Двухцветный пластик Eryone PLA для 3D принтера

- Цена: 1 757 руб
- Перейти в магазин
Купил пластик прочитав обзор на него неделю назад. Дополню своим опытом.
Покупал за 1812 руб. Выглядит в живую лучше, чем на фотографиях. Пластик «веселый», но не так что пёстрый и глаза режет. Просто забавный эффект переливания по граням. Мне кажется должен быть в коллекции домашней.
Поставляется в скучной коробочке, запаен в пакет одноразовый, без ZIP замочка.


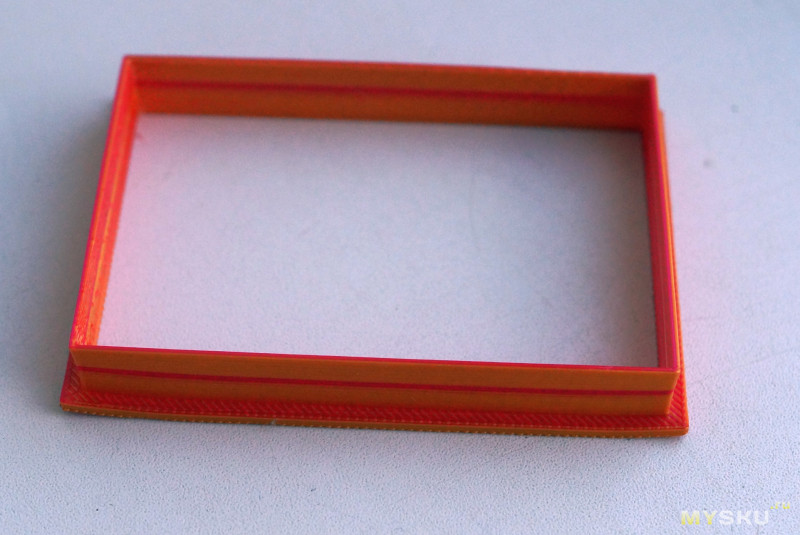
Тестовая полоска сверху в 1-2 мм шириной сверху и снизу, печатал несколько раз, всегда одинаково, золотым внутри, красным по краям и снизу. Сопло 0.5 мм (крупное).


Вырубки для пряников, их просят печатать более веселых цветов, тут пластик по цвету хорошо подошел. Сначала рисуем, я рисую во Fusion 360, самое сложное контур обвести в плоскости. Далее вытягивается по оси Z режущая часть на 14 мм, упор для ладони на 2 мм и готово.
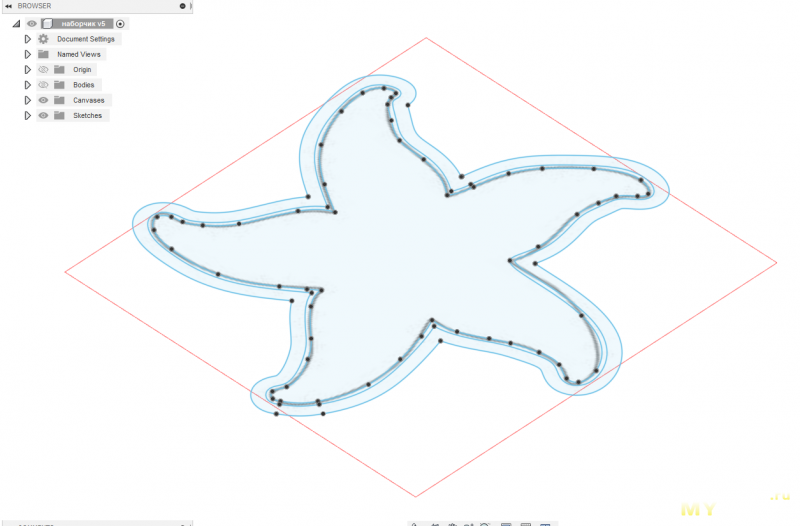
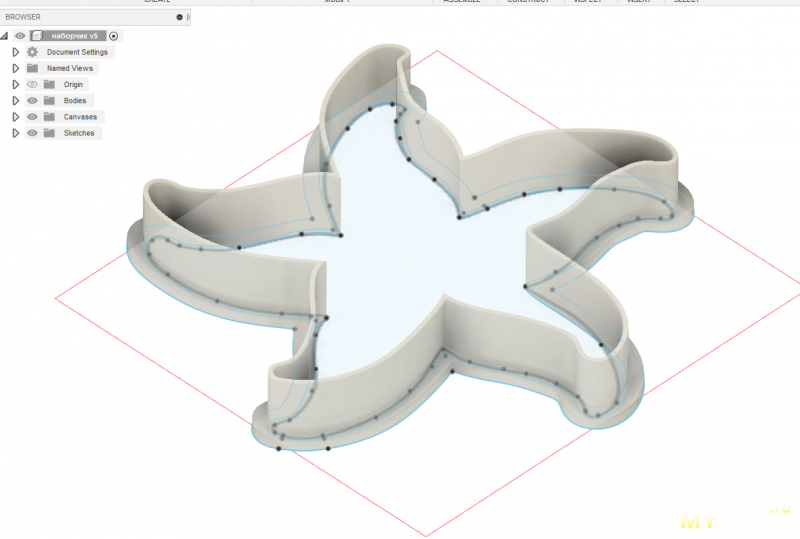
Простенький рендер модели:


После того как напечатал. Параметры не подбирал (от предыдущего PLA от Сопутки) и вообще это принтер Anet A6 (окупившийся на данных заказах стократно, в одно время был большой спрос, потом спал заметно). Жду когда приедет новый аппарат Flying Bear Ghost 6, просто чтобы был, для себя периодически печатать, тем более по предзаказу он был заметно дешевле.
При печати впечатление что пруток иногда вращается вокруг своей оси, обычно это не важно, а для печати таким пластиком положение нужно наверное как-то стабилизировать.
Вырубки всего по по 14 мм в высоту, 78 мм в ширину, небольшие.











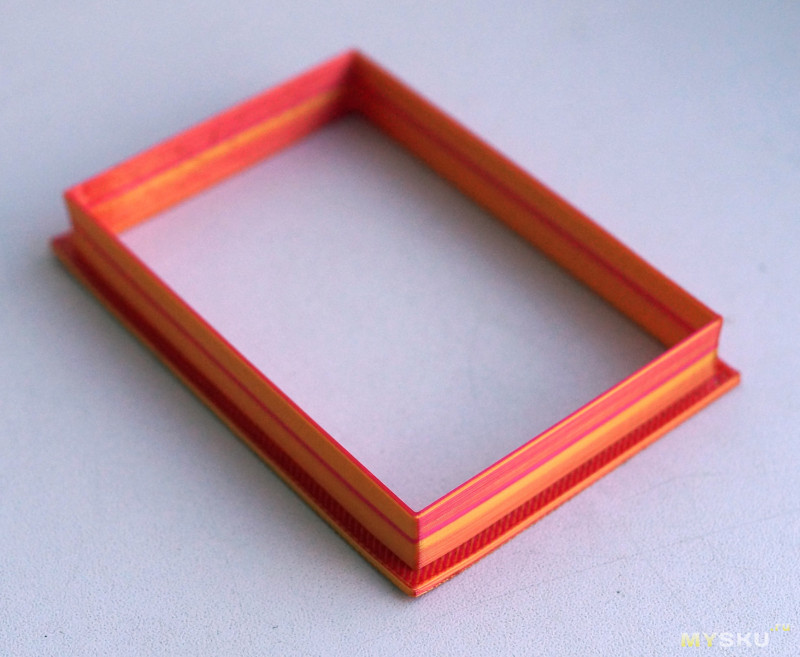



Они же при вращении, пытаюсь передать переливы цветов
Даже процесс печати тут выглядит интересно.


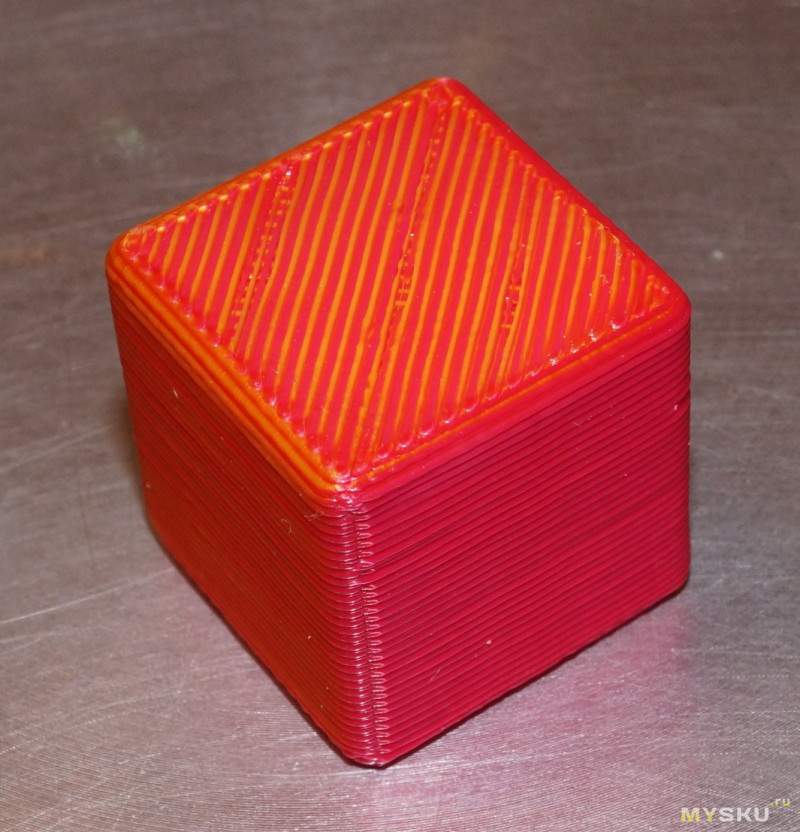
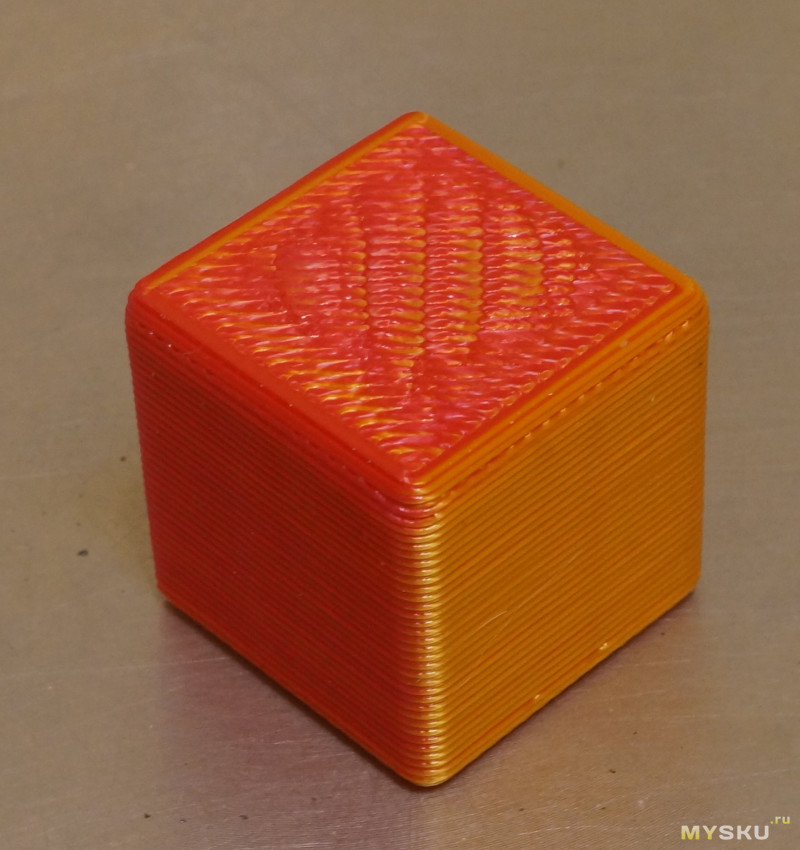
Тестовый кубик нормальный, снизил температуру стола на 15 градусов и температуру экструдера на 15 градусов и снизил скорость печати, чтобы пластик успевал остыть.
Процесс печати
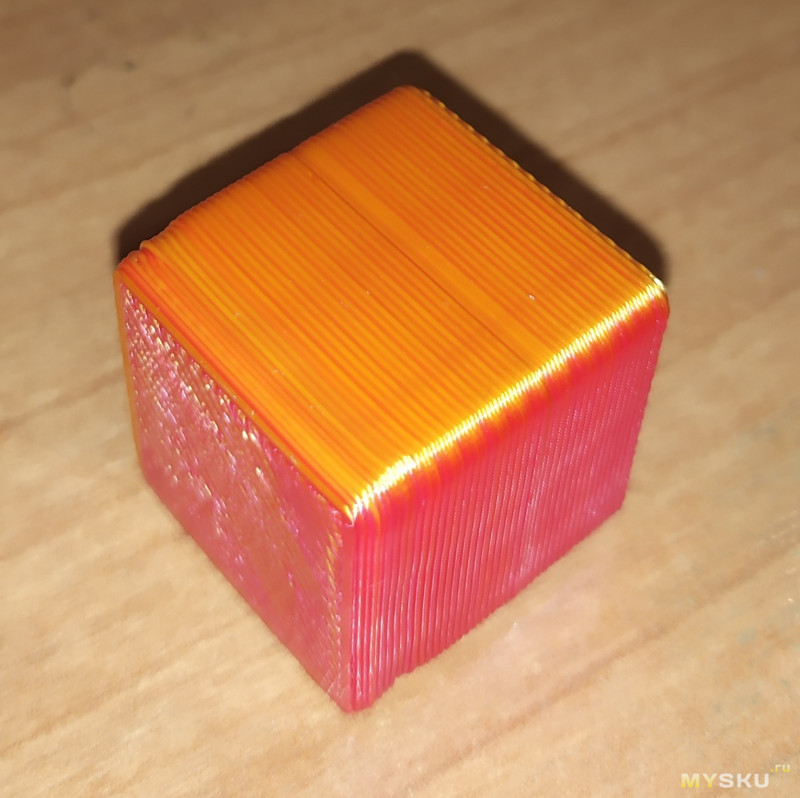
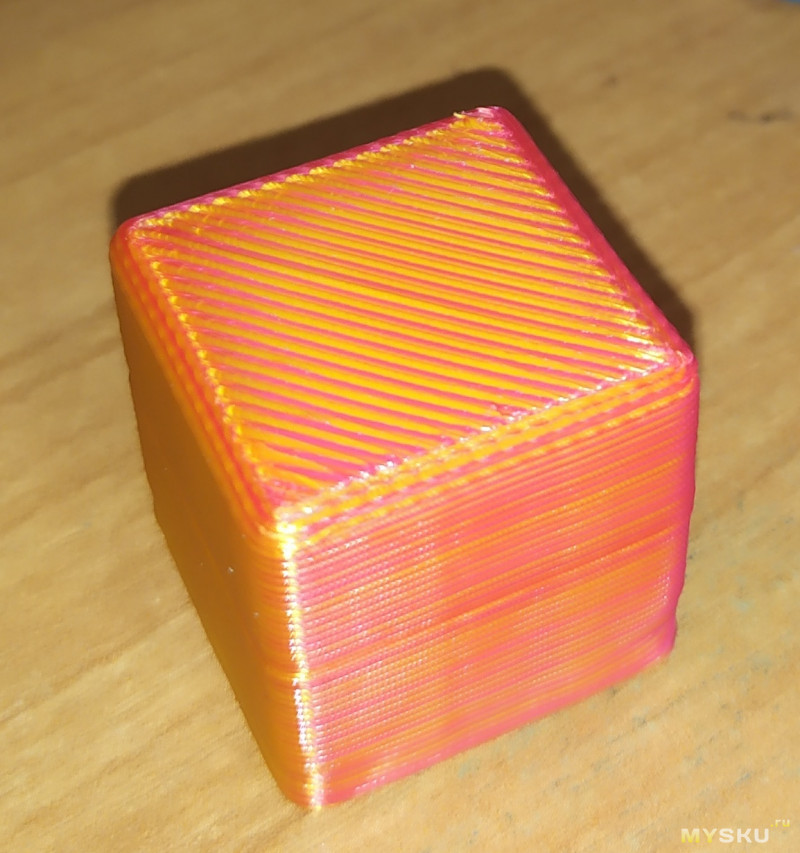
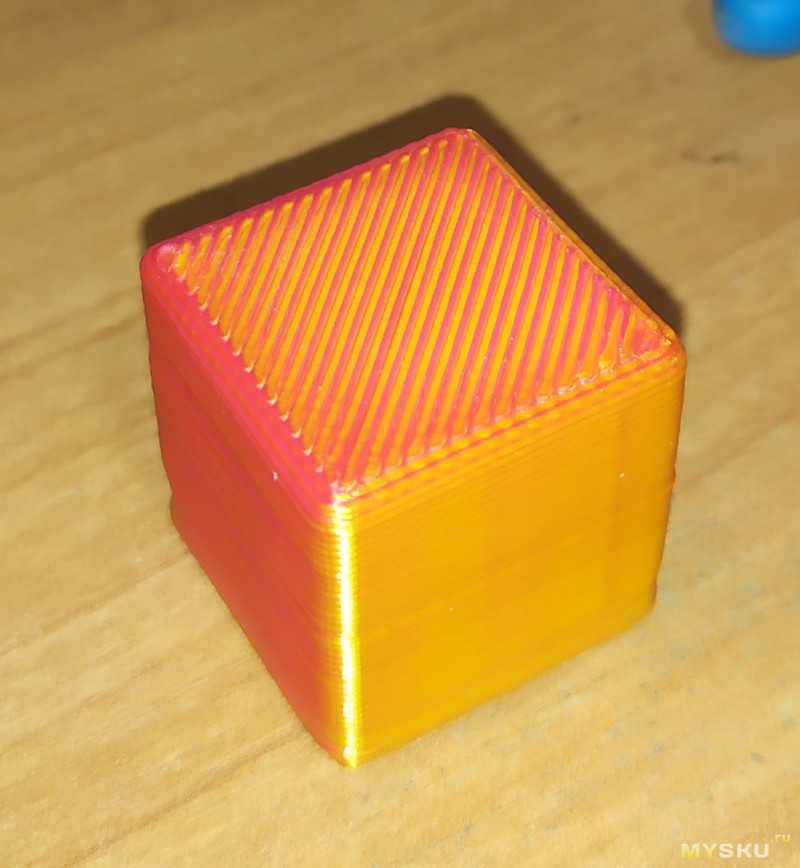
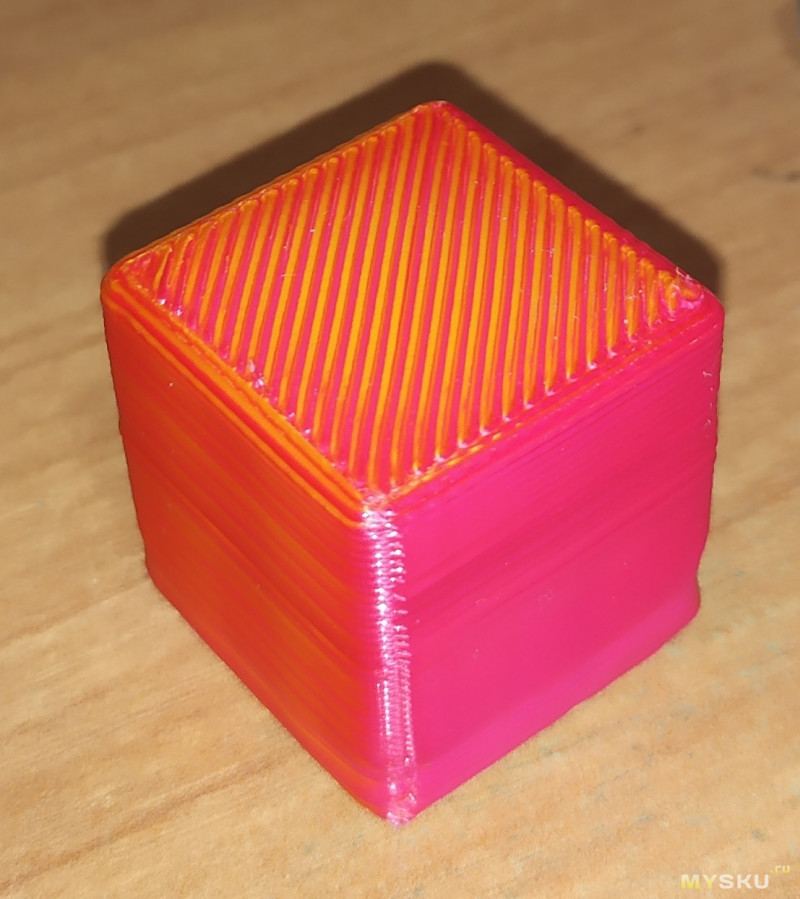
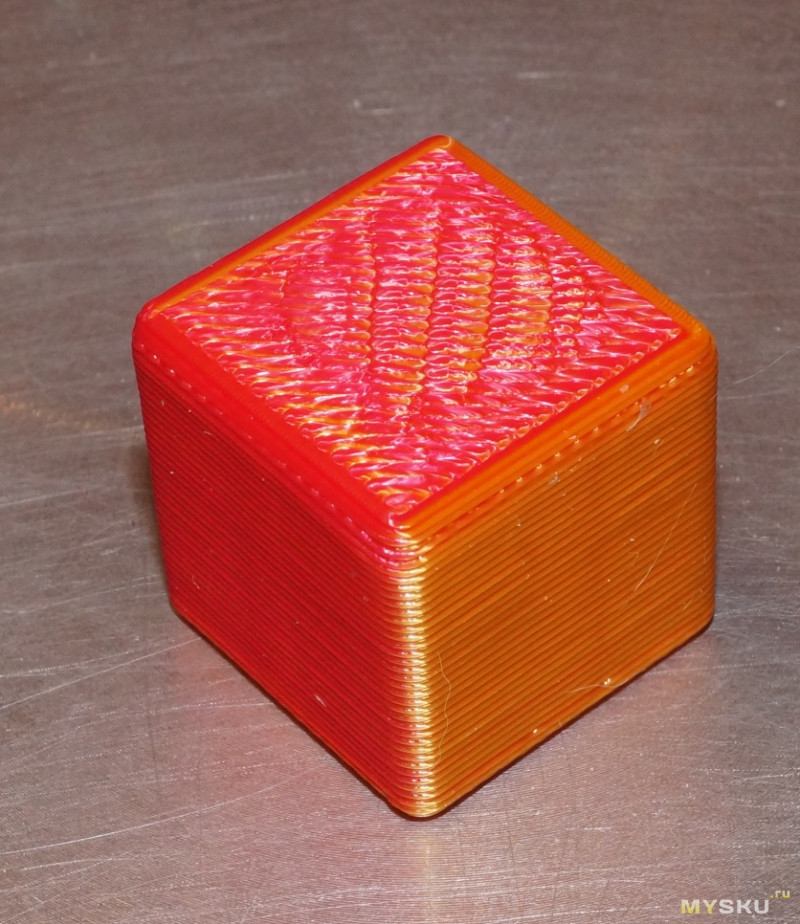
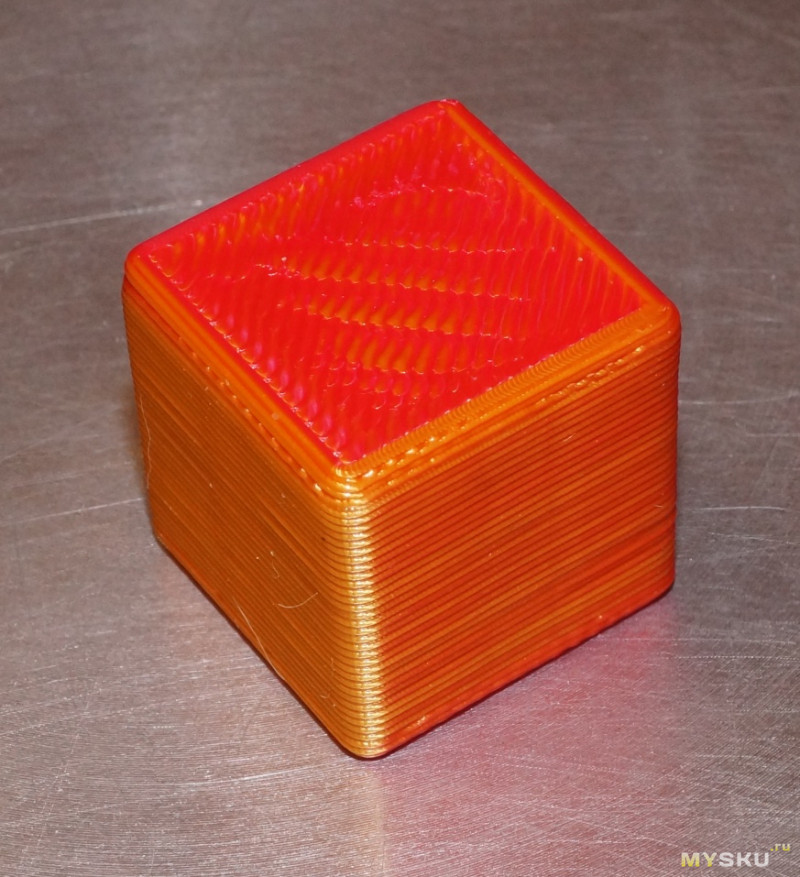
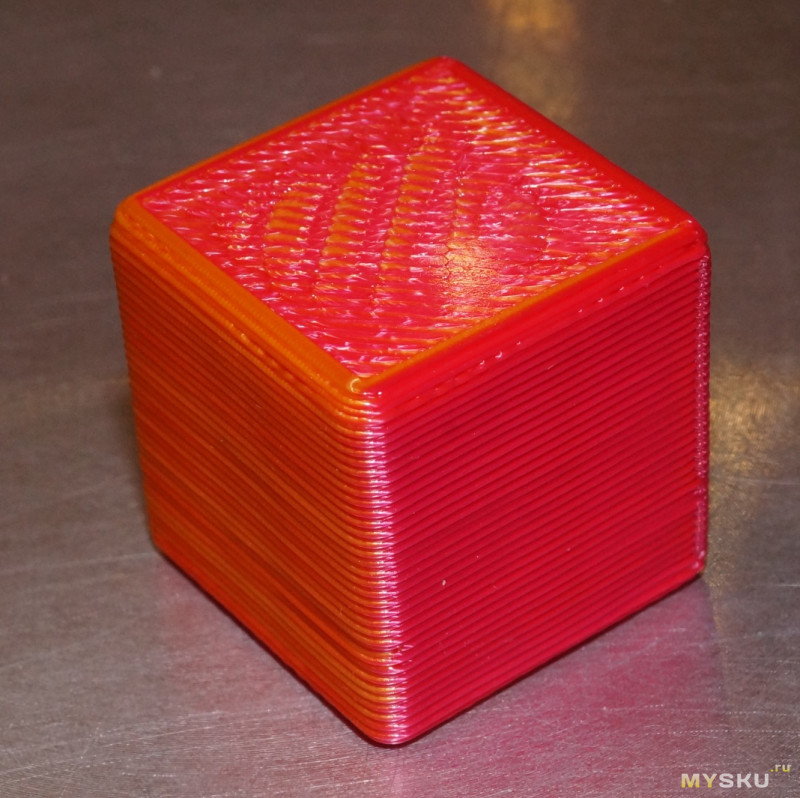
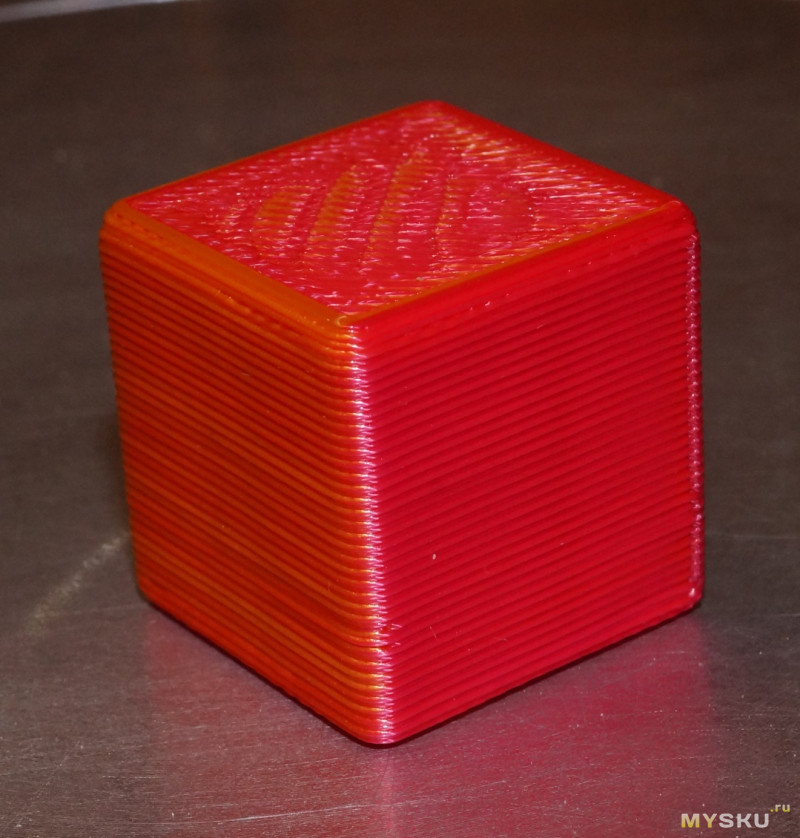
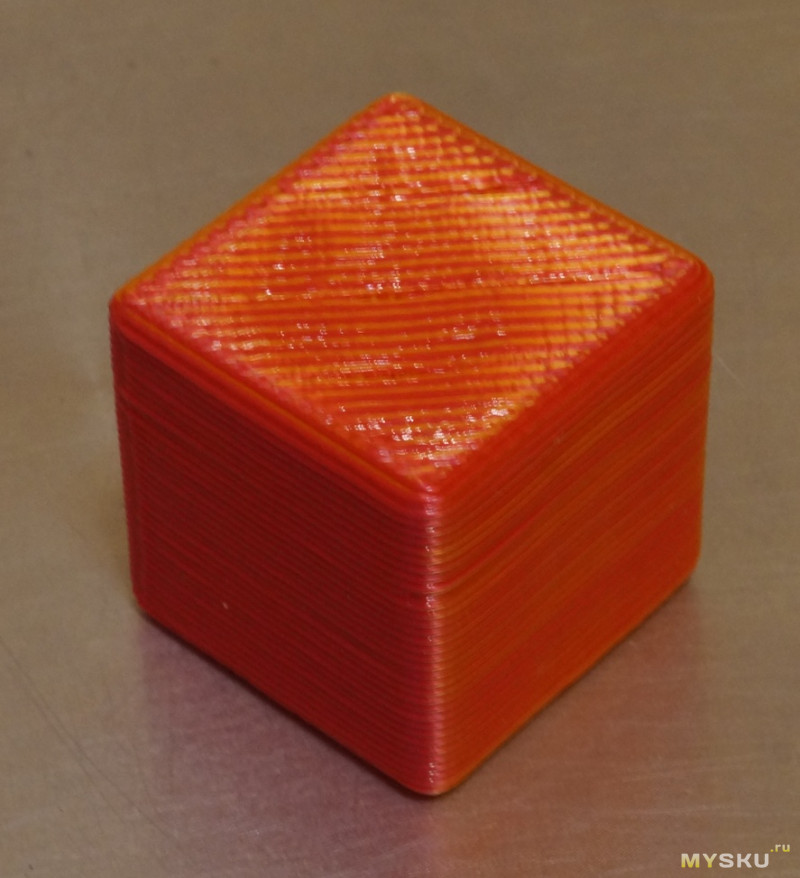
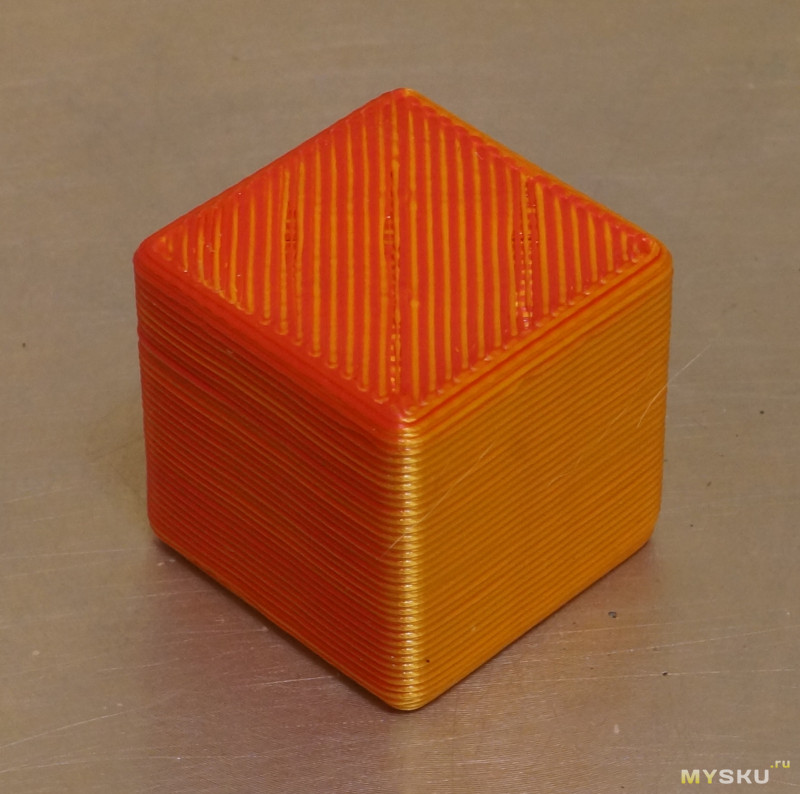
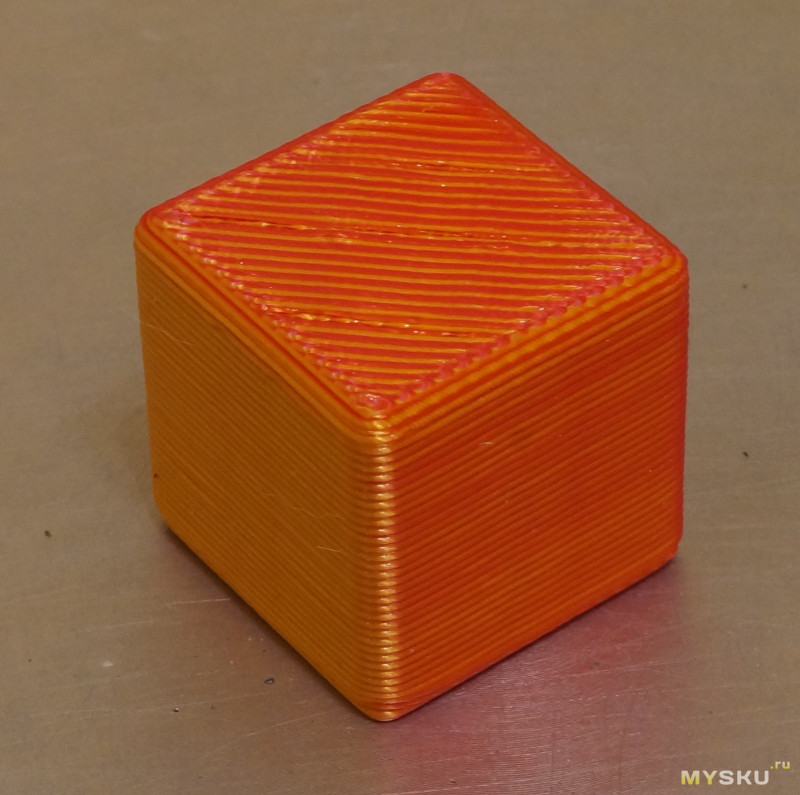
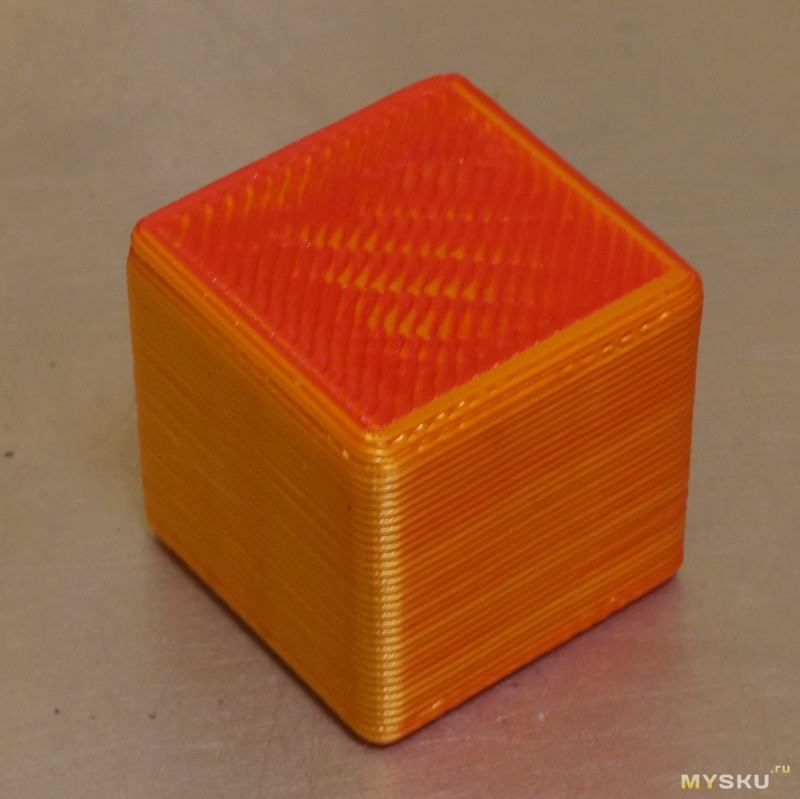
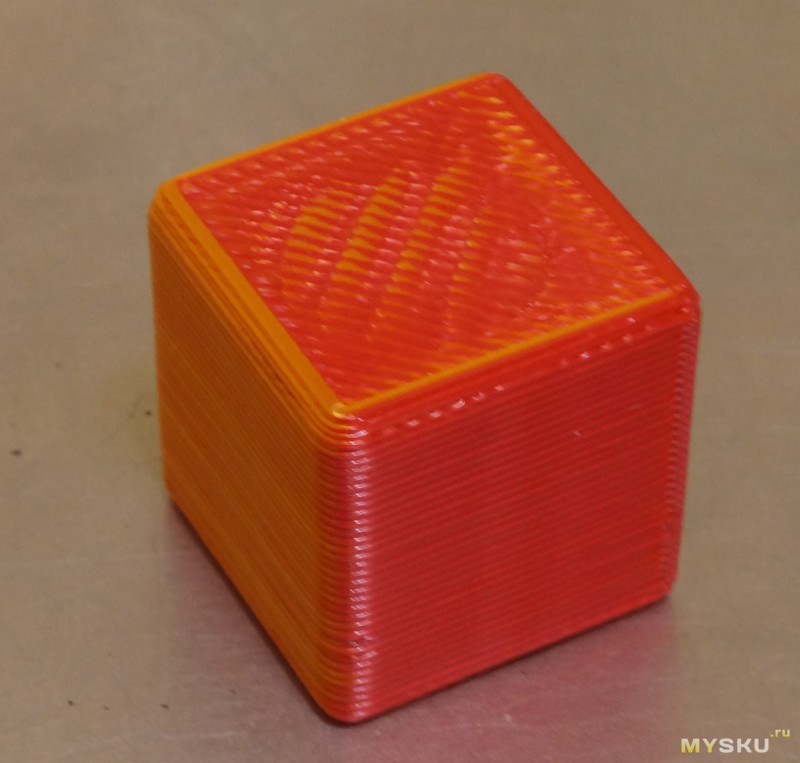
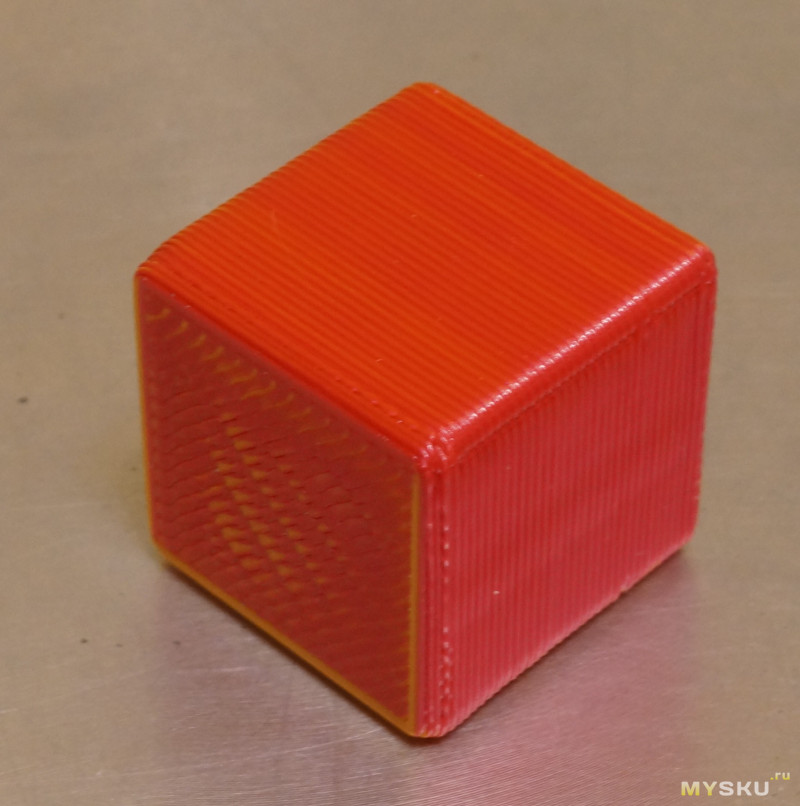
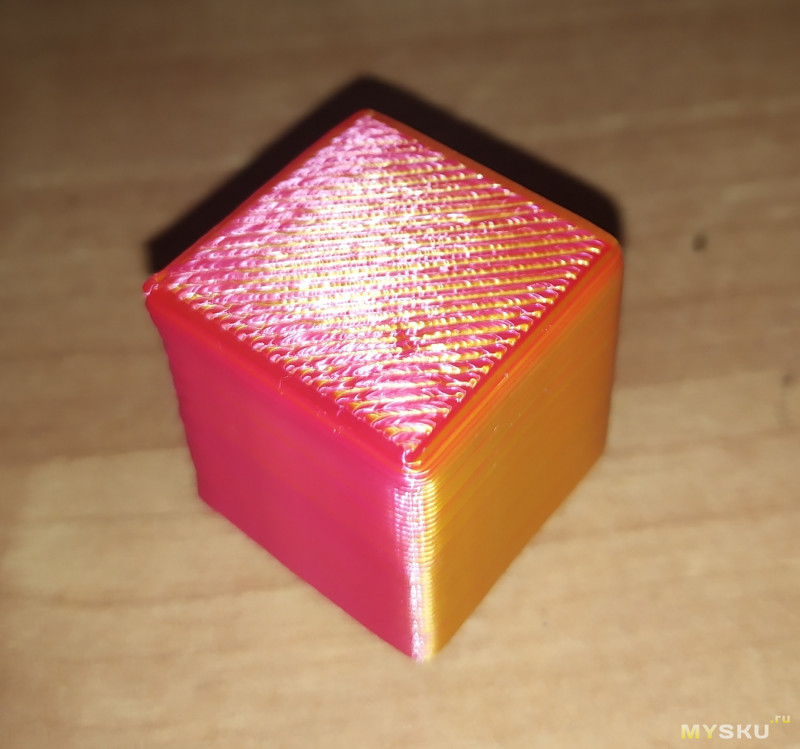
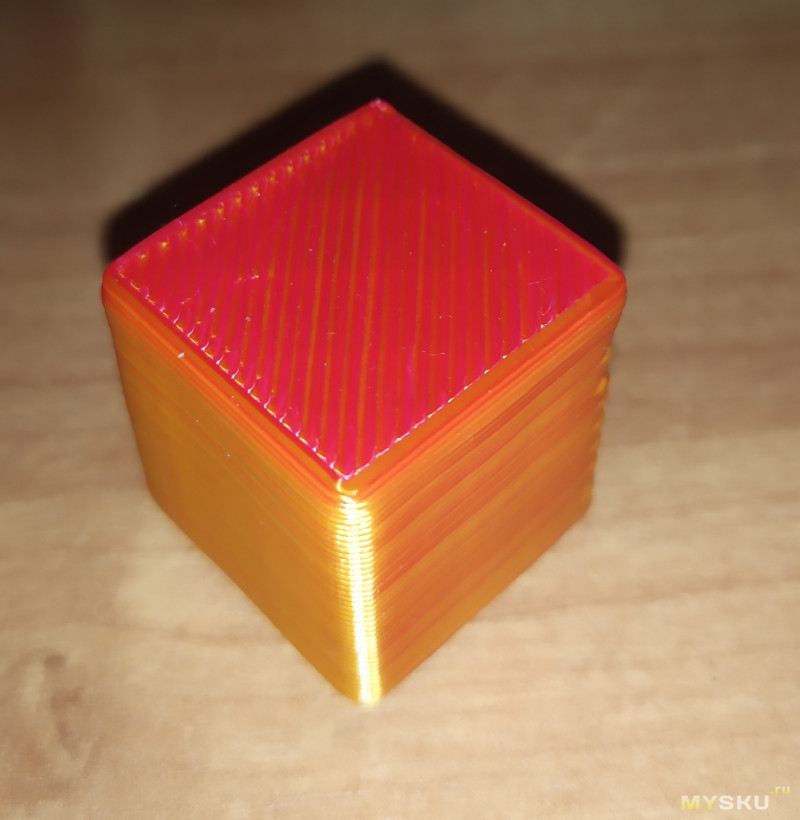
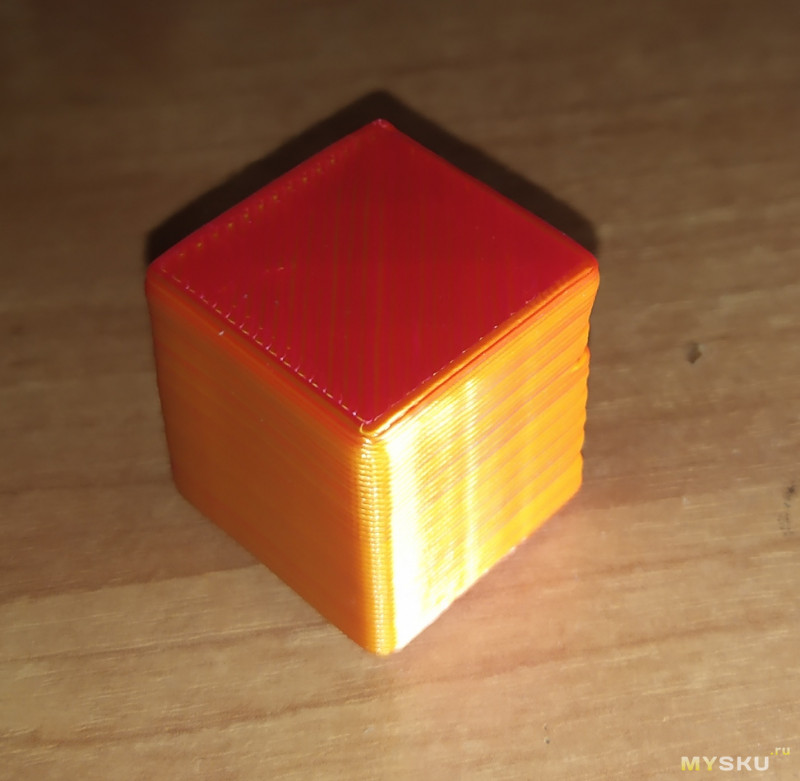
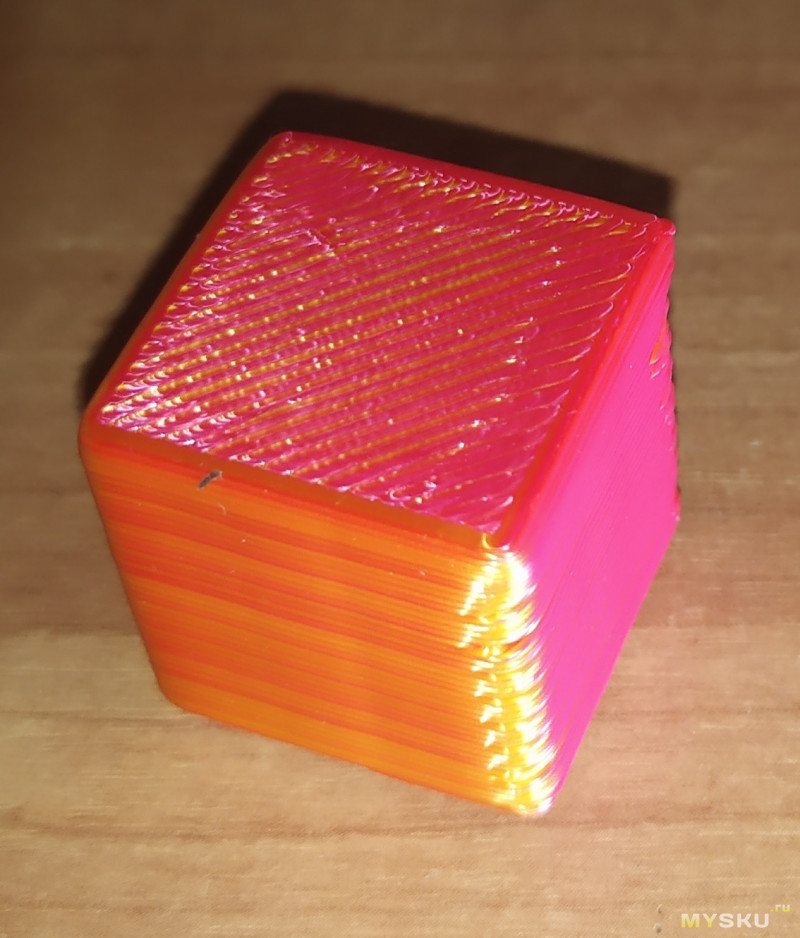
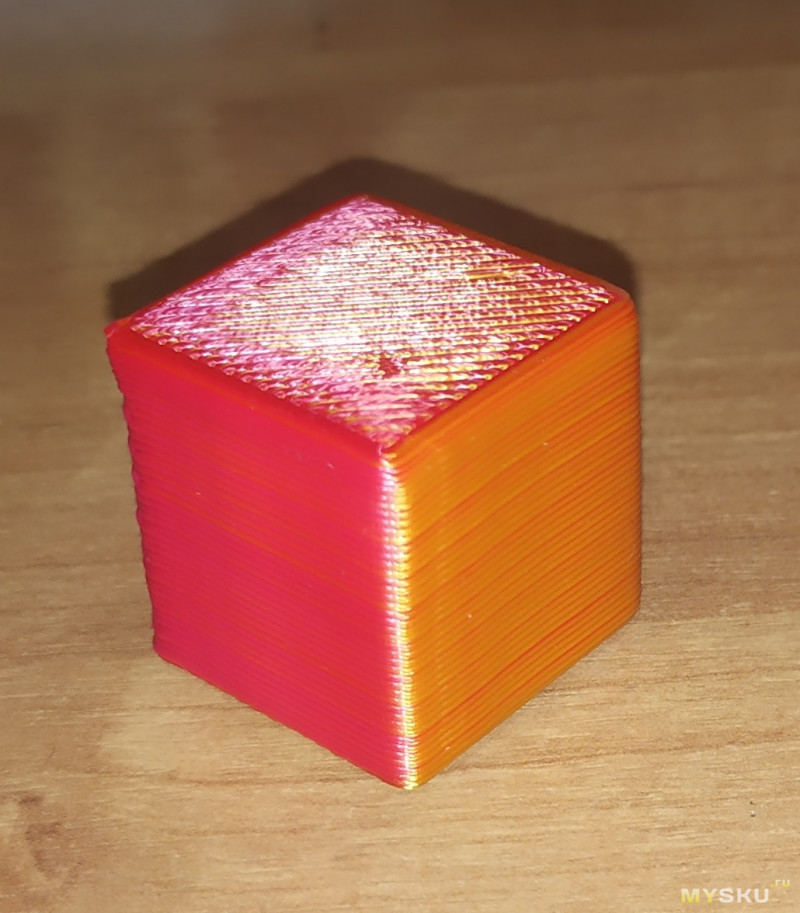
Кубик 20 мм, под разными углами. Высота слоя 0.35 мм.
Тут что-то пропал золотой цвет, возможно фотоаппарат его сместил в красный цвет каким-то образом, а может такой угол обзора.
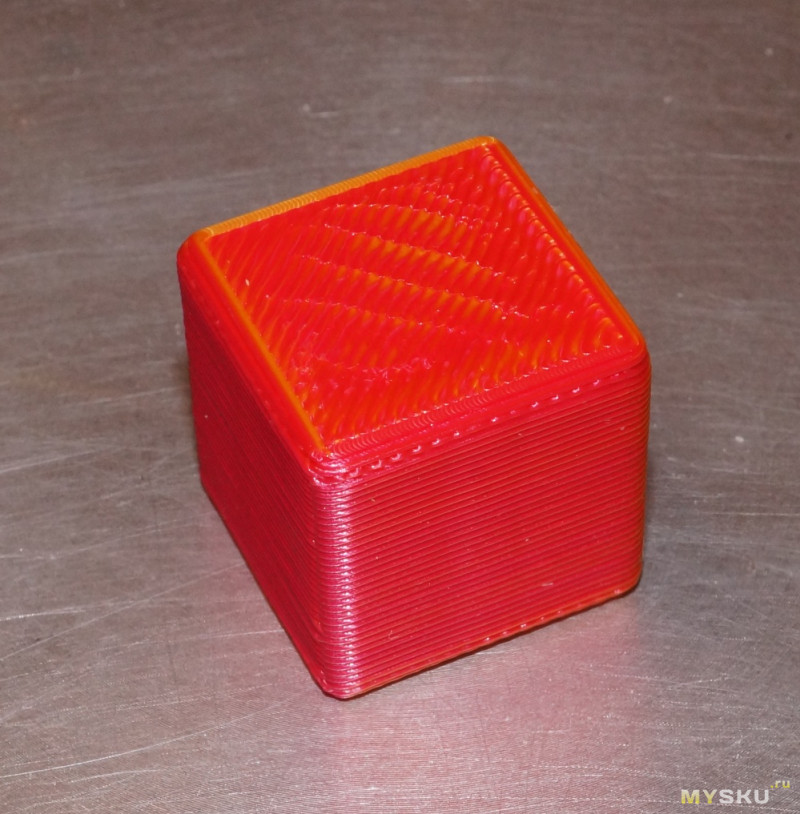
Верх идеально гладкий, то что кажется неровностью игра света на смещении пластиков.
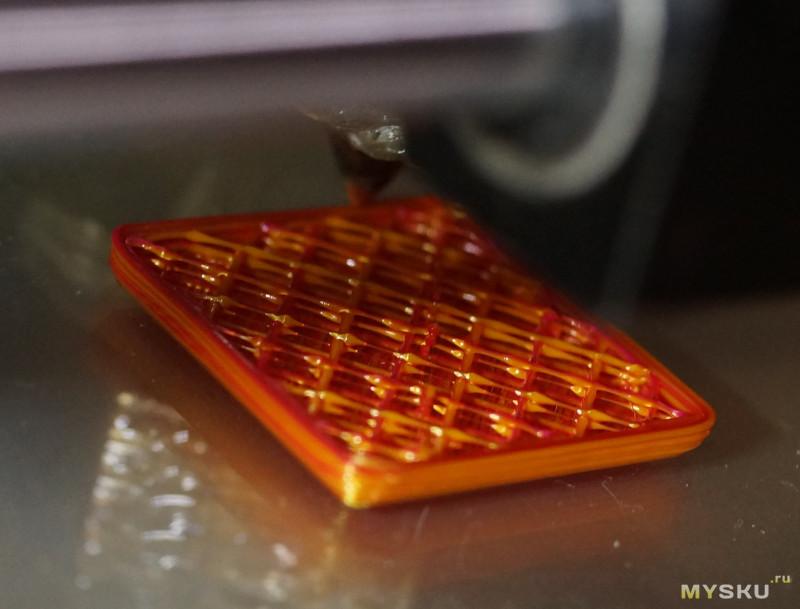
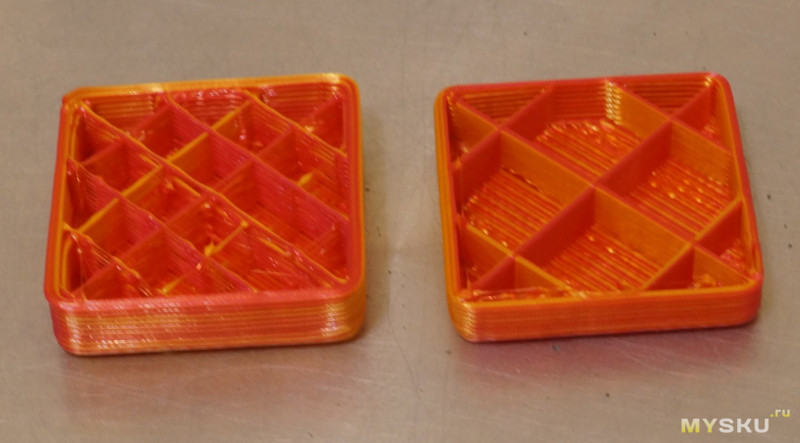
Недопечатанный кубик, видна внутренняя структура. Заполнение 10%, разный тип заполнения, сплошная стенка (сетка называется в Cura 4) и сетка через 1 проход чредующаяся (зигзаг называется в Cura 4), там есть пропуски, пластик налипает на сопло и выпадает иногда не там где нужно.



Еще видео, процесс печати (видно что пластик перегрет был и как желе, прогибается при касании экструдера). Так же там обзор кубика с разных сторон, обзор внутренностей двух кубиков.
В целом получил что хотел. Для печати декоративных вещей каких-то, от которых требуется яркий внешний вид отлично подходит. По параметрам как обычный PLA, отлично липнет сам к стеклу, низкая температура печати, без запаха. Хотел было написать что пластик от Сопутки заметно дешевле и продолжу им пользоваться, а нет, PETG дешевле, но он менее жесткий, тут лучше более жесткий пластик подходит PLA. А он на Сопутке уже 1500 руб.
Покупал за 1812 руб. Выглядит в живую лучше, чем на фотографиях. Пластик «веселый», но не так что пёстрый и глаза режет. Просто забавный эффект переливания по граням. Мне кажется должен быть в коллекции домашней.
Поставляется в скучной коробочке, запаен в пакет одноразовый, без ZIP замочка.
Тестовая полоска сверху в 1-2 мм шириной сверху и снизу, печатал несколько раз, всегда одинаково, золотым внутри, красным по краям и снизу. Сопло 0.5 мм (крупное).
Вырубки для пряников, их просят печатать более веселых цветов, тут пластик по цвету хорошо подошел. Сначала рисуем, я рисую во Fusion 360, самое сложное контур обвести в плоскости. Далее вытягивается по оси Z режущая часть на 14 мм, упор для ладони на 2 мм и готово.
Простенький рендер модели:
После того как напечатал. Параметры не подбирал (от предыдущего PLA от Сопутки) и вообще это принтер Anet A6 (окупившийся на данных заказах стократно, в одно время был большой спрос, потом спал заметно). Жду когда приедет новый аппарат Flying Bear Ghost 6, просто чтобы был, для себя периодически печатать, тем более по предзаказу он был заметно дешевле.
При печати впечатление что пруток иногда вращается вокруг своей оси, обычно это не важно, а для печати таким пластиком положение нужно наверное как-то стабилизировать.
Вырубки всего по по 14 мм в высоту, 78 мм в ширину, небольшие.
Они же при вращении, пытаюсь передать переливы цветов
Даже процесс печати тут выглядит интересно.
Тестовый кубик 1 кривой
Кубики по 25 мм.

Тестовый кубик 2 кривой но чуть лучше
Тестовый кубик нормальный, снизил температуру стола на 15 градусов и температуру экструдера на 15 градусов и снизил скорость печати, чтобы пластик успевал остыть.
Процесс печати
Кубик 20 мм, под разными углами. Высота слоя 0.35 мм.
Тут что-то пропал золотой цвет, возможно фотоаппарат его сместил в красный цвет каким-то образом, а может такой угол обзора.
Верх идеально гладкий, то что кажется неровностью игра света на смещении пластиков.
Недопечатанный кубик, видна внутренняя структура. Заполнение 10%, разный тип заполнения, сплошная стенка (сетка называется в Cura 4) и сетка через 1 проход чредующаяся (зигзаг называется в Cura 4), там есть пропуски, пластик налипает на сопло и выпадает иногда не там где нужно.
Еще видео, процесс печати (видно что пластик перегрет был и как желе, прогибается при касании экструдера). Так же там обзор кубика с разных сторон, обзор внутренностей двух кубиков.
В целом получил что хотел. Для печати декоративных вещей каких-то, от которых требуется яркий внешний вид отлично подходит. По параметрам как обычный PLA, отлично липнет сам к стеклу, низкая температура печати, без запаха. Хотел было написать что пластик от Сопутки заметно дешевле и продолжу им пользоваться, а нет, PETG дешевле, но он менее жесткий, тут лучше более жесткий пластик подходит PLA. А он на Сопутке уже 1500 руб.
Самые обсуждаемые обзоры
| +60 |
1751
49
|
| +43 |
3647
42
|
Плюс есть сложные формы, та же морская звезда из металла выгибается затруднительно.
В порах может что-то начать расти, но заметную массу плесень там не наберет (в отличие от зерна или даже чая, которое прямо исследуется на ПДК по плесени, то есть плесень токсичная будет всегда, важно чтобы ПДК не превышало нормы).
Кстати обратите внимание на фарфоровую посуду с белой глазурью, она может быть окрашена свинцовыми белилами и вызывать при многократном использовании отравление свинцом. Есть опять же нормы на переход свинца из глазури и пищу, типа не более 0.1 мг за какое-то время. Но лучше такую посуду вообще не использовать. Да и пластиковую любую, особенно для горячего
Хотя если это Anet A6, то всё понятно. Если честно, поганые у них принтеры. Говорю это исходя из личного опыта владения двумя моделями. Но всё равно, посмотрите на свои настройки, может чего и получится сделать для улучшения печати.
Как вариант один спиральный контур делать с шириной линии 0.8 мм.
Тестовый кубик без обдува (оно у меня вообще демонтировано, на моих моделях не требовалось), вероятно завышена температура пластика и стола, градусов на 10, во втором кубике снизил температуру и он стал ровнее.
Anet A6 нормальный принтер для данных целей, скорости и точность в 0.05 мм не требуется. Большим соплом печатать простые модели подходит отлично. Если я минут 15 рисую модель и минут 40 она печатается, это ни как не напрягает.
Из улучшений там стекло установлено (клей не требуется, модели сами отлипают при охлаждении). И силиконовая грелка на 300Вт 220В, разогревающая стол за минуту. Новый закрытый 3D принтер заказан просто так и по скидке, Anet A6 мне вполне хватает. Отпечатал десятки кг пластика, ни одной поломки, только ремень зубчатый менял, зубцы сгладились. Есть особенности, его двигать нельзя, у меня стоит на гранитной гладкой плите, обычный стол недостаточно ровный и если сдвинуть его перекашивает и нужно регулировать.
Это не критика и не претензия, просто совет.
У меня основные принтеры это Kywoo3D Tycoon Max и Creality Cr10-V2. Ну и еще периодически воюю с Anet ET4Pro, который то нормально печатает, то пытается мне мозг сломать. Сегодня как раз сидел, изучал вариант перевода его на рельсы. Рама то у него хорошая, и потенциал есть. Но из-за некачественных колёс, люфтит он очень сильно и это сказывается на качестве моделей.
Первые два работают на печать заказов, а хочется и третий принтер до ума довести. Чтобы не покупать еще дин.