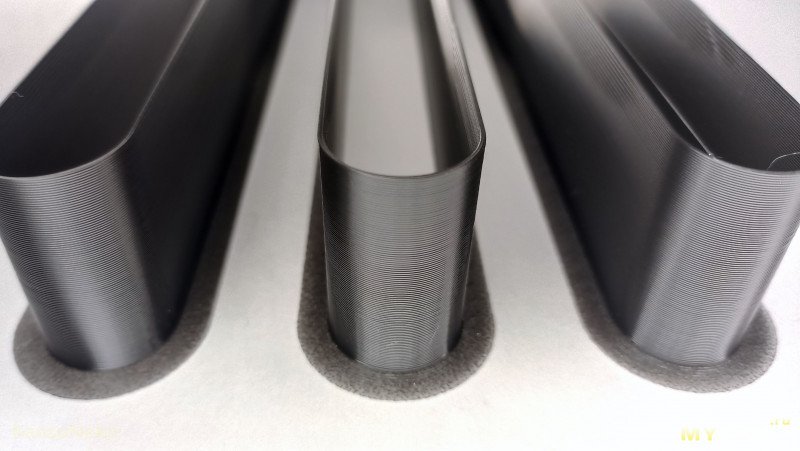
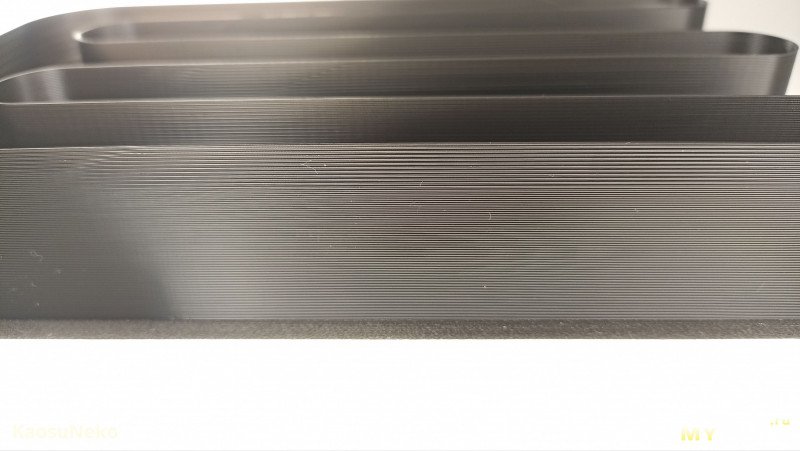
3D бенчи


Обдув на нависаниях пришлось поднять до 100% (как вариант — снизить скорость печати нависаний) и ориентировать модель вдоль оси Y, чтобы нос лучше обдувался — иначе на нависаниях появляются дефекты (принтер с зашивкой и колпаком, дверь открыта, доп. обдува нет)


На так красиво, как PLA, что намотали в комплекте с принтером, но для столь дешевого филамента — очень достойно.
Заключение
Учитывая цену — пластик может быть из вторички (но это не точно), при этом показал себя довольно неплохо — успел напечатать им пару крупных моделей. Для технички вполне можно использовать, с парой но:
есть паутинка независимо от сушки;
новую катушку перематывать через фильтр и трубку, поскольку в отзывах встречаются утолщения филамента до 2 мм (в моем экземпляре все нормально) — а вот это уже заставляет задуматься о целесообразности подобной покупки.
| +57 |
3220
63
|
| +52 |
2185
40
|
Не идеальный образец конечно, но соотношение цены и качества хорошее, однозначно получше, чем у некрасовского )
ЗЫ: их флуоресцентный никто не брал?
3 дня на солнце эффекта 0.
Они это везде пишут, но никто не знает отличий )
Тоже брал такой пластик, мое мнение — это не чистый PET-G, а какая-то помесь непонятно с чем. Из экструдера выдавливается абы как, поток не подобрать, но однозначно надо занижать. Сопливит да, при любых условиях. Можно было бы списать на влажность, но влажный PET-G ведет себя не так.
Так что если брать его, то для совсем нетребовательной технички. В противном случае экономия не стоит нервов и времени на очистку детали от соплей и «катышков» срывающихся с сопла.
Но давно с таким не сталкивался, видимо потому что перестал покупать самые дешевые варианты на рынке )
Вот хорошая статья по теме 3dtoday.ru/blogs/daymon/keep-the-end-save-coil
Перемотать через фильтр безусловно можно, хотя проще поставить фильтр прямо перед экструдером. Но легенды про перехлесты повторять не надо :)
низкой культурой производстватем же, чем и у мейкеров — соскочили последние витки (при отрезе, уронили катушку, напортачили со счетчиком — намотали лишнего...), не стали отматывать — накинули витки, взяли конец, протянули, зафиксировали.У меня принтер лет 8, за все время может 4-5 перехлестов, пара точно по моей вине, не отрицаю, остальные — может тоже, но это уже не точно.
Фильтр перед экструдером, естественно, стоит, но диаметр прутка выше 2мм — не разовый случай, судя по отзывам.
У меня печатается вообще без соплей без всякой сушки, просто надо поднять скорость перемещений (может это мои домыслы), но у меня при любой влажности, даже пар из сопла идет, но соплей практически нет
Также нагуглил несколько контор, которые закупают брак у мейкеров (чистый, рассортированный по типам пластика)
И да, пруток грязноватый, но фильтр перед фидером спасает. Перехлестов и утолщений ни разу не встречал.
А на Эндере больше 80, кажется, я этот пластик не гонял.
Брал и на WB и на озоне, разницы не обнаружил. Спекается отлично, паутины минимум. Печатал и из драного пакета сразу и после суток в сушилке при 60 градусах — разницы ноль. Теперь его не сушу, нет смысла.
Прозрачный от них — все точно так же
А вот белый — такое себе, сходу не захотел к столу липнуть. Позже буду разбираться.
Когда про него только узнал и стал брать на WB, то в принципе был доволен — неплохо печатался, низкая цена…
Через год стало похуже — качество упало (4 раза забивало 0,4 сопло так, что деталь в мусорку), поднялась цена, а учитывая что именно пластика там не 1 кг, а 910 грамм, то тот же Пластикофф становится гораздо интереснее, как по стоимости за 1 кг, так и по качеству.
Пластикофф для Беларуси выходит дороже чем 123
900 гр «123» стоит 19,39 BYN — 2,154 BYN за 100 гр.
1000 гр. Пластикофф стоит 23,40 BYN — 2,34 BYN за 100 гр.