3Д печать. Часть 2. Первый запуск.
Всем привет! С пятницей! Вот и появилось у меня время на вторую часть гайда(делал неделю по вечерам), ссылка на первую будет под катом.
Вы заказали принтер, подождали месяц, притащили в дом десятикилограммовую коробку, разобрались с инструкцией и все собрали правильно. Я в вас верю. Можно ли сразу после подключения и установки программы пускать тестовую модель? Какие существуют нюансы работы с разными видами пластика? Какие типичные проблемы могут возникнуть на первых шагах? Давайте разберемся под катом.
В данной части могут проскакивать фото с модификациями, но их разбирать пока не будем, т.к. любой принтер может печатать из коробки с приемлемым качеством и минимальными затратами времени на его настройку.
Так же гайд получился не таким полным как хотелось из за поломки блока питания. Причина установлена, но пока нет возможности устранить, извиняйте.
Предыдущие работы:
3Д печать. Часть 1. Мануал по программе.
Итак, все собрано, включено в сеть, модель выбрана, мы нажимаем печать и ужасаемся от того что:
— Каретка поехала вниз и начала давить стол, пока не уперлась в шкивы двигателей по оси Z
— Нули отработали, сопло пошло фрезеровать покрытие(у многих по стоку малярный скотч)
— Нули отработали, сопло давит равномерную колбаску в воздухе
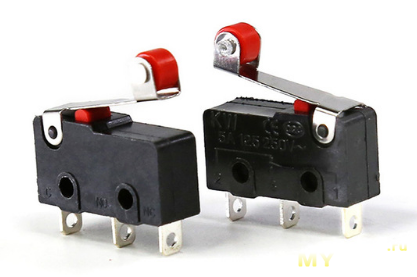
Данные проблемы возникают по нескольким причинам, но есть одна общая для многих принтеров. В конструкции концевика используется длинная пластинка:
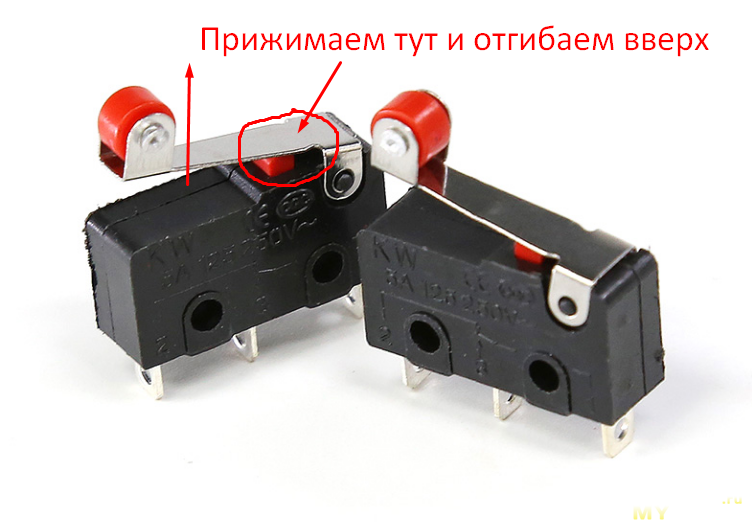
Рычаг сделали довольно гибким и кнопка может просто не отжаться во время поиска нуля по оси Z если каретка была слишком низко опущена. Так же у меня комплектная Cura по окончании печати парковала каретку в нулях по всем осям, что приводило к аналогичной проблеме во время последующей печати. В Simplify3D можно задать не полную парковку и частично исправить ситуацию.
Но данный изъян конструкции дарит еще одну проблему — плавают данные о нулевой точке по оси Z и можно бесконечно калибровать стол, проклиная всех.
Быстрое решение — подогнуть рычаг от места контакта с кнопкой немного вверх, тем самым сделав конструкцию жестче.
Кардинальное решение — заменить концевик на нормальный или оторвать рычаг у стокового, а корпус прикрутить немного выше, т.к. стол может не опуститься так низко.
С одной «железкой» разобрались, осталась еще одна — сам стол.
Для нормальной работы нужно настроить его высоту так, чтобы в низшей точке сопло касалось рабочей поверхности в любой области без нажима на нее, иначе во время печати можем получить толщину первого слоя от 0мм до 2 см с забитием экструдера, либо построением в воздухе.
Существует несколько подходов к ручной калибровке стола. Кто-то опускает каретку в нулевую точку, выключает двигатели и, перемещаясь по осям X и Y, подкручивает высоту до исчезновения просвета между соплом и столом. Я вижу несколько недостатков данного метода — если изначально перепады большие, можно повредить покрытие при перемещении каретки. Ну и на глаз довольно трудно понять насколько маленький получился зазор и нет ли давления на поверхность.
Второй подход — приподнять сопло на определенное расстояние над нулевой точкой, например на 0,1мм(лист бумаги А4) или на любое другое и использовать, например, щуп для регулировки клапанов в автомобиле.
Настройка принтера окончена, можно отложить отвертку и немного отдохнуть. Далее переходим к настройке программы. Использовать буду, как и ранее, Simplify3d.
У разных производителей пластика свойства прутка могут значительно отличаться. Я буду показывать примеры настроек для филамента от FDplast, они же Sopytka. Ссылки в обзоре давать не буду дабы не сочли за рекламу =)
Определились с настройками PLA пластика, выдыхаем.
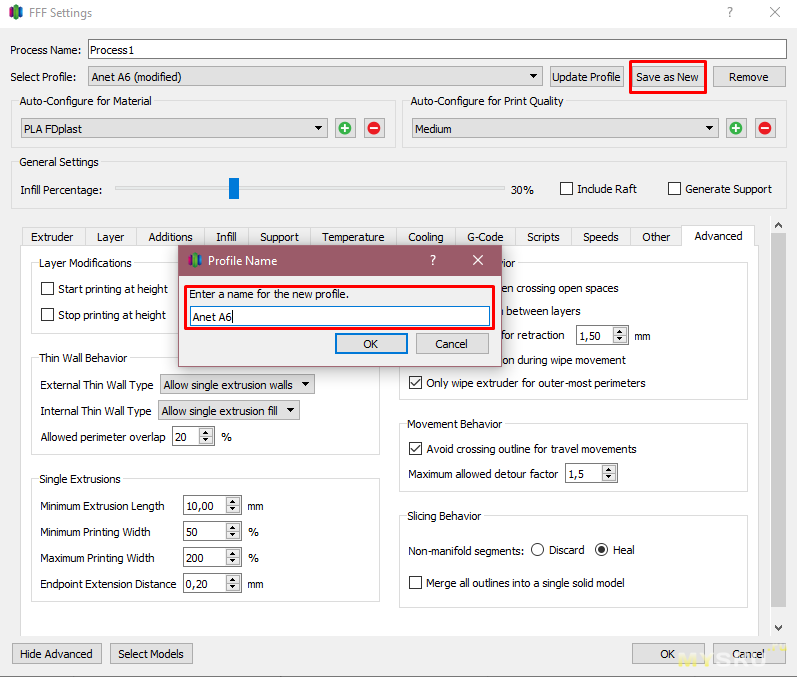
Сохраняем профиль настроек
И профиль материала
И вот тут есть жирный минус программы. При выборе материала меняется только коэффициент подачи, температура стола/экструдера и стоимость пластика. Если Вам нужно чтобы корректировались и остальные параметры, такие как ретракт, замедление во время печати мелких деталей, другие настройки поддержки, дополнений и т.д., придется создавать отдельный профиль настроек под каждый, а в материале сохранять не тип, а, например, цвет.

Только в этом случае можно будет одним нажатием сменить все настройки, а не только базовые.
С другой стороны, я зачастую подкручиваю настройки даже при печати одним и тем же типом и цветом в зависимости от самой модели, поэтому не так критично.
У кого остался только ABS/SBS/HIPS, в конце мануала будет ссылка на мой профиль с настройками под пластик, которым пользуюсь я. Мне не платили за рекламу, но прутки действительно отличные по соотношению цена/качество. Правда производитель отечественный и говорят стоимость доставки за пределы России дикая.
Базовые знания получены, настройки произведены, можно пускать в работу первую модель =)
Как и писал вначале поста, обзор планировался обширнее, но произошла небольшая неприятность — блок питания начал уходить в защиту. После гиро-колец решил поставить на ночь популярную модель. Вот эту

Но не прошло и получаса, как печать остановилась. Процесс ускорен.
Думал совсем все плохо, т.к. признаков жизни не было, но на следующий день и блок и принтер заработали. Хотя сложно назвать это работой — при включенном нагреве стола, все вырубалось через 15-20 минут работы. Думаю проблема в блоке питания, но корень проблемы в нагревательной платформе. Не знаю кто додумался использовать такие убогие коннекторы для подключения 100 Вт нагрузки
Со временем пластик оплавляется, а контакты обугливаются. Да, нужно было запаять все намертво при первом же замеченном перемигивании лампочки нагрева стола(под платформой), но я заказал грелку на 220 Вольт, 200 Вт и планировал во время переделки вообще не подводить стоковый нагрев стола, оставив только датчик температуры.
Так что поломка предсказуема. Учитывая потребление в 10 Ампер, которое могло возникать и исчезать много раз за короткий интервал времени во время движения стола, блок решил, что больше так жить нельзя несмотря на установленное дополнительно активное охлаждение.
Пробовал печатать PLA на холодном столе — за час не было выключений, но все же отдам питальник в ремонт, а если не получится починить — поставлю ATX.
При чем я не сказал бы что сама модель оказалась не надежной. До поломки отпечатано 7 кг пластика, 3 катушки не дотянул до 10 =)

Кому интересно, смонтировал видео процесса печати(бюджетная экшн камера) и короткой демонстрации результатов. Если нет выбора нормального размера видео — обновите или перезапустите браузер — что-то ютуб буянит.
В данный момент уже часть необходимых посылок, к установке готов боуден, несколько сопел разного диаметра, охлаждение питания и платы, так же будем тестировать несколько вариантов универсальных покрытий стола. Модификации установлю позже — жду комплект для обогрева стола и закину уже все сразу чтобы не разбирать повторно.
Жаль, что не успел проверить SBS Glass «янтарь». Ранее работал с прозрачным SBS и после обработки сольвентом выглядело просто шикарно. Ну ничего, в любом случае придется снова печатать кучу пробников для сравнения, так что все впереди.
Если что-то написал не правильно или забыл добавить — поправляйте меня, я изменю/дополню обзор.
Как всегда готов к спорам в комментариях о том какой я балбес =)
Всем добра, кот был выше.
UPD
Оказывается, максимальная скорость ретракта в Anet A6 на стоковой прошивке не может превышать 20 мм/с, так что на результат при изменении параметров ретракта влияла только дистанция. За поправку спасибо пользователю notemp
И все молчат о том, что я забыл приложить свой профиль настроек =) вот ссылка
Вы заказали принтер, подождали месяц, притащили в дом десятикилограммовую коробку, разобрались с инструкцией и все собрали правильно. Я в вас верю. Можно ли сразу после подключения и установки программы пускать тестовую модель? Какие существуют нюансы работы с разными видами пластика? Какие типичные проблемы могут возникнуть на первых шагах? Давайте разберемся под катом.
В данной части могут проскакивать фото с модификациями, но их разбирать пока не будем, т.к. любой принтер может печатать из коробки с приемлемым качеством и минимальными затратами времени на его настройку.
Так же гайд получился не таким полным как хотелось из за поломки блока питания. Причина установлена, но пока нет возможности устранить, извиняйте.
Предыдущие работы:
3Д печать. Часть 1. Мануал по программе.
Итак, все собрано, включено в сеть, модель выбрана, мы нажимаем печать и ужасаемся от того что:
— Каретка поехала вниз и начала давить стол, пока не уперлась в шкивы двигателей по оси Z
— Нули отработали, сопло пошло фрезеровать покрытие(у многих по стоку малярный скотч)
— Нули отработали, сопло давит равномерную колбаску в воздухе
Данные проблемы возникают по нескольким причинам, но есть одна общая для многих принтеров. В конструкции концевика используется длинная пластинка:
Рычаг сделали довольно гибким и кнопка может просто не отжаться во время поиска нуля по оси Z если каретка была слишком низко опущена. Так же у меня комплектная Cura по окончании печати парковала каретку в нулях по всем осям, что приводило к аналогичной проблеме во время последующей печати. В Simplify3D можно задать не полную парковку и частично исправить ситуацию.
Но данный изъян конструкции дарит еще одну проблему — плавают данные о нулевой точке по оси Z и можно бесконечно калибровать стол, проклиная всех.
Быстрое решение — подогнуть рычаг от места контакта с кнопкой немного вверх, тем самым сделав конструкцию жестче.
Кардинальное решение — заменить концевик на нормальный или оторвать рычаг у стокового, а корпус прикрутить немного выше, т.к. стол может не опуститься так низко.
С одной «железкой» разобрались, осталась еще одна — сам стол.
Для нормальной работы нужно настроить его высоту так, чтобы в низшей точке сопло касалось рабочей поверхности в любой области без нажима на нее, иначе во время печати можем получить толщину первого слоя от 0мм до 2 см с забитием экструдера, либо построением в воздухе.
Существует несколько подходов к ручной калибровке стола. Кто-то опускает каретку в нулевую точку, выключает двигатели и, перемещаясь по осям X и Y, подкручивает высоту до исчезновения просвета между соплом и столом. Я вижу несколько недостатков данного метода — если изначально перепады большие, можно повредить покрытие при перемещении каретки. Ну и на глаз довольно трудно понять насколько маленький получился зазор и нет ли давления на поверхность.
Второй подход — приподнять сопло на определенное расстояние над нулевой точкой, например на 0,1мм(лист бумаги А4) или на любое другое и использовать, например, щуп для регулировки клапанов в автомобиле.
Ручная калибровка стола
Есть несколько способов выставления нуля по Z:
Через меню принтера возвращаем каретку «домой»
После выключаем двигатели и можем двигать стол по Y, а каретку по X в нужные нам координаты, сопло должно плотно прилегать к поверхности, но не давить на нее.
Для калибровки по листу бумаги через меню поднимаем сопло на 0,1 мм, кладем на стол бумажку и поднимаем края стола таким образом, чтобы по всей поверхности лист проходил слегка касаясь сопла, без особого усилия.
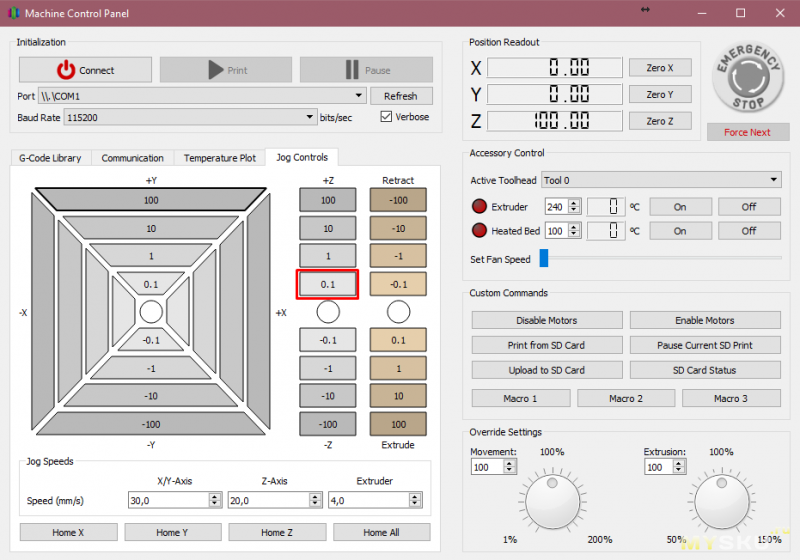
Все то же самое можно сделать с помощью программы. Открываем панель управления, переходим во вкладку Jog Controls и жмем кнопку Home Z
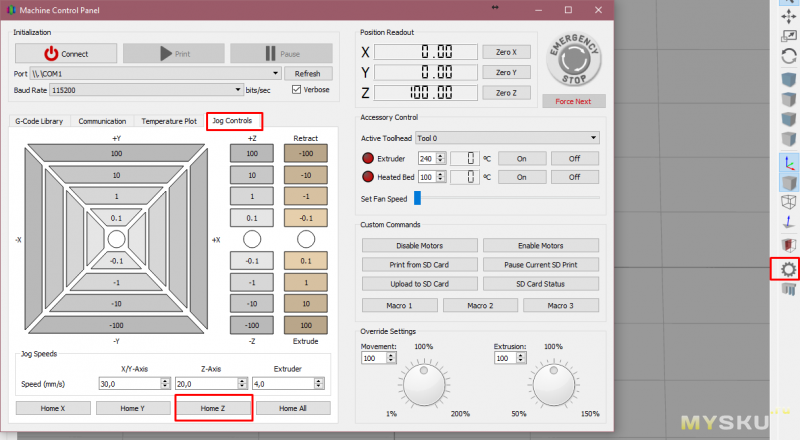
После чего выключаем двигатели кнопкой Disable Motors и двигаем каретку куда надо.
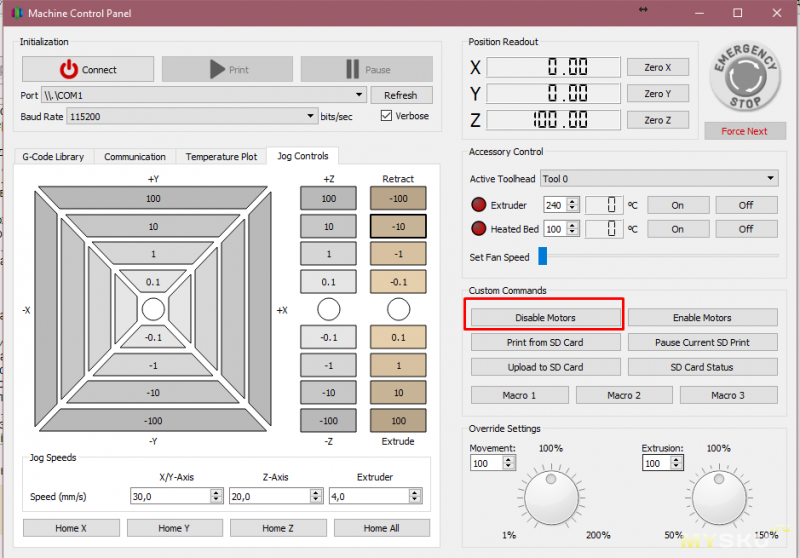
При использовании для калибровки листа бумаги, перед выключением двигателей необходимо приподнять сопло на 0,1 мм с помощью соответствующей команды
Так же есть отдельный мастер калибровки стола, который запускается через меню Tools-Bed Leveling Wizard
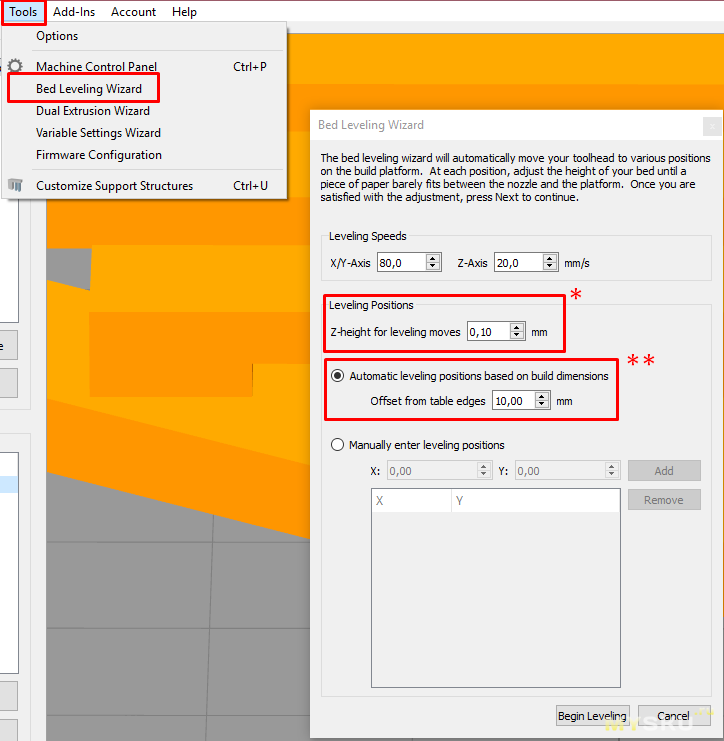
По умолчанию после нахождения нулевой точки и нажатия кнопки Next сопло будет перемещаться по углам с отступом** 10 мм от края стола и 0,1 мм от поверхности*. Получается стандартная калибровка в симплифай заточена под лист бумаги, но никто не запрещает менять значения по своему усмотрению. Вроде все удобно, но есть минус для меня, как для владельца A6 — это необходимость крутить болты сверху для регулировки высоты, то есть нельзя подстроить поверхность пока сопло находится в нужной точке, поэтому приходится запускать калибровку несколько раз.
Через меню принтера возвращаем каретку «домой»
После выключаем двигатели и можем двигать стол по Y, а каретку по X в нужные нам координаты, сопло должно плотно прилегать к поверхности, но не давить на нее.
Для калибровки по листу бумаги через меню поднимаем сопло на 0,1 мм, кладем на стол бумажку и поднимаем края стола таким образом, чтобы по всей поверхности лист проходил слегка касаясь сопла, без особого усилия.
Все то же самое можно сделать с помощью программы. Открываем панель управления, переходим во вкладку Jog Controls и жмем кнопку Home Z
После чего выключаем двигатели кнопкой Disable Motors и двигаем каретку куда надо.
При использовании для калибровки листа бумаги, перед выключением двигателей необходимо приподнять сопло на 0,1 мм с помощью соответствующей команды
Так же есть отдельный мастер калибровки стола, который запускается через меню Tools-Bed Leveling Wizard
По умолчанию после нахождения нулевой точки и нажатия кнопки Next сопло будет перемещаться по углам с отступом** 10 мм от края стола и 0,1 мм от поверхности*. Получается стандартная калибровка в симплифай заточена под лист бумаги, но никто не запрещает менять значения по своему усмотрению. Вроде все удобно, но есть минус для меня, как для владельца A6 — это необходимость крутить болты сверху для регулировки высоты, то есть нельзя подстроить поверхность пока сопло находится в нужной точке, поэтому приходится запускать калибровку несколько раз.
Настройка принтера окончена, можно отложить отвертку и немного отдохнуть. Далее переходим к настройке программы. Использовать буду, как и ранее, Simplify3d.
У разных производителей пластика свойства прутка могут значительно отличаться. Я буду показывать примеры настроек для филамента от FDplast, они же Sopytka. Ссылки в обзоре давать не буду дабы не сочли за рекламу =)
Настройка профиля печати
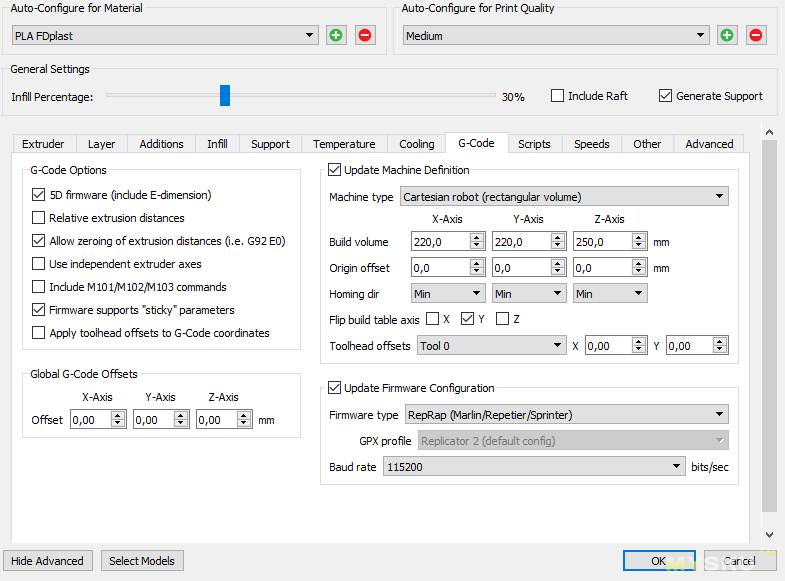
Если Вы купили программу, при первом запуске выбираем свою модель и настройки подтянутся сами, если же решили сначала попробовать «триальную» версию, то вписываем настройки своего принтера в меню "Tools-Option-Machine"
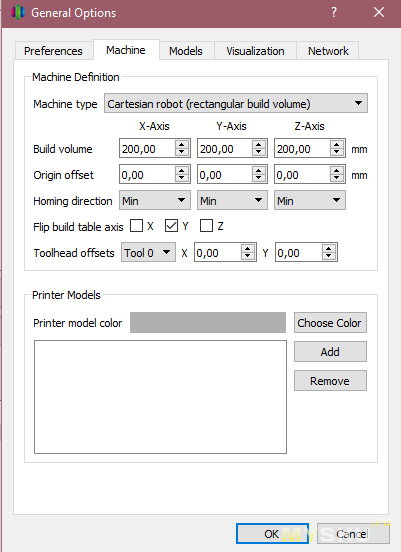
Выбираем тип и размеры стола.
В строке Flip build table axis ставим галочку на оси Y если по этой оси перемещается стол, иначе построение будет происходить зеркально.
Перетаскиваем модель в рабочую область и дважды нажимаем на текущий процесс, либо кнопку "Edit Process Settings"
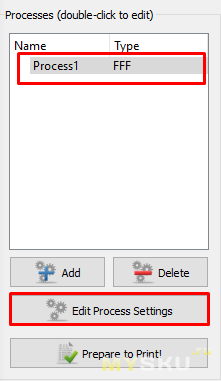
Если список процессов пуст, добавляем его вручную
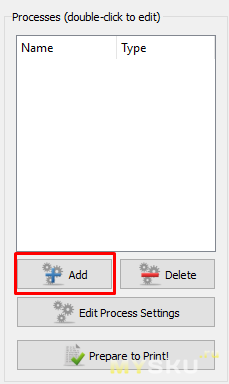
Настройки при этом откроются автоматически.
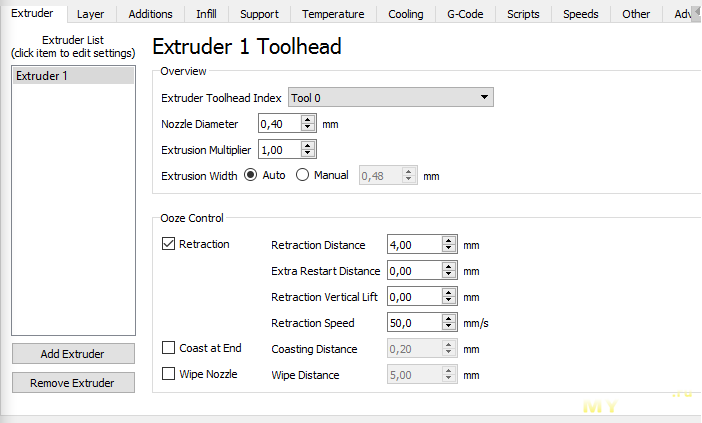
Выбираем порядковый номер(если один, то оставляем Tool 0)
Nozzle Diameter(Диаметр сопла) — смотрим спецификацию и вносим правильное значение.
Extrusion Multiplier(Коэффициент подачи прутка) — для ABS я ничего не меняю, а вот PLA и SBS опытным путем довел до 0,98. Если оставить единицу, пластик выдавливается с небольшим избытком. Параметр можно подгонять в режиме реального времени во врем печати, позже покажу как.
Extrusion Width(Ширина печати) — рекомендую оставить авто. Сейчас постараюсь объяснить почему.
В прошлый раз у нас возник спор с faza380 по поводу данного параметра, о его предназначении, и смысле выставления диаметра сопла.
Даже пришлось подкинуть плюсиков на его комментарии, видимо некоторые пользователи подумали, что он не прав. Но это не совсем так, мы оба в какой-то степени были правы.
Дело в том, что если не выставлять автоматическую подгонку ширины слоя, можно выставить любое его значение и высоту, лишь бы они не противоречили друг другу(множитель ширины 1.2). Диаметр сопла при этом игнорируется.
Но правильно ли это?
В какой-то степени нам дается больше свободы. Вдруг мы изобрели новый пруток, который выдавливается как вода и настолько быстро застывает при охлаждении, что можно положить слой 1x0.5 мм соплом 0,4мм без растекания и зажевывания филамента.
Так же sir0ta писал, что занижением ширины слоя боролся с незакрытыми крышками модели. И он тоже прав — мы заставляем слайсер думать, что у нас тонкое сопло, вместо 30 линий перекрытия накладывается 40 и «дыра» закрыта, при этом подается меньше пластика и вроде все хорошо, но из за пониженной подачи межслойная адгезия может быть хуже, ведь пятно контакта слоев уменьшается. Так же могут возникать «разрывы» нити на высоких скоростях печати.
Но как же тогда бороться с пропусками? Если процесс печати настроен правильно, нам не нужно обманывать слайсер.
Когда мы выставляем автоширину, симплифай сам выбирает оптимальное значение, исходя из указанного диаметра сопла и изменять этот параметр стоит только в отдельных случаях, например если Вам нужно больше деталей на небольшой модели или получить проход линии в том месте, которое слайсер изначально посчитал слишком тонким(хотя для этого случая есть настройка динамической ширины тонких стенок, помните?), но нужно будет так же регулировать подачу прутка во время печати(Extrusion Multiplier), иначе можно потерять детализацию из за выступающих излишков пластика, либо получить плохую межслойную адгезию.
Надеюсь достаточно подробно раскрыл данные пункты и у нас не будет больше разногласий на этот счет =)
Retraction — во время печати есть моменты, когда соплу необходимо перейти к следующей вершине детали без выдавливания пластика. Двигатель экструдера перестает подавать пруток, но под действием гравитации и остаточного давления, пластик продолжает выдавливаться и мы видим результат в виде паутинок, соединяющих соседние стенки нашей модели.
Тут нам на помощь приходит ретракт. Перед «холостым» перемещением экструдер втягивает определенное количество прутка(Retraction Distance), в моем случае 4 мм со скоростью(Retraction Speed) 50 мм/с. После достижения нужной точки, экструдер с той же скоростью и в том же количестве возвращает филамент обратно и печать продолжается.
Опция очень полезная, но настроить идеальную печать довольно проблематично. Во время ретракта пластиковая масса нагревается больше чем обычно, соответственно расширяется и при возврате прутка может выдавить больше материала, чем необходимо. Поэтому в местах начала печати нового слоя могут скапливаться избытки пластика. Параметр Extra Distance призван бороться с таким поведением, тут мы можем указать сколько прутка нужно вернуть после перемещения, вбив положительные или отрицательные значения. Но мало кто им пользуется, т.к. при правильно настроенном ретракте нет нужды в дополнительной подстройке.
Многие наверное замечали небольшие капельки пластика на внешних стенках модели. Вот такие(подкрасил чтобы было лучше видно):
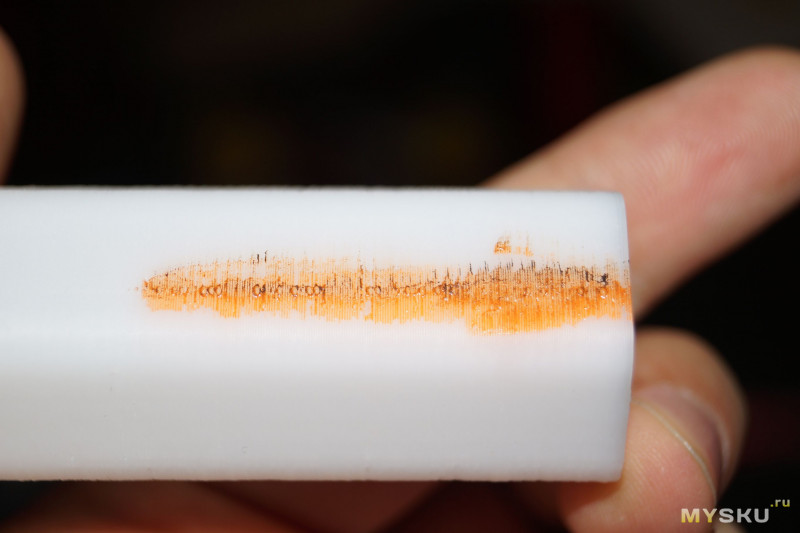
Они появляются из за того, что ретракт очищает только отверстие сопла, но на его рабочей поверхности остается немного материала, который и соскабливается о периметр детали, усугубляет ситуацию неправильно настроенный ретракт. Для исправления ситуации в симплифай есть опция Vertical lift, которая приподнимает сопло на указанное расстояние от модели во время перемещения между вершинами. Время печати несколько увеличивается
Чистку сопла и разглаживание после ретракта(Coast at End, Wipe nozzle) я не включаю, в комментариях к прошлому посту так же отписывались о возможных проблемах, возникающих при их использовании.
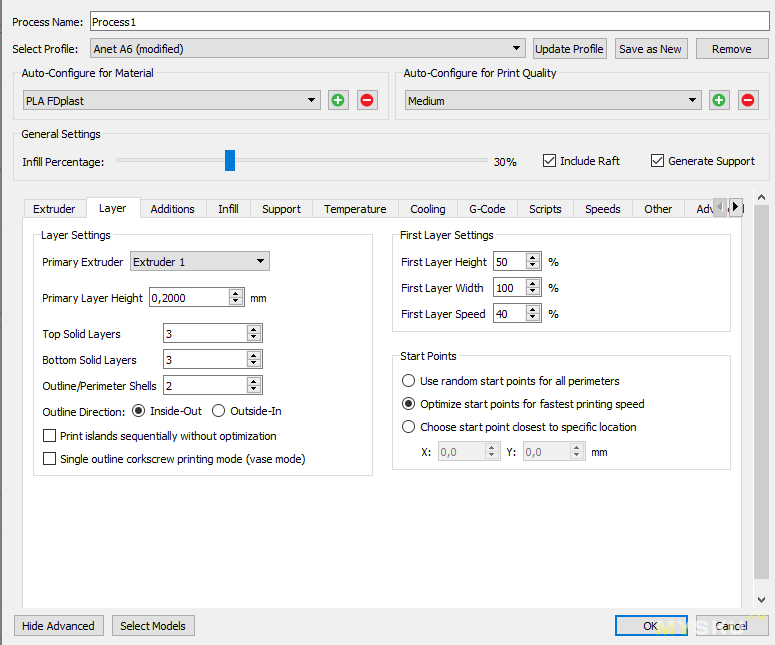
Primary Extruder не трогаем если он у нас один.
Primary Layer Height отвечает за высоту слоя, для сопла 0,4 мм и принтера Anet A6 она может составлять от 0,05 до 0,3 мм. Да, я участвовал в холиварах по поводу соблюдения кратности относительно минимального шага двигателя, но поверьте на слово — вам это не надо, не лезьте в эти дебри )) Ну и по поводу слишком высокого слоя — да, при 0,3 мм могут уже возникнуть проблемы с адгезией, т.к. площадь соприкосновения с нижним будет меньше, чем при высоте 0,2 мм.
В более ранних версиях программы сталкивался с проблемой дыр, о которых вспоминал при описании настроек экструдера, вот вам яркий пример:

Сейчас на стоковых настройках сложно это повторить, потому что Outline Overlap(наложение на внутреннюю стенку) имеет значение выше нуля и уменьшено минимальное расстояние заполнения. Но все же по привычке я использую три Top Solid Layers, данная опция отвечает за количество финальных слоев со 100% заполнением(крышки модели). Дополнительно выставлено 3 угла построения, 50 процентов перекрытия и 1 мм минимальной дистанции(Вкладка Infill).
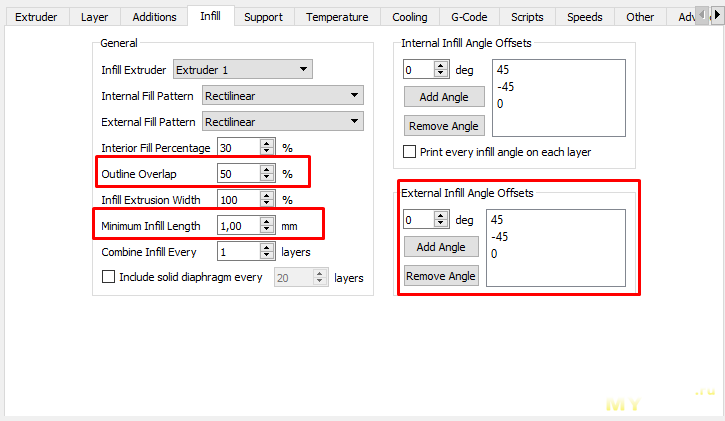
Что это дает? За счет наложения слоев(Top Solid Layers) под тремя разными углами, совершается проход по всей поверхности детали и закрываются огрехи предыдущих, благодаря маленькому минимальному расстоянию(Minimum Infil Lenght) заполнения строятся между периметрами даже в местах довольно острых углов, а наложение на внутренний периметрOutline Overlap минимизирует проявление зазоров между стенкой и крышкой модели. Пришлось повозиться чтобы показать пример:
Bottom solid Layers — для дна можно сделать меньше слоев, т.к. поверхность стола ровная и проблем быть не должно, но для симметрии выставляю аналогичное значение.
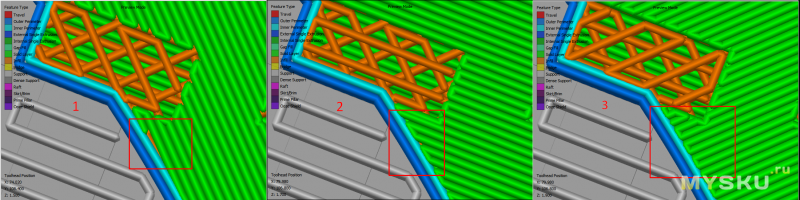
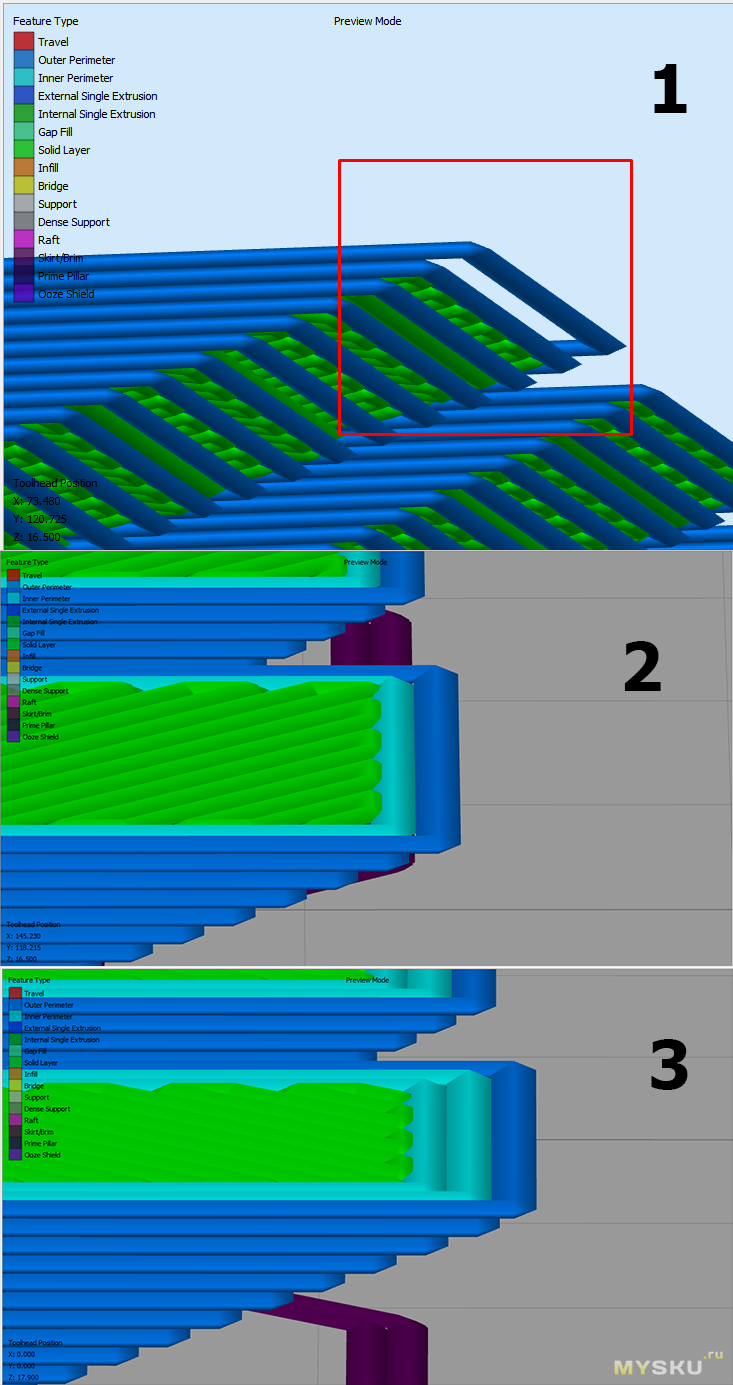
Outline/Perimeter Shells — количество слоев боковых стенок. Двойной периметр считаю универсальным значением, если поставить меньше, начнет проявляться заполнение и при резком расширении детали слой может начать печататься в воздухе. Тройной уже можно назвать пустой тратой пластика:
— Так есть же поддержки для таких ситуаций!
Правильно, есть, но щель между периметрами никуда не денется, заполнение имеет другой рисунок и будет уже не так эстетично смотреться. То же самое касается резких сужений — поддержек уже не нужны, но под периметром будет так же просматриваться заполнение под отличными от него углами:
Outline Directions не трогаем. Рекомендуется использовать первый параметр при котором сначала печатается внутренний периметр, потом внешний. Аналогично можно привести две последних картинки. При резком расширении внешний периметр будет печататься в воздухе, а значит нужно печатать поддержки.
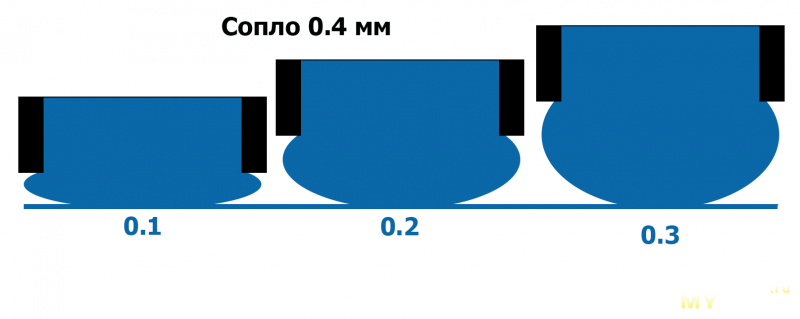
Параметры печати первого слоя довольно сильно влияют на весь процесс печати. Обычно я выставляю First Layer Height таким образом, чтобы толщина первого слоя получилась около 0.1 мм. Соответственно при слое 0.1 — 100% / 0.2 — 50% / 0,3 — 70%.
First Layer Width оставляю как есть, т.к. при увеличении или уменьшении значения не меняется количество проходов, как в случае с Extrusion Width, а только корректируется коэффициент подачи прутка. Первый слой печатается с меньшей скоростью, поэтому хватает стандартного значения.
Скорость печати первого слоя(First Layer Speed) зависит от выставленной общей скорости печати. У меня это 60 мм/с, поэтому 50%(30 мм/с) вполне хватает для хорошей адгезии.
Ну и стартовые точки(Start Points) оставляю на усмотрение программы(Optimize start points).
Дополнения(Additions) были разобраны в первой части, поэтому прикреплю одну картинку чтобы напомнить что где:
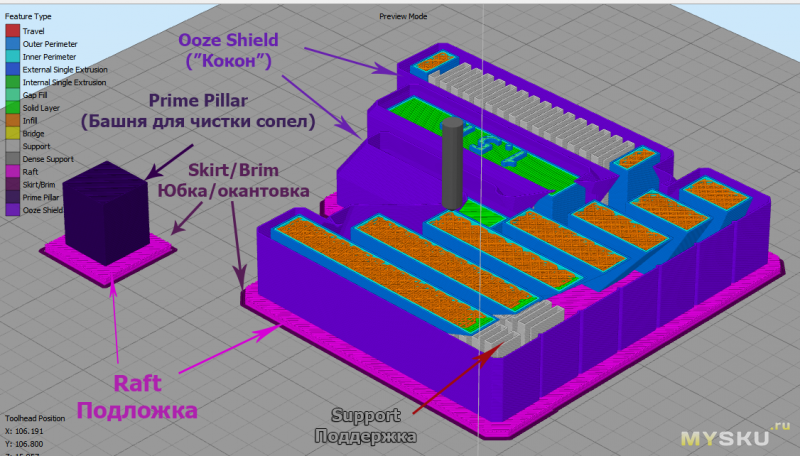
Prime Pillar и Use Ooze Shield я не пользуюсь. Башенкой потому что сопло одно и дополнительным «коконом» потому что при наличии сквозняков он первый претендент на отлипание, заваливание на модель и нарушение процесса печати в целом.
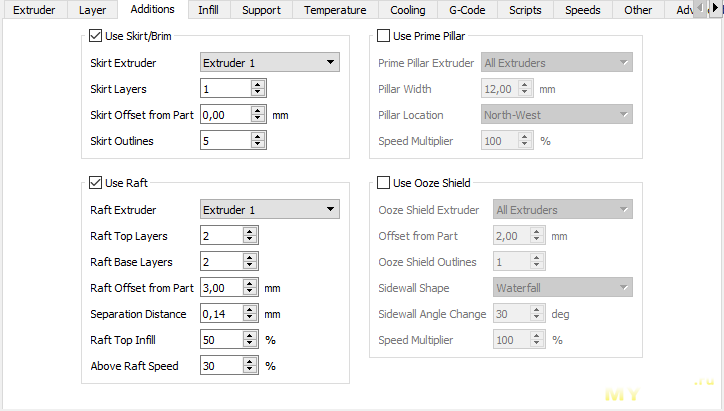
В комментариях разгорался небольшой спор насчет «юбки»(Skirt/brim). Во многих слайсерах ранее юбка использовалась для «прочистки» сопла перед печатью основного слоя, который проходил аккурат по ее границам. При плохой адгезии немного спасала от отлипания, но крупные детали во время усадки либо поднимали ее целиком, либо отрывали уголки, в то время как юбка оставалась на столе. Поэтому я начал пользоваться рафтом(Raft). Считаю оптимальным использовать по 2 базовых(Base Layer) и 2 верхних(Top layer) слоя. Выступ за внешние периметры(Offset from Part) зависит от размера самой модели и назначения подложки.
Отступ от основного слоя(Separation distance) настраивается индивидуально под каждый тип пластика и деталь таким образом, чтобы модель не отлипала от рафта во время печати, и без особого труда отделялясь подручными средствами после окончания. Например, для моделей с мелкими элементами у основания можно уменьшить отступ, если же площадь соприкосновения большая — увеличить.
Если просто лень выставлять в идеал калибровку стола, можно настроить рафт следующим образом:
Топовый слой — 1
Базовый слой — 1
Выступ — 0
Отступ — 50% высоты основного слоя
Плотность верхнего слоя(Raft Top Infill) — 50%, так легче отделять модель.
Скорость — 40%.
Если нужна хорошая адгезия со столом, то:
Топовый слой — 2
Базовый слой — 2
Выступ — 20% длины/ширины модели
Отступ — 20-50% высоты основного слоя
Плотность верхнего слоя(Raft Top Infill) — 50%
Скорость — 30%.
Высота слоя рафта не меняется и зависит от указанного диаметра сопла(поправьте если я не прав):
Первый базовый слой — 0,25 мм
Второй базовый слой(если есть) — 0,5 мм
Топовые слои — 0,22 мм
Мажет жирно, думаю настолько, насколько это возможно ))
Хорошая адгезия со столом обеспечивается за счет низкого процента заполнения и толстых слоев. Когда модель частично остывает и начинается усадка, топовые слои рафта за счет своей эластичности снижают натяжение и подложку не отрывает от стола.
Насчет настроек заполнения(Infill) говорили выше, в большинстве случаев оптимальны значения:
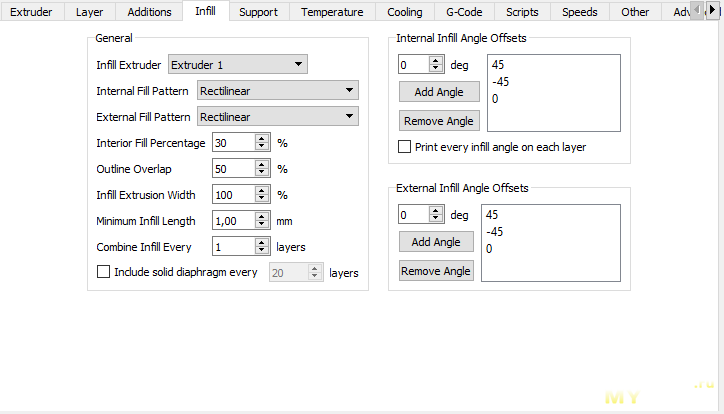
Тип рисунка не трогаем, 30% внутреннего заполнения хватит с головой, 50% наложения на периметр тоже и минимальный проход 1 мм. За углы говорил, вместо 0 можно добавить 90 градусов.
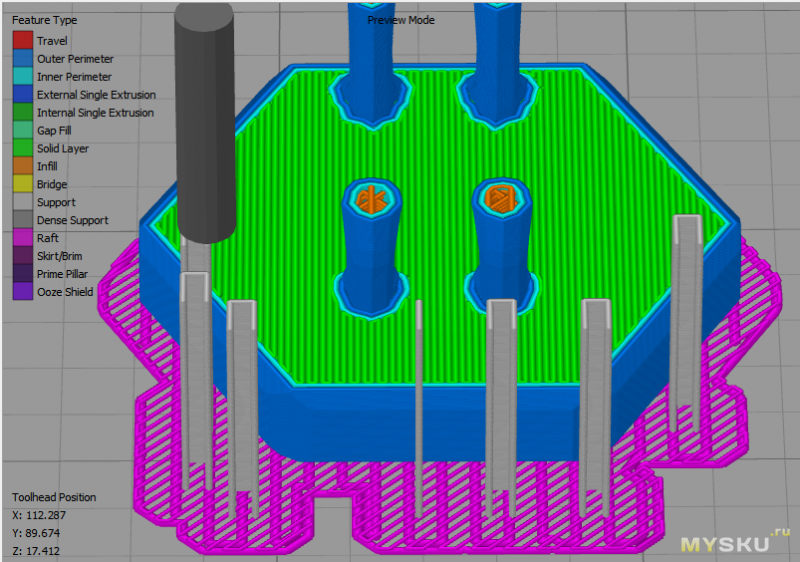
С настройками поддержки(Support) особо не возился, потому что и по умолчанию они нормально себе печатаются.
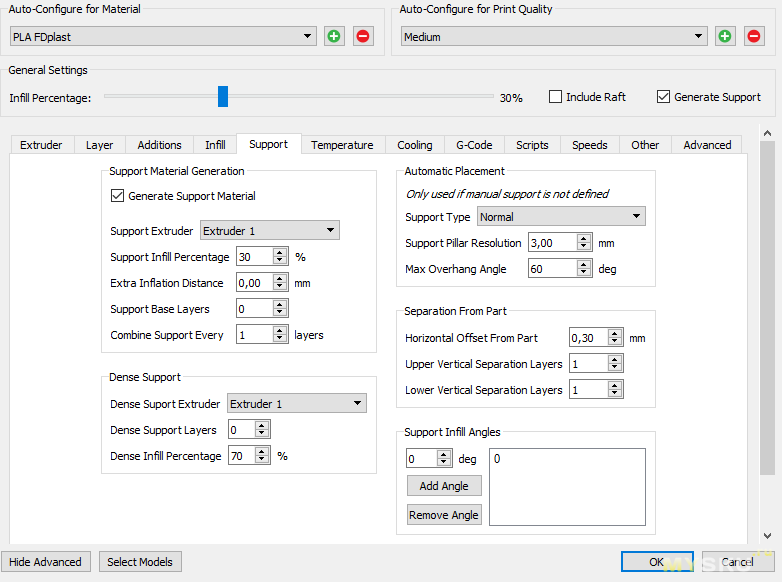
В зависимости от размеров свисающих частей той или иной модели меняю только плотность(Support Infil Percentage), выступ(Extra inflation Distance) и минимальный размер линий поддержки(Support Pillar Resolution). Если свисающая деталь маленькая, при низком проценте заполнения ее основание может лечь между линий поддержки, выступ делаю больше чтобы сама конструкция не была слишком тонкой, и не отвалилась во время построения если наша деталь высоко. Пример:
Extra inflation Distance = 0 мм
Extra inflation Distance = 2 мм

Все параметры логичны, если возникнут вопросы — задавайте их в комментариях, я обновлю информацию.
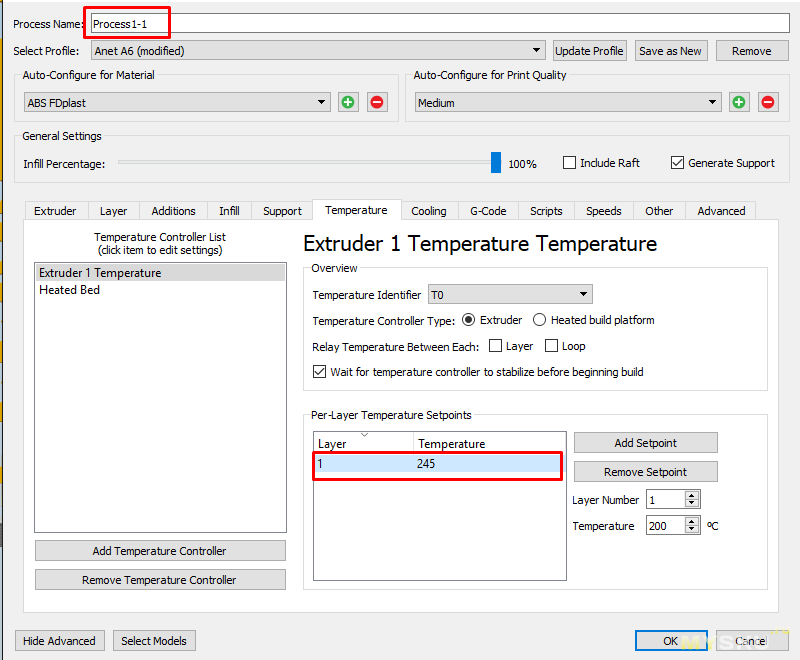
По поводу вкладки Температура тоже общих рекомендаций дать невозможно, т.к. у разных производителей «прыгает» температура плавления/прилипания к столу.
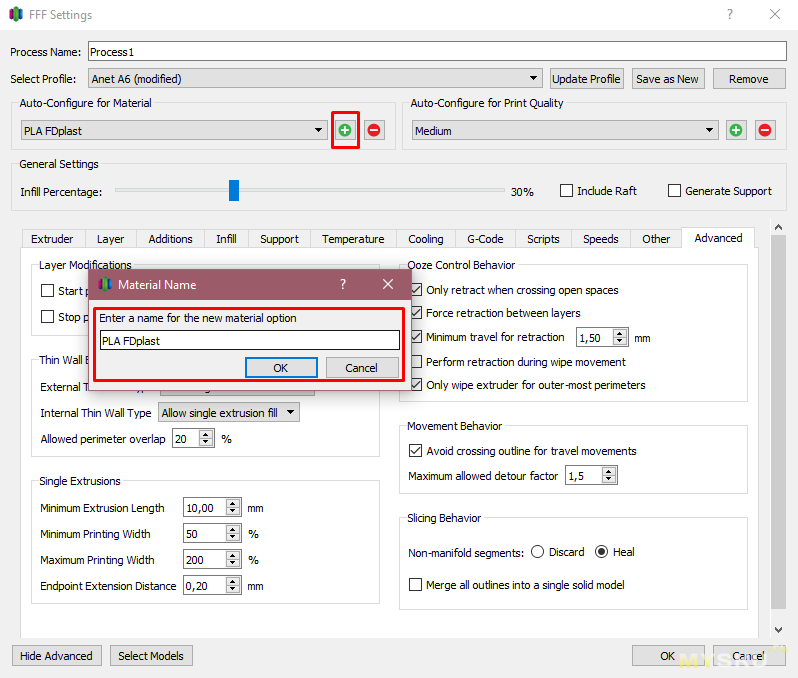
Первое что нужно сделать во время первого запуска — добавить два контроллера температуры
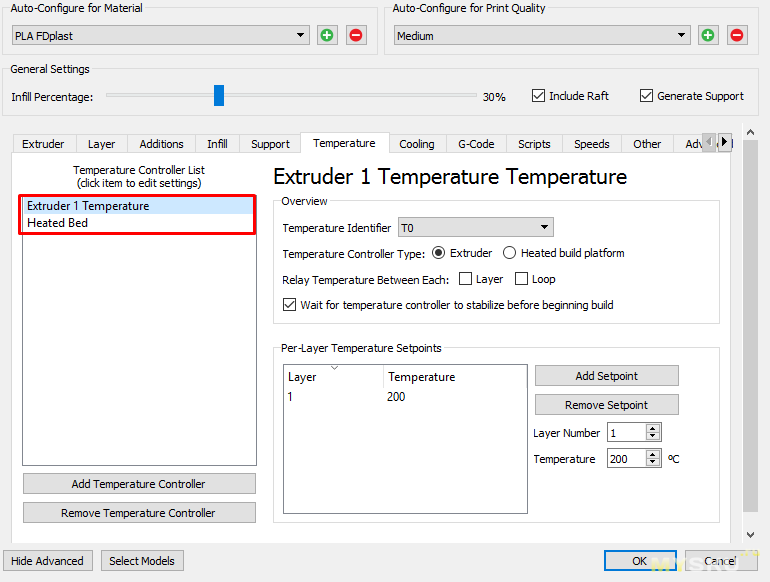
Нажимаем кнопку Add Temperature Controller, обзываем его как угодно
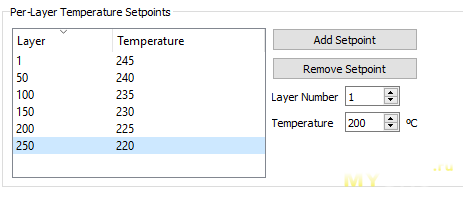
В правой части выбираем тип контроллера, экструдер(Extruder) или стол(Heated build platform), желательно чтобы выбор был логичным и назвав контроллер Экструдером, выбрать соответствующий тип, дабы потом не путаться. Далее вносим изменения в температуру первого слоя и нажимаем кнопку Add Setpoint, в окне Per-Layer Temperature Setpoints появляется наше значение — готово. Можно добавлять множество температурных точек, например первые слои сделать горячее для лучшей адгезии, а последующие с обычной температурой.
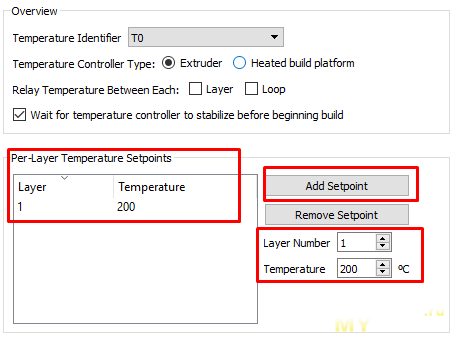
Аналогично добавляем второй контроллер, но уже выбрав второй тип и точно так же добавляем точку первого слоя.
Для используемого мной PLA вполне хватает 200 градусов экструдера и 60 градусов стола.
При 70-80 градусах стола PLA неплохо липнет даже к чистому, обезжиренному столу/стеклу.
Малярный скотч, который приклеен изначально отдирать не нужно — для небольших моделей из PLA его хватит надолго.
Охлаждение(Cooling) в основном используется при печати легкоплавкими пластиками, например PLA и SBS. Для тонких, но длинных деталей ABS я иногда вручную включаю обдув на низких оборотах. Приведу пример настроек, которые идентичны для PLA и SBS:
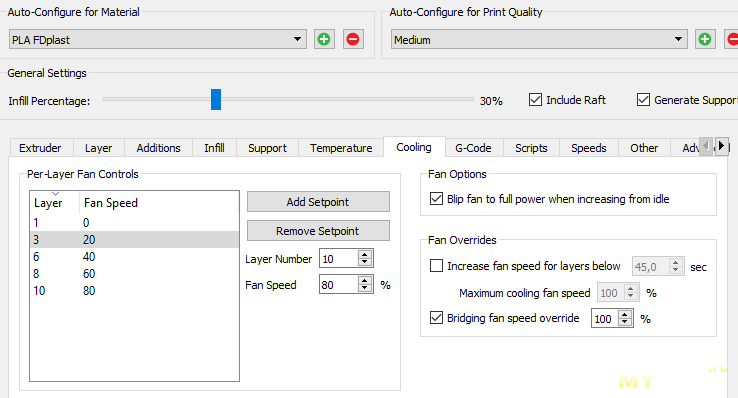
Добавил несколько точек для того чтобы не обдувать стол на первых слоях и ограничился 80% скорости вентилятора, потому что ее вполне хватает.
Так как первое значение всего 20%, активировал опцию Bip fan full power when increasing from idle, которая на секунду подает нормальное напряжение при раскручивая лопасти на старте.
Мосты у нас всегда печатаются на 100% обдуве(Bridging fan speed override)
В G-Code ничего больше не трогаем если не менялось покрытие стола или принтер.
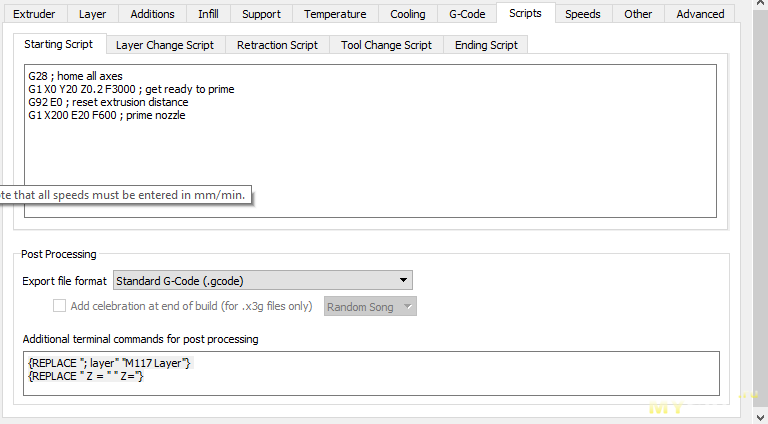
В скриптах(Scripts) для удобства можно немного подправить команды на старте печати и по ее окончании.
Стартовый скрипт:
— Переместить сопло в координаты X=0, Y=20, Z=0,2 мм
— Обнулить счетчик выдавленного пластика
— Переместить сопло по указанным координатам, попутно выдавливая пластик. Чертит линию вдоль оси X с отступом 20 мм от нижнего края, тем самым вытесняя воздух и старый пластик.
Финальный скрипт:
— Выключить подогрев стола
— Небольшой ретракт чтобы не тянуть волос от вершины детали
— Переместить сопло в ноль по координатам X и выдвинуть стол вперед
— Отключить моторы
— Выключить обдув если включен
В поле Additional terminal commands for post processing можно добавить строки:
— Отобразить текущие координаты по оси Z(высоту)
Скорость печати(Speeds) зависит как от принтера, так и от используемого прутка.
Для Anet A6 и филамента от Фдпласт считаю оптимальной скоростью печати(Default Printing Speed) 60 мм/с. Это касается всех типов пластика(ABS, PLA SBS, HIPS), хотя нет предела совершенству и можно подобрать свой идеал под каждый. На данной скорости будут печататься внутренние периметры и внутреннее заполнение модели.
Для внешнего периметра выделил 50% скорости, то есть 30 мм/с. Данное ограничение необходимо для получения ровных, гладких стен и хорошей спекаемости внешнего слоя.
Для внешнего заполнения(дно и крышка) и для слоев поддержки выставил 80%, то есть около 50 мм/с.
«Холостые» перемещения — 80мм/с. Вот вроде такой незначительный параметр, а вкупе с ретрактом может влиять на качество работы.
По оси Z хватает 8 мм/с.
Так же настроил снижение скорости печати до 20% при времени печати слоя меньше 10 секундAdjust printing speed for layers below. Считается весь текущий слой со всеми вершинами, заполнением и т.д. Так что ограничение срабатывает в основном в конце печати, когда остается несколько небольших вершин, спасает от загибов и оплавлений, аккуратно допечатывая модель.
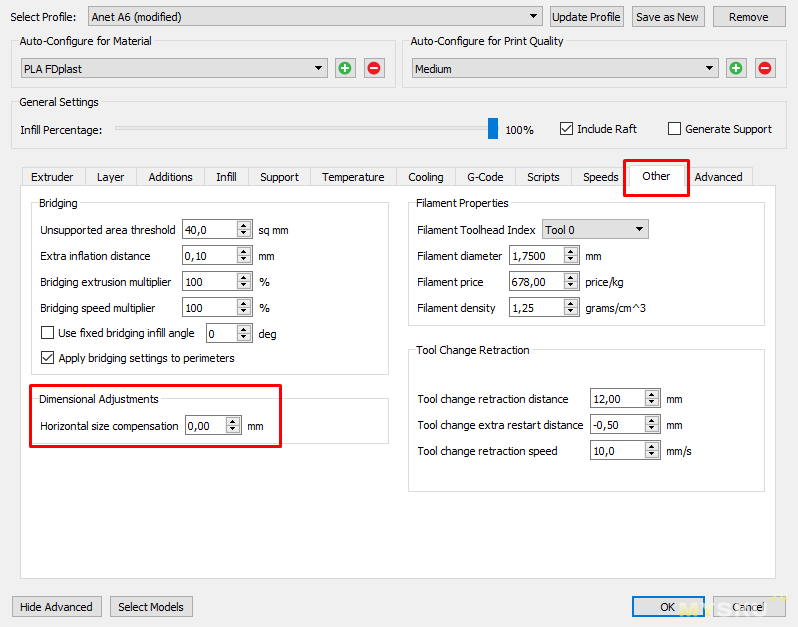
Переходим во вкладку "Другое(Other)", настраиваем мосты и параметры филамента(диаметр, цена и плотность) для правильного подсчета расходов до печати.
Минимальная площадь для построения(Unsupported area threshold) у меня 40 квадратных миллиметров(представьте квадрат чуть больше 6x6 мм), все, что меньше будет перекрываться обычным заполнением.
Крепления «моста»(Extra inflation distance) на 0,1 мм периметра вполне достаточно, это обеспечивает лучшее крепление продольной линии, заодно обвел на скриншоте новую опцию в версии 4.0 — применить параметры моста к периметрам(Apply bridging setting to perimeters). Огромное спасибо разработчикам. Периметр печатается раньше, чем основа, поэтому раньше первые слои боковой стенки часто провисали, сейчас же стало намного лучше.
Коррекцию усадки(Horizontal Size Compensation) нужно подбирать долго и нудно, но в конечном итоге можно получить идеальные пропорции модели и ее внутренних деталей без сплавления между собой или наоборот больших промежутков. Очень полезная опция для тех, кому нужна довольно высокая точность размеров, но нужно будет настраивать практически под каждый цвет пластика, т.к. будет разброс усадки.
Настройки смены экструдера(Tool Change Retraction) нужны людям, у которых принтеры поддерживают печать несколькими прутками.
Наконец, настраиваем последнюю вкладку "Дополнительно(Advanced)"
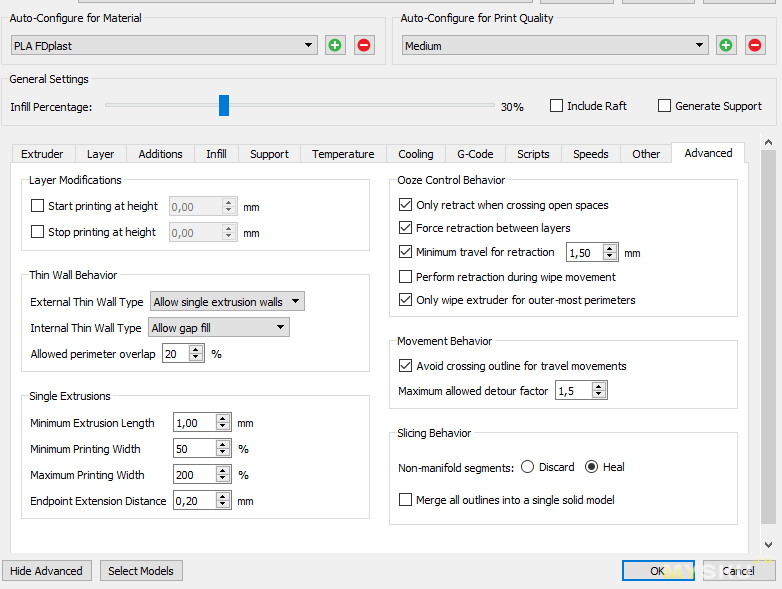
Layer modifications пока не трогаем
Настройку тонких стенок проходили, напомню эффект при использовании разных параметров:
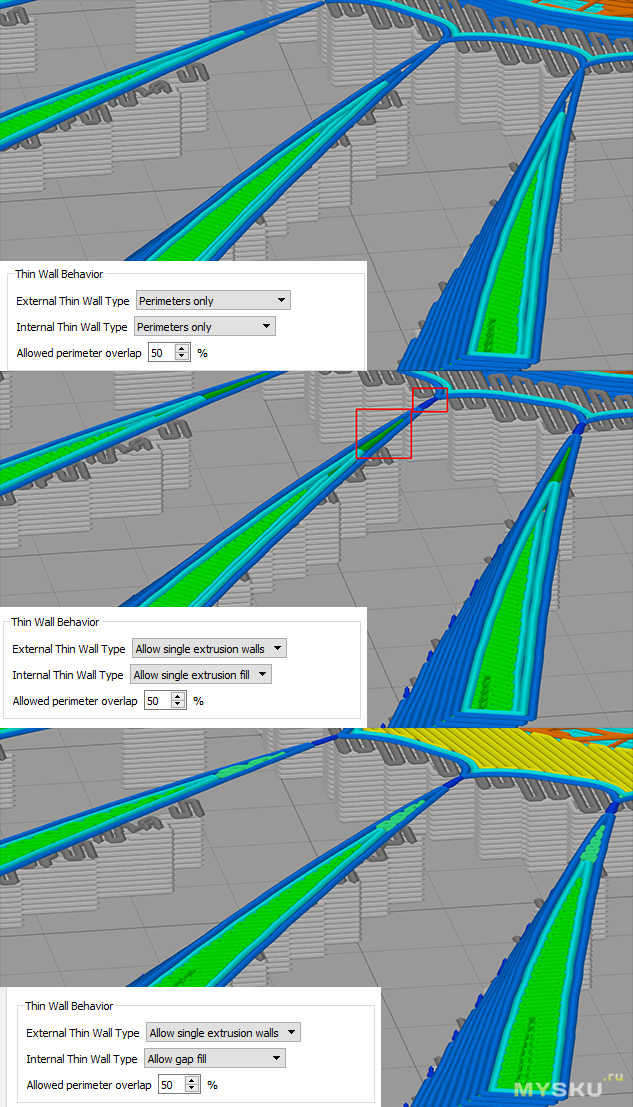
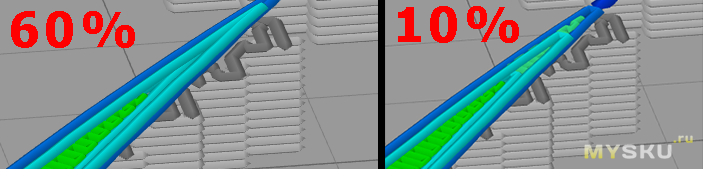
Perimeter Overlap
Минимальная длина(Minimum Extrusion Lenght) — 0.5 мм, по сути в таких местах будет просто ставиться жирная точка, а при меньшей длине эту область покроют излишки внутреннего периметра.
Минимальная ширина слоя(Minimum Printing Width) — 50%, то есть 0,24 мм в моем случае.
Минимальная ширина слоя(Maximum Printing Width) — 200% или 0,96мм. Все что шире будет заполняться стандартно. Можно уменьшить параметр, т.к. иногда ретракт не отрабатывает нормально после широкого заполнения из за избытка пластика в экструдере, но тут уже кому как понравится.
Наложение на внутренний периметр(Endpoint Extension Distances) — 20% достаточно, иначе может быть «перелив».
Остальные функции выставляем как на скриншоте. Кому интересно описание — загляните в первую часть.
Выбираем тип и размеры стола.
В строке Flip build table axis ставим галочку на оси Y если по этой оси перемещается стол, иначе построение будет происходить зеркально.
Перетаскиваем модель в рабочую область и дважды нажимаем на текущий процесс, либо кнопку "Edit Process Settings"
Если список процессов пуст, добавляем его вручную
Настройки при этом откроются автоматически.
Extruder
Выбираем порядковый номер(если один, то оставляем Tool 0)
Nozzle Diameter(Диаметр сопла) — смотрим спецификацию и вносим правильное значение.
Extrusion Multiplier(Коэффициент подачи прутка) — для ABS я ничего не меняю, а вот PLA и SBS опытным путем довел до 0,98. Если оставить единицу, пластик выдавливается с небольшим избытком. Параметр можно подгонять в режиме реального времени во врем печати, позже покажу как.
Extrusion Width(Ширина печати) — рекомендую оставить авто. Сейчас постараюсь объяснить почему.
В прошлый раз у нас возник спор с faza380 по поводу данного параметра, о его предназначении, и смысле выставления диаметра сопла.
Даже пришлось подкинуть плюсиков на его комментарии, видимо некоторые пользователи подумали, что он не прав. Но это не совсем так, мы оба в какой-то степени были правы.
Дело в том, что если не выставлять автоматическую подгонку ширины слоя, можно выставить любое его значение и высоту, лишь бы они не противоречили друг другу(множитель ширины 1.2). Диаметр сопла при этом игнорируется.
Но правильно ли это?
В какой-то степени нам дается больше свободы. Вдруг мы изобрели новый пруток, который выдавливается как вода и настолько быстро застывает при охлаждении, что можно положить слой 1x0.5 мм соплом 0,4мм без растекания и зажевывания филамента.
Так же sir0ta писал, что занижением ширины слоя боролся с незакрытыми крышками модели. И он тоже прав — мы заставляем слайсер думать, что у нас тонкое сопло, вместо 30 линий перекрытия накладывается 40 и «дыра» закрыта, при этом подается меньше пластика и вроде все хорошо, но из за пониженной подачи межслойная адгезия может быть хуже, ведь пятно контакта слоев уменьшается. Так же могут возникать «разрывы» нити на высоких скоростях печати.
Но как же тогда бороться с пропусками? Если процесс печати настроен правильно, нам не нужно обманывать слайсер.
Когда мы выставляем автоширину, симплифай сам выбирает оптимальное значение, исходя из указанного диаметра сопла и изменять этот параметр стоит только в отдельных случаях, например если Вам нужно больше деталей на небольшой модели или получить проход линии в том месте, которое слайсер изначально посчитал слишком тонким(хотя для этого случая есть настройка динамической ширины тонких стенок, помните?), но нужно будет так же регулировать подачу прутка во время печати(Extrusion Multiplier), иначе можно потерять детализацию из за выступающих излишков пластика, либо получить плохую межслойную адгезию.
Надеюсь достаточно подробно раскрыл данные пункты и у нас не будет больше разногласий на этот счет =)
Retraction — во время печати есть моменты, когда соплу необходимо перейти к следующей вершине детали без выдавливания пластика. Двигатель экструдера перестает подавать пруток, но под действием гравитации и остаточного давления, пластик продолжает выдавливаться и мы видим результат в виде паутинок, соединяющих соседние стенки нашей модели.
Тут нам на помощь приходит ретракт. Перед «холостым» перемещением экструдер втягивает определенное количество прутка(Retraction Distance), в моем случае 4 мм со скоростью(Retraction Speed) 50 мм/с. После достижения нужной точки, экструдер с той же скоростью и в том же количестве возвращает филамент обратно и печать продолжается.
Опция очень полезная, но настроить идеальную печать довольно проблематично. Во время ретракта пластиковая масса нагревается больше чем обычно, соответственно расширяется и при возврате прутка может выдавить больше материала, чем необходимо. Поэтому в местах начала печати нового слоя могут скапливаться избытки пластика. Параметр Extra Distance призван бороться с таким поведением, тут мы можем указать сколько прутка нужно вернуть после перемещения, вбив положительные или отрицательные значения. Но мало кто им пользуется, т.к. при правильно настроенном ретракте нет нужды в дополнительной подстройке.
Многие наверное замечали небольшие капельки пластика на внешних стенках модели. Вот такие(подкрасил чтобы было лучше видно):
Они появляются из за того, что ретракт очищает только отверстие сопла, но на его рабочей поверхности остается немного материала, который и соскабливается о периметр детали, усугубляет ситуацию неправильно настроенный ретракт. Для исправления ситуации в симплифай есть опция Vertical lift, которая приподнимает сопло на указанное расстояние от модели во время перемещения между вершинами. Время печати несколько увеличивается
Чистку сопла и разглаживание после ретракта(Coast at End, Wipe nozzle) я не включаю, в комментариях к прошлому посту так же отписывались о возможных проблемах, возникающих при их использовании.
Layer(Слой)
Primary Extruder не трогаем если он у нас один.
Primary Layer Height отвечает за высоту слоя, для сопла 0,4 мм и принтера Anet A6 она может составлять от 0,05 до 0,3 мм. Да, я участвовал в холиварах по поводу соблюдения кратности относительно минимального шага двигателя, но поверьте на слово — вам это не надо, не лезьте в эти дебри )) Ну и по поводу слишком высокого слоя — да, при 0,3 мм могут уже возникнуть проблемы с адгезией, т.к. площадь соприкосновения с нижним будет меньше, чем при высоте 0,2 мм.
В более ранних версиях программы сталкивался с проблемой дыр, о которых вспоминал при описании настроек экструдера, вот вам яркий пример:
Сейчас на стоковых настройках сложно это повторить, потому что Outline Overlap(наложение на внутреннюю стенку) имеет значение выше нуля и уменьшено минимальное расстояние заполнения. Но все же по привычке я использую три Top Solid Layers, данная опция отвечает за количество финальных слоев со 100% заполнением(крышки модели). Дополнительно выставлено 3 угла построения, 50 процентов перекрытия и 1 мм минимальной дистанции(Вкладка Infill).
Что это дает? За счет наложения слоев(Top Solid Layers) под тремя разными углами, совершается проход по всей поверхности детали и закрываются огрехи предыдущих, благодаря маленькому минимальному расстоянию(Minimum Infil Lenght) заполнения строятся между периметрами даже в местах довольно острых углов, а наложение на внутренний периметрOutline Overlap минимизирует проявление зазоров между стенкой и крышкой модели. Пришлось повозиться чтобы показать пример:
Bottom solid Layers — для дна можно сделать меньше слоев, т.к. поверхность стола ровная и проблем быть не должно, но для симметрии выставляю аналогичное значение.
Outline/Perimeter Shells — количество слоев боковых стенок. Двойной периметр считаю универсальным значением, если поставить меньше, начнет проявляться заполнение и при резком расширении детали слой может начать печататься в воздухе. Тройной уже можно назвать пустой тратой пластика:
— Так есть же поддержки для таких ситуаций!
Правильно, есть, но щель между периметрами никуда не денется, заполнение имеет другой рисунок и будет уже не так эстетично смотреться. То же самое касается резких сужений — поддержек уже не нужны, но под периметром будет так же просматриваться заполнение под отличными от него углами:
Outline Directions не трогаем. Рекомендуется использовать первый параметр при котором сначала печатается внутренний периметр, потом внешний. Аналогично можно привести две последних картинки. При резком расширении внешний периметр будет печататься в воздухе, а значит нужно печатать поддержки.
Параметры печати первого слоя довольно сильно влияют на весь процесс печати. Обычно я выставляю First Layer Height таким образом, чтобы толщина первого слоя получилась около 0.1 мм. Соответственно при слое 0.1 — 100% / 0.2 — 50% / 0,3 — 70%.
First Layer Width оставляю как есть, т.к. при увеличении или уменьшении значения не меняется количество проходов, как в случае с Extrusion Width, а только корректируется коэффициент подачи прутка. Первый слой печатается с меньшей скоростью, поэтому хватает стандартного значения.
Скорость печати первого слоя(First Layer Speed) зависит от выставленной общей скорости печати. У меня это 60 мм/с, поэтому 50%(30 мм/с) вполне хватает для хорошей адгезии.
Ну и стартовые точки(Start Points) оставляю на усмотрение программы(Optimize start points).
Дополнения(Additions) были разобраны в первой части, поэтому прикреплю одну картинку чтобы напомнить что где:
Prime Pillar и Use Ooze Shield я не пользуюсь. Башенкой потому что сопло одно и дополнительным «коконом» потому что при наличии сквозняков он первый претендент на отлипание, заваливание на модель и нарушение процесса печати в целом.
В комментариях разгорался небольшой спор насчет «юбки»(Skirt/brim). Во многих слайсерах ранее юбка использовалась для «прочистки» сопла перед печатью основного слоя, который проходил аккурат по ее границам. При плохой адгезии немного спасала от отлипания, но крупные детали во время усадки либо поднимали ее целиком, либо отрывали уголки, в то время как юбка оставалась на столе. Поэтому я начал пользоваться рафтом(Raft). Считаю оптимальным использовать по 2 базовых(Base Layer) и 2 верхних(Top layer) слоя. Выступ за внешние периметры(Offset from Part) зависит от размера самой модели и назначения подложки.
Отступ от основного слоя(Separation distance) настраивается индивидуально под каждый тип пластика и деталь таким образом, чтобы модель не отлипала от рафта во время печати, и без особого труда отделялясь подручными средствами после окончания. Например, для моделей с мелкими элементами у основания можно уменьшить отступ, если же площадь соприкосновения большая — увеличить.
Если просто лень выставлять в идеал калибровку стола, можно настроить рафт следующим образом:
Топовый слой — 1
Базовый слой — 1
Выступ — 0
Отступ — 50% высоты основного слоя
Плотность верхнего слоя(Raft Top Infill) — 50%, так легче отделять модель.
Скорость — 40%.
Если нужна хорошая адгезия со столом, то:
Топовый слой — 2
Базовый слой — 2
Выступ — 20% длины/ширины модели
Отступ — 20-50% высоты основного слоя
Плотность верхнего слоя(Raft Top Infill) — 50%
Скорость — 30%.
Высота слоя рафта не меняется и зависит от указанного диаметра сопла(поправьте если я не прав):
Первый базовый слой — 0,25 мм
Второй базовый слой(если есть) — 0,5 мм
Топовые слои — 0,22 мм
Мажет жирно, думаю настолько, насколько это возможно ))
Хорошая адгезия со столом обеспечивается за счет низкого процента заполнения и толстых слоев. Когда модель частично остывает и начинается усадка, топовые слои рафта за счет своей эластичности снижают натяжение и подложку не отрывает от стола.
Насчет настроек заполнения(Infill) говорили выше, в большинстве случаев оптимальны значения:
Тип рисунка не трогаем, 30% внутреннего заполнения хватит с головой, 50% наложения на периметр тоже и минимальный проход 1 мм. За углы говорил, вместо 0 можно добавить 90 градусов.
С настройками поддержки(Support) особо не возился, потому что и по умолчанию они нормально себе печатаются.
В зависимости от размеров свисающих частей той или иной модели меняю только плотность(Support Infil Percentage), выступ(Extra inflation Distance) и минимальный размер линий поддержки(Support Pillar Resolution). Если свисающая деталь маленькая, при низком проценте заполнения ее основание может лечь между линий поддержки, выступ делаю больше чтобы сама конструкция не была слишком тонкой, и не отвалилась во время построения если наша деталь высоко. Пример:
Extra inflation Distance = 0 мм
Extra inflation Distance = 2 мм
Все параметры логичны, если возникнут вопросы — задавайте их в комментариях, я обновлю информацию.
По поводу вкладки Температура тоже общих рекомендаций дать невозможно, т.к. у разных производителей «прыгает» температура плавления/прилипания к столу.
Первое что нужно сделать во время первого запуска — добавить два контроллера температуры
Нажимаем кнопку Add Temperature Controller, обзываем его как угодно
В правой части выбираем тип контроллера, экструдер(Extruder) или стол(Heated build platform), желательно чтобы выбор был логичным и назвав контроллер Экструдером, выбрать соответствующий тип, дабы потом не путаться. Далее вносим изменения в температуру первого слоя и нажимаем кнопку Add Setpoint, в окне Per-Layer Temperature Setpoints появляется наше значение — готово. Можно добавлять множество температурных точек, например первые слои сделать горячее для лучшей адгезии, а последующие с обычной температурой.
Аналогично добавляем второй контроллер, но уже выбрав второй тип и точно так же добавляем точку первого слоя.
Для используемого мной PLA вполне хватает 200 градусов экструдера и 60 градусов стола.
При 70-80 градусах стола PLA неплохо липнет даже к чистому, обезжиренному столу/стеклу.
Малярный скотч, который приклеен изначально отдирать не нужно — для небольших моделей из PLA его хватит надолго.
Охлаждение(Cooling) в основном используется при печати легкоплавкими пластиками, например PLA и SBS. Для тонких, но длинных деталей ABS я иногда вручную включаю обдув на низких оборотах. Приведу пример настроек, которые идентичны для PLA и SBS:
Добавил несколько точек для того чтобы не обдувать стол на первых слоях и ограничился 80% скорости вентилятора, потому что ее вполне хватает.
Так как первое значение всего 20%, активировал опцию Bip fan full power when increasing from idle, которая на секунду подает нормальное напряжение при раскручивая лопасти на старте.
Мосты у нас всегда печатаются на 100% обдуве(Bridging fan speed override)
В G-Code ничего больше не трогаем если не менялось покрытие стола или принтер.
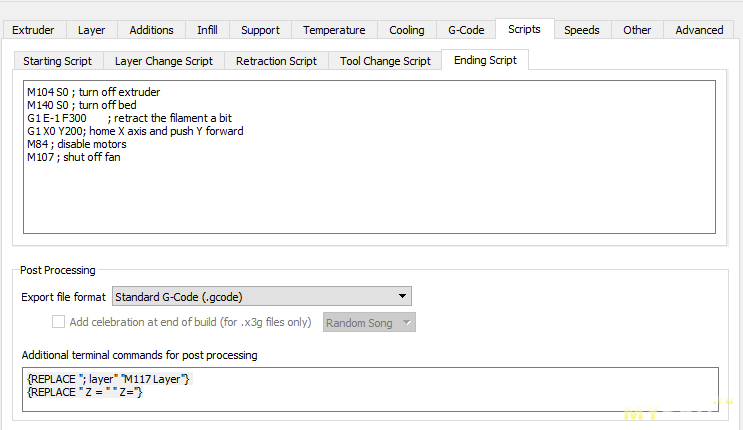
В скриптах(Scripts) для удобства можно немного подправить команды на старте печати и по ее окончании.
Стартовый скрипт:
G28; home all axes— Поиск нулевых точек
G1 X0 Y20 Z0.2 F3000; get ready to prime
G92 E0; reset extrusion distance
G1 X200 E20 F600; prime nozzle
— Переместить сопло в координаты X=0, Y=20, Z=0,2 мм
— Обнулить счетчик выдавленного пластика
— Переместить сопло по указанным координатам, попутно выдавливая пластик. Чертит линию вдоль оси X с отступом 20 мм от нижнего края, тем самым вытесняя воздух и старый пластик.
Финальный скрипт:
M104 S0; turn off extruder— Выключить нагрев экструдера
M140 S0; turn off bed
G1 E-1 F300; retract the filament a bit
G1 X0 Y200; home X axis and push Y forward
M84; disable motors
M107; shut off fan
— Выключить подогрев стола
— Небольшой ретракт чтобы не тянуть волос от вершины детали
— Переместить сопло в ноль по координатам X и выдвинуть стол вперед
— Отключить моторы
— Выключить обдув если включен
В поле Additional terminal commands for post processing можно добавить строки:
{REPLACE "; layer" «M117 Layer»}— Отобразить номер текущего слоя
{REPLACE " Z = " " Z="}
— Отобразить текущие координаты по оси Z(высоту)
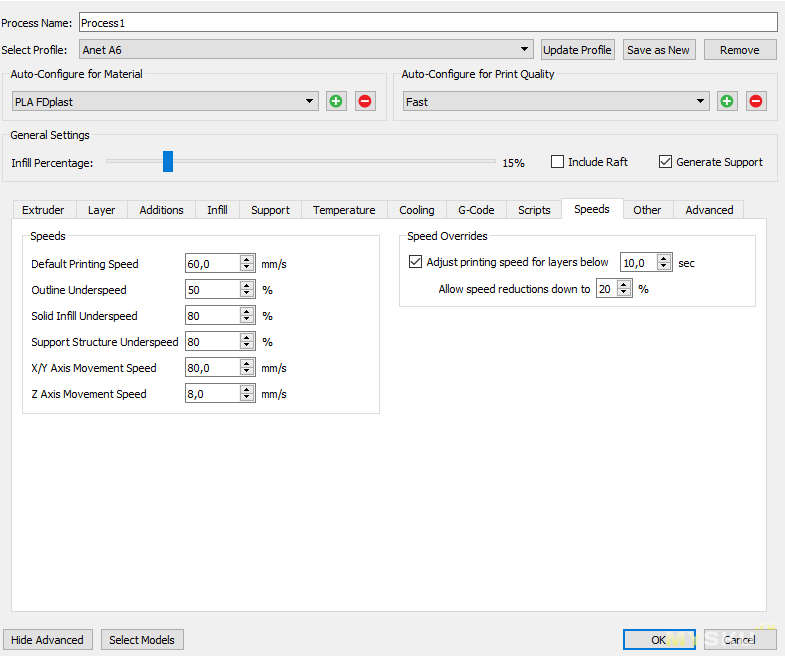
Скорость печати(Speeds) зависит как от принтера, так и от используемого прутка.
Для Anet A6 и филамента от Фдпласт считаю оптимальной скоростью печати(Default Printing Speed) 60 мм/с. Это касается всех типов пластика(ABS, PLA SBS, HIPS), хотя нет предела совершенству и можно подобрать свой идеал под каждый. На данной скорости будут печататься внутренние периметры и внутреннее заполнение модели.
Для внешнего периметра выделил 50% скорости, то есть 30 мм/с. Данное ограничение необходимо для получения ровных, гладких стен и хорошей спекаемости внешнего слоя.
Для внешнего заполнения(дно и крышка) и для слоев поддержки выставил 80%, то есть около 50 мм/с.
«Холостые» перемещения — 80мм/с. Вот вроде такой незначительный параметр, а вкупе с ретрактом может влиять на качество работы.
По оси Z хватает 8 мм/с.
Так же настроил снижение скорости печати до 20% при времени печати слоя меньше 10 секундAdjust printing speed for layers below. Считается весь текущий слой со всеми вершинами, заполнением и т.д. Так что ограничение срабатывает в основном в конце печати, когда остается несколько небольших вершин, спасает от загибов и оплавлений, аккуратно допечатывая модель.
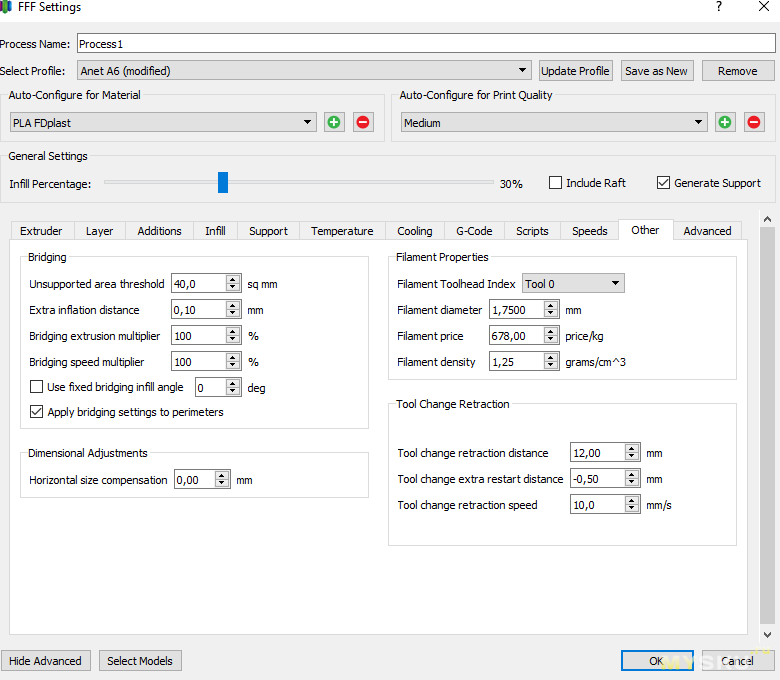
Переходим во вкладку "Другое(Other)", настраиваем мосты и параметры филамента(диаметр, цена и плотность) для правильного подсчета расходов до печати.
Минимальная площадь для построения(Unsupported area threshold) у меня 40 квадратных миллиметров(представьте квадрат чуть больше 6x6 мм), все, что меньше будет перекрываться обычным заполнением.
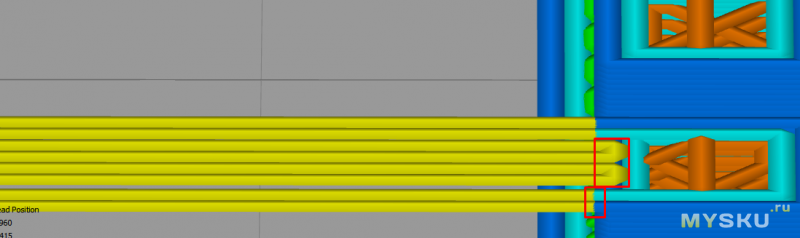
Крепления «моста»(Extra inflation distance) на 0,1 мм периметра вполне достаточно, это обеспечивает лучшее крепление продольной линии, заодно обвел на скриншоте новую опцию в версии 4.0 — применить параметры моста к периметрам(Apply bridging setting to perimeters). Огромное спасибо разработчикам. Периметр печатается раньше, чем основа, поэтому раньше первые слои боковой стенки часто провисали, сейчас же стало намного лучше.
Коррекцию усадки(Horizontal Size Compensation) нужно подбирать долго и нудно, но в конечном итоге можно получить идеальные пропорции модели и ее внутренних деталей без сплавления между собой или наоборот больших промежутков. Очень полезная опция для тех, кому нужна довольно высокая точность размеров, но нужно будет настраивать практически под каждый цвет пластика, т.к. будет разброс усадки.
Настройки смены экструдера(Tool Change Retraction) нужны людям, у которых принтеры поддерживают печать несколькими прутками.
Наконец, настраиваем последнюю вкладку "Дополнительно(Advanced)"
Layer modifications пока не трогаем
Настройку тонких стенок проходили, напомню эффект при использовании разных параметров:
Perimeter Overlap
Минимальная длина(Minimum Extrusion Lenght) — 0.5 мм, по сути в таких местах будет просто ставиться жирная точка, а при меньшей длине эту область покроют излишки внутреннего периметра.
Минимальная ширина слоя(Minimum Printing Width) — 50%, то есть 0,24 мм в моем случае.
Минимальная ширина слоя(Maximum Printing Width) — 200% или 0,96мм. Все что шире будет заполняться стандартно. Можно уменьшить параметр, т.к. иногда ретракт не отрабатывает нормально после широкого заполнения из за избытка пластика в экструдере, но тут уже кому как понравится.
Наложение на внутренний периметр(Endpoint Extension Distances) — 20% достаточно, иначе может быть «перелив».
Остальные функции выставляем как на скриншоте. Кому интересно описание — загляните в первую часть.
Определились с настройками PLA пластика, выдыхаем.
Сохраняем профиль настроек
И профиль материала
И вот тут есть жирный минус программы. При выборе материала меняется только коэффициент подачи, температура стола/экструдера и стоимость пластика. Если Вам нужно чтобы корректировались и остальные параметры, такие как ретракт, замедление во время печати мелких деталей, другие настройки поддержки, дополнений и т.д., придется создавать отдельный профиль настроек под каждый, а в материале сохранять не тип, а, например, цвет.
Только в этом случае можно будет одним нажатием сменить все настройки, а не только базовые.
С другой стороны, я зачастую подкручиваю настройки даже при печати одним и тем же типом и цветом в зависимости от самой модели, поэтому не так критично.
У кого остался только ABS/SBS/HIPS, в конце мануала будет ссылка на мой профиль с настройками под пластик, которым пользуюсь я. Мне не платили за рекламу, но прутки действительно отличные по соотношению цена/качество. Правда производитель отечественный и говорят стоимость доставки за пределы России дикая.
Коротко о используемом пластике
PLA — можно печатать на холодном или теплом столе, самый легкоплавкий, поэтому не может быть использован в местах с повышенной температурой, например салон автомобиля летом. Сопротивляется изгибу больше остальных, при критичной нагрузке ломается. Усаживается слабо, не боится сквозняков. Механическая обработка — то еще удовольствие.
ABS — нужен хороший подогрев стола, самая высокая температура плавления, поэтому не боится нагрева. При критичной нагрузке немного изгибается, после чего ломается. Боится сквозняков, из за резкой усадки отлипает от стола или трескается. Самый удобный для обработки материал, как химической, так и механической.
SBS — как и PLA можно печатать на теплом столе, температура печати от 220 градусов и выше(меняется текучесть), но не любит повышенных температур. Не плавится, но становится очень гибким. При комнатной температуре практически невозможно сломать изгибом. В плане механической обработки немного проще пла, неплохо растворяется копеечным сольвентом. Есть прозрачный тип данного пластика, из которого получаются довольно чистые модели при 100% заполнении, либо при печати периметра в один слой с последующей обработкой сольвентом. Если сравнивать с вещами обихода, похож на стержень пластиковой ручки, вот если напечатать из него трубку, будет вести себя практически так же.
ABS — нужен хороший подогрев стола, самая высокая температура плавления, поэтому не боится нагрева. При критичной нагрузке немного изгибается, после чего ломается. Боится сквозняков, из за резкой усадки отлипает от стола или трескается. Самый удобный для обработки материал, как химической, так и механической.
SBS — как и PLA можно печатать на теплом столе, температура печати от 220 градусов и выше(меняется текучесть), но не любит повышенных температур. Не плавится, но становится очень гибким. При комнатной температуре практически невозможно сломать изгибом. В плане механической обработки немного проще пла, неплохо растворяется копеечным сольвентом. Есть прозрачный тип данного пластика, из которого получаются довольно чистые модели при 100% заполнении, либо при печати периметра в один слой с последующей обработкой сольвентом. Если сравнивать с вещами обихода, похож на стержень пластиковой ручки, вот если напечатать из него трубку, будет вести себя практически так же.
Базовые знания получены, настройки произведены, можно пускать в работу первую модель =)
Печать
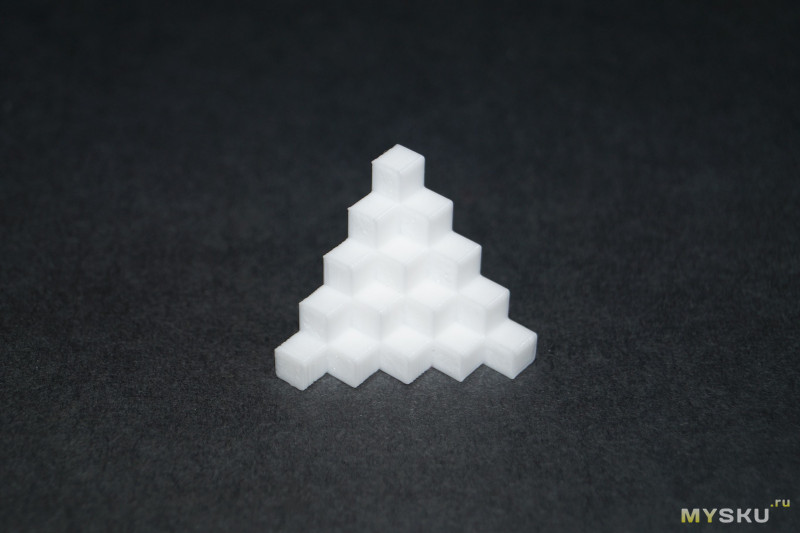
Давайте напечатаем пробный кубик что-нибудь интересное, например пробную лесенку из кубиков с отверстиями в стенке?
Вот такую
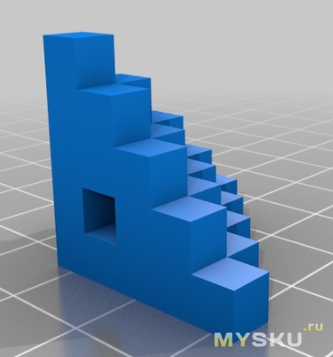
Закидываем модель в рабочую область
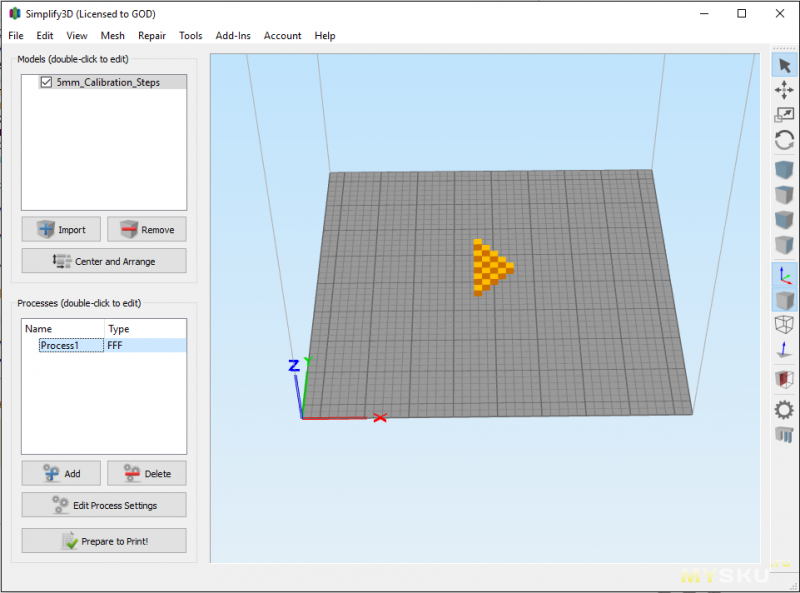
Нажимаем Prepare To Print проверяем нарезанную модель на отсутствие разрывов, правильно ли выстроилась поддержка.
Так же в левом верхнем углу видим, что печать займет около 28 минут, израсходуется 1144 мм прутка, что эквивалентно 3.5 граммам, которые стоят 2.3 рубля.
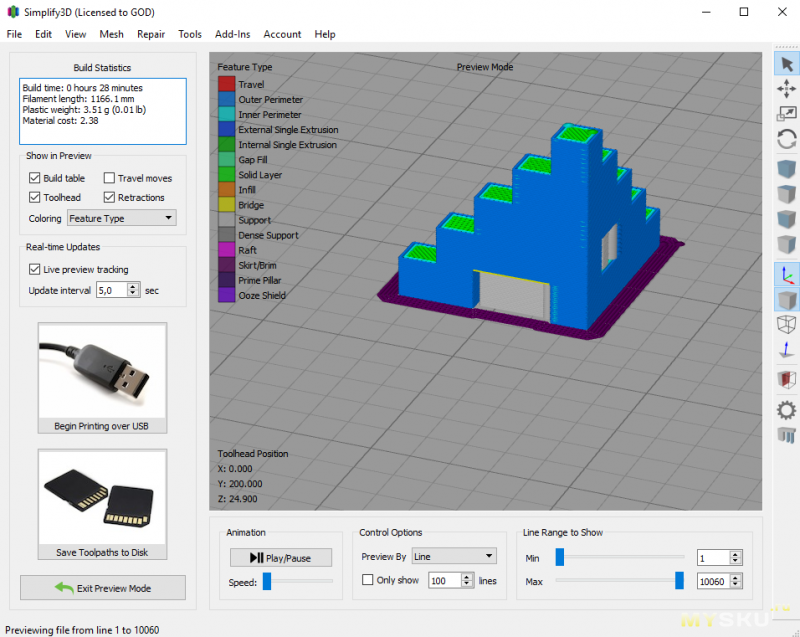
И если все нормально, нажимаем на Begin Printing Over USB если принтер подключен к компьютеру, либо сохраняем файл на флешку и запускаем печать из меню принтера.
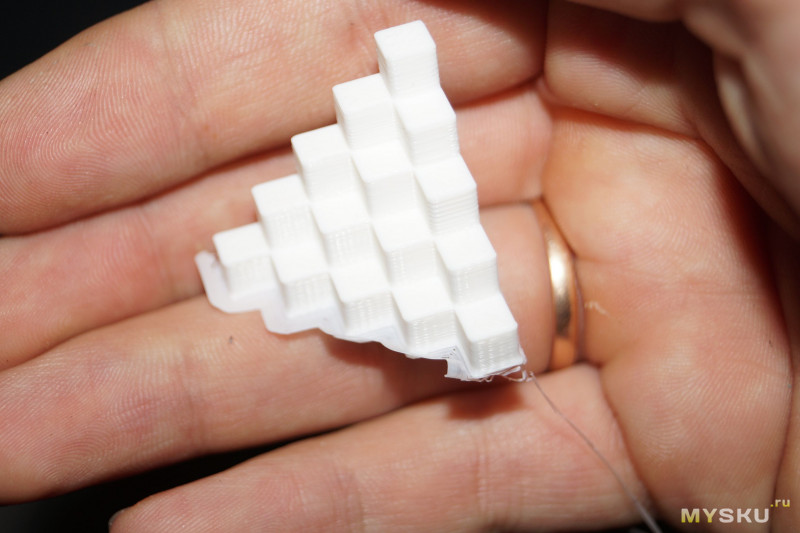
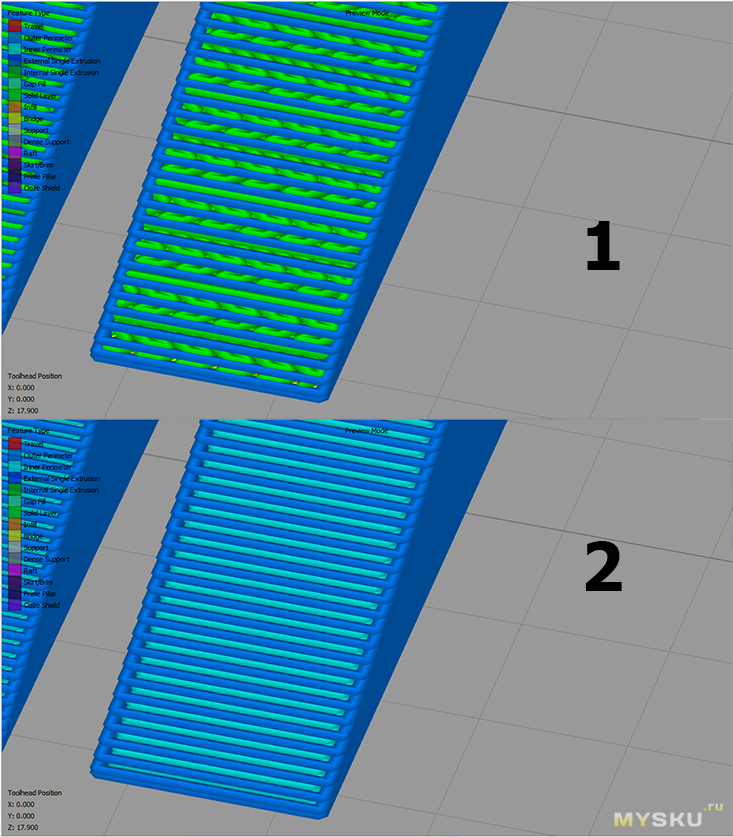
Неплохой результат, но даже на ускоренном воспроизведении видно, что верхние слои начали печататься гораздо медленнее. Догадались почему? Верно, из за того что мы оставили галочку на пункте Adjust printing speed for layers below, который снизил скорость печати на 80%? т.к. время печати одного слоя стало меньше 10 секунд. Выключим данную опцию и посмотрим что получится.
В окне предпросмотра время печати значительно сократилось.
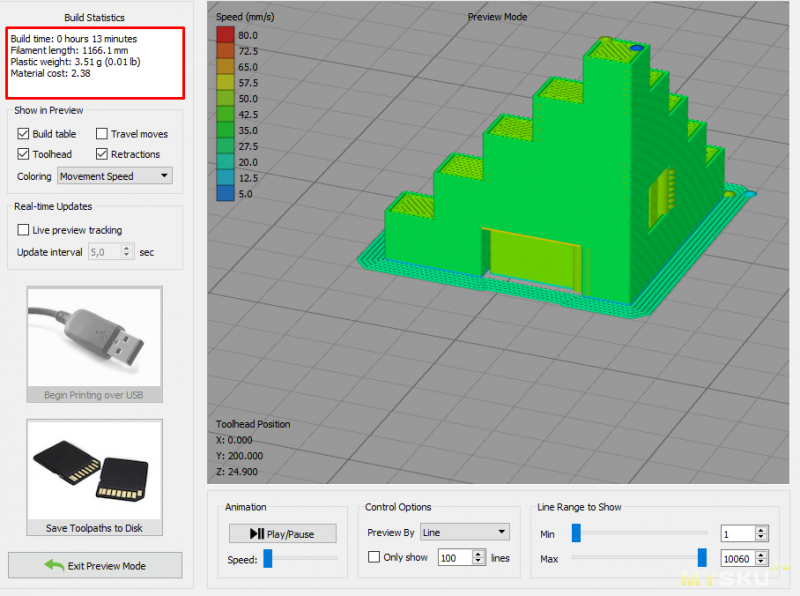
Вот «раскраска» по скоростям с включенным ограничением
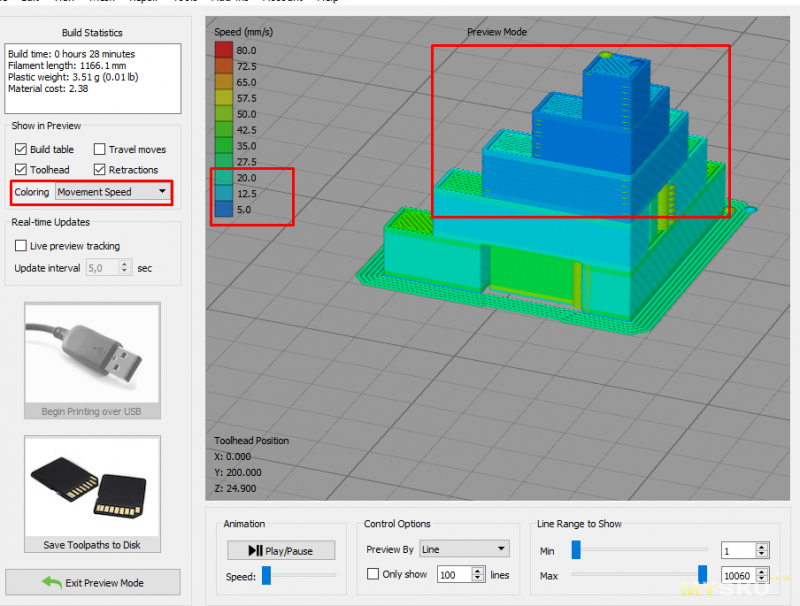
Но после печати видно, что верхние слои все же перегрелись. Обдув специально оставил стоковый, есть множество моделей, которые могут справиться с охлаждением гораздо лучше.
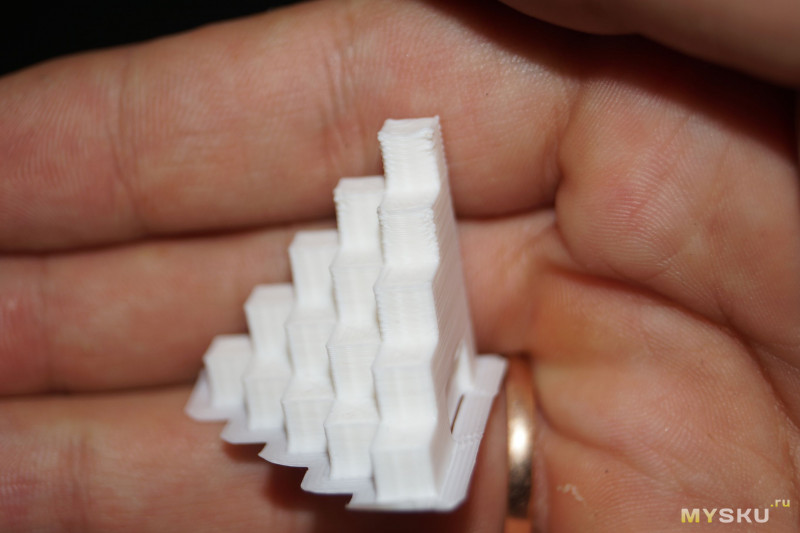
Можно заметить горизонтальные(небольшие «скачки» ширины слоя) и вертикальные полосы
Появляться они могут из за различных факторов, таких как:
— Неправильно настроенный ретракт. Если в начале печати внутреннего периметра есть избыток пластика, внешний так же немного выдавит наружу. А так как точки ретракта у нас разные, то и ширина периода от слоя к слою будет разной в одном и том же месте, отсюда получаем «лесенку»
— Слишком большое значение внутреннего заполнения + большое наложение. Аналогично первому фактору, в местах наложения заполнения на внутренний периметр у нас скапливается избыток пластика и слой периметра может плавать по ширине. По этой же причине проявляются и вертикальные полосы — можно заметить, что зачастую они соответствуют точкам наложения заполнения.
— Скачки температуры экструдера из за которых пластик периодически становится жиже/гуще. При включении подогрева стола такие скачки будут заметнее.
— Ну или банальный воблинг(колебания) во время перемещения по осям, в том числе и колебания покрытия стола(стекло). При чем многие сразу же начинают с него, хотя причину изначально стоит искать в настройках. Для уменьшения колебаний применяют натяжители ремней, делают корпус более жестким, лучше крепят покрытие. Думаю это стоит разбирать отдельным постом.
Так же для понимания путей решения проблем, возникающих на старте полезно воспользоваться этой страничкой. Я собирался сделать несколько запусков с «кривыми» настройками после съемки основного материала, но у принтера были другие планы =)
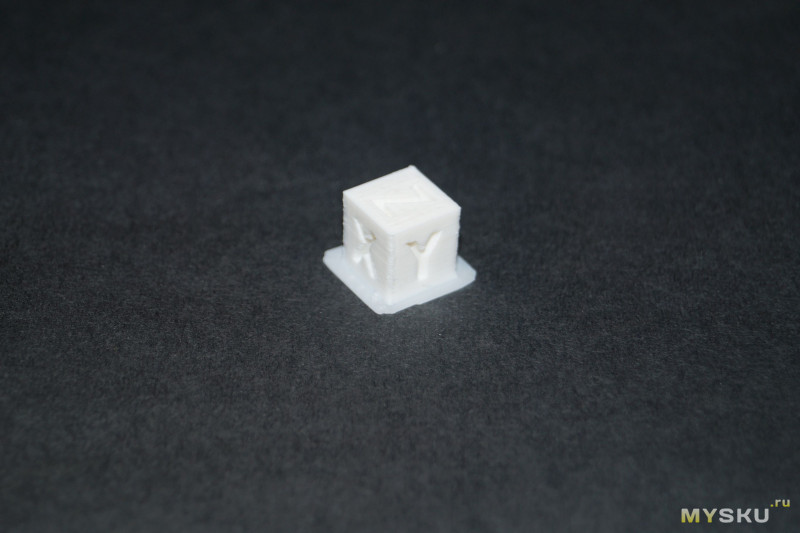
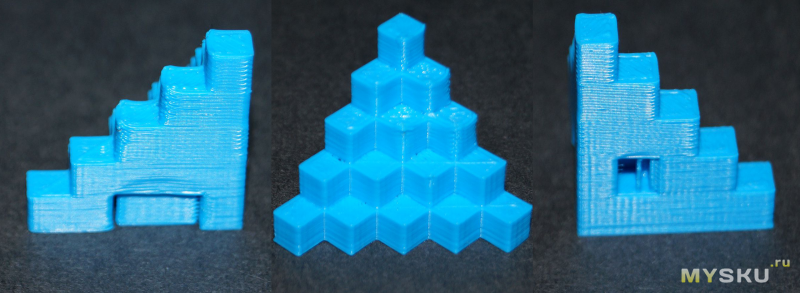
Отдельно напечатал куб, дабы посмотреть на ситуацию с разных сторон. Обозначения не указывают на рассматриваемые колебания по соответствующей оси, а лишь дают нам ориентир расположения на столе для дальнейшего анализа. Многие начинают искать проблему не там где нужно. Так, например, колебания по оси X будут портить грань Y, а Z может исказить все стенки. Качество конечно не идеальное, но меня вполне устраивает.
Вот еще один образец

Для масштаба. Котяру не запугивали — уши такие от рождения =)

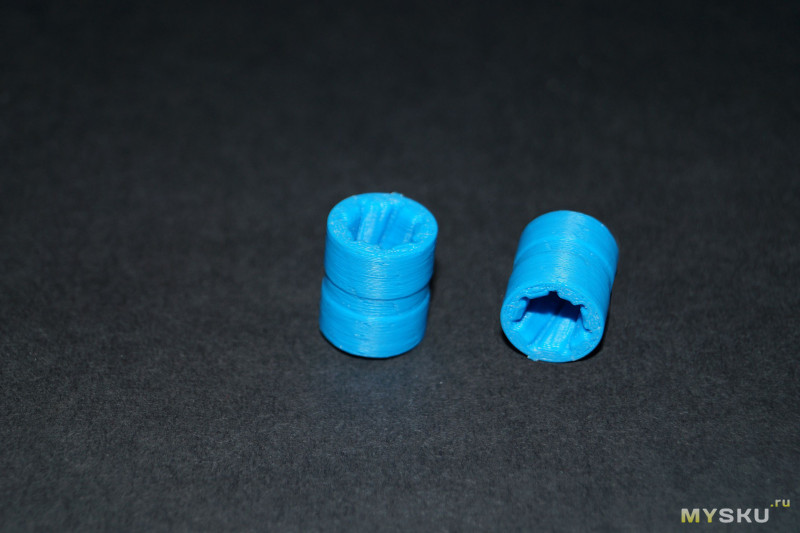
Чтобы не сильно менять настройки печати, поменял пруток на SBS и напечатал кирпичики.
Все параметры аналогичны PLA кроме температуры экструдера, ее поднимаем до 235, как средняя температура печати ABS.
Интересный материал, чем больше мы его греем, тем более жидким он становится. Есть как плюсы в этой особенности, так и минусы. Например ретракт нужно подстраивать после каждого изменения температуры сопла, как и обдув со скоростью печати. Зато это один из самых мягких материалов, которым можно печатать на подвижном столе(дрыгостоле) с сохранением геометрии.
А еще он довольно хорошо сопротивляется трению, поэтому данный пруток можно использовать при изготовлении втулок, которые прослужат дольше аналогичных из ABS и PLA. Но нужно помнить, что как и у PLA у него не высокая температура размягчения. Вот напечатал замену линейному подшипнику, но думаю не лучший вариант — внутренние грани слишком тонкие и могут со временем примяться.
Судя по результату, настройки особо крутить не нужно.


Устанавливаем катушку ABS и печатаем кирпичики.
Покрытие стола — ABS+ацетон, напыленный аэрографом. Да, мсье знает толк в извращениях.
Коэффициент подачи: 1
Температура стола/экструдера: 100/235
Замедление печати выключено.
Как видим, верхние кубики все же перегрелись, результат похож на результат с PLA с недостаточным замедлением на маленькой площади. Покрытие стола не могу ни хвалить, ни раскритиковать — модель вроде держится, но и отрывается без особого усилия и с частью покрытия. Да и наносить хлопотно.

Запустил печать линейного подшипника, но включил
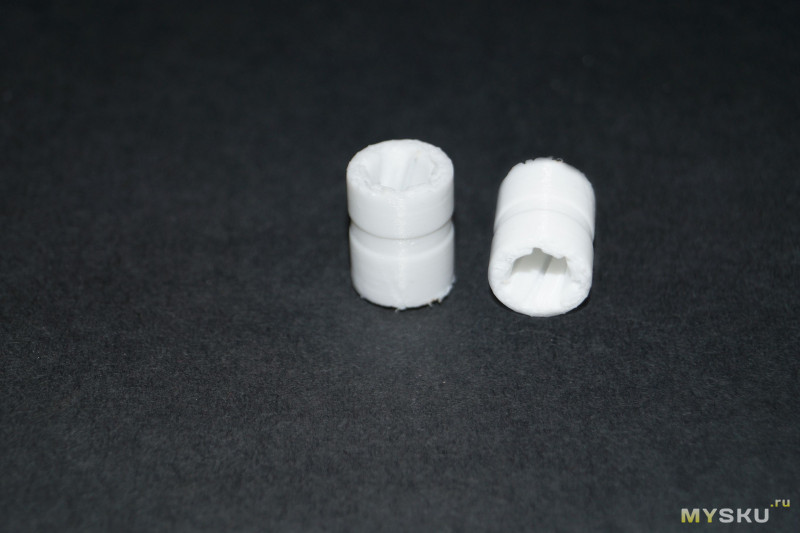
Нашел другую модель, мне кажется она более износостойкая.
На крупной модельке печать заметно лучше, к тому же видно, что длина ретракта слишком большая и вместо избытка пластика возникают впадины. Чем мне нравится ABS — его поверхность легко обрабатывать. Ямки перекрываются кашицей/соком из брака и ацетона, излишки легко снимаются наждачкой/надфилем. Но длину ретракта лучше все же уменьшить чтобы получить более ровную поверхность периметра. И да, модель не допечаталась — отлипла, потому что пятно контакта было очень маленькое(не знаю зачем делать торец подшипника волнообразным).
То же самое произошло с PLA. Действительно не самая удачная модель, но уверен, что рафт спас бы ситуацию. Зато видим, что параметры подобраны отлично, слои лежат ровно, капли ретракта отсутствуют. Перекоса по осям нет, значит и с ремнями все в порядке.
Хотелось бы затронуть тему покрытия стола, но на момент создания обзора полтора килограмма БФ-2 и спец стекло еще не доехали, поэтому перенесем эту тему в 3 и заключительную(скорее всего) часть гайда под названием «модификации».
Единственное, я попробовал то что было в наличии и хотел немного пояснить на практике по поводу юбки и рафта.
Покрытие стола — сок ABS(брак+ацетон). Покрывал специально особо не заморачиваясь — не было цели обеспечить максимальное прилипание. К тому же выбрал деталь с маленькой площадью контакта. Модели снимал как только начинал задираться хотя бы один край от стола.
Результат с использованием юбки/рафта:
Так же решил поэкспериментировать и покрыть слой тонким слоем SBS, растворенного в сольвенте. И знаете, неплохо все смотрелось, PLA и SBS прилипали к практически холодному столу и с небольшим усилием отделялись не повреждая покрытие. Но радость была недолгой и ABS разрушил надежды на идеальный и очень дешевый вариант. Печатал при температуре стола 60 градусов чтобы покрытие из SBS не поплыло.
Хоть модель и была зафиксирована до конца печати, но покрытие испорчено =)

Дело в том, что при нагреве и охлаждении слой SBS без особых усилий отделяется от стекла по всей поверхности. Все ведь в детстве мазали ладонь «моментом» и после остывания снимали «искусственную кожу»? Очень похоже.
Снова нормально нанес ABS сок и напечатал модель интереснее кубика.

Плюс небольшую гиро-игрушку.

Результат:
Кстати, модель колец не ахти — слишком маленькие фиксаторы колец и углубления, из за небольшой усадки они либо не держатся, либо вылетают, даже до печати видно, что и без учета усадки держаться все будет на соплях, но на то и был расчет, потому что хотел продемонстрировать работу пункта "Horizontal Size Compensation" во вкладке "Other"
Меняем значения и смотрим на ожидаемый результат на срезе одного из соединений:
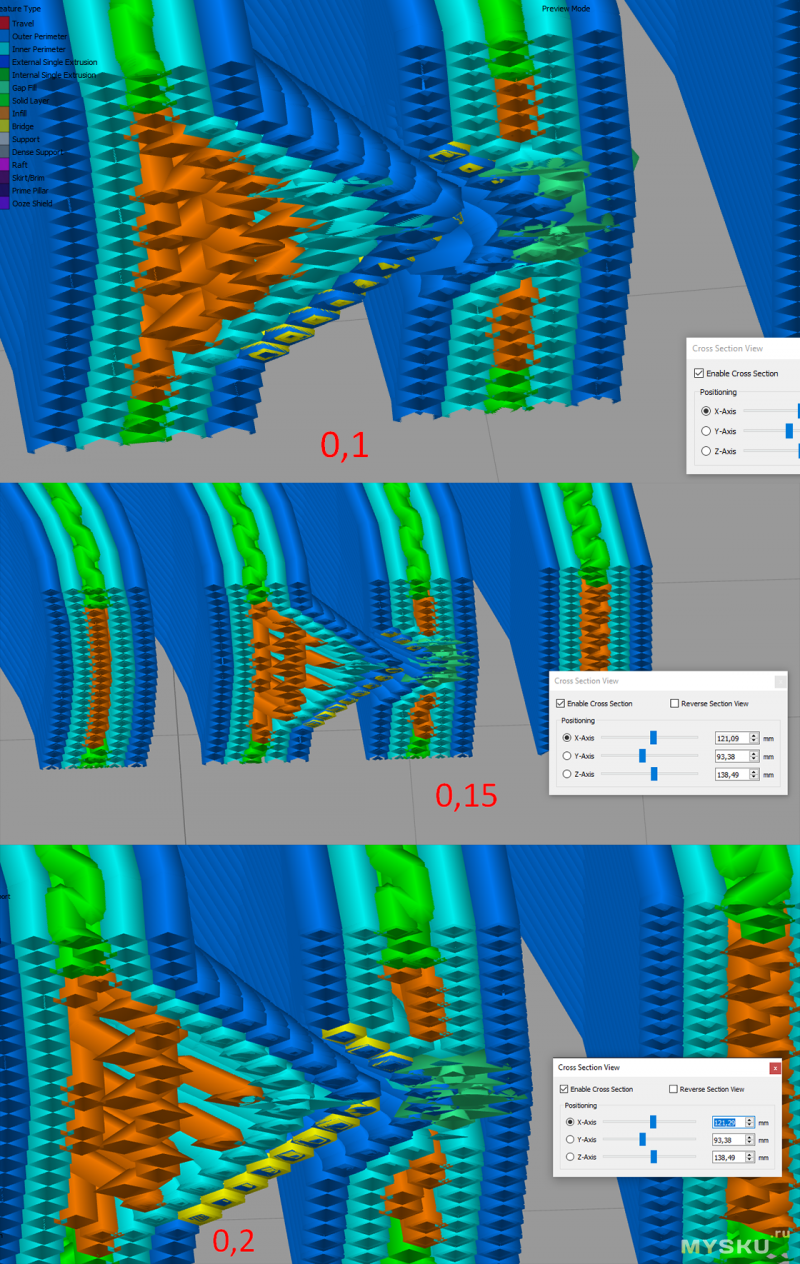
И срез сверху:
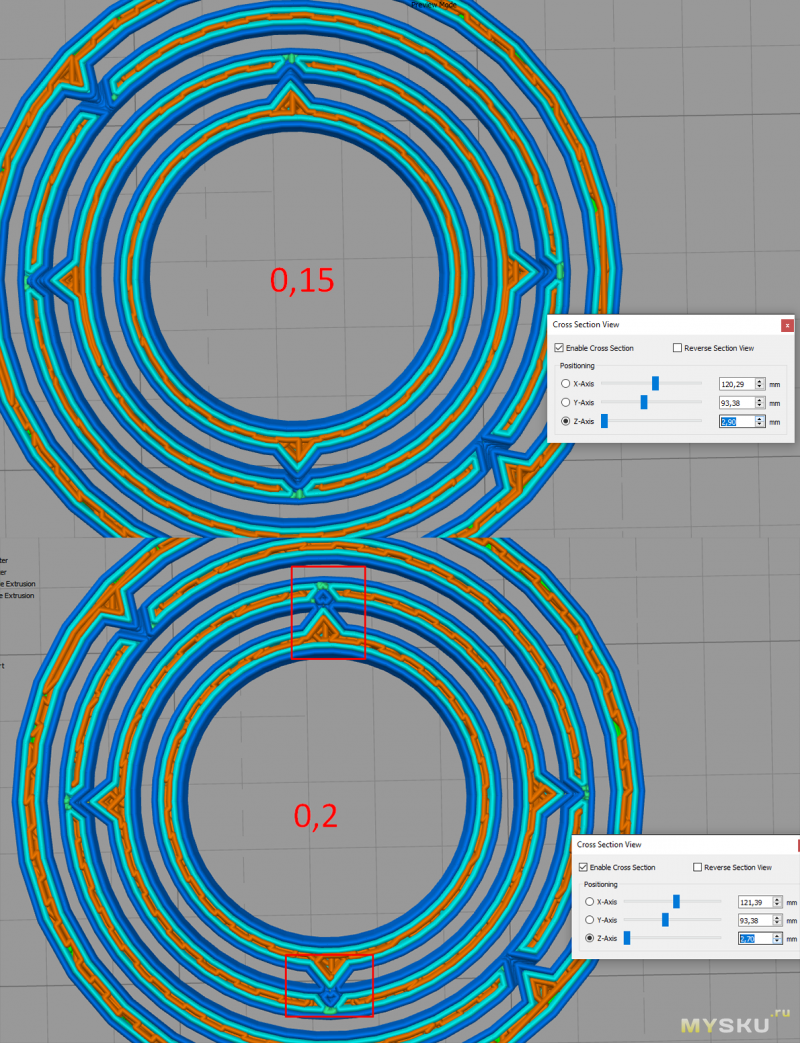
Видно, что при значении 0,2 происходит слипание двух точек разных частей модели. Ставлю 1,5 и печатаю — уже лучше
В итоге получаем нормальное сцепление всех колец и они весело вращаются.

Оригинальная модель вращается не так весело.

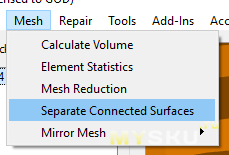
Еще один способ. Делим модель на составляющие
Срезаем половину высоты по оси Z
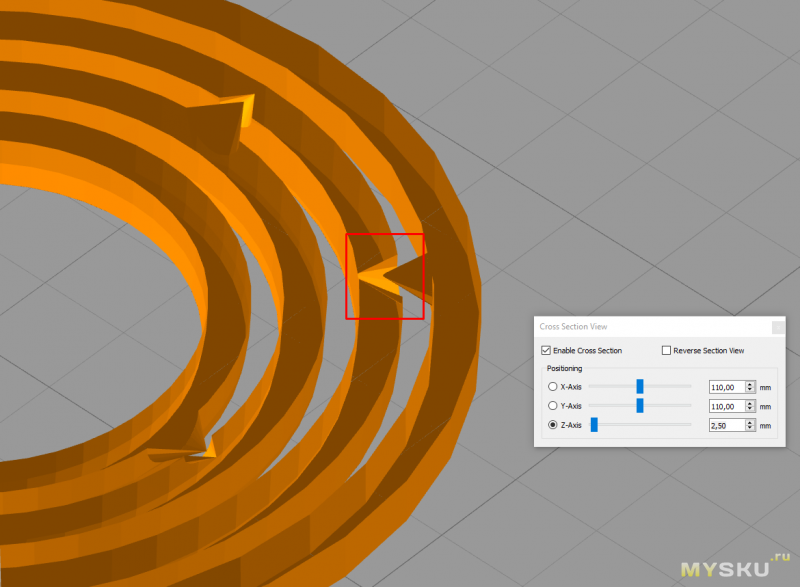
И меняем размеры каждого кольца по осям X и Y
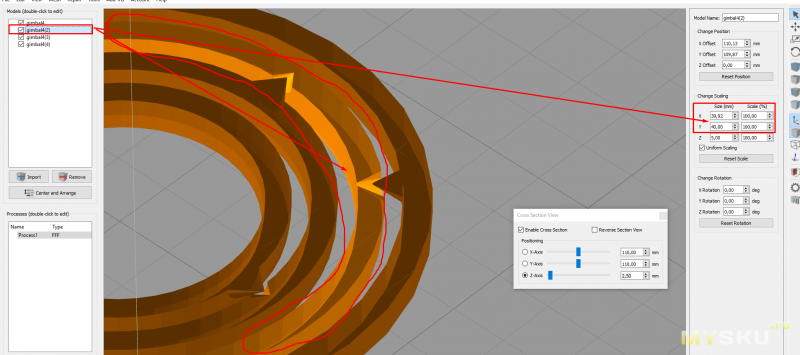
Пока не доведем до минимума зазоры точек стыковки
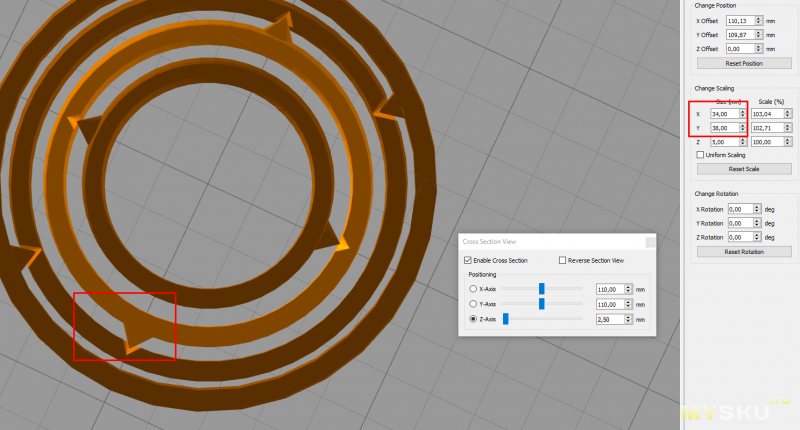
А еще проще скачать более адекватную модель =) но когда-нибудь эти знания будут вам полезны.
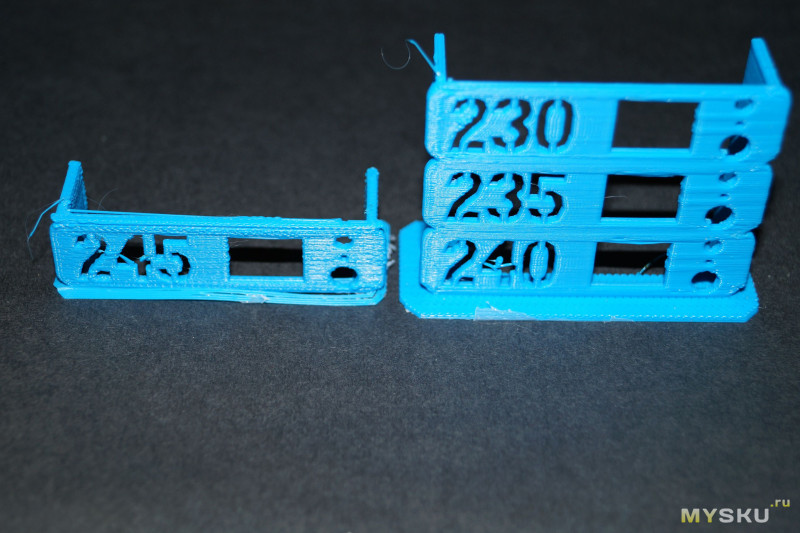
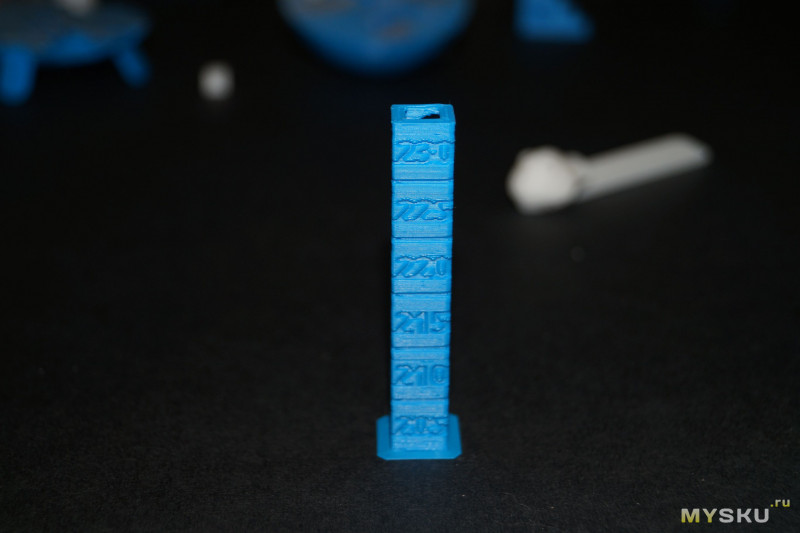
Ну и напоследок — печать температурного столбика велась с изменением температуры экструдера, таким образом можно подбирать оптимальные значения нагрева для разного типа/цвета пластика.
Повторить сможет каждый, при чем есть 2 способа:
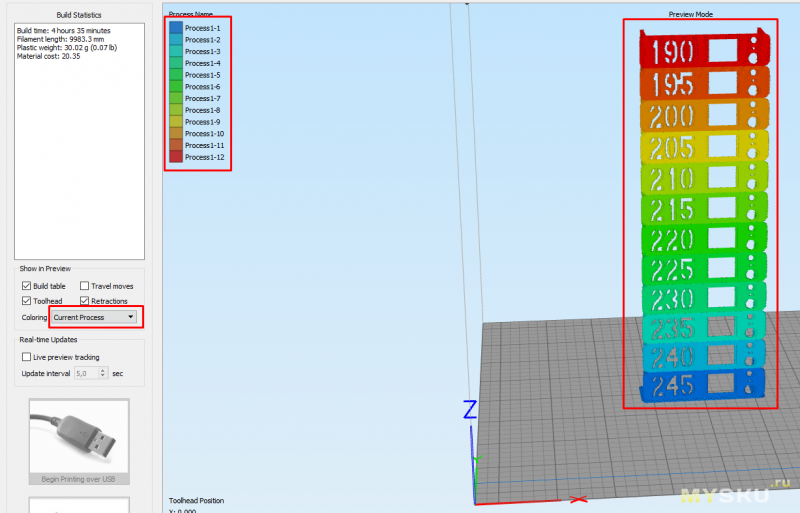
1. Через разделение процессов, для примера взял модель крупнее для наглядности
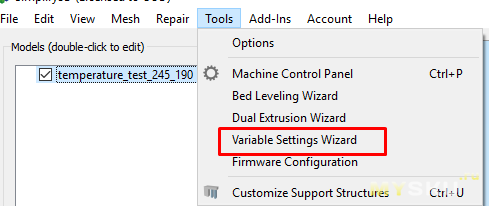
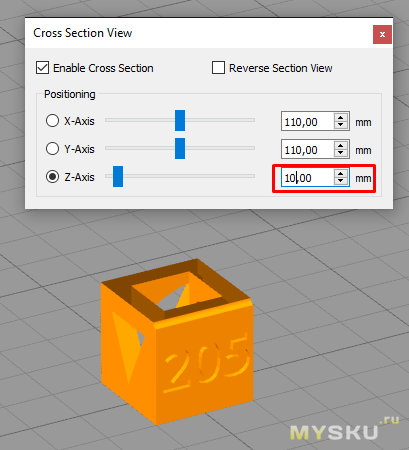
Высота каждой секции 15мм, ее можно узнать, сделав срез по оси Z либо перебором параметра высоты разделения, место отсечения выделяется плоскостью.
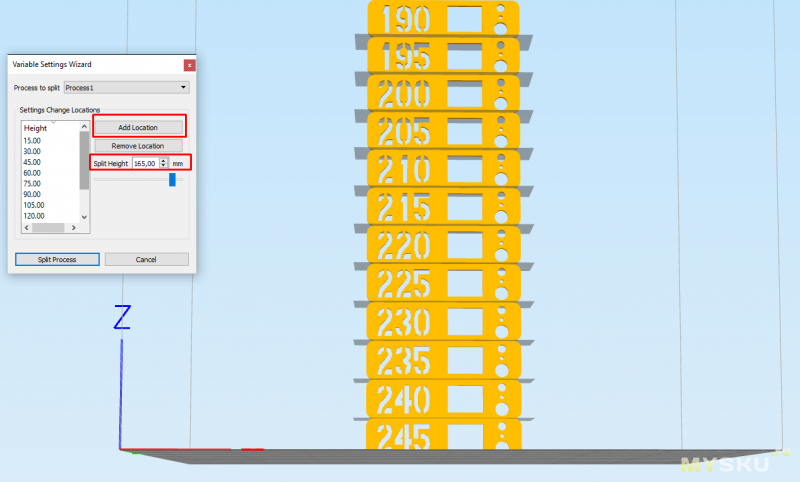
Наш процесс разбивается на выбранное нами количество зон
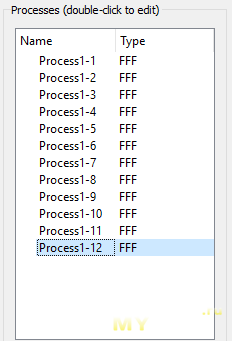
И все что остается — зайти в настройки процесса и выставить нужную температуру экструдера.
И так для каждого процесса.
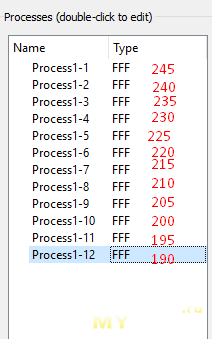
После нажатия кнопки слайсинга система спросит какую модель печатать, выбираем все, включаем фильтрацию по процессам и видим вот такую радугу
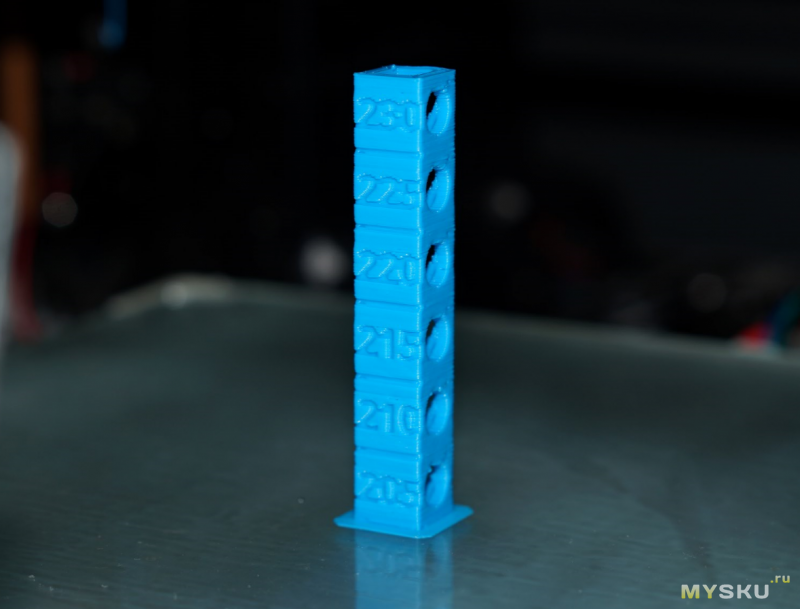
2. Через добавление температурных точек послойно. Этот метод я применил к маленькому столбику, который печатал, т.к. он быстрее.
Смотрим высоту одного блока. 10мм
Заходим во вкладку «Температура», делим высоту блока на высоту нашего слоя и узнаем необходимое количество для покрытия нужного расстояния, после чего меняем температуру на каждый новый диапазон слоев. В моем случае высота слоя 0,2мм, это 50 слоев на 10мм.
Готово. Главное не смотреть на цифры и помнить чего мы там вбивали для каждого пролета, напоминаю — от 245 до 220 градусов с отсчетом от стола.
Вот такую
Закидываем модель в рабочую область
Нажимаем Prepare To Print проверяем нарезанную модель на отсутствие разрывов, правильно ли выстроилась поддержка.
Так же в левом верхнем углу видим, что печать займет около 28 минут, израсходуется 1144 мм прутка, что эквивалентно 3.5 граммам, которые стоят 2.3 рубля.
И если все нормально, нажимаем на Begin Printing Over USB если принтер подключен к компьютеру, либо сохраняем файл на флешку и запускаем печать из меню принтера.
Неплохой результат, но даже на ускоренном воспроизведении видно, что верхние слои начали печататься гораздо медленнее. Догадались почему? Верно, из за того что мы оставили галочку на пункте Adjust printing speed for layers below, который снизил скорость печати на 80%? т.к. время печати одного слоя стало меньше 10 секунд. Выключим данную опцию и посмотрим что получится.
В окне предпросмотра время печати значительно сократилось.
Вот «раскраска» по скоростям с включенным ограничением
Но после печати видно, что верхние слои все же перегрелись. Обдув специально оставил стоковый, есть множество моделей, которые могут справиться с охлаждением гораздо лучше.
Можно заметить горизонтальные(небольшие «скачки» ширины слоя) и вертикальные полосы
Появляться они могут из за различных факторов, таких как:
— Неправильно настроенный ретракт. Если в начале печати внутреннего периметра есть избыток пластика, внешний так же немного выдавит наружу. А так как точки ретракта у нас разные, то и ширина периода от слоя к слою будет разной в одном и том же месте, отсюда получаем «лесенку»
— Слишком большое значение внутреннего заполнения + большое наложение. Аналогично первому фактору, в местах наложения заполнения на внутренний периметр у нас скапливается избыток пластика и слой периметра может плавать по ширине. По этой же причине проявляются и вертикальные полосы — можно заметить, что зачастую они соответствуют точкам наложения заполнения.
— Скачки температуры экструдера из за которых пластик периодически становится жиже/гуще. При включении подогрева стола такие скачки будут заметнее.
— Ну или банальный воблинг(колебания) во время перемещения по осям, в том числе и колебания покрытия стола(стекло). При чем многие сразу же начинают с него, хотя причину изначально стоит искать в настройках. Для уменьшения колебаний применяют натяжители ремней, делают корпус более жестким, лучше крепят покрытие. Думаю это стоит разбирать отдельным постом.
Так же для понимания путей решения проблем, возникающих на старте полезно воспользоваться этой страничкой. Я собирался сделать несколько запусков с «кривыми» настройками после съемки основного материала, но у принтера были другие планы =)
Отдельно напечатал куб, дабы посмотреть на ситуацию с разных сторон. Обозначения не указывают на рассматриваемые колебания по соответствующей оси, а лишь дают нам ориентир расположения на столе для дальнейшего анализа. Многие начинают искать проблему не там где нужно. Так, например, колебания по оси X будут портить грань Y, а Z может исказить все стенки. Качество конечно не идеальное, но меня вполне устраивает.
Вот еще один образец
Для масштаба. Котяру не запугивали — уши такие от рождения =)
Чтобы не сильно менять настройки печати, поменял пруток на SBS и напечатал кирпичики.
Все параметры аналогичны PLA кроме температуры экструдера, ее поднимаем до 235, как средняя температура печати ABS.
Интересный материал, чем больше мы его греем, тем более жидким он становится. Есть как плюсы в этой особенности, так и минусы. Например ретракт нужно подстраивать после каждого изменения температуры сопла, как и обдув со скоростью печати. Зато это один из самых мягких материалов, которым можно печатать на подвижном столе(дрыгостоле) с сохранением геометрии.
А еще он довольно хорошо сопротивляется трению, поэтому данный пруток можно использовать при изготовлении втулок, которые прослужат дольше аналогичных из ABS и PLA. Но нужно помнить, что как и у PLA у него не высокая температура размягчения. Вот напечатал замену линейному подшипнику, но думаю не лучший вариант — внутренние грани слишком тонкие и могут со временем примяться.
Судя по результату, настройки особо крутить не нужно.
Устанавливаем катушку ABS и печатаем кирпичики.
Покрытие стола — ABS+ацетон, напыленный аэрографом. Да, мсье знает толк в извращениях.
Коэффициент подачи: 1
Температура стола/экструдера: 100/235
Замедление печати выключено.
Как видим, верхние кубики все же перегрелись, результат похож на результат с PLA с недостаточным замедлением на маленькой площади. Покрытие стола не могу ни хвалить, ни раскритиковать — модель вроде держится, но и отрывается без особого усилия и с частью покрытия. Да и наносить хлопотно.
Запустил печать линейного подшипника, но включил
Adjust printing speed for layers belowаналогично PLA — при слоях, печатающихся быстрее 10 секунд.
Нашел другую модель, мне кажется она более износостойкая.
На крупной модельке печать заметно лучше, к тому же видно, что длина ретракта слишком большая и вместо избытка пластика возникают впадины. Чем мне нравится ABS — его поверхность легко обрабатывать. Ямки перекрываются кашицей/соком из брака и ацетона, излишки легко снимаются наждачкой/надфилем. Но длину ретракта лучше все же уменьшить чтобы получить более ровную поверхность периметра. И да, модель не допечаталась — отлипла, потому что пятно контакта было очень маленькое(не знаю зачем делать торец подшипника волнообразным).
То же самое произошло с PLA. Действительно не самая удачная модель, но уверен, что рафт спас бы ситуацию. Зато видим, что параметры подобраны отлично, слои лежат ровно, капли ретракта отсутствуют. Перекоса по осям нет, значит и с ремнями все в порядке.
Хотелось бы затронуть тему покрытия стола, но на момент создания обзора полтора килограмма БФ-2 и спец стекло еще не доехали, поэтому перенесем эту тему в 3 и заключительную(скорее всего) часть гайда под названием «модификации».
Единственное, я попробовал то что было в наличии и хотел немного пояснить на практике по поводу юбки и рафта.
Покрытие стола — сок ABS(брак+ацетон). Покрывал специально особо не заморачиваясь — не было цели обеспечить максимальное прилипание. К тому же выбрал деталь с маленькой площадью контакта. Модели снимал как только начинал задираться хотя бы один край от стола.
Результат с использованием юбки/рафта:
Так же решил поэкспериментировать и покрыть слой тонким слоем SBS, растворенного в сольвенте. И знаете, неплохо все смотрелось, PLA и SBS прилипали к практически холодному столу и с небольшим усилием отделялись не повреждая покрытие. Но радость была недолгой и ABS разрушил надежды на идеальный и очень дешевый вариант. Печатал при температуре стола 60 градусов чтобы покрытие из SBS не поплыло.
Хоть модель и была зафиксирована до конца печати, но покрытие испорчено =)
Дело в том, что при нагреве и охлаждении слой SBS без особых усилий отделяется от стекла по всей поверхности. Все ведь в детстве мазали ладонь «моментом» и после остывания снимали «искусственную кожу»? Очень похоже.
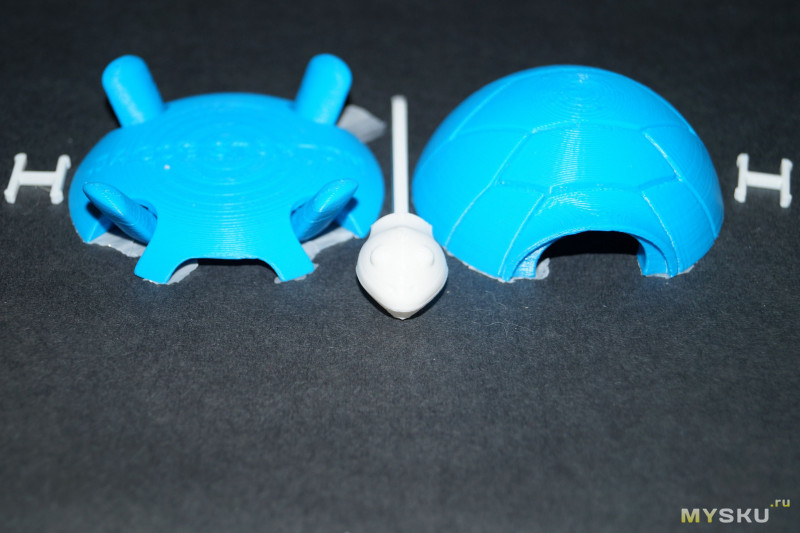
Снова нормально нанес ABS сок и напечатал модель интереснее кубика.
Плюс небольшую гиро-игрушку.
Результат:
Кстати, модель колец не ахти — слишком маленькие фиксаторы колец и углубления, из за небольшой усадки они либо не держатся, либо вылетают, даже до печати видно, что и без учета усадки держаться все будет на соплях, но на то и был расчет, потому что хотел продемонстрировать работу пункта "Horizontal Size Compensation" во вкладке "Other"
Меняем значения и смотрим на ожидаемый результат на срезе одного из соединений:
И срез сверху:
Видно, что при значении 0,2 происходит слипание двух точек разных частей модели. Ставлю 1,5 и печатаю — уже лучше
В итоге получаем нормальное сцепление всех колец и они весело вращаются.
Оригинальная модель вращается не так весело.
Еще один способ. Делим модель на составляющие
Срезаем половину высоты по оси Z
И меняем размеры каждого кольца по осям X и Y
Пока не доведем до минимума зазоры точек стыковки
А еще проще скачать более адекватную модель =) но когда-нибудь эти знания будут вам полезны.
Ну и напоследок — печать температурного столбика велась с изменением температуры экструдера, таким образом можно подбирать оптимальные значения нагрева для разного типа/цвета пластика.
Повторить сможет каждый, при чем есть 2 способа:
1. Через разделение процессов, для примера взял модель крупнее для наглядности
Высота каждой секции 15мм, ее можно узнать, сделав срез по оси Z либо перебором параметра высоты разделения, место отсечения выделяется плоскостью.
Наш процесс разбивается на выбранное нами количество зон
И все что остается — зайти в настройки процесса и выставить нужную температуру экструдера.
И так для каждого процесса.
После нажатия кнопки слайсинга система спросит какую модель печатать, выбираем все, включаем фильтрацию по процессам и видим вот такую радугу
2. Через добавление температурных точек послойно. Этот метод я применил к маленькому столбику, который печатал, т.к. он быстрее.
Смотрим высоту одного блока. 10мм
Заходим во вкладку «Температура», делим высоту блока на высоту нашего слоя и узнаем необходимое количество для покрытия нужного расстояния, после чего меняем температуру на каждый новый диапазон слоев. В моем случае высота слоя 0,2мм, это 50 слоев на 10мм.
Готово. Главное не смотреть на цифры и помнить чего мы там вбивали для каждого пролета, напоминаю — от 245 до 220 градусов с отсчетом от стола.
Как и писал вначале поста, обзор планировался обширнее, но произошла небольшая неприятность — блок питания начал уходить в защиту. После гиро-колец решил поставить на ночь популярную модель. Вот эту
Но не прошло и получаса, как печать остановилась. Процесс ускорен.
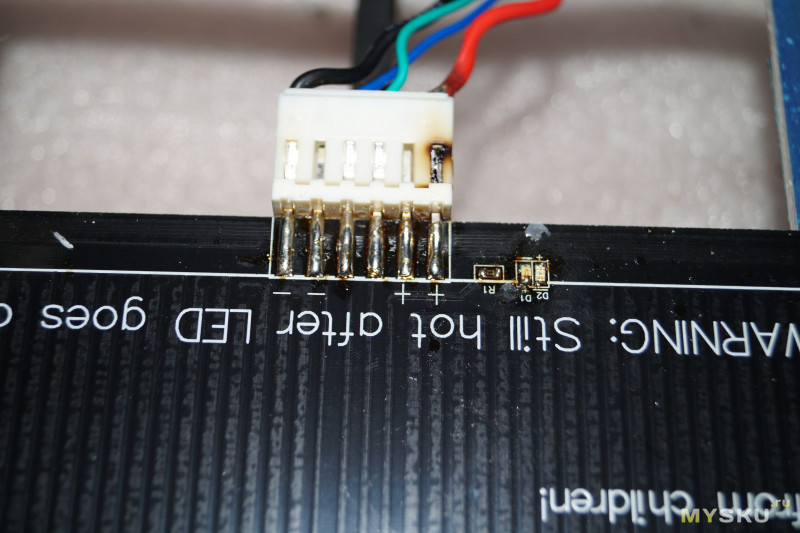
Думал совсем все плохо, т.к. признаков жизни не было, но на следующий день и блок и принтер заработали. Хотя сложно назвать это работой — при включенном нагреве стола, все вырубалось через 15-20 минут работы. Думаю проблема в блоке питания, но корень проблемы в нагревательной платформе. Не знаю кто додумался использовать такие убогие коннекторы для подключения 100 Вт нагрузки
Со временем пластик оплавляется, а контакты обугливаются. Да, нужно было запаять все намертво при первом же замеченном перемигивании лампочки нагрева стола(под платформой), но я заказал грелку на 220 Вольт, 200 Вт и планировал во время переделки вообще не подводить стоковый нагрев стола, оставив только датчик температуры.
Так что поломка предсказуема. Учитывая потребление в 10 Ампер, которое могло возникать и исчезать много раз за короткий интервал времени во время движения стола, блок решил, что больше так жить нельзя несмотря на установленное дополнительно активное охлаждение.
Пробовал печатать PLA на холодном столе — за час не было выключений, но все же отдам питальник в ремонт, а если не получится починить — поставлю ATX.
При чем я не сказал бы что сама модель оказалась не надежной. До поломки отпечатано 7 кг пластика, 3 катушки не дотянул до 10 =)
Кому интересно, смонтировал видео процесса печати(бюджетная экшн камера) и короткой демонстрации результатов. Если нет выбора нормального размера видео — обновите или перезапустите браузер — что-то ютуб буянит.
В данный момент уже часть необходимых посылок, к установке готов боуден, несколько сопел разного диаметра, охлаждение питания и платы, так же будем тестировать несколько вариантов универсальных покрытий стола. Модификации установлю позже — жду комплект для обогрева стола и закину уже все сразу чтобы не разбирать повторно.
Жаль, что не успел проверить SBS Glass «янтарь». Ранее работал с прозрачным SBS и после обработки сольвентом выглядело просто шикарно. Ну ничего, в любом случае придется снова печатать кучу пробников для сравнения, так что все впереди.
Если что-то написал не правильно или забыл добавить — поправляйте меня, я изменю/дополню обзор.
Как всегда готов к спорам в комментариях о том какой я балбес =)
Всем добра, кот был выше.
UPD
Оказывается, максимальная скорость ретракта в Anet A6 на стоковой прошивке не может превышать 20 мм/с, так что на результат при изменении параметров ретракта влияла только дистанция. За поправку спасибо пользователю notemp
И все молчат о том, что я забыл приложить свой профиль настроек =) вот ссылка
Самые обсуждаемые обзоры
| +58 |
4063
106
|
Думал даже повременить и уже все вместить, но наверное слишком много информации скопилось бы.
Плюс однозначно
Посмотрите в меню Control / Motion / Vmax e
P.S. в Marlin именно 25 по умолчанию
github.com/MarlinFirmware/Marlin/blob/1.1.x/Marlin/Configuration.h#L535
Когда оживлю, надо будет попробовать пустить разную скорость послойно и проверить, будет ли упираться в 25 или нет.
Плюс не планирую оставаться на боудене — думаю минусы в плане удобства не перевесят разницу в качестве печати и я просто переставлю каретки =) ну а там посмотрим что получится.
С боуденом не столько качество печати, сколько её скорость и износ линейных подшипников — вес головки существенно снижается. Потому и хочу перейти.
Плюс последние метры текущей катушки PLA у меня подгуляли — после печати спустя некоторое время нить отламывается в точке входа в голову. МК8 уже разбираю-собираю на время :) С боуденом подобные проблемы, думается, уйдут.
По концевикам — заказал датчики SS443A (эффект Холла). Попробую сваять.
Я тоже хотел поставить, ребята посоветовали где взять, но после загиба рычажка проблемы калибровки ушли и как-то стало лень возиться =)
В симплифай прописал стартовый скрипт и сейчас можно не глядя отправлять на печать задания — первый слой всегда ровненький и нужной толщины (кстати пользую Octoprint на Orange Pi)
Тот же ретракт, наложение заполнения в SBS можно уменьшить, как и ограничение скорости ужесточить. Я приписал ниже, что это не критично, но было бы удобнее.
Нажал с удовольствием…
Под стрелкой прятали. Знали не все…
Так же рассматривал вариант сборки аналога A3, нужно только корпус напилить и в него вставить уже имеющиеся направляющие, а крепеж стола для оси Z собрать из того что валяется под ногами в гараже =)
Ну эт так, личный опыт, чтобы не оказалось потом что нужно переделывать
Наверное надо будет добавить в гайд ) обычно мне хватало замедления.
А этот треугольник как раз печатают без поддержек… как раз и проверяются на ней качество мостов…
Я её всю печатал без поддержек.
На ней же и ретракт и поток и охлаждение можно проверять…
Еще тестирую на африканских кошках…
Ссылку поправил. Хотел добавить фото, но пока не научился. :(
А по поводу горизонтальных элементов — можно ведь положить модель боком и они станут вертикальными. По другому даже не знаю, разве что разрезать модель в том же нетфабе и вставлять кусок другого цвета уже под другим процессом. Прикрепите свою модель или набросок для образца.
Насколько туго крутятся валы? Сопротивление должно быть, но не очень большое. Посторонних звуков нет при перемещениях по оси Z? Просто если у Вас идет перекос, смазка не поможет. Вращали шкивы движков или сам вал? Ну и глупый вопрос, который нельзя исключать — принтер включен был? )
С соседом прдкрутили драйвер. Теперь вертикально (по оси Z) двигается сам. :)
Завтра будем двигаться дальше.
вот так учимся печатать))