Сверла из карбида вольфрама 0.8 мм

- Цена: $9.80
- Перейти в магазин
Последнее время увлекаюсь различной DIY электроникой. Потихоньку осваиваю изготовление печатных плат колхозным методом в домашних условиях.
Сверлильного станка у меня нет, а есть гравер HAMMER MD170A. Вместо патрона у него набор цанг и зажать в них тонкое сверло — то еще удовольствие.
Быстрый обход магазинов с инструментом показал, что сверла для гравера довольно редкий и дорогой товар (особенно если смотреть в фирменных отделах Dremel)
На то и существуют китайские сайты, чтобы решать наши проблемы, создавая попутно кучу других. К счастью, данная покупка прошла без особых проблем
На алиэкспрессе у продавца A+A+A+ постоянно беру разнообразные ардуино-детальки. Там же нашел такие сверлышки. Найти на али можно было и дешевле, но данные продавец проверенный и с хорошим рейтингом. Решил, что пара баксов погоды не делает.
Выбор сверл у продавца неплохой — от 0.2 до 1.2 мм.
Есть набор сверл разного диаметра
Мой выбор для печатных плат — 0.8мм
Мелкий пакет пришел за 27 дней — вполне среднестатистическое время для посылки из Китая до Перми.
10 сверл в удобной пластиковой коробочке



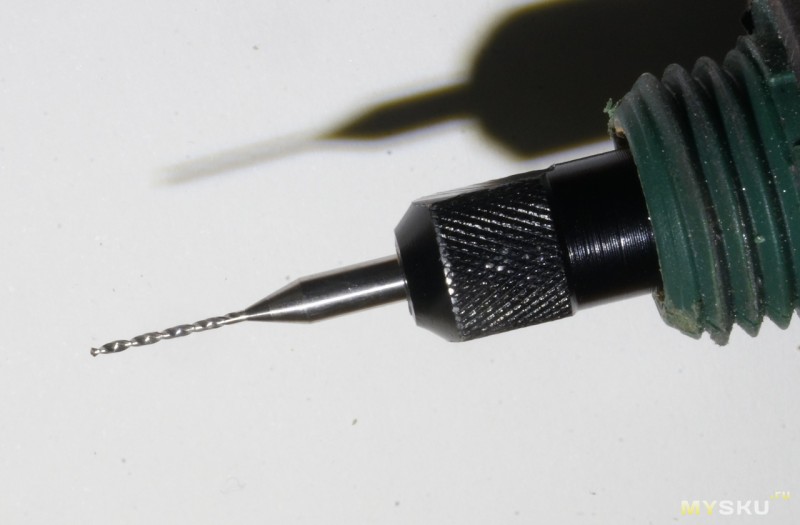
Сверла отлично подходят в цангу 3.2мм

Вращается без вибрации на любой скорости
Рентгенофлуоресцентный анализ мне проводить негде. Да и страшно — вдруг там будет 3% золота, как в недавнем обзоре колечка — как потом со своей жабой бороться при сверлении.
Проведем проверку боем:
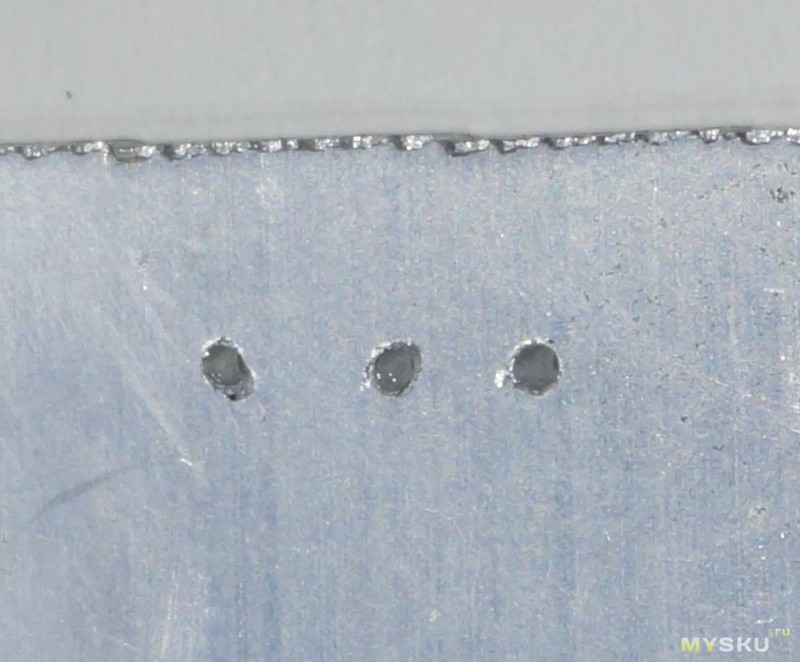
Текстолит сверлит как бумагу

Алюминий практически так же
Под руку попался старый китайский ножик
Китайское сверло VS китайский ножик — китайский ножик проигрывает

Напильник до конца сверлить не стал. Напильник стало жалко

Стекло 6мм просверлил примерно на 0.5мм, не стал перегревать сверло. Обороты у гравера явно велики для такого материала. Но стеклянные крошки полетели бодро.
А как там с реальными размерами?
Диаметр сверла немного меньше

Диаметр толстой части получился равным ПИ. Просто магия!
Но тоже отличается от заявленного

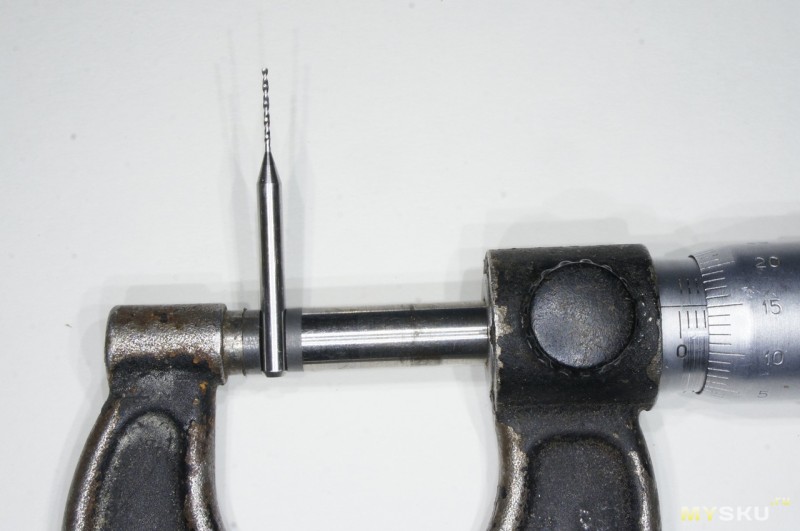
На всякий случай перемерил микрометром диаметры

Само сверло отлично магнитится.
Кончик нет, но может он слишком тонкий.
Не знаю, как там карбид вольфрама, но сверла вполне годятся для возложенных на них задач. Покупкой доволен.
К минусам можно отнести отличия диаметров от заявленных.
Для моих задач это не критично, но где то это может быть важным
«И все таки интересно, что там у него жужжит?»

Про мои самоделки можно почитать в блоге
Сверлильного станка у меня нет, а есть гравер HAMMER MD170A. Вместо патрона у него набор цанг и зажать в них тонкое сверло — то еще удовольствие.
Быстрый обход магазинов с инструментом показал, что сверла для гравера довольно редкий и дорогой товар (особенно если смотреть в фирменных отделах Dremel)
На то и существуют китайские сайты, чтобы решать наши проблемы, создавая попутно кучу других. К счастью, данная покупка прошла без особых проблем
На алиэкспрессе у продавца A+A+A+ постоянно беру разнообразные ардуино-детальки. Там же нашел такие сверлышки. Найти на али можно было и дешевле, но данные продавец проверенный и с хорошим рейтингом. Решил, что пара баксов погоды не делает.
Выбор сверл у продавца неплохой — от 0.2 до 1.2 мм.
Есть набор сверл разного диаметра
Мой выбор для печатных плат — 0.8мм
Характеристики
Комплект 10 шт в пластиковой коробочке
Материал: карбид вольфрама (или «tungstenа» по английски)
Диаметр сверла: 0.8 мм
Диаметр в месте зажима: 3.175мм
Длина тонкой чати: 10мм
Общая длина: 38мм
Материал: карбид вольфрама (или «tungstenа» по английски)
Диаметр сверла: 0.8 мм
Диаметр в месте зажима: 3.175мм
Длина тонкой чати: 10мм
Общая длина: 38мм
Мелкий пакет пришел за 27 дней — вполне среднестатистическое время для посылки из Китая до Перми.
10 сверл в удобной пластиковой коробочке
Сверла отлично подходят в цангу 3.2мм
Вращается без вибрации на любой скорости
Рентгенофлуоресцентный анализ мне проводить негде. Да и страшно — вдруг там будет 3% золота, как в недавнем обзоре колечка — как потом со своей жабой бороться при сверлении.
Проведем проверку боем:
Текстолит сверлит как бумагу
Алюминий практически так же
Под руку попался старый китайский ножик
Китайское сверло VS китайский ножик — китайский ножик проигрывает
Напильник до конца сверлить не стал. Напильник стало жалко
Стекло 6мм просверлил примерно на 0.5мм, не стал перегревать сверло. Обороты у гравера явно велики для такого материала. Но стеклянные крошки полетели бодро.
А как там с реальными размерами?
Диаметр сверла немного меньше
Диаметр толстой части получился равным ПИ. Просто магия!
Но тоже отличается от заявленного
На всякий случай перемерил микрометром диаметры
Само сверло отлично магнитится.
Кончик нет, но может он слишком тонкий.
Не знаю, как там карбид вольфрама, но сверла вполне годятся для возложенных на них задач. Покупкой доволен.
К минусам можно отнести отличия диаметров от заявленных.
Для моих задач это не критично, но где то это может быть важным
«И все таки интересно, что там у него жужжит?»
Про мои самоделки можно почитать в блоге
Самые обсуждаемые обзоры
| +85 |
4817
164
|
| +48 |
1616
28
|
| +87 |
3448
85
|
Вставками из победита оснащаются сверла для бетона.
Очень прочный и нехрупкий сплав.
Буры для перфоратора тоже с победитом. Так что разговоры о хрупкости неуместны. Перфоратор долбит ими в стену со всей дури, по пути перерубая стальную арматуру.
Победит — композитный материал из карбида вольфрама 90% и кобальта 10%.
Также существуют и другие материалы с использование карбида вольфрама
Большой плюс — практически отсутствие вибрации.
Буду сверлить плату — воспользуюсь гибким валом.
Да и какие там дырочки — 0.8 мм ))
Предпочитаю работать такими. Крайнее слева похоже на ваши но с тоньшим хвостовиком.
Или в наших магазинах — яндекс с запросом «центровочное сверло» :)
Лично я сверлю с руки только обычными, которые тупятся на 20м отверстии, ну на 50м если даже, не важно. И это от состояния нового. Дальше сверлят, но на плате появляется что-то на подобие жерла вулкана. Не красиво, да и при пайке и лужении паяльник цепляется. Пробовал эти выступы и молотком сплбющивать, и наждачкой стачивать, но только хуже. Разумеется сверлит стеклотекстолит, не железяку. Твердосплавых наломал пару-тройку, перед тем, как понял, что с руки не реально. Причем одно сверло сломал на первом отверстии, на выходе уже сломалось… жаль :( Делаю станочек на станине с Советского микроскопа… пока не придумал как движок закрепить… хомутами из нержавейки не охота…
Сверлю бор машинкой, омаксом
Вы меня просто пугаете. Буду осторожнее. работать
Во-вторых у Вас штангель врет :) Сверла не делают чуть меньше, что бы получить нужное отверстие, сверла делают строго в размер. И хвостовики тоже :)
Хотя сверял с микрометром — все было в пределах 0.02 мм
Там же в месте измерения идет спиралька
Главное, чтобы послужили для моих целей — дырки сверлить в текстолите.
Спасибо за то что поправили.
Где то это важно
и второе почти все сверла идут с заниженным допуском, так как итоговое отверстие будет больше сверла на некоторый размер, который завит от подачи (срезаемый мм на зуб), то есть если при сверловке 0.01 мм/з отверстие от 0.8 будет больше на 0.02, то при сверловке с подачей 0.02 мм/з будет уже прирост 0.05, и итоговое отверстие уже 0.85 мм
Цифры я примерно указал, главное суть.
увеличить изображение
Вот выдержка из каталога сверла 0.8 из твердого сплава. Отверстие получается по классу точности m7, это для размера 0.8 (+0.002 до +0.012) именно в плюс! поэтому свёрла делают в минус. А хвостовик имеет допуск h6 что для 3 мм (0 до -0.006)
А у китайцев просто допуски похлеще и всё, так то идея та же
Кстати подача измеряется в мм/об или мм/мин.И итоговое оверстие в основном зависит от заточки сверла, можно заточить так, что и по Н8 не идет, а можно и по Н14 пролетает)
Ну и от биения зависит)
Не каждое сверло можно заточить самому :-) а тем более 0.8 мм, я минимальное сверло могу затачивать 2.1 мм (для М 2.5) и всё, меньше уже руки дрожат и глаза не видят))
Вообще-то сверла делают с обратным конусом, поэтому у них такой большой допуск на диаметр — диаметр зависит от того какую часть сверла сошлифовали при заточке
При производстве сверел они точатся станками без участия человека, поэтому там не может стачиваться разная длина при заточке :)
Кафедра МТ-2 МГТУ им Баумана
Они не только точатся — они ещё фрезеруются, шлифуются, свариваются. Под заточкой я понимал заточку режущих граней (а их четыре — шесть) в процессе эксплуатации
Добавлю ещё — спиральные канавки у сверел тоже не цилиндрические — сердцевина сверла у хвостовика толще, чем у торца. Важной характеристикой мелкоразмерных сверел из ТС является, помимо диаметра, размерность зерен карбида
Об этом говорил и я.
И все эти операции тоже делаются станками по программе :)
Возможно, спорить не буду :)
О патроне по второй ссылке ничего не могу сказать, но купленный мною оригинальный дремелевский патрон дает небольшое биение.
Очень похож на вот такой:
Было бы время и желание — можно сделать гораздо качественнее, а если чуть сильнее заморочиться, то и полуавтоматический :)
ЗЫ: стоил этот станочик какие-то копейки, 300 или 400 рублей, точно не помню… Но твердосплавы с ним перестали ломаться :)
но не хватает диапазота регулирования двигатель до 24v, питал схему регулятора до 32v
Или в оффлайне?
Ну и как я уже писал — можно самому сделать гораздо более качественно из комплектующих для ЧПУ-станков.
Искал в оффлайне — не нашел.
Надеюсь, HAMMER по резьбе с DREMMELем совместим.
на хвостовик тонкого сверла нужно намотать виток витку медную проволоку (обмоточный провод) нужного сечения, тогда можно зажать в цанге или патроне. Центровка не нарушается.
Они вообще гнутся? Сверла из быстрорежущей стали такого диаметра помню весьма неплохо гнулись.
Судя по магниту — основной материал — сталь, а кончик может и твердосплавный.
Ндааа. Это ж как надо себя не любить!
Парень, потрать пять баксов, и не разрушай себе удовольствие от DIY и мозг заодно :)
Только померь диаметр посадочного хвоста у втулки, 5 или 4,5 мм, и укажи продавцу, какой надо. К моему клону дремеля требовался 5-мм хвостовик.
За ссылку спасибо. В цангу 1мм сверло 0.8 нормально зажмется?
Цангу померил — 4.8мм.
Зато все сверла были строго по ГОСТу, что, правда, не спасало их от лома
А чаще всего, совсем не меряют.
Научите, мы способные к обучению.