Обзор 3D принтера Geeetech A20M (Mix) с возможностью печати двумя цветами. Ставим стекло и печатаем револьвер!

- Цена: $359.00
- Перейти в магазин
Сегодня у меня планируется очень большой и длительный по времени обзор (длительный скорее для меня, чем для вас, хотя для вас тоже немаленький). Несколько месяцев назад я впервые ознакомился с таким устройством, как 3D принтер, на примере очень бюджетного, вернее сказать самого бюджетного Easythreed X1 Mini, на который был сделан обзор. Модель живёт и по сей день, хоть в обзоре люди не верили в то, что на нём вообще можно печатать. И тем не менее я потратил почти 600 метров пластика и разжился разными интересными и полезными вещицами. Вот только это не отнимает всех присутствующих минусов: отсутствие нагрева, маленькую рабочую область и общую бюджетность и мало-калиберность принтера. Но за опыт — могу сказать лишь спасибо. За время проведенное с ним я насытился всеми проблемами при 3D печати и стал ознакамливаться с Geeetech A20M с дельными мыслями в голове. Что вас ждет в обзоре? Ну, я фанат всего да поподробнее, потому текста будет море, фото будет гора, а мыслей — поляна. Полный набор, так сказать. А для всех, кого я всё ещё не заинтересовал я приготовил целый проект — в обзоре будем собирать модельку револьвера, которую я нашел на thingiverse и которая состоит из 15+ отдельных элементов; а так же будет рассказано про способ покраски изделий из пластика. Теперь же, добро пожаловать!
Обзор писался около месяца. Если в тексте будут не состыковки — это значит, что я их не заметил во время прочитки. Так же я, несмотря на сказанное, всё ещё новичок в теме принтинга, а потому ляпы и ошибки всё равно будут, но затем я, наверное, и буду показывать весь процесс того или иного действа, чтобы умные люди заметили и поправили, если сильно нужно будет.
Начнем с модельного ряда — Geeetech A20M это тот же A20, но Mix — с возможностью загрузить два филамента и делать разноцветные или градиентные модельки. Фича интересная, но, конечно же, не в новинку. Более того, не так и много имеет смысла — красить, это одно дело. А делать модельки просто из двух цветов — другое. Поэтому лично меня это интересует в этой модели от силы на один пункт, именно поэтому в обзоре и будет выделен лишь один пункт, где я буду показывать процесс наглядно и приводить примеры. В остальном главное, это общее качество печати и отсутствие остальной сотни проблем, которые могут встретиться во время данного занятия.
Geeetech — это вам не Ender, он не на слуху. И тем не менее в магазинах то тут, то там — они попадаются. Сегодняшняя модель вот и вовсе куда дороже Ender'a, как минимум, из-за своей фишки. Я вообще это к чему? Наверное, мне не хочется, чтобы у людей было предвзятое отношение к бренду. Принтеров у них достаточно, и в интернете много обзоров. Думаю, они наравне с другими менее известными производителями.
Так! Теперь точно всё :)
Думаю только, что мне стоит дать вам структуру обзора, чтобы вы в нем хоть немного ориентировались:
Что касается характеристик принтера, то вот и они: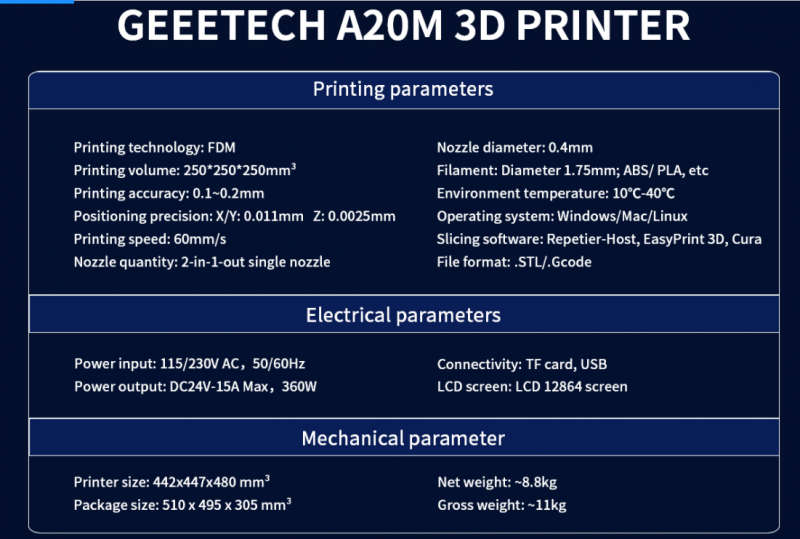
На сим, начинаю по пунктам.
В магазине по ссылке (официальный магазин и сайт) есть несколько вариаций A20M:
> с 3D Touch, с помощью которого можно автоматически выровнять стол, +$20
> с Wi-Fi модулем, с помощью которого принтером можно управлять со смартфона, +$20
> со специальным стеклом, которое, конечно же, куда лучше обычного коврика, +$30
Так же за 1кг филамента они просят, как и все, ещё дополнительных 20 баксов.
Базовая стоимость Geeetech A20M составляет $359. Со всеми фичами и без пластика — $429. Очень недурно. Но и все три фишки — вполне себе стоящие. Но, может и не на столько, сколько просят китайцы. Судить не мне. У меня на обзоре самая базовая версия и приходит она в вооот такой коробке:
Может, для тех, кто принтера не имеет, будет полезно сравнение с 6-литровой баклажкой воды и спичками (да-да, смешно):
Весит коробка около 12 кг. Удобно переносить первые 10 метров.
Даже мой маленький Easythrees X1 Mini пришел в разобранном виде, так что и этот, и любой другой принтер — является в своем роде конструктором. Показанная коробка — это оригинальная упаковка принтера, никаких описаний или красивых картинок на ней нет. Чтобы понять, что внутри, китайцы лепят наклейку с названием и SKU.
Внутри расположено несколько этажей из поролона, между и в которых располагаются все комплектующие. Первый этаж:
Второй:
И третий:
На фото ниже показано абсолютно всё, что можно найти в комплекте к этому принтеру. Хочу обратить ваше внимание, что некоторые детали, такие как винтики или мелкие пружинки, в процессе транспортировки могут выскочить/открутиться и по итогу находиться в самом поролоне или в его слоях. Я пока собирал принтер не мог понять, почему одних комплектующих нечетное количество, и оказалось, что недостающие части затерялись среди упаковки. Это сразу решило массу возникающих проблем.
На самом деле, мне будет очень трудно написать, что изображено на фото ниже, потому как и забыть что-то можно, и не заметить. Но я постараюсь. Из основного есть: нижняя часть принтера с блоком питания и рабочим столом с подогревом; основная рама с осями и мотором для оси Z; два подающих механизма; две запасные трубки для них; две запасных насадки экструдера (0.4мм); коврик для печатного стола; два крепления для бабин; кабель питания; кабель USB-A; MicroSD карточка; инструменты для сборки, среди которых гаечные ключи; набор винтиков и креплений; набор стяжек; два тестовых мотка PLA пластика по 10м каждый (у меня сиреневого и белого цветов); скребок; и документация, в том числе краткая инструкция по сборке.
Я перечислил почти всё, что есть:
Пройдусь по основным комплектующим и перейдём к сборке.
Кабель питания внушающий:
Для подключения к ПК есть USB-A. Забавный факт: точно такой же кабель, такого типа и такого же цвета, был в комплекте к моему X1 Mini, с одним лишь отличием, что тут он на 1 метр, против 50см у X1.
Комплектный пластик какой-то ноунейм. По крайней мере, кроме того, что это PLA, никакой информации тут нет. Но для попробовать этого достаточно. Хоть и лично я был бы рад, если бы в комплекте китайцы находили место и для нормальных бабин, не так уж и дорого это, на фоне стоимости самого принтера.
Есть в комплекте и скребок, который предназначен для того, чтобы отдирать от коврика хорошо прилипшие детали. И, важное и! Я не рекомендую его использовать. Я сглупил, мало того, что этот скребок и на вид дешевка, так начал елозить по коврику на рабочем столе, когда хотел убрать остатки пластика. Результат — довольно глубокие царапины. И нет, они не влияют на печать, но хороших впечатлений от такого опыта я не получил. Лучше уж нагреть стол до нужной температуры и потом отлепить то, что нужно, чем использовать комплектный скребок.
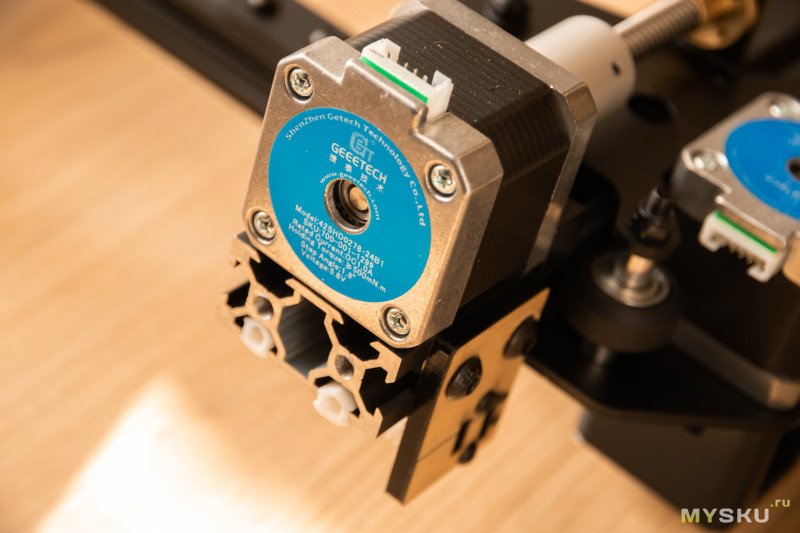
Это, можно сказать, мы прошлись по мелочи, а теперь посмотрим на вещи посерьезнее. Два подающих моторчика. Два их тут потому, что принтер может принимать два филамента одновременно.
Ближе:
Почти такие же расположены вообще по всему принтеру.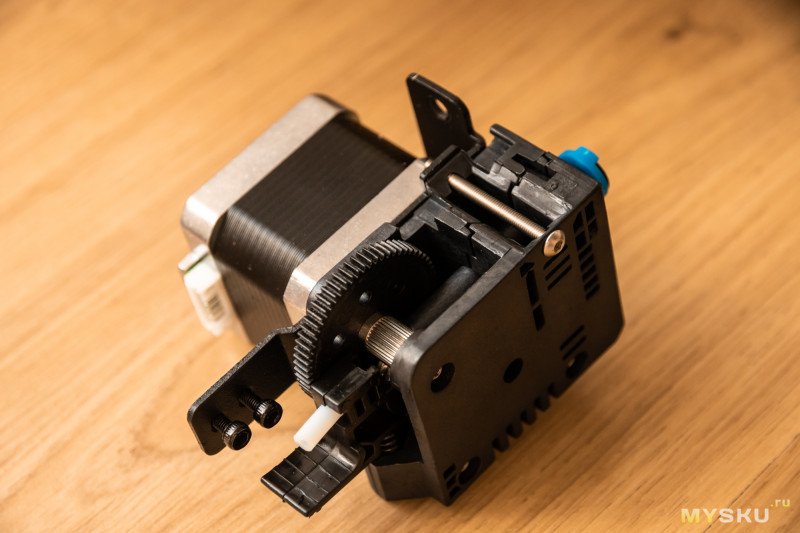
На фото ниже показано место крепления направляющего механизма.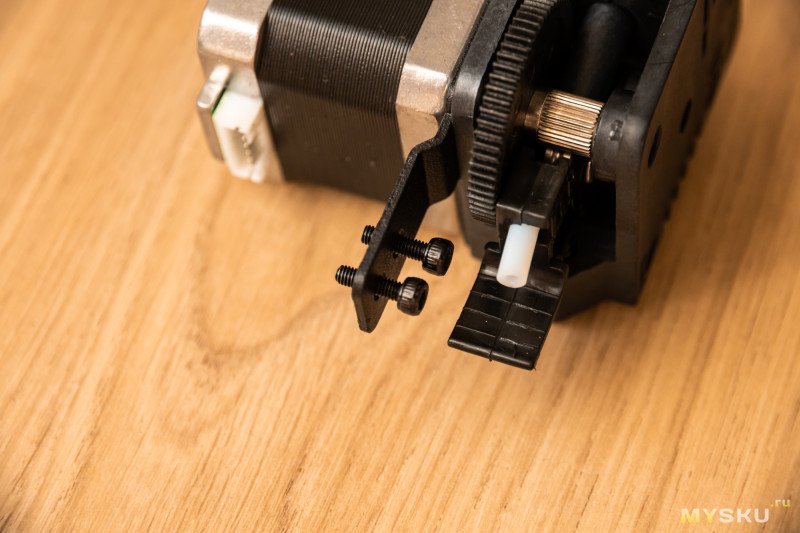
Тут же место установки трубок от экструдера:
Обратная сторона: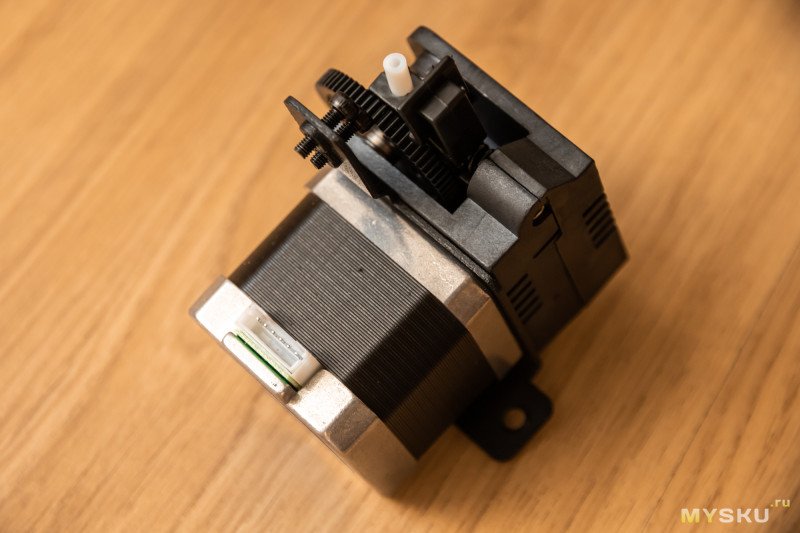
Под подающими механизмами я подразумеваю то, что китайцы в моей сборке решили это упростить, потому что вместо того, что на фото ниже (пластиковые насадки) в комплекте должны быть поворотные пластиковые насадки.
Экструдер уже установлен на раму, за что спасибо китайцам, это куда лучше, чем ставить его самому. От экструдера исходит две трубки, которые потом нужно будет направить в подающие моторчики.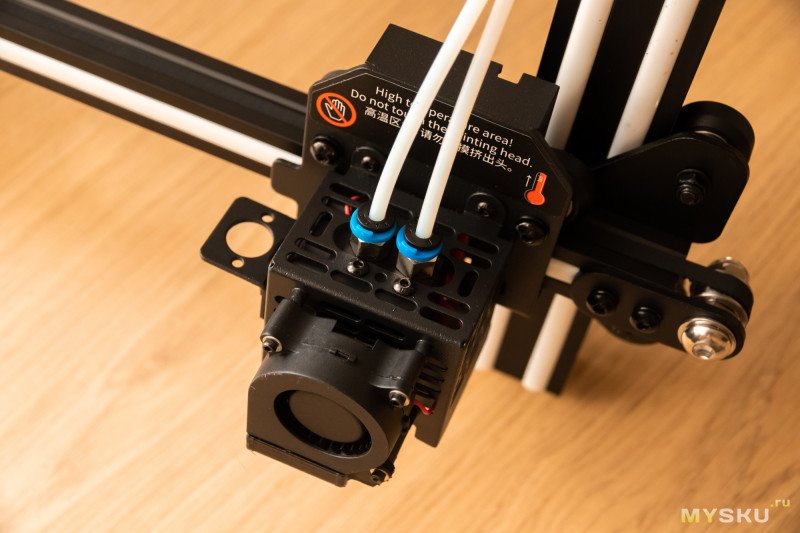
В комплекте к принтеру есть две запасные трубки:
Рама, как видно на фото, собрана полностью:
Дабы человек смог определить перед и зад принтера, то есть этой рамы, на ней есть белые резиновые вставки. Они — перед. Её мы рассмотрим детальнее в следующем пункте обзора, а пока коврик. Он на самоклейке и, можно сказать, одноразовый. Китайцы рекомендуют печатать первый слой высотой 0.3мм, но лично я тут не заметил от этого никакой пользы.
Для пластика предусмотрено два крепления, которые устанавливаются на верхнюю часть рамы. Каждое крепление состоит из двух частей — стальной балки и пластикового держателя.
Так как в принтере много проводов, которые на данный момент спрятаны под столом на основной части принтера, в комплекте предусмотрен комплект стяжек. Must-have для тех, кто хочет, чтобы принтер выглядел аккуратно.
Дальше остается показать инструменты:
И детали для сборки:

В пакетике на фото выше так же лежат запасные «жала» 0.4мм.
Среди бумажек есть специальный листик для выравнивания стола, с небольшой инструкцией по этой процедуре.
Благодарственное «письмо» от Geeetech:
На этом с комплектом, вроде как, всё. Есть карта памяти на 4ГБ, но она безымянная и не стоит внимания. Подошла бы и на 512мб, это не суть. По итогу (пишу эту часть обзора уже через неделю после сборки) — комплект тут полный и единственное, чего мне не хватило — запасного коврика. Хорошо, что я почти сразу решил ставить стекло.
***
Перед сборкой, пока есть такая возможность, посмотрим на две основные части принтера детальнее: рама и стол.
Рама с двух сторон (одна из фотографий уже фигурировала тут, но не суть):
Рама жесткая, собрана крепко и хорошо затянута. Ничего не болтается и ничего затягивать даже через время — не пришлось.

По обе её стороны:
Профили: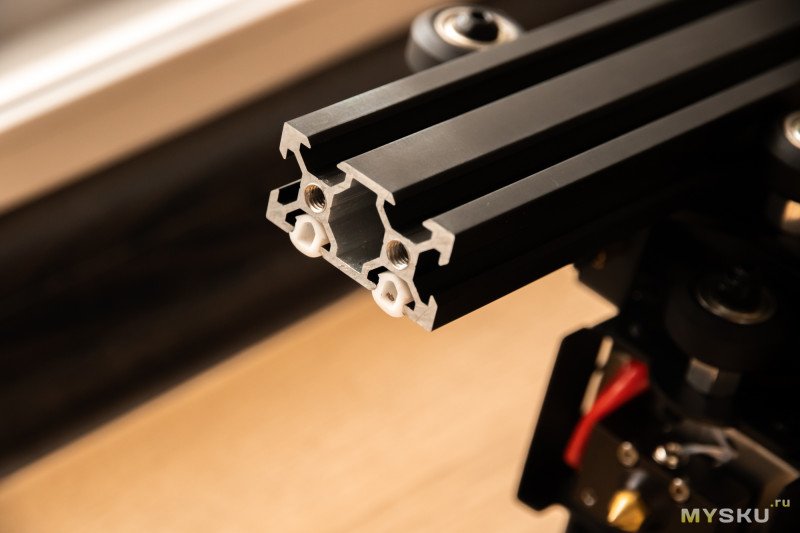
Эсктрудер: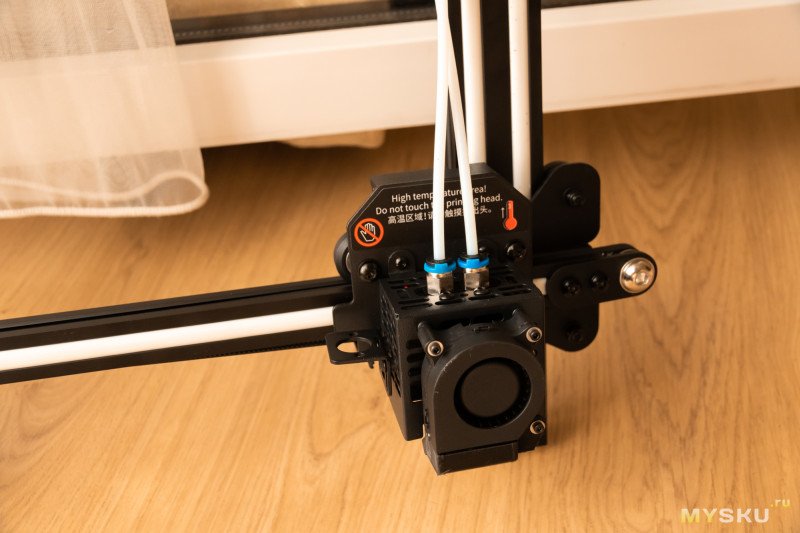
Место крепления двух подающих трубок. Так же на фото ниже хорошо видно обдув. Он находится с одной стороны и направлен в место печати.
Обратная сторона: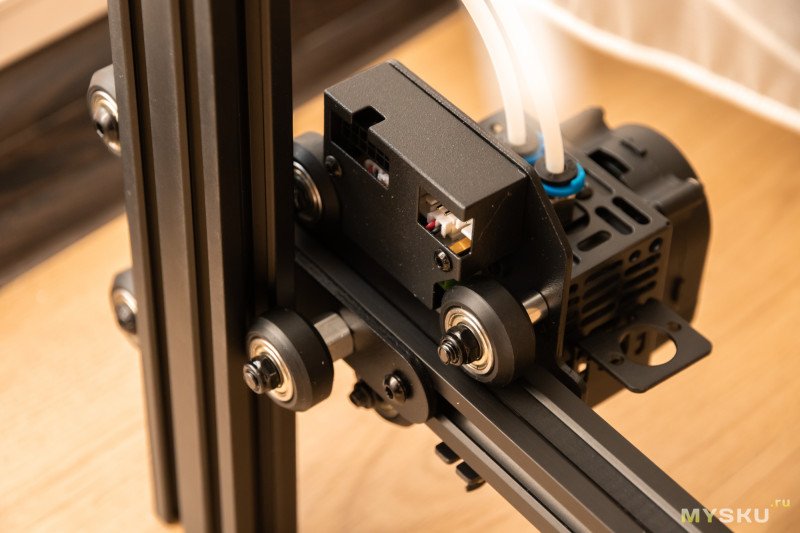
Моторчик оси Z: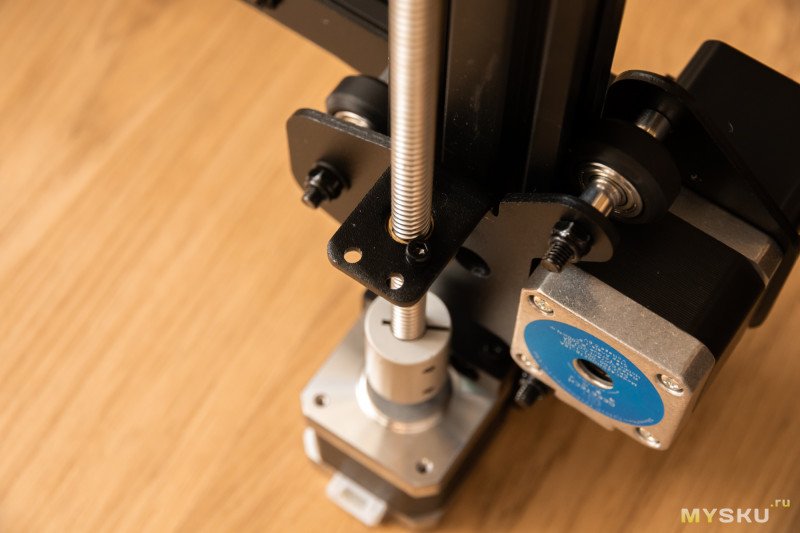

Я бы добавил бы больше фото, если бы знал, что конкретно вы хотите увидеть, но, кажется, этих фотографий и так должно хватить. Разве что могу дополнить:



Скажу кратко — после X1 Mini это небо и земля. Я имею представление, что такое нормальный принтер (по типу Anet или Ender) и потому могу сказать, что данная система мало чем отличается от того, что предлагают проверенные варианты. Оно и неудивительно — испытывать что-то новое, когда есть уже проверенная схема — себе дороже.
И потому посмотрим на нижнюю часть принтера со столом.
Спереди есть наклейка с общей информацией и характеристиками: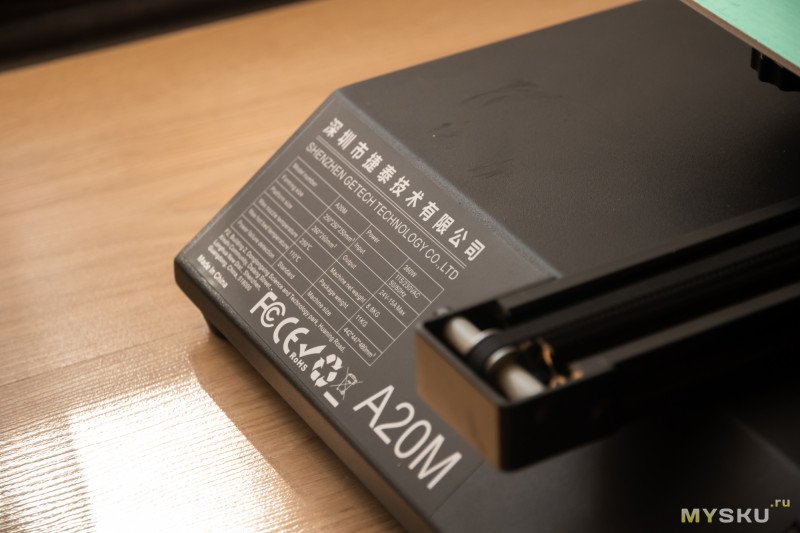
С противоположного «берега» — LCD дисплей и элемент управления.
Стол с защитной наклейкой:
Под ним и сзади есть моток всех нужных кабелей, которые исходят из внутренностей корпуса.
Чуть ниже мотка находится разъём для питания и большая и удобная кнопка включения.
С противоположной стороны находится разъём USB-A и слот для MicroSD.
Стол ездит на профиле по оси Y.
Изначально стол болтается, его нужно затянуть. Сам профиль — даже не люфтит.
У стола есть 4 регулятора высоты: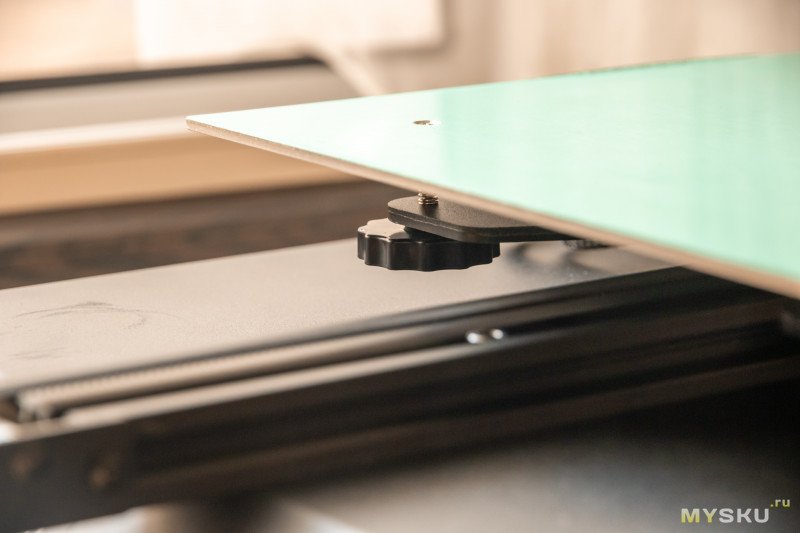
Но чтобы затянуть стол, нужны не они, а две гайки, которые обе находятся чуть глубже под столом. Затягивая их (они обе с одной стороны! Другие трогать нет смысла), так вот, затягивая их, ролики начинают плотнее прилегать к профилю и в последствии стол перестает шататься. На фото эти гайки я не покажу, они слишком глубоко, чтобы что-то было понятно. Но с помощью комплектного гаечного ключа никаких трудностей не возникнет. Главное сделать это сразу и не печатать, пока стол не перестанет шататься.
Моторчик оси: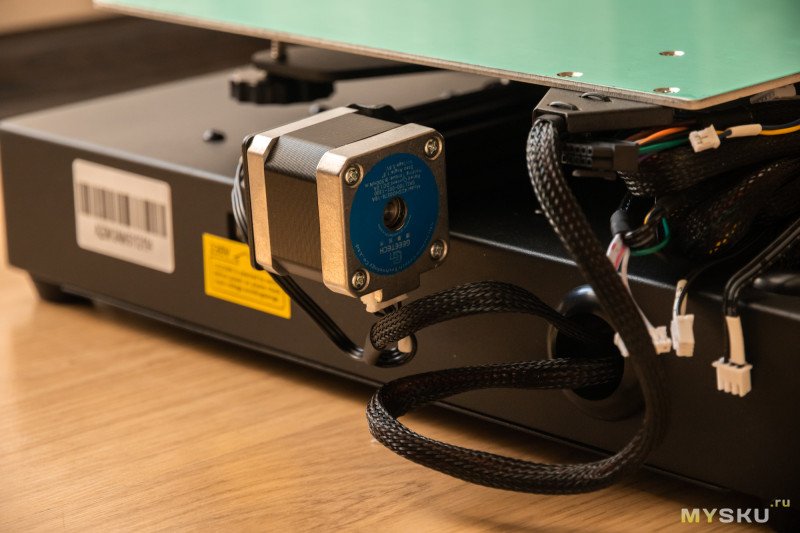
С другой стороны: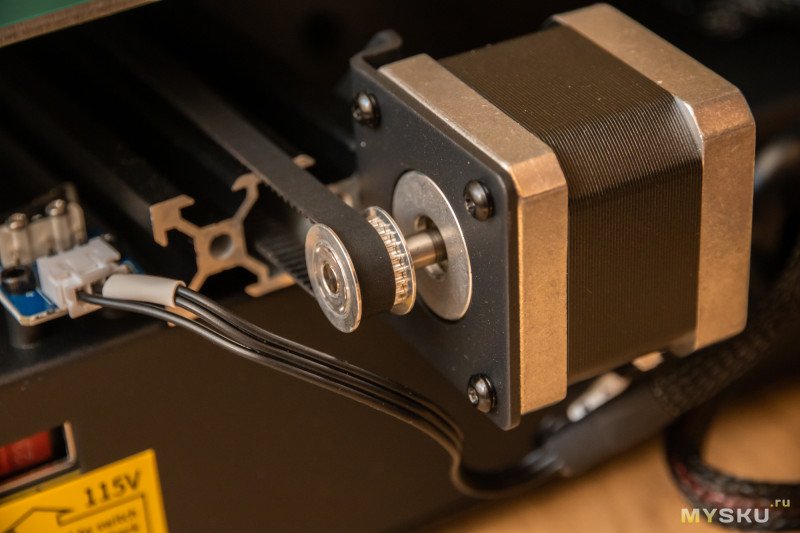
Потом нужно будет искать что и куда подключать:
Стол тут с подогревом, питание у него сзади. Вот кабель: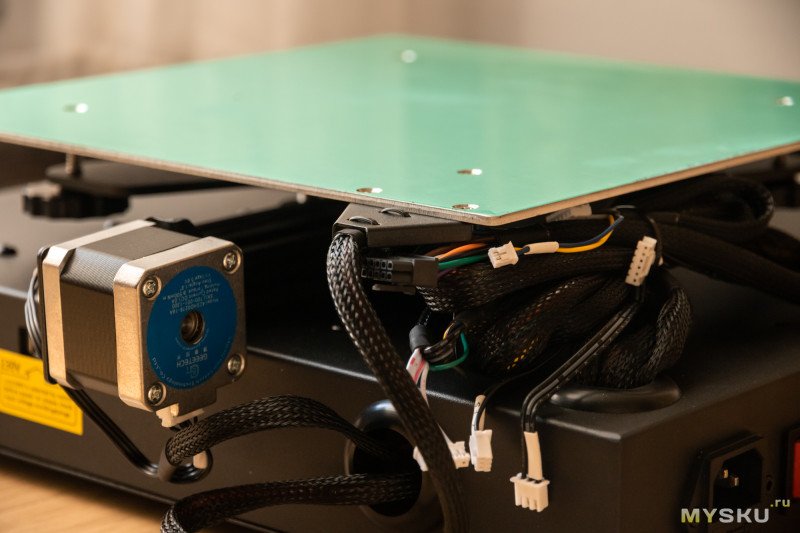
На этом с внешней стороной основной части можно заканчивать.
***
Дно я уже показывал. С помощью гаечного ключа получаем такой результат: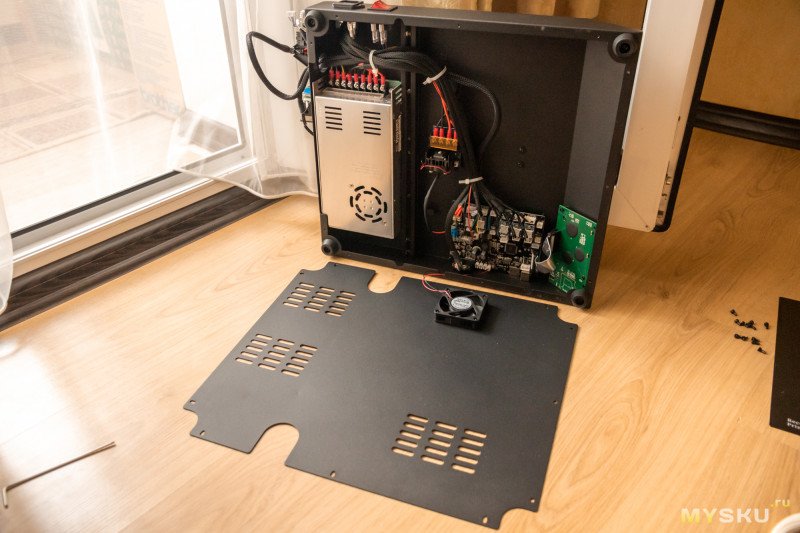 (убедитесь в том, что принтер не перевалиться в сторону оси Y и самого стола! Она тяжелее)
(убедитесь в том, что принтер не перевалиться в сторону оси Y и самого стола! Она тяжелее)
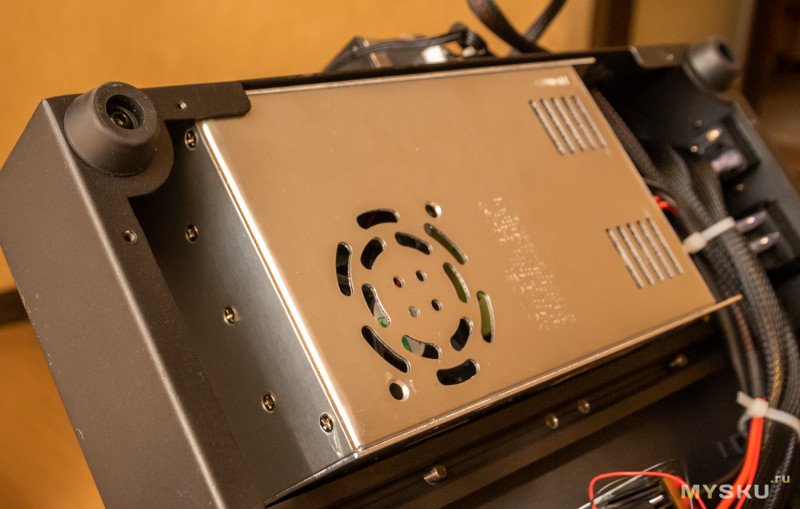
Нас встречает вентилятор: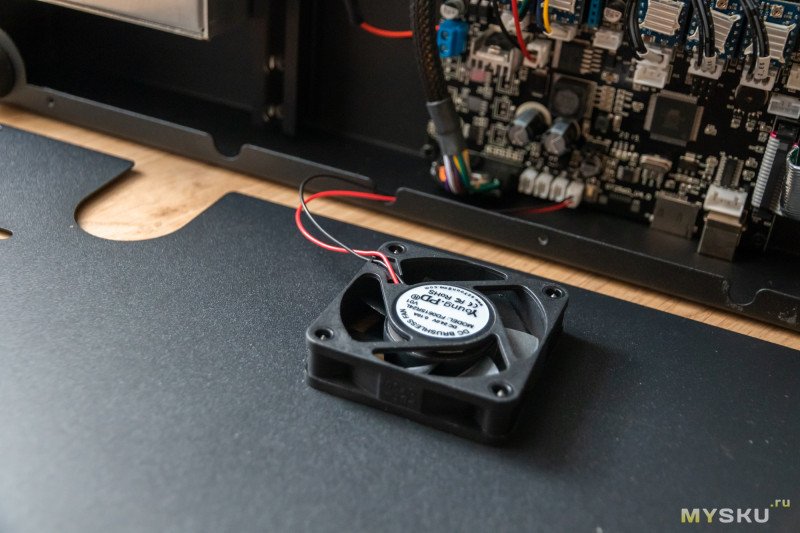
Он же: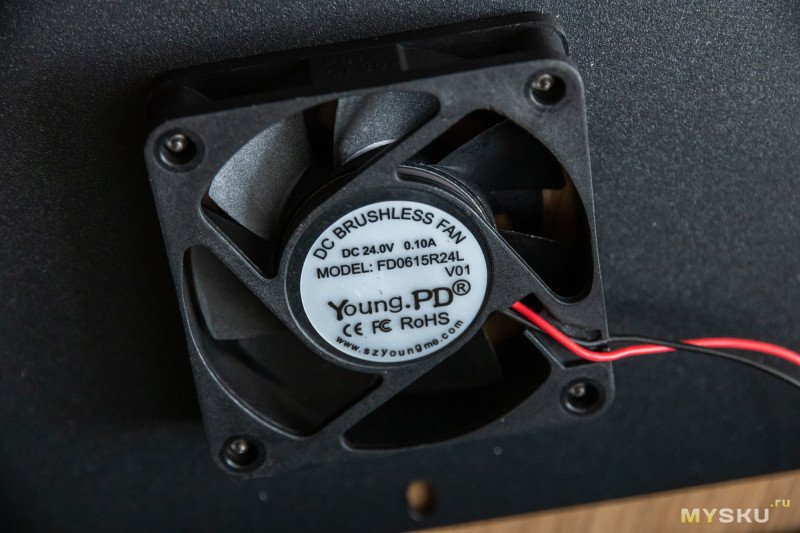
Я сразу скажу, что я не дорос в профессиональном плане до того, чтобы разбирать каждую микросхему и её назначение. Лучше я скину все нужные фото и покажу, что тут к чему: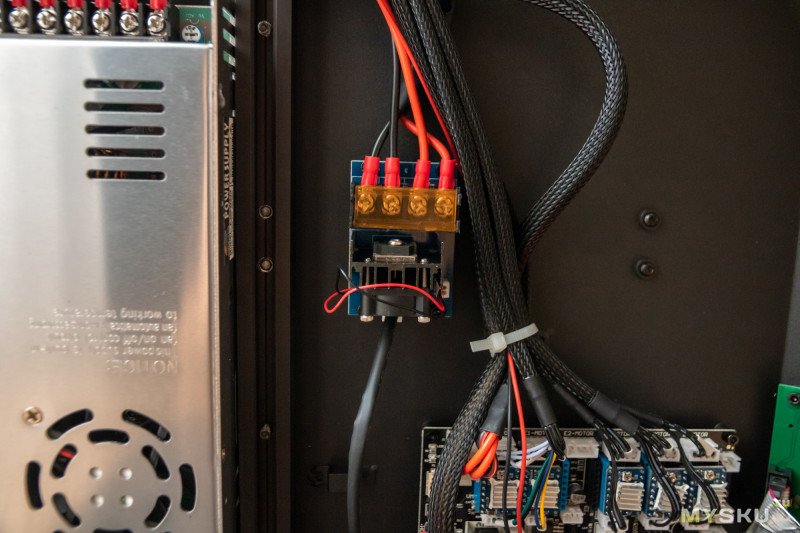
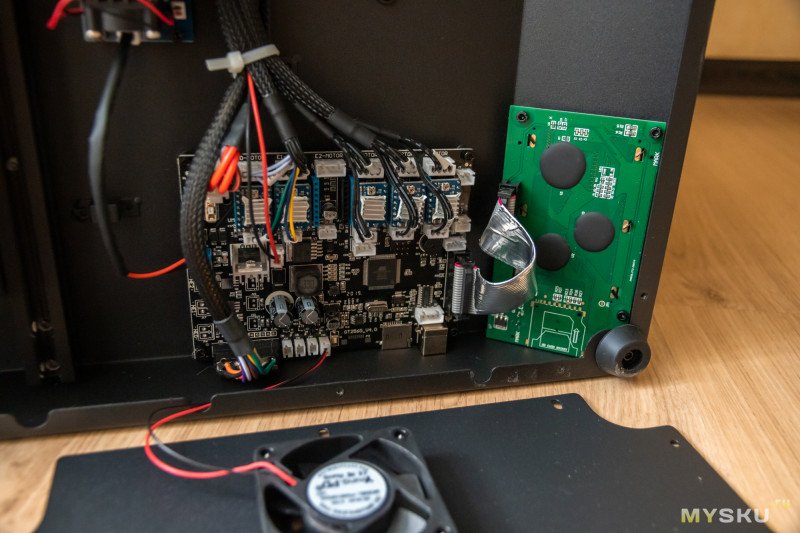
Микросхема дисплея: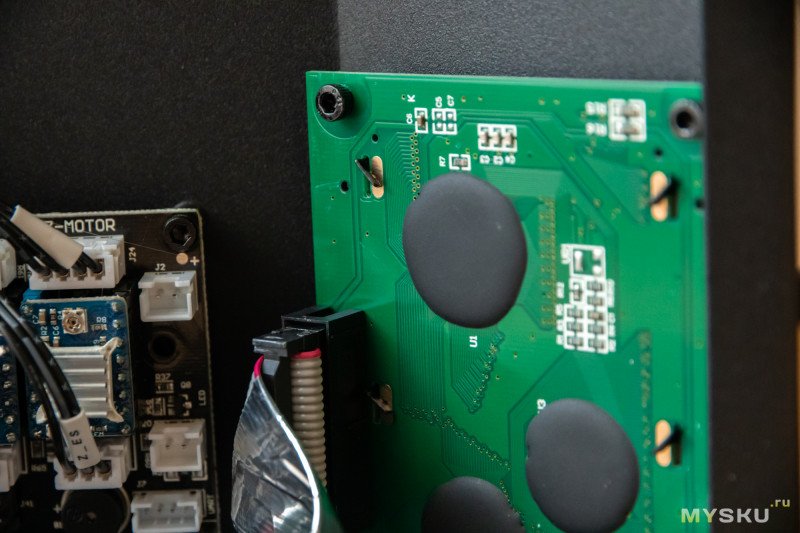
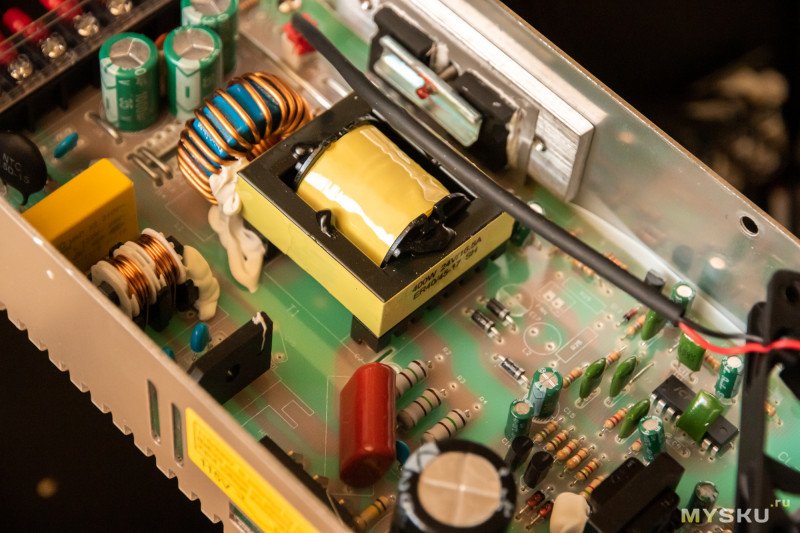
А вот, что касается блока питания: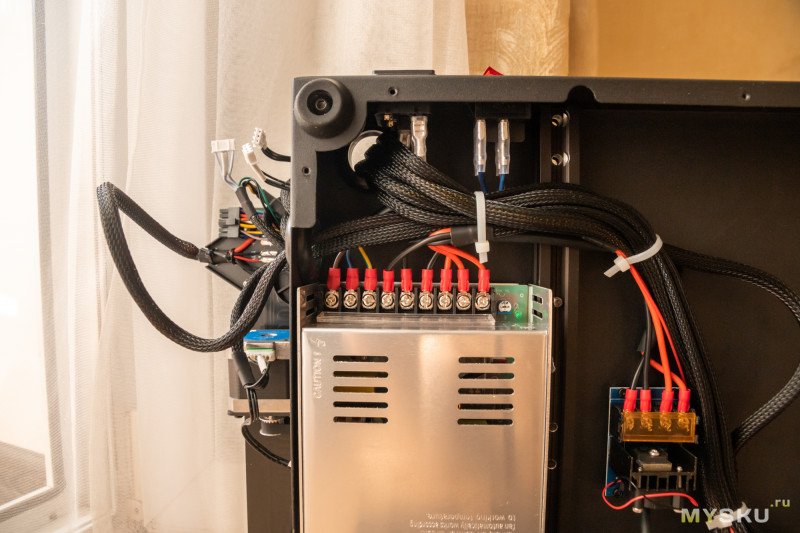
Ближе: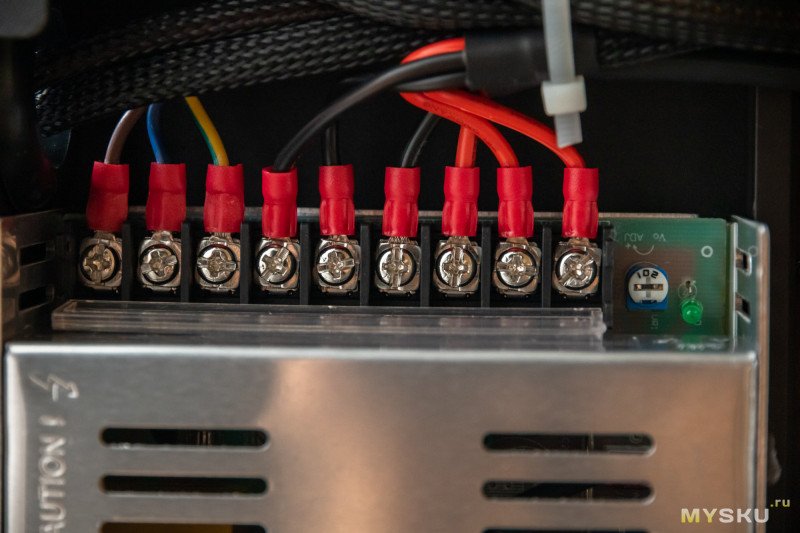
Блок питания держится не только изнутри, но и, понятное дело, сверху. Потому, чтобы его снять, нужно поработать гаечным ключом рядом с профилем оси Y, предварительно отодвинув стол в сторону.
Следующим испытанием становится то, что блок питания очень хорошо сидит внутри, и чтобы его вытащить, его нужно поднять выше этого угла:
Чтобы это сделать, нужно хотя бы наполовину вынуть эту резиновую втулку:
После — блок питания в наших руках.
Я опять не буду заострять внимания на отдельных его элементах, для этого люди отдельные обзоры делают, а у нас тут не он на обзоре, а принтер. Детальные фото: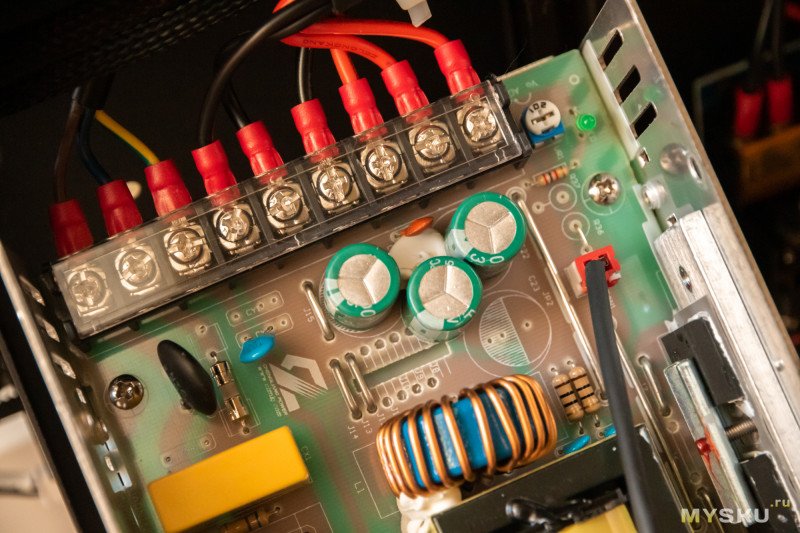
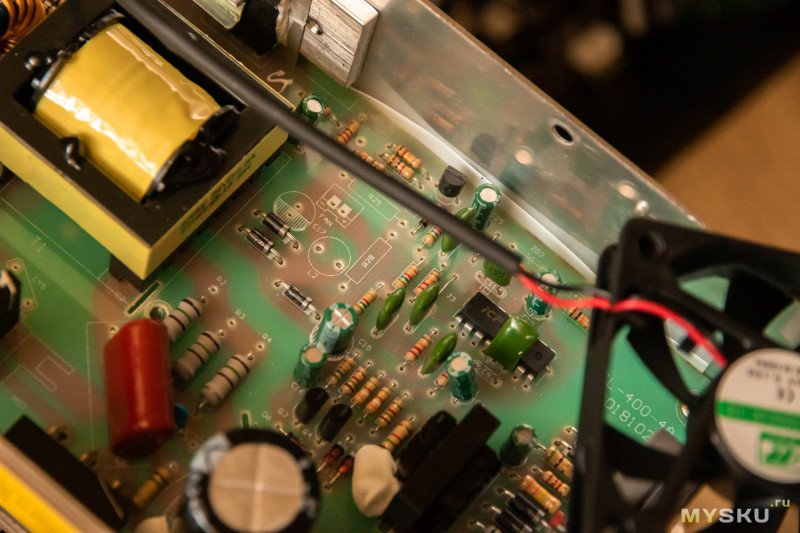
Вентилятор есть и тут:
Самое полезное, как по мне, тут наклейка со всей нужной рядовому пользователю информацией: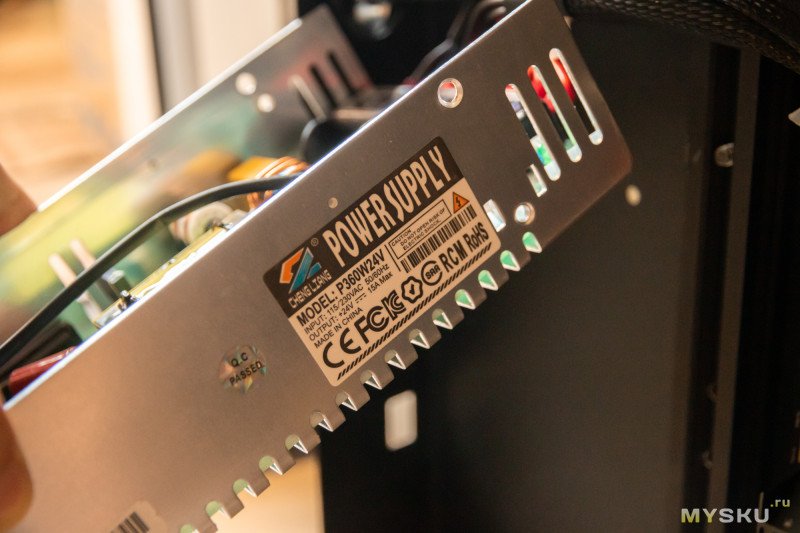
Такой в рознице стоит от 20 до 30 долл. Может есть дешевле, может и дороже, но сам факт того, что это совсем не дешевка.
Ну, на этом можно и этот пункт заканчивать. Так сказать, разборка.
Теперь же — сборка.
***
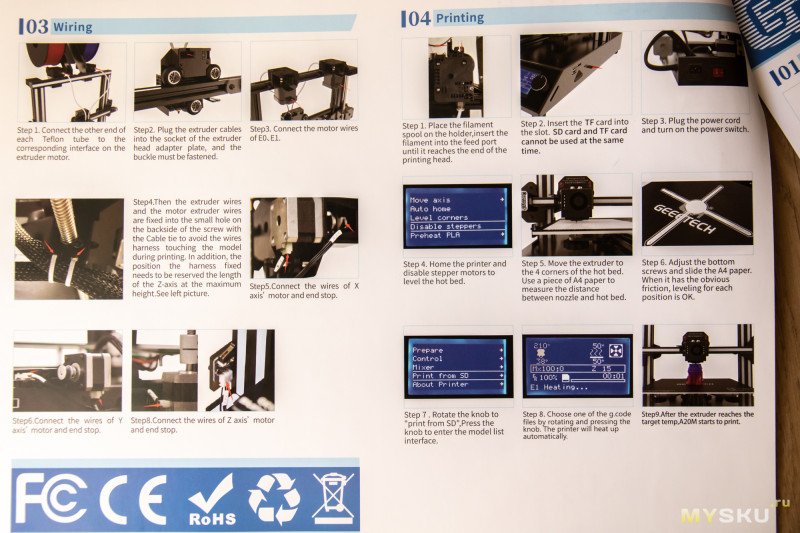
Инструкция по сборке содержит список всех комплектующих, в подтверждение моему списку в начале обзора. Сама инструкция мне не понравилась. Несмотря на то, что она выглядит неплохо, с картинками, но по факту на картинках ничего не видно, а сама она совсем не информативная. Более того, тут около 8 двух сторонних листов, где на каждом версия на каком-то языке и, представляете, там не нашлось места для русского. Как-то глупо, уж среди 8 языков не найти места для русского.
Итак, с чего стоит начать?
Берём и ставим нижнюю часть принтера, с печатным столом, на ровную поверхность. Желательно, на стол. А потом смотрим вниз:
В нижней крышке есть два отверстия. Теперь переворачиваем эту часть принтера обратно и ставим на неё раму. Берём их:
И прикручиваем раму снизу. В комплекте есть буксы, которые улучшат жесткость конструкции. Прикрутили?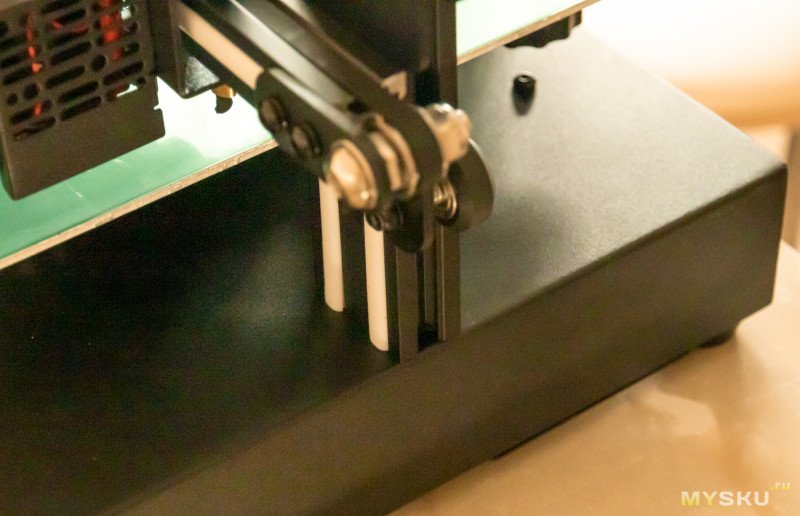
Теперь очередь поставить подающие моторчики. Для этого берем каждый в руку и откручиваем эти болты:
Берем эту пластиковую деталь (направитель) и теперь прикручиваем её к этому месту. Выходит:
С обратной стороны каждого моторчика есть такая система креплений: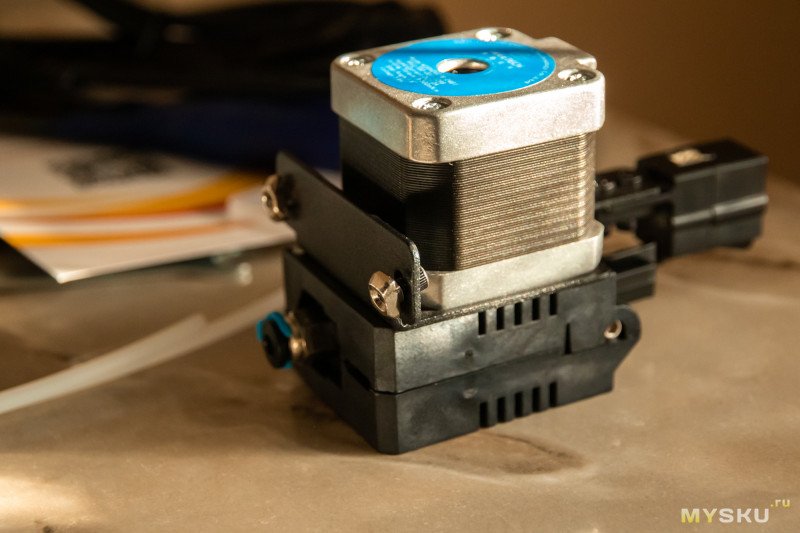
У меня оно всё почти на 90% приехало разобранным и винтики мне пришлось искать в самой коробке — отпали. Вам нужно сделать так, чтобы мотор можно было бы пропихнуть в профиль. Как? У профиля есть заглушка: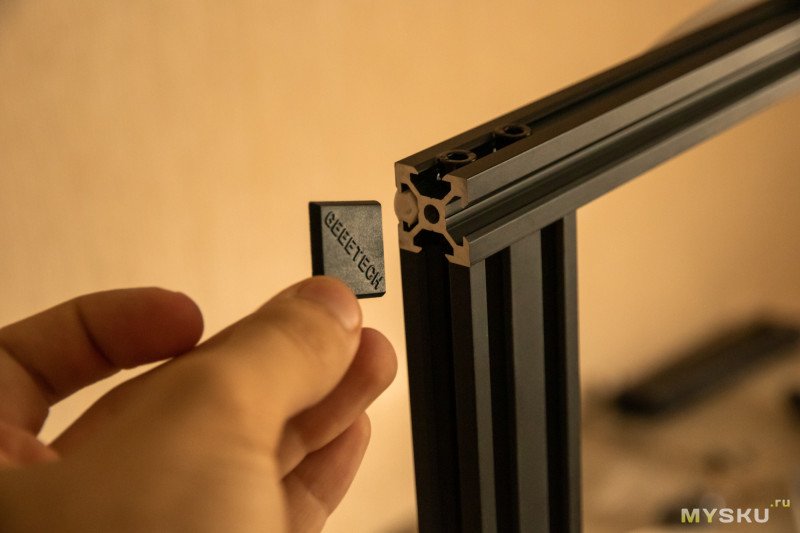
Берём наше:
И вставляем в профиль: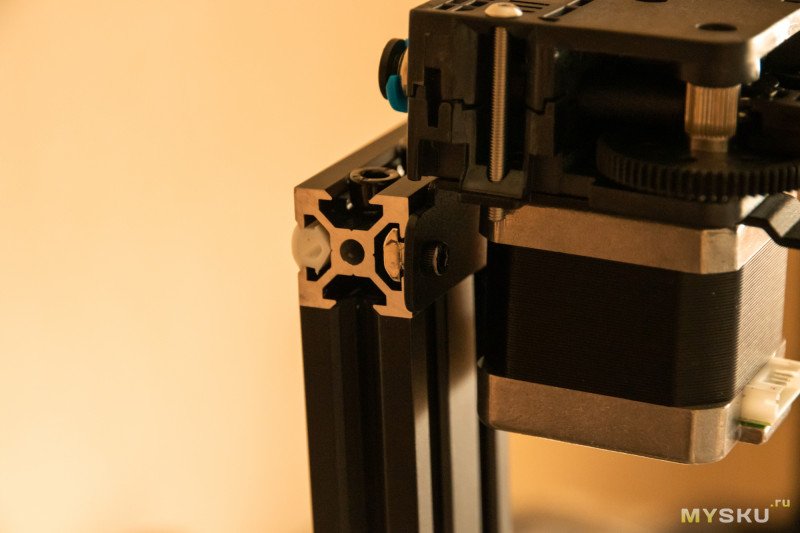 .
.
Делаем так с двумя моторчиками и затягиваем. Расположить их можно в произвольном месте, потому что это неподвижная часть принтера. Но желательно, конечно же, расположить по обе части профиля. Почему? Потому что между ними предполагается установка держателей для бабин. Оба держателя зеркальные друг другу и потому их можно расположить близко и так, чтобы никто не мешал друг другу. В идеальном сценарии бабина будет висеть над моторчиком, в который и нужно будет заводить филамент. После установки моторчика, к нему обязательно нужно присоединить трубку, которая идет от экструдера.
На этом сборка, в общем-то, закончена. Может я объяснил непонятно, но для лучшего понимания я рекомендую смотреть видео по сборке. Благо, на эту модель их в сети даже несколько (может даже и десятков).
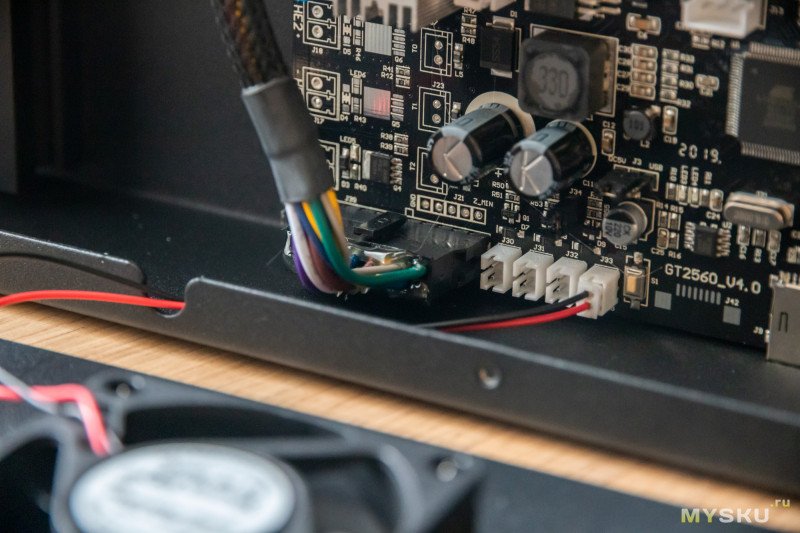
Теперь очередь проводов. Тут уж могут случиться проблемы. Как минимум потому, что на большинстве видео ничего непонятно, а в оригинальной инструкции этот момент будто бы и вовсе избегают. Проводов тут много, около десяти, и каждому нужно найти своё место. И если вы поставили что-то не туда, куда нужно, принтер будет работать некорректно.
Но что я хожу вокруг да около: у каждого провода есть своя маркировка. И вот эта картинка возьмёт и сделает вашу жизнь проще: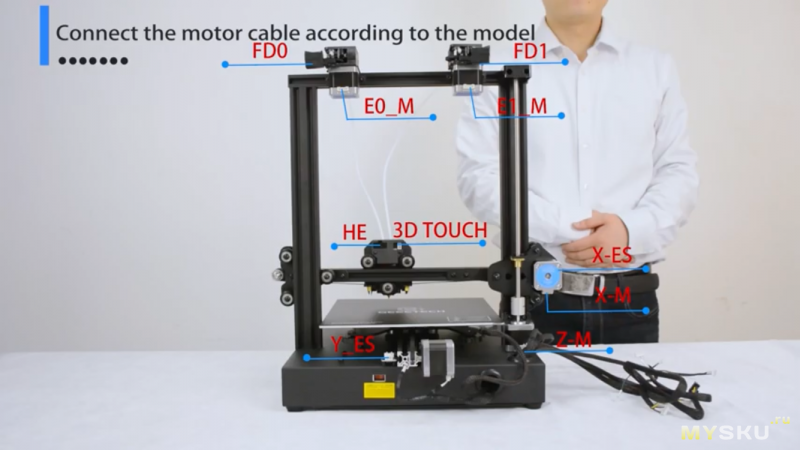
Это из официального видео. Тем ситуация и страннее — почему бы китайцам просто не взять, да не вставить ссылку на это видео в инструкцию, не вставить в инструкцию картинку с нужным расположением проводов? Непонятно.
Так или иначе, а теперь сборка точно закончена.
***
Если для вас это первый принтер подобного рода, то готовьте свои столы. Лучше — отдельные столы. Да и так, чтобы рядом не было полок. Потому что оригинальная конструкция, с бабинами сверху, занимает столько места, что на моем рабочем столе уткнулась в навесные полки. Если точнее, то высота этой конструкции около 70-80см, что, как по мне, многовато.
При этом принтер вы особо не потрогаете, не перенесёте туда и обратно, потому что весит он 12кг и трогать его в этом плане лишний раз не хочется. Поэтому для него, как и для любого другого принтера, желательного сразу подготовить хорошее устойчивое место печати. Причем так, чтобы и кнопка включения была в досягаемости, и место установки карты памяти. Оно тут, к слову, не самое удобное — сбоку и без каких-либо обозначений. В темном углу его искать придется лишь на ощупь, а учитывая, что карта памяти вещь маленькая, то её можно либо уронить, либо, да-да, вставить выше или ниже слота — потому что там есть зазор. А это уже очень неприятно. Лично я планирую как-то доделать этот момент. А ведь всё бы решила установка этого слота возле дисплея, как некоторых не только принтерах, но и даже ревизиях А20М.
В общем-то, на этом данный пункт я и закончу. Большим я его не планировал, большого — хватает.
***
На этом моменте я допустил небольшую ошибку, не связанную с принтером. Это я про то, что эту часть обзора я стал писать спустя недели две-три после того, как сделал запуск и калибровочные модели. Поэтому некоторый материал, который мне хотелось видеть пропал, а про что-то я мог забыть. Так или иначе, но я обсуждаю и так о базовых понятия, которые будут полезны лишь самым новичкам. Но я постараюсь закрыть все возможные пробелы.
Для того, чтобы работать с принтером, нам нужна программа. Называется она слайсер, и в данном пункте у меня будет установлена Cura последних ревизий (4.хх). Помимо Cura (Куры) есть множество других программ, хотя вторым по популярности является Simplify3D — приложение платное, сделано было относительно давно (под этим я подразумеваю то, что оно давно не обновлялось), но лишена нескольких, а то и множества недостатков или недочетов Куры, которые могут проявиться во время использования.
Так вот, Cura есть на русском, скачать в интернете не проблема (главное не качать версии 15.хх — они старые).
После запуска нужно либо выбрать свой принтер, либо самому указать одни из самых важных параметров. В случае с Geeetech A20M — внутри современных версий программы уже есть предустановленный профиль для принтера, который в т.ч. включает набор команд для начала печати. Именно этот профиль я и решил использовать после попыток опробовать другие команды (алгоритмы работы у некоторых принтеров, особенно в начале печати, могут очень даже заметно отличаться).
Вот так выглядят все ключевые параметры А20М, включая пусковой G-код (тот самый набор команд, которые принтер проделывает перед началом каждой печати).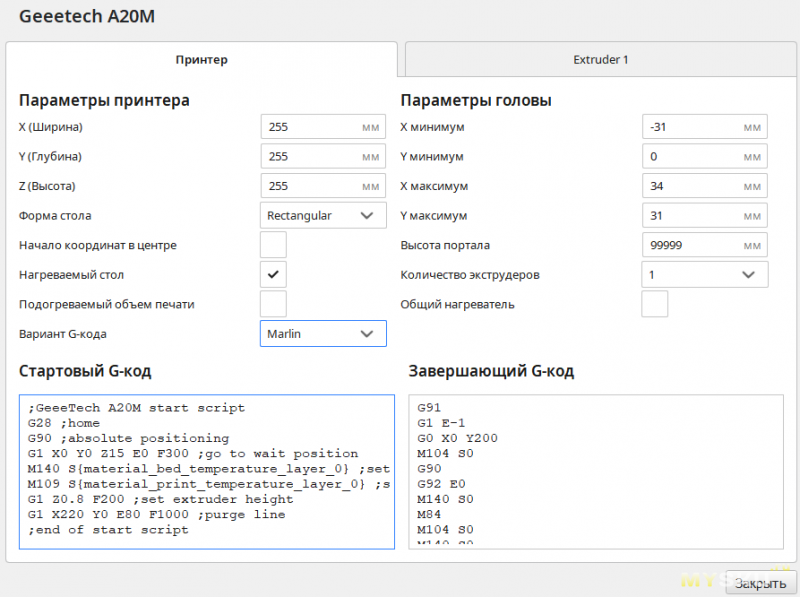
Для тех, кто будет искать, по той или иной причине, прилагаю эти G-коды:
Пусковой код во время начала печати делает тестовую линию длинной около 20см, во время которой рассчитано на то, что с сопла уберется весь мусор и пластик разогреется.
В интернете я нашел и отдельный скриншот с правильно написанными данными для этого принтера. Вторым важным моментом, который я так же выделил на скриншоте ниже, является Home Y и Home X. Не буду вдаваться в подробности, так как могу допустить ошибку, но что точно я могу сказать, что указав данные параметры вы не прогадаете. По одной простой причине: изначально во встроенном профиле Cura для А20М написана какая-то белиберда.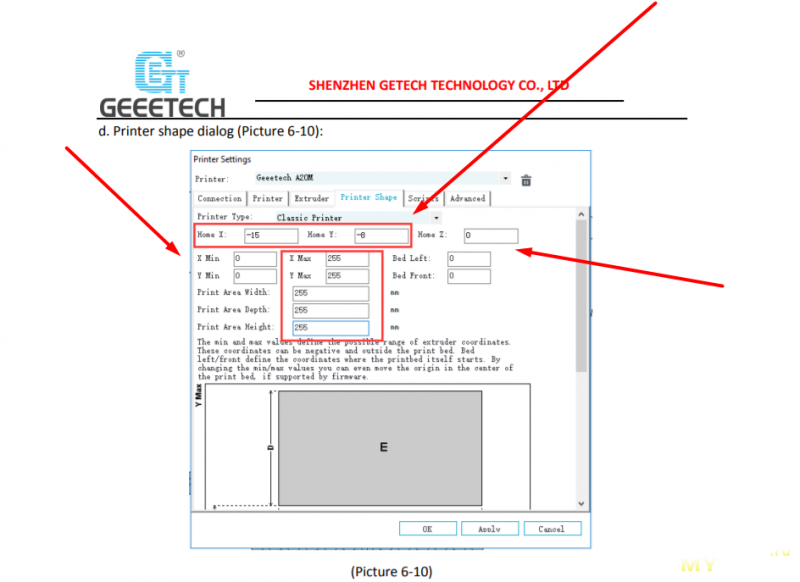
Про остальное уточнять нет смысла — размер сопла 0.4мм, что является уже привычным стандартом, пластик же 1.75мм. Стол с подогревом, температура экуструдера до 250 градусов. Самое главное — первые два параметра не забыть проверить, а то мало ли. Та ещё каша будет.
Это всё, что касается как Куры, так и другой программы, которую я уже упомянул — Simplify3D. Хорошо, что хотя бы с этими, основными параметрами, особых проблем не возникает. Но проблемы будут, куда без них :)
Следующим пунктом мы просто включаем принтер в розетку, нажимаем на кнопку сбоку и он начинает гудеть. Модель поддерживает печать как по USB, для чего в комплекте и лежит красивый метровый USB-A кабель, так и по MicroSD. Я был бы не прочь увидеть обычный SD слот, но, наверное, это редкое явление. Зато можно было бы обходиться без лишнего звена в виде SD адаптера или кардридера.
***
Начинается самое интересное. Первым делом я стал печатать настройками Easythreed X1 Mini, которые были выяснены в нелегком месячном противостоянии меня и, собственно, его. Печатал пробный кубик — www.thingiverse.com/thing:3136121
У меня после первого знакомства с 3D принетром сразу появилась папка с тестовыми моделями. Но тут есть уже первый нюанс касательно выбора слайсера: в Кура без танцов с бубном нельзя взять и просто напечатать тестовые фигурки, которые подразумевают изменение каких-либо параметров в процессе печати. Печатай или по одной фигуре на один набор настроек, либо не печатай вообще. По этой причине и по незнанию в прошлом обзоре я этим делом не занимался, а тут — пришлось.
И вот что вышло с настройками от прошлого принтера: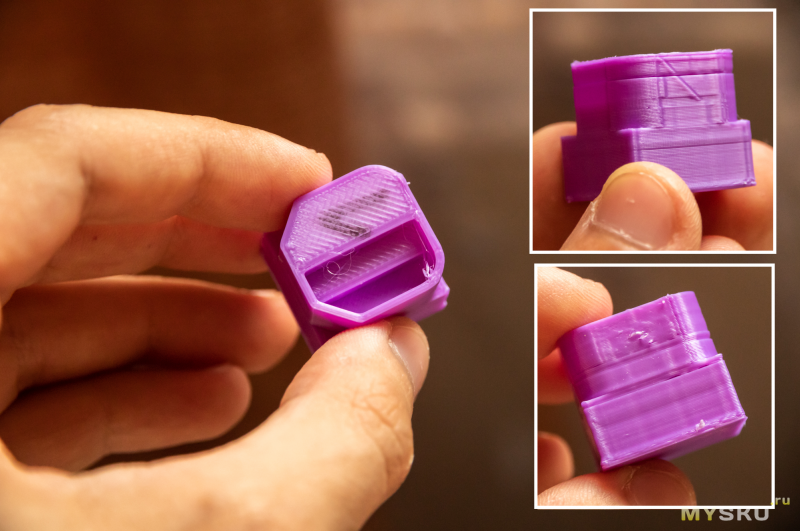
По впечатлениям: А20М печатает очень резво.
Вот прямо, ну ни в какое сравнение с игрушечным принтером с размером печати 10х10х10см. Скорость подтверждается и тем, что тут кубик напечатался за 18-19 минут, когда как на X1 Mini этот процесс был около 30-32 минут. Это сразу говорит о том, что проблем со скоростью нет. По крайней мере видимых или весомых.
Что же касается качества модельки, то даже несмотря на отсутствие каких-либо индивидуальных настроек для А20М, кубик получился более менее «живым», особенно мне понравились внешние грани (если убрать все появившиеся косяки) — они очень приятные на ощупь и не видно слоислости. На этом достоинства заканчивались, потому что внешний контур все равно поплыл, вместе со слоновьей ногой на первых слоях небольшая каша, есть пробел в слоях ближе к концу печати, а настройки отката, походу, откатились (иронично) и есть волосня с наплывами. Хотя эти два недостаткам даже небольшие, при этом «крышка» получилась на удивление очень неплохо. А ещё печать происходила без использования подогрева стола. Хотя, для комплектного PLA пластика он и ненужен — рекомендуют, если и ставить, то не более 60 градусов.
Так или иначе, а чудо не произошло и прошлые проверенные настройки к принтеру не подошли. А пока я настраивал всё по мелочи, я встретился с самой страшной проблемой — с пробелом в слоях. Косяк проявляется в неправильном внешнем слое, а точнее — в его отсутствии. Банально, в этом месте происходил какой-то сбой, из-за чего целостность финального изделия стремилась к нулю: кубик можно было разделить на две части даже без каких либо усилий, пальцами. Я грешил на механику, но не мог быть в этом уверен и очень хотелось верить, что проблема именно в настройках. Печатал я не только кубики, но и башню уровня отвесов — проблема не исчезла. На фото ниже три кубика, в дополнение к первому, где я указал на косяк. Пробовал настройки отката, подбирал скорости и равнял стол.
Потом у меня закончился первый тестовый PLA пластик, я ещё что-то настроил и получился белый кубик.
И у него, о чудо, этого дефекта уже не было. Как так?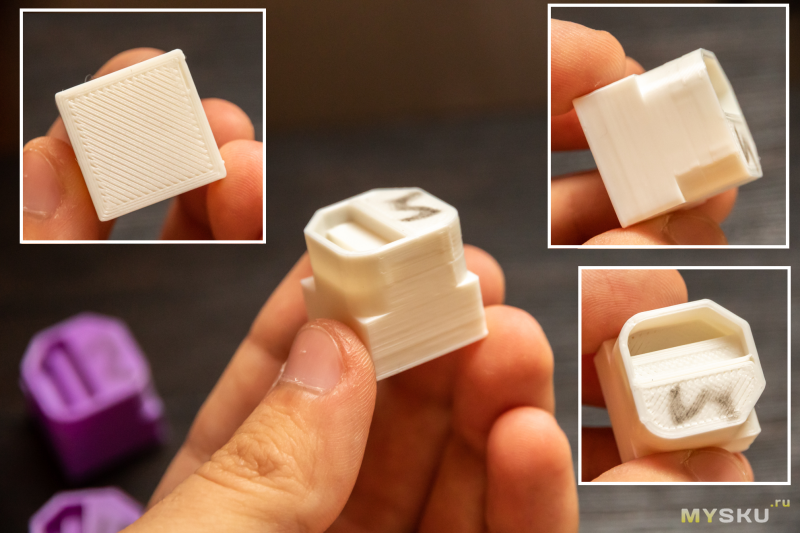
Этот вопрос остался открытым, и мы к нему вернемся. А пока, после удачного опыта с другим белый PLA пластиком, я напечатал удачную башню для определения качества обдува. Результат на фото:
Что касается самой башни, то она получилась, на мой взгляд, хорошо. Да, есть провисание, но оно несерьезное и начинается от 55 градусов. При этом целостность печати не нарушена и качество выступающих надписей хорошее. Конечно, данный результат нельзя сравнить в более продвинутыми принтерами с двумя обдувами, но результат более чем удовлетворяющий, с чем вы, я думаю, согласитесь.
На сим и второй пробный пластик у меня закончился. Так быстро, спросите вы? Ну, не так уж и быстро: башней было напечатано три, а потом стартовала печать декоративной фигурки лисички, которая в т.ч. была тестовой. Вот она: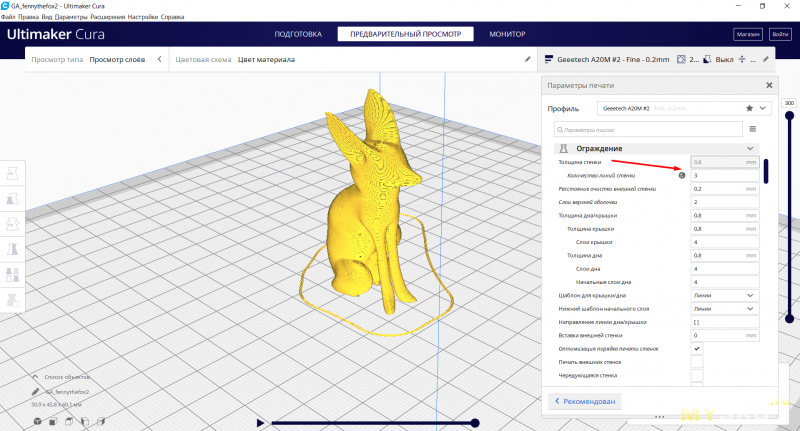
Но печать потерпела сбой, поражение, называйте как хотите, но опять проявился пробел в слоях, причем прямо на моих глазах. Принтер просто взял и пропустил внешний контур. А произошло это у окончания верхней части тонких лап, из-за чего лапа отклеилась от коврика и отпала, а вторая выглядела так плохо, что печать я закончил, а остатки от пробных 10М пошли, так сказать, в утиль. У меня даже остался таймлапс данной печати (она должна была быть успешной!), на котором ничего касательно описанного не было бы видно… если бы не моё мастерство в создании гифок :)
Хотя, и не очень понятно, что лапа отклеилась именно от этого. Но факт остается фактом, примерно в середине фигурки не было внешнего контура и потому фигурка без проблем делилась на две части (собственно, я её и не допечатал).
На этом всё? Нет, конечно же нет, далеко не всё. Был приобретён новый пластик, две бабины CoPetg 300M. Дальнейшая эпопея будет уже в следующем пункте.
***
Вот почему мне захотелось попробовать новый для себя пластик, вместо привычного PLA? До этого 600М им печатал, и всё устраивало. Но нет, после обзоров как-то засело в голове, что ПЕТГ лучше, а тут и подогрев стола есть, и прилипание у пластика хорошее, и что могло пойти не так? Но всё именно так и пошло — не так.
Во-первых, КоПЕТГ оказался очень текуч. Во-вторых, он требует куда больших температур — по сегодняшний день печатаю на 235 градусах, против 210 у ПЛА, причем пробовал даже 245 (напомню, что предел -250). Точно так же требуется и большая температура стола. Лично я этот параметр особо не трогаю, печатаю первый слой на 90, а второй и последующие на 80. Но это ещё ничего, и даже тот факт, что пластик настолько текуч, особенно на Bowden принтерах, что настройки отката подбираются с филигранной точностью, это ещё ничего перед той самой проблемой пробела в слоях — она осталась. В одном и том же месте, на одной и той же фигурке был пробел, который сводил на нет всё. Я спрашивал на профильных форумах, но никакие настройки, смены карт памяти/печати через USB, советы не помогли, кроме одного, к которому я уже и сам склонялся — нужно сменить программу. Кура за время использования уже много раз меня напрягала, достаточно хотя бы того, что у меня были проблемы с USB портами на прошлом принтере.
Скачал Simplify3D, поставил руфисикатор, настроил по быстрому и попробовал последнюю неудавшуюся фигурку. Результат? Полностью устроил. Никакого пробела! Лишь множество проблем с натёками и волосней, в силу плохих настроек отката и сложности КоПЕТГ. На фото (не самом качеством, извиняюсь), слева фигурка напечатанная через Simplify3D, а справа через Cura.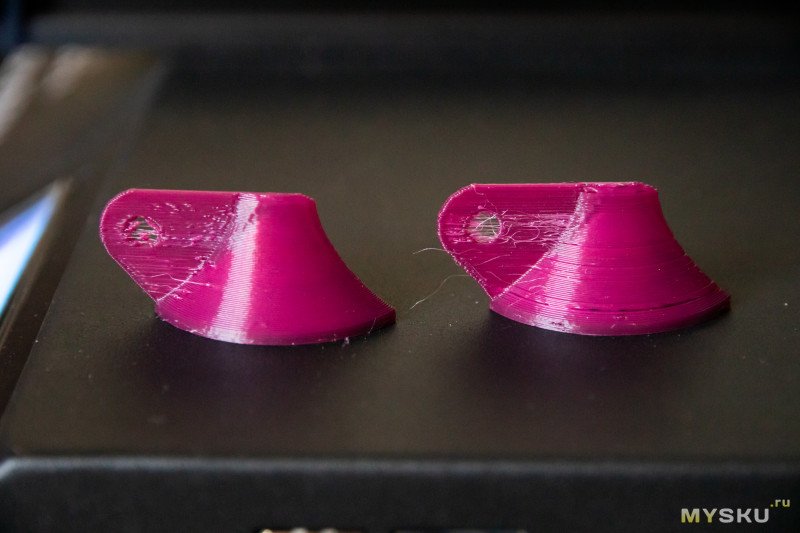
Думаю, вы согласитесь, что качество поверхности у левой фигурки в разы лучше, чем у правой. Только не обращайте внимание на подтёки, я с ними долго ещё боролся. К слову, у Куры были проблемы с отверстиями, они печатались ну очень плохо, слишком глупые и ненужные ретракты с итак не самым легким пластиком. Так что новому слайсеру я порадовался. Вот ещё фото финальной фигурки:
Об откатах и его настройках. Всё было отнюдь не просто, потому что в Куре и Симлифае я напечатал совсем не две показанные фигурки. Как минимум:
И у всех, конечно, качество не самое приятное. Но! Важное но: после перехода в новый слайсер можно в полной мере оценить качество внешних стенок. Все присутствующие проблемы и недостатки уже решаются через настройки печати.
А я напомню, что теперь у нас установлен Simplify3D, в котором можно делать разные настройки для разных слоев. Это значит, что тут можно подобрать более точные настройки температуры, охлаждения и тех самых откатов. Именно этим я и занялся. Внутри программы можно создать несколько тех. процессов на одну и ту же модель, меняя в них параметры ступенчато и указывая начало и конец печати по слоям или мм. Тут достаточно просто скачать нужную модельку и сделать несколько различных тех.процессов.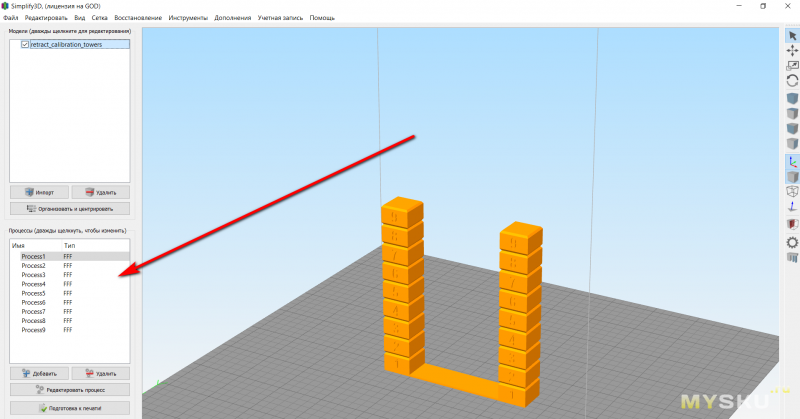
Следующим этапом нужно просто выбрать все слои, или не все, если не хотите печатать все «этажи» тестовой фигурки: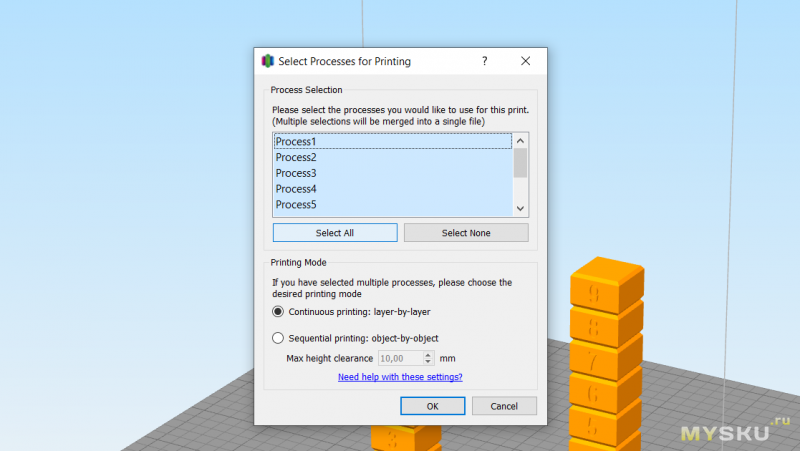 (я напомню, что эти «этажи» вы настраиваете сами: в конкретном примере один кубик занимает 10мм, потому первый тех.процесс от 0 до 10мм, второй от 10 до 20мм и т.д., имейте это ввиду и не забывайте настроить!)
(я напомню, что эти «этажи» вы настраиваете сами: в конкретном примере один кубик занимает 10мм, потому первый тех.процесс от 0 до 10мм, второй от 10 до 20мм и т.д., имейте это ввиду и не забывайте настроить!)
Так же я хочу отметить встроенную функцию замедления печати на мелких участках модели. Это автоматически повышает качество печати. Скорость показана цветом, а сверху слева есть расшифровка: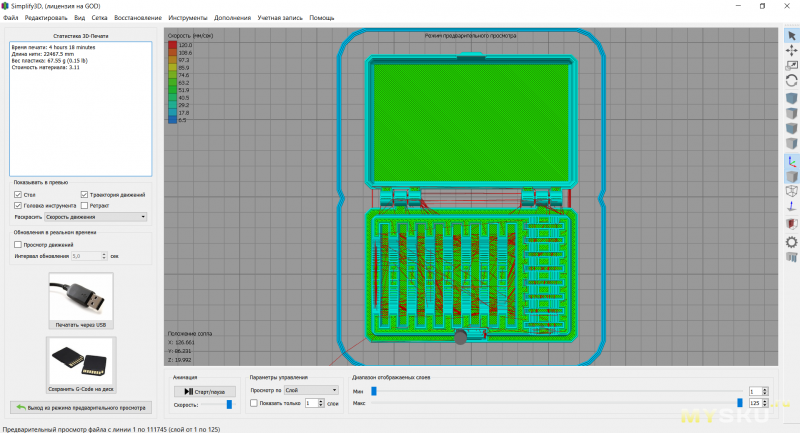
Тут будет нагляднее: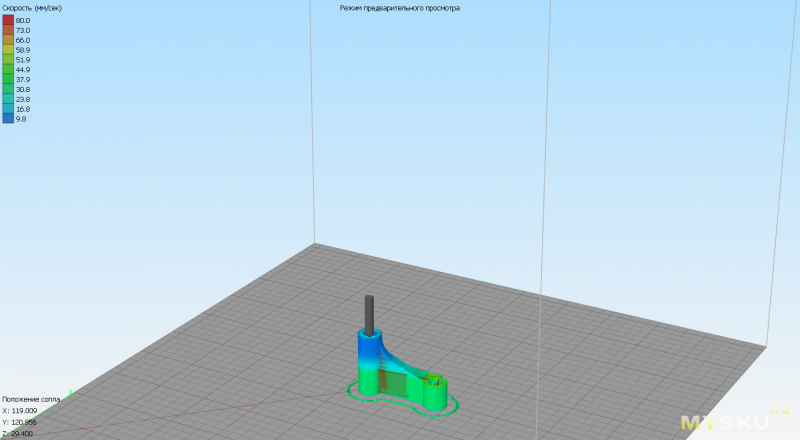
И, казалось бы, что могло пойти не так? Ну, для начала: было напечатано около 6 калибровочных башен для откатов. С этим пластиком я больше встречал наплывы в местах приземления экструдера, чем волосню. Потому менял очень много параметров в попытках получить самый лучший результат. К сожалению, фотографий этих башен не сохранилось, но выглядели они довольно обычно. Ничего ужасного, но наплывы на швах очень сильно мешали применять модели по назначению.
А потом я получил новую проблему. Проблему с прилипанием. Серьезно? КоПЕТГ плохо липнет? Представьте, да. Связано это было лишь с одним. Ни с температурой экструдера, ни с температурой стола и даже не со скоростью печати первого слоя; нет, связано это было с комплектным печатным ковриком. Спустя неделю использования он просто перестал принимать пластик, а мучиться с разными покрытиями я уже не хотел. Достаточно перепробовал разных колхозных методов на прошлом принтере.
На этом моменте я бы пошел и заказал стекло, но сначала я сделал отчаянный поступок — нашел квадратную рамку, расширил её на всю печатную площадь, выровнял стол и запустил печать. И толщина линии менялась волнами: стол был просто сам по себе неровный. Если в четырёх углах стол выровнен, то между углами сопло кое-где упиралось в него или висело слишком высоко. Из-за этого и мусор на столе появлялся и, собственно, модельки держались неравномерно.
И вот теперь я пошел в стекольную и заказал стекло 26х26х3мм.
***
Многие именно это и советуют. Пишут о 3-4мм, при этом потом стоит учитывать то, что нагрев стола может отличаться от установленного. Но на пару градусов, не более.
Стекло стоило 2 доллара, т.е. ровным счетом копейки по сравнению с самим принтером. На платформу прицепить можно офисными скрепками, только главное, чтобы они не были на пути экструдера.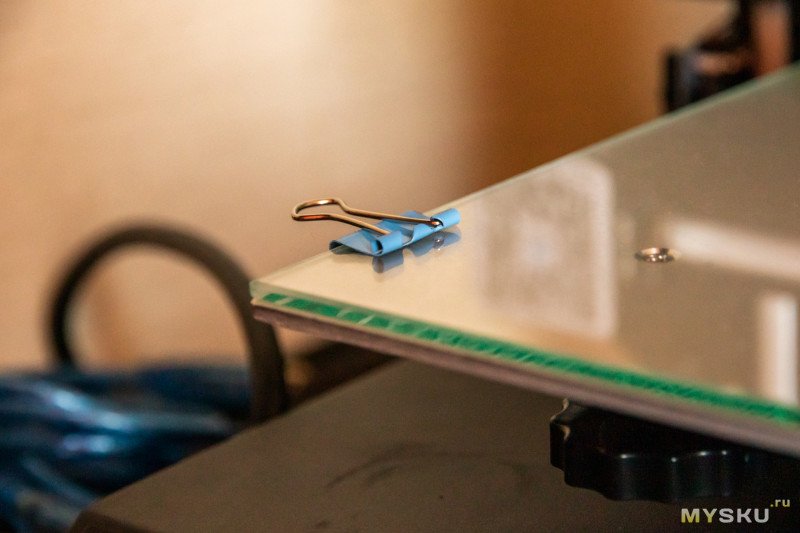
А коврик ушел на покой.
На этом тему со стеклом, в принципе, можно закончить. Тут я поделился лишь наблюдениями и замечаниями, и фактом того, что оно спасло ситуацию с не самым ровным столом. Ещё по дну фигурки напечатанной на стекле хорошо видно насколько хорошо отрегулирована высота стола — хорошо видны линии экструзии. Но такое же можно наблюдать и на обычной поверхности, просто не так отчетливо.
***
Довольно объёмный на информацию пункт, но заострять внимание абсолютно на каждой настройке как-то не хочется. Причина этому, конечно же, объёмы:
Так что извиняюсь, если что-то пропустил.
Дисплей у Geeetech A20M приятный и немаленький. Но не сенсорный, а управление происходит с помощью одного элемента, с помощью которого и меню листается, и пункт выбирается.
На экране печати отображается вообще всё, что необходимо: процент процесса печати (отображается с точностью до минуты), температура стола и сопла, скорость обдува, причем с анимацией (никак не зависит от фактической скорости), указана высота оси Z, в т.ч. во время печати можно следить за её подъёмом, а так же показан процент микса цвета (если вы используете два филамента). В самой нижней части дисплея так же будут отображаться статусы по типу нагрев платформы или карта памяти вставлена.
***
В меню можно зайти нажав на кнопку. Основные пункты:
Есть возможность управлять основными элементами, причем как двигать, так и греть; можно посмотреть информацию о принтере и зайти на карту памяти. С карты памяти принтер подхватывает только папки и G-коды.
Пройдусь быстро по функциям управления. Вот экраны во время управления осями:


Предварительный нагрев филамента:
Предварительный нагрев стола и экструдера:
В разделе управления из стандартного так же можно отметить Autohome.
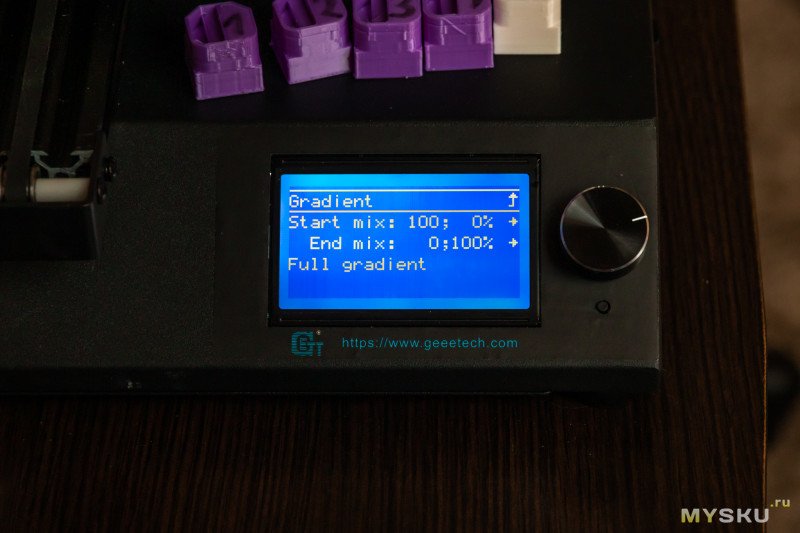
В подпункте Mixer можно вручную настроить все параметры касательно смешивания цветов, но лучше делать это через специальное приложение, о котором мы ещё поговорим. Тем не менее вот все сопутствующие скриншоты с дисплея принтера:



К слову о карте памяти, то вот так выглядят названия (важно — они без бегущей строки):
Информация о системе:


Забавно, но факт — тут максимальная температура экструдера прописана как 265 градусов, тогда как где везде указано 250. Лично я больше 245 не грел и особо не хотелось.
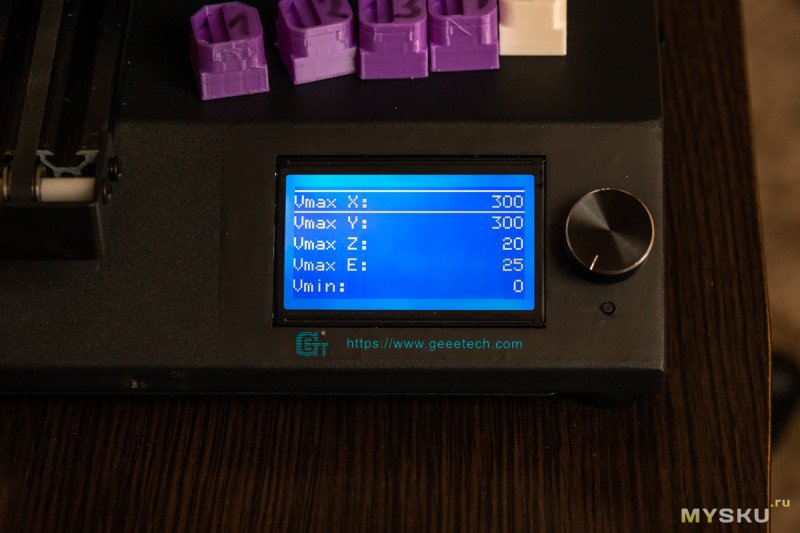
Это я показал одни из самых основных пунктов меню. Помимо этого тут есть возможность управления обдувом, рывками и ускорениями, а так же вносить поправки в некоторые параметры принтера. С вашего позволения я не буду лезть туда, куда лезть не собирался, потому я добавлю все сделанные скриншоты, то есть вообще все доступные экраны с принтера, в отдельный спойлер. Там повторятся те, что были выше, зато всё будет по порядку. Думаю, это поможет тем, кто ищет что-то конкретное:



















Пользоваться дисплеем удобно и знали бы вы, какое удовольствие смотреть на него после принтера, где такого удовольствия нет.
***
Если в прошлом обзоре другого принтера я делал множество разнообразных фигурок, как минимум потому, что вещь для меня была в новинку и хотелось всякой всячины, то сейчас я уже смотрел в сторону более сложных и интересных чертежей.
Как обычно, источником всех моделей послужил бесплатный сайт thingiverse.com, на котором можно найти очень много самого разного и разнообразного. И вот как-то раз я увидел достоверный чертеж магнума, и сразу же понял: вот, оно! Множество частей, сложных и легких, большой объем печати и проверка в «бою» — что ещё нужно для понимания, насколько хорошо работает принтер? Поэтому выбор был очевиден.
Ссылка на модель: www.thingiverse.com/thing:3004363
Количество деталей (некоторые повторяют себя, т.е. разновидности):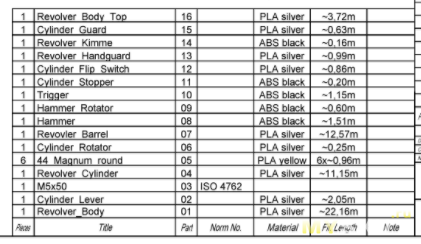
На странице с моделью большое описание, показана работоспособность и указаны другие мелкие подробности. Всё на английском.
Начинал печать я ещё на коврике, некоторые пробные модели были для меня тестовыми — я печатал их много раз, добивая наилучшего результата. Точно так же сначала это было в Куре, но потом, почти сразу, я перешел в Симплифай и печатаю в нём по сей день.
Начнём?
Печатать я решил подряд, потому что смысл иначе. Запутаться в таком списке моделей легко, если не делать пометки напротив уже напечатанных наименований. Что касается основного: заполнение для всех деталек (но есть исключения) рекомендуется 15-20%, а высота слоя 0.15мм. Лично я печатал с высотой слоя 0.20, так как она мне привычнее, да и побыстрее это будет, без существенной потери качества. Заполнение же я менял в зависимости от размера модели — на тонких/маленьких деталях я ставил 100%, чтобы принтеру было легче. Это, в том числе, может уберечь фигурку от дефектов.
Смотрите, вот одна из первых моделей-составляющих: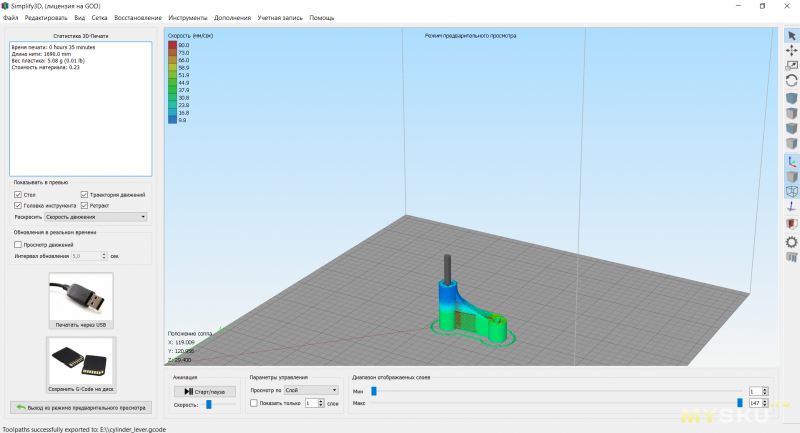
А вот то, что было с ней, пока я искал оптимальные настройки:
Принтер очень хорошо печатает внешние периметры. Именно поэтому, когда из-за плохих откатов и ректрактов страдала поверхность, я этого просто так не оставлял и искал самые оптимальные настройки. Благо, кол-во разнообразных моделей позволяло проверить А20М вообще по всем параметрам, причем не самым легким.
Вот тут есть участки толщиной менее 1мм: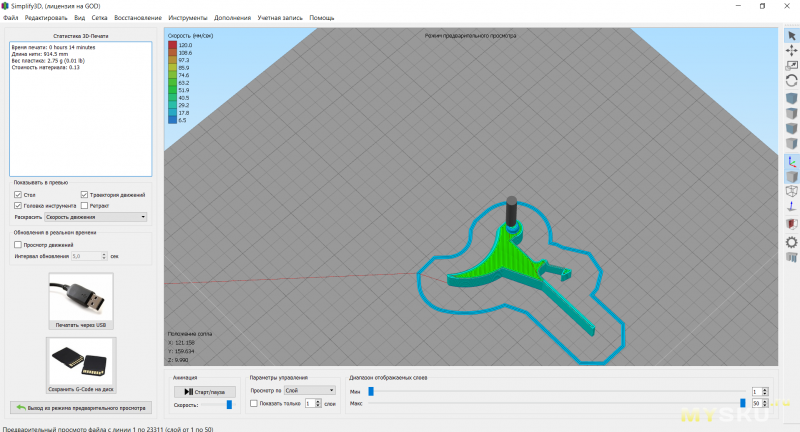
Результат очень порадовал (сделано, опять же, не без помощи нескольких вечеров с настройками принтера):
А вот тут сложные вертикальные отверстия: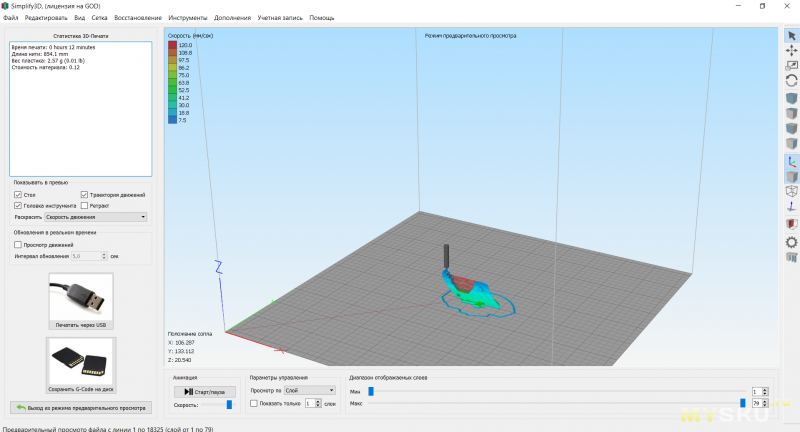
Которые получились лишь в Симплифае.
Потом на очереди стала печать основной части корпуса револьвера. На вид, это не самый сложный сценарий, но он всё равно имеет несколько трудностей: большая площадь и длительное время печати. Оба эти параметра целиком и полностью зависят от ровности стола, его поверхности, наличия подогрева и прилипания. Если хоть что-то из этого будет неправильным или будет отсутствовать, ничего толкового по итогу не выйдет. На своем прошлом принтере я такое физически не мог напечатать: тут и площадь нужна около 20см по меньшей стороне, и подогрев стола. Не говоря уже за то, что раньше я испытывал проблемы с отлипанием фигурки во время длительной печати. Короче, удачная печать основного корпуса для меня косвенно значит удачность А20М.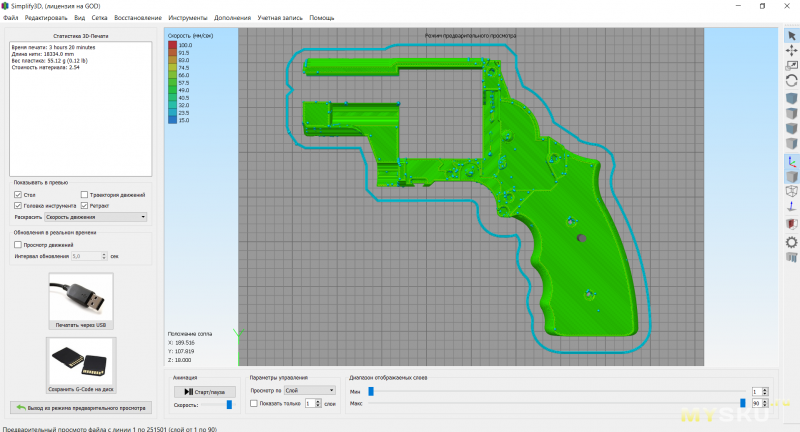
Получилось ли? Да :)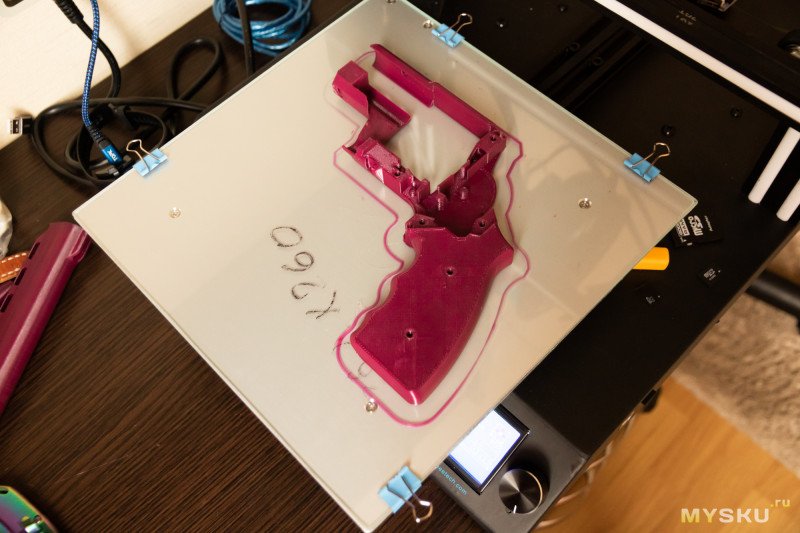
Возможно, на сегодняшний день я бы смог добиться лучшего качества верхушки, но даже и сейчас она выглядит нормально. На протяжении всей печати ничего не отклеивалось и всё шло своим чередом.
Ближе:
Как я и говорил, при печати на стекле есть нюанс того, что вторая часть печати будет иметь зеркальную поверхность.
Ближе:
По факту, это, конечно же, не проблема.
Дальше — дуло/ствол. Весь чертеж предполагает две версии основного корпуса (показанную выше и «классическую»), а так же около 4-5 версий ствола. В основном, разница заключается в его длине. Я выбрал самый большой, так как хотел напечатать «крутую» модель магнума. Так же длинный ствол на печатном столе тестировал принтер на прилипание не хуже, чем основная часть корпуса: моделька имеет малую зону касания (особенно, если печатать без каймы), и большое время печати — следовательно, если что-то пошло бы не так, то оно, в общем-то, пошло бы не так.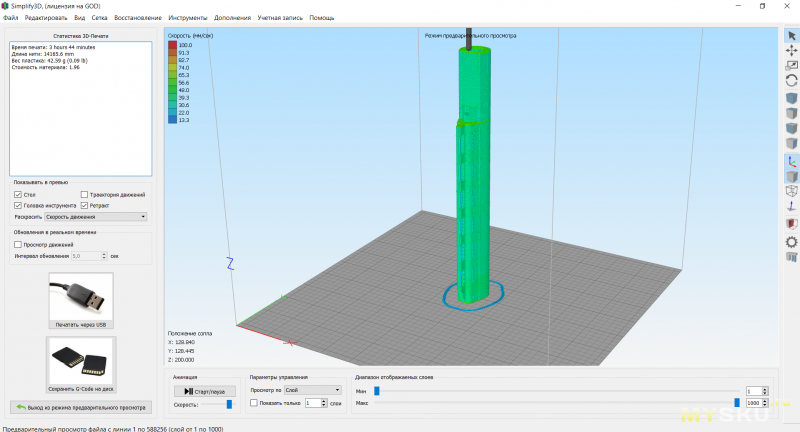
Но и тут с первого раза всё получилось так, как нужно. Это меня неимоверно обрадовало, потому что 20см, которые держатся на столе площадью не более 3см2 — это внушает. Более того, после окончания печати мне даже пришлось немного подождать пока стол остынет, чтобы взять фигурку со стола, а до этого она цепко держалась на стекле. Конечно, больше всего это заслуга стекла, но на деле без нормальной работы механики принтера ничего бы этого не было. Так что отдаю должное А20М.
А так же хочу обратить внимание на качество надписей:
Напомню, что тут хорошо получаются и объёмные надписи. Так что с ними вообще никаких проблем. Главное, чтобы слой, который на неё выделяется, был не меньше одного мм. Но это зависит от самой модели и от того, с умом ли она сделана.
Ещё дуло:


Последней моделью, которую я бы хотел выделить, является вот эта крошечная деталька: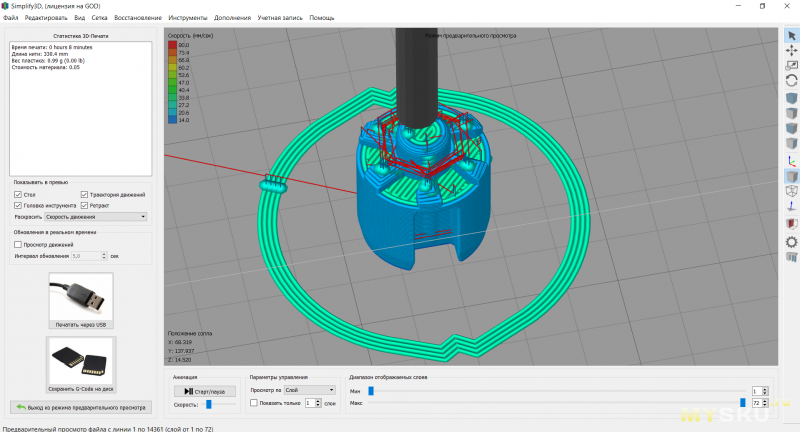
В чём её сложность? Ну, помимо того, что она очень маленькая (около 1см), она имеет множество мест с откатами, в то время как её форма подразумевает то, что модель является ключевой в механизме. Другими словами, она взаимодействует с другими. И если она будет некачественной или неточной, то ничего хорошего уже не получится. Напечатать её хорошо — это правда круто. И у меня с принтером получилось:


Дальше пошли более простые объекты, такие как барабан, другие внутренние механизмы и комплектующие.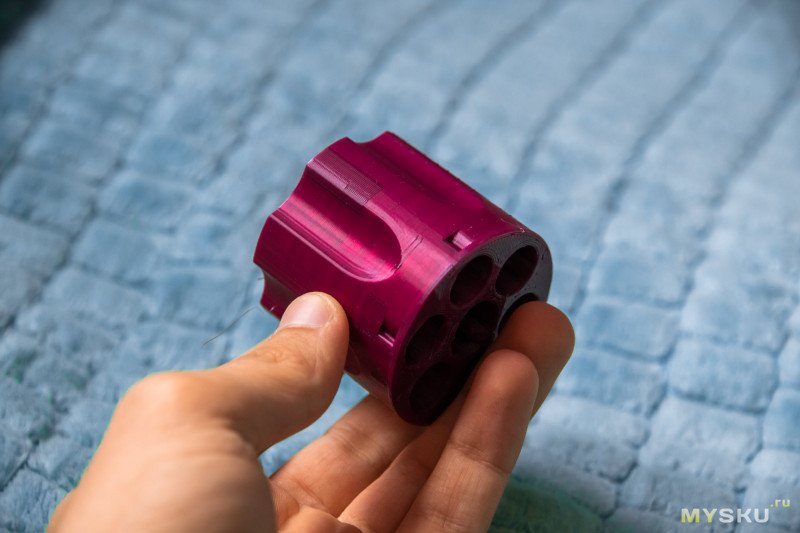


Показывать всё особого смысла нет.
***
Но! Чтобы вы прочувствовали масштаб, я прилагаю гифку с данными о каждом напечатанном элементе. Всего их 16, без учета патронов. В гифке есть повторы, потому что некоторые модели я перепечатывал.
В гифке есть повторы, потому что некоторые модели я перепечатывал.
Всё, что прошло в финал:
(патронов всего 4, больше печатать было лень)
Теперь я посчитаю то, что получилось по затратам времени и материала:
Большой чертеж, ничего не скажешь. Для энтузиастов. Не говоря уже за то, что всё это ещё и придумать нужно. К слову, о придумывании, вот инструкция по сборке: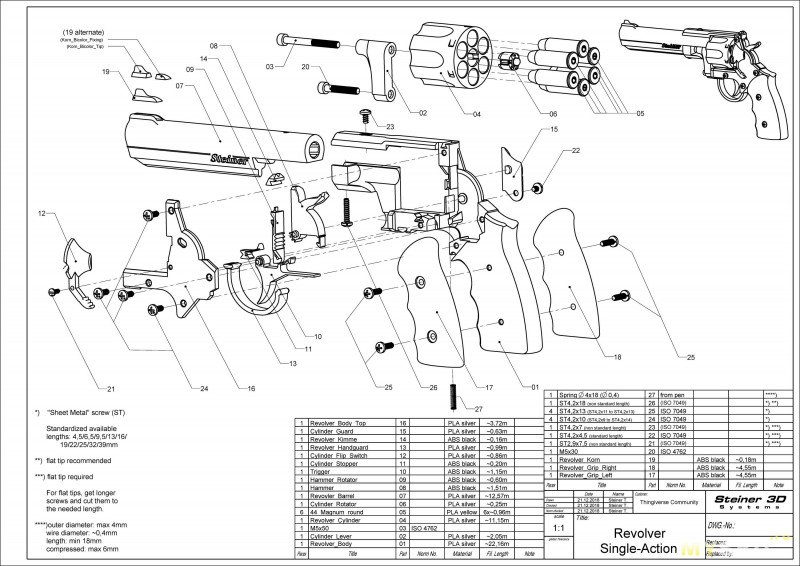
Теперь всё, что нужно, это вооружиться аккуратностью, внимательностью, свободным вечером и охапкой болтов.
Если всё взяли, то можно собирать.
Показывать этот процесс бессмысленно, если не делать всё подряд, да на красиво оформленном столе. Думаю, обзор и без того полон информацией, и потому этот момент я не буду освещать: сказанного достаточно. То ли ещё будет.
Так что вот финальный результат: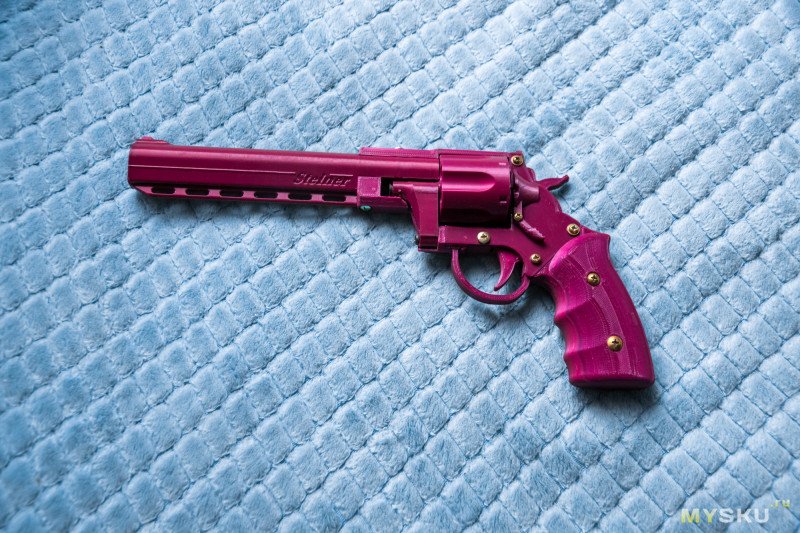
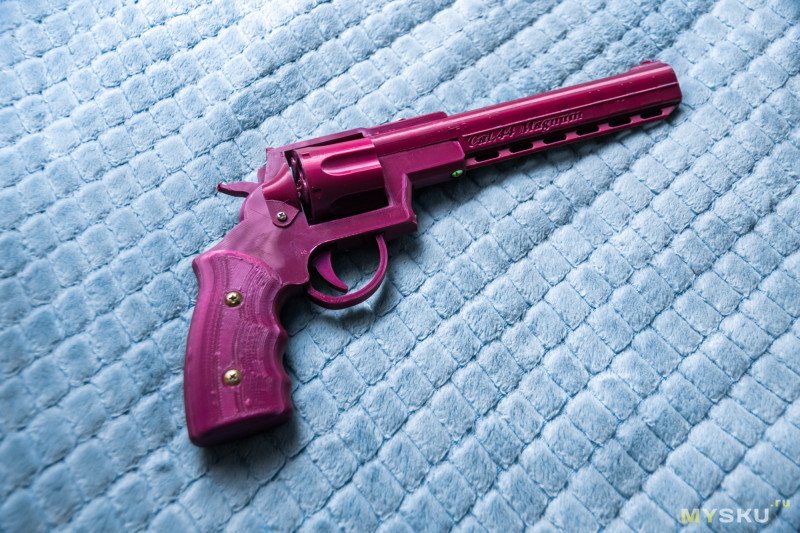
В руке:




Резюмирую: в общем и целом качество собранной модели могу оценить на 7 из 10. Косяки были в районе барабана, потому что фиксируется он не так плотно, как хотелось бы. Тем не менее механизм открытия работает и выглядит всё ещё круто, хоть и ощущается в руке слишком хрупко, чтобы быть уверенным в том, что после резкого движения всё останется на своих местах. Хотя! Даже после них (резких движений) все было окей. Вторым моментом является использование одного материала. На порах первых тестов я не хотел использовать второй филамент — хотелось разобраться хоть с одним. Потому модель одного цвета. Кому-то это может не понравиться, но в действительности выглядит всё ещё впечатляющее. В остальном, по мелочи — где-то там край какой-то некрасивый, а где-то там заусенец на пластике. Как и сказал, по мелочи.
На гифке:
Всем, кому не покажи — удивляются. Ну а то, крутая и внушающая штука :)
***
Вообще я планировал в данном пункте распечатать несколько небольших моделек и после попросить помощи у знакомой в покраске, как я делал это в предыдущем обзоре на принтер, но из-за того, что обзор и так пишется с августа, и растягивать удовольствие ещё на неделю не хотелось, обойдёмся более традиционными примерами «а смотрите, что у меня...» :).
Основная масса тестов была во время распечатки револьвера, остальное же печаталось уже чисто для себя или по интересам.
С фигуркой лисицы фенек у меня свои счеты — хотелось напечатать качественный образец и отдать под покрас. Одна такая уже была напечатана, в обзоре X1 Mini. Тогда качество меня удовлетворило, но нельзя было отрицать видимые недостатки в виде волосни, наплывов и в принципе слоистости поверхности.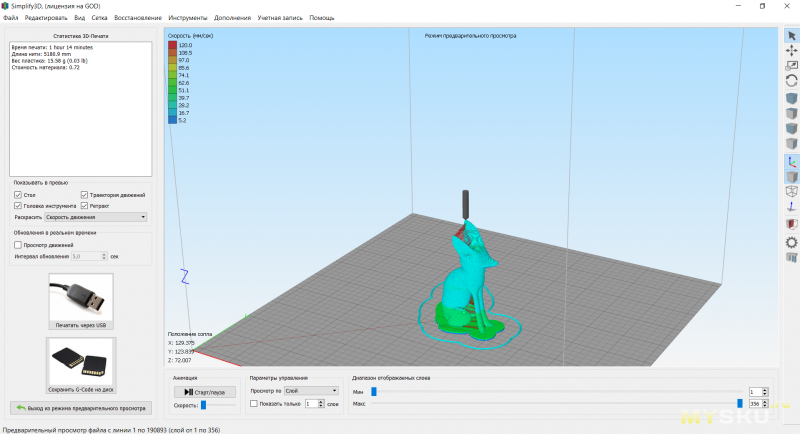
Результат: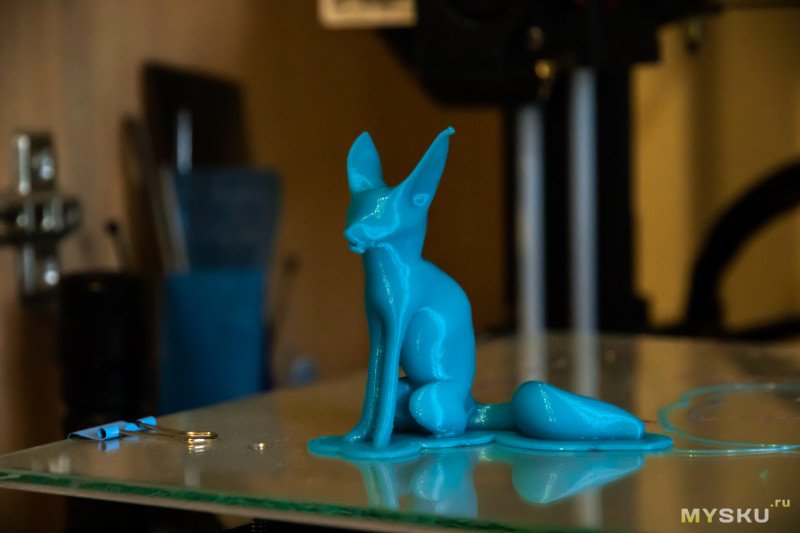

Отдельно отмечаю качество поверхности и отсутствие волосни между ушами:
Но во время подготовительного этапа я забыл включить поддержку для подбородка, из-за чего он красиво так просел — будто бы рот открыт. В принципе, это без проблем можно убрать, но я даже решил оставить. Думаю, вам интересно посмотреть, как такую фигурку напечатал упоминаемый принтер за 100 долларов, поэтому вот:
Дальше я опять замахнулся на относительно большой проект — модель кошачьей маски. Она сразу привлекла мое внимание, и я пошел смотреть, что требуется для печати. А требуется около 7-8 часов и 50 метров пластика. Немало и немало, но для интересной вещи — терпимо.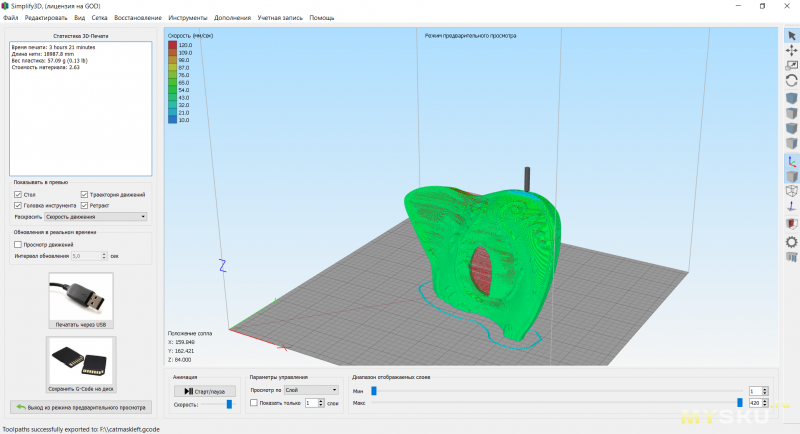
Печатается, как понятно по скриншоту выше, две половинки, иначе модель будет висеть в воздухе на сотне поддержек.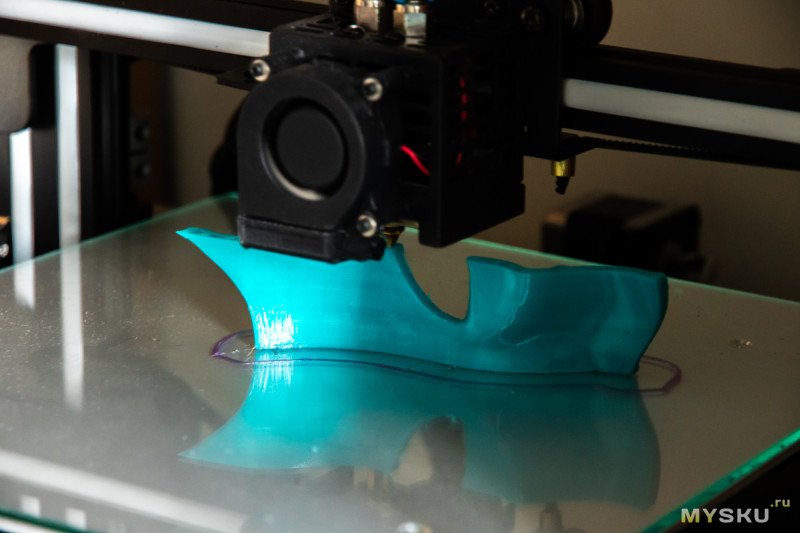
Сложность печати каждой половинки заключалась в том, что площадь соприкосновения со стеклом очень маленькая, а сама фигура растет и уходит в другую сторону — если бы при таком раскладе фигура стала бы отклеиваться, то она бы просто упала, перевесив себя. Но, на удивлении, печать у меня удалась с первого же раза.
Половина маски напечатана:
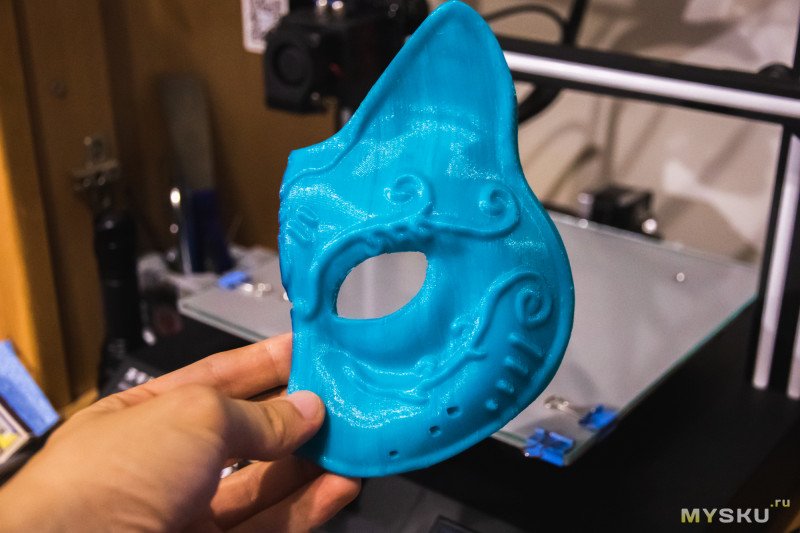
В этот момент я во второй раз не пожалел того, что купил CoPetg, потому как, что на бордовом очень красивый перелив цвета, что тут — такая мраморная текстура или типа того.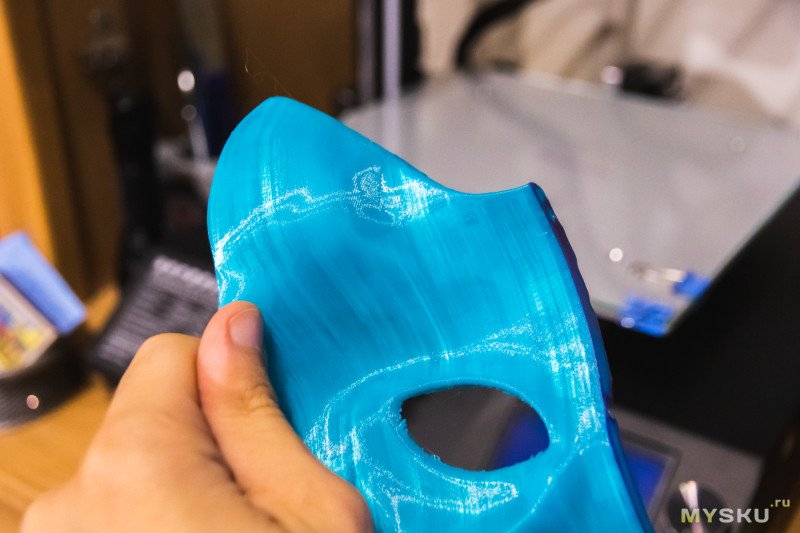
Дальше печаталась вторая половинка и усы. Готовый результат нужно склеить (супер клей пластик берет на ура) и спустя десять минут у меня в руках было уже готовое изделие:
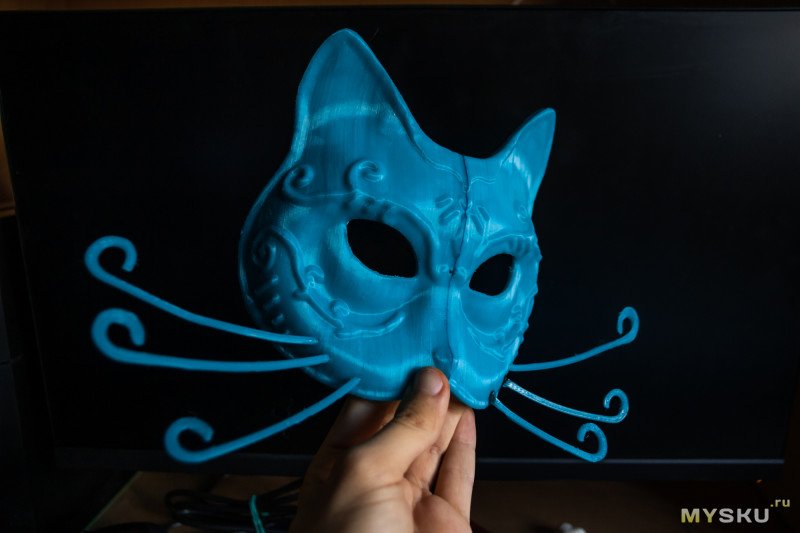

Так как маска имеет множество рельефов, именно качество внешних стенок для неё было важным параметром. А я уже ни раз говорил о том, что тут они удаются. Результат мне понравился:
На этом можно было бы перейти к следующему пункту обзора, но я хочу уделить несколько абзацев покраске.
Для того, чтобы на изделия хорошо легка краска, пластик нужно прогрунтовать. На эту роль хорошо подойдет специальная акриловая грунтовка. Она вообще для многого подходит, и вот для грунтовки пластика — в том числе. После неё все фигурки белые, и всё, что нужно, так это подождать около часа-двух, чтобы всё подсохло.
Поверхности становится матовой и теперь на неё хорошо ляжет основная краска. Для пластика всё так же советуется использование акрила, ведь и не просто так нужна акриловая грунтовка. Минимального набора из 6 цветов может быть достаточно, но для интересных оттенков желательно хотя бы 12 тюбиков/баночек.
Потом, причем желательно, приобрести какой-нибудь лак и нанести на высохшую краску. Эффект будет на лицо — фигурки начнут блестеть и приобретут совсем другой вид, особенно в живую.
***
Ну что, теперь очередь фишки принтера? А то я про своё, да про своё. А тут, в общем-то, модель А20М называется собой лишь потому, что она M-Mix.
И для того, чтобы печатать двумя цветами, желательно поставить соответствующую программу Geeetech Color Mixer, последнюю версию которой можно скачать с официального форума: www.geeetech.com/forum/viewtopic.php?t=69738 (второе сообщение, вторая ссылка, версия 1.1). Про версию я написал не просто так, потому что изначально я поставил, видимо, какую-то старую версию программы (которая, в прочем, выпала первой по запросу в гугле и на которую ведёт ссылка в инструкции), и у которой не было функции превью. А без неё, я уверяю вас, будет очень сложно.
Программа портативна, используется без установки. Собственно, запускаем: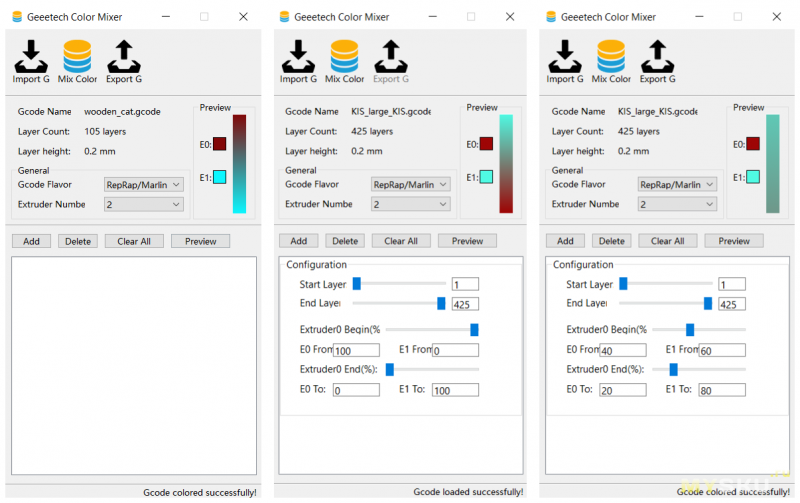
Программа сама по себе очень проста. Принцип её работы такой: сначала вы слайсите нужную модельку в вашей Куре или Симплифае, сохраняете gcode с нужными настройками печати в какую-то папку, а после берёте этот файл и импортируете в Миксер через одну из верхних кнопок. Дальше вашей задачей стоит указать ваши имеющиеся цвета. Тут важный момент: если вы собирали принтер по инструкции из интернета, которую я указывал в начале обзора, то экструдер E0 — это правый экструдер, а Е1 — левый. Т.е. перепутано. Ещё на этапе сборки я не понял, почему это именно так, но иначе у меня и не заработало (я пытался).
После того, как вы это указали, можно приступить к ползункам. По умолчанию в них уже настроен градиент и если вы нажмёте кнопку Preview, у вас появится примерный будущий вид оного. Лично мне этого достаточно и благодаря не самым хитрым махинациям силу этого градиента можно изменить. Чтобы, например, больше использовалось какого-то другого пластика. Но в теории в этой программе можно добавлять дополнительные «сценарии» кнопкой Add, тем самым делая фигурку переливающейся. Но для этого нужно правильно указать данные для каждого цвета.
Там уж каждый сам найдёт, что ему хочется, а мне достаточно обычного или не самого сильного градиента. После настройки нажимаете кнопку Mix Color, после чего экспортируете модифицированный gcode на карту памяти. Важно! Программа не показывает процесс экспорта, при этом он тут отнюдь не сверхскоростной. Я один раз так обжегся и в итоге часовая печать занимала около 5 минут. Так что будьте внимательны и лучше подождите минуту — вес передаваемого файла будет увеличиваться прямо на глазах.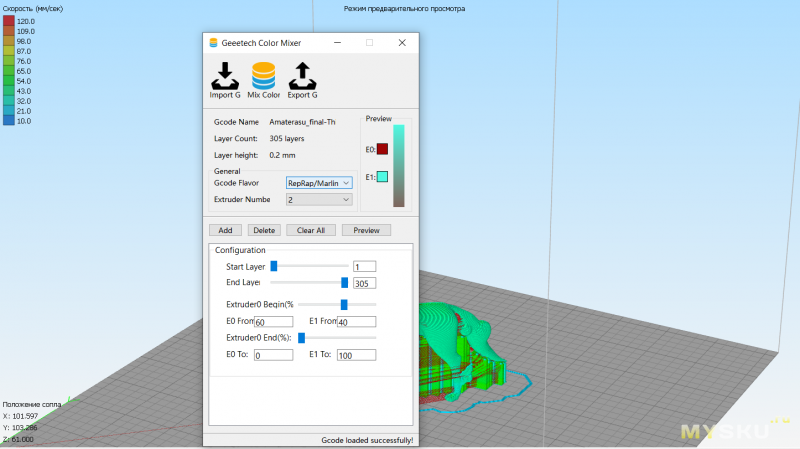
Я как-то не сильно был воодушевлён этой функцией, у принтеров в принципе и так много проблем, а тут ещё такое усложнение. Но на деле всё оказалось не так сложно. Если механика в порядке, второй пластик вставлен, то всё будет печататься без проблем.
Вот один из результатов:

Как по мне, на стаканчике для карандашей градиент выглядит очень уместно. По сути, я так и не придумал, куда это можно применить — два цвета печати это так, чтобы скучно не было или на пару специфичных фигурок. В остальных случаях либо одного цвета хватает, либо покрасить можно.
На творческих фигурках выглядит так:


Или так: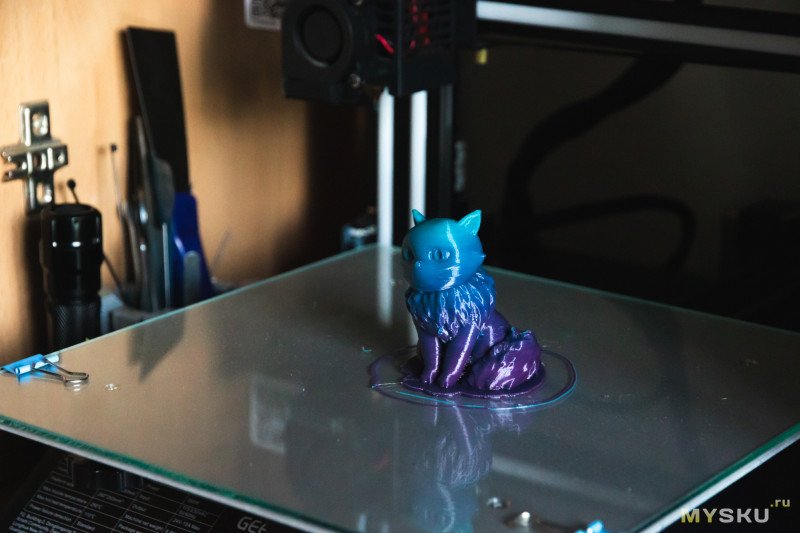

Ну и вместе:

На первой фигурке пластик в области шеи просел потому что я опять забыл про поддержки, но и в этом случае, как и в случае с феньком, это выглядит как часть зверя. Пышные щёки :). При желании можно убрать или печатать с поддержками.
К слову, редактировать цвет печати можно и прямо во время оной, достаточно в процессе работы принтера зайти в меню Mixer и изменить соотношения пластиков. Обычно стоит 0;100%, следовательно это один цвет, если же нажать Toogle Color, то вскоре печать относительно резко пойдёт вторым цветом, с очень маленьким градиентом. Сделать это можно и во время печати каймы/юбки, чтобы основная модель была нужного вам цвета. Тут есть нюанс в том, что по умолчанию принтер печатает лишь одним цветом, и если он у вас заканчивается, просто так взять и поставить печать с помощью второго экструдера, к сожалению, нельзя. Либо вы меняете gcode в программе, либо меняете настройку уже на самом принтере после запуска процесса. Сам он изменение не запоминает и это глупо. Как по мне, легче взять и поменять пластик местами. Так сказать, элементарная недоработка китайцев.
На этом с данной фишкой всё. Если бы китайцы напряглись и поработали над приложением, то из этого можно было бы выжать чуть большее, но и на данный момент оно выполняет главную функцию, а больше требовать и нечего.
***
Тут про то, что было упущено или просто не имело контекста в основном тексте.
Начну с того, что Geetech A20M — принтер Bowden типа. Вместо сотни слов, одна картинка: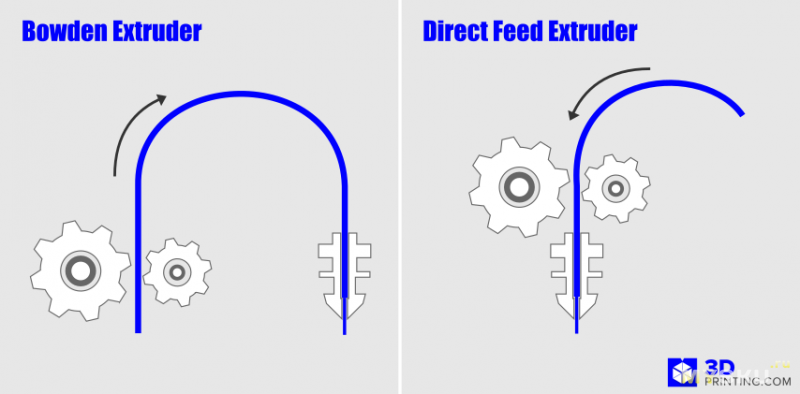
И всё же, пару слов добавлю. В данном принтере длина трубки примерно 50см, что по умолчанию значит, что откат должен быть не менее 5мм (у меня сейчас стоит 7мм при скорости 30мм/с). Так же в комплекте есть запасные трубки. Наверное, лишними не будут, но пока не представляю, когда они мне могут понадобиться.
Второй момент — время разогрева стола. Так как в симлифай есть функция нагрева всего перед печатью, то принтер не начнет ничего делать, пока, собственно, не нагреет всё. И время разогрева стола с комнатных 25 до нужных 80-90 градусов составляет 5.5-6.5 минут, после чего ещё около 1.5-2 минут греется сам экструдер. Параллельно, почему-то, они не греются. Быть может, я не нашел функции, но не суть важно (у этого есть причина хотя бы в том, что разогретый экструдер будет ронять пластик). Так что, в общем и целом, начало печати нужно ждать около 8 минут. Это немало, но я встречал комментарии, что некоторые модели грелись и более 10 минут. Так что 8 для стандартных настроек — нормальный результат.
Третий момент, который уже более индивидуальный — расположение бабин. Мне оно вообще не понравилось, потому что в двух местах, в которых побывал принтер, ему не нашлось места: принтеру нужен отдельный стол, без полок сверху. И если отдельный, свободный стол у меня есть, то вот над столом у меня есть полки. И лишь из-за того, что бабины занимают около трети пространства по вертикали, принтер на столе не помещался. Пришло колхозить.
Четвертый и последний момент — во время печати принтеру нужна хорошая опора. И если ваш стол шатается от легких касаний, то принтеру он не подойдёт. Видел в интернете лайфхак — поставить принтер на бетонную плиту. Ну, выглядит действенно :)
UPD: экструдер тут один, а хотэнд замешивающий.
На этом, наверное, буду подводить итоги.
***
Geeetech A20M — не станет заменой Ender-3/Pro/v2 и прочим популярным моделям, включая Anet'ы. Я даже не думаю, что производитель делал его в качестве альтернативы. Нет, А20M другой, самобытный принтер.
Поэтому сегодняшняя модель ему не конкурент по одной простой причине — Geeetech стоит от 340 долларов, при этом не имеет автонастройки стола, двух сопл или чего-то ещё, более оригинального. Из функций тут только использование двух филаментов. Можно делать поочерёдную печать, можно градиент. Если кому-то это нужно, то таких людей немного. И вот именно для них данный принтер и подходит. Качество печати у него на уровне всех основных игроков на этом рынке, т.е. хорошее. Я протестировал все основные параметры и модель в моём использовании уже месяц, и я могу сказать, что фигурки с его стола мне нравятся. Всё, что требовалось, так это поставить стекло, выбрать Симплифай в качестве слайсера и посидеть пару вечеров или недельку с настройкой под КоПЕТГ (это уже опционально, второй раз я такой пластик уже наверное не выберу).
Наверное, на этом выводы я закончу. Все подробности в обзоре, по нему же вы можете и сами для себя решить, годная модель или нет. Я же добавлю лишь то, что за 250 долларов она бы смотрелась не хуже, чем проверенные старички. За 350 же — ну, многовато это. Но и критических ошибок тут не оказалось, а это главное.
Всем спасибо за внимание! Надеюсь, было интересно. Если допустил ошибку, лучше напишите в личку.
Обзор писался около месяца. Если в тексте будут не состыковки — это значит, что я их не заметил во время прочитки. Так же я, несмотря на сказанное, всё ещё новичок в теме принтинга, а потому ляпы и ошибки всё равно будут, но затем я, наверное, и буду показывать весь процесс того или иного действа, чтобы умные люди заметили и поправили, если сильно нужно будет.
Начнем с модельного ряда — Geeetech A20M это тот же A20, но Mix — с возможностью загрузить два филамента и делать разноцветные или градиентные модельки. Фича интересная, но, конечно же, не в новинку. Более того, не так и много имеет смысла — красить, это одно дело. А делать модельки просто из двух цветов — другое. Поэтому лично меня это интересует в этой модели от силы на один пункт, именно поэтому в обзоре и будет выделен лишь один пункт, где я буду показывать процесс наглядно и приводить примеры. В остальном главное, это общее качество печати и отсутствие остальной сотни проблем, которые могут встретиться во время данного занятия.
Geeetech — это вам не Ender, он не на слуху. И тем не менее в магазинах то тут, то там — они попадаются. Сегодняшняя модель вот и вовсе куда дороже Ender'a, как минимум, из-за своей фишки. Я вообще это к чему? Наверное, мне не хочется, чтобы у людей было предвзятое отношение к бренду. Принтеров у них достаточно, и в интернете много обзоров. Думаю, они наравне с другими менее известными производителями.
Так! Теперь точно всё :)
Думаю только, что мне стоит дать вам структуру обзора, чтобы вы в нем хоть немного ориентировались:
1. Версии принтера, посылка и её размеры.
2. Конструктивные детали.
3. Лезем к блоку питания.
4. Сборка и некоторые нюансы.
5. Размеры и вес принтера.
6. Первый запуск, его подробности и Cura.
7. Первые детали, проба пера.
8. Процесс адаптации, проба CoPetg.
9. Установка стекла.
10. Дисплей и то, что он умеет отображать.
11. Печатаем револьвер.
12. Смотрим на масштабы, собираем.
13. Дополнительный материал: другие модели.
14. Фишка модели: два филамента.
15. Неоговоренные нюансы A20M.
16. Выводы.
Что касается характеристик принтера, то вот и они:
На сим, начинаю по пунктам.
1. Версии принтера, посылка и её размеры.
В магазине по ссылке (официальный магазин и сайт) есть несколько вариаций A20M:
> с 3D Touch, с помощью которого можно автоматически выровнять стол, +$20
> с Wi-Fi модулем, с помощью которого принтером можно управлять со смартфона, +$20
> со специальным стеклом, которое, конечно же, куда лучше обычного коврика, +$30
Так же за 1кг филамента они просят, как и все, ещё дополнительных 20 баксов.
Базовая стоимость Geeetech A20M составляет $359. Со всеми фичами и без пластика — $429. Очень недурно. Но и все три фишки — вполне себе стоящие. Но, может и не на столько, сколько просят китайцы. Судить не мне. У меня на обзоре самая базовая версия и приходит она в вооот такой коробке:
Может, для тех, кто принтера не имеет, будет полезно сравнение с 6-литровой баклажкой воды и спичками (да-да, смешно):
Весит коробка около 12 кг. Удобно переносить первые 10 метров.
Даже мой маленький Easythrees X1 Mini пришел в разобранном виде, так что и этот, и любой другой принтер — является в своем роде конструктором. Показанная коробка — это оригинальная упаковка принтера, никаких описаний или красивых картинок на ней нет. Чтобы понять, что внутри, китайцы лепят наклейку с названием и SKU.
Внутри расположено несколько этажей из поролона, между и в которых располагаются все комплектующие. Первый этаж:
Второй:
И третий:
На фото ниже показано абсолютно всё, что можно найти в комплекте к этому принтеру. Хочу обратить ваше внимание, что некоторые детали, такие как винтики или мелкие пружинки, в процессе транспортировки могут выскочить/открутиться и по итогу находиться в самом поролоне или в его слоях. Я пока собирал принтер не мог понять, почему одних комплектующих нечетное количество, и оказалось, что недостающие части затерялись среди упаковки. Это сразу решило массу возникающих проблем.
На самом деле, мне будет очень трудно написать, что изображено на фото ниже, потому как и забыть что-то можно, и не заметить. Но я постараюсь. Из основного есть: нижняя часть принтера с блоком питания и рабочим столом с подогревом; основная рама с осями и мотором для оси Z; два подающих механизма; две запасные трубки для них; две запасных насадки экструдера (0.4мм); коврик для печатного стола; два крепления для бабин; кабель питания; кабель USB-A; MicroSD карточка; инструменты для сборки, среди которых гаечные ключи; набор винтиков и креплений; набор стяжек; два тестовых мотка PLA пластика по 10м каждый (у меня сиреневого и белого цветов); скребок; и документация, в том числе краткая инструкция по сборке.
Я перечислил почти всё, что есть:
Пройдусь по основным комплектующим и перейдём к сборке.
Кабель питания внушающий:
Для подключения к ПК есть USB-A. Забавный факт: точно такой же кабель, такого типа и такого же цвета, был в комплекте к моему X1 Mini, с одним лишь отличием, что тут он на 1 метр, против 50см у X1.
Комплектный пластик какой-то ноунейм. По крайней мере, кроме того, что это PLA, никакой информации тут нет. Но для попробовать этого достаточно. Хоть и лично я был бы рад, если бы в комплекте китайцы находили место и для нормальных бабин, не так уж и дорого это, на фоне стоимости самого принтера.
Есть в комплекте и скребок, который предназначен для того, чтобы отдирать от коврика хорошо прилипшие детали. И, важное и! Я не рекомендую его использовать. Я сглупил, мало того, что этот скребок и на вид дешевка, так начал елозить по коврику на рабочем столе, когда хотел убрать остатки пластика. Результат — довольно глубокие царапины. И нет, они не влияют на печать, но хороших впечатлений от такого опыта я не получил. Лучше уж нагреть стол до нужной температуры и потом отлепить то, что нужно, чем использовать комплектный скребок.
Это, можно сказать, мы прошлись по мелочи, а теперь посмотрим на вещи посерьезнее. Два подающих моторчика. Два их тут потому, что принтер может принимать два филамента одновременно.
Ближе:
Почти такие же расположены вообще по всему принтеру.
На фото ниже показано место крепления направляющего механизма.
Тут же место установки трубок от экструдера:
Обратная сторона:
Под подающими механизмами я подразумеваю то, что китайцы в моей сборке решили это упростить, потому что вместо того, что на фото ниже (пластиковые насадки) в комплекте должны быть поворотные пластиковые насадки.
Экструдер уже установлен на раму, за что спасибо китайцам, это куда лучше, чем ставить его самому. От экструдера исходит две трубки, которые потом нужно будет направить в подающие моторчики.
В комплекте к принтеру есть две запасные трубки:
Рама, как видно на фото, собрана полностью:
Дабы человек смог определить перед и зад принтера, то есть этой рамы, на ней есть белые резиновые вставки. Они — перед. Её мы рассмотрим детальнее в следующем пункте обзора, а пока коврик. Он на самоклейке и, можно сказать, одноразовый. Китайцы рекомендуют печатать первый слой высотой 0.3мм, но лично я тут не заметил от этого никакой пользы.
Для пластика предусмотрено два крепления, которые устанавливаются на верхнюю часть рамы. Каждое крепление состоит из двух частей — стальной балки и пластикового держателя.
Так как в принтере много проводов, которые на данный момент спрятаны под столом на основной части принтера, в комплекте предусмотрен комплект стяжек. Must-have для тех, кто хочет, чтобы принтер выглядел аккуратно.
Дальше остается показать инструменты:
И детали для сборки:
В пакетике на фото выше так же лежат запасные «жала» 0.4мм.
Среди бумажек есть специальный листик для выравнивания стола, с небольшой инструкцией по этой процедуре.
Благодарственное «письмо» от Geeetech:
На этом с комплектом, вроде как, всё. Есть карта памяти на 4ГБ, но она безымянная и не стоит внимания. Подошла бы и на 512мб, это не суть. По итогу (пишу эту часть обзора уже через неделю после сборки) — комплект тут полный и единственное, чего мне не хватило — запасного коврика. Хорошо, что я почти сразу решил ставить стекло.
***
2. Конструктивные детали.
Перед сборкой, пока есть такая возможность, посмотрим на две основные части принтера детальнее: рама и стол.
Рама с двух сторон (одна из фотографий уже фигурировала тут, но не суть):
Рама жесткая, собрана крепко и хорошо затянута. Ничего не болтается и ничего затягивать даже через время — не пришлось.
По обе её стороны:
Профили:
Эсктрудер:
Место крепления двух подающих трубок. Так же на фото ниже хорошо видно обдув. Он находится с одной стороны и направлен в место печати.
Обратная сторона:
Моторчик оси Z:
Я бы добавил бы больше фото, если бы знал, что конкретно вы хотите увидеть, но, кажется, этих фотографий и так должно хватить. Разве что могу дополнить:
Скажу кратко — после X1 Mini это небо и земля. Я имею представление, что такое нормальный принтер (по типу Anet или Ender) и потому могу сказать, что данная система мало чем отличается от того, что предлагают проверенные варианты. Оно и неудивительно — испытывать что-то новое, когда есть уже проверенная схема — себе дороже.
И потому посмотрим на нижнюю часть принтера со столом.
Спереди есть наклейка с общей информацией и характеристиками:
С противоположного «берега» — LCD дисплей и элемент управления.
Стол с защитной наклейкой:
Под ним и сзади есть моток всех нужных кабелей, которые исходят из внутренностей корпуса.
Чуть ниже мотка находится разъём для питания и большая и удобная кнопка включения.
С противоположной стороны находится разъём USB-A и слот для MicroSD.
Стол ездит на профиле по оси Y.
Изначально стол болтается, его нужно затянуть. Сам профиль — даже не люфтит.
У стола есть 4 регулятора высоты:
Но чтобы затянуть стол, нужны не они, а две гайки, которые обе находятся чуть глубже под столом. Затягивая их (они обе с одной стороны! Другие трогать нет смысла), так вот, затягивая их, ролики начинают плотнее прилегать к профилю и в последствии стол перестает шататься. На фото эти гайки я не покажу, они слишком глубоко, чтобы что-то было понятно. Но с помощью комплектного гаечного ключа никаких трудностей не возникнет. Главное сделать это сразу и не печатать, пока стол не перестанет шататься.
Моторчик оси:
С другой стороны:
Потом нужно будет искать что и куда подключать:
Стол тут с подогревом, питание у него сзади. Вот кабель:
На этом с внешней стороной основной части можно заканчивать.
***
3. Лезем к блоку питания.
Дно я уже показывал. С помощью гаечного ключа получаем такой результат:
(убедитесь в том, что принтер не перевалиться в сторону оси Y и самого стола! Она тяжелее)Нас встречает вентилятор:
Он же:
Я сразу скажу, что я не дорос в профессиональном плане до того, чтобы разбирать каждую микросхему и её назначение. Лучше я скину все нужные фото и покажу, что тут к чему:
Микросхема дисплея:
А вот, что касается блока питания:
Ближе:
Блок питания держится не только изнутри, но и, понятное дело, сверху. Потому, чтобы его снять, нужно поработать гаечным ключом рядом с профилем оси Y, предварительно отодвинув стол в сторону.
Следующим испытанием становится то, что блок питания очень хорошо сидит внутри, и чтобы его вытащить, его нужно поднять выше этого угла:
Чтобы это сделать, нужно хотя бы наполовину вынуть эту резиновую втулку:
После — блок питания в наших руках.
Я опять не буду заострять внимания на отдельных его элементах, для этого люди отдельные обзоры делают, а у нас тут не он на обзоре, а принтер. Детальные фото:
Вентилятор есть и тут:
Самое полезное, как по мне, тут наклейка со всей нужной рядовому пользователю информацией:
Такой в рознице стоит от 20 до 30 долл. Может есть дешевле, может и дороже, но сам факт того, что это совсем не дешевка.
Ну, на этом можно и этот пункт заканчивать. Так сказать, разборка.
Теперь же — сборка.
***
4. Сборка и некоторые нюансы.
Инструкция по сборке содержит список всех комплектующих, в подтверждение моему списку в начале обзора. Сама инструкция мне не понравилась. Несмотря на то, что она выглядит неплохо, с картинками, но по факту на картинках ничего не видно, а сама она совсем не информативная. Более того, тут около 8 двух сторонних листов, где на каждом версия на каком-то языке и, представляете, там не нашлось места для русского. Как-то глупо, уж среди 8 языков не найти места для русского.
Итак, с чего стоит начать?
Берём и ставим нижнюю часть принтера, с печатным столом, на ровную поверхность. Желательно, на стол. А потом смотрим вниз:
В нижней крышке есть два отверстия. Теперь переворачиваем эту часть принтера обратно и ставим на неё раму. Берём их:
И прикручиваем раму снизу. В комплекте есть буксы, которые улучшат жесткость конструкции. Прикрутили?
Теперь очередь поставить подающие моторчики. Для этого берем каждый в руку и откручиваем эти болты:
Берем эту пластиковую деталь (направитель) и теперь прикручиваем её к этому месту. Выходит:
С обратной стороны каждого моторчика есть такая система креплений:
У меня оно всё почти на 90% приехало разобранным и винтики мне пришлось искать в самой коробке — отпали. Вам нужно сделать так, чтобы мотор можно было бы пропихнуть в профиль. Как? У профиля есть заглушка:
Берём наше:
И вставляем в профиль:
.Делаем так с двумя моторчиками и затягиваем. Расположить их можно в произвольном месте, потому что это неподвижная часть принтера. Но желательно, конечно же, расположить по обе части профиля. Почему? Потому что между ними предполагается установка держателей для бабин. Оба держателя зеркальные друг другу и потому их можно расположить близко и так, чтобы никто не мешал друг другу. В идеальном сценарии бабина будет висеть над моторчиком, в который и нужно будет заводить филамент. После установки моторчика, к нему обязательно нужно присоединить трубку, которая идет от экструдера.
На этом сборка, в общем-то, закончена. Может я объяснил непонятно, но для лучшего понимания я рекомендую смотреть видео по сборке. Благо, на эту модель их в сети даже несколько (может даже и десятков).
Теперь очередь проводов. Тут уж могут случиться проблемы. Как минимум потому, что на большинстве видео ничего непонятно, а в оригинальной инструкции этот момент будто бы и вовсе избегают. Проводов тут много, около десяти, и каждому нужно найти своё место. И если вы поставили что-то не туда, куда нужно, принтер будет работать некорректно.
Но что я хожу вокруг да около: у каждого провода есть своя маркировка. И вот эта картинка возьмёт и сделает вашу жизнь проще:
Это из официального видео. Тем ситуация и страннее — почему бы китайцам просто не взять, да не вставить ссылку на это видео в инструкцию, не вставить в инструкцию картинку с нужным расположением проводов? Непонятно.
Так или иначе, а теперь сборка точно закончена.
***
5. Размеры и вес принтера.
Если для вас это первый принтер подобного рода, то готовьте свои столы. Лучше — отдельные столы. Да и так, чтобы рядом не было полок. Потому что оригинальная конструкция, с бабинами сверху, занимает столько места, что на моем рабочем столе уткнулась в навесные полки. Если точнее, то высота этой конструкции около 70-80см, что, как по мне, многовато.
При этом принтер вы особо не потрогаете, не перенесёте туда и обратно, потому что весит он 12кг и трогать его в этом плане лишний раз не хочется. Поэтому для него, как и для любого другого принтера, желательного сразу подготовить хорошее устойчивое место печати. Причем так, чтобы и кнопка включения была в досягаемости, и место установки карты памяти. Оно тут, к слову, не самое удобное — сбоку и без каких-либо обозначений. В темном углу его искать придется лишь на ощупь, а учитывая, что карта памяти вещь маленькая, то её можно либо уронить, либо, да-да, вставить выше или ниже слота — потому что там есть зазор. А это уже очень неприятно. Лично я планирую как-то доделать этот момент. А ведь всё бы решила установка этого слота возле дисплея, как некоторых не только принтерах, но и даже ревизиях А20М.
В общем-то, на этом данный пункт я и закончу. Большим я его не планировал, большого — хватает.
***
6. Первый запуск, его подробности и Cura.
На этом моменте я допустил небольшую ошибку, не связанную с принтером. Это я про то, что эту часть обзора я стал писать спустя недели две-три после того, как сделал запуск и калибровочные модели. Поэтому некоторый материал, который мне хотелось видеть пропал, а про что-то я мог забыть. Так или иначе, но я обсуждаю и так о базовых понятия, которые будут полезны лишь самым новичкам. Но я постараюсь закрыть все возможные пробелы.
Для того, чтобы работать с принтером, нам нужна программа. Называется она слайсер, и в данном пункте у меня будет установлена Cura последних ревизий (4.хх). Помимо Cura (Куры) есть множество других программ, хотя вторым по популярности является Simplify3D — приложение платное, сделано было относительно давно (под этим я подразумеваю то, что оно давно не обновлялось), но лишена нескольких, а то и множества недостатков или недочетов Куры, которые могут проявиться во время использования.
Так вот, Cura есть на русском, скачать в интернете не проблема (главное не качать версии 15.хх — они старые).
После запуска нужно либо выбрать свой принтер, либо самому указать одни из самых важных параметров. В случае с Geeetech A20M — внутри современных версий программы уже есть предустановленный профиль для принтера, который в т.ч. включает набор команд для начала печати. Именно этот профиль я и решил использовать после попыток опробовать другие команды (алгоритмы работы у некоторых принтеров, особенно в начале печати, могут очень даже заметно отличаться).
Вот так выглядят все ключевые параметры А20М, включая пусковой G-код (тот самый набор команд, которые принтер проделывает перед началом каждой печати).
Для тех, кто будет искать, по той или иной причине, прилагаю эти G-коды:
;GeeeTech A20M start script
G28 ;home
G90 ;absolute positioning
G1 X0 Y0 Z15 E0 F300 ;go to wait position
M140 S{material_bed_temperature_layer_0} ;set bed temp
M109 S{material_print_temperature_layer_0} ;set extruder temp and wait
G1 Z0.8 F200 ;set extruder height
G1 X220 Y0 E80 F1000 ;purge line
;end of start scriptG91
G1 E-1
G0 X0 Y200
M104 S0
G90
G92 E0
M140 S0
M84
M104 S0
M140 S0
M84Пусковой код во время начала печати делает тестовую линию длинной около 20см, во время которой рассчитано на то, что с сопла уберется весь мусор и пластик разогреется.
В интернете я нашел и отдельный скриншот с правильно написанными данными для этого принтера. Вторым важным моментом, который я так же выделил на скриншоте ниже, является Home Y и Home X. Не буду вдаваться в подробности, так как могу допустить ошибку, но что точно я могу сказать, что указав данные параметры вы не прогадаете. По одной простой причине: изначально во встроенном профиле Cura для А20М написана какая-то белиберда.
Про остальное уточнять нет смысла — размер сопла 0.4мм, что является уже привычным стандартом, пластик же 1.75мм. Стол с подогревом, температура экуструдера до 250 градусов. Самое главное — первые два параметра не забыть проверить, а то мало ли. Та ещё каша будет.
Это всё, что касается как Куры, так и другой программы, которую я уже упомянул — Simplify3D. Хорошо, что хотя бы с этими, основными параметрами, особых проблем не возникает. Но проблемы будут, куда без них :)
Следующим пунктом мы просто включаем принтер в розетку, нажимаем на кнопку сбоку и он начинает гудеть. Модель поддерживает печать как по USB, для чего в комплекте и лежит красивый метровый USB-A кабель, так и по MicroSD. Я был бы не прочь увидеть обычный SD слот, но, наверное, это редкое явление. Зато можно было бы обходиться без лишнего звена в виде SD адаптера или кардридера.
***
7. Первые детали, проба пера.
Начинается самое интересное. Первым делом я стал печатать настройками Easythreed X1 Mini, которые были выяснены в нелегком месячном противостоянии меня и, собственно, его. Печатал пробный кубик — www.thingiverse.com/thing:3136121
У меня после первого знакомства с 3D принетром сразу появилась папка с тестовыми моделями. Но тут есть уже первый нюанс касательно выбора слайсера: в Кура без танцов с бубном нельзя взять и просто напечатать тестовые фигурки, которые подразумевают изменение каких-либо параметров в процессе печати. Печатай или по одной фигуре на один набор настроек, либо не печатай вообще. По этой причине и по незнанию в прошлом обзоре я этим делом не занимался, а тут — пришлось.
И вот что вышло с настройками от прошлого принтера:
По впечатлениям: А20М печатает очень резво.
Вот прямо, ну ни в какое сравнение с игрушечным принтером с размером печати 10х10х10см. Скорость подтверждается и тем, что тут кубик напечатался за 18-19 минут, когда как на X1 Mini этот процесс был около 30-32 минут. Это сразу говорит о том, что проблем со скоростью нет. По крайней мере видимых или весомых.
Что же касается качества модельки, то даже несмотря на отсутствие каких-либо индивидуальных настроек для А20М, кубик получился более менее «живым», особенно мне понравились внешние грани (если убрать все появившиеся косяки) — они очень приятные на ощупь и не видно слоислости. На этом достоинства заканчивались, потому что внешний контур все равно поплыл, вместе со слоновьей ногой на первых слоях небольшая каша, есть пробел в слоях ближе к концу печати, а настройки отката, походу, откатились (иронично) и есть волосня с наплывами. Хотя эти два недостаткам даже небольшие, при этом «крышка» получилась на удивление очень неплохо. А ещё печать происходила без использования подогрева стола. Хотя, для комплектного PLA пластика он и ненужен — рекомендуют, если и ставить, то не более 60 градусов.
Так или иначе, а чудо не произошло и прошлые проверенные настройки к принтеру не подошли. А пока я настраивал всё по мелочи, я встретился с самой страшной проблемой — с пробелом в слоях. Косяк проявляется в неправильном внешнем слое, а точнее — в его отсутствии. Банально, в этом месте происходил какой-то сбой, из-за чего целостность финального изделия стремилась к нулю: кубик можно было разделить на две части даже без каких либо усилий, пальцами. Я грешил на механику, но не мог быть в этом уверен и очень хотелось верить, что проблема именно в настройках. Печатал я не только кубики, но и башню уровня отвесов — проблема не исчезла. На фото ниже три кубика, в дополнение к первому, где я указал на косяк. Пробовал настройки отката, подбирал скорости и равнял стол.
Потом у меня закончился первый тестовый PLA пластик, я ещё что-то настроил и получился белый кубик.
И у него, о чудо, этого дефекта уже не было. Как так?
Этот вопрос остался открытым, и мы к нему вернемся. А пока, после удачного опыта с другим белый PLA пластиком, я напечатал удачную башню для определения качества обдува. Результат на фото:
Важно: во время печати данной фигурки я понял, что, во первых, нужно выключать сглаживания (сглаживания на мелких объектах, которые не шире одной линии экструзии просто убивает эту линию) и нужно уменьшать скорость печати маленьких моделек (в Куре нет функции замедления на небольших участках).
Что касается самой башни, то она получилась, на мой взгляд, хорошо. Да, есть провисание, но оно несерьезное и начинается от 55 градусов. При этом целостность печати не нарушена и качество выступающих надписей хорошее. Конечно, данный результат нельзя сравнить в более продвинутыми принтерами с двумя обдувами, но результат более чем удовлетворяющий, с чем вы, я думаю, согласитесь.
На сим и второй пробный пластик у меня закончился. Так быстро, спросите вы? Ну, не так уж и быстро: башней было напечатано три, а потом стартовала печать декоративной фигурки лисички, которая в т.ч. была тестовой. Вот она:
Но печать потерпела сбой, поражение, называйте как хотите, но опять проявился пробел в слоях, причем прямо на моих глазах. Принтер просто взял и пропустил внешний контур. А произошло это у окончания верхней части тонких лап, из-за чего лапа отклеилась от коврика и отпала, а вторая выглядела так плохо, что печать я закончил, а остатки от пробных 10М пошли, так сказать, в утиль. У меня даже остался таймлапс данной печати (она должна была быть успешной!), на котором ничего касательно описанного не было бы видно… если бы не моё мастерство в создании гифок :)
Хотя, и не очень понятно, что лапа отклеилась именно от этого. Но факт остается фактом, примерно в середине фигурки не было внешнего контура и потому фигурка без проблем делилась на две части (собственно, я её и не допечатал).
На этом всё? Нет, конечно же нет, далеко не всё. Был приобретён новый пластик, две бабины CoPetg 300M. Дальнейшая эпопея будет уже в следующем пункте.
***
8. Процесс адаптации, проба CoPetg.
Вот почему мне захотелось попробовать новый для себя пластик, вместо привычного PLA? До этого 600М им печатал, и всё устраивало. Но нет, после обзоров как-то засело в голове, что ПЕТГ лучше, а тут и подогрев стола есть, и прилипание у пластика хорошее, и что могло пойти не так? Но всё именно так и пошло — не так.
Во-первых, КоПЕТГ оказался очень текуч. Во-вторых, он требует куда больших температур — по сегодняшний день печатаю на 235 градусах, против 210 у ПЛА, причем пробовал даже 245 (напомню, что предел -250). Точно так же требуется и большая температура стола. Лично я этот параметр особо не трогаю, печатаю первый слой на 90, а второй и последующие на 80. Но это ещё ничего, и даже тот факт, что пластик настолько текуч, особенно на Bowden принтерах, что настройки отката подбираются с филигранной точностью, это ещё ничего перед той самой проблемой пробела в слоях — она осталась. В одном и том же месте, на одной и той же фигурке был пробел, который сводил на нет всё. Я спрашивал на профильных форумах, но никакие настройки, смены карт памяти/печати через USB, советы не помогли, кроме одного, к которому я уже и сам склонялся — нужно сменить программу. Кура за время использования уже много раз меня напрягала, достаточно хотя бы того, что у меня были проблемы с USB портами на прошлом принтере.
Скачал Simplify3D, поставил руфисикатор, настроил по быстрому и попробовал последнюю неудавшуюся фигурку. Результат? Полностью устроил. Никакого пробела! Лишь множество проблем с натёками и волосней, в силу плохих настроек отката и сложности КоПЕТГ. На фото (не самом качеством, извиняюсь), слева фигурка напечатанная через Simplify3D, а справа через Cura.
Думаю, вы согласитесь, что качество поверхности у левой фигурки в разы лучше, чем у правой. Только не обращайте внимание на подтёки, я с ними долго ещё боролся. К слову, у Куры были проблемы с отверстиями, они печатались ну очень плохо, слишком глупые и ненужные ретракты с итак не самым легким пластиком. Так что новому слайсеру я порадовался. Вот ещё фото финальной фигурки:
Об откатах и его настройках. Всё было отнюдь не просто, потому что в Куре и Симлифае я напечатал совсем не две показанные фигурки. Как минимум:
И у всех, конечно, качество не самое приятное. Но! Важное но: после перехода в новый слайсер можно в полной мере оценить качество внешних стенок. Все присутствующие проблемы и недостатки уже решаются через настройки печати.
А я напомню, что теперь у нас установлен Simplify3D, в котором можно делать разные настройки для разных слоев. Это значит, что тут можно подобрать более точные настройки температуры, охлаждения и тех самых откатов. Именно этим я и занялся. Внутри программы можно создать несколько тех. процессов на одну и ту же модель, меняя в них параметры ступенчато и указывая начало и конец печати по слоям или мм. Тут достаточно просто скачать нужную модельку и сделать несколько различных тех.процессов.
Следующим этапом нужно просто выбрать все слои, или не все, если не хотите печатать все «этажи» тестовой фигурки:
(я напомню, что эти «этажи» вы настраиваете сами: в конкретном примере один кубик занимает 10мм, потому первый тех.процесс от 0 до 10мм, второй от 10 до 20мм и т.д., имейте это ввиду и не забывайте настроить!)Так же я хочу отметить встроенную функцию замедления печати на мелких участках модели. Это автоматически повышает качество печати. Скорость показана цветом, а сверху слева есть расшифровка:
Тут будет нагляднее:
И, казалось бы, что могло пойти не так? Ну, для начала: было напечатано около 6 калибровочных башен для откатов. С этим пластиком я больше встречал наплывы в местах приземления экструдера, чем волосню. Потому менял очень много параметров в попытках получить самый лучший результат. К сожалению, фотографий этих башен не сохранилось, но выглядели они довольно обычно. Ничего ужасного, но наплывы на швах очень сильно мешали применять модели по назначению.
А потом я получил новую проблему. Проблему с прилипанием. Серьезно? КоПЕТГ плохо липнет? Представьте, да. Связано это было лишь с одним. Ни с температурой экструдера, ни с температурой стола и даже не со скоростью печати первого слоя; нет, связано это было с комплектным печатным ковриком. Спустя неделю использования он просто перестал принимать пластик, а мучиться с разными покрытиями я уже не хотел. Достаточно перепробовал разных колхозных методов на прошлом принтере.
На этом моменте я бы пошел и заказал стекло, но сначала я сделал отчаянный поступок — нашел квадратную рамку, расширил её на всю печатную площадь, выровнял стол и запустил печать. И толщина линии менялась волнами: стол был просто сам по себе неровный. Если в четырёх углах стол выровнен, то между углами сопло кое-где упиралось в него или висело слишком высоко. Из-за этого и мусор на столе появлялся и, собственно, модельки держались неравномерно.
И вот теперь я пошел в стекольную и заказал стекло 26х26х3мм.
***
9. Установка стекла.
Многие именно это и советуют. Пишут о 3-4мм, при этом потом стоит учитывать то, что нагрев стола может отличаться от установленного. Но на пару градусов, не более.
Стекло стоило 2 доллара, т.е. ровным счетом копейки по сравнению с самим принтером. На платформу прицепить можно офисными скрепками, только главное, чтобы они не были на пути экструдера.
А коврик ушел на покой.
Забавный факт: из-за того, что поверхность теперь стеклянная, нижняя часть (то есть дно) фигурки теперь такое гладкое, как и стекло. Оно приятное на ощупь, но имеет совсем другую фактуру, нежели все другие грани. Имейте это ввиду, если вам нужно одинаковое покрытие со всех сторон. Но на физические свойства это не влияет — детали все так же можно использовать в сборке каких-либо устройств и т.д.
А ещё нужно сказать, что после окончания печати с настройками 235/80 градусов на стекле, сразу снимать фигурку со стола нельзя. вернее сказать у вас не получится, а если и получится, то лишь кусок фигурки или фигурку и кусок стекла. Сначала стол должен остыть, примерно до 60 градусов, и уже потом модельку практически без каких-либо усилий можно будет взять.
На этом тему со стеклом, в принципе, можно закончить. Тут я поделился лишь наблюдениями и замечаниями, и фактом того, что оно спасло ситуацию с не самым ровным столом. Ещё по дну фигурки напечатанной на стекле хорошо видно насколько хорошо отрегулирована высота стола — хорошо видны линии экструзии. Но такое же можно наблюдать и на обычной поверхности, просто не так отчетливо.
***
10. Дисплей и то, что он умеет отображать.
Довольно объёмный на информацию пункт, но заострять внимание абсолютно на каждой настройке как-то не хочется. Причина этому, конечно же, объёмы:
Так что извиняюсь, если что-то пропустил.
Дисплей у Geeetech A20M приятный и немаленький. Но не сенсорный, а управление происходит с помощью одного элемента, с помощью которого и меню листается, и пункт выбирается.
На экране печати отображается вообще всё, что необходимо: процент процесса печати (отображается с точностью до минуты), температура стола и сопла, скорость обдува, причем с анимацией (никак не зависит от фактической скорости), указана высота оси Z, в т.ч. во время печати можно следить за её подъёмом, а так же показан процент микса цвета (если вы используете два филамента). В самой нижней части дисплея так же будут отображаться статусы по типу нагрев платформы или карта памяти вставлена.
***
В меню можно зайти нажав на кнопку. Основные пункты:
Есть возможность управлять основными элементами, причем как двигать, так и греть; можно посмотреть информацию о принтере и зайти на карту памяти. С карты памяти принтер подхватывает только папки и G-коды.
Пройдусь быстро по функциям управления. Вот экраны во время управления осями:
Предварительный нагрев филамента:
Предварительный нагрев стола и экструдера:
В разделе управления из стандартного так же можно отметить Autohome.
В подпункте Mixer можно вручную настроить все параметры касательно смешивания цветов, но лучше делать это через специальное приложение, о котором мы ещё поговорим. Тем не менее вот все сопутствующие скриншоты с дисплея принтера:
К слову о карте памяти, то вот так выглядят названия (важно — они без бегущей строки):
Информация о системе:
Забавно, но факт — тут максимальная температура экструдера прописана как 265 градусов, тогда как где везде указано 250. Лично я больше 245 не грел и особо не хотелось.
Это я показал одни из самых основных пунктов меню. Помимо этого тут есть возможность управления обдувом, рывками и ускорениями, а так же вносить поправки в некоторые параметры принтера. С вашего позволения я не буду лезть туда, куда лезть не собирался, потому я добавлю все сделанные скриншоты, то есть вообще все доступные экраны с принтера, в отдельный спойлер. Там повторятся те, что были выше, зато всё будет по порядку. Думаю, это поможет тем, кто ищет что-то конкретное:
Все доступные экраны настроек
Пользоваться дисплеем удобно и знали бы вы, какое удовольствие смотреть на него после принтера, где такого удовольствия нет.
***
11. Печатаем револьвер.
Если в прошлом обзоре другого принтера я делал множество разнообразных фигурок, как минимум потому, что вещь для меня была в новинку и хотелось всякой всячины, то сейчас я уже смотрел в сторону более сложных и интересных чертежей.
Как обычно, источником всех моделей послужил бесплатный сайт thingiverse.com, на котором можно найти очень много самого разного и разнообразного. И вот как-то раз я увидел достоверный чертеж магнума, и сразу же понял: вот, оно! Множество частей, сложных и легких, большой объем печати и проверка в «бою» — что ещё нужно для понимания, насколько хорошо работает принтер? Поэтому выбор был очевиден.
Ссылка на модель: www.thingiverse.com/thing:3004363
Количество деталей (некоторые повторяют себя, т.е. разновидности):
На странице с моделью большое описание, показана работоспособность и указаны другие мелкие подробности. Всё на английском.
Начинал печать я ещё на коврике, некоторые пробные модели были для меня тестовыми — я печатал их много раз, добивая наилучшего результата. Точно так же сначала это было в Куре, но потом, почти сразу, я перешел в Симплифай и печатаю в нём по сей день.
Начнём?
Печатать я решил подряд, потому что смысл иначе. Запутаться в таком списке моделей легко, если не делать пометки напротив уже напечатанных наименований. Что касается основного: заполнение для всех деталек (но есть исключения) рекомендуется 15-20%, а высота слоя 0.15мм. Лично я печатал с высотой слоя 0.20, так как она мне привычнее, да и побыстрее это будет, без существенной потери качества. Заполнение же я менял в зависимости от размера модели — на тонких/маленьких деталях я ставил 100%, чтобы принтеру было легче. Это, в том числе, может уберечь фигурку от дефектов.
Смотрите, вот одна из первых моделей-составляющих:
А вот то, что было с ней, пока я искал оптимальные настройки:
Принтер очень хорошо печатает внешние периметры. Именно поэтому, когда из-за плохих откатов и ректрактов страдала поверхность, я этого просто так не оставлял и искал самые оптимальные настройки. Благо, кол-во разнообразных моделей позволяло проверить А20М вообще по всем параметрам, причем не самым легким.
Вот тут есть участки толщиной менее 1мм:
Результат очень порадовал (сделано, опять же, не без помощи нескольких вечеров с настройками принтера):
А вот тут сложные вертикальные отверстия:
Которые получились лишь в Симплифае.
Потом на очереди стала печать основной части корпуса револьвера. На вид, это не самый сложный сценарий, но он всё равно имеет несколько трудностей: большая площадь и длительное время печати. Оба эти параметра целиком и полностью зависят от ровности стола, его поверхности, наличия подогрева и прилипания. Если хоть что-то из этого будет неправильным или будет отсутствовать, ничего толкового по итогу не выйдет. На своем прошлом принтере я такое физически не мог напечатать: тут и площадь нужна около 20см по меньшей стороне, и подогрев стола. Не говоря уже за то, что раньше я испытывал проблемы с отлипанием фигурки во время длительной печати. Короче, удачная печать основного корпуса для меня косвенно значит удачность А20М.
Получилось ли? Да :)
Возможно, на сегодняшний день я бы смог добиться лучшего качества верхушки, но даже и сейчас она выглядит нормально. На протяжении всей печати ничего не отклеивалось и всё шло своим чередом.
Ближе:
Как я и говорил, при печати на стекле есть нюанс того, что вторая часть печати будет иметь зеркальную поверхность.
Ближе:
По факту, это, конечно же, не проблема.
Дальше — дуло/ствол. Весь чертеж предполагает две версии основного корпуса (показанную выше и «классическую»), а так же около 4-5 версий ствола. В основном, разница заключается в его длине. Я выбрал самый большой, так как хотел напечатать «крутую» модель магнума. Так же длинный ствол на печатном столе тестировал принтер на прилипание не хуже, чем основная часть корпуса: моделька имеет малую зону касания (особенно, если печатать без каймы), и большое время печати — следовательно, если что-то пошло бы не так, то оно, в общем-то, пошло бы не так.
Но и тут с первого раза всё получилось так, как нужно. Это меня неимоверно обрадовало, потому что 20см, которые держатся на столе площадью не более 3см2 — это внушает. Более того, после окончания печати мне даже пришлось немного подождать пока стол остынет, чтобы взять фигурку со стола, а до этого она цепко держалась на стекле. Конечно, больше всего это заслуга стекла, но на деле без нормальной работы механики принтера ничего бы этого не было. Так что отдаю должное А20М.
А так же хочу обратить внимание на качество надписей:
Напомню, что тут хорошо получаются и объёмные надписи. Так что с ними вообще никаких проблем. Главное, чтобы слой, который на неё выделяется, был не меньше одного мм. Но это зависит от самой модели и от того, с умом ли она сделана.
Ещё дуло:
Последней моделью, которую я бы хотел выделить, является вот эта крошечная деталька:
В чём её сложность? Ну, помимо того, что она очень маленькая (около 1см), она имеет множество мест с откатами, в то время как её форма подразумевает то, что модель является ключевой в механизме. Другими словами, она взаимодействует с другими. И если она будет некачественной или неточной, то ничего хорошего уже не получится. Напечатать её хорошо — это правда круто. И у меня с принтером получилось:
Дальше пошли более простые объекты, такие как барабан, другие внутренние механизмы и комплектующие.
Показывать всё особого смысла нет.
***
12. Смотрим на масштабы, собираем.
Но! Чтобы вы прочувствовали масштаб, я прилагаю гифку с данными о каждом напечатанном элементе. Всего их 16, без учета патронов.
В гифке есть повторы, потому что некоторые модели я перепечатывал.Всё, что прошло в финал:
(патронов всего 4, больше печатать было лень)
Теперь я посчитаю то, что получилось по затратам времени и материала:
— потрачено метров пластика: ~67.5 CoPETG. Добавляем сюда неудачные попытки и первичную настройку, и лично у меня вышло около 100 метров. При стоимости 300грн за 300 метров, на револьвер ушло 100грн, что около 4 долларов или 200-250 рублей.
— потрачено времени на печати: ~900 минут, или 15,2 часов. Добавляем сюда разогрев сопла и платформы (+1 час суммарно) и получается около 16 часов. Не очень много, но нельзя не учитывать паузы между печатями и подбор настроек. Не говоря уже за то, что печать сопровождалась и вовсе первичной настройкой принтера. Потому на неё ушло куда больше времени, чем материала, если это и вовсе можно сравнить.
Большой чертеж, ничего не скажешь. Для энтузиастов. Не говоря уже за то, что всё это ещё и придумать нужно. К слову, о придумывании, вот инструкция по сборке:
Теперь всё, что нужно, это вооружиться аккуратностью, внимательностью, свободным вечером и охапкой болтов.
Если всё взяли, то можно собирать.
Показывать этот процесс бессмысленно, если не делать всё подряд, да на красиво оформленном столе. Думаю, обзор и без того полон информацией, и потому этот момент я не буду освещать: сказанного достаточно. То ли ещё будет.
Так что вот финальный результат:
В руке:
Резюмирую: в общем и целом качество собранной модели могу оценить на 7 из 10. Косяки были в районе барабана, потому что фиксируется он не так плотно, как хотелось бы. Тем не менее механизм открытия работает и выглядит всё ещё круто, хоть и ощущается в руке слишком хрупко, чтобы быть уверенным в том, что после резкого движения всё останется на своих местах. Хотя! Даже после них (резких движений) все было окей. Вторым моментом является использование одного материала. На порах первых тестов я не хотел использовать второй филамент — хотелось разобраться хоть с одним. Потому модель одного цвета. Кому-то это может не понравиться, но в действительности выглядит всё ещё впечатляющее. В остальном, по мелочи — где-то там край какой-то некрасивый, а где-то там заусенец на пластике. Как и сказал, по мелочи.
На гифке:
Всем, кому не покажи — удивляются. Ну а то, крутая и внушающая штука :)
***
13. Дополнительный материал: другие модели.
Вообще я планировал в данном пункте распечатать несколько небольших моделек и после попросить помощи у знакомой в покраске, как я делал это в предыдущем обзоре на принтер, но из-за того, что обзор и так пишется с августа, и растягивать удовольствие ещё на неделю не хотелось, обойдёмся более традиционными примерами «а смотрите, что у меня...» :).
Основная масса тестов была во время распечатки револьвера, остальное же печаталось уже чисто для себя или по интересам.
С фигуркой лисицы фенек у меня свои счеты — хотелось напечатать качественный образец и отдать под покрас. Одна такая уже была напечатана, в обзоре X1 Mini. Тогда качество меня удовлетворило, но нельзя было отрицать видимые недостатки в виде волосни, наплывов и в принципе слоистости поверхности.
Результат:
Отдельно отмечаю качество поверхности и отсутствие волосни между ушами:
Но во время подготовительного этапа я забыл включить поддержку для подбородка, из-за чего он красиво так просел — будто бы рот открыт. В принципе, это без проблем можно убрать, но я даже решил оставить. Думаю, вам интересно посмотреть, как такую фигурку напечатал упоминаемый принтер за 100 долларов, поэтому вот:
Дальше я опять замахнулся на относительно большой проект — модель кошачьей маски. Она сразу привлекла мое внимание, и я пошел смотреть, что требуется для печати. А требуется около 7-8 часов и 50 метров пластика. Немало и немало, но для интересной вещи — терпимо.
Печатается, как понятно по скриншоту выше, две половинки, иначе модель будет висеть в воздухе на сотне поддержек.
Сложность печати каждой половинки заключалась в том, что площадь соприкосновения со стеклом очень маленькая, а сама фигура растет и уходит в другую сторону — если бы при таком раскладе фигура стала бы отклеиваться, то она бы просто упала, перевесив себя. Но, на удивлении, печать у меня удалась с первого же раза.
Половина маски напечатана:
В этот момент я во второй раз не пожалел того, что купил CoPetg, потому как, что на бордовом очень красивый перелив цвета, что тут — такая мраморная текстура или типа того.
Дальше печаталась вторая половинка и усы. Готовый результат нужно склеить (супер клей пластик берет на ура) и спустя десять минут у меня в руках было уже готовое изделие:
Так как маска имеет множество рельефов, именно качество внешних стенок для неё было важным параметром. А я уже ни раз говорил о том, что тут они удаются. Результат мне понравился:
На этом можно было бы перейти к следующему пункту обзора, но я хочу уделить несколько абзацев покраске.
Для того, чтобы на изделия хорошо легка краска, пластик нужно прогрунтовать. На эту роль хорошо подойдет специальная акриловая грунтовка. Она вообще для многого подходит, и вот для грунтовки пластика — в том числе. После неё все фигурки белые, и всё, что нужно, так это подождать около часа-двух, чтобы всё подсохло.
Поверхности становится матовой и теперь на неё хорошо ляжет основная краска. Для пластика всё так же советуется использование акрила, ведь и не просто так нужна акриловая грунтовка. Минимального набора из 6 цветов может быть достаточно, но для интересных оттенков желательно хотя бы 12 тюбиков/баночек.
Потом, причем желательно, приобрести какой-нибудь лак и нанести на высохшую краску. Эффект будет на лицо — фигурки начнут блестеть и приобретут совсем другой вид, особенно в живую.
***
14. Фишка модели: два филамента.
Ну что, теперь очередь фишки принтера? А то я про своё, да про своё. А тут, в общем-то, модель А20М называется собой лишь потому, что она M-Mix.
И для того, чтобы печатать двумя цветами, желательно поставить соответствующую программу Geeetech Color Mixer, последнюю версию которой можно скачать с официального форума: www.geeetech.com/forum/viewtopic.php?t=69738 (второе сообщение, вторая ссылка, версия 1.1). Про версию я написал не просто так, потому что изначально я поставил, видимо, какую-то старую версию программы (которая, в прочем, выпала первой по запросу в гугле и на которую ведёт ссылка в инструкции), и у которой не было функции превью. А без неё, я уверяю вас, будет очень сложно.
Программа портативна, используется без установки. Собственно, запускаем:
Программа сама по себе очень проста. Принцип её работы такой: сначала вы слайсите нужную модельку в вашей Куре или Симплифае, сохраняете gcode с нужными настройками печати в какую-то папку, а после берёте этот файл и импортируете в Миксер через одну из верхних кнопок. Дальше вашей задачей стоит указать ваши имеющиеся цвета. Тут важный момент: если вы собирали принтер по инструкции из интернета, которую я указывал в начале обзора, то экструдер E0 — это правый экструдер, а Е1 — левый. Т.е. перепутано. Ещё на этапе сборки я не понял, почему это именно так, но иначе у меня и не заработало (я пытался).
После того, как вы это указали, можно приступить к ползункам. По умолчанию в них уже настроен градиент и если вы нажмёте кнопку Preview, у вас появится примерный будущий вид оного. Лично мне этого достаточно и благодаря не самым хитрым махинациям силу этого градиента можно изменить. Чтобы, например, больше использовалось какого-то другого пластика. Но в теории в этой программе можно добавлять дополнительные «сценарии» кнопкой Add, тем самым делая фигурку переливающейся. Но для этого нужно правильно указать данные для каждого цвета.
Там уж каждый сам найдёт, что ему хочется, а мне достаточно обычного или не самого сильного градиента. После настройки нажимаете кнопку Mix Color, после чего экспортируете модифицированный gcode на карту памяти. Важно! Программа не показывает процесс экспорта, при этом он тут отнюдь не сверхскоростной. Я один раз так обжегся и в итоге часовая печать занимала около 5 минут. Так что будьте внимательны и лучше подождите минуту — вес передаваемого файла будет увеличиваться прямо на глазах.
Я как-то не сильно был воодушевлён этой функцией, у принтеров в принципе и так много проблем, а тут ещё такое усложнение. Но на деле всё оказалось не так сложно. Если механика в порядке, второй пластик вставлен, то всё будет печататься без проблем.
Вот один из результатов:
Как по мне, на стаканчике для карандашей градиент выглядит очень уместно. По сути, я так и не придумал, куда это можно применить — два цвета печати это так, чтобы скучно не было или на пару специфичных фигурок. В остальных случаях либо одного цвета хватает, либо покрасить можно.
На творческих фигурках выглядит так:
Или так:
Ну и вместе:
На первой фигурке пластик в области шеи просел потому что я опять забыл про поддержки, но и в этом случае, как и в случае с феньком, это выглядит как часть зверя. Пышные щёки :). При желании можно убрать или печатать с поддержками.
К слову, редактировать цвет печати можно и прямо во время оной, достаточно в процессе работы принтера зайти в меню Mixer и изменить соотношения пластиков. Обычно стоит 0;100%, следовательно это один цвет, если же нажать Toogle Color, то вскоре печать относительно резко пойдёт вторым цветом, с очень маленьким градиентом. Сделать это можно и во время печати каймы/юбки, чтобы основная модель была нужного вам цвета. Тут есть нюанс в том, что по умолчанию принтер печатает лишь одним цветом, и если он у вас заканчивается, просто так взять и поставить печать с помощью второго экструдера, к сожалению, нельзя. Либо вы меняете gcode в программе, либо меняете настройку уже на самом принтере после запуска процесса. Сам он изменение не запоминает и это глупо. Как по мне, легче взять и поменять пластик местами. Так сказать, элементарная недоработка китайцев.
На этом с данной фишкой всё. Если бы китайцы напряглись и поработали над приложением, то из этого можно было бы выжать чуть большее, но и на данный момент оно выполняет главную функцию, а больше требовать и нечего.
***
15. Неоговоренные нюансы A20M.
Тут про то, что было упущено или просто не имело контекста в основном тексте.
Начну с того, что Geetech A20M — принтер Bowden типа. Вместо сотни слов, одна картинка:
И всё же, пару слов добавлю. В данном принтере длина трубки примерно 50см, что по умолчанию значит, что откат должен быть не менее 5мм (у меня сейчас стоит 7мм при скорости 30мм/с). Так же в комплекте есть запасные трубки. Наверное, лишними не будут, но пока не представляю, когда они мне могут понадобиться.
Второй момент — время разогрева стола. Так как в симлифай есть функция нагрева всего перед печатью, то принтер не начнет ничего делать, пока, собственно, не нагреет всё. И время разогрева стола с комнатных 25 до нужных 80-90 градусов составляет 5.5-6.5 минут, после чего ещё около 1.5-2 минут греется сам экструдер. Параллельно, почему-то, они не греются. Быть может, я не нашел функции, но не суть важно (у этого есть причина хотя бы в том, что разогретый экструдер будет ронять пластик). Так что, в общем и целом, начало печати нужно ждать около 8 минут. Это немало, но я встречал комментарии, что некоторые модели грелись и более 10 минут. Так что 8 для стандартных настроек — нормальный результат.
Третий момент, который уже более индивидуальный — расположение бабин. Мне оно вообще не понравилось, потому что в двух местах, в которых побывал принтер, ему не нашлось места: принтеру нужен отдельный стол, без полок сверху. И если отдельный, свободный стол у меня есть, то вот над столом у меня есть полки. И лишь из-за того, что бабины занимают около трети пространства по вертикали, принтер на столе не помещался. Пришло колхозить.
Четвертый и последний момент — во время печати принтеру нужна хорошая опора. И если ваш стол шатается от легких касаний, то принтеру он не подойдёт. Видел в интернете лайфхак — поставить принтер на бетонную плиту. Ну, выглядит действенно :)
UPD: экструдер тут один, а хотэнд замешивающий.
На этом, наверное, буду подводить итоги.
***
16. Выводы.
Geeetech A20M — не станет заменой Ender-3/Pro/v2 и прочим популярным моделям, включая Anet'ы. Я даже не думаю, что производитель делал его в качестве альтернативы. Нет, А20M другой, самобытный принтер.
У принтера хорошая сборка, простой в установке, хороший БП, прочная рама из хороших профилей, немаленький стол 260х260х260, платформа с подогревом до 120, сопло до 250. Подогрев не самый быстрый, но достаточный. Скажите, чего этого нет у Ender'а? С минимальными отличиями? Вот именно.
Поэтому сегодняшняя модель ему не конкурент по одной простой причине — Geeetech стоит от 340 долларов, при этом не имеет автонастройки стола, двух сопл или чего-то ещё, более оригинального. Из функций тут только использование двух филаментов. Можно делать поочерёдную печать, можно градиент. Если кому-то это нужно, то таких людей немного. И вот именно для них данный принтер и подходит. Качество печати у него на уровне всех основных игроков на этом рынке, т.е. хорошее. Я протестировал все основные параметры и модель в моём использовании уже месяц, и я могу сказать, что фигурки с его стола мне нравятся. Всё, что требовалось, так это поставить стекло, выбрать Симплифай в качестве слайсера и посидеть пару вечеров или недельку с настройкой под КоПЕТГ (это уже опционально, второй раз я такой пластик уже наверное не выберу).
Наверное, на этом выводы я закончу. Все подробности в обзоре, по нему же вы можете и сами для себя решить, годная модель или нет. Я же добавлю лишь то, что за 250 долларов она бы смотрелась не хуже, чем проверенные старички. За 350 же — ну, многовато это. Но и критических ошибок тут не оказалось, а это главное.
Всем спасибо за внимание! Надеюсь, было интересно. Если допустил ошибку, лучше напишите в личку.
Самые обсуждаемые обзоры
| +48 |
3245
106
|
| +43 |
2142
41
|
| +21 |
1709
36
|
| +50 |
2740
22
|
Спасибо за очень емкий и информативный обзор. Очень круто!!!
Хотелось, чтобы людям было интересно :)
Причем, после завершения работы над пистолетом думал уже все, а потом продолжение… И так несколько раз)))
Обзор интересный и оформлен качественно. Можно в конкурс на первое место)))
Примерно такого результата и хотел добиться. Уж не знаю какой процент читателей в принципе читает, но текст всегда стараюсь делать легким и разговорным, ну и с парой шуточек, если случай попадается)
А обзор — «Война и Мир», альфа версия.
1. Разлетится при выстреле
2. Если стрелок выживет после выстрела — его ожидает уголовка.
2. перестать бояться
Поэтому начать надо с установки своего профиля и всех своих настроек. Тогда уже и дырок между слоями и других закладок не будет. Далее — всякие сценарии в куре делаются так же, как и в симплифае и возможностей у куры намного больше. Надо просто разобраться.
А насчет профиля, справедливости ради, я делал свой, кастомный для этого принтера. Это не спасло от того косяка с пробелом в слоях. В общем и целом симли мне нравится больше, за исключением неудобного инструмента поворота моделек. Иногда и нужно крутить произвольно, а не с помощью градусов.
Странно конечно. Значит ещё что то не учли. У меня таких косяков не бывает.
Максимум, иногда подкручиваю тонкие настройки под конкретный пластик, или сложные модельки.
Коты — www.thingiverse.com/thing:4247881
У человека не такие простые модели, но много интересных животных. Если печатаете хорошо, то может получится очень круто. Если, конечно, сами не натыкались на этот профиль)
Но я понял, да, модели явно отличаются типажом. В таком случае позволю себе добавить пару своих избранных, может чего и придется по душе:
www.thingiverse.com/thing:3050876 — простой лежащий котик (можно разукрасить под своих, если имеются)
www.thingiverse.com/thing:166984 — относительно простая лисичка (скорее всего видели такую)
www.thingiverse.com/thing:3634943 — крутые парные лисички, у которых тоже могут быть проблемы с лапами, но по финалу, напечатанные, выглядят очень прикольно)
www.thingiverse.com/thing:1592224 — иного рода фигурка, медаль с лисой, но выглядит прикольно и ребенку точно может подойти на роль игрушки
:)
P.S. Есть каста людей, которые не хотят тратить лишнее время на сборку доп. компонентов. И изучение всего этого. Это я к тому, чтобы докупить детали для того же Ендера.
По терминам я не такой спец, в этой-то области.
Наверное это связано с конструкцией, и если это так, то я могу сказать, что тут стол дёргается, да, особенно на моментах небольшого заполнения. Если настройки неправильные, то бывают уникальные, пугающие процессы печати.
П.С. Что-то вас заминусили. Постарался перекрыть, но уже опять минус. Видимо затесался владелец «дрыгостола»? ;)
Я поискал по слову «экструдер» и «hot» и посмотрел все картинки вокруг этих слов. Не нашел фотку хотэнда.
Вы потратили тучу времени на текст и тучу фоток. Это видно. Респект за труды.
Но статью можно улучшить!
Думаю, что если текст очень объемный, то чтобы улучшить читаемость и сэкономить время для части читателей, можно написать очень коротко в начале основные тезисы. В случае с 3д принтером и многими другими товарами — основные характеристики (типа зоны печати, кинематика, заявленную скорость...), основные отличия от известных аналогов. А дальше уже кучу текста и картинок. Это не я придумал ).
Посмотрите обзоры на ixbt.com любых устройств. Они очень хорошо продуманы, выверены. Информация дата в таком виде, чтобы ее было удобно воспринимать. Четко даются характеристики устройств в явно выделенном блоке, который сложно промотать и не заметить.
Если такой обзор смотрит чайник — он читает все. Если не чайник — он быстро находит то, что нужно.
Лишний текст или фотографии может и делают статью более объемной, но не делают ее более полезной.
Смотрите — Вы сделали две фотографии коробки — просто коробку и с маштабными предметами. Может можно было обойтись одной?
Две с виду одинаковых фотографии с содержимым коробки. Можно было сократить до одной?
Четыре фотографии провода. Самого обычного провода EC — C13, какой используется в любом десктопном компьютере. Если Вы хотите показать, что провод хороший — покажите сечение его проводников, оно написано на самом проводе, но не на вилке. Но для принтера это не важно — он потребляет Ватт 300, ему хватит и волосинок китайских.
Именно исходя из объема статьи и того, что Вы написали про обычный компьютерный провод, что он «внушающий», я сделал вывод, что Вам надо было показать магазину, что Вы не просто так получили принтер. Это обычное явление для статей с п.18. Возможно, я неправ.
Я хочу донести простую мысль: «больше статья — далеко не всегда лучше» для того, кто читает. Очень многие люди скорее прочтут короткую, сжатую статью, чем чрезмерно длинную.
Я хорошо вижу, что Вы не очень разбираетесь в теме и молодец, что тем не менее смогли написать статью. Я могу лишь предложить Вам написать следующую еще лучше, подумав над тем, кто будет читать статью и какую информацию он может захотеть в ней получить.
Для нормального использования возможностей печати несколькими филаментами лучше все же разобраться в настройках слайсера для многоэкструдерной печати.
Если можете дополнить статью — дополните ее. Это реально важная информация, что экструдер замешивающий, а не с двумя хотэндами. Статья от этого выиграет.
Силиконовую грелку приклеил на её же липкое основание под стол обычный.
Комфорт работы с 3D принтером вырос раза в 2 по впечатлениям. Так как обычно ждешь начала печати, чтобы проверить что к стеклу начало всё прилипать, дальше смотреть уже не важно. Включил принтер и через 90 секунд пошла печать, красота.