Diamond Tool Holder или Тангенциидальный резец, набор левый+правый

- Цена: 180$ +38$ доставка
- Перейти в магазин
Разбавлю постом о профессиональном инструменте.
Сравним DTH c «обычным юсовским резцом» («conventional lathe tools»)
DTH слева, традиционный резец справа:
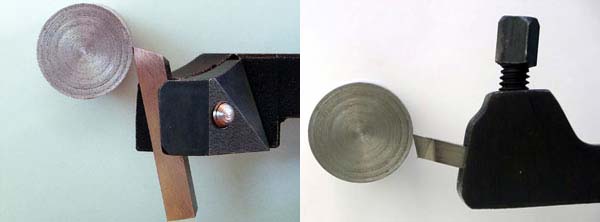
В классическом резце силы резания приходятся поперек режущей вставки, нагружая ее на изгиб, что приводит к повышению риска заклинивания, входа в резонанс, поломки инструмента, и из-за этого страдают скорость, точность и чистота резания.
Отличия резца DTH в измененном положении режущего элемента — по касательной к заготовке, из-за чего режущие силы направлены вниз вдоль, по всей длине режущего инструмента, что, в совокупности с материалом и закалкой державки, делает всю систему очень жесткой.
В качестве режущего инструмента Оззи предлагают использовать любые дешевые куски быстрореза, 1/4" или 5/16" в зависимости от величины тулхолдера. Для отдаленных жителей материков и прочих инопланетян, Оззи предлагают докупить метрические зажимы к тулпосту, чтобы без батхерту и головняка использовать 6 или 8 мм заготовки быстрореза, правда ценник — ахтунг, но при такой стоимости почтовых услуг, лучше взять сразу.
В тулпост лезут как квадратные в сечении бруски, так и круглые, что открывает еще один вариант добычи расходников, о которых гордо упоминают разработчики — вторичное использование центровочных сверл соответствующего диаметра.
Разработчики рекомендуют использовать быстрорез с высоким содержанием кобальта "Crobalt® Cast Alloy". По их заявлениям, расходники под торговой маркой Crobalt® Cast Alloy (состав 50% кобальта, остальное- вольфрам и хром, железа нет вообще), делают как стоячих быстрорезы типа M42 HSS и подобные, при этом легко затачиваются и правятся на обычном наждаке. Варианты и цены тут.
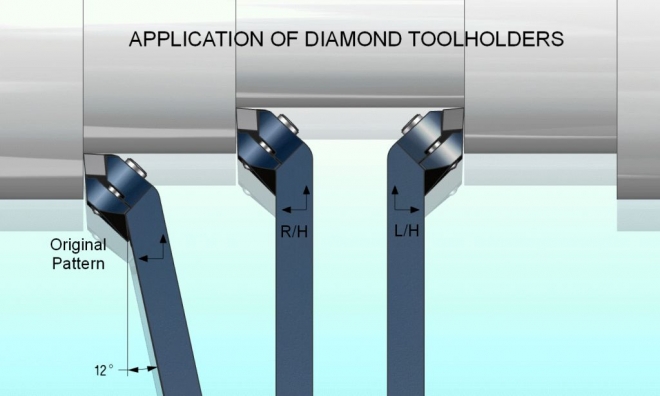
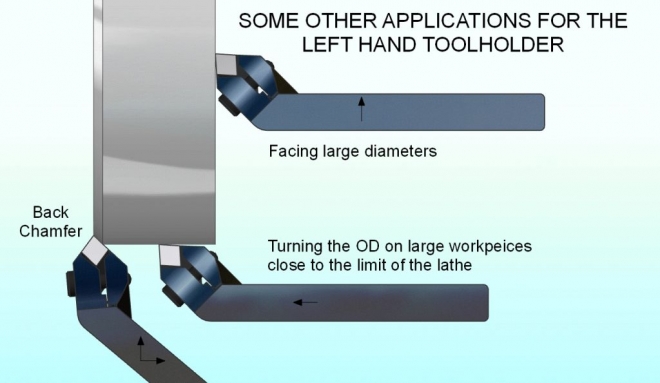
Соответственно доступны к заказу левые и правые державки, варианты применения:
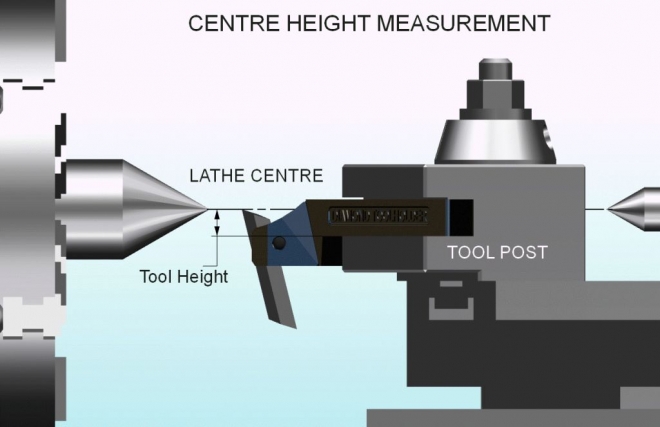
Как правильно выставлять по высоте центров:
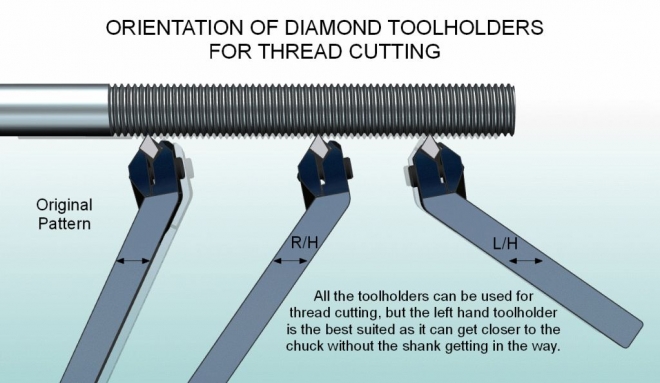
Возможность использования DTH для нарезания резьбы, как 50, так и 60 градусов:
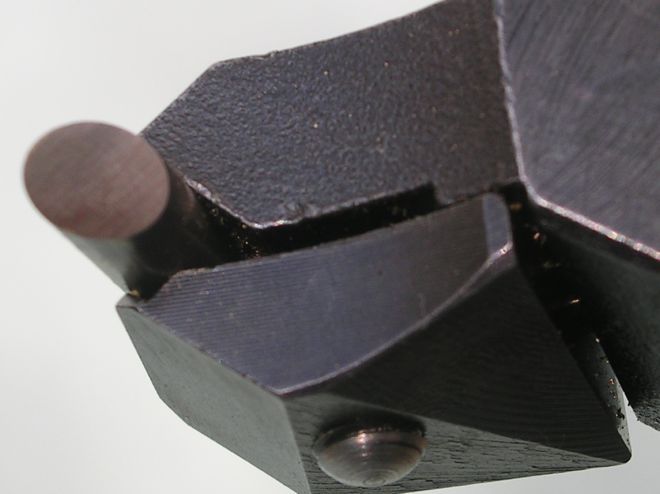
С зажатыми прямоугольными и круглыми режущими вставками:

Можно заказать с оправкой для заточки вставок, так и без:

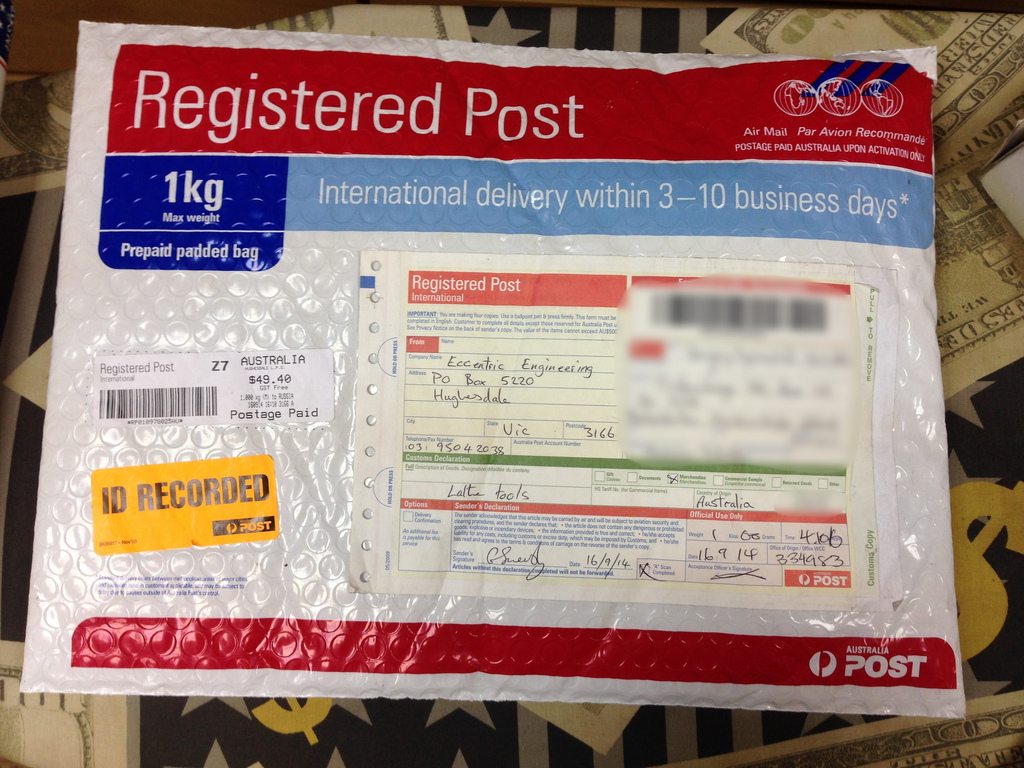
Пришло мне все это удовольствие за 20 дней, при этом обращаем внимание на стоимость австралийских почтовых услуг:
Правый резец (внимание! установлена отдельно заказанная вставка Crobalt, см. примечание внизу):
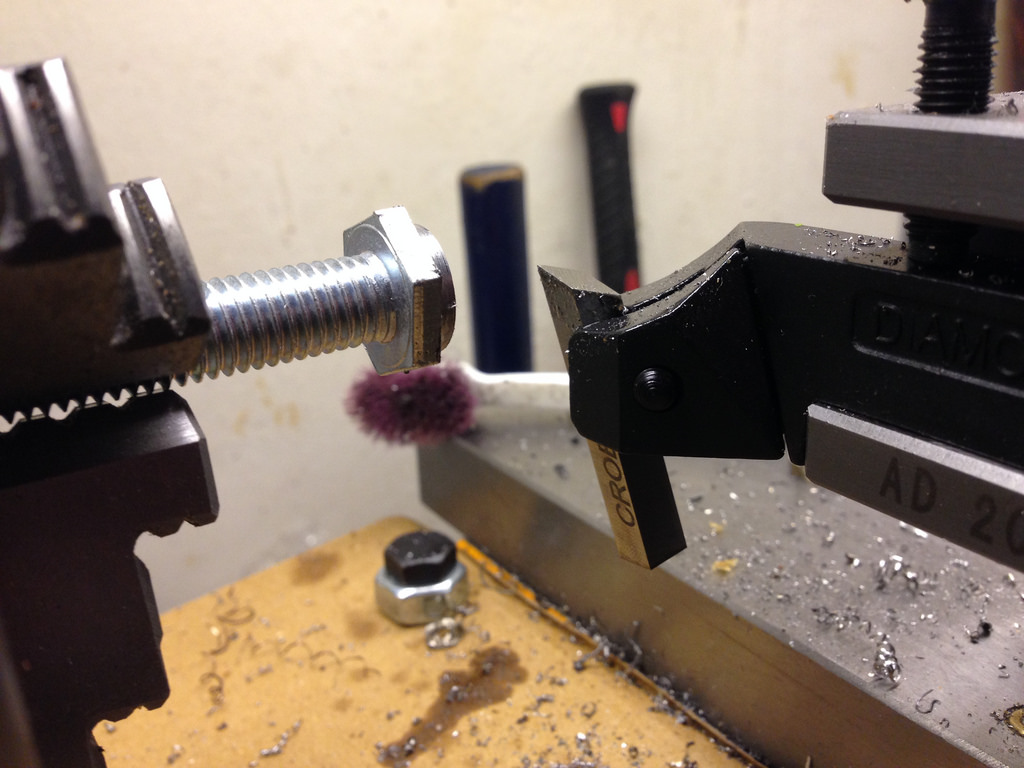

Левый резец (внимание! установлена отдельно заказанная вставка Crobalt, см. примечание внизу):

Режут по люминю и чернухе бесподобно, точить легко и удобно, в совокупности с до этого описанным отрезным- прям идеальный комплект для повседневки, а учитывая, что размеры державок начинаются от 8 мм — мастхев всем обладателям микростанков и не очень!
Внимание! В комплекте с резцом идет режущий элемент не описанный выше «Crobalt», а HSS M42 8% кобальта:
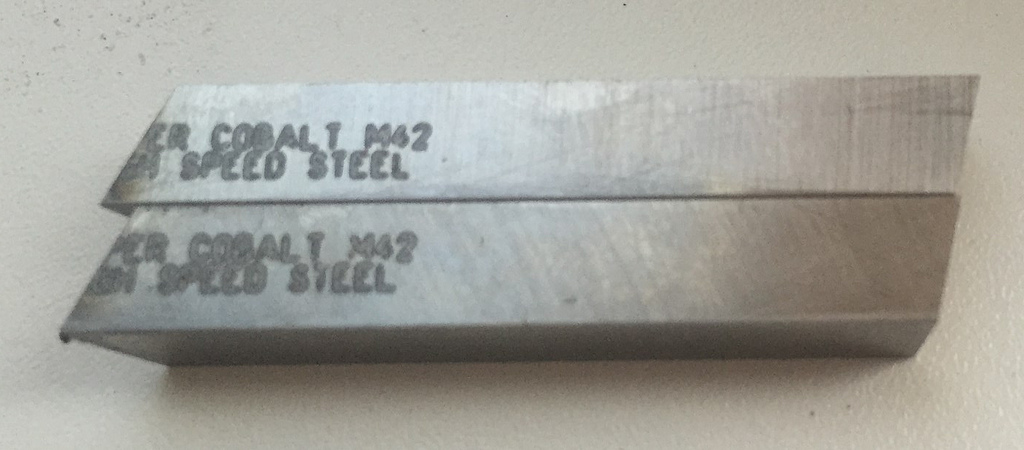
Если хочется именно «Crobalt», он заказывается отдельно.
На сайте нет, в месте с заказом идет толковый мануальчик по заточке режущих элементов:

Короткое видео работы по нержавейке, оно с замедлением, но проблемы с освещением, на 240 кадрах в секунду становятся заметно мерцание светодиодного светильника:
Фото к видео:

При заказе может возникнуть ситуация, что чекаут при выбранной доставке в Россию завершается с ошибкой, тогда просто пишите письмо по контактным адресам или сразу на gary@eccentricengineering.com.au, вам оперативно вышлют paypal счет для оплаты, и ответят на все вопросы.
Сравним DTH c «обычным юсовским резцом» («conventional lathe tools»)
DTH слева, традиционный резец справа:
В классическом резце силы резания приходятся поперек режущей вставки, нагружая ее на изгиб, что приводит к повышению риска заклинивания, входа в резонанс, поломки инструмента, и из-за этого страдают скорость, точность и чистота резания.
Отличия резца DTH в измененном положении режущего элемента — по касательной к заготовке, из-за чего режущие силы направлены вниз вдоль, по всей длине режущего инструмента, что, в совокупности с материалом и закалкой державки, делает всю систему очень жесткой.
В качестве режущего инструмента Оззи предлагают использовать любые дешевые куски быстрореза, 1/4" или 5/16" в зависимости от величины тулхолдера. Для отдаленных жителей материков и прочих инопланетян, Оззи предлагают докупить метрические зажимы к тулпосту, чтобы без батхерту и головняка использовать 6 или 8 мм заготовки быстрореза, правда ценник — ахтунг, но при такой стоимости почтовых услуг, лучше взять сразу.
В тулпост лезут как квадратные в сечении бруски, так и круглые, что открывает еще один вариант добычи расходников, о которых гордо упоминают разработчики — вторичное использование центровочных сверл соответствующего диаметра.
Разработчики рекомендуют использовать быстрорез с высоким содержанием кобальта "Crobalt® Cast Alloy". По их заявлениям, расходники под торговой маркой Crobalt® Cast Alloy (состав 50% кобальта, остальное- вольфрам и хром, железа нет вообще), делают как стоячих быстрорезы типа M42 HSS и подобные, при этом легко затачиваются и правятся на обычном наждаке. Варианты и цены тут.
Соответственно доступны к заказу левые и правые державки, варианты применения:
Как правильно выставлять по высоте центров:
Возможность использования DTH для нарезания резьбы, как 50, так и 60 градусов:
С зажатыми прямоугольными и круглыми режущими вставками:
Можно заказать с оправкой для заточки вставок, так и без:
Пришло мне все это удовольствие за 20 дней, при этом обращаем внимание на стоимость австралийских почтовых услуг:
Правый резец (внимание! установлена отдельно заказанная вставка Crobalt, см. примечание внизу):
Левый резец (внимание! установлена отдельно заказанная вставка Crobalt, см. примечание внизу):
Режут по люминю и чернухе бесподобно, точить легко и удобно, в совокупности с до этого описанным отрезным- прям идеальный комплект для повседневки, а учитывая, что размеры державок начинаются от 8 мм — мастхев всем обладателям микростанков и не очень!
Внимание! В комплекте с резцом идет режущий элемент не описанный выше «Crobalt», а HSS M42 8% кобальта:
Если хочется именно «Crobalt», он заказывается отдельно.
На сайте нет, в месте с заказом идет толковый мануальчик по заточке режущих элементов:
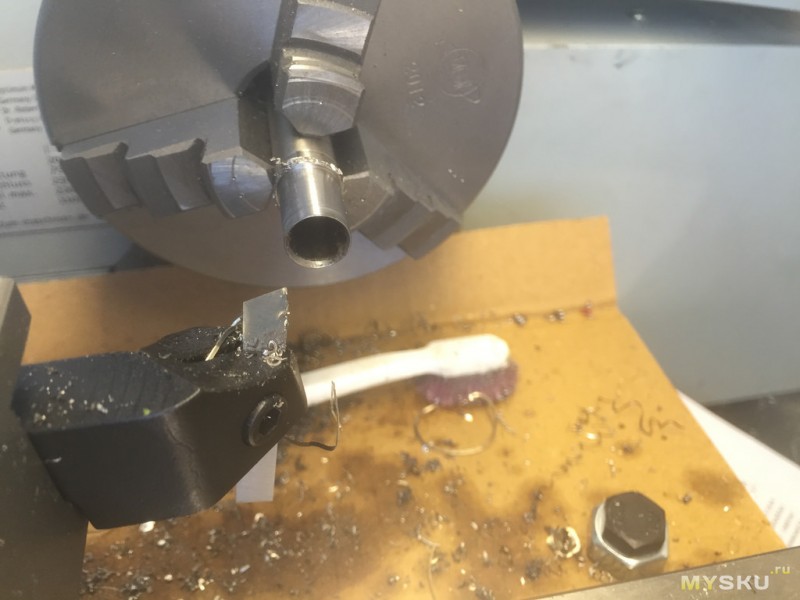
Короткое видео работы по нержавейке, оно с замедлением, но проблемы с освещением, на 240 кадрах в секунду становятся заметно мерцание светодиодного светильника:
Фото к видео:
При заказе может возникнуть ситуация, что чекаут при выбранной доставке в Россию завершается с ошибкой, тогда просто пишите письмо по контактным адресам или сразу на gary@eccentricengineering.com.au, вам оперативно вышлют paypal счет для оплаты, и ответят на все вопросы.
Самые обсуждаемые обзоры
Хорошо, что иногда даже такое попадается, может и пригодится, спасибо, плюсик поставил.
Чем видео снимали?
Когда уже админы доведут до ума колонку — Похожие обзоры, до смешного ведь иногда доходит :))
Вы написали про 240 к\сек, это там камера может писать с такой частотой?
З.Ы. Вы в личку заглядываете?
Ради 240 кадров я готов тоже его купить.
Не затруднит выложить видео в оригиналегде-нить?
видео
Чем ни играю, дергается, надо думать, как с этим теперь жить…
когда проходил практику ( 7 месяцев ) то очень часто «зависал» у токаря ) классный мужик ) мне так нравилось смотреть как он всякие «штуки» режет по работе, а когда он начал вытачивать вал длинной больше метра ( на очень длинном станке ) и точил его не один день сверяя всё с микрометром и прочими «очень точными штуками» — то моему счастью не было предела)) а как красиво летела стружка от бронзы )))
расположить их «по техногии марсиан» или например что бы часть стружки падала на магнит, а вторая чать «сдувалась» ветерком на этот же ( или другой ) магнит? я так понимаю балкон «изолирован» и часть стружки «выносится» на себе? тогда можно попробовать у китайцев купить 100500 мелких «супер сильных» магнитова и собрать из них аналог старой знакомой «шторы» которая будет облеплять вас при выходе и собирать всю стружку )
на производстве проще, смёл всё на пол щёткой и подмёл…
Я бы подумал насчет пром пылесоса.
Оно летит.
Во все стороны, не предсказуемо, как не закрывай. Даже закрытое со всех сторон потом падает с детали или инструмента.
Оно цепляется.
Оно не всегда магнитится.
А еще есть собака))
А что за станочек у вас, если не секрет?
А глубину- потянет на весь профиль режущей вставки, только не на всех станках, скоростях, подачах и материалах.
Тьфу, вопрос вообще не корректный короче.
только не на следующей недели, я чемоданы в командировку пакую
Готовый стоит сотни тысяч, колхозить самому — вокруг них какая-то тайна полишинеля, месяц наверное собирал информацию, те кто по их заверениям собрал работающий станок- схемами генератора не делятся.
Плюнул и собрал свою схему на ардуино и КМОП транзисторах — даже одна ступень получилась настолько мощная, что через пару минут работы спалила буферную сборку резисторов ))))
А так надо заказать бухту проволоки, CNC есть, только ванну сделать и решить проблему с проводимостью воды.
Мы эрозионкой профильные резцы для мехобробки давно режем, хотя и шнибергер есть.