Зенковочные сверла по металлу

- Цена: $12
- Перейти в магазин
Обзор зенковочных сверл по металлу с режущей кромкой в виде отверстия в рабочей части.

Зенковочных сверл в комплекте 4 штуки:


Покрытие, возможно, из нитрида титана:

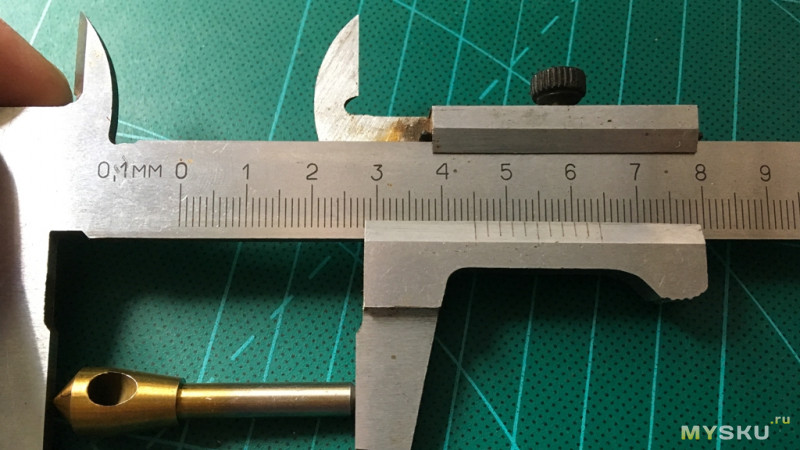
Различаются они не только диаметром рабочей части, но и диаметрами хвостовиков, здесь они тоже все разные. Чем меньше диаметр рабочей части- тем меньше хвостовик.



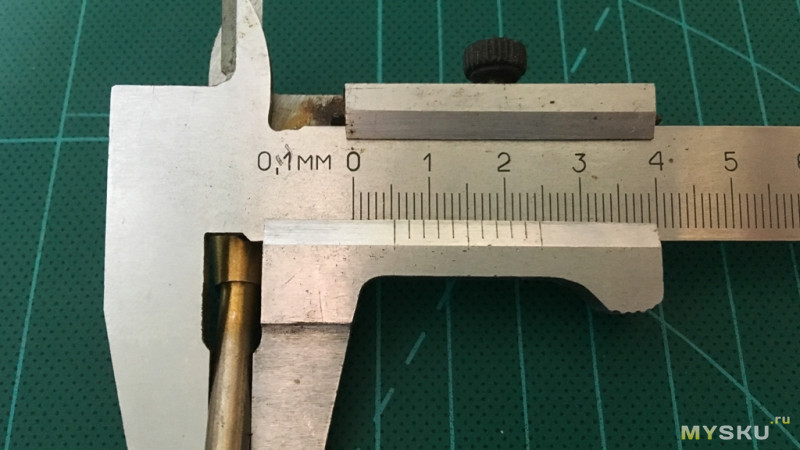
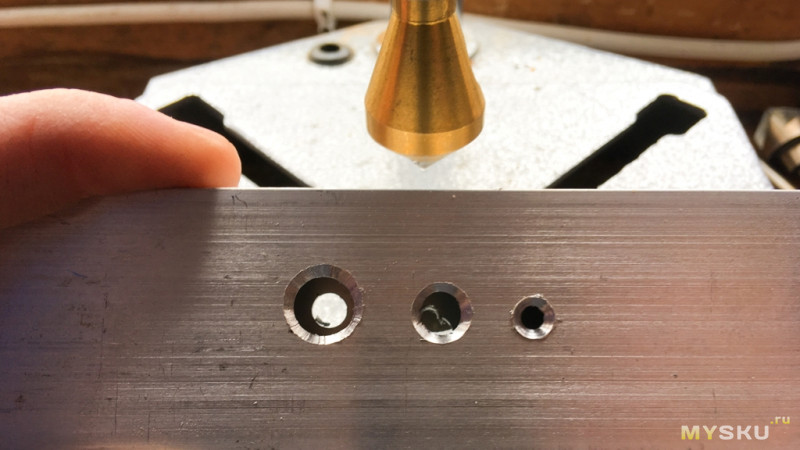
Режущая кромка-это по сути кромка косого отверстия в рабочей части:


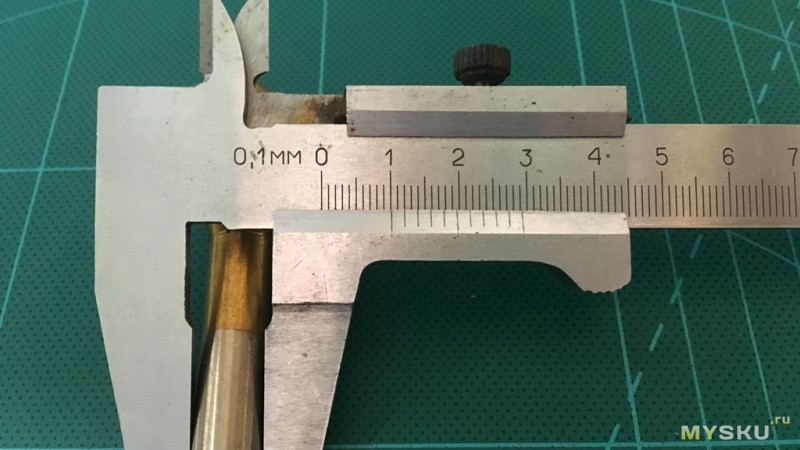
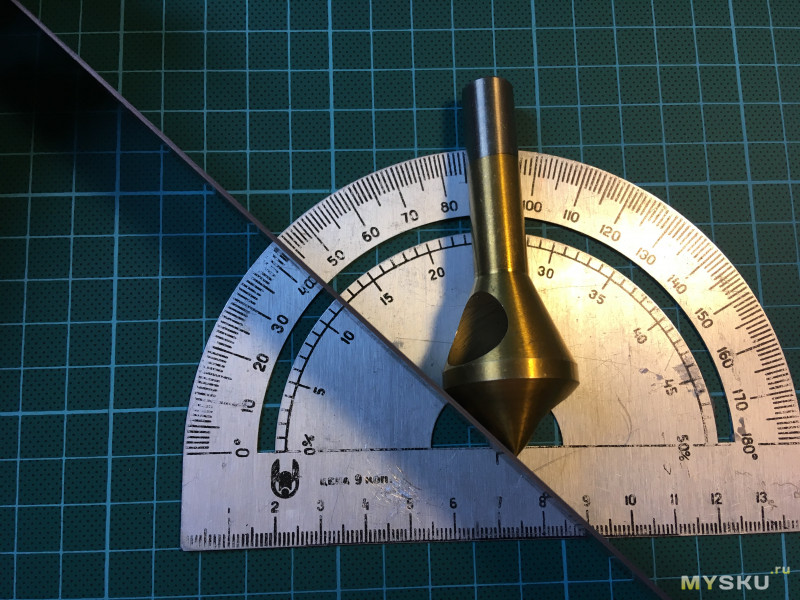
Угол при вершине всех сверл одинаковый и составляет примерно 96 градусов (180-42x2):










Если сравнивать эти сверла с теми, что я заказывал ранее, то отличия очевидны: во-первых это разное исполнение режущих кромок, диаметр хвостовиков в нашем случае разный, точить обозреваемый экземпляр вообщем – то хз как:

На биение сверла прошли тест, здесь все хорошо. Для тестов я использую сверло диаметром рабочей части 21.2 мм:

Первый тест это фанера, здесь хотел посмотреть чистоту сверления.


К сожалению, без предварительного засверливания эти сверла практически не сверлят, в отличие от таких:

Зато есть и плюс-их не колбасит в отверстии.
Алюминий:
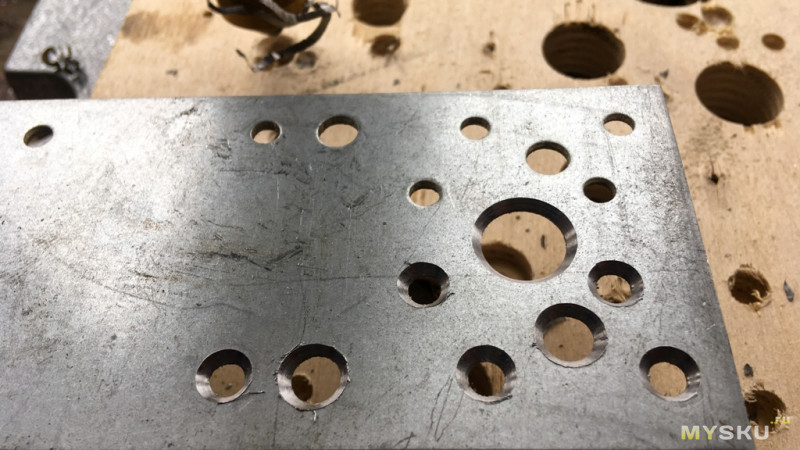
Сталь:

Сталь грызут замечательно:

Сверло после тестов, немного слезло покрытие:

Insum.
Имеем довольно широкий набор сверл для зенкования отверстий различного диаметра (зенкование до 28,2 мм).
Из минусов — заточка сверл под вопросом, обязательно требуется предварительное засверливание перед зенковкой, даже если само отверстие и не требуется.
Посылка
Зенковочных сверл в комплекте 4 штуки:
Покрытие, возможно, из нитрида титана:
Различаются они не только диаметром рабочей части, но и диаметрами хвостовиков, здесь они тоже все разные. Чем меньше диаметр рабочей части- тем меньше хвостовик.
Замеры хвостовиков
Режущая кромка-это по сути кромка косого отверстия в рабочей части:
Угол при вершине всех сверл одинаковый и составляет примерно 96 градусов (180-42x2):
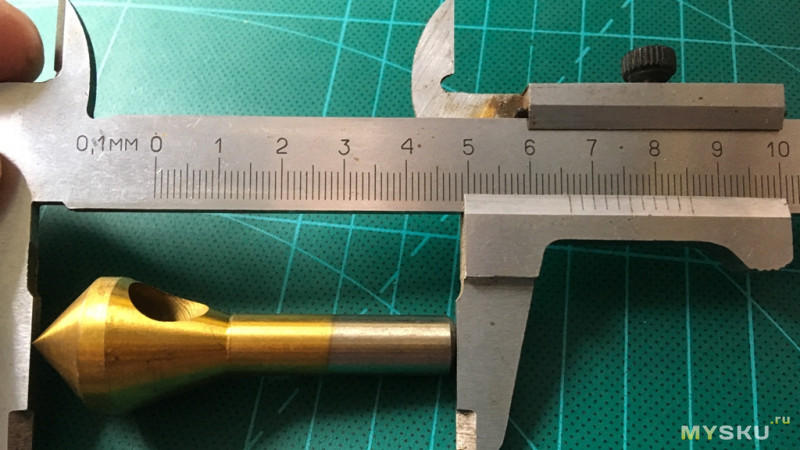
Замеры диаметра рабочей части
Длина сверл
Вес
Если сравнивать эти сверла с теми, что я заказывал ранее, то отличия очевидны: во-первых это разное исполнение режущих кромок, диаметр хвостовиков в нашем случае разный, точить обозреваемый экземпляр вообщем – то хз как:
На биение сверла прошли тест, здесь все хорошо. Для тестов я использую сверло диаметром рабочей части 21.2 мм:
Первый тест это фанера, здесь хотел посмотреть чистоту сверления.
К сожалению, без предварительного засверливания эти сверла практически не сверлят, в отличие от таких:
Зато есть и плюс-их не колбасит в отверстии.
Алюминий:
Сталь:
Сталь грызут замечательно:
Сверло после тестов, немного слезло покрытие:
Insum.
Имеем довольно широкий набор сверл для зенкования отверстий различного диаметра (зенкование до 28,2 мм).
Из минусов — заточка сверл под вопросом, обязательно требуется предварительное засверливание перед зенковкой, даже если само отверстие и не требуется.
| +207 |
22170
103
|
Самые обсуждаемые обзоры
| +60 |
1751
49
|
| +43 |
3647
42
|
Не могу выбрать.
А еще вот такие заказывал с Китая для дерева, это для потайного сверления + выставление глубины, зенковать тоже можно
Для металла такие:
Можете посоветовать товар на Али?
Сверло — обломок диаметром около 18 мм с приваренной ручкой от жигулевского регулятора наклона спинки сиденья.
www.youtube.com/watch?v=XIe9tbTngCI&t=
Так объясняет как в пту советских времен.
Классическое зенковочное сверло имеет несколько режужих граней, поперечное усилие от них взаимно компенсируется. Здесь давит в одну сторону.
Классическое имеет некоторый угол режущей кромки, здесь он меняется в процессе работы, уходя в отрицательные величины на слишком малых и слишком больших диаметрах.
Я бы сказал, единственное «преимущество» — надежда на получение длинной стружки. Может эти ювелиры экспериментировали с получением заготовки для проволоки, серебряной к примеру? Но как видно из фото не срослось и тут.
А в металлолом жалко. O! Есть идея куда деть…
а еще Frap, Floveme и прочий хлам
За обзор, спасибо. Хотел их докинуть в корзину давно уже, но хорошо что не купил. А вообще интересно, почему у китайцев такое наплевательское отношение к заточке? Недавно пришел их гратосниматель, так заусенец палец режет.
https://aliexpress.com/item/item/Noga-BC1041-Burr-Deburring-System-16-5mm-crancked-RotoDrive-countersink/32441901783.html
Товар заинтересовал. Покупать стоит?
И какой вариант Вы брали?
Мне для редких работ по дюралю, в основном.
Взял BC1651, он не то что по дюралю, а даже по столовому алюминию очень красиво работает. Для мягких материалов рекомендую, не пожалеете. Я так очень доволен.
чёт это совсем не зенковка…
Снять по кругу сотку-другую и опять кромка отверстия острая.
Находил твердосплавные с мелким частым зубом — быстро забиваются при зенковка мягких металлов :(
Не срослось.
По мягким металлам, думаю обороты надо поменьше, до минимума. И вообще, когда это вручную всё делалось, то делалось туда-сюда, вперёд-назад немного.
Не любит люминий шустрого подхода, липнет.
В чпу программах даже автоматом пересчитывается глубина сверления-разметки, считает через заданный верхний диаметр
Зенкер этот кличут на али Spot Drill
Выглядит разметра после такого зенкера так
И после сверловки
большая зенковка
а вот такие фасочки уже делаются инструментом Chamfer
кажется что оно такое же как Spot Drill но им сверлить нельзя, и после отверстий им не сверлят, максимум по кругу расфрезеровывают отверстие, и то это примеряется для очень тяжелых металлов как на видео, лютая нержавейка. Причем на видео spot drill как раз и выполняет расфрезеровку зенковки, доп операция, и долгое снятие фасок по периметру (мало режущих зубов — 2)
В итоге:
Spot Drill — можно и размечать, расфрезеровывать и долго снимать фаски
Chamfer — сверлить нельзя, можно расфрезеровывать зенковку, и быстро снимать фаски.
изделие в обзоре может только сверлить зенковку, что в промышленных решениях не используется, даже нет такого типа инструмента в программах для чпу обработки. Его плюс — цена, для изготовления такого инструмента не требуется дорогого оборудования.
Еще не очень понятно, что мешает образовываться тому же наплыву на прозенкованной поверхности.
Всем расскажу что так точнее.