Борфрезы (шарошки) по металлу.

- Цена: 8.99 $
- Перейти в магазин
Всем привет! Продолжаю расширять арсенал инструмента своей мастерской. На этот раз обзавелся небольшим набором борфрез для обработки металла. Инструмент такого рода до этого не имел, поэтому, повествовать буду сугубо субъективно.
И, так имеем мы набор из пяти элементов. Поставляются упакованными в полиэтилен производителем NO NAME.

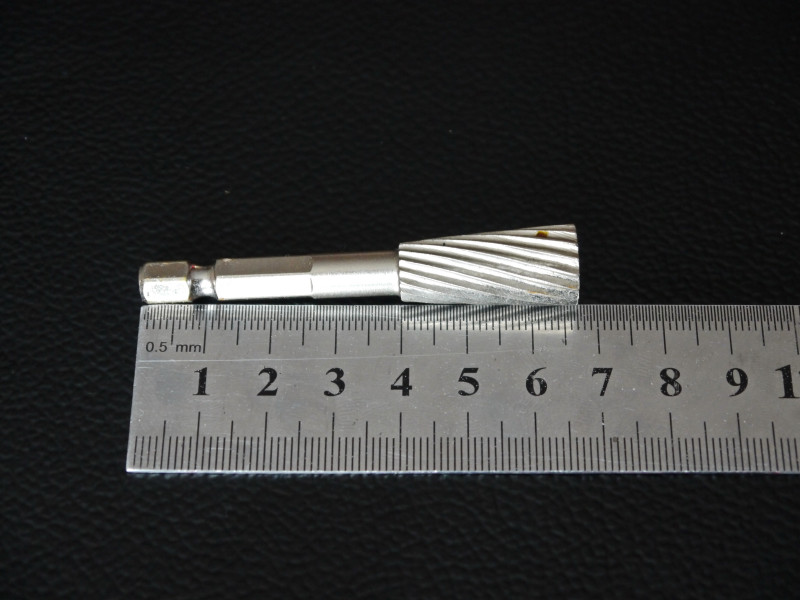
Маркировки, на самом инструменте, тоже отсутствуют. Товар имеет следующие характеристики:
Материал: Быстрорежущая сталь 4241 (аналог Р2М1)
Твердость: HRC 60-63
Размер шестигранного хвостовика: 6 мм
Длина хвостовика: 40 мм
Диаметр режущей кромки (в наибольшей части): 12 мм
Длина режущей кромки: 27 мм
Общая длина: 67 мм
В комплекте борфрезы следующих форм (слева-направо):
сферо-цилиндрическая,
коническая с заостренным концом (к слову не очень заостренным),
аркообразная заостренная,
цилиндрическая,
коническая обратного конуса

Весь инструмент имеет обычную заточку (SC). На хвостовике есть канавка для пружинной фиксации.
Перед тем как приступить, непосредственно, к использованию, нашел немного информации о правильных режимах работы с инструментом. Противопоказано слишком сильно давить на борфрезу. От этого скорость ее работы падает, а инструмент перегревается. В итоге происходит преждевременный износ рабочей части борфрезы (признаюсь временами грешил по этому пункту). Нужно всегда обеспечивать максимальный контакт рабочей части борфрезы с обрабатываемым материалом. При обработке поверхностей, важно соблюдать высокие скорости работы инструмента. Это позволит избежать лишних неровностей и заусениц на изделии, оптимально обработать его углы и пазы.
Бегло прочитав рекомендации, отправился тестировать обозреваемый товар. Начать решил с обработки сварных швов, смотрим что из этого получилось:
до

после

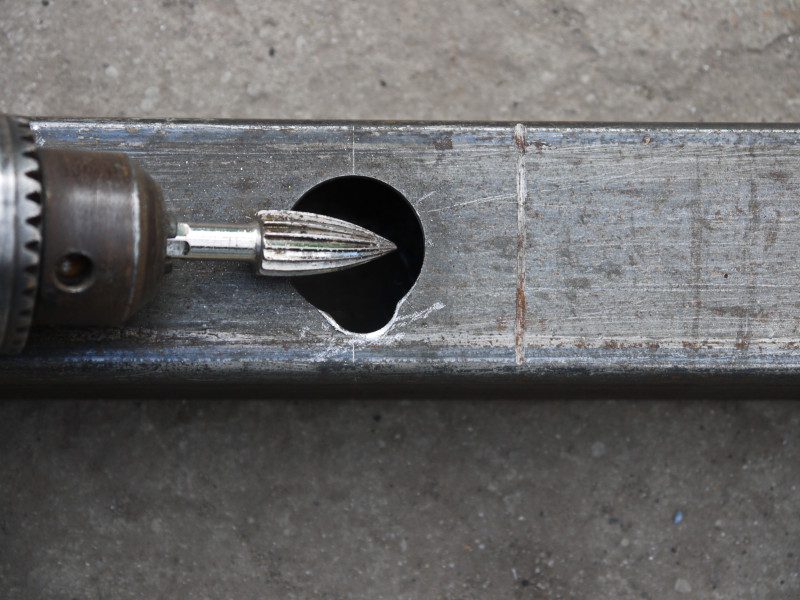
результат мне понравился. Дальше попробовал растачивать отверстие в профильной трубе с толщиной стенки 2мм
и испытал на уголке с толщиной полки 4 мм

Наигравшись, решил применить инструмент для более дельных задач. Накануне я как раз сделал столик для ручной дисковой пилы и он нуждался в доработке. Во-первых нужно было сделать паз в полке уголка, так как в него упирался провод при максимальной глубине реза.

Во-вторых в доработке нуждался паз для пильного диска. Слева уже обработанный участок.

С поставленными задачами инструмент справился довольно легко и без особых последствий для режущей кромки.
Все это, конечно, можно было сделать при помощи болгарки, но для этого нужно было снимать дисковую пилу, а я ее только отрегулировал. Да и хотелось поработать и приноровиться к новому инструменту. Кстати борфрезы эксплуатирую в паре с сетевой электродрелью в характеристиках которой заявлено 3000 об/мин холостого хода.
Для наглядности снял короткий ролик с демонстрацией работы шарошек:
На этом все, Всем спасибо за внимание!
И, так имеем мы набор из пяти элементов. Поставляются упакованными в полиэтилен производителем NO NAME.
Маркировки, на самом инструменте, тоже отсутствуют. Товар имеет следующие характеристики:
Материал: Быстрорежущая сталь 4241 (аналог Р2М1)
Твердость: HRC 60-63
Размер шестигранного хвостовика: 6 мм
Длина хвостовика: 40 мм
Диаметр режущей кромки (в наибольшей части): 12 мм
Длина режущей кромки: 27 мм
Общая длина: 67 мм
В комплекте борфрезы следующих форм (слева-направо):
сферо-цилиндрическая,
коническая с заостренным концом (к слову не очень заостренным),
аркообразная заостренная,
цилиндрическая,
коническая обратного конуса
Весь инструмент имеет обычную заточку (SC). На хвостовике есть канавка для пружинной фиксации.
Перед тем как приступить, непосредственно, к использованию, нашел немного информации о правильных режимах работы с инструментом. Противопоказано слишком сильно давить на борфрезу. От этого скорость ее работы падает, а инструмент перегревается. В итоге происходит преждевременный износ рабочей части борфрезы (признаюсь временами грешил по этому пункту). Нужно всегда обеспечивать максимальный контакт рабочей части борфрезы с обрабатываемым материалом. При обработке поверхностей, важно соблюдать высокие скорости работы инструмента. Это позволит избежать лишних неровностей и заусениц на изделии, оптимально обработать его углы и пазы.
Бегло прочитав рекомендации, отправился тестировать обозреваемый товар. Начать решил с обработки сварных швов, смотрим что из этого получилось:
до
после
результат мне понравился. Дальше попробовал растачивать отверстие в профильной трубе с толщиной стенки 2мм
и испытал на уголке с толщиной полки 4 мм
Наигравшись, решил применить инструмент для более дельных задач. Накануне я как раз сделал столик для ручной дисковой пилы и он нуждался в доработке. Во-первых нужно было сделать паз в полке уголка, так как в него упирался провод при максимальной глубине реза.
Во-вторых в доработке нуждался паз для пильного диска. Слева уже обработанный участок.
С поставленными задачами инструмент справился довольно легко и без особых последствий для режущей кромки.
Все это, конечно, можно было сделать при помощи болгарки, но для этого нужно было снимать дисковую пилу, а я ее только отрегулировал. Да и хотелось поработать и приноровиться к новому инструменту. Кстати борфрезы эксплуатирую в паре с сетевой электродрелью в характеристиках которой заявлено 3000 об/мин холостого хода.
Для наглядности снял короткий ролик с демонстрацией работы шарошек:
На этом все, Всем спасибо за внимание!
Самые обсуждаемые обзоры
| +76 |
2819
53
|
Вот к примеру, посмотрите какие на этих машинках обороты www.vseinstrumenti.ru/instrument/shlifmashiny/pryamye/ (от 10 000 — до 35 000)
А обороты выбираются исходя из фрезы и материала. Есть таблицы где расписаны скорости резания для различных материалов. И для стали скорости относительно невысокие, так что 3000 оборотов скорей всего вполне достаточно для данных фрез.
Впрочем если уж сами китайцы пишут что для работ по дереву, то на стали эти фрезы превращаются в одноразовые, как ни крути их)
Только опыт… сын ошибок))) что то может рассказать.
цанги к диаметру круглого хвостовика то привередливы бывают, если попытаться затянуть шестигранник, то цангу потом только в мусорное ведро.
Нет чтобы просто с друзьями пивка попить и не мучить метал:)
Shank для сверления Деревообработка Набор инструментов CNC гравировки
а вообще ищите Tungsten Carbide Rotary Burrs