алмазные бруски для заточки, переделанные под Apex
- Цена: $11,23
- Перейти в магазин
Продолжение моей серии обзоров абразивов, используемых для заточки ножей на китайском клоне Apex Edge Pro. В общем-то, нет никакой разницы- использовать на оригинальном апексе, китайских клонах или любых других апексоидах.
Обзор, уже по традиции, будет состоять условно из двух частей: собственно обзора абразивов и теоретической части, посвященной тому, почему и зачем они были куплены и чем отличаются от других. Теоретическую часть, по-моему, включать стоит, т.к. здесь не ганза, и многие читатели вообще не изучали основы заточки. А с другой стороны, читать банальности неновичкам будет неинтересно, поэтому теорию я уберу под спойлер, чтобы опытные могли эту часть пропустить и перейти к сразу к практике.
Как уже сказал, это продолжение серии обзоров по абразивам. Ранее были написаны два:
расширенный набор камней ADAEE для точилки Edge Pro
80#-with the plastic base edge sharpener whetstone-нудный и многословный обзор камня для точилки Apex Edge Pro
ВЫБОР
требовались алмазные бруски для грубой обдирки, которые можно приспособить для установки в китапекс. При этом нужно было, чтобы стоили они дешево.
В результате выбор пал на то, чему посвящен обзор.
Кроме этого варианта, можно в этом ценовом диапазоне найти и другие, которые пробовали пользователи ганзы и признали вполне пригодными для использования. Например:
ebay.com/itm/130963170569
ebay.com/itm/350802541664
Понятно, что это варианты для поиска максимально дешевых алмазов. Есть другие варианты, в которых акцент с цены смещается на качество: венёвские алмазы, DMT, алмазные бруски от оригинального Apex… Но речь сейчас не о них
В общем, я остановился на том, что теперь описываю
ПОКУПКА
По покупке говорить особо нечего. Оплатил, через 2,5 недели получил.
Комплект запаян в пластик


Внутри три бруска разного цвета и разной зернистости: 180/280/400grit. Также внутри находилась подставка для брусков, имеющая резиновые «ножки» против скольжения и отверстия под саморезы, гвоздики или еще что-нибудь, позволяющее прикрепить подставку к столу. Имеется и крышка, которой (зачем-то) можно накрыть подставку


Сами бруски сделаны вполне традиционно: стальная перфорированная пластина, на лицевой стороне которой имеется тонкий слой алмазов. Сама пластина приклеена к пластиковой подложке.
Сделано всё в общем-то нормально, но подставка под камни относительно хрупкая, так что не стоит ее гнуть.
Если использовать комплект так, как задумано производителем, т.е. устанавливая пластины в подставку, то он вполне справляется со своей задачей. Размера 150Х50мм многим может не хватать, но это вопрос привычки и того, какие ножи затачиваются. В принципе, всё довольно удобно, подставка по рабочей поверхности не скользит сильно- помогают резиновые лапки, но и как влитая тоже не сидит. Полноценно для такой заточки я комплект не использовал, а разделил его. Вообще покупался он совсем для другого- для использования на китапексе. Об этом и пойдет речь дальше
ЦЕЛЬ ПОКУПКИ
Как уже сказал, алмазы нужны были для обдирки. Заточку чужих ножей практически всегда приходится начинать с обдирки. Приходится убирать сколы, снимать дефектный слой, образованный применением продольных точилок и электронаждака, формировать подводы, менять углы… Короче, пока перейдешь собственно к заточке, приходится потратить массу времени на обдирку.
Чтобы ускорить процесс обдирки запущенных экземпляров ножей и в то же время сберечь ресурс алмазов от DMT, и понадобился дешевый комплект.
Чем отличаются разные абразивы друг от друга, и почему алмазы хорошо справляются с обдиркой, опытным объяснять не нужно. Те, кто вообще не интересовался этой темой, могут заглянуть под спойлер.
ПЕРЕДЕЛКА
купленный комплект потребовалось приспособить для точилки. Для этого пластины были разрезаны вдоль. Первую пилил ножовкой и оказалось, что пластина пилится очень неохотно. Вторую распилил уже болгаркой.
Дальше получившийся хон приклеил к бланку из куска ламината


Тут, думаю, всё понятно.
Вообще в принципе можно пластину и напрямую устанавливать в точилку. Единственный существенный минус такого варианта- пластина будет прогибаться, но при обдирке нарушение плоскостности не так критично, как на более тонких стадиях.
Бланк 280грит я передумал резать и оставил как есть. Он у меня играет роль бланка для обдирки длинномерных ножей. Работает он менее точно на крайних точках клинка, зато производительность замечательная.

Подставка из комплекта не осталась без применения. Из ламината я нарезал бланки такого же размера, как бруски. Наклеил стекло для обеспечения ровной и плоской поверхности. В итоге получил десяток «брусков», на которые наклеивается наждачка, кожа и бумага. Используется это для ручной заточки
Cлева пустой бланк (видны следы клея), справа такой же, но уже с наждачкой


Ну, вот вроде и всё по переделке. Всё примитивно
ЭКСПЛУАТАЦИЯ
Начну сразу с вывода: покупкой я доволен. Эти бруски оправдали мои ожидания. Работают именно так, как я ожидал, стоят недорого, качество приемлемое.
1.Производительность.
Главное достоинство алмазных хонов- высокая абразивность. С этим полный порядок. Получившиеся хоны очень шустро снимают металл. Проводил хронометраж, и получилось, что в некоторых случаях алмазы выполняли работу в 6-8 раз быстрее, чем бруски из карбида кремния той же зернистости. При переточке на меньший угол прямо видно, как на глазах граница зоны обработки алмазом ползет к режущей кромке.
Вообще работать алмазами очень приятно. Работают они ОЧЕНЬ быстро. Нет той грязи, которая образуется при работе на водниках. Теоретически можно вообще работать насухую, но лучше этого не делать. Есть реальная вероятность, что сработавшиеся алмазы попадут в легкие, особенно если используются мелкие бруски.
Короче, когда нужно снять большой объем металла, алмазы здорово выручают.
2.Воздействие на клинок.
Но за всё нужно платить. Понятно, что производительность алмазов обеспечена формой зерна и физическими свойствами алмазов. Риски от алмазов остаются очень глубокие, узкие и с резкими краями. Когда смотришь на кромку в микроскоп, риски от алмазов трудно перепутать с чем-то: поверхность буквально перепахана, явно видны следы узких острых «резцов», края рисок резкие, сами риски блестящие.
Я наделал фотографий под микроскопом, но тут меня постигло разочарование. Фотографии даже отдаленно не передают того, что видно своими глазами. Живьем я могу слегка покачать клинок, и за счет изменения угла наклона, смещения света и теней риски видно объемно. А плоская картинка совершенно этого всего не передаёт. Жаль.
Тем не менее, фотографии все же размещу.




Для сравнения РК после 180 китайского камня, продававшегося вместе с точилкой:

Далее для сравнения абразивы 400грит






Повторюсь, фотографии не передают реальную картинку. Точно так же не получится передать то, что чувствуешь руками и слышишь в процессе заточки.
Но в принципе все именно так, как и должно быть с точки зрения теории. При том, что сравнивались абразивы с одинаковым размером зерна, алмаз оставляет самые глубокие и грубые риски, электрокорунд- наименее глубокие, работая гораздо более щадяще (и медленнее, соответственно), а карбид кремния снова занимает промежуточное между ними. При этом по скорости работы алмаз, как говорится, обходит и карбид кремния и электрокорунд «как стоячих».
Хотя сами риски могут показаться очень похожими, можно заметить, какую разную линию режущей кромки они формируют в итоге.
Алмаз сформировал «злую» режущую кромку с ярко выраженными зубцами. Эти зубцы вгрызаются в разрезаемый материал и дают то, что принято называть «агрессивный рез». Оборотной стороной агрессивности, купленной такой ценой, является то, что такая кромка быстрее тупится. Нагрузка на каждый из выпирающих зубцов большая, в итоге эти зубцы быстро заминаются, отламываются.
Кромка от электрокорунда гораздо менее «зубастая». Агрессивность меньше, зато кромка более монолитная, ее линия ровнее и лучше сопротивляется нагрузке.
Карбид кремния занимает промежуточное положение
Здесь я специально протачивал алмазом, чтобы показать режущую кромку после него. Но обычно я на режущую кромку алмазом не выхожу. Точу им до тех пор, пока риски не приблизятся к режущей кромке, а дальше работаю уже более щадящими абразивами.
Учитывая недостатки и особенности алмазов, пускаю в ход эти хоны я далеко не каждый раз, а только тогда, когда без них не обойтись. Но если применять с осторожностью и пониманием того, как они работают, штука хорошая и полезная
Маленький нюанс: пластина бруска стальная, поэтому из-за установленного в моём китапексе магнита есть определенное прилипание- не сильное, но ощутимое, так что надо быть внимательнее к контролю давления
ВЫВОД
Хорошая покупка, однозначно стоящая своих денег.
Обзор, уже по традиции, будет состоять условно из двух частей: собственно обзора абразивов и теоретической части, посвященной тому, почему и зачем они были куплены и чем отличаются от других. Теоретическую часть, по-моему, включать стоит, т.к. здесь не ганза, и многие читатели вообще не изучали основы заточки. А с другой стороны, читать банальности неновичкам будет неинтересно, поэтому теорию я уберу под спойлер, чтобы опытные могли эту часть пропустить и перейти к сразу к практике.
Как уже сказал, это продолжение серии обзоров по абразивам. Ранее были написаны два:
расширенный набор камней ADAEE для точилки Edge Pro
80#-with the plastic base edge sharpener whetstone-нудный и многословный обзор камня для точилки Apex Edge Pro
ВЫБОР
требовались алмазные бруски для грубой обдирки, которые можно приспособить для установки в китапекс. При этом нужно было, чтобы стоили они дешево.
В результате выбор пал на то, чему посвящен обзор.
Кроме этого варианта, можно в этом ценовом диапазоне найти и другие, которые пробовали пользователи ганзы и признали вполне пригодными для использования. Например:
ebay.com/itm/130963170569
ebay.com/itm/350802541664
Понятно, что это варианты для поиска максимально дешевых алмазов. Есть другие варианты, в которых акцент с цены смещается на качество: венёвские алмазы, DMT, алмазные бруски от оригинального Apex… Но речь сейчас не о них
В общем, я остановился на том, что теперь описываю
ПОКУПКА
По покупке говорить особо нечего. Оплатил, через 2,5 недели получил.
Комплект запаян в пластик
Внутри три бруска разного цвета и разной зернистости: 180/280/400grit. Также внутри находилась подставка для брусков, имеющая резиновые «ножки» против скольжения и отверстия под саморезы, гвоздики или еще что-нибудь, позволяющее прикрепить подставку к столу. Имеется и крышка, которой (зачем-то) можно накрыть подставку
Сами бруски сделаны вполне традиционно: стальная перфорированная пластина, на лицевой стороне которой имеется тонкий слой алмазов. Сама пластина приклеена к пластиковой подложке.
Сделано всё в общем-то нормально, но подставка под камни относительно хрупкая, так что не стоит ее гнуть.
Если использовать комплект так, как задумано производителем, т.е. устанавливая пластины в подставку, то он вполне справляется со своей задачей. Размера 150Х50мм многим может не хватать, но это вопрос привычки и того, какие ножи затачиваются. В принципе, всё довольно удобно, подставка по рабочей поверхности не скользит сильно- помогают резиновые лапки, но и как влитая тоже не сидит. Полноценно для такой заточки я комплект не использовал, а разделил его. Вообще покупался он совсем для другого- для использования на китапексе. Об этом и пойдет речь дальше
ЦЕЛЬ ПОКУПКИ
Как уже сказал, алмазы нужны были для обдирки. Заточку чужих ножей практически всегда приходится начинать с обдирки. Приходится убирать сколы, снимать дефектный слой, образованный применением продольных точилок и электронаждака, формировать подводы, менять углы… Короче, пока перейдешь собственно к заточке, приходится потратить массу времени на обдирку.
Чтобы ускорить процесс обдирки запущенных экземпляров ножей и в то же время сберечь ресурс алмазов от DMT, и понадобился дешевый комплект.
Чем отличаются разные абразивы друг от друга, и почему алмазы хорошо справляются с обдиркой, опытным объяснять не нужно. Те, кто вообще не интересовался этой темой, могут заглянуть под спойлер.
Ликбез-особенности различных абразивов
Надеюсь, очевидно, что в процессе заточки ножа необходимо снять с определенных частей клинка некоторое количество металла, чтобы придать режущей кромке необходимую геометрию.
Для съема металла нужен какой-то абразивный материал, который будет тверже стали ножа.
Если говорить о синтетических абразивах, то на практике чаще всего используются несколько типов: карбид кремния, оксид алюминия и алмазы. Этим перечнем список не исчерпывается, но эти три наиболее распространены. Кроме того, они имеют разновидности.
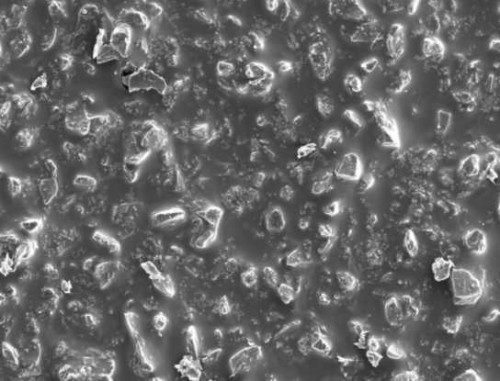
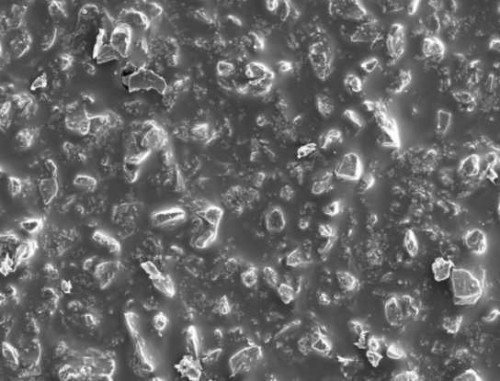
Внешне сами по себе эти абразивы напоминают песок:

Каждая «крупинка» (зерно) способна поцарапать (оставить риску/оставить «борозду») клинок. В принципе, такой порошок уже можно использовать для заточки, но такая техника (заточка на свободном или шаржированном зерне с использованием притира) не очень распространена.
Чаще всего из такого порошка формируют привычный всем брусок

Брусок- это абразивные зерна, скрепленные с помощью какой-либо связки (бакелитовой, вулканитовой, керамической и т.д., даже цемент попадался). После вылепливания бруска под микроскопом результат выглядит примерно так:
То, какое количество металла и с какой скоростью будет снимать абразив, зависит от ряда факторов:
1.Первый фактор очевиден: размер зерна. Чем крупнее зерно (крупинка) абразива, тем более грубую риску оставит на металле и тем бОльшее количество металла снимет (сцарапает) за один проход.
Наглядная параллель:

Для ориентира можно обратиться к справочным данным, например, к этой таблице:
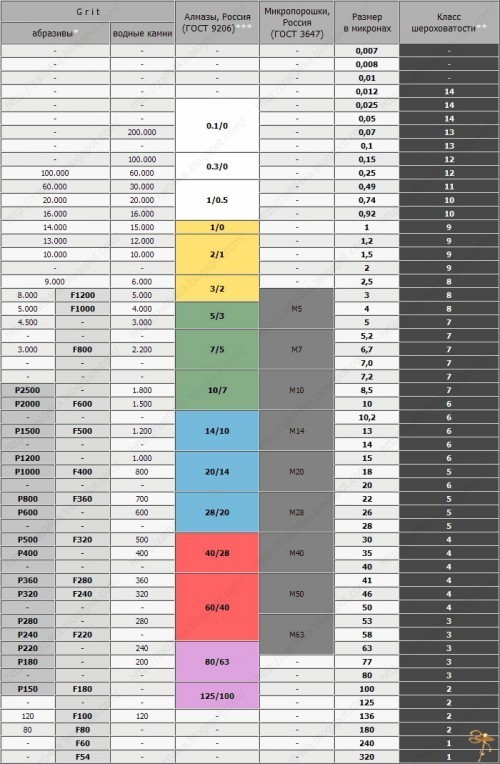
Если прикинуть по таблице, то получится, например, что японский водный камень 800грит=наждачке Р1000=американскому камню F400=алмазному бруску 20/14, т.к. у них всех одинаковый размер зерна 18мк.
Но на самом деле не всё так просто. Во-первых, нужно учитывать, что размер, указанный на бруске, не означает, что все зерна там ровно 18мк, речь о том, что они укладываются в заданный диапазон. Во-вторых, и это главное, кроме размера зерна, есть факторы, которые влияют на результат ничуть не меньше
2.То, как сделан брусок, очень сильно влияет на то, как он будет работать.
Очень сильно сказывается концентрация зерна. Снова приведу картинку. Представьте, что в кадре количество зерен на той же площади будет, скажем, в три раза больше или в три раза меньше:
Понятно, что воздействие камня сильно изменится.
Кроме того, сильно влияет связка. Она должна удерживать зерна достаточно крепко, чтобы они не повываливались при контакте с клинком. С другой стороны, все эти торчащие над поверхностью острые вершинки, затупляются в процессе работы и перестают работать. Связка в идеале должна быть подобрана таким образом, чтобы сточившиеся зерна выпали, а им на смену из глубины проступили свежие. Так вот, то, насколько твердая связка, насколько легко или трудно происходит обновление зерна- всё это очень сильно влияет на конечный результат, на то, насколько высокая производительность будет у бруска, как он будет работать по разным сталям, насколько тонко он будет работать. Часто именно из-за связки определенный брусок очень хорошо работает по одним сталям, но очень плохо- по другим
3.Тип абразива.
Абразивы, даже если они одинакового размера, очень сильно отличаются друг от друга.
Во-первых, они отличаются по твердости. Алмаз- самый твердый минерал, по шкале Мооса его твердость принята за верхнее значение- 10 единиц. Все остальные абразивы мягче. Приводятся такие данные о микротвердости абразивов:
-синтетический алмаз 5300-96000 кг/кв.мм
-карбид кремния 3300-3600
-электрокорунд 1900-2000
-белый электрокорунд 2000-2100
-циркониевый электрокорунд 2300-2400
Т.е. алмаз значительно превосходит конкурентов по твердости. При этом любой из этих абразивов тверже стали.
Абразивная способность у них также отличается, и алмаз снова лидер.
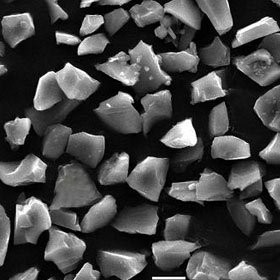
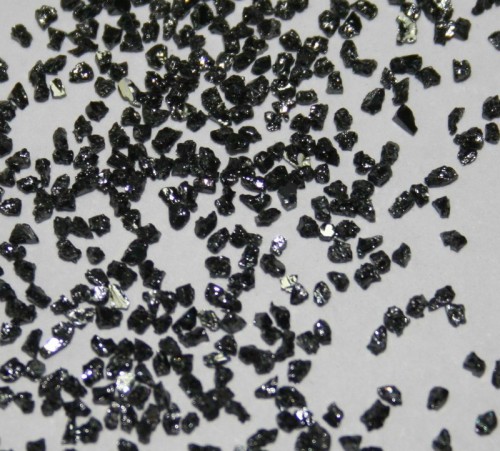
Во-вторых, очень важную роль играет форма зерна. Упрощенно говоря, каждое абразивное зерно представляет из себя резец, режущий металл. И форма этого «резца» у всех абразивов разная:
1.карбид кремния

1.Электрокорунд белый:

3.Электрокорунд коричневый:

4.Алмазы:
Из этих «резцов» электрокорунд самый широкий и «тупой», к тому же и наименее твердый. Поэтому он не врезается глубоко в металл, а оставляет широкую неглубокую риску.
Карбид кремния тверже и имеет более острые грани, поэтому чаще всего он превосходит электрокорунд по абразивности (при прочих равных условиях), а риску оставляет более глубокую и резкую. Причем грани, которые образуются в процессе срабатывания зерна карбида кремния, острее, чем грани электрокорунда.
А алмаз имеет очень острые режущие грани. Кроме того, в отличие от карбида кремния и электрокорунда из-за особенностей структуры, даже в процессе срабатывания алмаз всегда сохраняет эти острые грани, образно говоря, «не тупится». К тому же он еще и самый твердый. За счет всего этого алмаз легко проникает вглубь металла и оставляет после себя глубокую узкую борозду с четкими резкими краями.
Исходя из этого, алмазные абразивы лидируют по абразивной способности и способны в подавляющем большинстве ситуаций снять намного больше металла за то же время, чем другие абразивы. Кроме того, за счет рекордной твердости, алмазы без проблем справляют даже с очень твердыми и износостойкими сталями.
Значит, алмаз всегда лучше?
Не совсем. Всё зависит от ситуации.
Кувалда явно превосходит по производительности маленький молоточек, но ведь это не означает, что она всегда лучше. Если нужно пробить проем в стене, она лучше. А вот если прибить штапик на окне при смене стекла, кувалда уже… хм… не очень удачный вариант.
То, что алмазы без проблем распахивают на большую глубину металл, оставляя после себя узкие глубокие борозды, очень хорошо, когда нам нужно побыстрее снять побольше металла.
Но когда мы переходим на более деликатную работу, лучше, чтобы абразив аккуратно снимал тоненькие слои металла и брал скорее широко, чем глубоко. Можно это реализовать и с помощью алмазов, оптимально подобрав размер зерна, усилие и приемы. Но можно сделать проще, перейдя на другой тип абразива.
Нужно помнить, что при переходе на более тонкий абразив, нужно полностью убрать риски от предыдущего более грубого. И убирать глубокие риски от алмазов намного труднее. Более того, очень велика вероятность, что риски будут не убраны, а только поверхностно замазаны, оставшись в глубине.
Оборотной стороной замечательной абразивности алмазов является и то, что с их помощью намного проще создать дефекты режущей кромки- создать уходящие вглубь микротрещины в частности. Это не является исключительной особенностью алмазов. Насажать микродефекты можно любым абразивом, например, переусердствовав с давлением. Но в случае с алмазами сделать это намного проще из-за того, что они так легко и эффективно внедряются в металл.
Поэтому очень часто нож, заточенный алмазами, держит заточку хуже.
И часто бывает, что из-за оставленных дефектов режущая кромка раз за разом скалывается в одном и том же месте из-за того, что там оставлены невидимые глазом микротрещины, уходящие вглубь (повторюсь, сделать это можно не только алмазами, но ими намного проще)
Еще нужно учесть особенности изготовления алмазных брусков. Чаще всего это какая-то основа, например, металлическая пластина, как в данном случае, на которую нанесено тонкое напыление алмазов. То есть нет цельной массы абразив+связка, как в традиционных брусках, и нет такого обновления сработавшихся зерен.
Схематично можно изобразить так:
И это сильно сказывается на том, что происходит в процессе эксплуатации. Если в процессе срабатывания зерен карбида кремния или электрокорунда сработавшийся слой «уходит», а ему на смену из глубины проступает свежий слой, то в случае с такими алмазными брусками часть алмазов выпадает, и на их месте остаются просто пустые места, поэтому со временем брусок начинает работать менее равномерно: в одном месте осталось много алмазов, в другом- проплешины.
Есть еще много аспектов, но основное, что я хочу сказать: не бывает идеального абразива, который идеально справляется с любой задачей. Алмазные бруски- очень эффективный абразивный инструмент, который можно и нужно применять. Но, как у всякого инструмента, у него свои ограничения и недостатки, которые следует учитывать.Нужно как следует подумать, прежде чем его применять- подходит ли этот инструмент для той задачи, которую вы собрались решить? Ситуация усугубляется тем, что использование алмазов выглядит очень соблазнительно: зачем тратить час, когда можно по-быстрому то же самое сделать за 10 минут?
Вообще, если интересуют абразивы и их воздействие, настоятельно рекомендую посмотреть видео семинара в четырех частях, проводившегося Николаем Коршениным. Из всех видео, которые можно найти на русском языке, это по-моему, лучшее:
www.youtube.com/watch?v=al0uleV6fCs
www.youtube.com/watch?v=ttnc0JMtxzw
www.youtube.com/watch?v=vvk02k0DygE
www.youtube.com/watch?v=aur0R-DclKg
Для съема металла нужен какой-то абразивный материал, который будет тверже стали ножа.
Если говорить о синтетических абразивах, то на практике чаще всего используются несколько типов: карбид кремния, оксид алюминия и алмазы. Этим перечнем список не исчерпывается, но эти три наиболее распространены. Кроме того, они имеют разновидности.
Внешне сами по себе эти абразивы напоминают песок:
Каждая «крупинка» (зерно) способна поцарапать (оставить риску/оставить «борозду») клинок. В принципе, такой порошок уже можно использовать для заточки, но такая техника (заточка на свободном или шаржированном зерне с использованием притира) не очень распространена.
Чаще всего из такого порошка формируют привычный всем брусок
Брусок- это абразивные зерна, скрепленные с помощью какой-либо связки (бакелитовой, вулканитовой, керамической и т.д., даже цемент попадался). После вылепливания бруска под микроскопом результат выглядит примерно так:
То, какое количество металла и с какой скоростью будет снимать абразив, зависит от ряда факторов:
1.Первый фактор очевиден: размер зерна. Чем крупнее зерно (крупинка) абразива, тем более грубую риску оставит на металле и тем бОльшее количество металла снимет (сцарапает) за один проход.
Наглядная параллель:
Для ориентира можно обратиться к справочным данным, например, к этой таблице:
Если прикинуть по таблице, то получится, например, что японский водный камень 800грит=наждачке Р1000=американскому камню F400=алмазному бруску 20/14, т.к. у них всех одинаковый размер зерна 18мк.
Но на самом деле не всё так просто. Во-первых, нужно учитывать, что размер, указанный на бруске, не означает, что все зерна там ровно 18мк, речь о том, что они укладываются в заданный диапазон. Во-вторых, и это главное, кроме размера зерна, есть факторы, которые влияют на результат ничуть не меньше
2.То, как сделан брусок, очень сильно влияет на то, как он будет работать.
Очень сильно сказывается концентрация зерна. Снова приведу картинку. Представьте, что в кадре количество зерен на той же площади будет, скажем, в три раза больше или в три раза меньше:
Понятно, что воздействие камня сильно изменится.
Кроме того, сильно влияет связка. Она должна удерживать зерна достаточно крепко, чтобы они не повываливались при контакте с клинком. С другой стороны, все эти торчащие над поверхностью острые вершинки, затупляются в процессе работы и перестают работать. Связка в идеале должна быть подобрана таким образом, чтобы сточившиеся зерна выпали, а им на смену из глубины проступили свежие. Так вот, то, насколько твердая связка, насколько легко или трудно происходит обновление зерна- всё это очень сильно влияет на конечный результат, на то, насколько высокая производительность будет у бруска, как он будет работать по разным сталям, насколько тонко он будет работать. Часто именно из-за связки определенный брусок очень хорошо работает по одним сталям, но очень плохо- по другим
3.Тип абразива.
Абразивы, даже если они одинакового размера, очень сильно отличаются друг от друга.
Во-первых, они отличаются по твердости. Алмаз- самый твердый минерал, по шкале Мооса его твердость принята за верхнее значение- 10 единиц. Все остальные абразивы мягче. Приводятся такие данные о микротвердости абразивов:
-синтетический алмаз 5300-96000 кг/кв.мм
-карбид кремния 3300-3600
-электрокорунд 1900-2000
-белый электрокорунд 2000-2100
-циркониевый электрокорунд 2300-2400
Т.е. алмаз значительно превосходит конкурентов по твердости. При этом любой из этих абразивов тверже стали.
Абразивная способность у них также отличается, и алмаз снова лидер.
Во-вторых, очень важную роль играет форма зерна. Упрощенно говоря, каждое абразивное зерно представляет из себя резец, режущий металл. И форма этого «резца» у всех абразивов разная:
1.карбид кремния
1.Электрокорунд белый:
3.Электрокорунд коричневый:
4.Алмазы:
Из этих «резцов» электрокорунд самый широкий и «тупой», к тому же и наименее твердый. Поэтому он не врезается глубоко в металл, а оставляет широкую неглубокую риску.
Карбид кремния тверже и имеет более острые грани, поэтому чаще всего он превосходит электрокорунд по абразивности (при прочих равных условиях), а риску оставляет более глубокую и резкую. Причем грани, которые образуются в процессе срабатывания зерна карбида кремния, острее, чем грани электрокорунда.
А алмаз имеет очень острые режущие грани. Кроме того, в отличие от карбида кремния и электрокорунда из-за особенностей структуры, даже в процессе срабатывания алмаз всегда сохраняет эти острые грани, образно говоря, «не тупится». К тому же он еще и самый твердый. За счет всего этого алмаз легко проникает вглубь металла и оставляет после себя глубокую узкую борозду с четкими резкими краями.
Исходя из этого, алмазные абразивы лидируют по абразивной способности и способны в подавляющем большинстве ситуаций снять намного больше металла за то же время, чем другие абразивы. Кроме того, за счет рекордной твердости, алмазы без проблем справляют даже с очень твердыми и износостойкими сталями.
Значит, алмаз всегда лучше?
Не совсем. Всё зависит от ситуации.
Кувалда явно превосходит по производительности маленький молоточек, но ведь это не означает, что она всегда лучше. Если нужно пробить проем в стене, она лучше. А вот если прибить штапик на окне при смене стекла, кувалда уже… хм… не очень удачный вариант.
То, что алмазы без проблем распахивают на большую глубину металл, оставляя после себя узкие глубокие борозды, очень хорошо, когда нам нужно побыстрее снять побольше металла.
Но когда мы переходим на более деликатную работу, лучше, чтобы абразив аккуратно снимал тоненькие слои металла и брал скорее широко, чем глубоко. Можно это реализовать и с помощью алмазов, оптимально подобрав размер зерна, усилие и приемы. Но можно сделать проще, перейдя на другой тип абразива.
Нужно помнить, что при переходе на более тонкий абразив, нужно полностью убрать риски от предыдущего более грубого. И убирать глубокие риски от алмазов намного труднее. Более того, очень велика вероятность, что риски будут не убраны, а только поверхностно замазаны, оставшись в глубине.
Оборотной стороной замечательной абразивности алмазов является и то, что с их помощью намного проще создать дефекты режущей кромки- создать уходящие вглубь микротрещины в частности. Это не является исключительной особенностью алмазов. Насажать микродефекты можно любым абразивом, например, переусердствовав с давлением. Но в случае с алмазами сделать это намного проще из-за того, что они так легко и эффективно внедряются в металл.
Поэтому очень часто нож, заточенный алмазами, держит заточку хуже.
И часто бывает, что из-за оставленных дефектов режущая кромка раз за разом скалывается в одном и том же месте из-за того, что там оставлены невидимые глазом микротрещины, уходящие вглубь (повторюсь, сделать это можно не только алмазами, но ими намного проще)
Еще нужно учесть особенности изготовления алмазных брусков. Чаще всего это какая-то основа, например, металлическая пластина, как в данном случае, на которую нанесено тонкое напыление алмазов. То есть нет цельной массы абразив+связка, как в традиционных брусках, и нет такого обновления сработавшихся зерен.
Схематично можно изобразить так:
И это сильно сказывается на том, что происходит в процессе эксплуатации. Если в процессе срабатывания зерен карбида кремния или электрокорунда сработавшийся слой «уходит», а ему на смену из глубины проступает свежий слой, то в случае с такими алмазными брусками часть алмазов выпадает, и на их месте остаются просто пустые места, поэтому со временем брусок начинает работать менее равномерно: в одном месте осталось много алмазов, в другом- проплешины.
Есть еще много аспектов, но основное, что я хочу сказать: не бывает идеального абразива, который идеально справляется с любой задачей. Алмазные бруски- очень эффективный абразивный инструмент, который можно и нужно применять. Но, как у всякого инструмента, у него свои ограничения и недостатки, которые следует учитывать.Нужно как следует подумать, прежде чем его применять- подходит ли этот инструмент для той задачи, которую вы собрались решить? Ситуация усугубляется тем, что использование алмазов выглядит очень соблазнительно: зачем тратить час, когда можно по-быстрому то же самое сделать за 10 минут?
Вообще, если интересуют абразивы и их воздействие, настоятельно рекомендую посмотреть видео семинара в четырех частях, проводившегося Николаем Коршениным. Из всех видео, которые можно найти на русском языке, это по-моему, лучшее:
www.youtube.com/watch?v=al0uleV6fCs
www.youtube.com/watch?v=ttnc0JMtxzw
www.youtube.com/watch?v=vvk02k0DygE
www.youtube.com/watch?v=aur0R-DclKg
ПЕРЕДЕЛКА
купленный комплект потребовалось приспособить для точилки. Для этого пластины были разрезаны вдоль. Первую пилил ножовкой и оказалось, что пластина пилится очень неохотно. Вторую распилил уже болгаркой.
Дальше получившийся хон приклеил к бланку из куска ламината
Тут, думаю, всё понятно.
Вообще в принципе можно пластину и напрямую устанавливать в точилку. Единственный существенный минус такого варианта- пластина будет прогибаться, но при обдирке нарушение плоскостности не так критично, как на более тонких стадиях.
Бланк 280грит я передумал резать и оставил как есть. Он у меня играет роль бланка для обдирки длинномерных ножей. Работает он менее точно на крайних точках клинка, зато производительность замечательная.
Подставка из комплекта не осталась без применения. Из ламината я нарезал бланки такого же размера, как бруски. Наклеил стекло для обеспечения ровной и плоской поверхности. В итоге получил десяток «брусков», на которые наклеивается наждачка, кожа и бумага. Используется это для ручной заточки
Cлева пустой бланк (видны следы клея), справа такой же, но уже с наждачкой
Ну, вот вроде и всё по переделке. Всё примитивно
ЭКСПЛУАТАЦИЯ
Начну сразу с вывода: покупкой я доволен. Эти бруски оправдали мои ожидания. Работают именно так, как я ожидал, стоят недорого, качество приемлемое.
1.Производительность.
Главное достоинство алмазных хонов- высокая абразивность. С этим полный порядок. Получившиеся хоны очень шустро снимают металл. Проводил хронометраж, и получилось, что в некоторых случаях алмазы выполняли работу в 6-8 раз быстрее, чем бруски из карбида кремния той же зернистости. При переточке на меньший угол прямо видно, как на глазах граница зоны обработки алмазом ползет к режущей кромке.
Вообще работать алмазами очень приятно. Работают они ОЧЕНЬ быстро. Нет той грязи, которая образуется при работе на водниках. Теоретически можно вообще работать насухую, но лучше этого не делать. Есть реальная вероятность, что сработавшиеся алмазы попадут в легкие, особенно если используются мелкие бруски.
Короче, когда нужно снять большой объем металла, алмазы здорово выручают.
2.Воздействие на клинок.
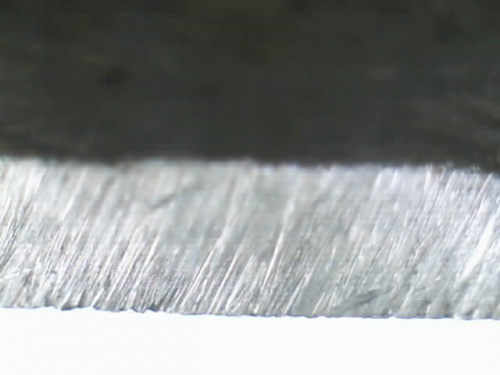
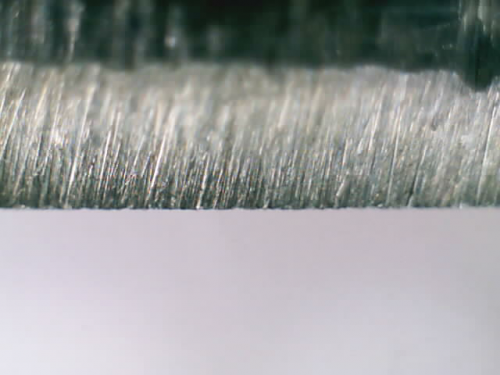
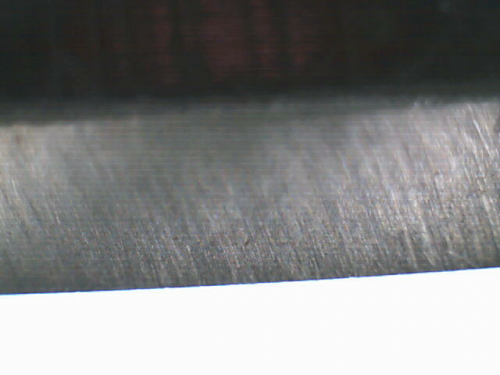
Но за всё нужно платить. Понятно, что производительность алмазов обеспечена формой зерна и физическими свойствами алмазов. Риски от алмазов остаются очень глубокие, узкие и с резкими краями. Когда смотришь на кромку в микроскоп, риски от алмазов трудно перепутать с чем-то: поверхность буквально перепахана, явно видны следы узких острых «резцов», края рисок резкие, сами риски блестящие.
Я наделал фотографий под микроскопом, но тут меня постигло разочарование. Фотографии даже отдаленно не передают того, что видно своими глазами. Живьем я могу слегка покачать клинок, и за счет изменения угла наклона, смещения света и теней риски видно объемно. А плоская картинка совершенно этого всего не передаёт. Жаль.
Тем не менее, фотографии все же размещу.
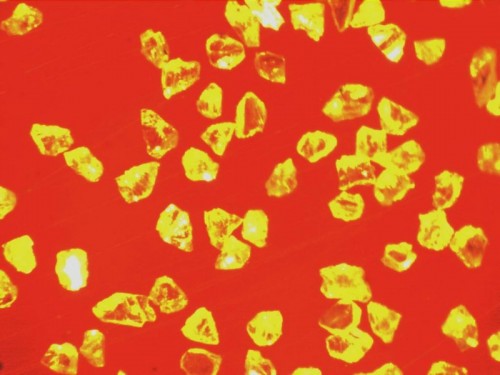
фото РК после заточки алмазом 180грит
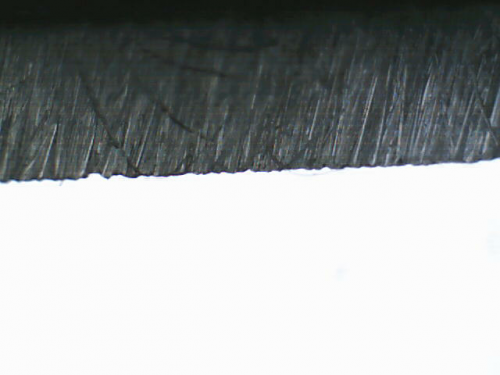
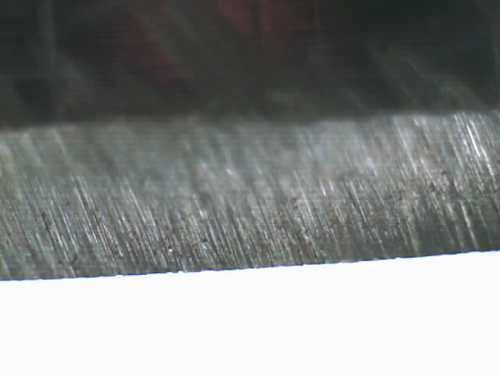
Для сравнения РК после 180 китайского камня, продававшегося вместе с точилкой:
180 грит китайский камень
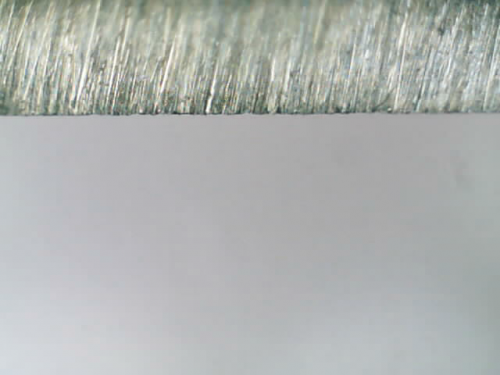
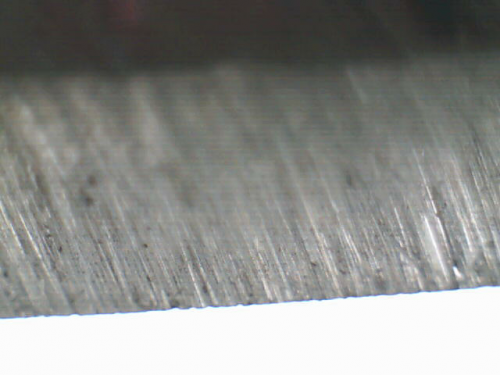
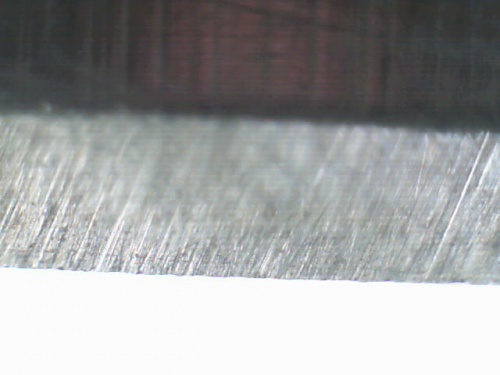
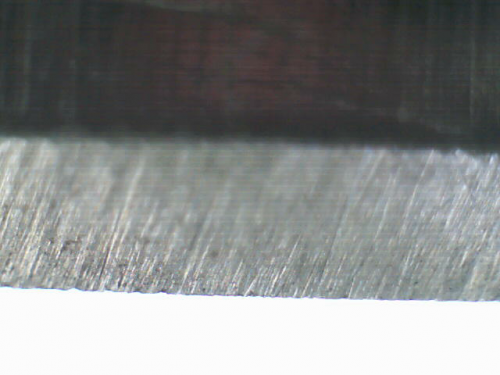
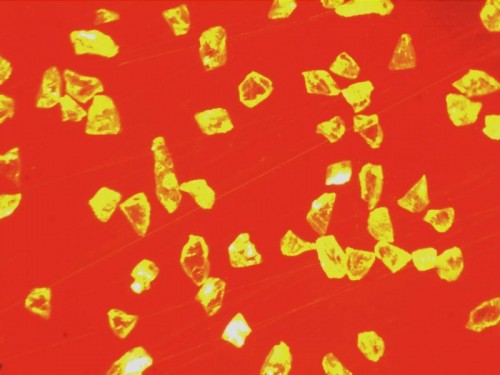
Далее для сравнения абразивы 400грит
алмаз 400 грит
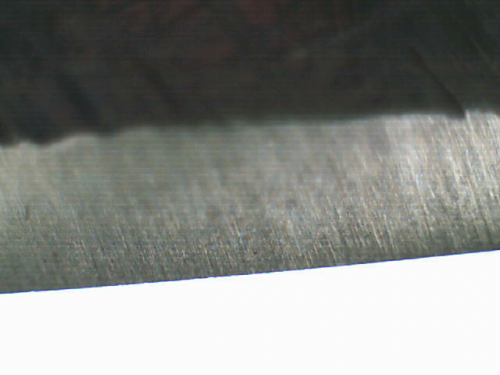
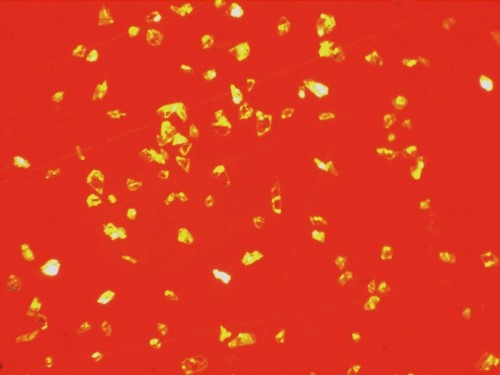
электрокорунд 400грит
карбид кремния 400грит
Повторюсь, фотографии не передают реальную картинку. Точно так же не получится передать то, что чувствуешь руками и слышишь в процессе заточки.
Но в принципе все именно так, как и должно быть с точки зрения теории. При том, что сравнивались абразивы с одинаковым размером зерна, алмаз оставляет самые глубокие и грубые риски, электрокорунд- наименее глубокие, работая гораздо более щадяще (и медленнее, соответственно), а карбид кремния снова занимает промежуточное между ними. При этом по скорости работы алмаз, как говорится, обходит и карбид кремния и электрокорунд «как стоячих».
Хотя сами риски могут показаться очень похожими, можно заметить, какую разную линию режущей кромки они формируют в итоге.
Алмаз сформировал «злую» режущую кромку с ярко выраженными зубцами. Эти зубцы вгрызаются в разрезаемый материал и дают то, что принято называть «агрессивный рез». Оборотной стороной агрессивности, купленной такой ценой, является то, что такая кромка быстрее тупится. Нагрузка на каждый из выпирающих зубцов большая, в итоге эти зубцы быстро заминаются, отламываются.
Кромка от электрокорунда гораздо менее «зубастая». Агрессивность меньше, зато кромка более монолитная, ее линия ровнее и лучше сопротивляется нагрузке.
Карбид кремния занимает промежуточное положение
Здесь я специально протачивал алмазом, чтобы показать режущую кромку после него. Но обычно я на режущую кромку алмазом не выхожу. Точу им до тех пор, пока риски не приблизятся к режущей кромке, а дальше работаю уже более щадящими абразивами.
Учитывая недостатки и особенности алмазов, пускаю в ход эти хоны я далеко не каждый раз, а только тогда, когда без них не обойтись. Но если применять с осторожностью и пониманием того, как они работают, штука хорошая и полезная
Маленький нюанс: пластина бруска стальная, поэтому из-за установленного в моём китапексе магнита есть определенное прилипание- не сильное, но ощутимое, так что надо быть внимательнее к контролю давления
ВЫВОД
Хорошая покупка, однозначно стоящая своих денег.
Самые обсуждаемые обзоры
| +45 |
1443
49
|
| +36 |
2280
57
|
Бен Дейл, создатель оригинального Апекса, пишет, что алмазные бруски предназначены только для керамических ножей.
Вообще теоретически керамические ножи точить можно, а практически не зачем. Керамический нож по сути своей одноразовый
100/80 действительно выкрашивает кромку, грубоват сильно, а вот двумя последующими привёл ножик почти к исходному состоянию. Был бы брусок 14/10 или потоньше было бы ещё лучше…
но керамику правлю сам, на кромке стеклянной полочки, как мусатом.
Результатом вполне доволен.
Полочки всегда под рукой… хватит их надолго поколений на пять ))
Твердость оконного стекла 5 единиц по Моосу
Твердость циркониевой керамики, из которой делают ножи- 8,2
Есть разновидности стекла более твердые, те же полки могут делать из закаленного, тогда твердость может быть 6, а при удачном раскладе и все 7 единиц. Но до керамики все равно не дотянет
То, что народ не связывается с заточкой керамики- не просто упущение заточников, которые из-за своей нерасторопности упускают уйму клиентов. Для того, чтобы не связываться с заточкой керамики, есть объективные причины.
Это откуда вообще? Я это тоже написал? Если вы так хорошо разбираетесь в производстве и металлообработке, то должны знать где применяется керамика. Там где, например, нужна высокоскоростная резка без применения СОЖ. И не только. Всё перечислять не вижу смысла, т.к. никому это здесь не надо. Или я написал, что керамику на обдирке пользуют?
Судя по вашему комментарию, керамику сейчас совсем не используют. Может не будем настолько категоричными?
P.S. Завод ОАО «СМПП» г.Ступино М.О. Если вам это интересно.
Надеюсь тема керамических резцов исчерпана. Всетаки ножи обсуждаем.
А я разве где-то написал, что «только». Я такого не писал. Меня удивляет использование вообще.
А можно конкретнее? Какой именно станок и для какой именно операции в металлообработке?
Если не понятно, специально уточняю: это не сарказм, не разведение срача. Иногда вопрос- это просто вопрос ради получения информации
А вот если окажется, что в металлообработке стали применять именно циркониевую керамику, из которой делают кухонные ножи, это будет для меня большой сюрприз
З.Ы.пока писал, появился ответ
Ничего невозмножного в заточке керамики нет. Вопрос в другом- в том, что возня с ее заточкой не оправдана в практическом плане.
Когда керамика только стала входить в наш быт, у интересующихся заточкой найфоманов был всплеск интереса к ней и к ее заточке, все пробовали, экспериментировали. Но очень быстро интерес сошел на нет. Общий вывод можно, пожалуй, сформулировать как «можно, но нафиг не нужно». Побаловались с новомодной игрушкой и вернулись к традиционным стальным ножам
блатупразднику. Да и нет доверия к местным заточникам, потому купил себе «псевдоапекс» и точу сам свои стальные ножи, так надежнее.Когда то хотел заказать такой набор, именно для чайнаапекса, ввиду небольшого размера камней. Но, потом купил лэнски и забил) Кухонные вручную на алмазах вожу, потом по микронке для полировки и на ремню, в конце.
11,23+17,64(Украина)= 28,87 долларов СГА
Фотографии наоборот — полностью соответствуют обзору и дополняют его! Из текста сразу становится ясно — на что нужно смотреть на фотографиях, а большего и не надо!
Зато после изучения будете удивляться тому, как Вы вообще умудрялись раньше что-то резать тупыми полосками металла, по какому-то недоразумению называвшимися ножами :)
сам всю жизнь затачивал на алмазном круге (чашка ф200 с шириной рабочей поверхности 10-20мм и 1400 об) и потом доводил на полировальном круге с гоя, затрат времени на 1 нож 2-3 минуты, переодичность заточки — раз в 4 месяца.
вашим методом ножи долше держаться или как?
Что касается стойкости, то конкретные результаты нужно пробовать получить на практике. И тут навык играет очень важную роль. Опытный заточник может получить лучший результат, используя гораздо более простые методы и инструменты, нежели новичок.
Тот вариант, который Вы описали, это в общем-то тот вариант, который используют при изготовлении ножей: 1.заточка на гриндере/точиле 2.снятие заусенца и приглаживание РК на войлоке/фетре.
Практика показывает, что при полноценной ручной заточке стойкость заточки как минимум в 2-3 раза выше, чем после заводской. Но и времени уйдет намного больше. И тут возникает вопрос поиска разумного баланса между результатом и временем работы. Если нож из хорошей стали после ручной заточки вместо (условно) 1000 резов сделает 3000 резов- это одно, а если после 3 часовой заточки нож из непойми какой стали вместо 10 резов сделает 30 резов, то это совсем другое и заставит подумать- а стоило ли возиться?
правда не уточнил сразу. я про кухонные ножи из обычной для их производства стали, не супер-пупер какие-нибудь, но и не китайские.
а для работы я инструмент после заточки всё-равно полирую, ни после одной заточки, в т.ч. и доводки на 2000й наждачке они не имеют такую острую грань как после полировки.
Ну и критерии остроты у всех разные. Для одних тупой нож- это который перестал брить, для других- который не режет ксероксную бумагу, а для третьих- еще более тупой нож.
У первого клона для установки/снятия магнитов приходится откручивать одну ножку точилки, а у второго это делается намного проще- там прямой доступ к нише