Сварочный полуавтомат Vitals Master MIG 1400 SN Mini. Есть только MIG между прошлым и будущим

- Цена: $164
- Перейти в магазин
Насмотрелся я Ютубных роликов, как идеально чисто, точечно и быстро сваривают металл с помощью MIG аппарата — и клюнул меня петух в одно место. Захотелось купить, аж мочи нет! Ибо обычный MMA-инвертор уже имелся, а варил электродами я не ахти.
А тут деньжата пришли и я бросился искать подходящий MIG аппарат. Ибо цены росли как грибы и промедлениесмерти подобно чревато потерями финансов. Из бюджетного сегмента можно было бы купить Tesla Weld MIG/MAG/FCAW/MMA 260, но он не вписывался в мой диапазон 180 «зеленых енотов» и у него был фиксированный сварочный рукав. А хотелось съемный.
Дешевле был схожий «Кентавр» и ряд китайских клонов, новолею случая благодаря поиску и длительным обзорам мой взор остановился на фирме Vitals. Точнее на Vitals Master MIG 1400 SN Mini. Сей аппарат по сути «три-в-одном» — MMA, MIG-MAG, TIG-Lift.
Правильный выбор я сделал или нет — трудно сказать. Более опытные сварщики могут меня захейтить, облитьдендритом нехорошими словами или, наоборот, сказать «зер гуд, вальдемар». В любом случае, лучше сделать выбор, чем ждать у моря погоды или принца на белом коне. И каюсь, несмотря на свою седину, я слегка «повелся» на внешний вид аппарата. Производитель явно не стеснялся своего логотипа (лепил его повсюду), всяческих знаков отличий и технических надписей (например, SYNERGY) на его корпусе. А тут еще съемный евро-рукав, приятный внешний вид, плата управления в прозрачном защищенном корпусе, боковая крышка на магните и прочие вкусности.

Особенности сварочного аппарата Vitals Master MIG 1400 SN Mini
* Может работать в трех режимах: MMA, MIG-MAG, Lift-TIG, а также с порошковой самозащитной проволокой (Flux Cored) в режиме «без газа»
* Высокая стабильность горения дуги, снижение образования брызг
* Работа при пониженном напряжении питающей сети — при падении напряжения до 160 в
* Диаметр проволоки: 0.8 — 1.0 мм
* Диаметр электрода: 1.4 — 4.0 мм
* Гарантийный срок — 36 месяцев
ForceArc (форсаж дуги) — функция аппарата, которая увеличивает сварочный ток в момент отделения капли металла от электрода. Снижает вероятность прилипания электрода и повышает стабильность горения дуги.
Hot Start (горячий старт) — пиковый ток в момент поджига дуги для плавного старта.
Antistick — защитная функция, которая срабатывает при слишком продолжительном коротком замыкании, превышающем установленный временной предел: обычно это около 0,6 с. Легкий поджиг и высокая стабильность горения дуги пониженное образование брызг.
Lift-TIG — режим сварочного аппарата для аргонодуговой сварки вольфрамовым электродом. Особенность данного способа заключается в поджиге дуги. Поджиг осуществляется касанием вольфрамовым электродом поверхности свариваемой детали и последующего плавного подъема до образования дуги нужных размеров.
Конечно смущало отсутствие цифрового табло, корпус механизма протяжки проволоки из пластика, только два ролика, катушка на 1 кг и другие мелочи. Но надо помнить, что это же бюджетный вариант и тут нужно закрывать глаза на некоторые детали. В общем, борьба плюсов и минусов, есть только компромиссы.
Итак,в мучениях и томе я позвонил в интернет-магазин «Кактус» и после длительного обсуждения заказал Vitals Master MIG 1400 SN Mini. Видя мое колебание, менеджер сделал скидку на 7 долларов (в эквиваленте пикирующей гривны) и сообщил про бесплатную доставку. Последнее окончательно и бесповоротно решило судьбу покупки. Сейчас цена подросла, но у самого производителя пока держится.
Распаковка аппарата
«Сбылась мечта идиота!» — каждая долгожданная покупка у меня связана с фразой гениального комбинатора Остапа-Сулеймана-Берта-Мария Бендер-бей (Задунайского). Через два дня я с блуждающей улыбкой держал на почте увесистую коробку в руках. С верхнего угла коробка была примята от удара, но, к счастью, внутри ничто не пострадало. Сам аппарат с двух торцов защищен слабовато — двумя кусками тонкого пеноплена. Из-за этого случалось, что при грубой транспортировке у некоторых покупателей ломалась пластиковая ножка (да, я тщательно прошерстил все отзывы в Сети на Vitals Master). Но у меня все доехало благополучно.


Рабочий вес аппарата заявлен в 7 кг. При взвешивании «тушка» аппарата потянула ровно на 5 кг. С подключенными кабелями и сварочным рукавом набирается 7 кг — видимо, это и есть «рабочий вес». Сам сварочный рукав коротковат. Но варить можно и таким.

Щетка-молоточек для зачистки и отбивания шлака — стандартная, дешевая. Точно такая же прилагалась к моей «Искре» MMA-285G. Кабель массы и кабель держателя электродов из меди, очень мягкий. У обоих кабелей присутствуют медные накладки, что «есть очень хорошо».


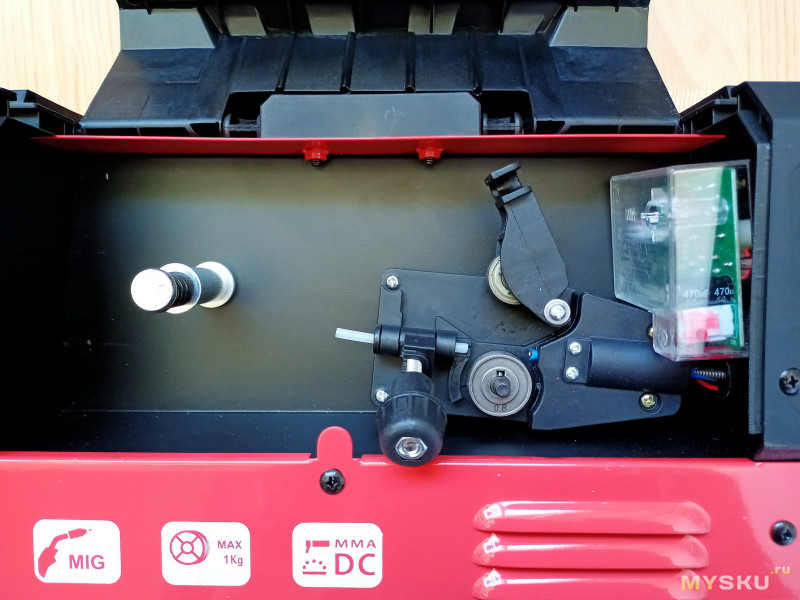
Боковая крышка на магните. Это мне понравилось, решение эргономичное. Единственное, планирую наклеить два маленьких силиконовых амортизатора, чтобы при закрывании крышка не так громко щелкала. А вот винт для фиксации катушки с проволокой выполнен не ахти. Он из алюминия, а насечки на нем слабо выражены — пальцами крутить неудобно. Вдобавок, на его головке заметен небольшой заводской дефект. Но сама резьба (кстати, обратного хода) на винте нарезана нормально.

Ролик протяжки проволоки (нижний) имеет зубчатые насечки на 0.8 и 1.0 мм. При выборе проволоки другого диаметра этот ролик снимается и переставляется на нужную насечку.

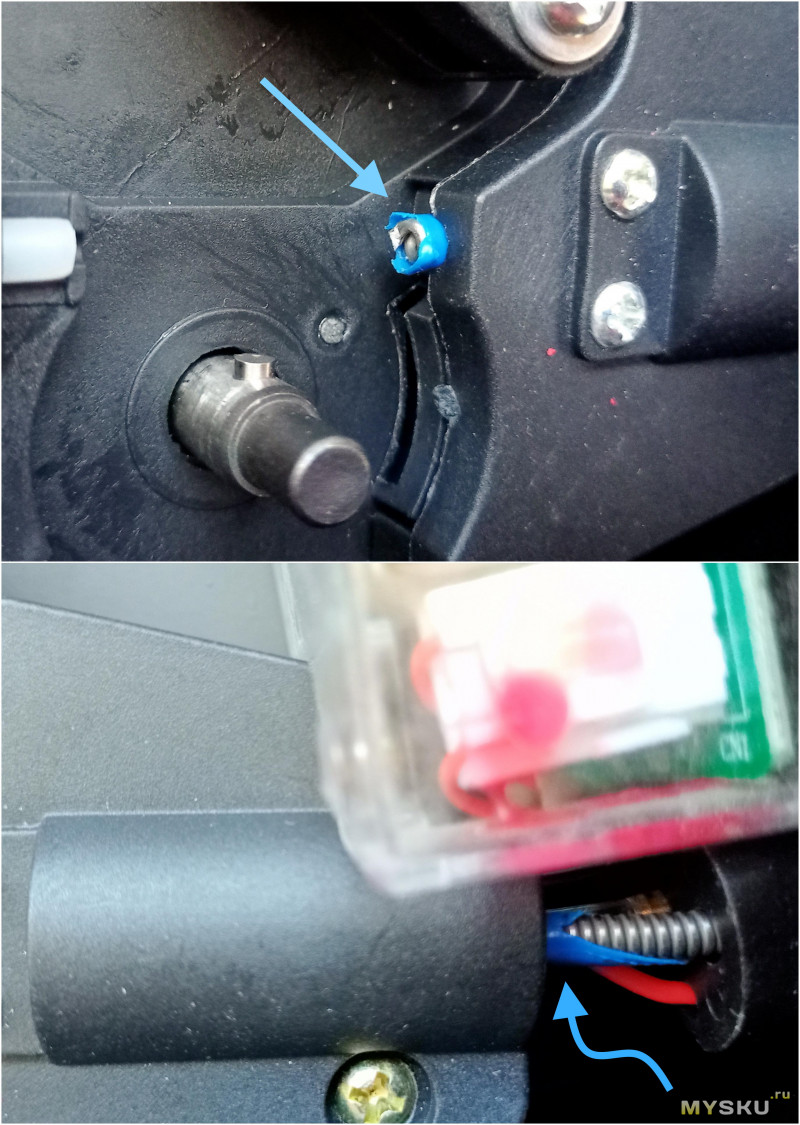
Полый пружинный «тросик», в котором ходит проволока, возле механизма подачи защищен полиэтиленовой оболочкой синего цвета. В одном месте синяя оболочка срезана неаккуратно (на фото указано голубыми стрелками).
Комплектация
* Горелка MIG (сварочный рукав), 2 м
* Электрододержатель 300 А, кабель 16mm2, 2.5 м, 100% медь
* Зажим на массу 300 А, кабель 16mm2, 2.5 м, 100% медь
* Газовый шланг, 2 м, диаметр 9 мм
* Контактный наконечник SX2 0.8 мм для сварки стали — 2 шт
* Контактный наконечник SX2 1.0 мм для сварки стали — 2 шт
* Руководство пользователя
Но есть несколько моментов, которые полезно знать перед покупкой:
— заявленный в характеристиках «цифровой дисплей» отсутствует. Есть только светодиодные индикаторы — питания, выбора режима, синергии и перегрева. Ток и напряжение выставляются вручную «крутилками», подбираются опытным путем.
— кнопка протяжки проволоки отсутствует. Для протяжки проволоки нужно нажать на «спуск» сварочного пистолета. Скорость подачи проволоки связана с регулятором тока, т.е. нижней «крутилкой».
— в комплекте отсутствует защитная маска. На мой взгляд это правильно. Лучше отдельно купить нормальную маску-хамелеон, чем пользоваться дешевой, неадаптивной.
— один медный наконечник под проволоку 0.8 мм уже установлен в сопло. Дополнительно в комплекте поставки имеются два SX2 0.8 мм и два SX2 1.0 мм.


Вскрытие покажет
Корпус Vitals Master MIG 1400 SN Mini выполнен из металла. Боковая крышка ниже отсека подачи проволоки снимается с помощью крестовой отвертки. Винты были затянуты сильно. Но «орешек знаний тверд, мы не привыкли отступать», сняв нижнюю пластину, аккуратно снимаем пластиковые ножки.

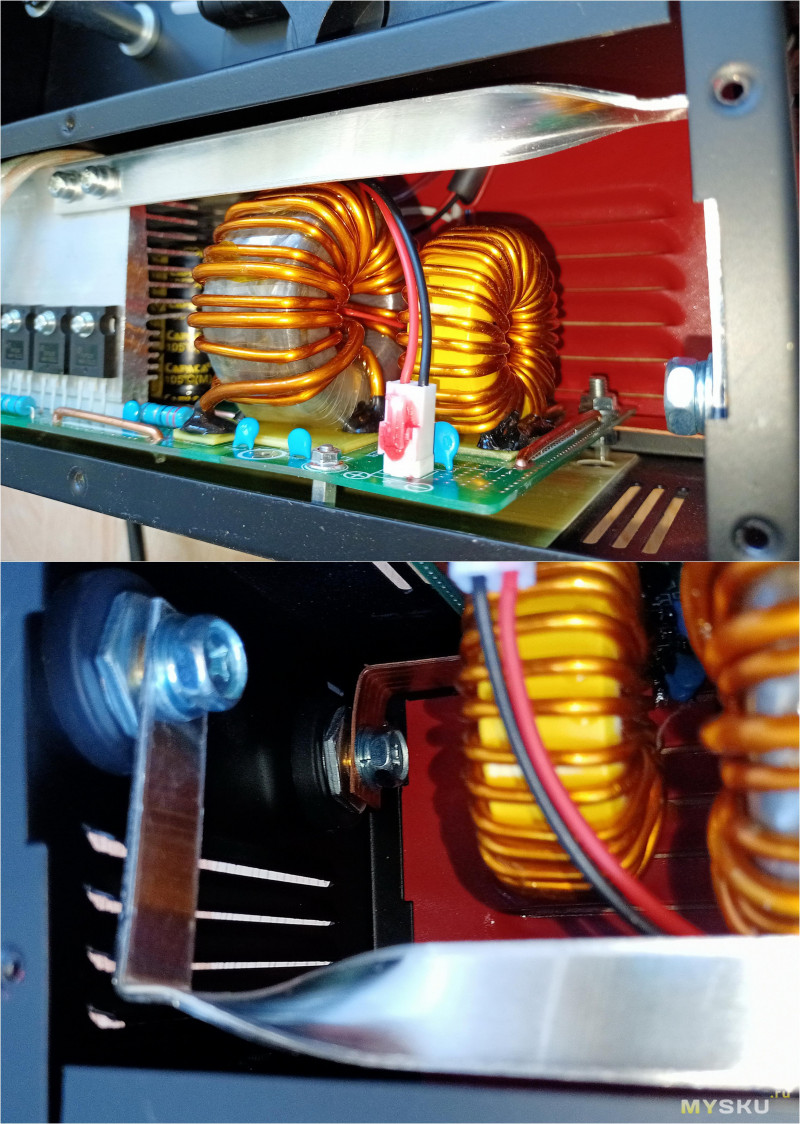
Я не профессионал-сварочник, мне трудно что-то сказать по схемотехнике аппарата. Но по компонентам и культуре сборке уже кое-что видно. Плата очень чистая, отмыта от флюса. Детали впаяны аккуратно, важные точки пайки защищены лаком, некоторые детали — фиксирующим герметиком.
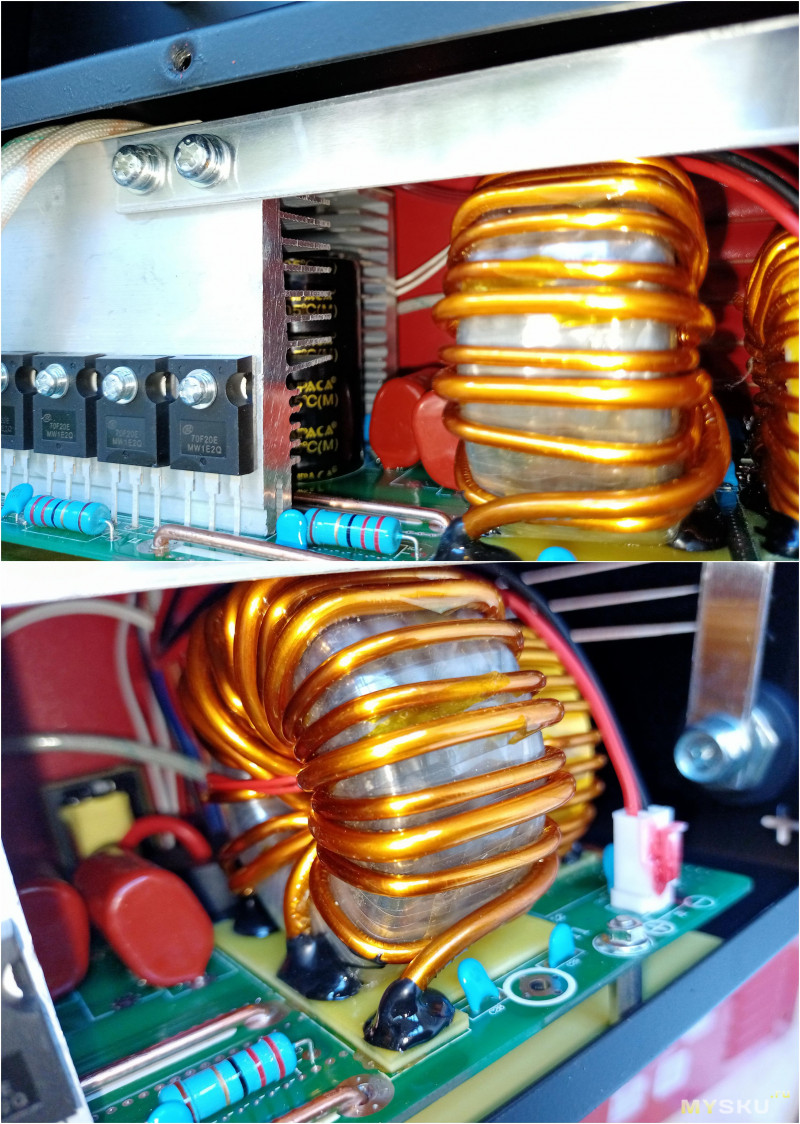
Катушки выполнены одинарным толстым проводом из меди. В то время на дешевых нонейм-китайцах в одном обзоре жаловались на эконом-вариант в виде двойного провода малого сечения. А вот на минусовой и плюсовой шинах сэкономили, ибо толщина пластин, как по мне, маловата. Если я ошибаюсь, пусть более опытные сварщики меня поправят.
Сварка MIG без газа
Тестирование аппарата в режиме MIG «без газа» проводилось на стальном профиле толщиной 1 мм (бывшие кроватные ламели). Из этого профиля я в прошлом году электродами сварил стул-подставку. Так как сварщик из меня как балерина, то наделал кучу дыр и наплывов. Но стул уже как год держится и выручал меня несколько раз неимоверно. Он хорош и как лестница, и как столик и как высокий барный стульчик.

Сравнительные размеры сварочника «Искра» MMA-285G с новым аппаратом видны на фото. Также можно заметить отличия в прищепках массы.


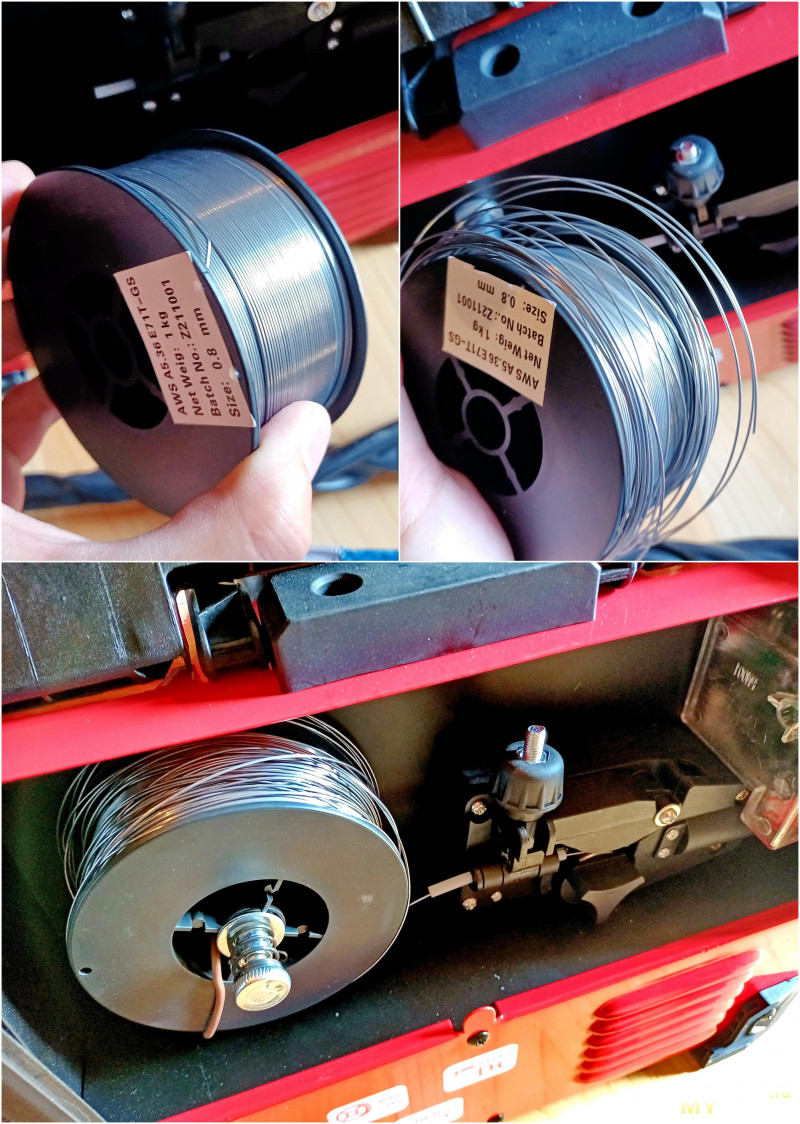
Для начала работы распаковал «синюю» упаковку флюсовой проволоки Welding Dragon E71T-GS 0.8 мм (1 кг). Извлек катушку, снял фиксирующую лету, достал проволоку и… тут меня настиг MIG неудачи. «Сталька» выпрыгнула как часовая пружина! Такого я не ожидал… Нигде, ни в одном обзоре про правильную заправку MIG-аппарата ничего не говорилось. Вдобавок около десяти метров проволоки спутались между собой. Помните, как на рыбалке путается леска и эту «бороду» нужно терпеливо распутывать.
Проклиная эту «стальку» (а она хуже лески, ибо сопротивляется неимоверно), я полчаса потратил на укладку. С каким теплым чувством в этот момент я вспоминал замену электродов на MMA-аппарате! Они в держателе меняются «как семечки».
Чтобы остальная часть катушки опять от меня не «убежала», я ее стянул медным проводом, а поверх этого непотребства намотал капризную «стальку». И в таком несуразном виде установил в отсек Vitals Master MIG 1400 SN Mini, протянул проволоку, подсоединил сварочный рукав (без подсоединения к минусовой клемме). Затем включил аппарат, выбрал режим Flux Cored, нажал на «спусковую гашетку» и дождался, когда проволока вылезет из сопла.

Концы двух свариваемых профилей зачистил от краски, прижал молотками, подключил массу. Когда все было готово для тестирования, моя рука потянулась кмаракуйе коробке с маской-хамелеоном. Но ее не оказалось на месте — я забыл, что месяц назад дал ее соседу по гаражу на временное пользование. Пришлось извлекать из недр гаража обычную маску, с темным стеклом. Что еще больше добавило экстрима в процесс тестирования — я практически ничего не видел, ни шва, ни сопла с проволокой. Пришлось упереть сопло в заготовку, а кончик проволоки нацелить в шов.
Первоначально регуляторы V и A были установлены на «12 часов». Я нажал на «гашетку» и увидел сильную вспышку. На стальном профиле появилась дырка. Малышка жгла не по-децки!

Поменял профиль, убавил параметры сварки — выставил «крутилки» V и A на «9 часов». Судя по всему, вольтаж меньше, ток меньше, подача проволоки медленнее. И вот тут я угадал. Дуга пошла, сварка — как по маслу. Да, местами местами неровно, но это моя криворукость. Брызг многовато, но они очень мелкие.

После зачистки внешнего шва решил посмотреть как он выглядит изнутри профиля. Сделал угловой вырез «болгаркой». Как по мне провар неплохой. Результатом доволен более чем.

Медный наконечник и сопло от брызг не пострадали. Только слегка покрылись сажей. Для защиты сопла нужно покупать специальную жидкость (об этом я узнал позже). Некоторые умельцы на Ютубе используют обычное моторное масло, окуная сопло в банку с маслом. Не знаю, можно ли так делать — напишите. У меня есть универсальное машинное масло в баллоне, но я все-таки планирую купить специальный спрей для защиты от брызг. В доступности есть турецкий за $3 и немецкий за $5.

В заключение обзора озвучу особенности MIG сварки, чисто мое мнение:
1. Для новичков сварка флюсовой проволокой проще и легче, чем электродами
2. Размер брызг гораздо меньше (капли мельче), что значительно облегчает работу и снижает травмо- и пожароопасность
3. Расходка (флюсовая проволока) в 2-3 раза дороже 1 кг пачки электродов + нужна жидкость против сварочных брызг
4. Аппараты MIG в 2-3 раза дороже MMA из-за чего «порог вхождения» выше
5. Алгоритм работы аппарата в режиме синергии до сих пор «сие загадка великая есть». Регуляторы тока/подачи проволоки и напряжения нужно подбирать опытным путем.
ВЫВОД
Если для вас такой «аппарат-универсал» как Vitals Master MIG 1400 SN Mini — первый сварочник, то нужно брать не раздумывая. Если же у вас имеется компактный MMA-аппарат и вы «набили руку» на сварке электродами, то над покупкой нужно тщательно подумать и все взвесить. Для разовых, бытовых задач, он скорее, излишен. Ибо проще и экономически выгоднее научиться варить электродами. Для частого применения при сварке мелких деталей или тонких металлов (кузовных работ) MIG уже необходим.
Вот и все. Красавцы с соседской голубятни внимательно смотрели за моими манипуляциями возле гаража. А это тот самый MIG полета.

Всем мира, удачи и добра!
А тут деньжата пришли и я бросился искать подходящий MIG аппарат. Ибо цены росли как грибы и промедление
Дешевле был схожий «Кентавр» и ряд китайских клонов, но
Правильный выбор я сделал или нет — трудно сказать. Более опытные сварщики могут меня захейтить, облить
Особенности сварочного аппарата Vitals Master MIG 1400 SN Mini
* Может работать в трех режимах: MMA, MIG-MAG, Lift-TIG, а также с порошковой самозащитной проволокой (Flux Cored) в режиме «без газа»
* Высокая стабильность горения дуги, снижение образования брызг
* Работа при пониженном напряжении питающей сети — при падении напряжения до 160 в
* Диаметр проволоки: 0.8 — 1.0 мм
* Диаметр электрода: 1.4 — 4.0 мм
* Гарантийный срок — 36 месяцев
ForceArc (форсаж дуги) — функция аппарата, которая увеличивает сварочный ток в момент отделения капли металла от электрода. Снижает вероятность прилипания электрода и повышает стабильность горения дуги.
Hot Start (горячий старт) — пиковый ток в момент поджига дуги для плавного старта.
Antistick — защитная функция, которая срабатывает при слишком продолжительном коротком замыкании, превышающем установленный временной предел: обычно это около 0,6 с. Легкий поджиг и высокая стабильность горения дуги пониженное образование брызг.
Lift-TIG — режим сварочного аппарата для аргонодуговой сварки вольфрамовым электродом. Особенность данного способа заключается в поджиге дуги. Поджиг осуществляется касанием вольфрамовым электродом поверхности свариваемой детали и последующего плавного подъема до образования дуги нужных размеров.
Что такое «синергия»
Синергетическая MIG/MAG (GMAW) сварка является разновидностью импульсной сварки. Синергетический сварочный аппарат задает импульсы тока для отсоединения расплавленных капель заданного объема посредством плавления электродной проволоки, в сочетании с другими параметрическими отношениями, необходимыми для стабильного сварочного процесса. Все эти параметры подбирается специально для данного материала и диаметра проволоки и программируются в синергетический сварочный аппарат.
В практическом плане это позволяет оператору предварительно выбрать материал проволоки и ее диаметр для любой сварочной операции, а затем настроить один элемент управления, который регулирует скорость подачи проволоки. Управление «одной ручкой» является главным преимуществом такой системы по сравнению с обычными, не синергетическими устройствами, требующими, чтобы все параметры сварочного процесса устанавливались индивидуально для заданной скорости подачи проволоки. Таким образом, синергетические сварочные аппараты дают ощутимые преимущества, связанные с импульсной MIG/MAG сваркой.
В практическом плане это позволяет оператору предварительно выбрать материал проволоки и ее диаметр для любой сварочной операции, а затем настроить один элемент управления, который регулирует скорость подачи проволоки. Управление «одной ручкой» является главным преимуществом такой системы по сравнению с обычными, не синергетическими устройствами, требующими, чтобы все параметры сварочного процесса устанавливались индивидуально для заданной скорости подачи проволоки. Таким образом, синергетические сварочные аппараты дают ощутимые преимущества, связанные с импульсной MIG/MAG сваркой.
Конечно смущало отсутствие цифрового табло, корпус механизма протяжки проволоки из пластика, только два ролика, катушка на 1 кг и другие мелочи. Но надо помнить, что это же бюджетный вариант и тут нужно закрывать глаза на некоторые детали. В общем, борьба плюсов и минусов, есть только компромиссы.
Итак,
Распаковка аппарата
«Сбылась мечта идиота!» — каждая долгожданная покупка у меня связана с фразой гениального комбинатора Остапа-Сулеймана-Берта-Мария Бендер-бей (Задунайского). Через два дня я с блуждающей улыбкой держал на почте увесистую коробку в руках. С верхнего угла коробка была примята от удара, но, к счастью, внутри ничто не пострадало. Сам аппарат с двух торцов защищен слабовато — двумя кусками тонкого пеноплена. Из-за этого случалось, что при грубой транспортировке у некоторых покупателей ломалась пластиковая ножка (да, я тщательно прошерстил все отзывы в Сети на Vitals Master). Но у меня все доехало благополучно.
Рабочий вес аппарата заявлен в 7 кг. При взвешивании «тушка» аппарата потянула ровно на 5 кг. С подключенными кабелями и сварочным рукавом набирается 7 кг — видимо, это и есть «рабочий вес». Сам сварочный рукав коротковат. Но варить можно и таким.
Щетка-молоточек для зачистки и отбивания шлака — стандартная, дешевая. Точно такая же прилагалась к моей «Искре» MMA-285G. Кабель массы и кабель держателя электродов из меди, очень мягкий. У обоих кабелей присутствуют медные накладки, что «есть очень хорошо».
Боковая крышка на магните. Это мне понравилось, решение эргономичное. Единственное, планирую наклеить два маленьких силиконовых амортизатора, чтобы при закрывании крышка не так громко щелкала. А вот винт для фиксации катушки с проволокой выполнен не ахти. Он из алюминия, а насечки на нем слабо выражены — пальцами крутить неудобно. Вдобавок, на его головке заметен небольшой заводской дефект. Но сама резьба (кстати, обратного хода) на винте нарезана нормально.
Ролик протяжки проволоки (нижний) имеет зубчатые насечки на 0.8 и 1.0 мм. При выборе проволоки другого диаметра этот ролик снимается и переставляется на нужную насечку.
Полый пружинный «тросик», в котором ходит проволока, возле механизма подачи защищен полиэтиленовой оболочкой синего цвета. В одном месте синяя оболочка срезана неаккуратно (на фото указано голубыми стрелками).
Комплектация
* Горелка MIG (сварочный рукав), 2 м
* Электрододержатель 300 А, кабель 16mm2, 2.5 м, 100% медь
* Зажим на массу 300 А, кабель 16mm2, 2.5 м, 100% медь
* Газовый шланг, 2 м, диаметр 9 мм
* Контактный наконечник SX2 0.8 мм для сварки стали — 2 шт
* Контактный наконечник SX2 1.0 мм для сварки стали — 2 шт
* Руководство пользователя
Но есть несколько моментов, которые полезно знать перед покупкой:
— заявленный в характеристиках «цифровой дисплей» отсутствует. Есть только светодиодные индикаторы — питания, выбора режима, синергии и перегрева. Ток и напряжение выставляются вручную «крутилками», подбираются опытным путем.
— кнопка протяжки проволоки отсутствует. Для протяжки проволоки нужно нажать на «спуск» сварочного пистолета. Скорость подачи проволоки связана с регулятором тока, т.е. нижней «крутилкой».
— в комплекте отсутствует защитная маска. На мой взгляд это правильно. Лучше отдельно купить нормальную маску-хамелеон, чем пользоваться дешевой, неадаптивной.
— один медный наконечник под проволоку 0.8 мм уже установлен в сопло. Дополнительно в комплекте поставки имеются два SX2 0.8 мм и два SX2 1.0 мм.
Вскрытие покажет
Корпус Vitals Master MIG 1400 SN Mini выполнен из металла. Боковая крышка ниже отсека подачи проволоки снимается с помощью крестовой отвертки. Винты были затянуты сильно. Но «орешек знаний тверд, мы не привыкли отступать», сняв нижнюю пластину, аккуратно снимаем пластиковые ножки.
Я не профессионал-сварочник, мне трудно что-то сказать по схемотехнике аппарата. Но по компонентам и культуре сборке уже кое-что видно. Плата очень чистая, отмыта от флюса. Детали впаяны аккуратно, важные точки пайки защищены лаком, некоторые детали — фиксирующим герметиком.
Катушки выполнены одинарным толстым проводом из меди. В то время на дешевых нонейм-китайцах в одном обзоре жаловались на эконом-вариант в виде двойного провода малого сечения. А вот на минусовой и плюсовой шинах сэкономили, ибо толщина пластин, как по мне, маловата. Если я ошибаюсь, пусть более опытные сварщики меня поправят.
Сварка MIG без газа
Тестирование аппарата в режиме MIG «без газа» проводилось на стальном профиле толщиной 1 мм (бывшие кроватные ламели). Из этого профиля я в прошлом году электродами сварил стул-подставку. Так как сварщик из меня как балерина, то наделал кучу дыр и наплывов. Но стул уже как год держится и выручал меня несколько раз неимоверно. Он хорош и как лестница, и как столик и как высокий барный стульчик.
Сравнительные размеры сварочника «Искра» MMA-285G с новым аппаратом видны на фото. Также можно заметить отличия в прищепках массы.
Для начала работы распаковал «синюю» упаковку флюсовой проволоки Welding Dragon E71T-GS 0.8 мм (1 кг). Извлек катушку, снял фиксирующую лету, достал проволоку и… тут меня настиг MIG неудачи. «Сталька» выпрыгнула как часовая пружина! Такого я не ожидал… Нигде, ни в одном обзоре про правильную заправку MIG-аппарата ничего не говорилось. Вдобавок около десяти метров проволоки спутались между собой. Помните, как на рыбалке путается леска и эту «бороду» нужно терпеливо распутывать.
Проклиная эту «стальку» (а она хуже лески, ибо сопротивляется неимоверно), я полчаса потратил на укладку. С каким теплым чувством в этот момент я вспоминал замену электродов на MMA-аппарате! Они в держателе меняются «как семечки».
Чтобы остальная часть катушки опять от меня не «убежала», я ее стянул медным проводом, а поверх этого непотребства намотал капризную «стальку». И в таком несуразном виде установил в отсек Vitals Master MIG 1400 SN Mini, протянул проволоку, подсоединил сварочный рукав (без подсоединения к минусовой клемме). Затем включил аппарат, выбрал режим Flux Cored, нажал на «спусковую гашетку» и дождался, когда проволока вылезет из сопла.
Концы двух свариваемых профилей зачистил от краски, прижал молотками, подключил массу. Когда все было готово для тестирования, моя рука потянулась к
Первоначально регуляторы V и A были установлены на «12 часов». Я нажал на «гашетку» и увидел сильную вспышку. На стальном профиле появилась дырка. Малышка жгла не по-децки!
Поменял профиль, убавил параметры сварки — выставил «крутилки» V и A на «9 часов». Судя по всему, вольтаж меньше, ток меньше, подача проволоки медленнее. И вот тут я угадал. Дуга пошла, сварка — как по маслу. Да, местами местами неровно, но это моя криворукость. Брызг многовато, но они очень мелкие.
После зачистки внешнего шва решил посмотреть как он выглядит изнутри профиля. Сделал угловой вырез «болгаркой». Как по мне провар неплохой. Результатом доволен более чем.
Медный наконечник и сопло от брызг не пострадали. Только слегка покрылись сажей. Для защиты сопла нужно покупать специальную жидкость (об этом я узнал позже). Некоторые умельцы на Ютубе используют обычное моторное масло, окуная сопло в банку с маслом. Не знаю, можно ли так делать — напишите. У меня есть универсальное машинное масло в баллоне, но я все-таки планирую купить специальный спрей для защиты от брызг. В доступности есть турецкий за $3 и немецкий за $5.
В заключение обзора озвучу особенности MIG сварки, чисто мое мнение:
1. Для новичков сварка флюсовой проволокой проще и легче, чем электродами
2. Размер брызг гораздо меньше (капли мельче), что значительно облегчает работу и снижает травмо- и пожароопасность
3. Расходка (флюсовая проволока) в 2-3 раза дороже 1 кг пачки электродов + нужна жидкость против сварочных брызг
4. Аппараты MIG в 2-3 раза дороже MMA из-за чего «порог вхождения» выше
5. Алгоритм работы аппарата в режиме синергии до сих пор «сие загадка великая есть». Регуляторы тока/подачи проволоки и напряжения нужно подбирать опытным путем.
ВЫВОД
Если для вас такой «аппарат-универсал» как Vitals Master MIG 1400 SN Mini — первый сварочник, то нужно брать не раздумывая. Если же у вас имеется компактный MMA-аппарат и вы «набили руку» на сварке электродами, то над покупкой нужно тщательно подумать и все взвесить. Для разовых, бытовых задач, он скорее, излишен. Ибо проще и экономически выгоднее научиться варить электродами. Для частого применения при сварке мелких деталей или тонких металлов (кузовных работ) MIG уже необходим.
Вот и все. Красавцы с соседской голубятни внимательно смотрели за моими манипуляциями возле гаража. А это тот самый MIG полета.
Всем мира, удачи и добра!
Самые обсуждаемые обзоры
| +43 |
3089
89
|
| +41 |
1081
17
|
Я купил себе подобный (правда несколько подороже), пока едет. Но имхо таким аппаратом именно с газом варить имеет смысл, проволока с флюсом ничем не лучше обычных электродов, ну не кончается только быстро, единственный плюс.
Что касается флюсовой проволоки, то брызги настолько мелкие, что «снимаются» щеткой гораздо легче, чем капли при сварке электродами. По крайней мере, мне так показалось.
Проволока да, нужна другая, но она и дешевле вроде даже (я заказал и стальную и алюминиевую).
И баллоны заказал и чистый аргон и аргон с СО2, посмотрим как оно.
Если не секрет, какую модель MIG/MAG/TIG аппарата заказали?
Конечно не секрет, www.amazon.it/gp/product/B0848JHQPH/
И баллоны оба с чистым аргоном.
Пишу продавцу (польская контора, покупал через амазон), очень вежливо спрашиваю, не перепутали ли чего.
А да, говорят, склад перепутал. Сейчас отправим вам ещё один со смесью.
А этот забрать, говорю?
Да ладно, оставьте себе. Наша ошибка. Лучше ещё у нас покупайте потом.
Баллон на 125 евро подарили )) Мелочь, а приятно.
Если хотите — забирайте, мне не особо надо (но самовывоз из Альп)))
Скажите, аргон нужен только под TIG и вольфрамовые прутки? Под MIG этот газ не используют?
Заходите, если что ))
Я аргон под сварку алюминия конкретно брал, а про вольфрам даже и не слышал.
MIG — как раз сварка с инертным газом, т.е. аргоном.
MAG — с активным газом, углекислота или смесь углекислоты и аргона.
Кстати проволоку с флюсом, так же лучше использовать с газом, варит гораздо лучше, чем обычная обмеднёнка.
Я конечно не сварщик, но полуавтоматом владею уже много лет и варю очень много.
У нас проволока «для газа» стоит 400-500₽, самозащитная — 1000-1200₽ за 1 кг. При этом 5 кг (у меня под большие катушки сварочник) можно и за 1200₽ примерно найти «газовую» проволоку. Баллон на 5 литров я покупал за ~2500₽ и газ около 400₽ за заправку. Ещё редуктор 1200₽ и шланг рублей 300-500. Минусы сварки с газом: 1) добавляется ещё одна сущность с «хвостом»; 2) нельзя варить без газа (то есть нет выбора, тащить эту сущность с собой или нет, а весит она килограммов 10); 3) нужно контролировать давление, так как если сильно низкое, то будет плохой шов, если высокое, может «сдувать» дугу; 4) нужно контролировать давление до редуктора, чтобы хотя бы примерно понимать, когда кончится баллон (в итоге купил второй баллон, так как один всегда кончался неожиданно); 5) можно случайно забыть закрыть вентиль и прийти к пустому баллону; 6) заправки газом расположены не очень удобно обычно, да и в целом это ещё одна трата времени; 7) хороший шланг нужно поискать, чтобы не лопался со временем.
Там и зарплата у сварщика как у главбуха того завода, директор шепнул по секрету.
Мой полуавтомат стоит весь год в гараже и не парится. Живу за полярным кругом.
Много чего можно.
Также советую к просмотру — www.youtube.com/watch?v=5IqQJkyH0pU
С баллонами сейчас срок службы установлен 20 лет и лучше брать новый и заправлять, 40л на обмен легко и рок не напрягает, а вот меньший объем на обмен не найти.
Себе Сварог брал, на работе были кемпи и Сварог, с кемпи были проблемы, со Сварогами нет.
А как проверить их срок службы? Если брать с рук (например, с OLX), то можно ведь проколоться.
Аппаратом ваш друг остался доволен?
Смотрю именно его к покупке.
Спасибо.
автор, вам бы найти нормального ютубера который правильно поясняет основы сварки.
и сжечь килограммчик другой электродов, тогда бы и эту игрушку возможно покупать не стали бы.
в рабочую маску по +1.5 поставил, вдали не варю, а вблизи видно значительно лучше становится.
и после килограммчика вы поймете в чем ваш косяк.
а по проволоке, я не жду от вас хорошего шва, но хотябы какого то шва :) а тут швов так и не появилось :)
Автор сам в курсе, что его лучший шов еще впереди.
А то что учится надо всю жизнь, это еще дедушка Ленин говорил.
Даешь стране больших и малых сварных!!!
Не скажу что сам прям красиво варю. Просто объяснил автору, без наезда к слову, где у него основной косяк.
знаю две бригады которые заборы варят.
на улице(ветер) флюсовая проволока значительно лучше чем с газом.
и при этом она варит, нормально варит.
да с газом чище, и даже проще. но тут не в флюсе дело.
А тут человек купил сварочный аппарат и впервые варит, да ещё и подобной проволокой.
Когда я купил свой первый полуавтомат, я наступил точно на те же грабли. Полуавтомат есть, а баллона с углекислотой нет. Значит нужна проволока с флюсом. А потом точно так же удивлялся, отчего оно так херово варит?)))
1. еще более спорно. не увидел фото с «взятием биопсии» этой жилы. я по своему опыту например практически уверен что там толстый люминь, возможно омеднённый.
2. много проводов меньшего сечения это наоборот не экономия, а качество. на высокой частоте на проводники действует т.н. «скин-эффект», когда ток течет в основном по внешней поверхности провода, а середина остается не у дел. таким образом эта толстая жила, в зависимости от рабочей частоты может иметь 0,3-0,7 эффективного сечения.
Тест на магнит кабель тоже прошел — не магнитится.
Подделкой оказались только накладные «губки» на прищепке.
В аппаратах такого класса не бывает. Почти наверняка омедненый алюминий, который очень любит переламываться у мест заделки. Чтобы уточнить — можно снять ручку держака, открутить шестигранники зажима и посмотреть на торец провода. Если блестит белым — алюминий.
Только у земляного зажима такого образца иногда, очень редко, но встречается цельномедная «скобка». В остальных случаях — омедненая сталь. У держака — так наверняка.
Из алюминия. В лучшем случае — омедненого, но чаще — просто цветной лак.
Пучок отдельных жил при условии того же суммарного сечения в данном случае лучше. В случае же реально медной намотки данного трансформатора, провод будет многожильный в белой стеклотканевой или желтой полиимидной изоляции, самого металла видно не будет.
Что касается катушек, то жалоба была на сдвоенный провод, не многожильный (два монолитных проводника, в параллель).
зы Да чего ролики, любой сварщик профи с опытом. Посмотришь — да фигня, легко! А как до дела, то блин, годы тренировки нужны. "
Размеринструмент важен но и пользоваться уметь надо". ))И да, забор варить с газом — это мажорство стопудово.
Ну так и что?
Проволока сматывается обратно на катушку и рукав отстегивается.
Для этого ролик надо отщелкнуть и рукой покрутить катушку в обратную сторону.
Единственное, оплавившийся и деформированный конец проволоки надо откусить, чтобы внутри рукав не испортить и чтобы не застряло там ничего.
А аппарат так себе… вангую, что механизм подачи проволоки скоро даст клина.
Ну или с пастой, как выше посоветовали.
Возможно, внутри и есть какая-то доля силикона, но вряд ли процент велик — силиконовое прилично подороже будет…
Баллон купил 40л. Заправил смесью (вроде 80 аргона и 20 кислоты). Цена примерно как и на кислоту, но «спецы» говорят, что смесь комфортнее.
От веса баллона 40л ох… ел (неприятно удивился). Купил композитник на 6л и 300 атмосфер + шланг для перелива с большого ьаллона. Вес баллона около 4кг. Купил расходомер, но так и не установил. Оказалось, что и редуктором можно выставлять нужный расход. Все провода и шланги у сварочника бензелевские (это дорого-богато).
При первом же тесте все получилось и даже смог точками стык в стык сварить гипсокартонный профиль 0.35мм.
Потом сварил разборный сварочный стол с регулируемыми ножками.
Для редкого рукоблудие моего аппарата хватает и покупать что-то ещё дороже смысла нет.
Мастерскую у родителей в пригороде устроил.
А это первый тест рук и аппарата, гипсопрофиль 0.35мм.
Заинтересовал вон тот «желтый баллон»? Где брали и по чем? Насколько его хватает?
Вес всего 4кг. Пушинка.
Рассчитан на 300+ атмосфер воздуха.
Используют пожарники в дыхательных аппаратах и аквалангисты.
Давление смеси сварочной не превышает 150атм.
Стоит несколько сотен долл.
Увлекаюсь РСР оружием. Я такие для зарядки винтовок и пистолета использую.
Конкретно этот баллон с истекающим сроком. В отличии от стальных его нельзя переосвидетельствовать.
Товарищ мне его практически подарил. Только за вентиль заплатил.
Заправка большого баллона и маленького (возле меня) в одну цену.
Поэтому заправляю большой на 40л стальной. Вес х.з. по ощущениям под 100кг.
П.С. загуглил. 65кг баллон и 25кг кислоты. Итого 90кг. Почти угадал.
Он стоит в гараже.
Подключаю к нему трубкой этот маленький композитный, открываю оба вентиля… Закрываю оба вентиля. Все
4кг однозначно легче носить )
10 литровый с редуктором на 2000 грн. тянет, а то и больше.
2. V это не напряжение, а скорость подачи проволоки.
3. Потренировавшись полдня-день можно и без газа варить красиво.
Удачи.
2. Обратился к «Инструкции». Вы правы! Верхняя ручка V — Регулятор напряжения. Режим MIG–MAG – регулятор подачи проволоки.. Но при этом, в «логике аппарата» задано, что вращение нижней ручки A тоже меняет скорость подачи проволоки. Причем, весьма заметно.
При сварке порошковой проволокой + на детали. При сварке с газом + на горелке.
Смотрите ютуб, канал «Сварщик в городе», лучшие обучающие видео на русском.
2 — НЕТ. V — это напряжение. А — это скорость подачи проволоки, китайцы по традиции считают, что это ток. И это действительно ток при ММА-сварке.
3 — таки да
Если кто не знал, не забываем про токсичность и канцерогенность бериллиевой керамики (только в случае пыли, чем мельче — тем опаснее) Если эти наконечники не разбивать и не тереть, то опасности нет.
С учётом, что тут много людей паяющих разную электронику и т д, напомню и про токсичность свинца. Если брали припой руками, после тщательно помыть руки.
Принцип работы MIG/MAG следующий: напряжение в основном определяет ширину сварного шва. Высокое напряжение — широкий шов, минимальное напряжение — узкий шов. Скорость подачи проволоки определяет сварочный ток. Конечно, это в определенных пределах для каждого режима, максимальная мощность и максимальный ток при минимальном напряжении и наоборот минимальный ток при максимальном напряжении не могут быть достигнуты.
Там прям с примерами хорошо показывают как правильно выставлять ток и скорость подачи. И демонстрируют типовые ошибки.