Древесный PLA филамент от производителя TOPZEAL

- Цена: $29.24
- Перейти в магазин
Добрый день. Очень давно хотелось попробовать данный филамент. Будет печать образца, сломы, срезы под микроскопом, так что добро пожаловать под кат.
Производитель заявляет следующие параметры:
Из списка выше все достаточно понятно, единственный нюанс это пожалуй вес. Обычно все производители если на катушке пишут 1 кг, то там 1 кг, а тут — 0.8, а с коробкой 1 кг. В общем мда.


Когда достал катушки из коробки (короб безликий, только имеет окно для понимания, что за пластик лежит), очень удивился цвету пластика. Он похож на свернутые макароны из твердых сортов пшеницы 8)
Пакет находится под вакуумом, внутри лежит пакетик силикагеля, все как всегда.
Как достал, сразу измерил диаметр прутка. Тут не к чему придраться, все достаточно точно:

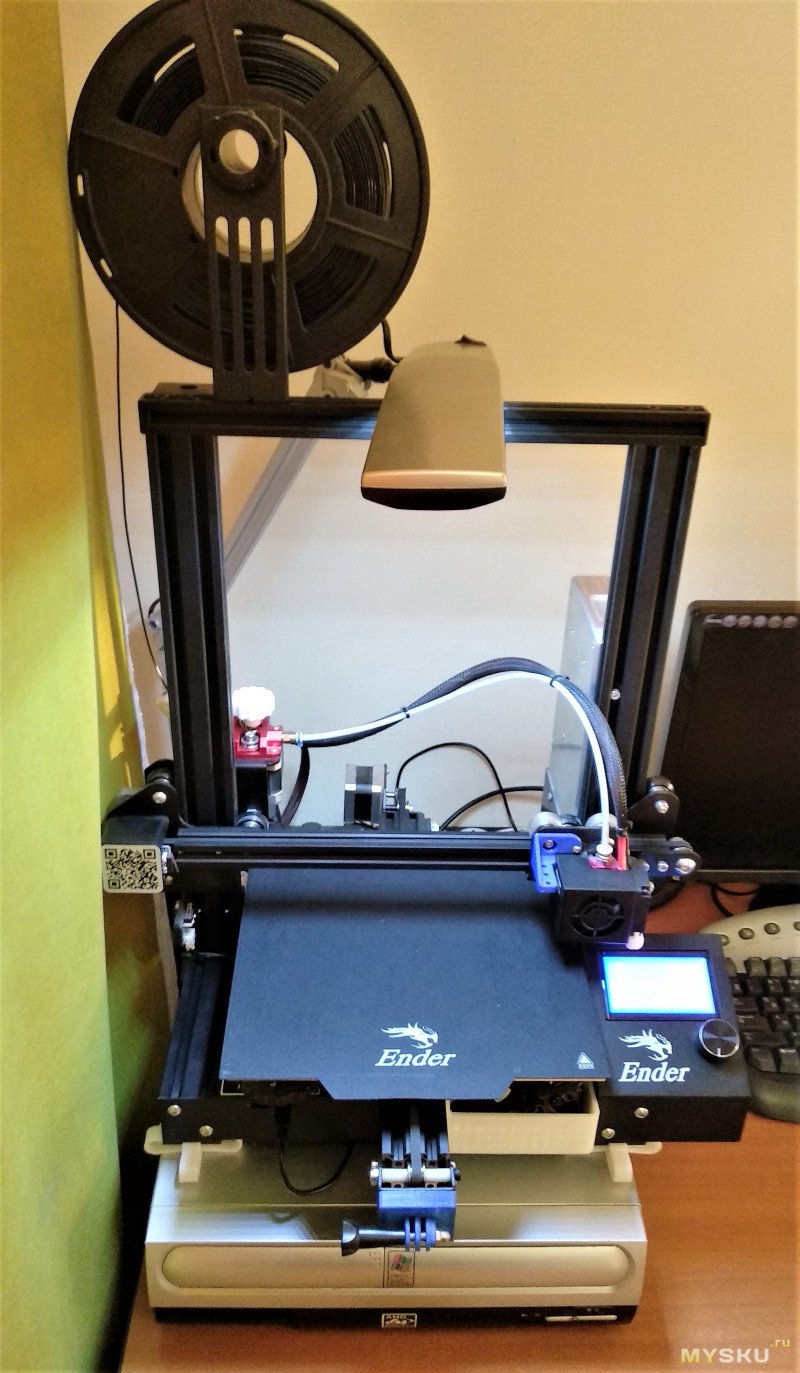
Перейдем к печати. Печатать буду на Ender 3 Pro, c 32bit процессором на плате от BTT SKR MINI E3 v2.0 с драйверами приводов на TMC2209.
Загружаем катушку и запускаем.
Для теста я выбрал стандартный кубик XYZ.
Печать проходила со следующими настройками:
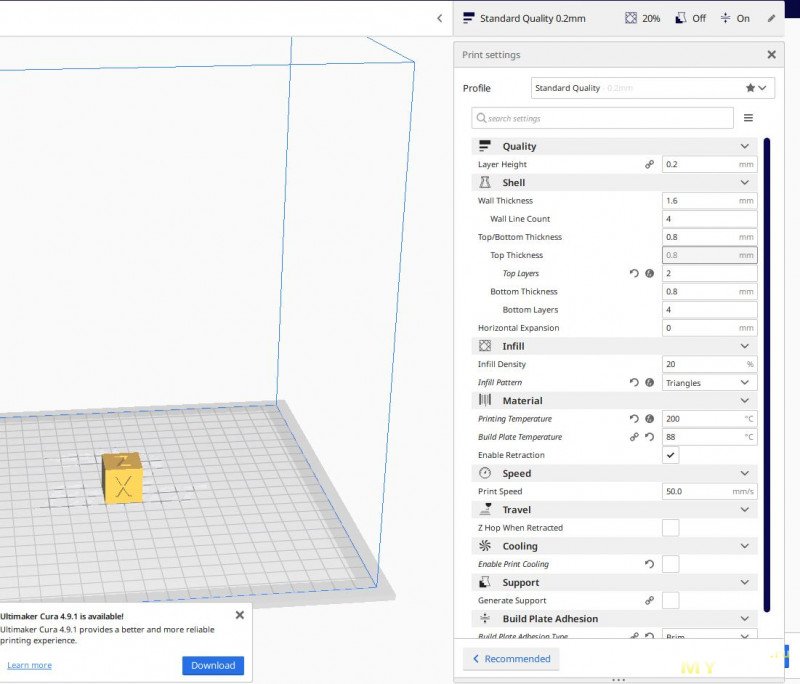
Получился вот такой результат:




В целом все распечаталось достаточно хорошо, учитывая что печатаю на дрыгостоле. Очень интересное ощущение, когда держишь в руках этот кубик, очень похоже на обычную картонную коробку. На дерево мало похоже, а вот на коробку да. Печатается очень хорошо и легко им. Есть один недостаток, данный пластик, как в общем и большое количество пластиков PLA, достаточно хрупок. Нагруженные узлы все же лучше не печатать. Приобретал его для печати «деревянных частей» для декора корпусов аппаратуры.
Очень хорошо обрабатывается ножом и наждачной бумагой.
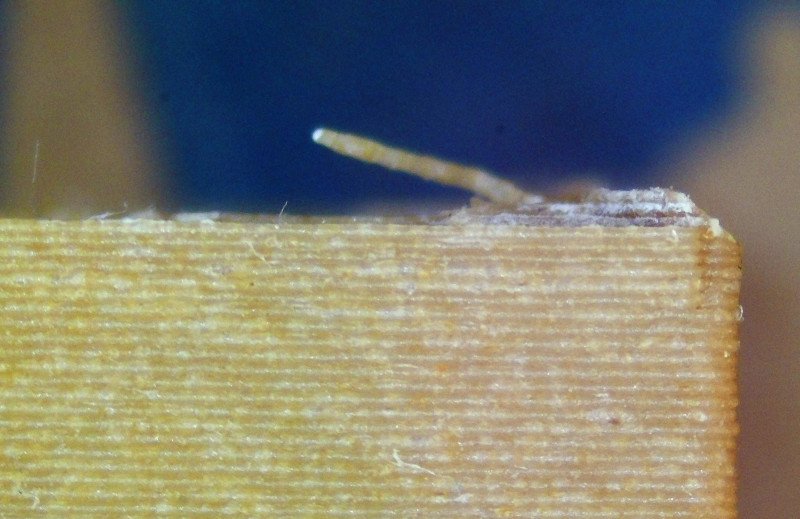
Ради интереса, решил поглядеть его под микроскопом.
Для начала срез прутка:

Тело прутка:
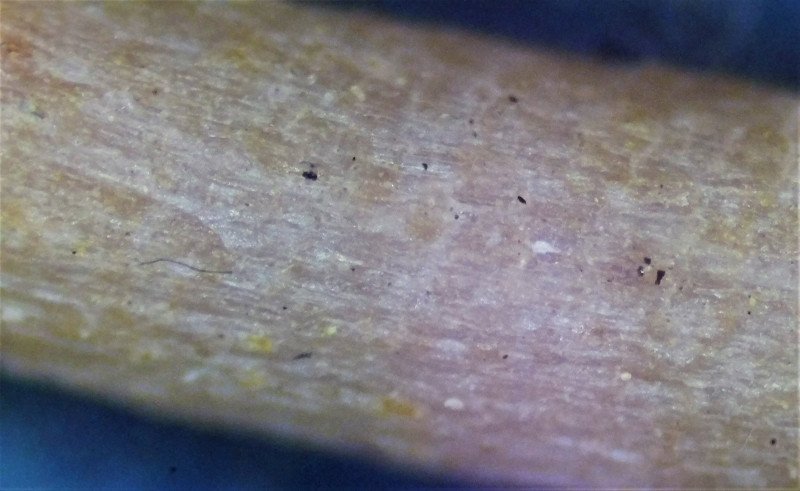
Видно вкрапления, что-то типа вискозы.
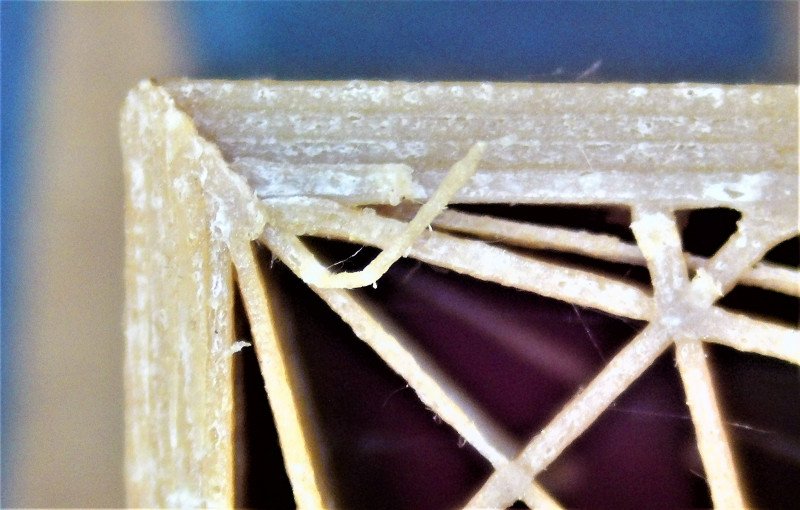
Далее посмотрим на сломы и слои:



Хороший и достаточно необычный пластик, печатать одно удовольствие, в общем то это одно из преимуществ PLA. Брать можно.
PS: Подтверждение покупки:
Характеристики
Производитель заявляет следующие параметры:
- Материал: PLA дерево, с натуральным древесным волокном
- Цвет: дерево
- Нити Диаметр: 1,75 мм
- Допуск: ±0,02 мм
- Температура печати: 190-230 ℃
- Температура нагрева: не требуется
- Скорость печати: 40-90 мм/сек.
- Плотность: 1,25 ± 0,05g/cm3
- Вес нетто: 0,8 кг (1.76LBS)
- Посылка Вес: 1 кг (2.2LBS)
Из списка выше все достаточно понятно, единственный нюанс это пожалуй вес. Обычно все производители если на катушке пишут 1 кг, то там 1 кг, а тут — 0.8, а с коробкой 1 кг. В общем мда.
Когда достал катушки из коробки (короб безликий, только имеет окно для понимания, что за пластик лежит), очень удивился цвету пластика. Он похож на свернутые макароны из твердых сортов пшеницы 8)
Пакет находится под вакуумом, внутри лежит пакетик силикагеля, все как всегда.
Как достал, сразу измерил диаметр прутка. Тут не к чему придраться, все достаточно точно:
Пробный образец
Перейдем к печати. Печатать буду на Ender 3 Pro, c 32bit процессором на плате от BTT SKR MINI E3 v2.0 с драйверами приводов на TMC2209.
Загружаем катушку и запускаем.
Для теста я выбрал стандартный кубик XYZ.
Печать проходила со следующими настройками:
Получился вот такой результат:
В целом все распечаталось достаточно хорошо, учитывая что печатаю на дрыгостоле. Очень интересное ощущение, когда держишь в руках этот кубик, очень похоже на обычную картонную коробку. На дерево мало похоже, а вот на коробку да. Печатается очень хорошо и легко им. Есть один недостаток, данный пластик, как в общем и большое количество пластиков PLA, достаточно хрупок. Нагруженные узлы все же лучше не печатать. Приобретал его для печати «деревянных частей» для декора корпусов аппаратуры.
Очень хорошо обрабатывается ножом и наждачной бумагой.
Фото под микроскопом
Ради интереса, решил поглядеть его под микроскопом.
Для начала срез прутка:
Тело прутка:
Видно вкрапления, что-то типа вискозы.
Далее посмотрим на сломы и слои:
Вывод
Хороший и достаточно необычный пластик, печатать одно удовольствие, в общем то это одно из преимуществ PLA. Брать можно.
PS: Подтверждение покупки:
Самые обсуждаемые обзоры
| +51 |
2153
68
|
| +58 |
2722
37
|
Спасибо, не надо.
P.S. давайте минусуйте
Просто я обычно беру PLA за 20 баксов 1 килограмм
с доставкой DHL-ом из Германии или из Чехии
до дверей дома в течении недели.
Это особые виды пластика, тот же карбон или мрамор как и этот PLA, имеют очень приятные текстуры которые на много лучше глазу чем простой одноцветный материал.
Кстати, а что не так с весом? Вроде продавец написал 0,8 и прислал 0,8.
Но совсем наоборот — вспучивало середину при нагреве.
Аж стекло стола выгибало, на глаз было видно.
Выкинул зажимы по углам стола и теперь стекло стало ровным.
Ну а в последнем Марлине есть коррекция кривизны по 16-ти точкам с помощью листа бумаги.
Главное при этом нагреть стол и печку до рабочей температуры.
Для PLA и 50 хватит. Потом ещё от клея отмывать время от времени надо. PLA к стеклу и так неплохо должен липнуть.
Зы. Штангенциркулем, в данном случае, можно только оценить, что диаметр попадает в заданный интервал. Усё
Обычно на PLA получается 89 — 92 %
А диаметр стоит всегда 1.75.
Хотя измерял и видел 1.72-1.74
Проще потоком подогнать размеры.
Печатаю 100% потоком, замеряю 0.4 мм стенку и с первой попытки все размеры все получаются.
И ещё часовым цифровым индикатором на магнитном держателе настроил шаги по всем осям и уровень столика.
Напомнило…
Да собственно и папу карлу тоже можно распечатать )
еще Алису Селезневу)