Т-образный держатель метчиков (и не только) с трещоткой

- Цена: US$6.66
- Перейти в магазин
Меня заинтересовал форм-фактор держателя. К тому же в комплекте шли 5 метчиков. Поэтому и заказал.
По традиции смотрим, в каком виде присылают. Иногда бывает полезно. Пришёл в стандартном китайском пакете с «пупыркой», в нём ещё один пакет, но уже с замком.

Метчики в отдельном пакетике.

Т-образный держатель был в бумажной коробочке.

Метчики без смазки. Абсолютно сухие.

Кроме обозначения резьбы никаких сведений нет. Значит всё стандартно, и подразумеваем марку Р6М5.
А вот такое обозначение должно быть согласно нашего ГОСТ 3449-84 Метчики. Технические условия
Весь ГОСТ выкладывать нет смысла. Смотрим то, что касается обозначения. Начиная с пункта 1.25.
Большинство современных метчиков выпускают в чистовом варианте, а когда-то (не так давно) их было как минимум два.
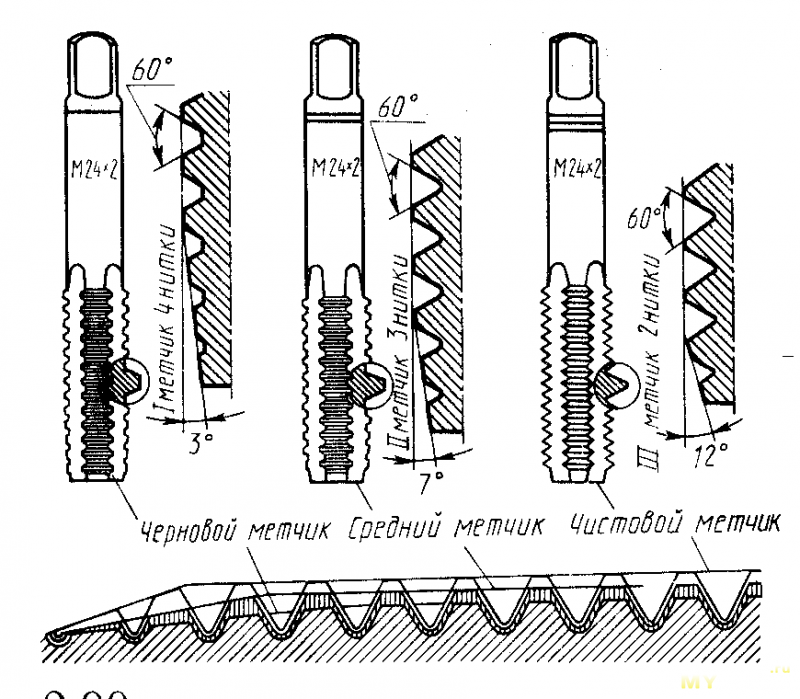
Если присмотреться внимательно, можно заметить отличия формы:
— первый метчик с сильно обрезанными верхушками зубьев, внешний диаметр чуть меньше других инструментов в наборе;
— второй метчик с более коротким заборным сегментом, более длинными гребнями. Его диаметр чуть больше, нежели у первого;
— третий метчик обладает полными гребнями зубцов, а его диаметр должен совпадать с размерами будущей резьбы.
А вот рабочая часть комплектных метчиков.

С диаметрами проблем нет. Все точно соответствует заявленным параметрам.
Шаг резьбы основной. Это именно тот стандартный шаг, который распространён и наиболее применим. Поэтому для каждого нашлось по гайке.

Тыльная сторона под вороток.

В комплект входит полный набор метчиков, которые способен удержать обозреваемый Т-образный вороток. Если взять размер, больший чем М8, он просто туда не войдёт. Если взять метчик меньше чем М3, он будет вываливаться.
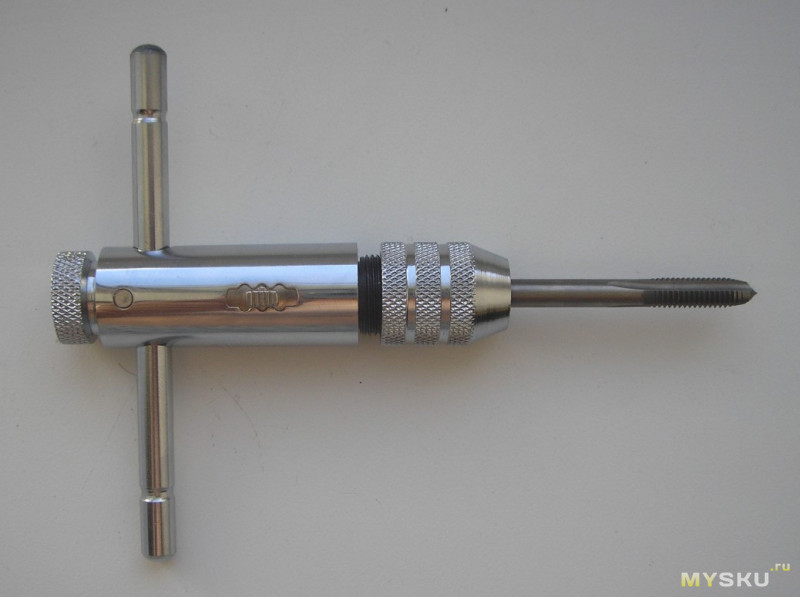
А вот и сам держатель.

Выглядит очень презентабельно.
Усилительная ручка вставляется в отверстие и фиксируется подпружиненным шариком.

Чтобы развеять сомнения по поводу материала, сразу проверил магнитом.

Магнитится всеми своими частями. Это хромированная сталь.
Заодно взвесил.

И габариты.

Переключатель трещотки на три положения. Центральное положение – трещотка отключена. Переключается сдвигом с небольшим нажатием.

Механизм захвата тоже примитивно прост.
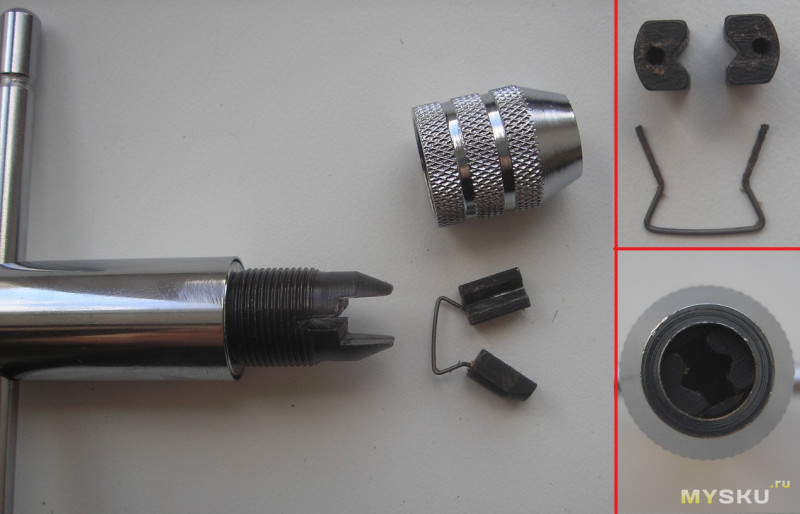
Метчик охватывается подпружиненными губками.
Осталось на практике проверить профпригодность.
Но прежде чем нарезать резьбу, необходимо просверлить отверстие. Диаметр сверла можно вычислить математически. Из диаметра метчика вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм.
Для метчика М5 шаг составляет 0,8, следовательно, диаметр сверла 4,2 мм.
Для М4 этот показатель составляет 0,7, следовательно, диаметр сверла 3,3 мм.
Для М6 шаг составляет 1, следовательно, диаметр сверла 5,0 мм.
Но на практике (как правило) прибегают к таблицам соответствия.
ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. Диаметры.
Перехожу к тестированию. Предварительно просверлил отверстие диаметром 5мм в полудюймовой трубе. Смазал метчик маслом и нарезал резьбу.

Имея такой держатель, особого труда это не составляет.
У многих для этих целей имеется вороток. А я раньше использовал для нарезки резьбы патрон от дрели (жутко неудобно).
Пора смотреть на метчик. Рабочая часть поближе:
1. До
2. После использования.
3. И после протирки.

Никакого криминала я не обнаружил.
Эти метчики по своей твёрдости являются полным аналогом наших (с советских времён) из стали Р6М5.
Если вы считаете, что те метчики не поддаются надфилю, то вы заблуждаетесь. Если правильно приложиться, то можно нанести несколько рисок (обозреваемое слева, справа — Советское «доисторическое»).

Некорректно утверждать, что они абсолютно идентичные. Состав китайских метчиков никто не знает. Но по твёрдости они одинаковые.
И ещё несколько слов по поводу трещотки. Применение её при нарезании резьбы сомнительно. Сама технология подобного деяния подразумевает периодические возвратные движения. При включенной трещотке этого сделать невозможно. При нарезании резьбы её можно использовать только при вынимании метчика из нарезанного отверстия. Но…
К этому держателю подходят мелкие биты (4мм), несмотря на то, что они шестигранные.

Поэтому можно использовать, как держатель бит при откручивании/закручивании сложных винтов.
Вот в общем то и всё. Всё, что можно, протестировал.
Кому что-то неясно, задавайте вопросы. Надеюсь, хоть кому-то помог.
Удачи!
По традиции смотрим, в каком виде присылают. Иногда бывает полезно. Пришёл в стандартном китайском пакете с «пупыркой», в нём ещё один пакет, но уже с замком.
Метчики в отдельном пакетике.
Т-образный держатель был в бумажной коробочке.
Метчики без смазки. Абсолютно сухие.
Кроме обозначения резьбы никаких сведений нет. Значит всё стандартно, и подразумеваем марку Р6М5.
А вот такое обозначение должно быть согласно нашего ГОСТ 3449-84 Метчики. Технические условия
Весь ГОСТ выкладывать нет смысла. Смотрим то, что касается обозначения. Начиная с пункта 1.25.
1.25 На хвостовике метчика должны быть чётко нанесены:То, что обозначено, вы видели.
1) товарный знак предприятия-изготовителя;
2) обозначение метчика (последние четыре цифры);
3) обозначение резьбы;
4) класс точности метчика (с метрической или трубной резьбой) или степень точности метчика (с дюймовой резьбой);
5) номер метчика в комплекте (одна риска на черновом метчике, две — на среднем, чистовой метчик рисок не имеет);
6) марка стали рабочей части;
7) на метчиках с левой резьбой — буквы LH
8 ) на метчиках повышенной точности — буква Т
Примечания:
1.Допускается марку Р6М5 не маркировать
2.Допускается маркировать вместо марки стали:
-буквы HSS для стали с содержанием вольфрама 6% и более,
-буквы HSSCo для стали с содержанием кобальта и указанием марки стали на этикетках.
3.На метчиках диаметром до 6.0 мм допускается наносить обозначения, указанные в перечислениях 1),3),4),5),8 ).
4.На метчиках диаметром до 5.5 мм с мелким шагом резьбы допускается вместо размера шага маркировать единицу перед буквой М.
Большинство современных метчиков выпускают в чистовом варианте, а когда-то (не так давно) их было как минимум два.
Если присмотреться внимательно, можно заметить отличия формы:
— первый метчик с сильно обрезанными верхушками зубьев, внешний диаметр чуть меньше других инструментов в наборе;
— второй метчик с более коротким заборным сегментом, более длинными гребнями. Его диаметр чуть больше, нежели у первого;
— третий метчик обладает полными гребнями зубцов, а его диаметр должен совпадать с размерами будущей резьбы.
А вот рабочая часть комплектных метчиков.
С диаметрами проблем нет. Все точно соответствует заявленным параметрам.
Шаг резьбы основной. Это именно тот стандартный шаг, который распространён и наиболее применим. Поэтому для каждого нашлось по гайке.
Тыльная сторона под вороток.
В комплект входит полный набор метчиков, которые способен удержать обозреваемый Т-образный вороток. Если взять размер, больший чем М8, он просто туда не войдёт. Если взять метчик меньше чем М3, он будет вываливаться.
А вот и сам держатель.
Выглядит очень презентабельно.
Усилительная ручка вставляется в отверстие и фиксируется подпружиненным шариком.
Чтобы развеять сомнения по поводу материала, сразу проверил магнитом.
Магнитится всеми своими частями. Это хромированная сталь.
Заодно взвесил.
И габариты.
Переключатель трещотки на три положения. Центральное положение – трещотка отключена. Переключается сдвигом с небольшим нажатием.
Механизм захвата тоже примитивно прост.
Метчик охватывается подпружиненными губками.
Осталось на практике проверить профпригодность.
Но прежде чем нарезать резьбу, необходимо просверлить отверстие. Диаметр сверла можно вычислить математически. Из диаметра метчика вычитаем показатель шага и получаем нужный диаметр сверла. При работе с хрупкими металлами, например, чугуном, диаметр сверла следует уменьшить на 0,1 мм.
Для метчика М5 шаг составляет 0,8, следовательно, диаметр сверла 4,2 мм.
Для М4 этот показатель составляет 0,7, следовательно, диаметр сверла 3,3 мм.
Для М6 шаг составляет 1, следовательно, диаметр сверла 5,0 мм.
Но на практике (как правило) прибегают к таблицам соответствия.
ГОСТ 19257-73 Отверстия под нарезание метрической резьбы. Диаметры.
Перехожу к тестированию. Предварительно просверлил отверстие диаметром 5мм в полудюймовой трубе. Смазал метчик маслом и нарезал резьбу.
Имея такой держатель, особого труда это не составляет.
У многих для этих целей имеется вороток. А я раньше использовал для нарезки резьбы патрон от дрели (жутко неудобно).
Пора смотреть на метчик. Рабочая часть поближе:
1. До
2. После использования.
3. И после протирки.
Никакого криминала я не обнаружил.
Эти метчики по своей твёрдости являются полным аналогом наших (с советских времён) из стали Р6М5.
Если вы считаете, что те метчики не поддаются надфилю, то вы заблуждаетесь. Если правильно приложиться, то можно нанести несколько рисок (обозреваемое слева, справа — Советское «доисторическое»).
Некорректно утверждать, что они абсолютно идентичные. Состав китайских метчиков никто не знает. Но по твёрдости они одинаковые.
И ещё несколько слов по поводу трещотки. Применение её при нарезании резьбы сомнительно. Сама технология подобного деяния подразумевает периодические возвратные движения. При включенной трещотке этого сделать невозможно. При нарезании резьбы её можно использовать только при вынимании метчика из нарезанного отверстия. Но…
К этому держателю подходят мелкие биты (4мм), несмотря на то, что они шестигранные.
Поэтому можно использовать, как держатель бит при откручивании/закручивании сложных винтов.
Вот в общем то и всё. Всё, что можно, протестировал.
Кому что-то неясно, задавайте вопросы. Надеюсь, хоть кому-то помог.
Удачи!
Самые обсуждаемые обзоры
| +66 |
2881
107
|
| +55 |
3190
35
|
Экономия на материалах теперь достаточно актуальна.
Может кто видел у китайцев?
На ебае их тоже тьма.
m.ebay.de/itm/Werkzeughalter-mit-Knarre-fur-Gewindebohrer-Windeisen-/252491911725?var=&hash=item3ac9b0d22d%3Am%3AmfByvNftKNLUQ9jxwwj9Y3g&_trkparms=pageci%253Af09632c6-93b8-11e7-964a-74dbd180e861%257Cparentrq%253A5bed155215e0aa493660408effef4427%257Ciid%253A12
•Ширина губок: 16 мм
•Расхождение губок: до 6 мм
•Материал: сталь
•Вес: 0,3 кг.
Такие приспособления часто назывались «ювелирными», но в основном использовались как рукоятки для мелких метчиков или радиомонтажниками для пайки радиодеталей.
При вкручивании ручки конус раздвигает задние концы рычагов-губок, отчего они сходятся. На них есть угловые канавки, при схождении образующие квадрат 1×1 мм.
Подобные тиски выпускал ЭНКОР артикул 12778, только там материал ручки другой, да и в продаже их нет.
Можно смотреть в ювелирных инструментах типа:
Храповиком вообще не сделать полоборота назад для удаления стружки.
Обзор классный — плюсанул и в закладки его!
Как вариант использовать ремонтную пружину.
www.soberizavod.ru/search/index.php?q=%D0%B2%D1%82%D1%83%D0%BB%D0%BA%D0%B8
https://aliexpress.com/item/item/20pcs-M8-Stainless-Steel-Self-tapping-Thread-Insert-Self-Tapping-Screw-Bushing-Slotted-Type-Thread-Repair/32787076371.html
Штуки классные, а, в некоторых случаях, просто незаменимые.
Выполнить под такую заклепку отверстие необходимого диаметра — ничего сложного, обычная слесарная задача. Если уж и это не под силу, лучше вообще оставить работы с металлом…
А речь вроде шла о неумении выполнить отверстие заданного диаметра, а не об «ограниченном пространстве», куда, кстати, и клепочник не наверняка не впихнешь…
Какие свёрла? Мы же о метчиках.
Надфилем по хвостовику? Это не показатель. Хвостовик и рабочая часть что у метчиков, что у свёрл сделаны из разных сталей.
Не говорите такого никому и никогда.
Современные российские монеты сделаны из биметалла.
Даже на глаз видно. Метчиков
таких не встречал. Максимум что держал в руках М 55.
закаливают рабочую часть
vseinstrumenti.ru/ruchnoy_instrument/klyuchi/vorotki/matrix/matrix_vorotok_dlya_metchikov_m3_-_m8._hromirovannyi._s_treschotkoy___matrix_76905/
Например, надо М3 — 3*0,8=2,4. Сверлим отверстие сверлом 2,4.
За обзор плюс! Нужная штука.
метчики ещё дедовские
перешол на спиральные просто в восторге
а дальше не разбирал? что там в нутри насколько надёжно всё? надо было выпотрошить
а то в маленьких трещётках часто ломаются зубчики на них
восьмёрку резать в толстом варианте на сколько выдержат хз
не выдержала перегрузки — чтото свернул внутри)
сейчас особых усилий не надо, чтобы этв штука стала проскакивать)
возможно, это можно поправить углубив канавку
нашел держателю новое применение — для зажима циганских иголок(вместо Ручных тисков Т16), которые применяю как средство заделки бескамерных шин шнурками
там по три на каждый размер.
а кто вам мешает поставить ее в среднее положение?)
Именно при включенной трещотке.
При отключенной трещотке всё замечательно работает
Мне никто не мешает. Я именно так и сделал.
Есть такой вороток без метчиков?