Сварочный аппарат HITBOX HBT250P AC/DC TIG/MMA

- Цена: от 22943 ₽ есть купон
- Перейти в магазин
В гараже, на даче, а уже тем более в небольшой мастерской без сварки не обойтись. Особенно интересны универсальные аппараты с разными типами сварки и с широкими возможностями по настройке. Сегодня коротко рассмотрим универсальный аппарат для сварки TIG/MMA (неплавящимся вольфрамовым электродом в среде аргона/бытовая сварка покрытым электродом) от компании HITBOX. Модель HBT250P AC/DC выдает сварочный ток до 200 А, и интересна возможностью сварки алюминия (который максимально капризен для сваривания и требует смены полярности в аппарате AC TIG).
Традиционно начнем обзор с заявленных характеристик продукта.
Технические характеристики
Тип товара: бытовой инверторный сварочный аппарат TIG/MMA
Рабочее напряжение: AC 220 В ±10% 50/60 Гц
Входной ток: 26,3 А
Мощность: 5,8 кВА
КПД: 85%
Тип транзисторов инвертора:IGBT
Напряжение холостого хода: 65/67 В
Сварочный ток: TIG 10-200 A, MMA 20-180 A
Коэффициент мощности: 0,73
Класс защиты: IP21S
Масса: 7,34 кг
Официальный сайт
Упаковка и комплектация
У этого лота несколько вариантов комплектации: с педалью, в комплекте со сварочной маской и крагами, с электродами и пр. Мы рассмотрим базовую комплектацию.
Курьерская доставка товара осуществляется с российского склада.
Сварочный аппарат поставляется в увесистой картонной коробке (480х270х365 мм):
 Внутри крупные пенопластовые вставки для защиты содержимого:
Внутри крупные пенопластовые вставки для защиты содержимого:
 Производитель: Китай. Гарантия 1 год.
Производитель: Китай. Гарантия 1 год.
Посмотрим, что же в комплекте:

 Вместе со сварочным аппаратом HBT250P AC/DC поставляется:
Вместе со сварочным аппаратом HBT250P AC/DC поставляется:
 Подключение горелки:
Подключение горелки:
 Кабели для массы и держателя электродов по 2 метра длиной, сечение 16 кв. мм. Зажим массы не самый жесткий на сжатие.
Кабели для массы и держателя электродов по 2 метра длиной, сечение 16 кв. мм. Зажим массы не самый жесткий на сжатие.
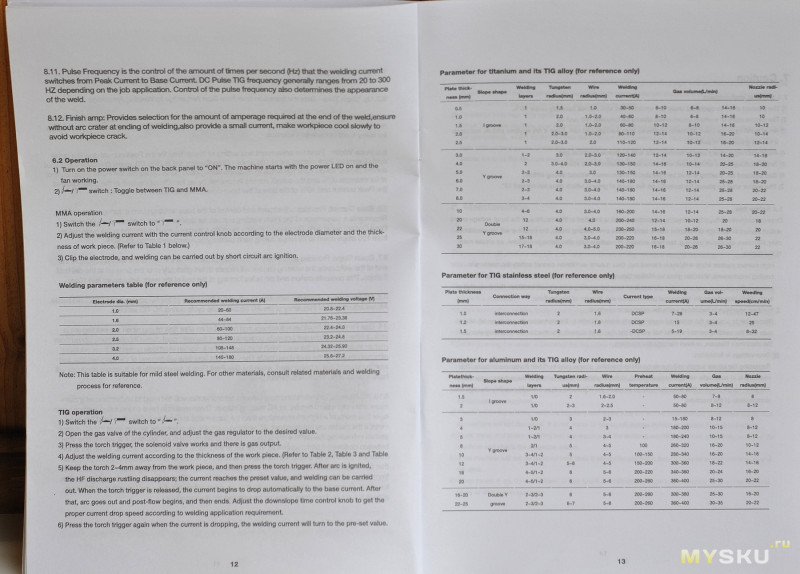
 В руководстве (англ. язык) даны схемы подключения и таблицы с рекомендованными параметрами для сварки различных толщин разных металлов:
В руководстве (англ. язык) даны схемы подключения и таблицы с рекомендованными параметрами для сварки различных толщин разных металлов:
 На русском языке.
На русском языке.
Внешний вид сварочного аппарата
HBT250P выполнен в традиционном формате, у корпуса П-образная стальная крышка (довольно жесткая) с прорезями для охлаждения. Сверху удобная ручка для переноски. По углам пластиковые накладки, они же ножки. Цвет корпуса яркий, покраска качественная.
 Вид снизу:
Вид снизу:
 Интерфейсы и управление спереди корпуса, сзади крупный выключатель питания, пара вентиляторов 8 см для охлаждения инвертора и подача аргона с сетчатым фильтром.
Интерфейсы и управление спереди корпуса, сзади крупный выключатель питания, пара вентиляторов 8 см для охлаждения инвертора и подача аргона с сетчатым фильтром.
 Для управления спереди имеются кнопки с индикаторными светодиодами и поворотный энкодер.
Для управления спереди имеются кнопки с индикаторными светодиодами и поворотный энкодер.
Параметры цикла сварки задаются на циклограмме, каждый шаг отмечен светодиодом, а по кольцу перемещаемся с помощью кнопки «меню». Дисплей при этом отображает значение регулируемого параметра (3 знака).
Перед началом работы выбирается: тип сварки TIG/MMA, тип тока AC/DC, режим импульсный/линейный, и контроль поджига дуги 2T/4T (2 или 4 такта).
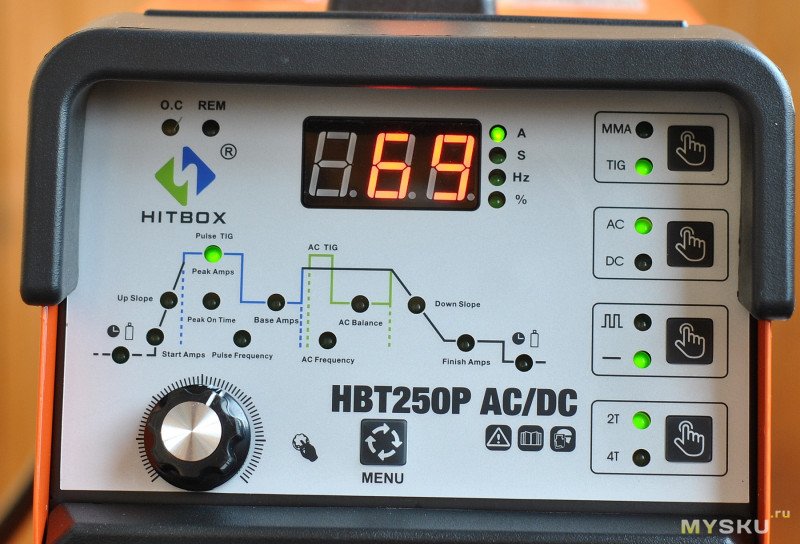 Есть индикатор тепловой защиты (OC) и удаленного управления.
Есть индикатор тепловой защиты (OC) и удаленного управления.
Сетевой шнур не съемный (2 метра), с приличным сечением:
 Подходит для обычной «евро» розетки 220 В, но только нужно учитывать потребление тока 26 А.
Подходит для обычной «евро» розетки 220 В, но только нужно учитывать потребление тока 26 А.
Винт контакта заземления есть на задней панели корпуса.
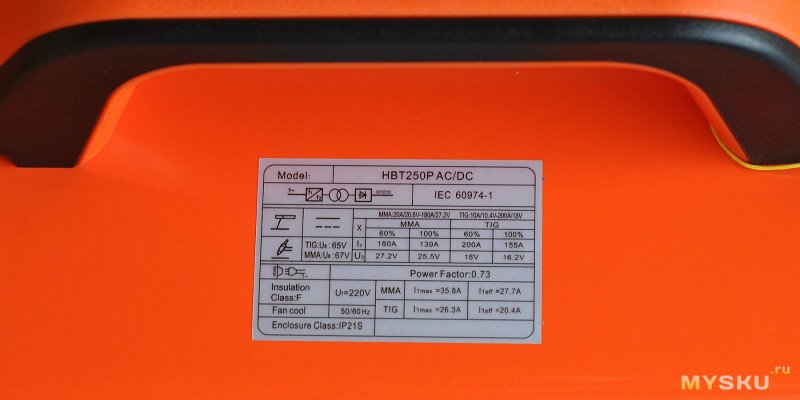
Сверху табличка с характеристиками аппарата для разных режимов:
 Измеренная масса аппарата:
Измеренная масса аппарата:
 Внутреннее устройство
Внутреннее устройство
Снимем стальной кожух.
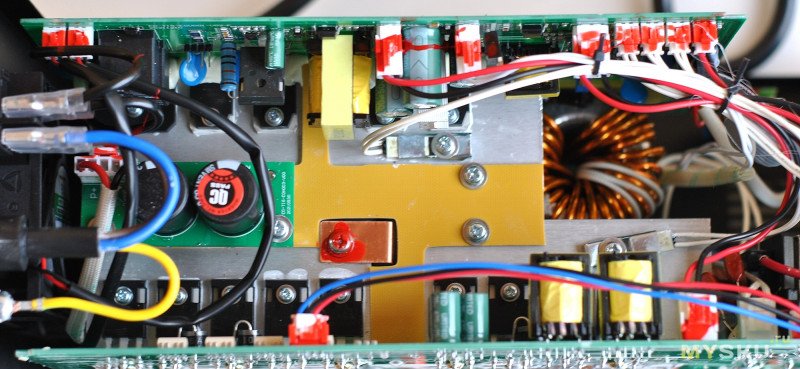
 Подключение внутри:
Подключение внутри:
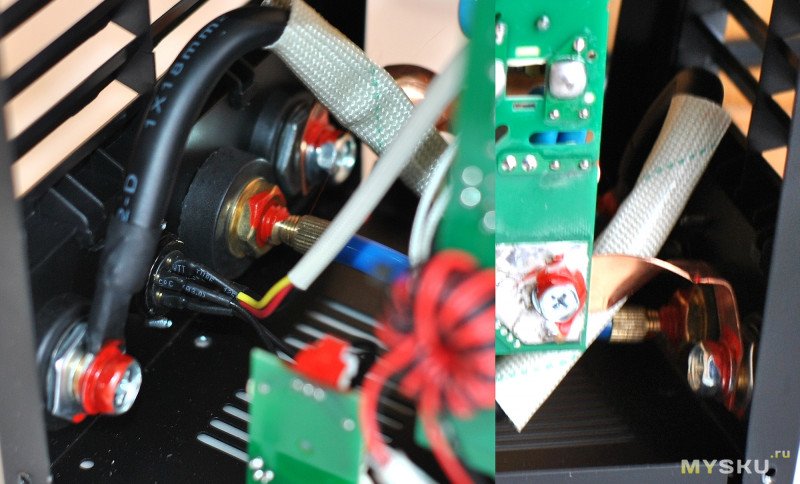 Вид сверху:
Вид сверху:
 Проверка в работе
Проверка в работе
Disclaimer: Я не сварщик, поэтому к терминологии и качеству шва могут возникнуть вопросы. Но такие аппараты для профи и не интересны.
Проверим сначала более простую ММА сварку. Это ручная сварка покрытым штучным электродом, самая распространенная. Подходит для сталей. Собрать на даче забор или верстак в гараже, быстрее и проще электродом.
Готовим защиту:
 Зажимаем электрод и настраиваем ток под диаметр электрода (в руководстве есть рекомендации):
Зажимаем электрод и настраиваем ток под диаметр электрода (в руководстве есть рекомендации):
 Получается как то так:
Получается как то так:
 Массовый провод свой, комплектный дает не самый лучший контакт. Есть защита от кз с электродом («антизалипание электрода»), но работает через раз. Но приноровиться можно, тут переменных меньше чем для TIG сварки.
Массовый провод свой, комплектный дает не самый лучший контакт. Есть защита от кз с электродом («антизалипание электрода»), но работает через раз. Но приноровиться можно, тут переменных меньше чем для TIG сварки.
Переходим к аргонодуговой сварке неплавящимся электродом TIG. Эта сварка позволяет соединять любые металлы, в том числе цветные. Подходит для ответственных деталей.
Нужно заточить вольфрамовый электрод и собрать горелку:
 И самое важное — подключить к сварочному аппарату баллон с аргоном (или более дорогим гелием), оснащенный редуктором:
И самое важное — подключить к сварочному аппарату баллон с аргоном (или более дорогим гелием), оснащенный редуктором:
 Инертный газ вытесняет кислород воздуха из зоны сварки, обеспечивая качество шва.
Инертный газ вытесняет кислород воздуха из зоны сварки, обеспечивая качество шва.
TIG сварка, в отличие от полуавтоматической с подачей проволоки, не про производительность, а про качество шва и возможность работы с тонким металлом и в неудобных местах (куда не подлезает горелка полуавтомата). В целом TIG для красивых ровных швов и деликатных работ (например, в моделизме, авторемонте, ремонте изделий из цветных металлов).
Так же ей можно варить практически любой цветной металл (даже золото). Тонкий листовой прямо сплавлять, для катетных швов подавать в зону дуги присадочный материал (пруток).
Для получения качественного шва с проваром и стабильной дугой, нужно сделать настройки по циклограмме:
 Настраивается:
Настраивается:
 Пробуем HITBOX HBT250P для сварки различных металлов.
Пробуем HITBOX HBT250P для сварки различных металлов.
Углеродистая сталь:
 Оцинковка:
Оцинковка:
 Тонкая нержавейка:
Тонкая нержавейка:
 Листовая медь:
Листовая медь:
 Пару слов, что не так со сваркой алюминия. Этот аппарат позиционируется, как пригодный для работы с алюминием.
Пару слов, что не так со сваркой алюминия. Этот аппарат позиционируется, как пригодный для работы с алюминием.
Сложность его сварки обусловлена рядом его физических и химических свойств, которые могут создавать проблемы для сварщиков:
 С AC TIG и присадочным прутком получается несколько лучше (переменный ток способствует разрушению поверхностного оксидного слоя).
С AC TIG и присадочным прутком получается несколько лучше (переменный ток способствует разрушению поверхностного оксидного слоя).
Тонкий алюминий без присадки:
 Можно варить до 4 мм толщиной, но к подбору параметров циклограммы надо подходить более вдумчиво, чем для других металлов. Высокая теплопроводность и текучесть металла в пределах сварочной ванны требует дозированного тепловоложения.
Можно варить до 4 мм толщиной, но к подбору параметров циклограммы надо подходить более вдумчиво, чем для других металлов. Высокая теплопроводность и текучесть металла в пределах сварочной ванны требует дозированного тепловоложения.
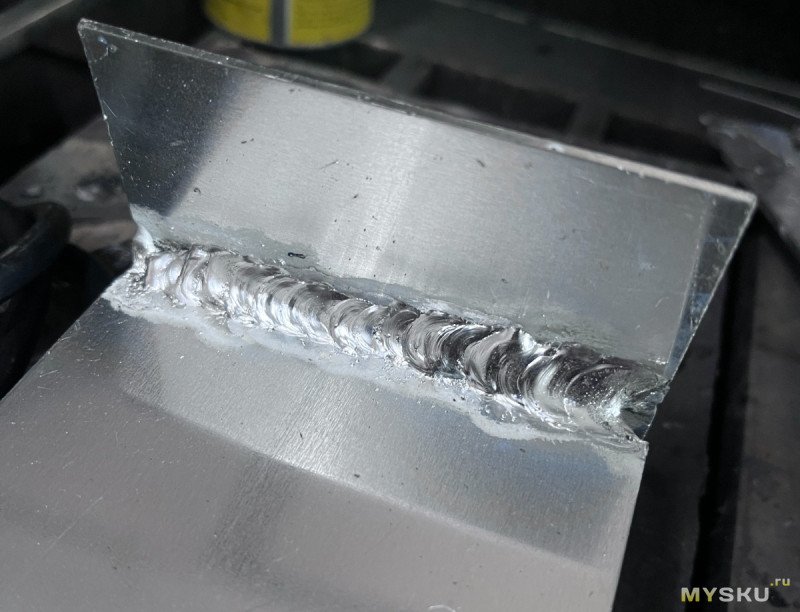
С присадкой алюминиевым прутком:
 А чтобы получить вот такой результат пришло убить не один вечер и литр аргона:
А чтобы получить вот такой результат пришло убить не один вечер и литр аргона:
 Заключение
Заключение
 Сварочный аппарат HITBOX HBT250P AC/DC TIG/MMA хоть и универсален, но более ориентирован на аккуратную TIG сварку (хотя и бытовую). Для сварки заборов можно присмотреть более дешевый только электродный аппарат. Тут упор именно на качественную сварку неплавящимся вольфрамовым электродом, которая благодаря настраиваемым параметрам циклограммы позволяет подобрать путь к сварке любых металлов (даже очень тонких). Капризный алюминий при некоторой практике уже поддается качественному свариванию.
Сварочный аппарат HITBOX HBT250P AC/DC TIG/MMA хоть и универсален, но более ориентирован на аккуратную TIG сварку (хотя и бытовую). Для сварки заборов можно присмотреть более дешевый только электродный аппарат. Тут упор именно на качественную сварку неплавящимся вольфрамовым электродом, которая благодаря настраиваемым параметрам циклограммы позволяет подобрать путь к сварке любых металлов (даже очень тонких). Капризный алюминий при некоторой практике уже поддается качественному свариванию.
Встроенная система охлаждения модели обеспечивает продолжительную работу без перегрева и увеличивает срок службы аппарата. Хотя она и довольно шумная.
Стоит отметить, что такой аппарат (AC/DC TIG) требует и много расходных материалов (газ, электроды, присадка), не говоря об обязательной экипировке (маска, костюм, краги). И желательно заменить массовый провод у данной модели.
Для данного аппарата есть купон для покупки: AXACDC15 (дает скидку $15) действует до 22 ноября 2023 г.
Спасибо за внимание. Удачных покупок!
Традиционно начнем обзор с заявленных характеристик продукта.
Технические характеристики
Тип товара: бытовой инверторный сварочный аппарат TIG/MMA
Рабочее напряжение: AC 220 В ±10% 50/60 Гц
Входной ток: 26,3 А
Мощность: 5,8 кВА
КПД: 85%
Тип транзисторов инвертора:IGBT
Напряжение холостого хода: 65/67 В
Сварочный ток: TIG 10-200 A, MMA 20-180 A
Коэффициент мощности: 0,73
Класс защиты: IP21S
Масса: 7,34 кг
Официальный сайт
Упаковка и комплектация
У этого лота несколько вариантов комплектации: с педалью, в комплекте со сварочной маской и крагами, с электродами и пр. Мы рассмотрим базовую комплектацию.
Курьерская доставка товара осуществляется с российского склада.
Сварочный аппарат поставляется в увесистой картонной коробке (480х270х365 мм):
Внутри крупные пенопластовые вставки для защиты содержимого:Производитель: Китай. Гарантия 1 год.Посмотрим, что же в комплекте:
Вместе со сварочным аппаратом HBT250P AC/DC поставляется:- Горелка WP-17 с рукавом 4 метра
- Держатель электрода
- Провод массы с зажимом 2 м
- Шланг 12 мм для подачи аргона 4 метра с парой хомутов
- Набор цанг для электродов
- Керамические сопла 4 шт.
- Два вольфрамовых электрода (1,5 и 2 мм)
- Крышки для электродов (2 шт.)
Подключение горелки:Кабели для массы и держателя электродов по 2 метра длиной, сечение 16 кв. мм. Зажим массы не самый жесткий на сжатие.В руководстве (англ. язык) даны схемы подключения и таблицы с рекомендованными параметрами для сварки различных толщин разных металлов:На русском языке.Внешний вид сварочного аппарата
HBT250P выполнен в традиционном формате, у корпуса П-образная стальная крышка (довольно жесткая) с прорезями для охлаждения. Сверху удобная ручка для переноски. По углам пластиковые накладки, они же ножки. Цвет корпуса яркий, покраска качественная.
Вид снизу:Интерфейсы и управление спереди корпуса, сзади крупный выключатель питания, пара вентиляторов 8 см для охлаждения инвертора и подача аргона с сетчатым фильтром.Для управления спереди имеются кнопки с индикаторными светодиодами и поворотный энкодер. Параметры цикла сварки задаются на циклограмме, каждый шаг отмечен светодиодом, а по кольцу перемещаемся с помощью кнопки «меню». Дисплей при этом отображает значение регулируемого параметра (3 знака).
Перед началом работы выбирается: тип сварки TIG/MMA, тип тока AC/DC, режим импульсный/линейный, и контроль поджига дуги 2T/4T (2 или 4 такта).
Есть индикатор тепловой защиты (OC) и удаленного управления.Сетевой шнур не съемный (2 метра), с приличным сечением:
Подходит для обычной «евро» розетки 220 В, но только нужно учитывать потребление тока 26 А.Винт контакта заземления есть на задней панели корпуса.
Сверху табличка с характеристиками аппарата для разных режимов:
Измеренная масса аппарата:Внутреннее устройствоСнимем стальной кожух.
Подключение внутри:Вид сверху:Проверка в работеDisclaimer: Я не сварщик, поэтому к терминологии и качеству шва могут возникнуть вопросы. Но такие аппараты для профи и не интересны.
Проверим сначала более простую ММА сварку. Это ручная сварка покрытым штучным электродом, самая распространенная. Подходит для сталей. Собрать на даче забор или верстак в гараже, быстрее и проще электродом.
Готовим защиту:
Зажимаем электрод и настраиваем ток под диаметр электрода (в руководстве есть рекомендации):Получается как то так:Массовый провод свой, комплектный дает не самый лучший контакт. Есть защита от кз с электродом («антизалипание электрода»), но работает через раз. Но приноровиться можно, тут переменных меньше чем для TIG сварки.Переходим к аргонодуговой сварке неплавящимся электродом TIG. Эта сварка позволяет соединять любые металлы, в том числе цветные. Подходит для ответственных деталей.
Нужно заточить вольфрамовый электрод и собрать горелку:
И самое важное — подключить к сварочному аппарату баллон с аргоном (или более дорогим гелием), оснащенный редуктором:Инертный газ вытесняет кислород воздуха из зоны сварки, обеспечивая качество шва.TIG сварка, в отличие от полуавтоматической с подачей проволоки, не про производительность, а про качество шва и возможность работы с тонким металлом и в неудобных местах (куда не подлезает горелка полуавтомата). В целом TIG для красивых ровных швов и деликатных работ (например, в моделизме, авторемонте, ремонте изделий из цветных металлов).
Так же ей можно варить практически любой цветной металл (даже золото). Тонкий листовой прямо сплавлять, для катетных швов подавать в зону дуги присадочный материал (пруток).
Для получения качественного шва с проваром и стабильной дугой, нужно сделать настройки по циклограмме:
Настраивается: - Время предварительной продувки аргоном рукава, чтобы вытеснить кислород
- Начальный ток
- Время подъема тока
- Сварочный ток
- Ширина импульса
- Время спадания тока
- Частота импульса переменного тока
- Время финальной продувки, чтобы сберечь вольфрамовый электрод от окисления
Пробуем HITBOX HBT250P для сварки различных металлов.Углеродистая сталь:
Оцинковка:Тонкая нержавейка:Листовая медь:Пару слов, что не так со сваркой алюминия. Этот аппарат позиционируется, как пригодный для работы с алюминием.Сложность его сварки обусловлена рядом его физических и химических свойств, которые могут создавать проблемы для сварщиков:
- Высокая теплоемкость и теплопроводность
- Поверхностное тугоплавкое оксидное покрытие (Al2O3)
- Алюминий может быть представлен во множестве сплавов с различными свойствами
- Алюминий имеет большое линейное расширение, что может привести к деформации сварных швов
С AC TIG и присадочным прутком получается несколько лучше (переменный ток способствует разрушению поверхностного оксидного слоя). Тонкий алюминий без присадки:
Можно варить до 4 мм толщиной, но к подбору параметров циклограммы надо подходить более вдумчиво, чем для других металлов. Высокая теплопроводность и текучесть металла в пределах сварочной ванны требует дозированного тепловоложения.С присадкой алюминиевым прутком:
А чтобы получить вот такой результат пришло убить не один вечер и литр аргона:ЗаключениеСварочный аппарат HITBOX HBT250P AC/DC TIG/MMA хоть и универсален, но более ориентирован на аккуратную TIG сварку (хотя и бытовую). Для сварки заборов можно присмотреть более дешевый только электродный аппарат. Тут упор именно на качественную сварку неплавящимся вольфрамовым электродом, которая благодаря настраиваемым параметрам циклограммы позволяет подобрать путь к сварке любых металлов (даже очень тонких). Капризный алюминий при некоторой практике уже поддается качественному свариванию.Встроенная система охлаждения модели обеспечивает продолжительную работу без перегрева и увеличивает срок службы аппарата. Хотя она и довольно шумная.
Стоит отметить, что такой аппарат (AC/DC TIG) требует и много расходных материалов (газ, электроды, присадка), не говоря об обязательной экипировке (маска, костюм, краги). И желательно заменить массовый провод у данной модели.
Для данного аппарата есть купон для покупки: AXACDC15 (дает скидку $15) действует до 22 ноября 2023 г.
Спасибо за внимание. Удачных покупок!
| +172 |
18586
118
|
Самые обсуждаемые обзоры
| +278 |
5638
162
|
| +31 |
1827
57
|
«Тип инвертора:IGBT» лгбт( :) ) это тип транзисторов.
а типы инвертора это обратноход, мост, полумост, косой итп.
если у кого-то защита на розетку не срабатывает от таких нагрузок, то явный ССЗБ.
Стоит такой уже с год наверное, друг уехал и раздал оборудование вместе с баллонами. Посматривал на 10л баллоны, но что-то подсказывает, что их объема хватит на пару пшиков.
Несколько минут ожидания — и баллон заправлен, литраж любой.
У нас так.
Может, конечно, на аргоне сильно иной расход, но насколько помню, нет. Что там, что там, в районе 10 л/мин. В баллон на 10 л при 150 атм помещается порядка 1,5 кубов газа. Это, грубо говоря, 2,5 часа непрерывной работы аппарата.
ptk-svarka.ru/calcutlatortig
И да у меня торже HITBOX но чисто DC — очень нравится аргоном варить, чистенько ни брызг ни вони
Помаленьку руку набиваю
Хочешь разорить друга — подари фотоаппарат
)))
Сам прикупил год назад Decapower xtramig 200 syn за 23500. Попробовал все, кроме сварки вольфрамовым электродом.
Воспользуюсь Вашим опытом.
Дано: корпус-распределитель термостата ДВС, у которого на фланце отломано одно ухо из 3, а на втором сорвана резьба. На данный момент все держится на 2 болтах (1 нормально, 2 с гайкой) и промазано эпоксидным клеем Маннол по металлу, который из-за перепадов температур уже дергадировал.
Задача: «малой кровью» наварить недостающее ухо, а в идеале — заварить второе и наново там пройти резьбу метчиком.
Вопрос: реально ли это сделать без вот-такого аппарата? Например, МИГ + проволка из люминя + СО2? Или не получится ничего? Просто аргнощика еще найти надо, а затем — уговорить его возиться с такой мелочью.
2. В качестве защитного газа углекислота в этом случае не подойдёт. Да и наплавка алюминия полуавтоматом такое себе качество даст.